Алюминий пайка: Пайка алюминия – флюс, припой, как и чем паять правильно
alexxlab | 12.03.1986 | 0 | Разное
Пайка алюминия – флюс, припой, как и чем паять правильно
- Особенности процесса
- Используемые материалы
- Подготовка деталей
- Источники нагрева
- Технологические приемы пайки
- Сфера применения процесса
- Использование подручных средств
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
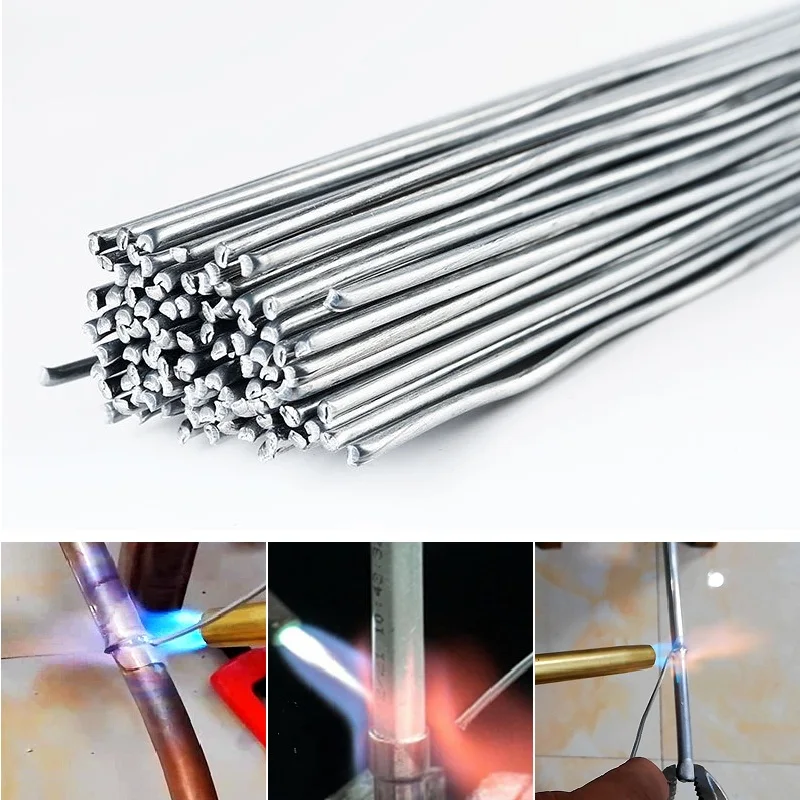
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.
Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки.
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.
Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.
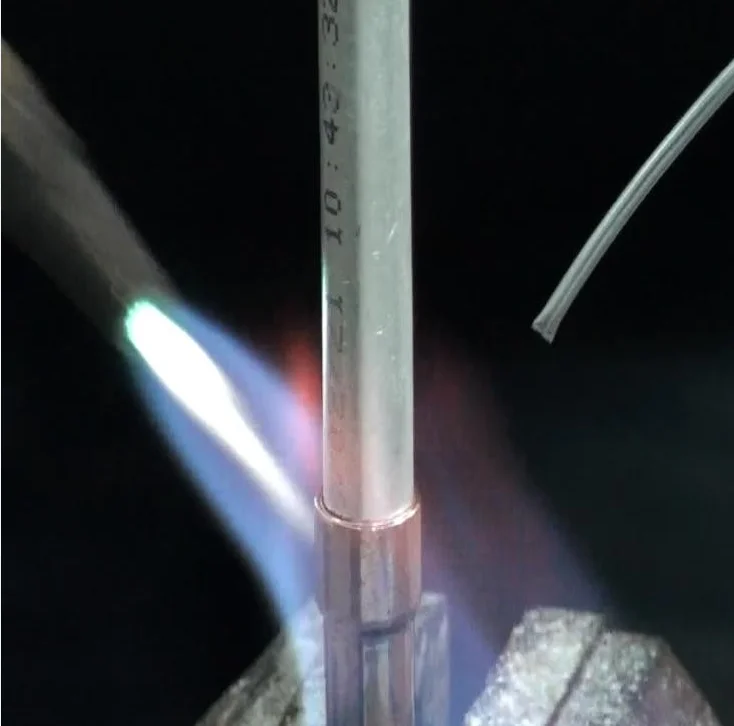
Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
правила и методы пайки алюминия паяльником
Алюминий – материал, плохо поддающийся пайке. Но, несмотря на это, ее вполне можно сделать и в домашних условиях. Конечно, для этого не подойдет обычный припой или флюс, рекомендуется использовать специализированн
Для чего может применяться пайка?
Пайка алюминия применяется, когда необходимо отремонтировать какую-то деталь, сделанную из этого материала или из сплавов, содержащих этот металл. Это могут быть и бытовые предметы, и запчасти автомобиля, и просто провода. Пайка во многих случаях проще и эффективнее сварки, особенно если дело касается мелких элементов. К тому же она не деформирует материал в результате его перегрева.
К тому же она не деформирует материал в результате его перегрева.
Чтобы успешно соединить все элементы паяльником, потребуется следующее:
Горелка для разогрева концов проводов.
Мощный паяльник.
Припой и флюс.
Стальная щетка для очистки верхнего слоя элементов.
Респиратор и защитная маска.
Перчатки.
С таким набором можно безопасно и быстро произвести спайку любых элементов из прочного материала.
Припой и флюс, необходимые для работы
Для пайки алюминиевых деталей можно использовать припои, состоящие из висмута и олова, можно использовать и олово с цинком. Хотя в некоторых случаях можно применить и ПОС-40 и 60. В последнем случае будет сложно добиться большой прочности. Но главное при этом – как паять, а не чем.
Хотя в некоторых случаях можно применить и ПОС-40 и 60. В последнем случае будет сложно добиться большой прочности. Но главное при этом – как паять, а не чем.
Чтобы залудить деталь, можно применять самые разнообразные материалы, вплоть до аспирина. Но лучше всё делать правильно и использовать материалы, предназначенные для пайки, а именно — флюс. Лучше всего подходят такие марки, как Ф34, Ф64, ФИМ или ФТБф. Чем качественней флюс, тем проще пройдет весь процесс.
Паяльник для алюминиевых деталей
Чтобы соединить такой прочный материал, понадобится паяльник большой мощности, порядка 100-200 Вт. Для небольших проводов достаточно 60-100 Вт.
Стоит учитывать, что слишком мощный прибор может расплавить металл и нарушить его структуру.

В большинстве случаев мощность зависит от того, что именно необходимо паять. Теперь давайте рассмотрим, как паять алюминий, а главное, какие подготовительные меры могут потребоваться для этого.
Подготовительные меры
Перед началом пайки деталь или провод необходимо правильно подготовить, то есть зачистить место соединения. Для этого с поверхности провода удаляется окисная пленка. Такое обезжиривание можно произвести с помощью бензина или ацетона, подойдет и любой другой растворитель.
Поверхность можно обработать шкуркой. Окисная пленка восстановится практически сразу же — это особенность алюминия. Но новая пленка будет значительно тоньше первоначальной, и с ней можно уже работать паяльником.
Метод пайки
Элемент или провод, который необходимо соединить, обрабатывается флюсом. Затем он нагревается при помощи паяльника. Делать это следует осторожно, не перегревая металл, не допускается его плавление. Поэтому рекомендуется применять нагревательный прибор с контролем температуры. Вообще такой метод мало чем отличается от обычной пайки.
Затем он нагревается при помощи паяльника. Делать это следует осторожно, не перегревая металл, не допускается его плавление. Поэтому рекомендуется применять нагревательный прибор с контролем температуры. Вообще такой метод мало чем отличается от обычной пайки.
В качестве припоя можно использовать олово. Особенно если под рукой нет специального. Припой плавится и равномерно распределяется на алюминиевой поверхности, после чего необходимые элементы соединяются. Кабеля или детали из алюминия, которые требуется соединить, должны крепко прижиматься друг к другу луженой поверхностью. Соединение, сделанное таким образом, будет очень прочным при условии, что всё проделано правильно.
Полезные советы
Чтобы упростить процесс соединения двух алюминиевых концов, можно воспользоваться паяльной лампой, нагревая с её помощью концы. Таким образом припой будет легче ложиться. Главное при этом не перегреть металл слишком сильно. Стоит учесть, что во время нагрева концов нагревается весь элемент или провод, поэтому его лучше не держать руками — можно использовать для этого плоскогубцы.
Стоит учесть, что во время нагрева концов нагревается весь элемент или провод, поэтому его лучше не держать руками — можно использовать для этого плоскогубцы.
Важно работать в хорошо проветриваемом помещении, так как пары от флюса и припоя ядовиты и вредны для здоровья человека. Рекомендуется все работы проводить в респираторе и защитной маске, руки можно защитить с помощью плотных перчаток. Также крайне важно, чтобы поблизости на всякий случай располагался огнетушитель.
Похожие статьи
- Пайка флюсом: что следует знать?
- Учимся паять самостоятельно
- Пайка нержавейки: важные особенности процедуры
- Учимся работать с паяльником правильно
Пайка алюминия паяльником в домашних условиях своими руками
Процесс соединения алюминия и его сплавов при помощи пайки является сложным процессом, так как материал обладает не самыми лучшими свойствами для этого. Тем не менее, его активно используют в промышленной сфере и детали из него, которые нуждаются в ремонте, встречаются в различных областях. Пайка алюминия в домашних условиях осложняется тем, что невозможно обеспечить ту же техническую базу, что и при промышленной обработке. В то же время сам алюминий хорошо обрабатывается механическим способом, так что подготовить металл не составит большого труда.
Пайка алюминия в домашних условиях осложняется тем, что невозможно обеспечить ту же техническую базу, что и при промышленной обработке. В то же время сам алюминий хорошо обрабатывается механическим способом, так что подготовить металл не составит большого труда.
Пайка алюминия
Здесь применяются практически те же самые методы, а также подбирается соответствующий припой для пайки алюминия. Иногда в качестве флюса используются подручные средства, такие как металлическая стружка из алюминия, канифоль и прочее. Они не всегда помогают в той же степени, как и заводские варианты, но обеспечивают улучшение качества соединения. Дома чаще всего паяются провода, различные корпуса бытовой техники, алюминиевая посуда и прочие детали. Несмотря на то, что пайка алюминия паяльником в домашних условиях не требует полного соблюдения технологических требований, все они повышают качество соединения, так что требуется максимально им соответствовать.
Технология пайки алюминия
Преимущества
- Пайка алюминия в домашних условиях происходит более быстро и просто, так что соединение можно спаять всего за несколько минут, имея в наличие все необходимые вещи;
- Тут не нужно применять сильно мощные средства, так как температура плавления самого алюминия является более низкой, чем у других металлов, а соответственно, припои имеют еще более низкую температуру плавления;
- Даже при выполнении всех операций дома это оказывается очень безопасной процедурой;
- Можно без проблем работать с тонкими заготовками и проводами, причем не нужно выставлять высокую точность в параметрах работы оборудования;
- Соединения получаются крепкими даже при работе дома.
Недостатки
- Высокий риск образования брака, причем все это усложняется плохими свойствами свариваемости металла;
- Сложно бороться с оксидной пленкой, которая образуется на поверхности металла практически моментально, даже после механической очистки, так как ее температура плавления в три раза выше плавления алюминия;
- Во время нагрева металла трудно отследить его степень его прогревания, так как цвет металла в это время практически не меняется;
- Если перегреть металл, то его структура начнет меняться и он будет терять свою прочность, поэтому, не стоит приближаться к значению температуры плавления металла;
- В домашних условиях порой трудно подобрать подходящий припой и флюс.
Возможные способы пайки алюминия дома
- Пайка при помощи алюминиевых припоев является самым стандартным способом, который очень распространен в домашних условиях. Это случилось благодаря его просто те и доступности, что не исключает высокого качества итогового результата.
 Тут пригодятся легкоплавкие присадочные материалы и флюсы для улучшения качества соединения. Здесь может использоваться как повольник, так и газовая горелка.
Тут пригодятся легкоплавкие присадочные материалы и флюсы для улучшения качества соединения. Здесь может использоваться как повольник, так и газовая горелка. - Пайка карандашом в домашних условиях является одним из самых простых и доступных способов, так как для его осуществления требуется минимум инструментов. Сам карандаш является особым легкосплавным материалом, который может расплавиться при воздействии температуры на него и на место спайки, после чего застывает на поверхности. Несмотря на то, что качество соединения ниже, чем при предыдущем способе, он пользуется популярностью благодаря своей простоте.
- Пайка с помощью пасты, которую можно считать как припой своеобразной консистенции. Его предварительно следует распределить на месте соединения, а затем расплавить при помощи соответствующих инструментов. Пайка алюминия в домашних условиях газовой горелкой происходит намного проще, так как паста легко расплавляется от пламени и сразу растекается по всем необходимым местам.

Материалы и инструмент
- Паяльник относится к основным инструментам, так как именно с его помощью расплавляется припой, флюс и прогревается деталь. Паяльники различаются по своей мощности, так как это основной параметр, на который стоит обращать внимание при выборе. Он определяет, в каком температурном диапазоне будет идти работа.
- Газовая горелка является альтернативным основным инструментом при пайке. Она обладает более высокой функциональностью, так как с ее помощью можно не просто разогревать металл припоя до расплавленного состояния, но и подогревать основную заготовку. Горелки также отличаются друг от друга по мощности, но она может регулироваться, в зависимости от расхода объема газа за единицу времени. Также в инструменте могут присутствовать другие дополнительные функции.
- Флюс является дополнительным расходным материалом, который применяется для улучшения качеств спаивания.
 Для самого алюминия и его сплавов могут быть различные разновидности флюса, что зависит от технологии процесса.
Для самого алюминия и его сплавов могут быть различные разновидности флюса, что зависит от технологии процесса. - Припой относится к основному расходному материалу, который заполняет область спаивания. Он должен отличаться высокой текучестью и хорошо смачивать поверхность. При выборе нужно ориентироваться, чтобы температура его плавления была ниже, чем у основного металла. Состав припоя выбирается в зависимости от способа сварки.
Пошаговая инструкция
- Подготовка металла, куда входит механическая зачистка при помощи наждачной бумаги или мелкой металлической щетки, а также обработка поверхности растворителем, таким как ацетон, или любой другой.
Зачистка алюминия
- Далее следует залудить место спайки при помощи флюса, что может потребоваться и для жала паяльника, чтобы ускорить расплавление припоя.

Флюс для пайки алюминия
- После этого можно приступать к самому спаиванию. Для этого требуется разогреть паяльник до нужной температуры, или отрегулировать горелку, после чего начать расплавлять припой в месте соединения. Это нужно делать небольшими частями, чтобы металл равномерно растекался по поверхности.
Припой для пайки алюминия
- Дать остыть и проверить качество соединения.
«Важно!
Из-за высокой текучести припоя следует устанавливать заготовки на ровной поверхности, чтобы они не стекали под углом.»
Режимы пайки
Вид припоя | Режим пайки | Максимальная прочность сплавов, кгс/мм2 | ||
АМц | АМг6 | Д20 | ||
П-300-А | 440° С, 20 минут | 11 | 22 | – |
П-425-А | 12 | 20,8 | 20,8 | |
34А | 550° С, 20 минут | 9-10 | – | 28,8 |
В-62 | 510° С, 15 минут | 12 | – | 23,8 |
Техника безопасности
Пайка алюминия в домашних условиях паяльником, как и при использовании горелки, должна проводиться при условии соблюдения всех правил безопасности. В первую очередь это касается использования основного инструмента, так как его не стоит бросать включенным, ведь от разогретого паяльника или горящей горелки может возникнуть пожар. Всегда должно быть место, куда можно безопасно положить горячий инструмент.
В первую очередь это касается использования основного инструмента, так как его не стоит бросать включенным, ведь от разогретого паяльника или горящей горелки может возникнуть пожар. Всегда должно быть место, куда можно безопасно положить горячий инструмент.
Некоторые виды флюса и припоя при расплавлении выделяют неприятный запах и могут быть токсичными, поэтому, при работе с ними следует обеспечить достаточно хорошие условия проветривания, чтобы не подвергать себя лишней опасности.
Поделиться в соцсетях
ПОХОЖИЕ СТАТЬИ
Пайка алюминия оловом
Сегодня из алюминия изготавливают не только провода, но и различные элементы, обеспечивающие надежную работу электроустановок и другого оборудования. Чтобы спаять этот материал применяют различные методы.
Наиболее эффективным является плавка оловом, так как оно находится в свободном доступе и соединение получается качественным и прочным. Эта процедура осуществляется с помощью флюсов и возможна не только в производстве, но и в домашних условиях. Если применять другие присадочные материалы, то алюминий расплавится.
Достоинства пайки
Среди преимуществ данного вида выделяют следующие:
- низкая стоимость;
- олово подходит для пайки деталей различной толщины;
- материал быстро расплавляется под действием температуры, покрывая рабочую поверхность до малейших трещин. При застывании образует качественное соединение;
- плавка не занимает много времени, так как температура плавления низкая;
- олово находится в свободном доступе, и купить его не составит труда.
Отрицательные качества
Кроме преимуществ данного метода есть и недостатки:
- готовое соединение может разрушиться под действием более низкой температуры;
- соединение не приспособлено к высоким механическим нагрузкам;
- в домашних условиях не всегда получается достичь желаемого результата.

Особенности пайки оловом
Единственной проблемой является появление оксидной пленки на месте соединения. Чтобы от нее избавиться применяют растворители, металлические щетки и т. д. Также, большое внимание стоит уделить температуре пайки. Высокая температура разрушит исходный материал, а низкая не сможет обеспечить надежное и качественное соединение. При большой толщине металла процесс осуществляется в несколько слоев.
Методы пайки
Многие специалисты рекомендуют использовать газовую горелку. Ее прикрепляют к баллону с помощью шланги. Расход газа можно регулируется вентилем. Он поступает в сопло и поджигается, при этом образую стабильное пламя, температура которого регулируется путем изменения давления.
Также используют бензиновые горелки, однако пары бензина не способны дать высокую температуру для пайки. Поэтому данный метод применяют для соединения тонких металлических деталей.
Пайка паяльником происходит при помощи дополнительных материалов, например, канифоли. Оборудование подключается к электричеству, и его конец нагревается до температуры плавления олова и канифоли.
Оборудование подключается к электричеству, и его конец нагревается до температуры плавления олова и канифоли.
Необходимые приспособления
Помимо олова следует иметь следующие инструменты:
- растворитель;
- металлическая щетка;
- паяльник или горелка;
- режущий инструмент.
- Флюс.
Подбор припоя и инструментов
Пайка алюминия может происходить различными методами, которые зависят от состава припоя. В нем должно содержится свинец в малом количестве, а также цинк, который служит для снижения температуры плавления. Инструмент для пайки подбирается в зависимости от личных предпочтений мастера и толщины детали. Например, для тонких изделий лучше использовать горелку.
Дополнительная информация! Температура плавления припоя должна быть максимально низкой, чтобы готовое соединение не разрушалось при холодах.
Пошаговая инструкция
В первую очередь, подготавливают поверхность, очищая от ржавчины и другого мусора при помощи металлической щетки. Далее, поверхность необходимо обезжирить, что поможет сделать растворитель.
Далее, поверхность необходимо обезжирить, что поможет сделать растворитель.
Если не убрать масляные налеты качество соединения снижается. Он также поможет избавиться от оксидной пленки, которая не разрушается под действием высоких температур. Если работа ведется с проводами, то их нужно залудить, чтобы процедура прошла быстрее, и они не разрушились.
Перед соединением металлических изделий с большой толщиной, их края затачиваются. После подготовительного этапа переходим к пайке. Она происходит в такой последовательности:
- паяльник или горелка включается и выбирается необходимый режим;
- место пайки обрабатывается флюсом;
- осуществляется непосредственное спаивание путем расплавления олова над алюминиевым изделием;
- после спаивания деталь оставляют остыть на некоторое время, а затем проверяют качество соединения.
Обратите внимание! При спаивании металла большой толщины не следует наплавлять шов в одном месте, а наносить олово слоями.
Существует 6 режимов пайки алюминия, каждому из которых предъявляются особые параметры. Они зависят от марки исходного материала. Зная данный показатель, определяют процентное соотношение олова, свинца и других металлов, а также температуру плавления.
Правила техники безопасности
Во время работы следует уделять внимание включенным инструментам (паяльнику или горелке). При работе с газом необходимо проверять целостность шланг и состояние баллона.
Важно! Некоторые виды флюсов при нагревании испаряют вредные вещества, поэтому рабочее помещение должно хорошо проветриваться.
Пайка алюминия в домашних условиях возможна при соблюдении рекомендаций
Домашним мастерам довольно часто приходится сталкиваться с проблемой ремонта, а также изготовления изделий из алюминия. Если с механической обработкой проблем нет (металл легко пилится, обтачивается и гнется), то процесс соединения частей между собой вызывает трудности.
О сварке речь не идет, это вопросы масштабного ремонта.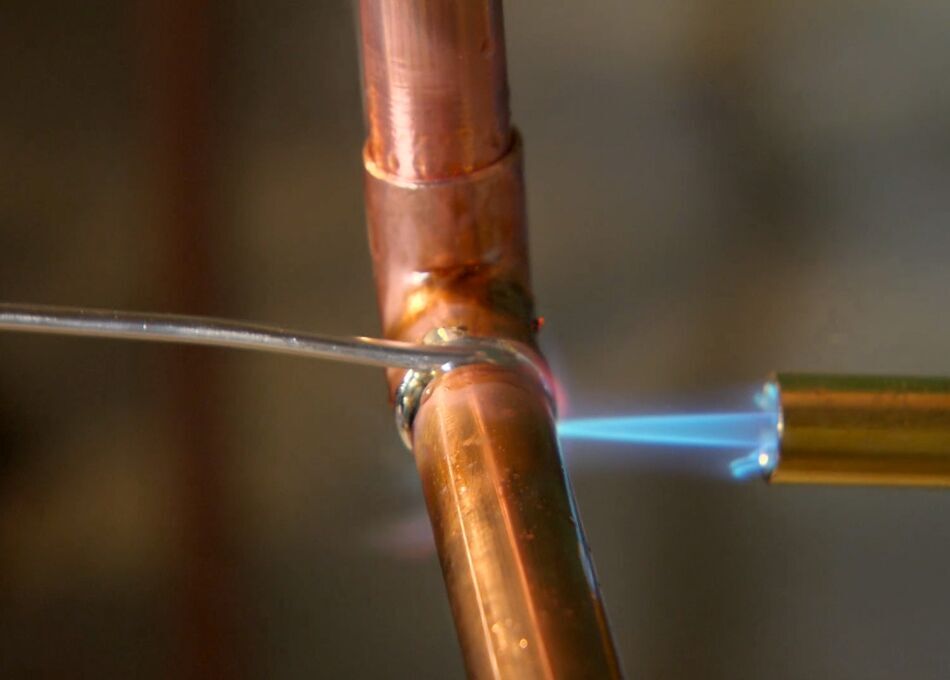 Чаще всего приходится паять детали традиционным способом.
Чаще всего приходится паять детали традиционным способом.
- Наиболее частая проблема — прохудившаяся посуда, или отвалившиеся части бытовой алюминиевой утвари. Склеивание подходит не всегда, из-за низкой термостойкости и плохой эстетики шва. Заклепки не могут обеспечить герметичность. Остается пайка алюминия оловом.
- Еще одна необходимость качественного соединения — электроприборы. Довольно часто приходится соединять алюминиевые проводники с клеммами, или просто поверхностью электрооборудования. Сращивание проводов также будет надежнее, если вместо скрутки будет прочная спайка.
Как и любой металл, алюминий можно и нужно паять. Он обладает хорошей пластичностью и теплопроводностью. А вот с адгезией есть проблема. На открытом воздухе металл моментально покрывается прочной пленкой окислов, которая мало того, что является теплоизолятором, на нее практически невозможно нанести припой.
Поэтому качественный флюс для пайки алюминия — первый помощник в работе. С его помощью, также можно припаять алюминий к другим металлам.
С его помощью, также можно припаять алюминий к другим металлам.
Общие принципы пайки алюминия в домашних условиях
- Поверхность должна быть тщательно зачищена от краски, грязи и жирных жидкостей
- Место пайки шлифуется, все неровности желательно выровнять до глубины самого большого дефекта
- Между очисткой и нанесением флюса должно пройти минимальное время
- Необходимо правильно выбрать нагревательное устройство, в соответствии с объемом металла
- Алюминий обладает отличной теплопроводностью, температура рассеивается по всей площади, и нагретый участок будет быстро остывать
- Перед пайкой алюминий обязательно надо залудить. Под слоем припоя окислы не образуются.
Маленькие секреты. Если у вас под рукой нет специального флюса, можно воспользоваться абразивной защитой от моментального окисления поверхности:
Использование трансформаторного масла
Пайка алюминия в домашних условиях, обычно выполняется паяльником.
Можно смешать паяльную пасту с трансформаторным маслом, и нанести ее на только что зачищенную поверхность. Затем также интенсивно потереть паяльником, пока не появится устойчивый слой припоя.
Важно! Подобные работы следует производить с вытяжкой, или в хорошо проветриваемом помещении. Перегретое масло выделяет едкий дым. А есть более простой способ. Обрабатываем будущее место пайки с помощью мелкой наждачной бумаги. Затем без промедления наливаем масло. Еще раз интенсивно трем поверхность наждачкой, после чего с усилием втираем разогретым паяльником припой. Поддеваем слой олова тонкой отверткой, чтобы проверить прочность соединения. Если края припоя отрываются от алюминия – повторяем процедуру еще раз. После получения стойкого лужения, к этому месту можно припаивать как медный, так и алюминиевый провод. На выбор припоя влияет способ соединения алюминиевых деталей. Эти сплавы легко плавятся, на них отводится мало тепла от паяльника (что немаловажно, учитывая высокую теплопроводность алюминия). К тому же, такой материал нетрудно купить по доступной цене. Однако соединения с помощью легкоплавкого припоя обладают малой прочностью. Такой способ годится лишь для электромонтажа. Если же вы припаяли носик к алюминиевому чайнику, или заделали прогоревшую дырку в кастрюле – под воздействием высоких температур соединение быстро разрушится. В крайнем случае, можно применить распространенный тугоплавкий припой ЦОП-40, состоящий из олова и цинка. Такое соединение достаточно хорошо держит температуру, но обладает невысокой прочностью на разрыв.Какой припой применяется для пайки алюминия

Наиболее распространены такие сплавы: алюминий-медь-кремний.
Алюминий хорошо растворяется в остальных компонентах состава, и обеспечит соединение с заготовкой на молекулярном уровне. Медь добавит пластичности, а кремний сделает соединение прочным. Излюбленный припой домашних лудильщиков – отечественный состав 34А.
Более дорогой (это не означает прибавки в качестве) – импортный «Aluminium — 13». Преимущества таких припоев – ими можно качественно сваривать детали, которые затем работают под нагрузкой.
Конечно, до прочности дуговой сварки эти припои не дотягивают, но ремонт посуды с их помощью, дает хороший результат.
Однако припои на основе алюминия плавятся при температуре порядка 600° С. При помощи паяльника такого результата не достичь.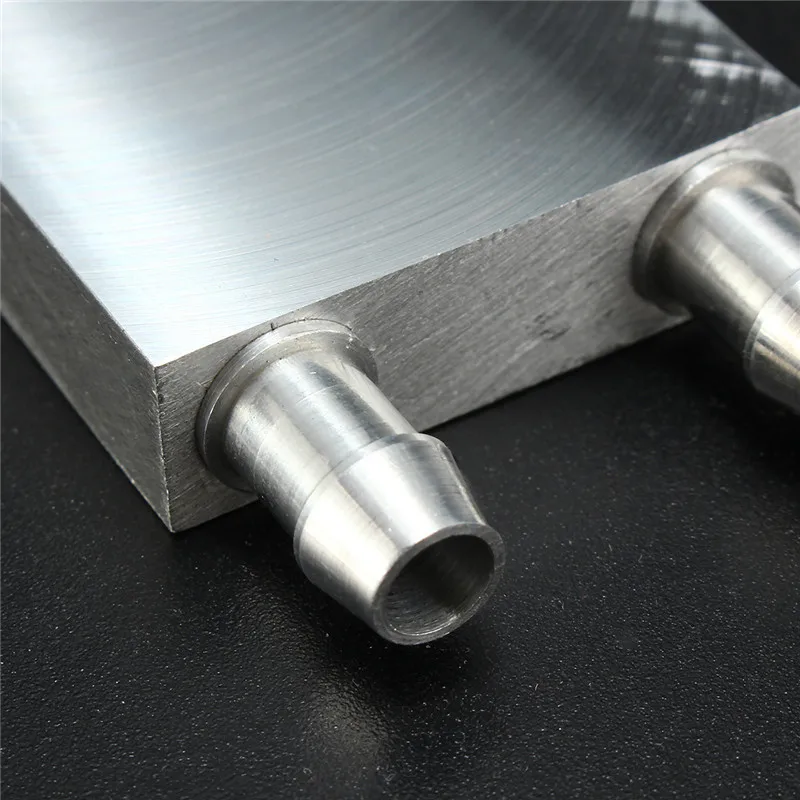
Для механически прочных и термостойких соединений применяется пайка алюминия газовой горелкой.
Обратите внимание
Несмотря на внешнюю схожесть и качество соединения, пайка с помощью горелки не имеет ничего общего со сваркой. Плавится только припой, базовый металл заготовки остается твердым во время всего процесса.
Преимущества пайки горелкой перед сваркой в среде аргона:
- Нет необходимости в приобретении дорогостоящего оборудования. Для пайки используется ручная газовая горелка. Такой инструмент можно приобрести в магазинах инструмента, или даже среди туристических товаров.
- Электросварка при любом способе подвергает материал термическому стрессу. Возникают очаги разной напряженности металла, вблизи шва алюминий меняет геометрию. При качественной пайке эстетика соединения остается на высоком уровне
- Для соединения компактных деталей, особенно выполненных из тонкого металла – альтернативы пайке просто нет
- Работы можно производить в домашних условиях – искры не летят, нет едкого запаха горящего алюминия, отсутствует ультрафиолетовое облучение кожи
- Вы можете легко контролировать температурные режимы прямо во время работы, просто меняя интенсивность пламени.

Как правильно паять с помощью горелки
Без подготовки места соединения не обойтись, как и при пайке паяльником. Металл следует очистить от грязи, отшлифовать до получения ровной поверхности. Затем надо закрепить детали с помощью любого кондуктора – будь то струбцины или тиски.
При работе с горелкой, алюминиевые заготовки разогреются по всей поверхности. А учитывая высокую теплопроводность металла – на деталях просто не будет места, за которое можно взяться рукой, даже в защитных перчатках.
Рабочая зона должна быть очищена от легковоспламеняющихся предметов и жидкостей. Обеспечьте интенсивное проветривание – даже без едких выделений, нагретые флюсы источают неприятный запах. Позаботьтесь о средствах пожаротушения.
Надо приготовить проволочный припой с запасом по длине. Вы не сможете использовать каждый прутик полностью, остается 10% длины на удержание припоя. А бросать нагрев, и идти за новой упаковкой – нерационально.
Важно! Более качественный шов получается при непрерывной пайке. Если вы прервали процесс (вынужденно), перед продолжением работ полностью прогрейте все место спайки, в том числе уже застывший припой. Тоже самое следует проделать при накладывании нескольких слоев. Сначала прогреваем застывший слой, затем кладем следующий.
Если вы прервали процесс (вынужденно), перед продолжением работ полностью прогрейте все место спайки, в том числе уже застывший припой. Тоже самое следует проделать при накладывании нескольких слоев. Сначала прогреваем застывший слой, затем кладем следующий.
Пламя горелки всегда направлено в сторону от вас. На его пути не должно быть никаких предметов.
Допускается изменение цвета алюминиевой заготовки до ярко-оранжевого. Металл не расплавится, а при нагреве до максимальной температуры припой будет ложиться более равномерно.
Обязательно использование флюса. Есть проверенные составы на основе хлоридов лития и калия, а также хлористого цинка. Это такие марки, как Ф-59А, Ф-61А, Ф-64А. Для более высокотемпературной пайки лучше использовать Ф-34А. В нем присутствует фторид натрия.
Флюс для пайки алюминия можно приготовить своими руками. Однако делать это не рекомендуется, поскольку в его состав обязательно входят едкие вещества. Лучше приобрести готовый состав в магазине.
Важно! Вдыхать пары флюса при пайке очень вредно. Воспользуйтесь респиратором или портативной вытяжкой.
Способы пайки алюминия и сплавов
Это устаревший, но еще практичный, материал по книге К.К.Хренов «Сварка, резка и пайка металлов» Машгиз, Киев-Москва ,1952[2]. Рекомендуем ознакомиться с современными способами пайки алюминия
Пайка алюминия и его сплавов представляет большие затруднения вследствие лёгкой окисляемости алюминия с образованием прочной окисной плёнки, а также вследствие часто наблюдающейся слабой сопротивляемости коррозии мест пайки. До настоящего времени задача качественной пайки алюминия не вполне разрешена. Для облегчения процесса пайки иногда применяется предварительное покрытие алюминия медью или никелем, осаждаемыми гальваническим способом. Места пайки в этом случае очищаются травлением серной кислотой, десятипроцентным раствором едкого натра, с последующей промывкой в проточной воде, после чего подвергаются никелированию или омеднению гальваническим способом. Поверхности, покрытые тонким слоем никеля или меди, паяются обычными способами мягкими припоями. Способ гальванического покрытия мест пайки ввиду его сложности, трудоёмкости и довольно высокой стоимости применяется редко. Обычно ограничиваются лишь зачисткой кромок перед пайкой. В этом случае применяются специальные припои для пайки алюминия. Простейшим из этих припоев является технически чистый цинк, дающий удовлетворительные результаты при пайке растиранием и обеспечивающий прочность порядка 9кг/мм2, однако соединения, паянные цинком, весьма подвержены коррозии. Припои 1 и 2 обеспечивают предел прочности не ниже 10кг/мм2. Припой 3 обладает высокой вязкостью и большим относительным удлинением; предел прочности около 8кг/мм2. Припой 4, отличающийся некоторой хрупкостью, обеспечивает предел прочности до 20кг/мм2. Как показал опыт, прочность паяного соединения обычно возрастает с повышением температуры плавления припоя.
Поверхности, покрытые тонким слоем никеля или меди, паяются обычными способами мягкими припоями. Способ гальванического покрытия мест пайки ввиду его сложности, трудоёмкости и довольно высокой стоимости применяется редко. Обычно ограничиваются лишь зачисткой кромок перед пайкой. В этом случае применяются специальные припои для пайки алюминия. Простейшим из этих припоев является технически чистый цинк, дающий удовлетворительные результаты при пайке растиранием и обеспечивающий прочность порядка 9кг/мм2, однако соединения, паянные цинком, весьма подвержены коррозии. Припои 1 и 2 обеспечивают предел прочности не ниже 10кг/мм2. Припой 3 обладает высокой вязкостью и большим относительным удлинением; предел прочности около 8кг/мм2. Припой 4, отличающийся некоторой хрупкостью, обеспечивает предел прочности до 20кг/мм2. Как показал опыт, прочность паяного соединения обычно возрастает с повышением температуры плавления припоя.
| Номер припоя | Sn | Zn | Cd | Al | Si | Си | Примечание |
| 1 | 55 | 25 | 20 | — | — | — | Мягкие припои |
| 2 | 40 | 25 | 20 | 15 | — | — | |
| 3 | 63 | 36 | — | 1 | — | — | |
| 4 | 45 | 50 | — | 5 | — | — | |
| 5 | Остальное | 20÷25 | 2÷6 | — | — | — | |
| 6 | — | — | — | Остальное | 5,2÷6,5 | 25÷29 | Твёрдый припой, Тпл =525°; предложен С. Н. Лоцмановым Н. Лоцмановым |
В качестве флюсов применяют органические вещества, например канифоль, стеарин, сахарную пудру. Предварительно поверхности облуживаются растиранием припоя щёткой или скребком. Иногда для нахлёсточных соединений применяется оригинальный способ пайки алюминиевых сплавов с использованием в качестве припоя порошкообразного хлористого цинка. На зачищенные поверхности места пайки насыпают порошок безводного хлористого цинка и подогревают детали. При подогреве порошок плавится с выделением густого едкого дыма, освобождая расплавленный цинк. Происходит обменная реакция: алюминий соединяется с хлором и улетучивается, а освобождающийся цинк сплавляется с алюминием и дифундирует на некоторую глубину в основной металл. Процесс происходит по уравнению
3ZnCl3+2Al = 3Zn+2A1Cl2
Происходит, таким образом, процесс облуживания поверхности алюминия цинком; поверхность детали оказывается покрытой сплавом цинка с алюминием.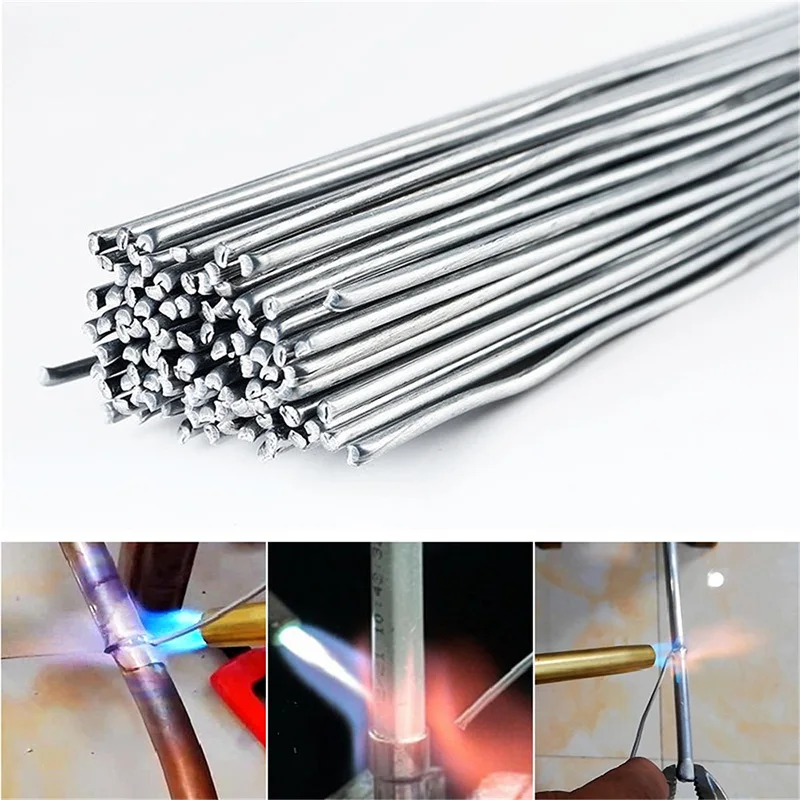
При нагреве собранных внахлёстку и надёжно скреплённых облуженных деталей происходит прочная их спайка. Полученное соединение отличается прочностью и сравнительной устойчивостью против коррозии. Более прочная пайка требует применения более тугоплавких припоев и специальных флюсов. В нашей промышленности применяется, например, специальный припой для алюминия, имеющий следующий состав: медь — 25—30%, кремний — 4,7%, алюминий — остальное. Температура плавления припоя 525°C. Припой применяется совместно с флюсом следующего состава: хлористый литий LiCl 25—30%; фтористый калий KF 8—12%; хлористый цинк ZnCl2 8—15%; хлористый калий KCI — остальное. Температура плавления этого флюса около 450°C. Применение указанных припоя и флюса даёт весьма удовлетворительную и прочную пайку алюминия.
Как паять алюминий. Полное руководство
Пайка — распространенный способ соединения металлов. Алюминий можно паять, но это может быть намного сложнее, чем с другими металлами.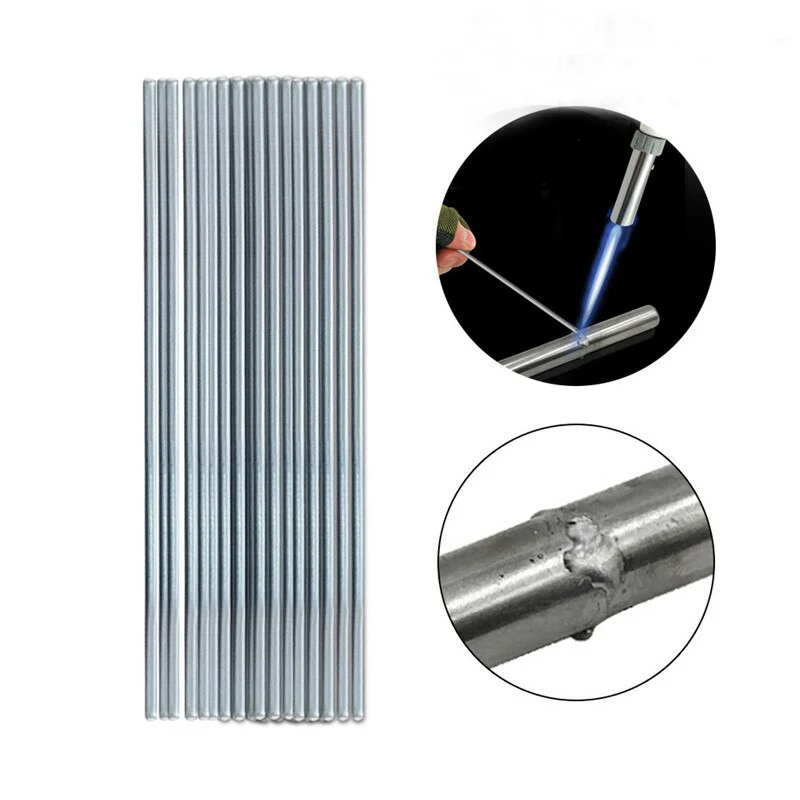 Существуют советы, которые можно применить для облегчения пайки алюминия, включая использование правильной смеси припоя и удаление оксида алюминия.
Существуют советы, которые можно применить для облегчения пайки алюминия, включая использование правильной смеси припоя и удаление оксида алюминия.
Алюминий – это настоящая проблема для соединения без специального сварочного оборудования. Вам нужно будет найти специальный припой или припой, предназначенный для использования на алюминии или для соединения алюминия с другим металлом в зависимости от вашего проекта.
После того, как вы приобрели припой в Интернете или в необычайно богатом хозяйственном магазине, основная проблема заключается в том, чтобы работать достаточно быстро, чтобы соединить алюминий сразу после того, как слой оксида алюминия будет соскоблен с поверхности.
Что такое пайка?
Пайка — это метод соединения двух кусков металла вместе. Любой более мягкий металл, как правило, припаивается, чтобы скрепить его. Более твердые металлы, такие как сталь и железо, необходимо скреплять сваркой. Паяльник плавит металл, называемый припоем, до 200 градусов.
Когда металл становится жидким, его можно использовать в качестве клея для удержания других металлов на месте. После удаления источника тепла припой очень быстро остывает, образуя твердое тело и удерживая металлы на месте.
ПОДРОБНЕЕ: Что такое пайка?
Какой металл используется для пайки?
Металл, используемый для пайки, в просторечии называется припоем, но он состоит из смеси различных металлов. В прошлом это обычно было олово и свинец, но сегодня гораздо чаще используются бессвинцовые варианты. Они сделаны из смеси металлов, обычно содержащей комбинацию олова, меди, серебра, висмута, цинка и кремния.
Припой должен иметь низкую температуру плавления и быстро затвердевать. Также важно то, что припой проводит электричество, что делает пайку важным аспектом создания схем. Пайка также может быть использована для исправления эстетических дефектов, например, в ювелирных изделиях.
Как паять алюминий – Пошаговый процесс1.
 Если возможно, определите сплав.
Если возможно, определите сплав.Чистый алюминий можно паять, хотя с ним нелегко работать. Многие алюминиевые предметы на самом деле являются алюминиевыми сплавами. Большинство из них можно паять одним и тем же способом, но с некоторыми из них очень сложно работать, и, возможно, потребуется обратиться к профессиональному сварщику.
Если алюминиевый сплав помечен буквой или цифрой, посмотрите, есть ли особые требования. К сожалению, немаркированные алюминиевые сплавы бывает трудно отличить друг от друга, и профессиональные руководства по идентификации, вероятно, будут полезны только в том случае, если вы занимаетесь бизнесом. Возможно, вам нужно просто погрузиться и проверить свою удачу.
Если вы соединяете алюминий с другим металлом, свойства алюминия обычно являются ограничивающим фактором, поэтому точная идентификация состава другого сплава может не потребоваться. Обратите внимание, что некоторые комбинации, такие как алюминий-сталь, чрезвычайно сложны или могут потребовать специальных методов сварки вместо пайки.
2. Выберите низкотемпературный припой.
Алюминий плавится при относительно низкой температуре 1220ºF (660ºC), что в сочетании с его высокой теплоемкостью делает практически невозможной пайку с использованием припоев общего назначения. Вам понадобится специальный припой со значительно более низкой температурой плавления, который вам, возможно, придется заказать через Интернет.
Обычно для этой цели используется сплав, изготовленный из некоторого сочетания алюминия, кремния и/или цинка, но проверьте этикетку, чтобы убедиться, что он предназначен для вашего типа соединения, например, алюминий-алюминий или алюминий-медь .
Технически присадочные металлы, плавящиеся при температуре выше 840ºF (450ºC), соединяются пайкой, а не пайкой. На практике они часто продаются как припои, и процесс аналогичен. Пайка создает более прочное соединение, но пайка предпочтительнее для деталей с электрическими цепями или других хрупких материалов.
По возможности избегайте припоев, содержащих свинец.
3. Выберите флюс.
Подобно припою, флюс должен быть специально предназначен для алюминия или комбинации металлов, которые вы планируете соединять. Самый простой вариант — купить флюс у того же производителя, что и ваш припой, так как они, скорее всего, предназначены для совместной работы.
Рекомендуемая температура выбранного флюса должна быть аналогична температуре плавления вашего припоя. Выберите флюс для пайки, если выбранный вами припой плавится при температуре выше 840ºF (450ºC).
Некоторые флюсы для пайки не предназначены для использования на тонких алюминиевых листах или проволоке. Вместо этого ищите флюс для пайки погружением.
4. Выберите источник тепла.
Для соединения алюминиевых проводов можно использовать паяльник, но для других работ потребуется горелка. Как правило, используется низкотемпературная горелка с факелом пламени, температура которого достигает 600–800ºF (315–425ºC).
Если на вашем рабочем месте невозможно использовать фонарик, попробуйте паяльник мощностью 150 Вт.
5. Соберите дополнительные материалы.
Вам понадобится струбцина, если вы соединяете более одного куска металла, а не выполняете мелкий ремонт одного предмета. Также рекомендуется травильный раствор или специальное вещество для очистки от оксидов после пайки. Некоторые флюсы на основе смол необходимо очищать ацетоном.
6. Обеспечьте безопасную рабочую зону.
Защитите себя от ядовитых паров, надев респиратор и работая в хорошо проветриваемом помещении. Маска для лица или очки настоятельно рекомендуются, а также плотные кожаные перчатки и несинтетическая одежда. Держите поблизости огнетушитель и работайте только над негорючими поверхностями.
Как соединить алюминий
1. Предварительно припаяйте каждую часть сложных соединений (необязательно).
Большие соединения или сложные комбинации, такие как алюминий-сталь, могут значительно улучшиться от «лужения» или нанесения небольшого слоя припоя на каждую деталь компонента. Следуйте приведенным ниже инструкциям для каждой детали, которую вы планируете соединить, затем повторите то же самое, скрепив детали вместе.
Пропустите этот шаг, если вы используете припой для ремонта трещины или отверстия в одном объекте.
2. Очистите алюминий щеткой из нержавеющей стали.
Алюминий быстро образует оксид алюминия при контакте с воздухом, и этот тонкий слой оксида не может быть соединен. Тщательно сотрите его стальной щеткой, но сначала прочтите приведенные ниже инструкции. Будьте готовы к очистке, флюсу и пайке в быстрой последовательности, чтобы оксид не получил еще одного шанса образоваться.
Старый алюминий с сильным окислением или другим поверхностным мусором может потребовать шлифовки или шлифовки или протирания изопропиловым спиртом и ацетоном.
3. Сожмите вместе основные металлы.
Если вы соединяете две детали, а не ремонтируете один объект, зажмите две детали вместе в том положении, в котором вы хотите их соединить. Между ними должен быть небольшой зазор для протекания припоя, но не более 1/25″ (1 мм) или меньше.
Если детали не подходят друг к другу плавно, вам необходимо сделать стыки гладкими путем шлифовки или сгибания.
Поскольку алюминий должен иметь как можно меньше шансов на окисление, вы можете неплотно зажать детали, очистить их, пока они зажаты, а затем затянуть зажим.
4. Нанесите флюс. №
Сразу после очистки металла нанесите флюс на место соединения с помощью стержня припоя или небольшого металлического инструмента. Это предотвратит дальнейшее образование оксида и протянет припой по всей длине соединения.
При пайке проводов окуните их в жидкий флюс.
Если ваш флюс поставляется в виде порошка, см. инструкции по смешиванию на этикетке.
5. Нагрейте металл.
С помощью горелки или паяльника нагрейте металлический предмет рядом с соединением, начиная с нижнего конца заготовки. Прямое пламя на ремонтируемом участке может привести к перегреву припоя и флюса. При использовании горелки держите наконечник горелки на расстоянии не менее 4–6 дюймов (10,2–15,2 см) от основного металла. Постоянно перемещайте источник тепла небольшими медленными кругами, чтобы равномерно нагреть помещение.
Паяльники могут нагреваться до десяти минут, прежде чем их можно будет использовать.
Если флюс станет черным, дайте области остыть, очистите ее и начните заново.
6. Нанесите припой
Большинство флюсов будут пузыриться и приобретать светло-коричневый цвет при достижении нужной температуры. Перетащите стержень или проволоку с припоем по месту соединения, продолжая косвенно нагревать область с противоположной стороны металла или близлежащей поверхности.
Она должна быть проведена уже по зазору, но необходимы постоянные, медленные движения с вашей стороны, чтобы создать ровный валик. Для создания привлекательного и прочного ровного соединения может потребоваться практика, если вы раньше не занимались пайкой.
Если припой не соединяется с алюминием, возможно, на поверхности образовалось больше оксида алюминия, и в этом случае ее необходимо очистить и немедленно припаять снова. Также может быть, что у вас неправильный тип припоя, или ваш алюминий на самом деле является трудносвариваемым сплавом.
7. Удалите излишки флюса и оксида.
Если вы используете флюс на водной основе, флюс можно смыть водой после того, как готовая деталь остынет. Если вы используете флюс на основе смолы, используйте вместо него ацетон. После того, как флюс будет удален, вы можете поместить готовую деталь в «раствор для травления», чтобы удалить любые оксиды, которые могли образоваться под воздействием высокой температуры.
Как паять алюминий: руководство для начинающих
Алюминий — плохой металл для пайки. Но иногда вам нужно использовать этот металл или его части для самостоятельной пайки. Именно поэтому я решил поделиться несколькими советами и рекомендациями по пайке алюминия .
Обо всем по порядку – любой обычный припой или флюс не подходит для пайки алюминия , рекомендуется использовать специализированные марки. Кроме того, я хотел бы объяснить, что такое пайка алюминия .
Припой алюминиевый применяют при необходимости ремонта отдельных деталей, изготовленных из этого шрота или из сплавов, содержащих этот металл.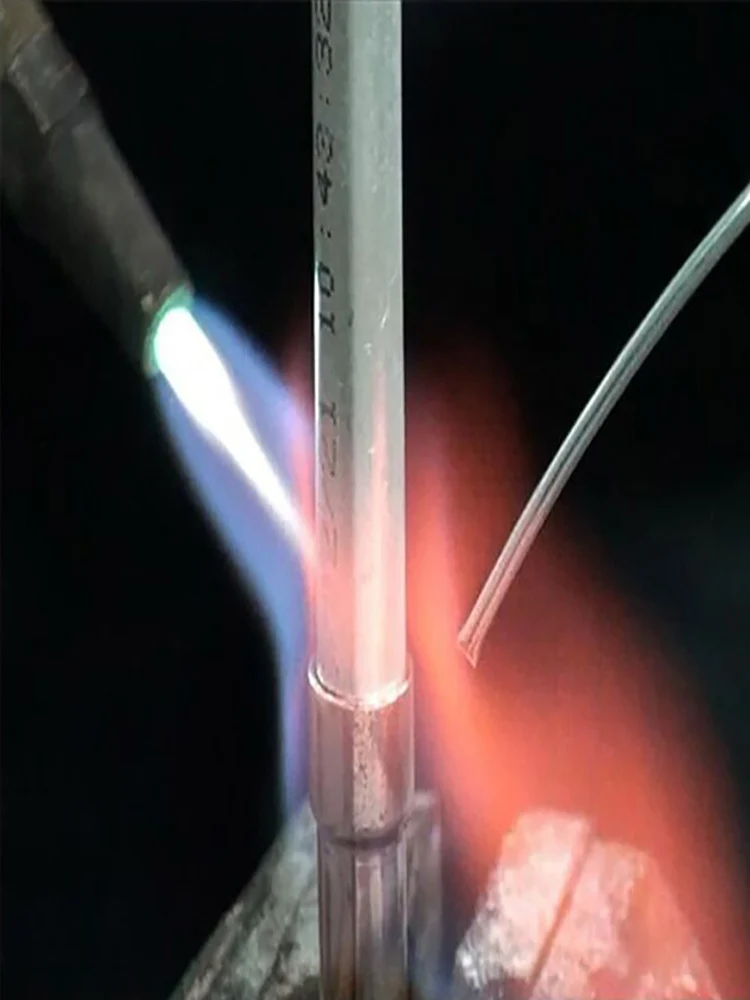 Чтобы назвать несколько случаев, многие предметы домашнего обихода, автомобильные детали или просто провода содержат алюминий. В большинстве случаев пайка проще и эффективнее сварки, особенно если речь идет о мелких деталях. Кроме того, пайка не деформирует материал из-за перегрева.
Чтобы назвать несколько случаев, многие предметы домашнего обихода, автомобильные детали или просто провода содержат алюминий. В большинстве случаев пайка проще и эффективнее сварки, особенно если речь идет о мелких деталях. Кроме того, пайка не деформирует материал из-за перегрева.
Вещи, необходимые для пайки алюминия
- Горелка газовая для нагрева концов проводов;
- Мощный паяльник или станция;
- Специальный припой и флюс;
- Стальная щетка для очистки верхних слоев припаиваемых деталей;
- Необходимо использовать маску, респиратор и защитные очки;
- Защитные перчатки;
Содержание
Выбор паяльника для алюминия
Для соединения такого прочного материала, как алюминий, нужен паяльник большой мощности, порядка 100-200 Вт. Для небольших проводов достаточно 60-100 Вт. Более мощное устройство может расплавить металл и нарушить его структуру!
Припой и флюс, необходимые для пайки алюминия
Для пайки алюминиевых деталей можно использовать припои, состоящие из сплавов висмута и олова.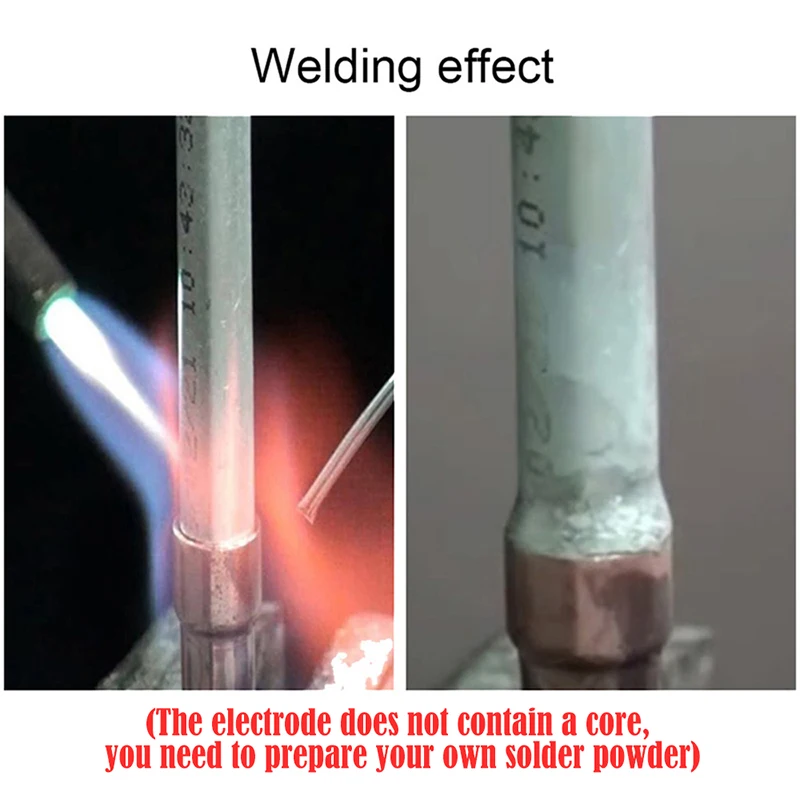 Также можно использовать олово с цинком. С другими типами припоя будет трудно добиться хороших соединений. Главное как припаять алюминий .
Также можно использовать олово с цинком. С другими типами припоя будет трудно добиться хороших соединений. Главное как припаять алюминий .
Для лужения детали можно использовать самые разные материалы, вплоть до аспирина. Но лучше все сделать правильно и использовать материалы, рассчитанные на пайка алюминия , а именно флюс. Чем лучше флюс, тем легче будет проходить весь процесс.
При выполнении пайки алюминия наряду с высокоактивными флюсами подбираются оловянно-свинцовые припои. Однако такие припои не очень надежны, а также эти сплавы склонны к развитию коррозионных процессов. Чтобы сделать такие соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественные, надежные и коррозионностойкие припои изготавливаются на основе припоев, содержащих цинк, медь, кремний и алюминий.
Оловянно-свинцовые припои имеют самую низкую температуру плавления из всех вышеперечисленных типов припоев – около 9300F. Такая температура плавления необходима для соединения крупногабаритных алюминиевых деталей.
Такая температура плавления необходима для соединения крупногабаритных алюминиевых деталей.
Отличные результаты дает пайка алюминия такими сплавами:
- 2 части цинка и 8 частей олова;
- 1 часть меди и 99 частей олова;
- 1 часть висмута и 30 частей олова;
Важно! Перед пайкой и сплав, и деталь необходимо нагреть.
Как паять алюминий припоем?
В состав большинства припоев входят химические элементы, практически не растворяющиеся с алюминием. Поэтому для соединения алюминиевых деталей пайкой рекомендуется использовать припои на основе алюминия и легкоплавких кадмия, олова или цинка.
Плавкие составы более удобны в использовании, так как процесс пайки можно проводить при низких температурах, чтобы избежать резкого изменения свойств алюминия.
Недостатками олова и кадмия являются их неустойчивость к коррозии, что приводит к быстрому разрушению материала. Учитывайте это при выборе припоя для пайки алюминия.
Самое интересное, что самые надежные припои сделаны на основе алюминия. Также в их состав могут входить:
- кремний;
- цинк; медь
- ;
Лучше всего использовать сплав на основе алюминия с кремнием. Наиболее надежный результат можно получить после применения композиции из алюминия, меди и цинка.
Важное замечание: при использовании этих типов припоя жало паяльника должно быть нагрето до температуры 6600F. В этом случае необходимо использовать флюс, состоящий из смеси олеиновой кислоты и йодида лития.
Простейшие виды припоев можно приготовить дома, если знать, что делаешь. Впрочем, купить специальный припой и флюс для пайки алюминия не составит труда.
Как паять алюминий: самый простой способ
Перед пайкой алюминия деталь или провод должны быть должным образом подготовлены для очистки соединения. Для этого с поверхности проволоки снимается оксидная пленка. Такое обезжиривание можно сделать бензином или ацетоном. Или подойдет любой другой растворитель.
Или подойдет любой другой растворитель.
Поверхность можно обрабатывать наждачной бумагой. Оксидная пленка восстановится почти сразу — это неизбежная особенность пайки алюминия . Но новая пленка будет намного тоньше исходной, и уже можно работать паяльником.
Покрытые флюсом проволоки необходимо прогреть паяльником. Делать это нужно аккуратно, не перегревая металл. Рекомендуется использовать нагревательное устройство с контролем температуры. В целом этот метод мало чем отличается от любого другого процесса пайки.
Припой плавится и равномерно распределяется по поверхности алюминия при соединении необходимых элементов. Кабели или алюминиевые детали должны быть плотно прижаты друг к другу луженой поверхностью. Соединение будет очень прочным.
Канифольные припои для пайки алюминиевых деталей
Для пайки двух алюминиевых проводов их необходимо предварительно залудить. Чтобы покрыть провод канифольным припоем, положите его на наждачную бумагу (средней зернистости) и прижмите горячим паяльником к наждачной бумаге. Также для пайки можно использовать раствор канифольного флюса, содержащий диэтиловый эфир. Паяльник с проволоки не снимают и на залуженный конец добавляют канифоль.
Также для пайки можно использовать раствор канифольного флюса, содержащий диэтиловый эфир. Паяльник с проволоки не снимают и на залуженный конец добавляют канифоль.
Алюминиевые провода лужятся отлично, но все действия необходимо повторять несколько раз. После этого паять алюминий можно легко в домашних условиях. Также можно получить хороший результат, если вместо канифольных припоев взять минеральное/щелочное масло.
При пайке алюминия толщиной более 0,07 дюйма место стыка необходимо прогреть паяльником. После пайки необходимо выполнить следующие действия:
- Промыть специальными щетками в горячей воде (150–1800F) в течение 15–20 минут;
- Промыть холодной проточной водой еще 20-30 минут;
- Обработать раствором хромового ангидрида;
- Промыть холодной водой;
- Просушите соединение при температуре около 1750F в течение 30 минут;
Полезные советы по пайке алюминия
- Для упрощения процесса соединения 2-х алюминиевых деталей можно использовать паяльную горелку, нагревая ею детали.
 Припой после такого нагрева быстрее покроет детали. Главное, не допускать перегрева металлов. При нагреве любых алюминиевых деталей лучше держать плоскогубцами, а не голыми руками;
Припой после такого нагрева быстрее покроет детали. Главное, не допускать перегрева металлов. При нагреве любых алюминиевых деталей лучше держать плоскогубцами, а не голыми руками; - Важно работать в хорошо проветриваемом помещении, так как пары флюса и припоя токсичны и вредны для организма человека. Также важно именно в этом случае использовать находящийся поблизости огнетушитель;
Заключительные мысли
Для пайки этого металла необходимо купить специальное оборудование для пайки алюминия и выбрать один из способов пайки: с механическим разрушением оксида или химическим разрушением пленки. Оба метода пайки достаточно эффективны для соединения алюминиевых деталей.
Алюминиевые прутки для пайки и бесфлюсовые алюминиевые прутки для пайки
Дополнительный контент
3 позиции
Посмотреть как Сетка Список
Показывать
9 15 30
на страницу
Сортировать по Должность наименование товара Цена Установить нисходящее направление
3 позиции
Посмотреть как Сетка Список
Показывать
9 15 30
на страницу
Сортировать по Должность наименование товара Цена Установить нисходящее направление
Alumite™ — это оригинальный высокотемпературный стержень для пайки и пайки без флюса для изготовления, обслуживания и ремонта литых алюминиевых сплавов, цинковых сплавов, сплавов Zamak, горшечного металла и белого металла. Alumite™ используется и одобряется ведущими производителями литого алюминия, литья под давлением и белого металла уже более 75 лет.
Alumite™ используется и одобряется ведущими производителями литого алюминия, литья под давлением и белого металла уже более 75 лет.
Преимущества и особенности
- Припой из литого алюминия обеспечивает прочное, некорродирующее и во многих случаях более прочное соединение, чем основной металл
- Твердый припой с более высокой температурой плавления (715-735°F / 379-391°C)
- Требует большего нагрева, чем припои KappAloy™, но обеспечивает более прочную связь между деталями
Приложения
- Ремонт и восстановление литых алюминиевых и литых деталей
- Хорошо подходит для литых деталей, изготовленных из сплавов Zamak, белого металла и горшечной стали
- Используется для устранения точечной коррозии на литой отделке классических автомобилей перед медным и хромовым покрытием
- Соединение алюминия с нержавеющей сталью
- Может использоваться как высокопрочный припой общего назначения
- Используется, когда детали толще и соединение должно выдерживать больший вес или давление
- В паре с Kapp Lunar TM Flux
Ремонт припоем Alumite™ Алюминиевые лодки, головки двигателей, корпуса двигателей, косилки, сельскохозяйственное и молочное оборудование, блоки и картеры, пылесосы, карбюраторы, шестерни и насосы, приспособления и приспособления, штампы и пластины, трофеи и украшения, модели и узоры, детали старинных автомобилей, окна и двери, а также алюминиевые пропеллеры для лодок.
СОВЕТ : Если высокая прочность не требуется (пример: декоративные применения), возможно, лучше избегать дополнительного нагрева. Особенно это касается тонких или листовых деталей, так как разные металлы при нагревании деформируются неравномерно. Если высокая прочность не требуется, рассмотрите вариант KappAloy15™.
Недвижимость
Технические данные | |
Диапазон плавления: | 715-735°F (379-391°C) |
Прочность на растяжение: | 39 000 фунтов на кв. дюйм |
Прочность на сжатие: | 60 000–75 000 фунтов на кв. дюйм |
Прочность на сдвиг: | 34 000 фунтов на кв. |
Ударная вязкость (Шарпи): | 4 футофунта. для разрушения стержня 1/4″ |
Твердость (нагрузка по Бринеллю-500 кг): | 100 |
Пластичность: | Хорошо |
Плотность: | 0,25 фунта/куб. в. |
Удлинение: | 3% на 2 дюйма |
Коэффициент линейного расширения: | 15,4 x 106 / °F |
Электропроводность: | 24,9 (%IACS) |
Теплопроводность: | 0,24 кал/см3/°С |
Проникновение коррозии: | 300 x 106 дюймов 1 1 / R |
Поток: | Нет на доступных соединениях, Kapp Lunar™ Flux там, где необходимо |
Мил Технические характеристики: | Соответствует стандарту MIL-R4208 |
 дюйм
дюйм *Примечание. Прочность на сдвиг основана на соединениях внахлестку. Прочность на растяжение зависит от основных металлов, методов пайки и типа соединения.
Прочность на сдвиг основана на соединениях внахлестку. Прочность на растяжение зависит от основных металлов, методов пайки и типа соединения.
Варианты продукта
Alumite™ доступны в стандартных формах:
- 1/8″ (0,125″) 3,2 мм
- 3/16 дюйма (0,187 дюйма) 4,75 мм
- 1/4 дюйма (0,250 дюйма) 6,35 мм
Сплавы и формы на заказ — наша специализация. Позвоните представителю Kapp, чтобы обсудить, какой размер и диаметр вам подходят.
Соответствующий флюс Kapp Lunar™
Флюс Kapp Lunar™ был специально разработан для пайки литого алюминия, литья под давлением, замака, белого металла и металлической кастрюли с использованием припоя Alumite™. Остаток является электропроводным и слегка коррозионным. Остатки флюса следует удалить теплой водой или спиртом и чистой тряпкой. 9Флюс 0193 Lunar™ обугливается при температуре выше 800°F. НЕ ПЕРЕГРЕВАЙТЕ ФЛЮС.
Нажмите здесь для листа технических данных Alumite ™
Нажмите здесь для Alumite ™ Data Data Data.
Пайка алюминия получила широкое распространение в автомобильной промышленности и в отрасли HVAC/R. Большинство производителей используют полностью алюминиевые или в основном алюминиевые компоненты, включая змеевики испарителя и конденсатора, распределители, жидкостные и всасывающие линии. При пайке алюминия в продаже имеются два семейства флюсов: коррозионные и некоррозионные. Чтобы выбрать подходящий для вашего приложения, давайте определим преимущества каждого из них.
Коррозионный флюс
Исторически коррозионный флюс был стандартом для соединения алюминиевых материалов. Коррозионный флюс водорастворим, содержит как хлоридные, так и фторидные соли. Остатки можно смыть с деталей раствором азотной кислоты и воды, а полученный паяный шов имеет чистый вид.
Автомобильная промышленность обычно использует этот флюс для подкапотных узлов автомобилей, где внешний вид имеет решающее значение. Коррозионный флюс также используется в электротехнике/теплоотводах, потому что остатки неагрессивного флюса действуют как изолятор и не могут быть легко удалены.
Из-за своей коррозионной природы этот тип флюса доступен только в виде флюса для окрашивания или одноразового использования. Использование одноразового флюса с автоматическим дозатором позволяет тщательно контролировать количество флюса, наносимого на соединение. Многие из наших клиентов используют одноразовый флюс с автоматическим дозатором, например Handy Flo® Dispensable Flux DF 731 от Lucas-Milhaupt. Помните, что тщательный контроль количества флюса жизненно важен для получения качественных паяных соединений.
Неагрессивный флюс
Основным преимуществом неагрессивного флюса является отсутствие промывки после пайки. Многие заказчики автомобилей перешли на использование неагрессивного флюса, потому что устранение процесса промывки после пайки устраняет возможность коррозии из-за остатков коррозионного флюса. Коррозия в соединениях и компонентах может со временем привести к утечкам и проблемам с гарантией, что может быть дорогостоящим.
Некоррозионный флюс доступен в порошковой, покрытой или пастообразной формах, как с легированием, так и без него, что позволяет вам контролировать количество флюса и сплава для вашего применения. Этот флюс используется при пайке на открытом воздухе горелковым, индукционным и печным методами.
Этот флюс используется при пайке на открытом воздухе горелковым, индукционным и печным методами.
Неагрессивные флюсы состоят из солей фтора и могут содержать соединения цезия, в зависимости от основного материала и применения наполнителя. Поскольку неагрессивные флюсы оставляют белый налет, не забудьте обучить проверяющий персонал не отбраковывать детали из-за их другого внешнего вида.
Компонент, припаянный с использованием неагрессивного флюса, с остатком.
Деталь припаяна коррозионно-активным флюсом, после очистки не остается следов.
Lucas-Milhaupt предлагает три основных неагрессивных флюса, и все они доступны в разовой форме: флюс, паста и флюсовая проволока:
- Флюс Nocolok® — это флюс, являющийся отраслевым стандартом, который хорошо подходит для всех серий 1000 и 3000. алюминиевые сплавы. Часто этот продукт используется для алюминиевых теплообменников и трубных соединений.
- Флюс типа KX содержит небольшое количество цезия и имеет характеристики плавления, аналогичные 100% флюсу Nocolok.
 Чаще всего это используется с нашим сплавом AL 718 (88Al/12Si). Флюс KX можно использовать для соединения алюминиевого сплава серии 6000; его содержание цезия помогает реагировать с магнием в этих основных материалах, чтобы смачивать поверхности более эффективно. Этот продукт часто используется в соединении трубы 3003 с соединительным блоком 6061, часто встречающимся в автомобильных трубах HVAC.
Чаще всего это используется с нашим сплавом AL 718 (88Al/12Si). Флюс KX можно использовать для соединения алюминиевого сплава серии 6000; его содержание цезия помогает реагировать с магнием в этих основных материалах, чтобы смачивать поверхности более эффективно. Этот продукт часто используется в соединении трубы 3003 с соединительным блоком 6061, часто встречающимся в автомобильных трубах HVAC.
- Флюс типа CX можно также использовать для соединения алюминиевого сплава серии 6000. Флюс CX состоит из большего количества соединения цезия, которое значительно снижает температуру плавления и еще более агрессивно по отношению к алюминиевым сплавам серии 6000. Этот флюс также можно использовать с нашим сплавом AL 718, но чаще всего он используется с нашими сплавами Zn/Al (AL 802 и AL 822). Эти сплавы требуют, чтобы флюсы плавились и активировались при более низкой температуре из-за их характеристик плавления. Поскольку флюс содержит цезий, он часто используется в соединениях серии 6000, где требуется меньшее травление поверхности и где приемлема немного более высокая миграция флюса, например, в автомобильных трубах HVAC.

Nocolok является зарегистрированным товарным знаком Solvay Fluor.
ВЫВОД:
При пайке алюминия в продаже имеются два семейства флюсов: коррозионные и некоррозионные. Коррозионный флюс растворим в воде, и после промывки полученный паяный шов выглядит чистым. Ключевым преимуществом неагрессивного флюса является отсутствие промывки после пайки; этот флюс используется при пайке на открытом воздухе горелковым, индукционным и печным методами. Lucas-Milhaupt предлагает несколько различных вариантов неагрессивного флюса в зависимости от ваших алюминиевых сплавов и области применения.
Дополнительные сведения об основах пайки см. в нашем блоге.
Вопросы? Свяжитесь с нами для дальнейшей помощи. Для получения подробных вопросов, касающихся конкретных приложений, звоните в технический отдел Lucas Milhaupt по телефону 800.558.3856.
Мы рады предоставить экспертную информацию для Global Brazing Solutions®. Не стесняйтесь поделиться этой публикацией с коллегами и сохранить наш блог в избранном для удобства использования!
Состав флюса для сварки и пайки алюминия
Изобретение относится к флюсу для сварки или пайки алюминия или его сплавов.
Обычный метод соединения двух кусков алюминия сваркой или пайкой заключается в нагревании алюминия до температуры, при которой он начинает «потеть», то есть плавиться на поверхности, а затем «сворачиваться» на поверхность, то есть взбалтывание оксида, который образуется на поверхности, и в некоторых случаях его соскабивание железным стержнем, а затем нанесение сварочной проволоки или припоя на очищенную таким образом алюминиевую поверхность сразу после того, как оксид был взболтан или соскоблен. выключенный. Этот метод требует значительных навыков и неудовлетворителен даже при умелом применении, поскольку плавящийся алюминий имеет тенденцию поглощать частицы оксида, что делает сварное соединение более слабым, чем сам металлический алюминий, а также потому, что используемая высокая температура сварки приводит к кристаллизации металла. алюминий в месте соединения, что делает металл в месте соединения относительно хрупким.
SA Ряд флюсов для сварки и пайки алюминия до сих пор предлагался и использовался. Они признаны пригодными для использования, но не отвечают всем основным требованиям эффективного алюминиевого флюса. Хороший алюминиевый флюс должен обладать следующими тремя взаимосвязанными характеристиками: (1) он должен растворять или иным образом удалять (путем всплывания) оксид алюминия, который присутствует на поверхности или образуется при температурах сварки, (2) он должен способствовать поток плавящегося или расплавленного алюминия, и (3) он должен значительно снизить температуру плавления алюминия в зоне сварки. Эти три характеристики или функции можно более кратко назвать удалением оксидов, смачиванием поверхности и снижением температуры плавления. Конечно, важно, чтобы эти три функции выполнялись взаимосвязанно. Насколько мне известно, алюминиевые флюсы, которые до сих пор предлагались и применялись, не удовлетворяли этим трем требованиям и особенно третьему требованию, а именно значительному снижению температуры плавления алюминия. Флюс по настоящему изобретению способен удовлетворить эти требования и, взаимосвязанно, выполнить эти три заявленные функции.
Они признаны пригодными для использования, но не отвечают всем основным требованиям эффективного алюминиевого флюса. Хороший алюминиевый флюс должен обладать следующими тремя взаимосвязанными характеристиками: (1) он должен растворять или иным образом удалять (путем всплывания) оксид алюминия, который присутствует на поверхности или образуется при температурах сварки, (2) он должен способствовать поток плавящегося или расплавленного алюминия, и (3) он должен значительно снизить температуру плавления алюминия в зоне сварки. Эти три характеристики или функции можно более кратко назвать удалением оксидов, смачиванием поверхности и снижением температуры плавления. Конечно, важно, чтобы эти три функции выполнялись взаимосвязанно. Насколько мне известно, алюминиевые флюсы, которые до сих пор предлагались и применялись, не удовлетворяли этим трем требованиям и особенно третьему требованию, а именно значительному снижению температуры плавления алюминия. Флюс по настоящему изобретению способен удовлетворить эти требования и, взаимосвязанно, выполнить эти три заявленные функции. Наиболее важным из них является значительное снижение температуры плавления алюминия. Сам состав флюса по настоящему изобретению плавится примерно при 940°F и заставляет алюминий в зоне сварки растекаться и течь примерно при 970°F, что является существенным падением по сравнению с нормальной температурой плавления алюминия, которая составляет 1217°F. При этих пониженных температурах (от 940° до 970°F) * F.) Состав флюса по моему настоящему изобретению также очень эффективно служит для всплывания или иного удаления образовавшегося оксида на свариваемых поверхностях и эффективно помогает расплавленному металлу течь вдоль зоны соединения.
Наиболее важным из них является значительное снижение температуры плавления алюминия. Сам состав флюса по настоящему изобретению плавится примерно при 940°F и заставляет алюминий в зоне сварки растекаться и течь примерно при 970°F, что является существенным падением по сравнению с нормальной температурой плавления алюминия, которая составляет 1217°F. При этих пониженных температурах (от 940° до 970°F) * F.) Состав флюса по моему настоящему изобретению также очень эффективно служит для всплывания или иного удаления образовавшегося оксида на свариваемых поверхностях и эффективно помогает расплавленному металлу течь вдоль зоны соединения.
Фактическое плавление и соединение алюминия с помощью флюса при температуре ниже 1000° F, насколько мне известно, является отклонением от стандартной практики и до сих пор не осуществлялось. Выполнение операции сварки при такой пониженной температуре дает ряд далеко идущих результатов. Прежде всего, пониженная температура локализует зону сварки или сплавления, устраняет охрупчивание и приводит к повышению прочности алюминия на растяжение в месте сварного соединения.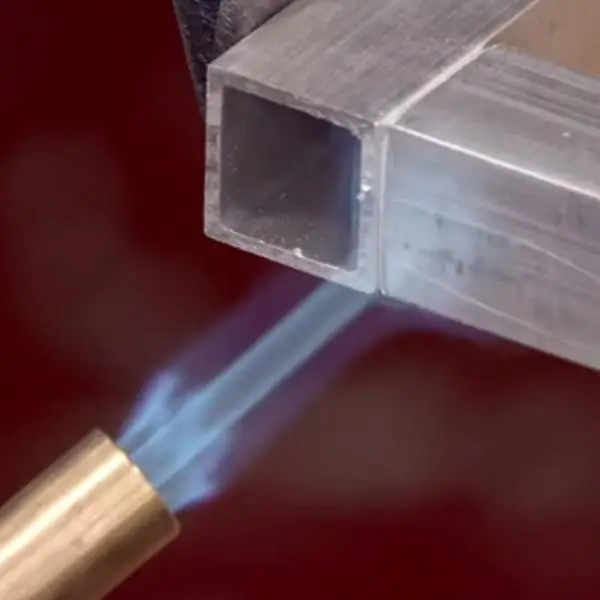 Я обнаружил, что сварной шов, полученный с составом флюса по настоящему изобретению, лишен хрупкости и обладает пределом прочности при растяжении, по существу, таким же, как у самого алюминия. Я также обнаружил, что при таких пониженных температурах и при использовании флюса настоящего состава абсорбция или флотация оксида или шлака удивительно быстротечна. Следует также отметить, что использование более низких температур для получения эффективного сварного шва связано с экономией тепла. Другими важными преимуществами этого составного флюса являются то, что он не выделяет опасных паров и не оставляет несмываемых коррозионных остатков.
Я обнаружил, что сварной шов, полученный с составом флюса по настоящему изобретению, лишен хрупкости и обладает пределом прочности при растяжении, по существу, таким же, как у самого алюминия. Я также обнаружил, что при таких пониженных температурах и при использовании флюса настоящего состава абсорбция или флотация оксида или шлака удивительно быстротечна. Следует также отметить, что использование более низких температур для получения эффективного сварного шва связано с экономией тепла. Другими важными преимуществами этого составного флюса являются то, что он не выделяет опасных паров и не оставляет несмываемых коррозионных остатков.
Для достижения этих целей я обнаружил, что состав флюса должен содержать галогенид кадмия в сочетании с галогенидом меди, и в качестве примера я использую хлорид кадмия и хлорид меди. Я обнаружил, что использование только хлорида кадмия или хлорида меди в составе не дает результатов, сварной шов получается хрупким и относительно слабым. В сочетании с этими галогенидами металлов я использую галогениды щелочных металлов, обычно используемые в этих алюминиевых флюсах, чтобы сделать возможным эффект более легкой текучести, такими галогенидами являются галогениды, например, калия, натрия, лития, цезия и рубидия, либо отдельно, либо их смесь.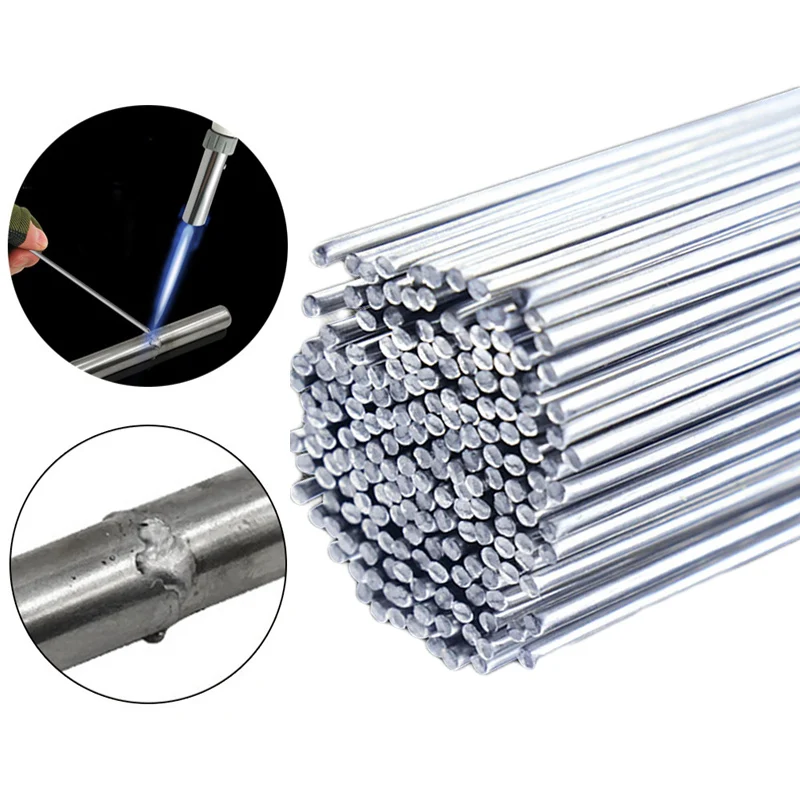 В дополнение к этому я предпочитаю использовать или добавлять в композицию галогенид одного из редкоземельных металлов, например церия, который стабилизирует композицию. Этот галогенид редкоземельного металла, например хлорид церия, в котором используется церий, служит для предотвращения поглощения влаги композицией при стоянии и, таким образом, стабилизирует ее, а также, по-видимому, придает композиции менее критический диапазон температур плавления и более легкое снятие оксида алюминия.
В дополнение к этому я предпочитаю использовать или добавлять в композицию галогенид одного из редкоземельных металлов, например церия, который стабилизирует композицию. Этот галогенид редкоземельного металла, например хлорид церия, в котором используется церий, служит для предотвращения поглощения влаги композицией при стоянии и, таким образом, стабилизирует ее, а также, по-видимому, придает композиции менее критический диапазон температур плавления и более легкое снятие оксида алюминия.
Ниже приведены примеры состава флюса, воплощающего настоящее изобретение, процентное содержание дано по массе.
Пример I Процент хлорида кадмия———————————–Хлорид меди——————- — 29.1 Хлорид церия —————— —- 9 Хлористый калий — 34.2 Фтористый калий ———– 6.6 Хлорид натрия ———————— 6.6 Хлорид лития ——– —————— 4.5 Пример II Процент хлорида кадмия———————- 10 Хлорид меди- ———————— 30 Хлорид церия ——— — 5 Хлористый калий ———————- 41 Калий кислый фтористый ———————- – 4 Хлорид натрия———————— 7 Фторид лития—————— – – 3 Пример III Примером без использования хлорида церия является: Процент хлорида кадмия—————- 56 Хлорид меди ———– — —- – 20 Калий хлорид———————– 10 Калий кислый фторид ————- —— 2 Хлорид натрия ———- 2 Хлорид лития ————- — —– 10 предпочитаю композиции в которых используется галогенид (или смесь галогенидов) редкоземельных металлов из-за его стабилизирующего действия.
Галогениды щелочных металлов могут использоваться в количестве от 10% до 75% по массе всей смеси. Вместо хлорида кадмия и хлорида меди я могу использовать другие их галогениды, такие как бромиды, иодиды и фториды, или их смесь. Вместо хлоридов щелочных металлов я также могу использовать другие их галогениды, такие как бромиды, иодиды, фториды или их смеси. Галогениды кадмия и меди можно использовать в различных относительных пропорциях, хотя в примерах, где используется галогенид редкоземельного металла, я предпочитаю использовать галогениды кадмия и меди в пропорциях примерно 1 к 3. редкоземельный металл может использоваться в пропорции от 1% до 20% смеси.
Я обнаружил, что состав флюса по моему изобретению можно смешивать с алюминиевым порошком для получения алюминиевого припоя. Я обнаружил, что такой припой можно приготовить путем смешивания алюминиевого порошка размером от 18 до 120 меш с составом флюса, причем алюминиевый порошок составляет от 15 до 30% по весу смеси.
in Состав флюса по настоящему изобретению, а также его использование и преимущества будут, в основном, полностью очевидны из вышеприведенного подробного описания. Кроме того, будет очевидно, что я могу вносить изменения в относительные пропорции ингредиентов композиции и замены эквивалентов в этих ингредиентах, как описано выше, без отклонения от сущности изобретения, определенной в следующей формуле изобретения.
Я заявляю: 1. Флюс для сварки или пайки алюминия, содержащий галогенид кадмия, галогенид меди и галогениды щелочных металлов.
2. Флюс для сварки или пайки алюминия 2, содержащий галогенид кадмия, галогенид меди, галогенид редкоземельного металла и галогениды щелочных металлов.
3. Флюс для сварки или пайки алюминия, содержащий галогенид кадмия и галогенид меди.
4. Флюс для сварки или пайки алюминия, содержащий хлорид кадмия, хлорид меди и галогениды щелочных неталей.
5. Флюс для сварки или пайки алюминия, содержащий около 10 % хлорида кадмия, около 30 % хлорида меди и галогениды щелочных металлов.
6. Флюс для сварки или пайки алюминия, содержащий около 10 % хлорида кадмия, около 30 % хлорида меди, от 1 до 20 % хлорида редкоземельного металла, а остальное в галогенидах щелочных металлов.
7. Флюс для сварки или пайки алюминия, содержащий галогениды кадмия, меди, церия, калия, натрия и лития.
8. Флюс для сварки или пайки алюминия, содержащий хлорид кадмия, хлорид меди, хлорид церия, хлорид калия, кислый фторид калия, хлорид натрия и хлорид лития.
9. Флюс по п.8, в котором хлорид кадмия и хлорид меди находятся в соотношении примерно 1 к 3.
OSKAR HOROWITZ.
Ультразвуковая пайка алюминия
Лицензионное соглашение ASTM
ВАЖНО – ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ЭТИ УСЛОВИЯ ПЕРЕД ЗАГРУЗКОЙ ЭТОГО ДОКУМЕНТА.
Загружая документ ASTM, вы заключаете договор и признаете, что
у вас есть
читать
настоящего Лицензионного соглашения, что вы понимаете его и соглашаетесь соблюдать его
условия. Если вы не согласны с условиями настоящего Лицензионного соглашения, немедленно покиньте эту страницу.
без
скачивание
документ ASTM.
Если вы не согласны с условиями настоящего Лицензионного соглашения, немедленно покиньте эту страницу.
без
скачивание
документ ASTM.
Пожалуйста, , нажмите здесь , чтобы просмотреть лицензионное соглашение для образовательных учреждений.
Собственность. Этот документ защищен авторским правом ASTM International (ASTM), 100
Барр Харбор Драйв, Западный Коншохокен, Пенсильвания, 19428-2959, США.
Все права защищены. Вы (Лицензиат) не имеете прав собственности или других прав на Документ ASTM.
Это не продажа; все права, право собственности и интересы в документе ASTM (как в электронном файле
и печатная копия) принадлежат ASTM. Вы не можете удалять или скрывать уведомление об авторских правах или другие уведомления, содержащиеся в ASTM.
Документ.
Вы не можете удалять или скрывать уведомление об авторских правах или другие уведомления, содержащиеся в ASTM.
Документ.
Ограниченная лицензия. ASTM предоставляет вам ограниченную лицензию без права передачи следующим образом:
Право на загрузку электронного файла настоящего документа ASTM для временного хранения на одном
компьютер для просмотра и/или печати одной копии документа ASTM
для отдельных
использовать.
Ни электронный файл, ни одиночная распечатка не могут быть воспроизведены каким-либо образом.
Кроме того, электронный файл не может распространяться где-либо еще по компьютерным сетям или
в противном случае.
То есть электронный файл нельзя отправить по электронной почте, скачать на диск, скопировать на другой жесткий диск. диск или иным образом общий доступ. Одна печатная копия может быть распространена только среди других
сотрудники для их внутреннего использования в вашей организации; его нельзя копировать.
Этот документ ASTM не может быть продан или перепродан, сдан в аренду, сдан в аренду, одолжен или
сублицензия. Абонент будет нести ответственность за весь контроль доступа и безопасность
меры, необходимые для того, чтобы IP-адреса Абонента не использовались для
получать доступ к журналам, кроме авторизованных Пользователей.
диск или иным образом общий доступ. Одна печатная копия может быть распространена только среди других
сотрудники для их внутреннего использования в вашей организации; его нельзя копировать.
Этот документ ASTM не может быть продан или перепродан, сдан в аренду, сдан в аренду, одолжен или
сублицензия. Абонент будет нести ответственность за весь контроль доступа и безопасность
меры, необходимые для того, чтобы IP-адреса Абонента не использовались для
получать доступ к журналам, кроме авторизованных Пользователей.
ASTM International предоставляет подписчикам и авторизованным Пользователи у Абонента Авторизованы
Сайт , онлайн-доступ к журналу ASTM, для которого Подписчик поддерживает текущую
подписка
к печатной или онлайн-версии. Этот грант распространяется только на Подписчика и таких Уполномоченных
Пользователи индивидуально и не могут быть переданы или распространены на других. Для перепечатки А.
журнальную статью, пожалуйста, свяжитесь со службой поддержки клиентов ASTM, 100 Barr Harbour Dr., PO Box C700, West
Коншохокен, Пенсильвания 19428, тел.: 610-832-9555; факс: 610-832-9585; Эл. адрес: [email protected]
Этот грант распространяется только на Подписчика и таких Уполномоченных
Пользователи индивидуально и не могут быть переданы или распространены на других. Для перепечатки А.
журнальную статью, пожалуйста, свяжитесь со службой поддержки клиентов ASTM, 100 Barr Harbour Dr., PO Box C700, West
Коншохокен, Пенсильвания 19428, тел.: 610-832-9555; факс: 610-832-9585; Эл. адрес: [email protected]
Проверка: ASTM имеет право проверять соблюдение настоящей Лицензии.
Соглашение за свой счет и в любое время в течение обычного рабочего дня. Для этого
ASTM привлечет независимого консультанта при условии соблюдения соглашения о конфиденциальности для рассмотрения
использование вами документов ASTM. Вы соглашаетесь разрешить доступ к вашей информации и компьютерным системам
для этой цели. Проверка будет проводиться с уведомлением не менее чем за 15 дней в обычное время.
в рабочее время и таким образом, чтобы необоснованно не мешать вашей деятельности. Если
проверка выявляет нелицензионное использование документов ASTM, вы должны возместить ASTM расходы
понесенные при проверке и возмещении ASTM за любое нелицензионное использование. Вызывая эту процедуру,
ASTM не отказывается от каких-либо прав на обеспечение соблюдения настоящего Соглашения или на защиту своей интеллектуальной собственности.
собственности иными способами, разрешенными законом.
Проверка будет проводиться с уведомлением не менее чем за 15 дней в обычное время.
в рабочее время и таким образом, чтобы необоснованно не мешать вашей деятельности. Если
проверка выявляет нелицензионное использование документов ASTM, вы должны возместить ASTM расходы
понесенные при проверке и возмещении ASTM за любое нелицензионное использование. Вызывая эту процедуру,
ASTM не отказывается от каких-либо прав на обеспечение соблюдения настоящего Соглашения или на защиту своей интеллектуальной собственности.
собственности иными способами, разрешенными законом.
Пароли. Вы должны немедленно уведомить ASTM о любом известном или предполагаемом
несанкционированное использование вашего пароля или любое известное или предполагаемое нарушение безопасности, в том числе
потеря, кража или несанкционированное раскрытие вашего пароля или любой несанкционированный доступ или использование
документа ASTM. Вы несете единоличную ответственность за сохранение конфиденциальности ваших
пароль и для обеспечения санкционированного доступа и использования документа ASTM.
Вы несете единоличную ответственность за сохранение конфиденциальности ваших
пароль и для обеспечения санкционированного доступа и использования документа ASTM.
Определения. Для целей настоящей Лицензии авторизованным сайтом является
локализованный сайт
(одно географическое местоположение), находящееся под единым управлением в одном месте. Для
Подписчик с местонахождением более чем в одном городе, каждый город считается отдельным сайтом.
Для Подписчика, имеющего несколько местоположений в одном городе, каждое место считается
другой сайт. (Если вам нужен онлайн-доступ к нескольким сайтам, свяжитесь с Кэти
Hooper, ASTM International, по адресу [email protected] или по телефону: 610-832-9.634). авторизован
Пользователь означает
только сотрудники, преподаватели, сотрудники и студенты, официально связанные с Подписчиком в
Авторизованный сайт, а также лица, имеющие законный доступ к фондам и объектам библиотеки. на Авторизованном сайте, используя IP-адрес в диапазоне, указанном в подписке.
Авторизованными пользователями могут быть лица, удаленные от физического местонахождения Абонента, доступ которых
администрируемых с Авторизованного объекта, но не лица, находящиеся на удаленных объектах или в кампусах с отдельными
администрации. Например, сотрудник Абонента может считаться
Авторизованный пользователь при доступе к сети Абонента из дома или во время поездки в другую
город; однако сотрудники филиала или объекта в другом городе не считаются
Авторизованные пользователи. Подписчик — это физическое или юридическое лицо, подписавшееся на
журнал ASTM
и согласился с условиями этой ограниченной лицензии.
на Авторизованном сайте, используя IP-адрес в диапазоне, указанном в подписке.
Авторизованными пользователями могут быть лица, удаленные от физического местонахождения Абонента, доступ которых
администрируемых с Авторизованного объекта, но не лица, находящиеся на удаленных объектах или в кампусах с отдельными
администрации. Например, сотрудник Абонента может считаться
Авторизованный пользователь при доступе к сети Абонента из дома или во время поездки в другую
город; однако сотрудники филиала или объекта в другом городе не считаются
Авторизованные пользователи. Подписчик — это физическое или юридическое лицо, подписавшееся на
журнал ASTM
и согласился с условиями этой ограниченной лицензии.
Прекращение. Настоящее Соглашение действует до момента расторжения. Вы можете расторгнуть настоящее Соглашение в любое время путем
уничтожение всех копий (печатных, цифровых или на любом носителе) документа ASTM (журнала).
Вы можете расторгнуть настоящее Соглашение в любое время путем
уничтожение всех копий (печатных, цифровых или на любом носителе) документа ASTM (журнала).
Применимое право, место проведения, юрисдикция. Настоящее Соглашение должно толковаться и толковаться в соответствии с законодательством Содружество Пенсильвании. Лицензиат соглашается подчиняться юрисдикции и месту проведения в штате и федеральные суды Пенсильвании для разрешения любых споров, которые могут возникнуть в связи с настоящим Соглашением. Ты также соглашаетесь отказаться от любых претензий на неприкосновенность, которыми вы можете обладать.
Интеграция. Настоящее Соглашение представляет собой полное соглашение между вами и ASTM в отношении его предмета. Это
заменяет все предыдущие или одновременные устные или письменные сообщения, предложения,
заявлений и гарантий и имеет преимущественную силу над любыми противоречащими или дополнительными условиями любого
цитата, заказ, подтверждение или другое сообщение между сторонами, относящееся к его предмету
вопрос в течение срока действия настоящего Соглашения. Никакие изменения настоящего Соглашения не будут иметь обязательной силы,
если они не оформлены в письменной форме и не подписаны уполномоченным представителем каждой из сторон.
Никакие изменения настоящего Соглашения не будут иметь обязательной силы,
если они не оформлены в письменной форме и не подписаны уполномоченным представителем каждой из сторон.
Отказ от гарантии. Если не указано иное в настоящем Соглашении, все явные или подразумеваемые условия, заявления и гарантии, включая любые подразумеваемые гарантии товарного состояния, пригодности для определенной цели или ненарушение прав, за исключением случаев, когда эти отказы считаются юридически недействительным.
Ограничение ответственности. В той мере, в какой это не запрещено законом, ASTM ни при каких обстоятельствах не будет нести ответственность за любые потери, повреждения, утерю
данных или за особый, косвенный, косвенный или штрафной ущерб, независимо от того,
теория ответственности, возникающая в связи с использованием или загрузкой ASTM
Документ.