Американская резьба таблица: Американская резьба пересчет дюймов в миллиметры
alexxlab | 07.07.1992 | 0 | Разное
Дюймовая резьба: таблица, размеры, гост, шаг
Распечатать
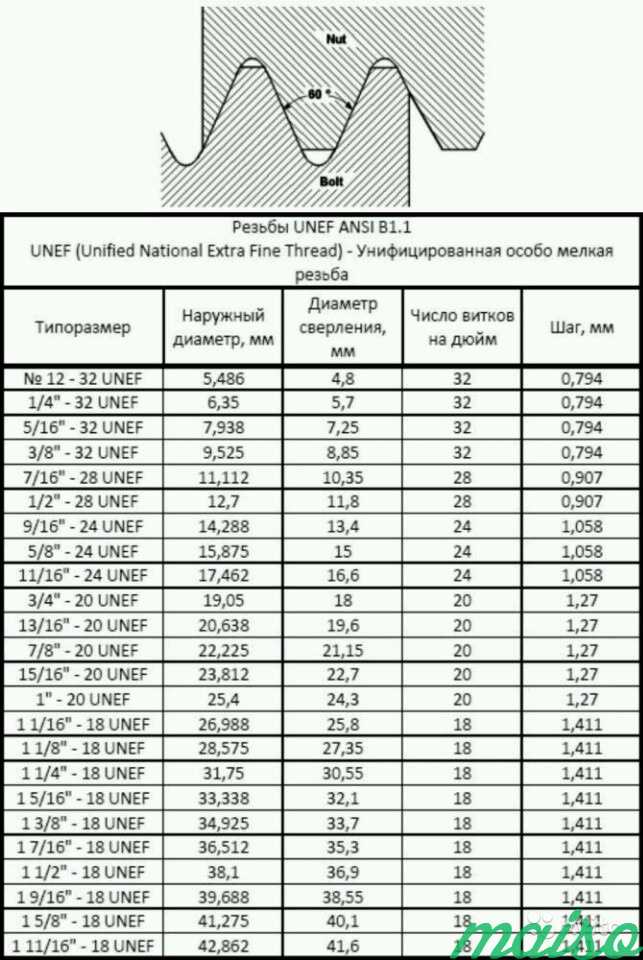
Унифицированные дюймовые резьбы стандарта UN (UNC, UNF и UNEF) широко распространены в Америке и Канаде, где действует дюймовая система измерений. Здесь этот стандарт является основным для болтов, винтов, гаек и многих других крепежных деталей, используемых в машиностроении. Их изготовление регламентируется и контролируется организациями ASME и ANSI.
Американская резьба имеет тот же профиль с углом при вершине
60°
, что и метрическая стандарта ISO, но ее основные параметры выражены не в миллиметрах, а в дюймах. В зависимости от частоты витков она также бывает крупная (основная) UNC, мелкая UNF и супермелкая UNEF. Число витков на дюйм именуется шагом TPI, тогда как в метрике под шагом подразумевается расстояние между соседними вершинами винтовой линии Р (мм). Эти параметры связаны соотношением: Р = 1″/ TPI (напомним, что 1″ = 25,4 мм).
Условные обозначения
В обозначении резьбы указывается ее наружный диаметр – D
, за которым следует шаг –
TPI
(количестве ниток на дюйм) и ее тип –
UNC
или
UNF
. Для диаметров
Для диаметров
менее 1/4″
размер обозначается целым числом от
0 до 12
, которое стоит после символа
#
или
№
. Каждому числу соответствует определенный наружный D, точное значение которого можно посмотреть в справочной таблице. Для всех остальных диаметров выше 1/4″ эта величина выражена в дюймах.
Разница между дюймовой и метрической резьбой
В российских изделиях может применяться резьба, величина которой выражена как в миллиметрах, так и в дюймах. Единица измерения – не единственное различие между видами нарезки. Их характеризует обозначение на корпусе или в чертеже и допустимый угол при вершине зубцов. Кроме того, дюймовая нарезка может быть английского (BSW) или американского (UNC) образца, что меняет ее размеры.
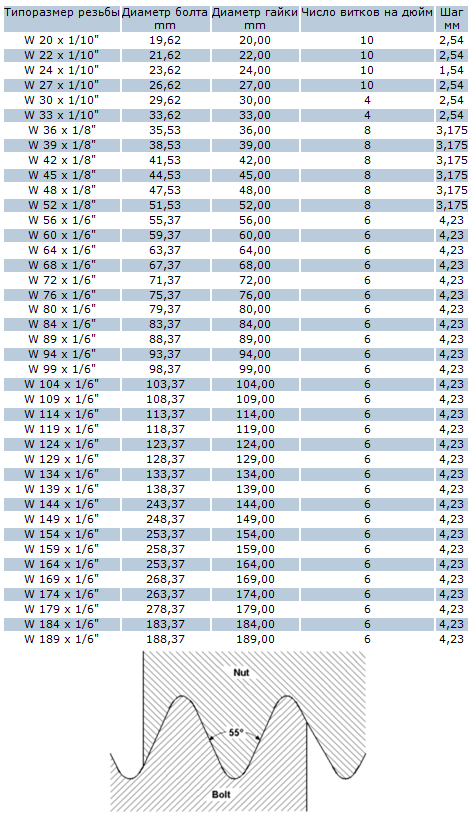
Согласно российским стандартам, в метрической системе угол при вершине витков всегда составляет 60°, а в дюймовой он может быть равен 55°. Соответственно, гребни винтовой нарезки становятся более острыми, а их число на заготовках одинаковой длины увеличивается.
Однако многие изделия, применяемые сейчас в России, изготовлены по американскому образцу, где угол при вершине выступов равняется 60°. Об этом говорит буква G, нанесенная на корпус фитинга.
Дюйм не относится к метрической системе мер. Его размер соответствует 2,54 см, т. е. 25,4 мм.
Метрическая коническая резьба. ГОСТ 25229 — 82
Единица измерения параметров: мм
Изготавливается на поверхностях с конусностью 1:16
Используется при соединении трубопроводов. Угол при вершине витка равен 60°. Основная плоскость смещена относительно торца (см. рис выше
).
Условное обозначение
За буквами МК идет указание диаметра в основной плоскости и шаг резьбы в мм: МК 30х2
Таблица размеров
| Диаметр d резьбы для ряда | Шаг Р | Диаметр резьбы в основной плоскости | ||||||
| 1 | 2 | d = D | d2=D2 | d1=D1 | l | l1 | l2 | |
| 6 | — | 1 | 6,000 | 5,350 | 4,917 | 8 | 2,5 | 3 |
| 8 | — | 8,000 | 7,350 | 6,917 | ||||
| 10 | — | 10,000 | 9,350 | 8,917 | ||||
| 12 | — | 1,5 | 12,000 | 11,026 | 10,376 | 11 | 3,5 | 4 |
| — | 14 | 14,000 | 13,026 | 12,376 | ||||
| 16 | — | 16,000 | 15,026 | 14,376 | ||||
| — | 18 | 18,000 | 17,026 | 16,376 | ||||
| 20 | — | 20,000 | 19,026 | 18,376 | ||||
| — | 22 | 22,000 | 21,026 | 20,376 | ||||
| 24 | — | 24,000 | 23,026 | 22,376 | ||||
| — | 27 | 2 | 27,000 | 25,701 | 24,835 | 16 | 5 | 6 |
| 30 | — | 30,000 | 28,701 | 27,835 | ||||
| — | 33 | 33,000 | 31,701 | 30,835 | ||||
| 36 | — | 36,000 | 34,701 | 33,835 | ||||
Виды
Бороздки для крепежа могут делать в разных местах. В связи с этим изменяется и расстояние между витками.
В связи с этим изменяется и расстояние между витками.
Бороздки для крепежа наносят на внешнюю поверхность изделия.
Основные параметры резьбы – внутренний и наружный диаметры, шаг нарезки, высота гребней и их количество на единице длины.
Эти показатели указаны в действующих нормативных документах:
- ГОСТ6111-52;
- ОСТ НКТП 1260;
- ГОСТ6211-81;
- ГОСТ6357-81;
- ГОСТ9150-81.
По поверхности нанесения
Бороздки для крепления наносят как на внутреннюю поверхность изделия, так и на внешнюю. Часто при монтаже труб используют фитинги с обоими видами резьб: отводы, муфты, переходы и т. п.
По направлению
Резьба может быть цилиндрической или конусообразной. В первом случае ее диаметр (как внутренний, так и наружный) не изменяется по всей длине детали. У конических фитингов размер резьбы уменьшается к торцу соединителя. Она считается более прочной, медленнее истирается, но сложнее для выполнения.
Цилиндрическая резьба не изменяется по всей длине детали.
Трубная дюймовая резьба
В сантехнике дюймами обозначают длину металлических соединительных частей с чередующимися крепежными бороздками и выступами. В отличие от метрической системы, угол при вершине витков в большинстве случаев равен 55°. Впадины и гребни закругляются, как показано на чертеже ниже.
Обозначение элементов зависит от их диаметра и материала, т. к. в разных системах снабжения измеряемые параметры деталей отличаются. В металлических трубопроводах принято указывать внутренний диаметр, а в пластиковых – наружный. При покупке фитингов нужно учитывать, какой из размеров следует определять (значения можно узнать из приведенной ниже таблицы).
| Наименование материала | Внутренний диаметр, мм | Диаметр нарезки, дюйм | Наружный диаметр, мм |
| Металл | 15 | 1/2 | 20 |
| 20 | 3/4 | 26 | |
| 25 | 1 | 32 | |
| Металлопластик | Зависит от толщины стенок | 1/2 | 16 |
| 3/4 | 20 | ||
| 1 | 26(25) | ||
| Полипропилен (ПП) | 1/2 | 20 | |
| 3/4 | 25 | ||
| 1 | 32 | ||
| Полиэтилен | 1/2 | 20 | |
| 3/4 | 25 | ||
| 1 | 32 |
Для резьбового монтажа труб используют закругленные впадины и торцы витков.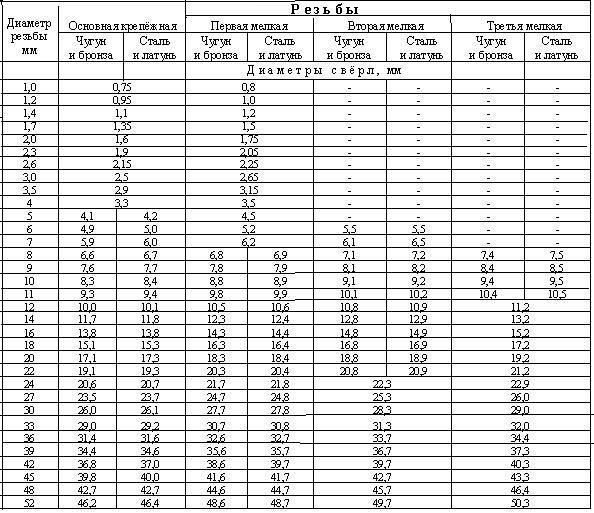
Это делают для большей прочности соединения. Благодаря плавным линиям профиля место стыковки более герметично.
Трубная нарезка может быть разной:
- Американская типа UTS. Подразделяется на несколько видов: UNF, UNEF, UNC. Все они отличаются расстоянием между витками. Угол у вершины гребня составляет 60°.
- Английская типа BSV. Это крепеж с мелким шагом, угол при вершине равен 55°.
- Коническая NPT.
- Цилиндрическая типа NPS.
Трубная нарезка подразделяется на разные виды.
Два последних вида нарезки соответствуют ГОСТ 6111-52 и имеют угол при вершине витков в 60°.
Международное наименование цилиндрической резьбы – G, конической – R.
Изготовление: видео
Мы уже рассказали про два способа нарезки. Теперь наглядно посмотрим на один из них, который можно сделать самостоятельно в домашних условиях:
В статье мы написали про коническую и цилиндрическую дюймовую резьбу.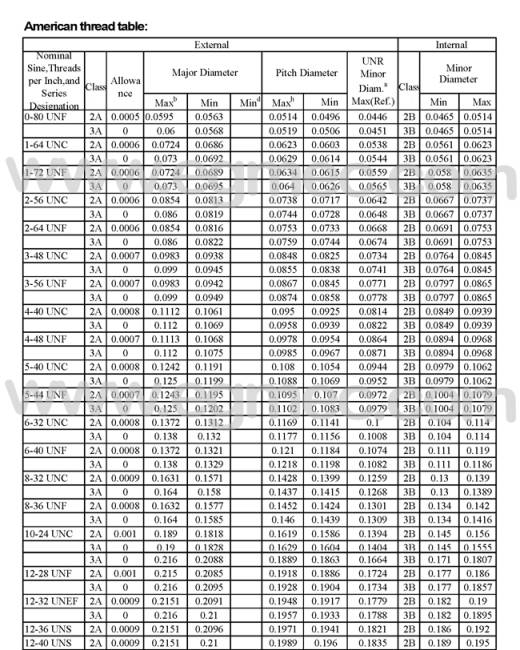 Мы привели таблицы, а также способы вычисления, поговорили об особенностях (параметрах) выбора и даже дали небольшую историческую сводку. Надеемся, что эта информация была для вас полезна. В качестве завершения есть видеозапись:
Мы привели таблицы, а также способы вычисления, поговорили об особенностях (параметрах) выбора и даже дали небольшую историческую сводку. Надеемся, что эта информация была для вас полезна. В качестве завершения есть видеозапись:
После того, как ознакомитесь со статьей, можете прочитать про наши товары. уже 15 лет на российском рынке. За это время мы охватили практически все города страны.
Таблица размеров дюймовых резьб и класс точности
В государственном стандарте 6111-52 есть таблица, в которой указаны параметры конической резьбы.
Наиболее часто применяемые значения перечислены в таблице:
| Обозначение в дюймах | Шаг, мм | Рабочая длина, мм | Диаметр, мм | |
| Внутренний | Наружный | |||
| 1/8 | 0,941 | 7,0 | 8,766 | 10,272 |
| 1/4 | 1,411 | 9,5 | 11,314 | 13,572 |
| 1/2 | 1,814 | 13,5 | 18,321 | 21,223 |
| 3/4 | 1,814 | 14,0 | 23,666 | 26,568 |
| 1 | 2,209 | 17,5 | 29,694 | 33,228 |
| 1 1/2 | 2,209 | 18,5 | 44,520 | 48,054 |
Размеры трубной конической резьбы указаны в ГОСТ 6211-81:
| Обозначение резьбы, дюйм | Шаг, мм | Рабочая длина, мм | Диаметр, мм | |
| Внутренний | Наружный | |||
| 1/8 | 0,907 | 6,5 | 8,566 | 9,728 |
| 1/4 | 1,337 | 9,7 | 11,445 | 13,157 |
| 1/2 | 1,814 | 13,2 | 18,631 | 20,955 |
| 3/4 | 1,814 | 14,5 | 24,117 | 26,441 |
| 1 | 2,309 | 16,8 | 30,291 | 33,249 |
| 1 1/4 | 2,309 | 19,1 | 38,952 | 41,910 |
Параметры цилиндрической резьбы указаны в ГОСТ 6357-81:
| Размер в дюймах | Диаметр, мм | |
| Наружный | Внутренний | |
| 1/8 | 9,728 | 8,566 |
| 1/4 | 13,157 | 11,445 |
| 1/2 | 20,955 | 18,631 |
| 3/4 | 26,441 | 24,117 |
| 1 | 33,249 | 30,291 |
При маркировке трубных деталей указывают класс точности резьбы: 1-й, 2-й и 3-й. Рядом находится буква A или B. Первая из них означает наружную резьбу, а вторая – внутреннюю, причем самая грубая из них соответствует первому классу, а наиболее точная – третьему.
Рядом находится буква A или B. Первая из них означает наружную резьбу, а вторая – внутреннюю, причем самая грубая из них соответствует первому классу, а наиболее точная – третьему.
Средние значения отклонений размеров резьбы для часто применяемых труб:
| Обозначение, дюйм | Внутренняя, мм | Наружная, мм | ||
| Класс А | Класс В | Класс А | Класс В | |
| 1/8 | +107 | +214 | -107 | -214 |
| 1/4 | +125 | +250 | -125 | -250 |
| 1/2 | +142 | +284 | -142 | -284 |
| 3/4 | +142 | +284 | -142 | -284 |
| 1 | +180 | +360 | -180 | -360 |
Маркировка и параметры
Маркировка дюймовых крепежных изделий
Параметры дюймовой резьбы
Основные моменты
Небольшая историческая справка, чтобы понять, почему так важны стандарты, и почему весь мир производит продукцию, которая им соответствует. До второй половины 16 века еще не было изобретено резьбонарезного станочного оборудования, поэтому все винты, которые применялись в редких конструкциях, были созданы вручную. Соответственно, изготовитель сам выбирал удобный отступ по виткам, поскольку добивался соответствия показателям нарезки на деталь. Ему не нужно было, чтобы данный крепеж еще к чему-то подходил. Но в 1568 году был создан первый станок, который модернизировал весь процесс и позволил ввести крепежные пары с резьбой в производство. Координация поступательного движения была зафиксирована, поэтому изначально был только один типоразмер, соответственно, маркировка не требуется.
До второй половины 16 века еще не было изобретено резьбонарезного станочного оборудования, поэтому все винты, которые применялись в редких конструкциях, были созданы вручную. Соответственно, изготовитель сам выбирал удобный отступ по виткам, поскольку добивался соответствия показателям нарезки на деталь. Ему не нужно было, чтобы данный крепеж еще к чему-то подходил. Но в 1568 году был создан первый станок, который модернизировал весь процесс и позволил ввести крепежные пары с резьбой в производство. Координация поступательного движения была зафиксирована, поэтому изначально был только один типоразмер, соответственно, маркировка не требуется.
С развитием технологии появилась потребность в разных вариантах пар «болт + гайка», чтобы они могли скреплять более мелкие или, напротив, крупные соединения. Тогда станки постепенно совершенствовались – улучшился привод (изначально он был ножной, с ходом времени – электрический), а также появилась возможность настраивать резьбонарезные режимы, а именно: глубину врезки, расстояние между витками.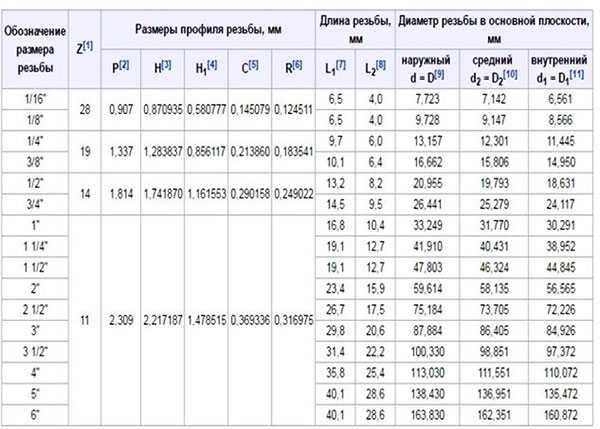
Цилиндрическая
Коническая
И только в 18 веке, который назван индустриальным, крепежные инструменты получили такое распространение и многообразие, что нельзя было допускать разнокалиберного производства, нужно было все унифицировать. Потребность исходила именно из нужд строительства, поэтому производители постепенно сошлись на одних принятых стандартах.
Но несмотря на различия в двух системах исчисления есть стандартные параметры, по которым и происходит сверка типоразмеров и маркировка. Конкретно это:
- Длина болта (шурупа и пр.) и расстояние нанесения витков.
- Количество спиралей – устройство может быть однозаходным и многозаходным.
- Внутренний диаметр под дюймовую резьбу. Берутся две самые глубокие точки (это дно канавок), которые расположены напротив, например, в гайке или в трубе, других деталях для соединения. Это и будет d (стандартное обозначение в формулах).
- Внешний, или D. Он же – наружный. Для его измерения нужно зафиксировать отрезок, который образуется между двумя наиболее выпирающими ступенями, которые расположены параллельно.

- Направление – здесь все просто, бывает правосторонняя и левосторонняя нарезка. Правый вариант распространен, используется намного чаще как при машиностроении, так и в быту, например при обычном завинчивании пробки на горлышко бутылки. К слову на этом примере тоже можно рассматривать и изучать нанесение резьбы. Левая тоже применяется, но реже, преимущественно в тех случаях, когда само вращение элемента рассчитано в ту же сторону (чтобы предотвратить развинчивание). Данные крепежи отмечены спецзнаками, применяются в ходовой части автомобиля, при креплении педалей велосипеда, в разных инструментах и станках.
- Профиль. Это геометрическая форма, которую имеет нарезка. Концы гребней могут быть острые, тогда получается треугольник в сечении, или с усеченным конусом, прямоугольником. Чтобы наиболее наглядно это увидеть, если есть желание, можно взять болт и разрезать его вдоль, затем посмотреть на разрез или сделать его отпечаток. Но так как стандарты дюймовых резьб представлены в маркировках, достаточно найти обозначение в дюймах в сопроводительной документации.
 А мы покажем это на схематическом изображении.
А мы покажем это на схематическом изображении. - Шаг. Одна из часто используемых характеристик, объясняет то, на каком расстоянии находятся одинаково удаленные от центра ближайшие точки. Удобно засекать по двум рядом стоящим гребням. Есть (указывается как Р) мелкий и крупный.
- Ход. Это то, как пройдет один виток при обороте на 360 градусов. Он в формулах представлен как Ph. Полностью зависит от двух параметров: от промежутков и количества заходов. Чаще всего встречаются двухзаходные болты, поэтому в них ход равен двум. Формула для вычисления: Ph = Р*n, где n – это количество заходов.
Посмотрим для наглядности на схематическое изображение:
На схеме видим ось. Это визуальная срединная линия, представляющая собой центр и находящаяся на одинаковом удалении от всех верхних точек гребней и внутренних – от дна канавок.
Мы привели основные аргументы и рассказали о происхождении всей системы измерений. Но при маркировке используются дополнительные характеристики.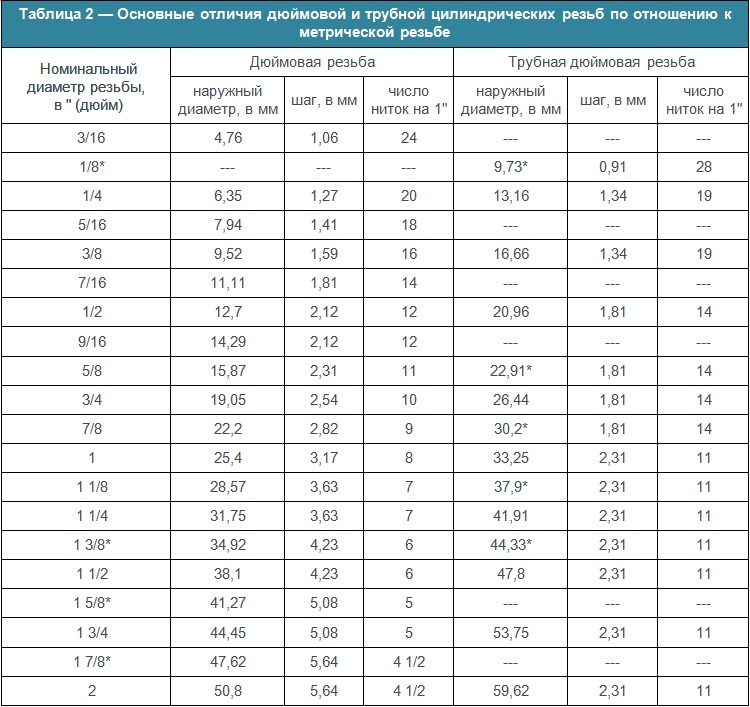 Вот как еще можно определить дюймовую резьбу:
Вот как еще можно определить дюймовую резьбу:
- По углу подъема. Это то, насколько круто происходит врезка. Обычно, чем больше шаг и количество заходов, тем острее угол. Также этот показатель влияет на эксплуатационные качества в том числе, на то, насколько сложно спираль сбить, срезать.
- По длине свинчивания – это то расстояние, где соприкасаются внутренняя и внешняя нарезка парного крепежного соединения.
- По сбегу. Это промежуток с неполным неглубоким профилем, поскольку на этом небольшом участке происходит плавный, постепенный переход к гладкой части метиза.
Соответствие двух систем обозначений
В связи с тем, что угол на вершине витков дюймовой трубы более острый, на одном и том же отрезке помещается большее количество гребней. Точно совместить детали с метрической и дюймовой резьбами невозможно. Хотя параметры частей похожи, даже небольшая разница может стать причиной протекания. Поэтому при соединении фитингов с разной резьбой нужно делать дополнительное уплотнение.
Примерное соответствие наиболее часто применяемых резьб с учетом допусков указано в таблице:
| Дюймовая | Метрическая | ||
| Наименование | Наружный диаметр, мм | Наименование | Внешний диаметр, мм |
| 1/8 | 9,3 – 9,7 | М 10х1,5 | 9,7-9,9 |
| 1/4 | 12,9 – 13,1 | М 14х1,5 | 13,6-13,9 |
| 1/2 | 20,5 – 20,9 | М 22х1,5 | 21,6-21,9 |
| 1 | 33,0 – 33,2 | М 36х2 | 35,6-35,9 |
Способы нарезки
Нарезание дюймовой резьбы требуемого размера возможно двумя способами. Это с применением ручных приспособлений или на токарном станке. В первом случае работу выполняют в определенной последовательности:
- Устанавливают обрабатываемую заготовку в тиски. Надежно фиксирует её, чтобы избежать проворачивания при работе.
- Выбирают инструмент соответствующего размера. Для обработки наружной поверхности используют плашку.
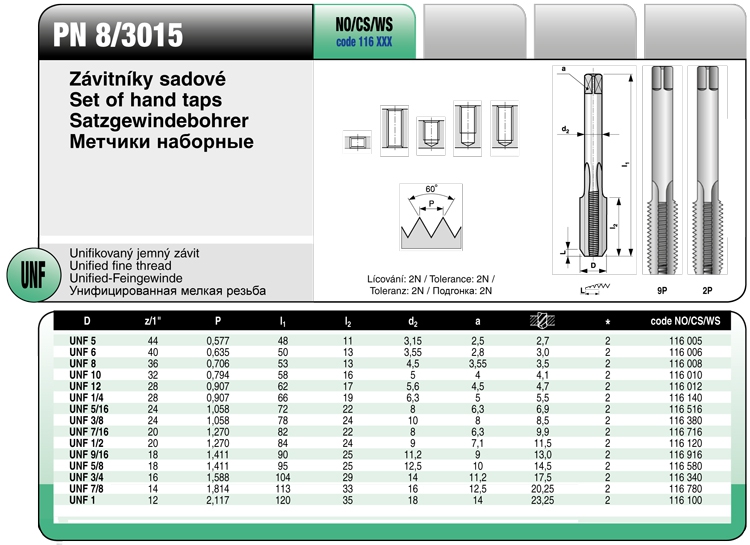
 Для нарезки дюймовой резьбы внутри подбирают метчик требуемого размера.
Для нарезки дюймовой резьбы внутри подбирают метчик требуемого размера. - Снимают фаску. При резке образуются острые края. Перед обработкой наружной поверхности сглаживают края напильником. На этом этапе удаляют образовавшиеся неровности и заусенцы.
- Нарезают канавки дюймовой резьбы, вращая инструмент в нужную сторону.
Приспособление проворачивают плавно без рывков. Так удается получить правильно нарезанные углубления нужного размера.
При механизированном способе нарезки наружной дюймовой резьбы на станке применяют специализированный резец. Деталь фиксируют в патроне и устанавливают требуемую скорость вращения. Ее определяют, учитывая данные специальных таблиц. Используя токарный станок, в соответствии с ГОСТ нарезают дюймовую резьбу требуемого размера с более высокой точностью.
Таблица диаметра сверления под дюймовую резьбу
ВАЖНО: Гайки имеют внутреннюю резьбу, наружный диаметр (D) которой равен размеру отверстия в теле гайки под резьбу (таблица ниже).
То есть, если для болта 1/4″ он составляет 6,35 мм, то для гайки 1/4″ он будет равняться 5,35 UNC и 5,5 UNF, и 5,56 UNEF (мм).
| Обозначение размера | UNC (мм) | UNF (мм) | UNEF (мм) |
| #0 | — | 1,25 | — |
| #1 | 1,5 | 1,55 | — |
| #2 | 1,8 | 1,9 | — |
| #3 | 2,1 | 2,15 | — |
| #4 | 2,35 | 2,4 | — |
| #5 | 2,65 | 2,7 | — |
| #6 | 2,85 | 2,95 | — |
| #8 | 3,5 | 3,5 | — |
| #10 | 4 | 4,1 | — |
| #12 | 4,65 | 4,7 | 4,78 |
| 1/4″ | 5,35 | 5,5 | 5,56 |
| 5/16″ | 6,8 | 6,9 | 7,14 |
| 3/8″ | 8,25 | 8,5 | 8,77 |
| 7/16″ | 9,65 | 9,9 | 10,3 |
| 1/2″ | 11,15 | 11,5 | 11,9 |
| 9/16″ | 12,6 | 12,9 | 13,1 |
| 5/8″ | 14,05 | 14,5 | 14,7 |
| 3/4″ | 17,0 | 17,5 | 17,9 |
| 7/8″ | 20,0 | 20,4 | 21,0 |
| 1″ | 22,85 | 23,25 | 24,2 |
| 1 1/8″ | 25,65 | 26,5 | — |
| 1 1/4″ | 28,85 | 29,5 | — |
| 1 3/8″ | 31,55 | 32,75 | — |
| 1 1/2″ | 34,7 | 36,0 | — |
| 1 3/4″ | 40,40 | — | — |
| 2″ | 46,30 | — | — |
| 2 1/4″ | 52,65 | — | — |
| 2 1/2″ | 58,5 | — | — |
| 2 3/4″ | 64,75 | — | — |
| 3″ | 71,10 | — | — |
| 3 1/4″ | 77,45 | — | — |
| 3 1/2″ | 83,8 | — | — |
| 3 3/4″ | 90,15 | — | — |
| 4″ | 96,5 | — | — |
Нужна консультация? Закажите звонок! Отправить заявку на крепеж
02. 06.2021
06.2021
Как определить шаг
Шаг дюймовой резьбы – это количество витков на дюйм
Чтобы определить шаг резьбы, пользуются специальным инструментом – резьбомером. В комплект входят сменные элементы с заранее известными параметрами. Пластины плотно прикладывают к бороздкам, выбирая нужную.
Резьбомер – специальный инструмент для определения шага резьбы.
Если средства для измерения нет, можно воспользоваться шаблоном из детали с заведомо известными параметрами.
Как отличить крепеж метрический от дюймового?
В первую очередь необходимо убедиться, что ваш иностранный крепеж – дюймовый.
Отличить его от метрического «на глазок» сложно и есть риск принять, например, болт UNC 5/16″ за близкий ему по параметрам М8. Выявить нестыковку поможет метрический резьбомер – ни один его шаблон не подойдет к дюймовой резьбе. При отсутствии такого идентификатора, можно воспользоваться более доступным способом – попытаться навинтить на стержень гайку с известными параметрами. Если вам приходится часто заниматься идентификацией резьбы, рекомендуем приобрести резьбомеры.
Если вам приходится часто заниматься идентификацией резьбы, рекомендуем приобрести резьбомеры.
На самом деле найти различия между дюймовым крепежом и метрическим можно еще проще. Если на его головке есть радиальные линии
– это «американец», а если
числа на головке
– метрика. Линии и числа – это маркировка прочности. Однако стоит отметить, что крепеж класса прочности от 0 до 2 вообще не маркируется, поэтому этот способ не всегда приемлем.
Как делают резьбу
Резьбу можно делать как вручную, так и с помощью станка. Ее наносят двумя способами.
Накатка
Этот метод заключается в механическом надавливании на заготовку специальным резьбонакатным инструментом. За счет нажима происходит пластическая деформация металла, и он упрочняется.
Такое нанесение витков, в отличие от нарезки, оказывает щадящее воздействие на заготовку, т. к. не появляются сколы и другие дефекты.
Нарезка
Качество работы при нарезании канавок влияет на надежность соединения.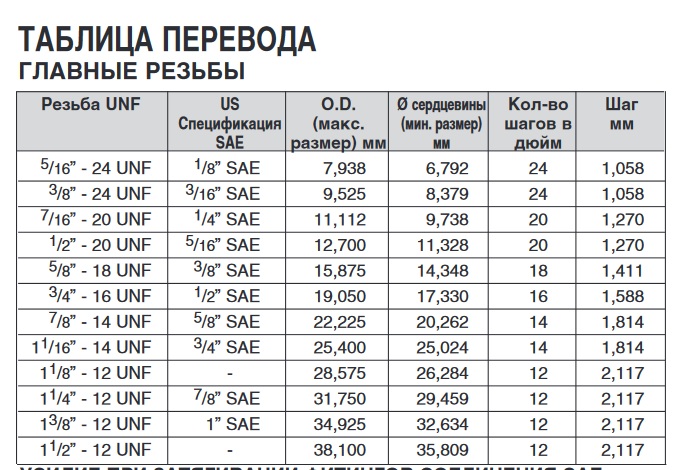 Для нарезки резьбы используют специальные инструменты – метчик и плашку. На заготовке напильником делают фаску и смазывают жиром. Надев приспособление, его крепко прижимают и поворачивают рычаг.
Для нарезки резьбы используют специальные инструменты – метчик и плашку. На заготовке напильником делают фаску и смазывают жиром. Надев приспособление, его крепко прижимают и поворачивают рычаг.
Для нарезки резьбы используют метчик и плашку.
Размеры американской дюймовой резьбы (UN) – АПЦ “АгроСВІТ”
UNC – крупный шаг
| размер резьбы | число ниток | наружный диаметр | средний диаметр | внутренний диаметр | шаг резьбы | |
| дюймы | мм | на дюйм | миллиметры | |||
| № 1 | 1,85 | 64 | 1,85 | 1,6 | 1,42 | 0,4 |
| № 2 | 2,18 | 56 | 2,18 | 1,89 | 1,69 | 0,45 |
| № 3 | 2,51 | 48 | 2,51 | 2,17 | 1,94 | 0,53 |
| № 4 | 2,84 | 40 | 2,84 | 2,16 | 0,64 | |
| № 5 | 3,17 | 40 | 3,18 | 2,76 | 2,49 | 0,64 |
| № 6 | 3,5 | 32 | 3,51 | 2,99 | 2,65 | 0,79 |
| № 8 | 4,16 | 32 | 4,17 | 3,65 | 3,31 | 0,79 |
| № 10 | 4,83 | 24 | 4,83 | 4,14 | 3,68 | 1,06 |
| № 12 | 5,49 | 24 | 5,49 | 4,8 | 4,34 | 1,06 |
| 1/4 | 6,35 | 20 | 6,35 | 5,52 | 4,98 | 1,27 |
| 5/16 | 7,94 | 18 | 7,94 | 7,02 | 6,41 | 1,41 |
| 3/8 | 9,53 | 16 | 9,53 | 8,49 | 7,81 | 1,59 |
| 7/16 | 11,1 | 14 | 11,11 | 9,93 | 9,15 | 1,81 |
| 1/2 | 12,7 | 13 | 12,7 | 11,43 | 10,58 | 1,95 |
| 9/16 | 14,3 | 12 | 14,29 | 12,91 | 12 | 2,12 |
| 5/8 | 15,9 | 11 | 15,88 | 14,38 | 13,38 | 2,31 |
| 3/4 | 19,1 | 10 | 19,05 | 17,4 | 16,3 | 2,54 |
| 7/8 | 22,2 | 9 | 22,23 | 20,39 | 19,17 | 2,82 |
| 1 | 25,4 | 8 | 25,4 | 23,34 | 21,96 | 3,18 |
1. 1/8 1/8 |
28,6 | 7 | 28,58 | 26,22 | 24,65 | 3,63 |
| 1.1/4 | 31,8 | 7 | 31,75 | 29,39 | 27,82 | 3,63 |
| 1.3/8 | 34,9 | 6 | 36,93 | 32,17 | 30,34 | 4,23 |
| 1.1/2 | 38,1 | 5 | 38,1 | 35,35 | 33,52 | 4,23 |
| 1.3/4 | 44,4 | 5 | 44,45 | 41,15 | 38,95 | 5,08 |
| 2 | 50,8 | 4 1/2 | 50,8 | 47,13 | 44,69 | 5,64 |
| 2.1/4 | 57,1 | 4 1/2 | 57,15 | 53,48 | 51,04 | 5,64 |
2. 1/2 1/2 |
63,5 | 4 | 63,5 | 59,38 | 56,63 | 6,35 |
| 69,9 | 4 | 69,85 | 65,73 | 62,98 | 6,35 | |
UNF – мелкий шаг
| размер резьбы | число ниток | наружный диаметр | средний диаметр | внутренний диаметр | шаг резьбы | |
| дюймы | мм | на дюйм | миллиметры | |||
| № 0 | 1,52 | 80 | 1,52 | 1,32 | 1,18 | 0,32 |
| № 1 | 1,85 | 72 | 1,85 | 1,63 | 1,47 | 0,35 |
| № 2 | 2,18 | 64 | 2,18 | 1,93 | 1,76 | 0,4 |
| № 3 | 2,51 | 56 | 2,51 | 2,22 | 2,02 | 0,45 |
| № 4 | 2,84 | 48 | 2,84 | 2,5 | 2,27 | 0,53 |
| № 5 | 3,17 | 44 | 3,18 | 2,8 | 2,55 | 0,58 |
| № 6 | 3,51 | 40 | 3,51 | 3,09 | 2,82 | 0,63 |
| № 8 | 4,17 | 36 | 4,17 | 3,71 | 3,4 | 0,71 |
| № 10 | 4,83 | 32 | 4,83 | 4,31 | 3,88 | |
| № 12 | 5,49 | 28 | 5,49 | 4,9 | 4,4 | 0,91 |
| 1/4 | 6,35 | 28 | 6,35 | 5,76 | 5,37 | 0,91 |
| 5/16 | 7,94 | 24 | 7,94 | 7,25 | 6,79 | 1,06 |
| 3/8 | 9,53 | 24 | 9,53 | 8,84 | 8,38 | 1,06 |
| 7/16 | 11,1 | 20 | 11,11 | 10,29 | 9,74 | 1,27 |
| 1/2 | 12,7 | 20 | 12,7 | 11,87 | 11,33 | 1,27 |
| 9/16 | 14,3 | 18 | 14,29 | 13,37 | 12,76 | 1,41 |
| 5/8 | 15,9 | 18 | 15,88 | 14,96 | 14,35 | 1,41 |
| 3/4 | 19,1 | 16 | 19,05 | 18,02 | 17,33 | 1,59 |
| 7/8 | 22,2 | 14 | 22,23 | 21,05 | 20,26 | 1,81 |
| 1 | 25,4 | 12 | 25,4 | 24,03 | 23,11 | 2,12 |
1. 1/8 1/8 |
28,6 | 12 | 28,58 | 26,28 | 2,12 | |
| 1.1/4 | 31,8 | 12 | 31,75 | 30,38 | 29,46 | 2,12 |
| 1.3/8 | 34,9 | 12 | 34,93 | 33,55 | 32,63 | 2,12 |
| 1.1/2 | 38,1 | 12 | 38,1 | 36,73 | 35,81 | 2,12 |
UNEF – особо мелкий шаг
| размер резьбы | число ниток | наружный диаметр | средний диаметр | внутренний диаметр | шаг резьбы | |
| дюймы | мм | на дюйм | миллиметры | |||
| № 12 | 5,49 | 32 | 5,49 | 4,97 | 4,63 | 0,79 |
| 1/4 | 6,35 | 32 | 6,35 | 5,83 | 5,49 | 0,79 |
| 5/16 | 7,94 | 32 | 7,94 | 7,42 | 7,08 | 0,79 |
| 3/8 | 9,53 | 32 | 9,53 | 9,01 | 8,67 | 0,79 |
| 7/16 | 11,1 | 28 | 11,11 | 10,52 | 10,13 | 0,91 |
| 1/2 | 12,7 | 28 | 12,7 | 12,11 | 11,72 | 0,91 |
| 9/16 | 24 | 14,29 | 13,6 | 13,14 | 1,06 | |
| 5/8 | 15,9 | 24 | 15,88 | 15,19 | 14,73 | 1,06 |
| 11/16 | 17,5 | 24 | 17,46 | 16,77 | 16,32 | 1,06 |
| 3/4 | 19,1 | 20 | 19,05 | 18,22 | 17,68 | 1,27 |
| 13/16 | 20,6 | 20 | 20,64 | 19,81 | 19,26 | 1,27 |
| 7/8 | 22,2 | 20 | 22,23 | 21,4 | 20,85 | 1,27 |
| 15/16 | 23,8 | 20 | 23,81 | 22,99 | 22,44 | 1,27 |
| 1 | 25,4 | 20 | 25,4 | 24,57 | 24,03 | 1,27 |
1. 1/16 1/16 |
26,9 | 18 | 26,99 | 26,07 | 25,46 | 1,41 |
| 1.1./8 | 28,6 | 18 | 28,58 | 27,66 | 27,05 | 1,41 |
| 1.3/16 | 30,2 | 18 | 30,16 | 29,25 | 28,64 | 1,41 |
| 1.1/4 | 31,8 | 18 | 31,75 | 30,83 | 30,22 | 1,41 |
| 1.5/16 | 33,3 | 18 | 33,4 | 32,42 | 31,81 | 1,41 |
| 1.3/8 | 34,9 | 18 | 34,93 | 34,01 | 33,4 | 1,41 |
| 1.7/16 | 36,5 | 18 | 36,51 | 35,6 | 34,99 | 1,41 |
1. 1/2 1/2 |
38,1 | 18 | 38,1 | 37,18 | 36,57 | 1,41 |
| 1.9/16 | 39,7 | 18 | 39,69 | 38,77 | 38,16 | 1,41 |
| 1.5/8 | 41,3 | 18 | 41,27 | 40,36 | 39,75 | 1,41 |
| 1.11/16 | 42,9 | 18 | 42,86 | 41,95 | 41,34 | 1,41 |
Стол для резьбы по дереву – Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 1000+ релевантных результатов, с рекламой Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше. )
Органическая современная американская абстрактная резьба по камню настольная скульптура 1960-х годов!
Объявления / Декоративное искусство / Объекты / Скульптура
{{imageTitle}}Нажмите на изображении для Увеличить
Просмотреть все изображения (12) Показать меньше изображений
Выставочные залы
На продажу у нас есть изысканная современная настольная абстрактная каменная скульптура.
 Это колонна из темно-зеленого камня с красивыми прожилками и элегантными изгибами. Медный воротник прикрепляет его к круглому каменному основанию. Мы не знаем художника и предполагаем, что это гранит. Он находится в очень хорошем состоянии, износ соответствует его возрасту и использованию. Американец, примерно 1960 г. Это тяжелая штука весом 30 фунтов!
Это колонна из темно-зеленого камня с красивыми прожилками и элегантными изгибами. Медный воротник прикрепляет его к круглому каменному основанию. Мы не знаем художника и предполагаем, что это гранит. Он находится в очень хорошем состоянии, износ соответствует его возрасту и использованию. Американец, примерно 1960 г. Это тяжелая штука весом 30 фунтов!Высота 18,75 дюйма, диаметр основания 6 дюймов.
Период: 1950-1979 Условие: Хорошо. Дата создания: 1960 Модели/механизмы: Традиционный Инколлект Ссылка #: 579187 ЧАС. 
18,75 дюйма; Диам. 6 дюймов; ЧАС. 47,63 см; Диам. 15,24 см;
Сообщение от продавца:
Американская живопись 19-го и 20-го веков с акцентом на региональное искусство Юго-Восточной Пенсильвании и особенно округа Беркс. Пенсильванские часы с высоким корпусом 18-го и начала 19-го веков, американские и европейские настенные и полочные часы 18-го и 19-го веков. Эклектичный выбор мебели 18, 19 и 20 веков, от деревенской до парадной.