Анодирование алюминия: Анодирование алюминиевых деталей
alexxlab | 27.09.1985 | 0 | Разное
Анодирование алюминия в домашних условиях
0 votes
+
Голос за!
–
Голос против!
В защите от ржавчины и коррозии нуждается каждый металл, в том числе и алюминий, который очень часто используется обывателями в домашних условиях. Если создать на поверхности алюминия плотную и толстую окисную пленку, этого будет вполне достаточно для торможения дальнейшей коррозии, что получается в процессе проведения анодирования алюминия. Самые механически прочные и стойкие пленки получаются при низкотемпературном тонкослойном анодировании алюминия, чем вы и будете заниматься.
Содержание:
- Вопросы безопасности
- Подготовительные работы
- Изготовление электролита
- Режимы обработки
- Ванна для анодирования
- Процесс анодирования
Вопросы безопасности
Провести качественно анодирование в домашних условиях – несложно.
Кислота является очень едкой штукой. Хотя она и находится в сильно разбавленном виде и вызывает при попадании на кожу всего лишь слабый зуд, но если она попадет в глаза – может спровоцировать серьезнейшие травмы! Потому желательно при анодировании стали работать в защитных очках и под рукой всегда иметь ведро с водой или слабым содовым раствором.
Во время процедуры анодирования совершается выделение на аноде кислорода, а на катоде – водорода. После смешивания этих газов они образуют известный гремучий газ, который, в принципе, является тем же динамитом. Поэтому при анодировании в закрытом помещении можно погибнуть от первой искры.
Подготовительные работы
Помните, что детали после анодирования становятся больше по размерам. Толщина защитного анодного слоя обычно составляет 0,05 миллиметров. К примеру, резьбы, что раньше закручивались впритирку, после процесса анодирования вообще перестанут закручиваться, так как болту в гайке в этом случае станет теснее на 0,2 миллиметра.
Полезно отполировать изделия до зеркального блеска на полировочном кругу. Таким образом, сильно выиграет эстетика детали и снизится вероятность при анодировании «прогара». К слову сказать, анодный слой не маскирует дефекты поверхности – они будут заметны и на обработанном изделии.
Перед гальваникой алюминий нужно хорошо обезжирить. Не стоит держать металл в горячем едком натрии или калии, как это рекомендуется в заводских технологиях, потому что заметно портится чистота поверхности. Лучше использовать кусок хозяйственного мыла и зубную щетку, ведь вам предстоит работать с мелкими деталями. Сначала промойте изделие в теплой воде, затем в холодной.
Очень эффективно действует стиральный порошок: его нужно растворить в горячей воде в пластиковой емкости. Затем следует высыпать туда изделия и хорошо потрясти посудину. После промывки тщательно высушите детали горячим воздухом. Не переживайте за мелкие следы жира: после обезжиривания изделие в руки брать можно, потому что слой жира с пальцев окисляется кислородом моментально.
Изготовление электролита
Электролитом для анодирования в домашних условиях служит раствор в дистиллированной воде серной кислоты. Можно использовать и обычную воду из крана, но если можете взять дистиллированную – лучше выбрать её, так как в первом случае немного портится равномерность процесса – распределение на поверхности детали плотности тока.
Серную кислоту глупо делать самостоятельно, а вот дистиллированную воду – очень просто! Если на улице нет снега или дождя, то лед в морозильнике найдется всегда. Добыть дистиллированную воду и серную кислоту можно в местном автомагазине запчастей, ведь эти ингредиенты применяются с целью обслуживания аккумуляторов автомобилей.
Однако там продается кислота в разбавленном виде до плотности 1,27 грамм на сантиметр кубический под названием «Электролит для свинцового аккумулятора». Вам нужно этот электролит смешать с дистиллированной водой в пропорции 1:1.
Если вы возьмете стандартную 5-литровую канистру с электролитом и столько же воды, то в результате вы получите 10 литров раствора для анодирования. Этого хватит для мелких деталей, а для крупных стоит удвоить это количество.
Этого хватит для мелких деталей, а для крупных стоит удвоить это количество.
Помните, что при смешивании кислоты с водой будет выделяться много тепла. Если налить воду в кислоту, она моментально вскипит, брызгая в лицо! Именно поэтому рекомендуется лить электролит в емкость с водой тонкой струей, постоянно помешивая стеклянной палочкой. И лучше одеть защитные очки! При попадании кислоты на одежду или кожу следует её немедленно смыть струей воды и промыть раствором соды.
Режимы обработки
Температура процесса анодирования металла составляет -10 – +10 градусов Цельсия. Растущий слой ниже -10 вполне хорош, однако не хватит напряжения, которое выдается блоком питания, для поддержания необходимой силы тока. Выше +10 градусов защитная пленка хоть и будет формироваться, но она получится нетвердой и бесцветной.
Однако рекомендуется прекращать процесс анодирования уже при 5 градусах выше нуля. А дело вот в чем, в углу ванны и на поверхности детали наблюдается разная температура, а при анодировании выделяется много энергии в виде тепла.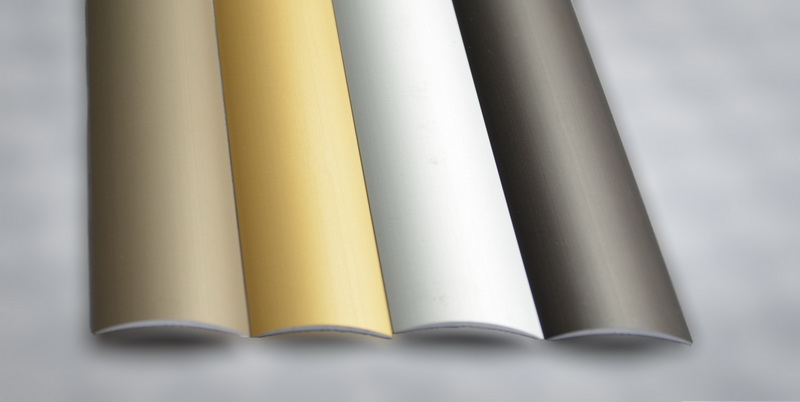
Но если не обеспечено принудительное перемешивание електролита, нельзя верить термометру! Однако перемешивать электролит стоит постоянно, ложкой, воздухом, насосом, это нужно для выравнивания температуры на поверхности изделия из алюминия. Иначе на детали образуются участки местного перегрева, а затем – пробои и растрав детали.
Анодная плотность тока должна находиться в пределе 1,6 – 4 Ампер на квадратный дециметр. В таких пределах будет нарастать красивый, окрашенный и плотный защитный анодный слой. Лучше всего додерживаться плотности тока от 2 до 2,2 Ампера/дм2. При меньшей силе тока покрытие будет расти медленно нетолстое. При большей силе тока, чем 4 Ампера/дм2 может возникнуть электрический пробой, и изделие будет быстро растравливаться.
Катодная плотность тока должна быть низкой. Чем ниже этот показатель, тем лучше, потому что это обеспечивает равномерный и мягкий режим распределения плотности тока по поверхности обрабатываемой детали, особенно если она большая. Поэтому запомните, что площадь катода из свинца должна быть в два раза больше площади детали (анода).
Поэтому запомните, что площадь катода из свинца должна быть в два раза больше площади детали (анода).
Процесс анодирования алюминиевого профиля не оговаривает значения напряжения анод-катод. Однако если ваша цепь имеет ненулевое сопротивление, то нужен приличный вольтаж блока питания. Причем желательно, чтобы вы использовали блок питания с несколькими выходными напряжениями. И вот почему.
Защитный слой, который растет на изделии, диэлектрик. По мере его возрастания постоянно растет его электрическое сопротивление. Чтобы поддерживать требуемую плотность тока, на протяжении всего процесса необходимо регулировать несколько раз силу тока при помощи переменного резистора.
Однако напряжения может не хватить, когда анодный слой станет достаточно толстым. В этом случае нужно добавить напряжения. Поэтому блок питания должен обеспечить на выходе хотя бы два напряжения.
Ванна для анодирования
Перед работой необходимо подготовить оборудование для анодирования. Обычно требуется несколько ванн: для обработки маленьких деталей, недлинных и длинных изделий. Они должны быть из алюминия. Подходящим вариантом также является полиэтилен. В качестве маленькой емкости можно использовать пищевой контейнер или длинный цветочный пластиковый горшок.
Дно и стенки пластиковой ванны желательно покрыть листами алюминия. Можно из листа алюминия вырезать выкройку и согнуть импровизированную «емкость». Смысл этого заключается в обеспечении равномерной плотности тока со всех сторон изделия.
Ванна должна отличаться хорошей теплоизоляцией корпуса, иначе в противном случае электролит будет в ней нагреваться слишком быстро, и его придется чаще менять. Самым простым решением станет оклейка ванны толстым слоем пенопласта – 2-4 сантиметра. Также можете закрепить ванну внутри коробки и промежуток залить строительной пеной.
После этого следует изготовить для ванны свинцовый катод. Его можно сделать из листового свинца, сняв последний с толстых электрокабелей. Напомним, что площадь катода должна в два раза превышать площадь поверхности обрабатываемого изделия. При этом не учитывается поверхность катода, которая прислонена к стенке. В катодной пластине должны присутствовать отверстия для выхода газа.
Его можно сделать из листового свинца, сняв последний с толстых электрокабелей. Напомним, что площадь катода должна в два раза превышать площадь поверхности обрабатываемого изделия. При этом не учитывается поверхность катода, которая прислонена к стенке. В катодной пластине должны присутствовать отверстия для выхода газа.
Вы можете собрать катод из нескольких кусков свинца, если нет одного. Куски рекомендуется паять мощным паяльником, толстым швом вдоль стыков. Постарайтесь, чтобы катод повторял конфигурацию поверхности детали, обращенной к нему. Вывод из ванны контакта выполните полоской того же материала. Хотя также принято использовать и толстый медный провод в изоляции. Место припайки изолируйте силиконовым герметиком.
Процесс анодирования
Итак, в пластиковую ванну вы залили электролит, на выходе имеется блок питания с током. Для регулирования силы тока к цепи при анодировании титана или алюминия подключите проволочный переменный резистор. В емкости находятся 2 предмета: свинцовый катод в виде пластины и анод – обрабатываемое изделие. При подаче на них тока происходит выделение кислорода и начинает расти анодный защитный слой.
В емкости находятся 2 предмета: свинцовый катод в виде пластины и анод – обрабатываемое изделие. При подаче на них тока происходит выделение кислорода и начинает расти анодный защитный слой.
При создании качественного электрического контакта между свинцом и деталью вы будете наблюдать микропузырьки кислорода, что медленно поднимаются со всей поверхности изделия. Их диаметр крайне мал, их течение напоминает струйки дыма. Длительность процесса стоит контролировать визуально – по окрасу детали.
Для мелких деталей она составляет 20-30 минут, для больших изделий – час-полтора.
После процесса анодирования дома некоторые изделия приобретают темно-матовый оттенок, все зависит от режима анодирования. Для окраски анодированных изделий погрузите их в раствор анилинового красителя, что подогрет до 50—60 градусов по Цельсию. Перед работой раствор профильтруйте, потому что мелкие крупинки нерастворившегося красителя способны образовывать на поверхности металла пятна. Интенсивность окраски обычно составляет не больше 15—20 минут.
Для окраски анодированных изделий погрузите их в раствор анилинового красителя, что подогрет до 50—60 градусов по Цельсию. Перед работой раствор профильтруйте, потому что мелкие крупинки нерастворившегося красителя способны образовывать на поверхности металла пятна. Интенсивность окраски обычно составляет не больше 15—20 минут.
После того, как деталь приобрела красивый оттенок и твердый, не рыхлый защитный слой, необходимо его зафиксировать. Дело в том, что это покрытие на микроуровне имеет пористую структуру, которая является проницаемой для воздуха и воды. Такой слой металл хорошо защищает от механических повреждений, но слаб против химического.
Существует несколько методов, которые помогают закрыться микропорам. Самый простой – проварить после анодирования детали в кастрюле в воде в течение полчаса. Лучше использовать дистиллированную воду. Также детали можно подержать на паровой бане, также на протяжении получаса.
Вы уже знаете, что существует несколько технологий анодирования алюминия и деталей из него. Они отличаются условиями рабочего процесса, а если быть конкретнее – то температурой електролита, которая является основным фактором, который влияет на качество анодного защитного слоя. В домашних условиях предпочтительнее выбрать вариант холодного анодирования, ведь в этом случае покрытие получается качестве и толще, а деталь приобретает красивый оттенок и блеск.
Они отличаются условиями рабочего процесса, а если быть конкретнее – то температурой електролита, которая является основным фактором, который влияет на качество анодного защитного слоя. В домашних условиях предпочтительнее выбрать вариант холодного анодирования, ведь в этом случае покрытие получается качестве и толще, а деталь приобретает красивый оттенок и блеск.
Анодирование алюминия в домашних условиях
0 votes
+
Голос за!
–
Голос против!
В защите от ржавчины и коррозии нуждается каждый металл, в том числе и алюминий, который очень часто используется обывателями в домашних условиях. Если создать на поверхности алюминия плотную и толстую окисную пленку, этого будет вполне достаточно для торможения дальнейшей коррозии, что получается в процессе проведения анодирования алюминия. Самые механически прочные и стойкие пленки получаются при низкотемпературном тонкослойном анодировании алюминия, чем вы и будете заниматься.
Содержание:
- Вопросы безопасности
- Подготовительные работы
- Изготовление электролита
- Режимы обработки
- Ванна для анодирования
- Процесс анодирования
Вопросы безопасности
Провести качественно анодирование в домашних условиях – несложно. Безопаснее и удобнее заниматься данной работой на улице или балконе. В ходе процесса вас ждет несколько опасных для здоровья моментов.
Кислота является очень едкой штукой. Хотя она и находится в сильно разбавленном виде и вызывает при попадании на кожу всего лишь слабый зуд, но если она попадет в глаза – может спровоцировать серьезнейшие травмы! Потому желательно при анодировании стали работать в защитных очках и под рукой всегда иметь ведро с водой или слабым содовым раствором.
Во время процедуры анодирования совершается выделение на аноде кислорода, а на катоде – водорода. После смешивания этих газов они образуют известный гремучий газ, который, в принципе, является тем же динамитом. Поэтому при анодировании в закрытом помещении можно погибнуть от первой искры.
Поэтому при анодировании в закрытом помещении можно погибнуть от первой искры.
Подготовительные работы
Помните, что детали после анодирования становятся больше по размерам. Толщина защитного анодного слоя обычно составляет 0,05 миллиметров. К примеру, резьбы, что раньше закручивались впритирку, после процесса анодирования вообще перестанут закручиваться, так как болту в гайке в этом случае станет теснее на 0,2 миллиметра. А шлифовать анодированную практически невозможно.
Полезно отполировать изделия до зеркального блеска на полировочном кругу. Таким образом, сильно выиграет эстетика детали и снизится вероятность при анодировании «прогара». К слову сказать, анодный слой не маскирует дефекты поверхности – они будут заметны и на обработанном изделии.
Перед гальваникой алюминий нужно хорошо обезжирить. Не стоит держать металл в горячем едком натрии или калии, как это рекомендуется в заводских технологиях, потому что заметно портится чистота поверхности. Лучше использовать кусок хозяйственного мыла и зубную щетку, ведь вам предстоит работать с мелкими деталями. Сначала промойте изделие в теплой воде, затем в холодной.
Сначала промойте изделие в теплой воде, затем в холодной.
Очень эффективно действует стиральный порошок: его нужно растворить в горячей воде в пластиковой емкости. Затем следует высыпать туда изделия и хорошо потрясти посудину. После промывки тщательно высушите детали горячим воздухом. Не переживайте за мелкие следы жира: после обезжиривания изделие в руки брать можно, потому что слой жира с пальцев окисляется кислородом моментально.
Изготовление электролита
Электролитом для анодирования в домашних условиях служит раствор в дистиллированной воде серной кислоты. Можно использовать и обычную воду из крана, но если можете взять дистиллированную – лучше выбрать её, так как в первом случае немного портится равномерность процесса – распределение на поверхности детали плотности тока.
Серную кислоту глупо делать самостоятельно, а вот дистиллированную воду – очень просто! Если на улице нет снега или дождя, то лед в морозильнике найдется всегда. Добыть дистиллированную воду и серную кислоту можно в местном автомагазине запчастей, ведь эти ингредиенты применяются с целью обслуживания аккумуляторов автомобилей.
Однако там продается кислота в разбавленном виде до плотности 1,27 грамм на сантиметр кубический под названием «Электролит для свинцового аккумулятора». Вам нужно этот электролит смешать с дистиллированной водой в пропорции 1:1.
Если вы возьмете стандартную 5-литровую канистру с электролитом и столько же воды, то в результате вы получите 10 литров раствора для анодирования. Этого хватит для мелких деталей, а для крупных стоит удвоить это количество.
Помните, что при смешивании кислоты с водой будет выделяться много тепла. Если налить воду в кислоту, она моментально вскипит, брызгая в лицо! Именно поэтому рекомендуется лить электролит в емкость с водой тонкой струей, постоянно помешивая стеклянной палочкой. И лучше одеть защитные очки! При попадании кислоты на одежду или кожу следует её немедленно смыть струей воды и промыть раствором соды.
Режимы обработки
Температура процесса анодирования металла составляет -10 – +10 градусов Цельсия. Растущий слой ниже -10 вполне хорош, однако не хватит напряжения, которое выдается блоком питания, для поддержания необходимой силы тока. Выше +10 градусов защитная пленка хоть и будет формироваться, но она получится нетвердой и бесцветной.
Выше +10 градусов защитная пленка хоть и будет формироваться, но она получится нетвердой и бесцветной.
Однако рекомендуется прекращать процесс анодирования уже при 5 градусах выше нуля. А дело вот в чем, в углу ванны и на поверхности детали наблюдается разная температура, а при анодировании выделяется много энергии в виде тепла.
Но если не обеспечено принудительное перемешивание електролита, нельзя верить термометру! Однако перемешивать электролит стоит постоянно, ложкой, воздухом, насосом, это нужно для выравнивания температуры на поверхности изделия из алюминия. Иначе на детали образуются участки местного перегрева, а затем – пробои и растрав детали.
Анодная плотность тока должна находиться в пределе 1,6 – 4 Ампер на квадратный дециметр. В таких пределах будет нарастать красивый, окрашенный и плотный защитный анодный слой. Лучше всего додерживаться плотности тока от 2 до 2,2 Ампера/дм2. При меньшей силе тока покрытие будет расти медленно нетолстое. При большей силе тока, чем 4 Ампера/дм2 может возникнуть электрический пробой, и изделие будет быстро растравливаться.
Катодная плотность тока должна быть низкой. Чем ниже этот показатель, тем лучше, потому что это обеспечивает равномерный и мягкий режим распределения плотности тока по поверхности обрабатываемой детали, особенно если она большая. Поэтому запомните, что площадь катода из свинца должна быть в два раза больше площади детали (анода).
Процесс анодирования алюминиевого профиля не оговаривает значения напряжения анод-катод. Однако если ваша цепь имеет ненулевое сопротивление, то нужен приличный вольтаж блока питания. Причем желательно, чтобы вы использовали блок питания с несколькими выходными напряжениями. И вот почему.
Защитный слой, который растет на изделии, диэлектрик. По мере его возрастания постоянно растет его электрическое сопротивление. Чтобы поддерживать требуемую плотность тока, на протяжении всего процесса необходимо регулировать несколько раз силу тока при помощи переменного резистора.
Однако напряжения может не хватить, когда анодный слой станет достаточно толстым. В этом случае нужно добавить напряжения. Поэтому блок питания должен обеспечить на выходе хотя бы два напряжения.
Ванна для анодирования
Перед работой необходимо подготовить оборудование для анодирования. Обычно требуется несколько ванн: для обработки маленьких деталей, недлинных и длинных изделий. Они должны быть из алюминия. Подходящим вариантом также является полиэтилен. В качестве маленькой емкости можно использовать пищевой контейнер или длинный цветочный пластиковый горшок.
Дно и стенки пластиковой ванны желательно покрыть листами алюминия. Можно из листа алюминия вырезать выкройку и согнуть импровизированную «емкость». Смысл этого заключается в обеспечении равномерной плотности тока со всех сторон изделия.
Ванна должна отличаться хорошей теплоизоляцией корпуса, иначе в противном случае электролит будет в ней нагреваться слишком быстро, и его придется чаще менять. Самым простым решением станет оклейка ванны толстым слоем пенопласта – 2-4 сантиметра. Также можете закрепить ванну внутри коробки и промежуток залить строительной пеной.
Самым простым решением станет оклейка ванны толстым слоем пенопласта – 2-4 сантиметра. Также можете закрепить ванну внутри коробки и промежуток залить строительной пеной.
После этого следует изготовить для ванны свинцовый катод. Его можно сделать из листового свинца, сняв последний с толстых электрокабелей. Напомним, что площадь катода должна в два раза превышать площадь поверхности обрабатываемого изделия. При этом не учитывается поверхность катода, которая прислонена к стенке. В катодной пластине должны присутствовать отверстия для выхода газа.
Вы можете собрать катод из нескольких кусков свинца, если нет одного. Куски рекомендуется паять мощным паяльником, толстым швом вдоль стыков. Постарайтесь, чтобы катод повторял конфигурацию поверхности детали, обращенной к нему. Вывод из ванны контакта выполните полоской того же материала. Хотя также принято использовать и толстый медный провод в изоляции. Место припайки изолируйте силиконовым герметиком.
Место припайки изолируйте силиконовым герметиком.
Процесс анодирования
Итак, в пластиковую ванну вы залили электролит, на выходе имеется блок питания с током. Для регулирования силы тока к цепи при анодировании титана или алюминия подключите проволочный переменный резистор. В емкости находятся 2 предмета: свинцовый катод в виде пластины и анод – обрабатываемое изделие. При подаче на них тока происходит выделение кислорода и начинает расти анодный защитный слой.
При создании качественного электрического контакта между свинцом и деталью вы будете наблюдать микропузырьки кислорода, что медленно поднимаются со всей поверхности изделия. Их диаметр крайне мал, их течение напоминает струйки дыма. Длительность процесса стоит контролировать визуально – по окрасу детали.
Для мелких деталей она составляет 20-30 минут, для больших изделий – час-полтора.
После того, как деталь полностью покроется налетом серо-голубого цвета, её следует достать из ванной, вымыть под струей холодной воды и протереть ваткой, что смочена в крепком марганцовом растворе, для удаления побочных продуктов реакции. Поверхность должна быть блестящей, светло-серой, гладкой.
Поверхность должна быть блестящей, светло-серой, гладкой.
После процесса анодирования дома некоторые изделия приобретают темно-матовый оттенок, все зависит от режима анодирования. Для окраски анодированных изделий погрузите их в раствор анилинового красителя, что подогрет до 50—60 градусов по Цельсию. Перед работой раствор профильтруйте, потому что мелкие крупинки нерастворившегося красителя способны образовывать на поверхности металла пятна. Интенсивность окраски обычно составляет не больше 15—20 минут.
После того, как деталь приобрела красивый оттенок и твердый, не рыхлый защитный слой, необходимо его зафиксировать. Дело в том, что это покрытие на микроуровне имеет пористую структуру, которая является проницаемой для воздуха и воды. Такой слой металл хорошо защищает от механических повреждений, но слаб против химического.
Существует несколько методов, которые помогают закрыться микропорам. Самый простой – проварить после анодирования детали в кастрюле в воде в течение полчаса.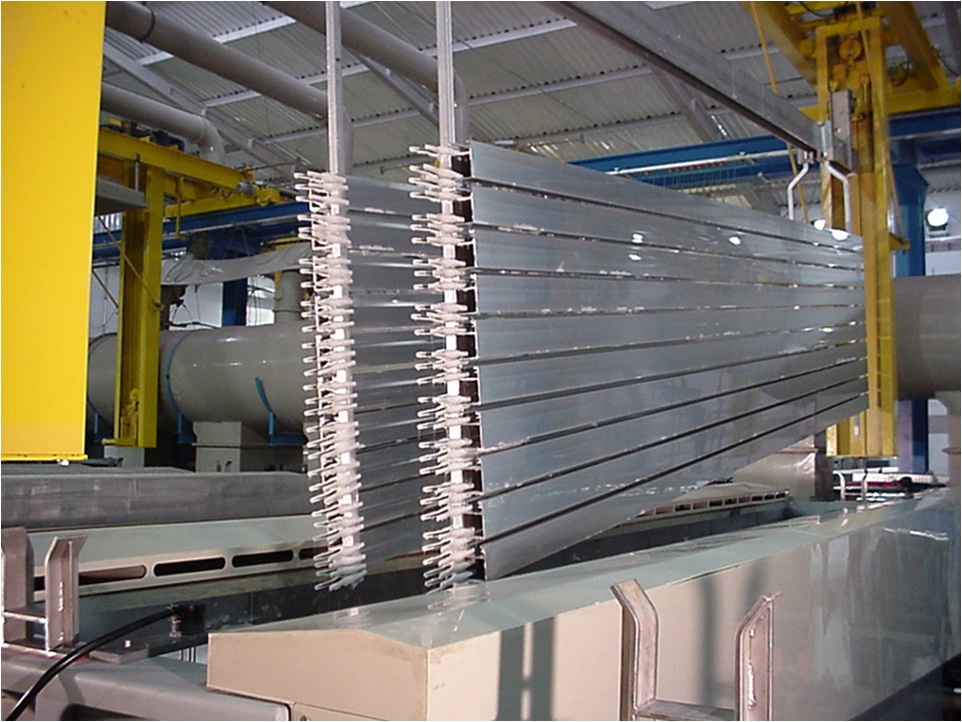 Лучше использовать дистиллированную воду. Также детали можно подержать на паровой бане, также на протяжении получаса.
Лучше использовать дистиллированную воду. Также детали можно подержать на паровой бане, также на протяжении получаса.
Вы уже знаете, что существует несколько технологий анодирования алюминия и деталей из него. Они отличаются условиями рабочего процесса, а если быть конкретнее – то температурой електролита, которая является основным фактором, который влияет на качество анодного защитного слоя. В домашних условиях предпочтительнее выбрать вариант холодного анодирования, ведь в этом случае покрытие получается качестве и толще, а деталь приобретает красивый оттенок и блеск.
Анодирование алюминия в домашних условиях
0 votes
+
Голос за!
–
Голос против!
В защите от ржавчины и коррозии нуждается каждый металл, в том числе и алюминий, который очень часто используется обывателями в домашних условиях. Если создать на поверхности алюминия плотную и толстую окисную пленку, этого будет вполне достаточно для торможения дальнейшей коррозии, что получается в процессе проведения анодирования алюминия. Самые механически прочные и стойкие пленки получаются при низкотемпературном тонкослойном анодировании алюминия, чем вы и будете заниматься.
Самые механически прочные и стойкие пленки получаются при низкотемпературном тонкослойном анодировании алюминия, чем вы и будете заниматься.
Содержание:
- Вопросы безопасности
- Подготовительные работы
- Изготовление электролита
- Режимы обработки
- Ванна для анодирования
- Процесс анодирования
Вопросы безопасности
Провести качественно анодирование в домашних условиях – несложно. Безопаснее и удобнее заниматься данной работой на улице или балконе. В ходе процесса вас ждет несколько опасных для здоровья моментов.
Кислота является очень едкой штукой. Хотя она и находится в сильно разбавленном виде и вызывает при попадании на кожу всего лишь слабый зуд, но если она попадет в глаза – может спровоцировать серьезнейшие травмы! Потому желательно при анодировании стали работать в защитных очках и под рукой всегда иметь ведро с водой или слабым содовым раствором.
Во время процедуры анодирования совершается выделение на аноде кислорода, а на катоде – водорода. После смешивания этих газов они образуют известный гремучий газ, который, в принципе, является тем же динамитом. Поэтому при анодировании в закрытом помещении можно погибнуть от первой искры.
После смешивания этих газов они образуют известный гремучий газ, который, в принципе, является тем же динамитом. Поэтому при анодировании в закрытом помещении можно погибнуть от первой искры.
Подготовительные работы
Помните, что детали после анодирования становятся больше по размерам. Толщина защитного анодного слоя обычно составляет 0,05 миллиметров. К примеру, резьбы, что раньше закручивались впритирку, после процесса анодирования вообще перестанут закручиваться, так как болту в гайке в этом случае станет теснее на 0,2 миллиметра. А шлифовать анодированную практически невозможно.
Полезно отполировать изделия до зеркального блеска на полировочном кругу. Таким образом, сильно выиграет эстетика детали и снизится вероятность при анодировании «прогара». К слову сказать, анодный слой не маскирует дефекты поверхности – они будут заметны и на обработанном изделии.
Перед гальваникой алюминий нужно хорошо обезжирить. Не стоит держать металл в горячем едком натрии или калии, как это рекомендуется в заводских технологиях, потому что заметно портится чистота поверхности. Лучше использовать кусок хозяйственного мыла и зубную щетку, ведь вам предстоит работать с мелкими деталями. Сначала промойте изделие в теплой воде, затем в холодной.
Лучше использовать кусок хозяйственного мыла и зубную щетку, ведь вам предстоит работать с мелкими деталями. Сначала промойте изделие в теплой воде, затем в холодной.
Очень эффективно действует стиральный порошок: его нужно растворить в горячей воде в пластиковой емкости. Затем следует высыпать туда изделия и хорошо потрясти посудину. После промывки тщательно высушите детали горячим воздухом. Не переживайте за мелкие следы жира: после обезжиривания изделие в руки брать можно, потому что слой жира с пальцев окисляется кислородом моментально.
Изготовление электролита
Электролитом для анодирования в домашних условиях служит раствор в дистиллированной воде серной кислоты. Можно использовать и обычную воду из крана, но если можете взять дистиллированную – лучше выбрать её, так как в первом случае немного портится равномерность процесса – распределение на поверхности детали плотности тока.
Серную кислоту глупо делать самостоятельно, а вот дистиллированную воду – очень просто! Если на улице нет снега или дождя, то лед в морозильнике найдется всегда. Добыть дистиллированную воду и серную кислоту можно в местном автомагазине запчастей, ведь эти ингредиенты применяются с целью обслуживания аккумуляторов автомобилей.
Добыть дистиллированную воду и серную кислоту можно в местном автомагазине запчастей, ведь эти ингредиенты применяются с целью обслуживания аккумуляторов автомобилей.
Однако там продается кислота в разбавленном виде до плотности 1,27 грамм на сантиметр кубический под названием «Электролит для свинцового аккумулятора». Вам нужно этот электролит смешать с дистиллированной водой в пропорции 1:1.
Если вы возьмете стандартную 5-литровую канистру с электролитом и столько же воды, то в результате вы получите 10 литров раствора для анодирования. Этого хватит для мелких деталей, а для крупных стоит удвоить это количество.
Помните, что при смешивании кислоты с водой будет выделяться много тепла. Если налить воду в кислоту, она моментально вскипит, брызгая в лицо! Именно поэтому рекомендуется лить электролит в емкость с водой тонкой струей, постоянно помешивая стеклянной палочкой. И лучше одеть защитные очки! При попадании кислоты на одежду или кожу следует её немедленно смыть струей воды и промыть раствором соды.
Режимы обработки
Температура процесса анодирования металла составляет -10 – +10 градусов Цельсия. Растущий слой ниже -10 вполне хорош, однако не хватит напряжения, которое выдается блоком питания, для поддержания необходимой силы тока. Выше +10 градусов защитная пленка хоть и будет формироваться, но она получится нетвердой и бесцветной.
Однако рекомендуется прекращать процесс анодирования уже при 5 градусах выше нуля. А дело вот в чем, в углу ванны и на поверхности детали наблюдается разная температура, а при анодировании выделяется много энергии в виде тепла.
Но если не обеспечено принудительное перемешивание електролита, нельзя верить термометру! Однако перемешивать электролит стоит постоянно, ложкой, воздухом, насосом, это нужно для выравнивания температуры на поверхности изделия из алюминия. Иначе на детали образуются участки местного перегрева, а затем – пробои и растрав детали.
Анодная плотность тока должна находиться в пределе 1,6 – 4 Ампер на квадратный дециметр. В таких пределах будет нарастать красивый, окрашенный и плотный защитный анодный слой. Лучше всего додерживаться плотности тока от 2 до 2,2 Ампера/дм2. При меньшей силе тока покрытие будет расти медленно нетолстое. При большей силе тока, чем 4 Ампера/дм2 может возникнуть электрический пробой, и изделие будет быстро растравливаться.
В таких пределах будет нарастать красивый, окрашенный и плотный защитный анодный слой. Лучше всего додерживаться плотности тока от 2 до 2,2 Ампера/дм2. При меньшей силе тока покрытие будет расти медленно нетолстое. При большей силе тока, чем 4 Ампера/дм2 может возникнуть электрический пробой, и изделие будет быстро растравливаться.
Катодная плотность тока должна быть низкой. Чем ниже этот показатель, тем лучше, потому что это обеспечивает равномерный и мягкий режим распределения плотности тока по поверхности обрабатываемой детали, особенно если она большая. Поэтому запомните, что площадь катода из свинца должна быть в два раза больше площади детали (анода).
Процесс анодирования алюминиевого профиля не оговаривает значения напряжения анод-катод. Однако если ваша цепь имеет ненулевое сопротивление, то нужен приличный вольтаж блока питания. Причем желательно, чтобы вы использовали блок питания с несколькими выходными напряжениями. И вот почему.
Защитный слой, который растет на изделии, диэлектрик. По мере его возрастания постоянно растет его электрическое сопротивление. Чтобы поддерживать требуемую плотность тока, на протяжении всего процесса необходимо регулировать несколько раз силу тока при помощи переменного резистора.
Однако напряжения может не хватить, когда анодный слой станет достаточно толстым. В этом случае нужно добавить напряжения. Поэтому блок питания должен обеспечить на выходе хотя бы два напряжения.
Ванна для анодирования
Перед работой необходимо подготовить оборудование для анодирования. Обычно требуется несколько ванн: для обработки маленьких деталей, недлинных и длинных изделий. Они должны быть из алюминия. Подходящим вариантом также является полиэтилен. В качестве маленькой емкости можно использовать пищевой контейнер или длинный цветочный пластиковый горшок.
Дно и стенки пластиковой ванны желательно покрыть листами алюминия. Можно из листа алюминия вырезать выкройку и согнуть импровизированную «емкость». Смысл этого заключается в обеспечении равномерной плотности тока со всех сторон изделия.
Можно из листа алюминия вырезать выкройку и согнуть импровизированную «емкость». Смысл этого заключается в обеспечении равномерной плотности тока со всех сторон изделия.
Ванна должна отличаться хорошей теплоизоляцией корпуса, иначе в противном случае электролит будет в ней нагреваться слишком быстро, и его придется чаще менять. Самым простым решением станет оклейка ванны толстым слоем пенопласта – 2-4 сантиметра. Также можете закрепить ванну внутри коробки и промежуток залить строительной пеной.
После этого следует изготовить для ванны свинцовый катод. Его можно сделать из листового свинца, сняв последний с толстых электрокабелей. Напомним, что площадь катода должна в два раза превышать площадь поверхности обрабатываемого изделия. При этом не учитывается поверхность катода, которая прислонена к стенке. В катодной пластине должны присутствовать отверстия для выхода газа.
Вы можете собрать катод из нескольких кусков свинца, если нет одного. Куски рекомендуется паять мощным паяльником, толстым швом вдоль стыков. Постарайтесь, чтобы катод повторял конфигурацию поверхности детали, обращенной к нему. Вывод из ванны контакта выполните полоской того же материала. Хотя также принято использовать и толстый медный провод в изоляции. Место припайки изолируйте силиконовым герметиком.
Куски рекомендуется паять мощным паяльником, толстым швом вдоль стыков. Постарайтесь, чтобы катод повторял конфигурацию поверхности детали, обращенной к нему. Вывод из ванны контакта выполните полоской того же материала. Хотя также принято использовать и толстый медный провод в изоляции. Место припайки изолируйте силиконовым герметиком.
Процесс анодирования
Итак, в пластиковую ванну вы залили электролит, на выходе имеется блок питания с током. Для регулирования силы тока к цепи при анодировании титана или алюминия подключите проволочный переменный резистор. В емкости находятся 2 предмета: свинцовый катод в виде пластины и анод – обрабатываемое изделие. При подаче на них тока происходит выделение кислорода и начинает расти анодный защитный слой.
При создании качественного электрического контакта между свинцом и деталью вы будете наблюдать микропузырьки кислорода, что медленно поднимаются со всей поверхности изделия. Их диаметр крайне мал, их течение напоминает струйки дыма. Длительность процесса стоит контролировать визуально – по окрасу детали.
Длительность процесса стоит контролировать визуально – по окрасу детали.
Для мелких деталей она составляет 20-30 минут, для больших изделий – час-полтора.
После того, как деталь полностью покроется налетом серо-голубого цвета, её следует достать из ванной, вымыть под струей холодной воды и протереть ваткой, что смочена в крепком марганцовом растворе, для удаления побочных продуктов реакции. Поверхность должна быть блестящей, светло-серой, гладкой.
После процесса анодирования дома некоторые изделия приобретают темно-матовый оттенок, все зависит от режима анодирования. Для окраски анодированных изделий погрузите их в раствор анилинового красителя, что подогрет до 50—60 градусов по Цельсию. Перед работой раствор профильтруйте, потому что мелкие крупинки нерастворившегося красителя способны образовывать на поверхности металла пятна. Интенсивность окраски обычно составляет не больше 15—20 минут.
После того, как деталь приобрела красивый оттенок и твердый, не рыхлый защитный слой, необходимо его зафиксировать. Дело в том, что это покрытие на микроуровне имеет пористую структуру, которая является проницаемой для воздуха и воды. Такой слой металл хорошо защищает от механических повреждений, но слаб против химического.
Дело в том, что это покрытие на микроуровне имеет пористую структуру, которая является проницаемой для воздуха и воды. Такой слой металл хорошо защищает от механических повреждений, но слаб против химического.
Существует несколько методов, которые помогают закрыться микропорам. Самый простой – проварить после анодирования детали в кастрюле в воде в течение полчаса. Лучше использовать дистиллированную воду. Также детали можно подержать на паровой бане, также на протяжении получаса.
Вы уже знаете, что существует несколько технологий анодирования алюминия и деталей из него. Они отличаются условиями рабочего процесса, а если быть конкретнее – то температурой електролита, которая является основным фактором, который влияет на качество анодного защитного слоя. В домашних условиях предпочтительнее выбрать вариант холодного анодирования, ведь в этом случае покрытие получается качестве и толще, а деталь приобретает красивый оттенок и блеск.
Процесс анодирования алюминия
Анодирование алюминия или его анодное окислениерассматривается многими предпринимателями, как одно из самых перспективных направлений обработки алюминия и его сплавов.
Сущность анодирования алюминия
Почему? Что такого особенного в этом незамысловатом с точки зрения химии процессе? А главное в чем его экономическая выгода? Давайте разбираться.
Как известно, алюминий самый распространенный металл на Земле, а кроме того еще и самый востребованный. Химические и физические свойства алюминия позволяют использовать его практически повсеместно: в машиностроении, авиации, космической промышленности, электро- и теплотехнике и пр. Алюминий на открытом воздухе быстро окисляется и образует на поверхности защитную микропленку, которая делает металлоизделия из алюминия химически более инертными. Однако эта естественная защита слишком мала, поэтому алюминий и его всевозможные сплавы не вечны: со временем они легко подвергаются коррозии.
Защитить изделия из алюминия, сделать их более твердыми и долговечными можно двумя способами: окрасить их с помощью порошковых красок или оксидировать, т.е. искусственно создать на его поверхности толстую пленку. Оксидирование в свою очередь подразделяется на два подвида: химическое оксидирование в растворах хрома и собственно анодирование с помощью анодной поляризации изделия в электролите.
Оксидирование в свою очередь подразделяется на два подвида: химическое оксидирование в растворах хрома и собственно анодирование с помощью анодной поляризации изделия в электролите.
Преимущества окрашивания в том, что готовые изделия внешне более эффектны: получаемый цвет ровнее, ярче, возможных оттенков окрашивания больше, легче получить нужную текстуру. Однако анодирование гораздо менее зависимо от качества поставляемых материалов, да и производственные линии устроены проще. Кроме того, спектр цветов и оттенков анодированных металлоизделий становится с каждым годом все больше и больше. Сейчас доступно даже радужное анодирование с созданием на поверхности изделия переливающегося блестящего покрытия.
Технология анодирования алюминия
Производственный процесс анодирования алюминия условно делится на три этапа:
1. Подготовительный – на этом этапе алюминиевое изделие необходимо тщательно механически и электрохимически обработать. От того, как качественно будет проведен этот процесс будет зависеть конечный результат. Механическая обработка подразумевает очищение поверхности, ее шлифовка и обезжиривание. Затем изделие сначала помещают в щелочной раствор, где происходит так называемое “травление”, а после – в кислотный, для осветления изделия. Последний шаг – промывка изделия. Промывка проводится в несколько стадий, так как крайне важно удалить остатки кислоты даже в труднодоступных участках изделия.
От того, как качественно будет проведен этот процесс будет зависеть конечный результат. Механическая обработка подразумевает очищение поверхности, ее шлифовка и обезжиривание. Затем изделие сначала помещают в щелочной раствор, где происходит так называемое “травление”, а после – в кислотный, для осветления изделия. Последний шаг – промывка изделия. Промывка проводится в несколько стадий, так как крайне важно удалить остатки кислоты даже в труднодоступных участках изделия.
2. Химическое анодирование алюминия – изделие прошедшее первичную обработку подвешивают на специальные кронштейны и помещают в ванну с электролитом между двумя катодами. В качестве электролитов могут выступать растворы серной, щавелевой, хромовой и сульфосальциловой кислот иногда с добавлением органической кислоты или соли. Серная кислота – самый распространенный электролит, однако он не подходит для сложных изделий с мелкими отверстиями или зазорами. Для этих целей лучше подходят хромовые кислоты. Щавелевая кислота в свою очередь создает наилучшие изоляционные покрытия разных цветов.
Щавелевая кислота в свою очередь создает наилучшие изоляционные покрытия разных цветов.
Вид, концентрация, температура электролита, а также плотность тока напрямую влияют на качество анодирования. Чем выше температура и ниже плотность тока, тем быстрее происходит анодирование, пленка получается мягкая и очень пористая. Соответственно чем ниже температура и выше плотность тока, тем тверже покрытие. Диапазон температур в сернокислом электролите колеблется от 0 до 50 градусов по Цельсию, а диапазон плотности от 1 до 3 А/дм2. Концентрация электролита может колебаться в пределах 10-20 % от объема в зависимости от требований технической документации.
3.Закрепление – непосредственно после анодирования поверхность изделия выглядит очень пористой. Чем больше пор – тем мягче поверхность. Поэтому, чтобы изделие получилось крепким и долговечным, поры нужно закрыть. Сделать это можно, окунув изделие в почти кипящую пресную воду, обработав под паром, либо поместив в специализированный “холодный” раствор.
Если изделие предполагается окрасить в какой-нибудь цвет, его не “закрепляют”, так как краска прекрасно заполнит пустое пространство в порах.
Оборудование для анодирования алюминия делится на 3 вида: основное (ванны для анодирования), обслуживающее (обеспечивает непрерывную работу линии, подает ток в ванны и т.д.) и вспомогательное (на нем осуществляется подготовка алюминиевых изделий, их перемещение по линиям, складирование и пр.).
Разновидности анодирования
На сегодняшний день можно встретить компании предоставляющие различные услуги по анодированию алюминия. Это и классическое, и твердое, и цветное анодирование. Некоторые организации предлагают анодировать алюминий в домашних условиях. Каждое направление имеет свои интересные особенности, о которых мы и поговорим дальше.
Твердое анодирование алюминия – это особый способ получения сверхпрочной микропленкина поверхности алюминиевой детали. Он получил небывалое распространении в авиа, космо и автостроении, архитектуре и схожих областях. Суть процесса в том, что для анодирования берется не один электролит, а несколько в определенной комбинации. Так одна из запантенованных методик подразумевает смешение серной, щавелевой, винной, лимонной и борной кислот в пропорции 70-160/30-80/5-20/2-15/1-5 г/л. и постепенным увеличением плотности тока с 5 до 28 В. при температуре раствора до 25 градусов по Цельсию. Твердость покрытия достигается благодаря изменению структуры пористых ячеек анодной пленки.
Он получил небывалое распространении в авиа, космо и автостроении, архитектуре и схожих областях. Суть процесса в том, что для анодирования берется не один электролит, а несколько в определенной комбинации. Так одна из запантенованных методик подразумевает смешение серной, щавелевой, винной, лимонной и борной кислот в пропорции 70-160/30-80/5-20/2-15/1-5 г/л. и постепенным увеличением плотности тока с 5 до 28 В. при температуре раствора до 25 градусов по Цельсию. Твердость покрытия достигается благодаря изменению структуры пористых ячеек анодной пленки.
Цветное анодирование алюминия – технология изменения цвета анодированной детали. Производится как до, так и после расположение детали в электролите. Бывает 4 видов:
Первое – адсорбационное окрашивание – происходит сразу после перемещения элемента из ванной с электролитом, т.е до заполнения пор. Деталь также погружают в раствор с красителем, разогретым до определенной температуры (55-75 град. по Цельсию), на некоторое время (обычно от 5 до 30 минут), а затем дополнительно уплотняют, чтобы увеличить окрашенный слой.
по Цельсию), на некоторое время (обычно от 5 до 30 минут), а затем дополнительно уплотняют, чтобы увеличить окрашенный слой.
Второе – электролитическое – оно же черное анодирование алюминия – это получение сначала бесцветной анодной пленки, а затем продолжение процесса в кислом растворе солей некоторых металлов. Цвет готового изделия получается от слабобронзового до черного. Анодирование алюминия в черный цвет востребовано в производстве строительных профилей и панелей.
Третий вид – интерференционное окрашивание – то же, что и предыдущее, но позволяет получить большее количество оттенков благодаря формированию специального светоотражающего слоя.
Ну и наконец, четвертый вид – интегральное окрашивание – в раствор электролита для анодированию добавляют органические соли, благодаря которым и происходит покраска изделия.
Теперь вы получили общее представление о процессе анодирования. Как видно из всего сказанного – электрохимическое оксидирование позволяет добиться самых разных результатов, не тратя при этом огромных денег на организацию процесса. Не удивительно, что в нем так заинтересованы многие предприниматели.
Не удивительно, что в нем так заинтересованы многие предприниматели.
2.3 Анодирование алюминия
Анодное оксидирование алюминия – процесс получения на алюминии оксидной пленки химически или электрохимически из растворов кислот и щелочей. В качестве электролита при электрохимическом анодировании применяются: серная, фосфорная, щавелевая, сульфосалициловая кислота и хромовый ангидрид. Анодирование в основном идет при повышенном напряжении, в зависимости от электролита от 24 до 120 В.
При прохождении тока через электролит в зависимости от его состава образующиеся продукты реакции на алюминиевом аноде могут полностью растворяться, образовывать на поверхности металла прочно сцепленное компактное и электроизоляционное оксидное покрытие толщиной 1,4 нм/ В или частично растворяться в электролите и образовывать пористое оксидное покрытие толщиной в десятки и сотни мкм.
Существуют две теории образования и роста анодно-оксидных покрытий: струткурно-геометрическая и коллоидно-электрохимическая.
С позиции первой теории при наложении на алюминиевый электрод анодного напряжения (т.е подключение его к (+) ) сначала формируется компактная оксидная пленка, наружная часть которой в электролитах, растворяющих оксид, начинает растворяться в дефектных местах и переходить в пористое покрытие. Дальнейший рост анодно-оксидного покрытия происходит на дне образовавшихся пор за счет превращения все более глубоких слоев металла в оксид. Покрытие состоит из гексагональных ячеек. Прилегающий к металлу барьерный слой толщиной 1-1,1 нм, состоит из беспористых ячеек. Ячейки пористого слоя имеют в середине одну пору. Диаметр пор и их число зависят от природы электролита и режима анодирования. Под действием электролита оксид, образующий стенки ячеек, гидратируется. При этом происходит адсорбция воды, анионов электролита и продуктов анодной реакции.
С позиции второй теории образование анодно-оксидных покрытий начинается с возникновения мельчайших частиц оксида, происходящего в результате встречи потока ионов. Адсорбция анионов и воды обуславливает отрицательный заряд частиц. С увеличением числа частиц они превращаются в полиионы – палочкообразные мицеллы, которые образуют скелет ориентированного геля оксида алюминия. В него внедряются анионы электролита. Под действием отрицательного заряда мицеллы подходят к поверхности и сращиваются с металлом. Наряду с процессами образования мицеллярных слоев с участием анионов протекают сопряженные процессы растворения образующегося оксида.
Адсорбция анионов и воды обуславливает отрицательный заряд частиц. С увеличением числа частиц они превращаются в полиионы – палочкообразные мицеллы, которые образуют скелет ориентированного геля оксида алюминия. В него внедряются анионы электролита. Под действием отрицательного заряда мицеллы подходят к поверхности и сращиваются с металлом. Наряду с процессами образования мицеллярных слоев с участием анионов протекают сопряженные процессы растворения образующегося оксида.
Состав и свойства анодно-оксидных покрытий
Тонкие и беспористые анодно-оксидные покрытия представляют собой в основном безводный оксид алюминия, который в чистом виде располагается у границы с металлом. В тонкие беспористые покрытия внедряются от 0,6 до 20% борного ангидрида (электролиты с борной кислотой), значительное количество других ионов.
На границе раздела оксид-электролит находят небольшую часть гидратированного оксида алюминия Al2O3*H2O (бемит).
Пористые анодно-оксидные покрытия состоят в основном из аморфного оксида алюминия и частично включают гамма-Al2O3 . Содержание воды в покрытиях, полученных в сульфатных и оксалатных электролитах, достигает 15%. В зависимости от условий формирования вода в оксидном покрытии может находиться в составе бемита или байерита (Al2O3*3H2O). Покрытия содержат значительное количество анионов электролитов.
Цветные покрытия (получение напрямую из электролита)
Анодно-оксидные покрытия, полученные, например, в оксалатном электролите, имеют обычно желтоватый оттенок. Если в этом электролите алюминий и его сплавы анодируются вначале переменным, а затем постоянным током, покрытия получаются окрашенными в цвет от светло-соломенного до золотистого и бронзового.
Окрашивание анодных покрытий (получение пористого покрытия и окраска в отдельном растворе)
Прозрачные и полупрозрачные защитно-декоративные покрытия алюминия и его сплавов окрашивают в водных прямых кислотных органических красителей.
Содержание красителей в растворах колеблется от 0,1-0,5 г/л для светлых тонов до 5 для интенсивного и 10-15 для черного цвета. Температура растворов 50-70, время окрашивания от 300 до 1800 с.
Окраска покрытий, полученных в различных электролитах, различается из-за различия свойств пористости и естественного цвета покрытия.
Для получения необходимых цветов окраски используют смеси анилиновых красителей.
Некачественная окраска удаляется в растворе перманганата калия и азотной кислоты.
Кроме органических красителей применяются и неорганические.
Ограниченную цветовую гамму, но более светостойкую окраску анодно-оксидных покрытий получают реакцией двойного обмена в растворах неорганических солей
Окисные пленки, полученные из сернокислого электролита, обладают высокой адсорбционной способностью и стойкостью против коррозии. Важным достоинством этого электролита является то, что в нем можно анодировать почти все алюминиевые сплавы. Не рекомендуется применять анодирование в серной кислоте только для деталей, имеющих узкие щели, зазоры, клепаные или сварные соединения во избежание коррозии металлов, от следов электролита.
Анодирование производится и электролите состава г/л:
серная кислота H2SO4 – 170-200
температура 15-25 °С.
Анодную плотность тока выбирают с учетом состава обрабатываемого сплава, Алюминий и плакированный металл анодируют при плотности тока 1-2 А/дм2 и напряжении 10-15 В; дюралюминий и силумин – при плотности тока 0,5-1 А/дм2 и напряжении 12-20 В. Продолжительность анодирования 30-50 мин. В качестве катода используют свинец; отношение площади катодов к плошали анодов 1:1 или 2:1.
При повышении температуры электролита и плотности тока продолжительность анодирования может быть сокращена, но качество пленки при этом ухудшается. Поэтому при длительной работе ванн электролит следует охлаждать водяными рубашками или свинцовыми и титановыми змеевиками.
Детали загружают в ванну на подвесках, изготовленных из алюминия. От качества электрического контакта между подвесками и деталями зависит качество получаемой пленки. В случае неплотного контакта происходит местный разогрев металла, из-за чего может произойти разрыхление пленки и растравливание детали. Для обеспечения надежного контакта изготовляют специальные приспособления с пружинными или винтовыми зажимами, детали закрепляют туго натянутой алюминиевой проволокой. Анодную пленку с приспособлений, используемых неоднократно, перед каждой новой загрузкой следует удалять в растворе щелочи.
В случае неплотного контакта происходит местный разогрев металла, из-за чего может произойти разрыхление пленки и растравливание детали. Для обеспечения надежного контакта изготовляют специальные приспособления с пружинными или винтовыми зажимами, детали закрепляют туго натянутой алюминиевой проволокой. Анодную пленку с приспособлений, используемых неоднократно, перед каждой новой загрузкой следует удалять в растворе щелочи.
| Дефект | Причина дефекта | Способ устранения |
| Отсутствие пленки на отдельных местах | Плохой контакт детали с подвеской | Улучшить контакт |
| Прожог металла | Неплотный контакт детали с подвеской | Улучшить контакт |
| Соприкосновение деталей друг с другом | Увеличить расстояние между деталями | |
| Короткое замыкание между деталью и катодом | Устранить короткое замыкание | |
| Хрупкость пленки | Температура электролита ниже 15 °С | Повысить температуру электролита |
| Растравливание анодной пленки | Температура электролита выше 25 °С | Охладить электролит |
| Большая продолжительность анодирования | Уменьшить время анодирования | |
| Большая концентрация кислоты | Откорректировать электролит | |
| Темные пятна и полосы, рыхлая пленка | Содержание алюминия в электролите более 30 г/л | Удалить окислы алюминия декантацией |
После окончания процесса анодирования детали тщательно промывают в проточной воде до полного удаления следов электролита и подвергают дополнительной обработке: уплотнению для повышения коррозионной стойкости анодной пленки или окрашиванию для улучшения декоративной отделки. Эти процессы возможны благодаря высокой (до 30% объема) пористости анодной пленки и ее способности поглощать водные растворы.
Эти процессы возможны благодаря высокой (до 30% объема) пористости анодной пленки и ее способности поглощать водные растворы.
Уплотнение анодных пленок проводится обработкой их горячей водой или растворами хроматов. В обоих случаях окись алюминия гидролизуется, увеличиваясь в объеме, и заполняет поры. Обработку в горячей воде ведут при температуре 95-100 °С в течение 20-30 мин. Хроматную обработку ведут в растворе, содержащем 80-100 г/л бихромата натрия или калия при температуре 80-90 °С в течение 10-15 мин. Анодная пленка приобретает при этом лимонно-желтый цвет.
Удаление дефектной анодной пленки без нарушения размеров детали производят в растворе, содержащем хромовый ангидрид CrO317-20 г/л и фосфорную кислоту H3PO4 35 г/л. Температура 90-100 °С. Применяется также раствор едкого натра с концентрацией 100 r/л. Температура раствора 70-90 С.
При анодировании в щавелевокислом электролите получаются пленки, обладающие хорошими электроизоляционными свойствами. Они непрозрачны, окрашены в декоративные золотистые тона. В этом электролите можно обрабатывать литейные сплавы алюминия, содержащие до 5% меди или 4% кремния. Анодирование ведется на постоянном или переменной токе.
Они непрозрачны, окрашены в декоративные золотистые тона. В этом электролите можно обрабатывать литейные сплавы алюминия, содержащие до 5% меди или 4% кремния. Анодирование ведется на постоянном или переменной токе.
Анодирование постоянным током производят в электролите состава г/л:
щавелевая кислота H2C2O4 – 30- 50 г/л.
Режим работы: температура электролита 15-25 °С, анодная плотность тока 1-2 А/дм2, напряжение на ванне 40-60 В (к концу электролиза достигает 60-70В).
Для получения твердых пленок с хорошими электроизоляционными свойствами их толщина должна быть не менее 25-40 мкм.
Вредными примесями, ухудшающими качество анодирования, являются хлор и алюминии. Их допустимая концентрация в электролите составляет соответственно 0,04 г/л и 30 г/л.
Хромовокислые электролиты анодирования рекомендуются для получения защитных анодных пленок на деталях сложной конфигурации, имеющих клепаные и сварные соединения. Анодные пленки, получаемые из этого электролита, бесцветны, отличаются повышенной коррозионной стойкостью (применяются без дополнительной обработки), малой пористостью, высокой пластичностью и эластичностью, но характеризуются меньшей твердостью и износостойкостью по сравнению с оксидными пленками из сернокислых и щавелевокислых электролитов.
Электролит содержит г/л:
хромовый ангидрид CrO3 90-100 г/л
Плотность тока до 2 А/дм2. Температура электролита 35-40 °С. Продолжительность процесса анодирования 50-60 мин. Напряжение на ванне составляет 40-50 В, затем постепенно повышается до 100 В.
Скорость формирования оксидной пленки значительно зависит от температуры электролита, которую нужно поддерживать с точностью ±2 °С. Анодная пленка в зависимости от марки сплава имеет цвет от серого до коричневого с толщиной 3-4 мкм.
В процессе анодирования в электролите накапливается алюминий, уменьшается концентрация свободной хромовой кислоты за счет ее связывания алюминием и катодного восстановления шестивалентных ионов хрома до трехвалентных.
Так как работоспособность электролита определяется содержанием свободной хромовой кислоты, то требуется периодическое корректирование электролита добавлением хромового ангидрида, концентрацию которого можно доводить до 250 г/л.
При анодировании в хромовокислом электролите используют катоды из нержавеющей стали Х18Н9Т или алюминия марки А0. Для уменьшения скорости побочного процесса катодного восстановления шестивалентных ионов хрома отношение поверхности катода к поверхности обрабатываемых деталей не должно превышать 5:1.
Для уменьшения скорости побочного процесса катодного восстановления шестивалентных ионов хрома отношение поверхности катода к поверхности обрабатываемых деталей не должно превышать 5:1.
Вредной примесью при анодировании являются сульфат-ноны, они замедляют процесс анодирования и ухудшают качество получаемых пленок. При составлении электролита сульфат-ноны удаляют введением углекислого бария.
Технология анодирования алюминиевых профилей – статья про фасадный профиль
Анодирование в обобщенном смысле – это электрохимический процесс образования стабильных оксидных покрытий на поверхности металлов. Анодные покрытия на алюминии могут формироваться с применением большого количества электролитов при постоянном токе, переменном токе или их комбинации. Для анодирования алюминиевых прессованных профилей обычно применяется электролиты только на основе серной кислоты, иногда с добавкой щавелевой кислоты [1].
Различие между анодированием и окрашиванием
Анодное покрытие образуется в результате реакции алюминия с ионами электролита. Получаемое покрытие имеет больший объем, чем исходное алюминиевое основание. Поэтому после анодирования обычно происходит увеличение размеров изделия. При обычном сернокислом анодировании это увеличение размера составляет около одной трети толщины анодного покрытия.
Получаемое покрытие имеет больший объем, чем исходное алюминиевое основание. Поэтому после анодирования обычно происходит увеличение размеров изделия. При обычном сернокислом анодировании это увеличение размера составляет около одной трети толщины анодного покрытия.
Основное «размерное» отличие между анодным покрытием и слоем краски на алюминиевом изделии заключатся в следующем. Анодное покрытие образуется из самого алюминия, тогда как слой краски, например, жидкой, дополнительно наносится на поверхность алюминия (рисунок 1).
Рисунок 1 – Размерные различия между анодным покрытием и слоем краски
Процесс анодирования алюминиевых профилей
Существует много способов анодирования алюминиевых изделий в зависимости от их размеров. Например, алюминиевые заклепки, можно анодировать насыпью с помощью специального вращающегося барабана. Прессованные алюминиевые профили, которые обычно имеют длину от 6 до 8 м, анодируют на специальных навесках. Конструкция навесок обеспечивает надежное закрепление профилей и плотный электрический контакт для всех профилей. На одной навеске может устанавливаться до нескольких десятков профилей в один, два или более рядов (рисунок 2).
Конструкция навесок обеспечивает надежное закрепление профилей и плотный электрический контакт для всех профилей. На одной навеске может устанавливаться до нескольких десятков профилей в один, два или более рядов (рисунок 2).
Рисунок 2 – Схема процесса анодирования навески алюминиевых профилей [2]
В качестве источника тока при анодировании алюминия могут применяться источники постоянного или переменного тока, а также их комбинация. В стандартном сернокислом анодировании обычно применяют выпрямители постоянного тока с напряжением 24 вольта.
Структура анодного покрытия
Известно, что анодное покрытие состоит из двух слоев. Пористый слой оксида алюминия вырастает на относительно тонком сплошном слое, который называют барьерным слоем (рисунок 3). Толщина этого барьерного слоя зависит от состава электролита и технологических параметров анодирования.
Рисунок 3 – Структура анодной ячейки
При сернокислом анодировании скорость роста пористого слоя постоянна при постоянной плотности тока. При плотности тока 1,3 А/дм2 она составляет 0,4 мкм/мин. Так как толщина барьерного слоя остается постоянной, то эта скорость роста должна соответствовать скорости растворения оксида алюминия внутри поры.
При плотности тока 1,3 А/дм2 она составляет 0,4 мкм/мин. Так как толщина барьерного слоя остается постоянной, то эта скорость роста должна соответствовать скорости растворения оксида алюминия внутри поры.
Размеры оксидных ячеек анодного покрытия зависят от технологических параметров анодирования. Типичные размеры анодных ячеек для сернокислого анодного покрытия [2]:
- Диаметр пор: 14,5-18 нм
- Плотность размещения пор: 40-80·109 пор/см2
- Диаметр ячейки: 40-53 нм
- Пористость: 15 %
- Толщина барьерного слоя: 14-18 нм
- Толщина пористого слоя: 5-25 мкм
Технологические параметры сернокислого анодирования
Сернокислый электролит
Для анодирования алюминиевых прессованных профилей во всем мире обычно применяют электролиты на основе серной кислоты.
Qualanod задает для сернокислого электролита следующие параметры [2]:
- Концентрация свободной серной кислоты должна быть не выше 200 г/л при колебании внутри интервала 10 г/л от заданной величины;
- Концентрация алюминия должна быть не выше 20 г/л, предпочтительно в интервале от 5 до 15 г/л.

Температура ванны анодирования
Указания Qualanod по температуре ванны анодирования [2]:
- для заданной толщины анодного слоя 5 мкм и 10 мкм: не выше 21 ºС
- для заданной толщины анодного слоя толщины 15 мкм, 20 мкм и 25 мкм: не выше 20 ºС.
Плотность тока
Qualanod рекомендует среднюю плотность тока [2]:
• 1,2 – 2,0 A/дм² для анодного покрытия толщиной 5 мкм и 10 мкм
• 1,4 – 2,0 A/дм² для анодного покрытия толщиной 15 мкм
• 1,5 – 2,0 A/дм² для анодного покрытия толщиной 20 мкм
• 1,5 – 3,0 A/дм² для анодного покрытия толщиной 25 мкм.
Алюминиевые сплавы для анодированных профилей
Для алюминиевых профилей, которые будут подвергаться анодированию, обычно применяют сплавы 6060 и 6063 с некоторыми ограничениями по содержанию магния и кремния, а также примесных элементов, таких как, железо, медь и цинк.
Обычно, чем чище алюминий и чем меньше в нем легирующих элементов, тем лучше он анодируется. Повышенное содержание примесей в сплаве приводит к образованию в анодном покрытии включений, которые неблагоприятно влияют на однородности его внешнего вида.
См. о влиянии химического состава алюминиевых сплавов на качество анодированных профилей здесь.
Изменение толщины анодного покрытия в ходе анодирования
Толщина готового анодного покрытия зависит от общей длительности анодирования. Однако скорость роста толщины покрытия зависит от нескольких факторов, таких как, состав электролита, плотность тока и текущая длительность обработки.
В ходе анодирования происходят два конкурирующих процесса (рисунок 4):
- непрерывный рост толщины анодного покрытия и
- растворение анодного покрытия под воздействием электролита.
Рисунок 4 – Изменение толщины покрытия в ходе анодирования [2]
Теоретическая величина толщины покрытия при постоянной плотности тока подчиняется известному закону Фарадея. Из этого закона следует, что оксид алюминия растет пропорционально количеству электричества, которое проходит через анод (алюминиевый профиль).
Влияние температуры электролита
Увеличение температуры электролита приводит к пропорциональному увеличению скорости растворения образующегося анодного покрытия. В результате анодное покрытие становится более тонким, более пористым и более мягким.
Влияние плотности тока
Интервал плотности тока, который применяется в стандартном анодировании составляет от 1 до 2 А/дм2 и в некоторых случая – до 3 А/дм2. Плотность тока ниже 1 А/дм2 дает мягкие, пористые и тонкие покрытия. С увеличением плотности тока анодное покрытие формируется быстрее и с относительно меньшим растворением электролитом. Поэтому покрытие получается более твердым и менее пористым.
Влияние концентрации серной кислоты
Влияние повышенной концентрации серной кислоты на формирование анодного покрытия аналогично повышению температуры, хотя влияние температуры является более существенным. Высокая концентрация серной кислоты может ограничивать возможность получения анодного покрытия большой толщины из-за повышенной способности электролита растворять формирующийся пористый оксид алюминия.
Цветное анодирование
Для получения цветного анодного покрытия на алюминиевых профилях применяют два основных метода окрашивания (рисунок 5) :
- Адсорбционное окрашивание
- Электролитическое окрашивание
Адсорбционное окрашивание
Алюминиевые профили с бесцветным анодным покрытием без наполнения пор погружают в водный раствор органического или неорганического красителя. Поглощение красителя производится только на 3-4 микрона в глубину пор анодного покрытия (рисунок 5). Затем покрытие подвергают наполнению. Обычно применяют горячие растворы красителей – от 55 до 75 ºС, а длительность окрашивания – от 5 до 15 минут, иногда – 30 минут. Оптимальный диапазон величины рН раствора обычно составляет от 5 до 6.
Рисунок 5 – Основные методы окрашивания
анодированных алюминиевых профилей [2]
Электролитическое окрашивание
Электролитическое окрашивание заключается в погружении анодированного изделия в раствор, содержащий соли металлов и приложении к нему переменного и постоянного электрического тока. В таких условиях на дне пор образуется металлический осадок. Цвет анодного покрытия зависит от состава электролита. Такие металлы, как олово, никель и кобальт, дают цвета от бронзового до черного, медь дает красный цвет.
Цвет в определенной степени не зависит от толщины анодного покрытия, а зависит в основном от количества осажденного в поры металла. Так, 200 мг олова на квадратный метр поверхности дает светлую бронзу, 2000 мг – черный цвет [2].
Свойства анодного покрытия после электролитического окрашивания в целом аналогичны обычному (бесцветному) анодному покрытию. Стойкость цвета к воздействию солнечного света для большинства электролитов значительно выше, чем для адсорбционного окрашивания.
Наполнение анодных покрытий
Наполнение анодного покрытия – бесцветного и цветного – это последний технологический этап процесса анодирования. Этот этап является очень важным для долговечности анодного покрытия, в том числе, его внешнего вида.
Гидротермическое наполнение
Наполнение анодного покрытия в горячей воде обеспечивает полное блокирование анодных пор за счет образования различных видов гидратированного оксида алюминия, в основном, богемита [2].
Наполнение пор обычно производят путем погружения в воду при температуре 96-100 ºС при величине рН от 5,5 до 6,5. Длительность операции наполнения обычно составляет 2-3 минуты на каждый микрометр номинальной толщины анодного покрытия. Качество воды в ванне наполнения должно быть очень высокое. Такие загрязнители воды, как фосфаты, силикаты и фториды могут замедлять процесс наполнения пор.
Холодное наполнение
Известны так называемые «холодные» методы наполнения анодных покрытий, которые выполняются при температуре 25-30 ºС. В этом случае применяются растворы на основе фторидных соединения в присутствии солей никеля или кобальта [1, 2]. Применение этих методов требует высокой культуры производства и жесткого контроля качества наполнения. Кроме того, они требуют эффективной очистки стоков, содержащих тяжелые металлы.
Источники:
1. Specifications for the QUALANOD Quality Label for Sulfuric Acid-Based Anodizing of Aluminium, Edition 01. 01.2017.
2. TALAT Lecture 5203 – European Aluminium Association, 1994.
Смотрите также – навесные вентилируемые фасады Алюком.
компаний по анодированию алюминия | Услуги по анодированию алюминия
Тем не менее, анодирование может также применяться к таким металлам, как титан, где вместо этого оно будет называться анодированием титана.
Готовая продукцияВ архитектуре производители используют этот процесс для повышения структурной стабильности и прочности таких элементов, как крыши, внешние панели и оконные рамы. В автомобильной промышленности анодирование алюминия используется в качестве защитного кожуха для открытых алюминиевых деталей в автомагазинах, а также для нанесения последних штрихов на такие компоненты автомобиля, как отделка салона. Далее, анодирование алюминия повышает прочность защитных внешних корпусов электроники, такой как спутники, mp3-плееры, камеры и многое другое.
Продукты питания и напитки, как коммерческие, так и бытовые, выигрывают от устойчивости анодированных кастрюль, сковородок и другой кухонной посуды и столовых приборов. Наконец, в промышленном производстве производители выполняют анодирование алюминия на заводском оборудовании, таком как конвейеры, электролитические конденсаторы и весы.
Анодирование началось в 1920-х годах. Сначала в 1923 году британские граждане Гай Данстан Бенгоу и Джон Макартур Стюарт получили патент США на свой метод анодирования. Позже британское правительство задокументировало этот метод отделки, названный процессом Бенго-Стюарта, в своих оборонных спецификациях. Они использовали его для создания антикоррозионного покрытия на гидросамолётах.
Также в 1923 году японцы запатентовали анодирование щавелевой кислотой. Они, а позже и немцы, использовали этот процесс отделки в архитектуре. Четыре года спустя Гауэр и О’Брайен запатентовали свой процесс сернокислотного анодирования.
Несколько десятилетий спустя, между 1960-ми и 1970-ми годами, строители начали активно использовать анодированный алюминий в своих архитектурных проектах. В те годы анодирование алюминия стало очень популярным. С тех пор строительные материалы из анодированного алюминия были заменены материалами с порошковым покрытием и пластиком. Тем не менее, анодирование алюминия по-прежнему популярно, и нам не терпится увидеть, куда производители приведут его в будущем.
Существует множество областей применения, в которых используются неалюминиевые анодированные материалы. Примеры этих металлов включают титан, тантал, ниобий, цинк и магний.
Титан часто анодируют для улучшения ювелирных изделий и других декоративных предметов. Анодированный титан все чаще используется для изготовления обручальных колец, потому что он твердый и не вызывает аллергии.
Тантал — это материал, который после анодирования производители используют для изготовления конденсаторов и в декоративных целях. Производители могут манипулировать анодированным танталом, чтобы он отображал широкий спектр цветов. Они также могут контролировать толщину пленки, изменяя напряжение и температуру анодирования. Обычно толщина пленки анодированного тантала находится в диапазоне от 18 до 23 ангстрем на вольт.
Ниобий — еще один материал, который производители любят анодировать в декоративных целях. Анодированный ниобий – распространенный элемент памятных монет и украшений. Как и тантал, анодированный ниобий доступен в широком диапазоне цветов и толщины пленки.
Цинк — еще один металл, который сервисные службы анодируют альтернативными методами. Хотя они не часто анодируют его, когда они это делают, производители используют процесс, введенный Международной организацией по свинцу и цинку. Этот процесс создает оливково-зеленый, твердый и устойчивый к коррозии цинк.
Магний — это материал, который производители довольно регулярно анодируют. Производители могут запечатать его маслом, воском и подобными материалами. Анодированный магний популярен в качестве грунтовки под краску.
Описание процесса Для анодирования алюминия производители могут использовать различные методы. Однако в целом процесс выглядит примерно так:
1. Сначала производители устанавливают ванну с электролитическим раствором. Они могут или не могут улучшить это с помощью красителей.
2. Далее берут металл типа алюминия и погружают в раствор электролита.
3. После погружения металла производители пропускают постоянный ток через раствор электролита, вызывая выделение кислорода и водорода.
4. Когда это происходит, кислород реагирует на поверхности алюминия, действуя как анод (положительный электрон), а водород реагирует на его поверхности как катод (отрицательный электрон). Эти реакции проявляются в виде накопления оксида алюминия (или другого оксида, если металл не алюминий).
Дизайн При подготовке к анодированию детали или изделия производители думают о ряде аспектов применения, таких как желаемая толщина пленки, желаемая твердость пленки, желаемый цвет пленки и желаемые изменения металла. Исходя из этих соображений, производители могут принять решение о деталях процесса, таких как состав раствора/красителя, концентрация электролита, температура раствора, кислотность и текущее напряжение. Чтобы создать более толстые или твердые пленки, они будут использовать более слабые растворы в сочетании с более низкими температурами и более высокими напряжениями. Для производства более тонких или мягких пленок они будут делать противоположное.
Производители используют ряд различных систем для анодирования материалов. Хотя они предлагают клиентам комплекты для анодирования, они чаще всего сами используют оборудование для анодирования, включая анодирующие выпрямители и контроллеры для анодирования.
Анодирующие выпрямители преобразуют переменный ток (AC) в постоянный ток (DC). Производители используют этот постоянный ток для анодирования устойчивых к коррозии деталей. Это связано с тем, что при прохождении через конструкцию постоянный ток останавливает коррозию.
Контроллеры выпрямителя для анодирования представляют собой цифровые элементы управления, которые позволяют производителям тщательно управлять операциями анодирования. Они часто сочетаются с технологией ЧПУ и компьютерным программированием. С их помощью производители могут создавать анодированные детали и изделия с точными слоями и цветами.
Для выполнения анодирования алюминия производители используют один из трех основных процессов: анодирование хромовой кислотой (Тип I), анодирование серной кислотой (Тип II) и анодирование твердого покрытия серной кислотой, или твердое анодирование (Тип III).
Тип I — самый старый и наиболее часто используемый процесс анодирования. Чтобы заставить его работать, операторы сочетают химически активный металл с электролитическим процессом, в котором используется хромовая кислота. (Хромовая кислота представляет собой коррозионную окисляющую кислоту, которая совместима с большинством алюминиевых сплавов.) Они инициируют анодирование, присоединяя к обрабатываемому металлу анод, вырабатывающий кислород, а затем погружая металл в раствор электролита, через который проходит постоянный ток. На протяжении всего процесса производители увеличивают напряжение этого тока. Поскольку анод вырабатывает кислород, он создает оксидную пленку.
Тип I является хорошим вариантом для анодирования, но он уменьшает толщину алюминия только на 0,02–0,4 мила, что значительно меньше, чем скорость уменьшения, возможная для двух других типов. Кроме того, поскольку EPA (Агентство по охране окружающей среды) пометило выбросы хромовой кислоты как вредные для окружающей среды, возможность ее использования ограничена.
Типы II и III используют другой агрессивный раствор, раствор серной кислоты. Этот раствор кислоты, образованной из двуокиси серы, плотный и маслянистый. Оба процесса очень похожи, но различаются рабочей температурой и плотностью тока. Одним из примечательных подтипов анодирования типа II является светлое анодирование погружением.
Анодирование блестящим погружением — это процесс анодирования алюминия, в ходе которого производители придают алюминию блеск до различной степени блеска. Лучше всего работает с необработанным алюминием. Чем тверже производители покрытия из оксида алюминия позволяют наращивать его, тем ярче оно будет.
Анодирование алюминия типа III выполняется при более низких температурах и при более высокой плотности электрического тока, что приводит к увеличению анодного роста и более твердой поверхности.
Анодирование типов I, II и III — все процессы, которые можно применять только к алюминию и алюминиевым сплавам. Для анодирования неалюминиевых металлов производители могут использовать различные аналогичные процессы. Примеры включают хроматное конверсионное покрытие, прозрачное анодирование, цветное анодирование, черное анодирование, титановое анодирование и ряд специальных процедур анодирования.
Хроматное конверсионное покрытие в основном отличается от анодирования тем, что позволяет сохранить электрическую проводимость алюминия, а не нейтрализовать ее.
Чаще всего в хроматном конверсионном покрытии используется либо шестивалентный, либо нешестивалентный хром. Химическое соединение шестивалентного хрома, которое содержит хром в состоянии +6-окисления, к сожалению, классифицируется EPA как канцероген для человека.
Чтобы избежать проблем, связанных с этой классификацией, многие производители используют нешестивалентный хром, экологически безопасный альтернативный материал для покрытия, который соответствует требованиям директив Европейского Союза по ограничению использования опасных веществ и утилизации автомобилей с истекшим сроком службы.
Прозрачное анодирование , наиболее распространенный тип анодирования, в котором используется серная кислота, а в конце добавляется водяной затвор. Производители чаще всего выполняют прозрачное анодирование для автомобильных приложений.
Цветное анодирование — это процесс, который производители обычно используют для эстетических целей. Обычно они выполняют этот процесс после первоначального анодирования и герметизации изделия. Для создания таких цветов, как желтый, черный и белый, производители используют либо соли металлов, либо органические красители.
Органическое анодирование — это процесс анодирования, во время которого производители используют органические кислоты, такие как яблочная кислота, для анодирования покрытий. Производители должны быть очень осторожны и внимательны при использовании этого процесса. Это потому, что эти кислоты часто заставляют ток обращаться с алюминием с необычной агрессией. Такое лечение может привести к образованию ямок или рубцов.
Преимущества Анодирование алюминия и связанные с ним процессы анодирования предлагают покупателям широкий спектр преимуществ. Во-первых, процесс анодирования алюминия оставляет после себя прочное покрытие, которое более долговечно, чем краска или даже гальваническое покрытие. Это связано с тем, что краска просто наносится поверх металла, а анодированное покрытие становится частью изделия. Во-вторых, на анодированную окраску не влияет ультрафиолет; он не исчезнет. Далее, анодирование алюминия является экологически чистой процедурой. Анодированные изделия подлежат вторичной переработке, и, в отличие от органических покрытий, анодированные покрытия не представляют опасности для окружающей среды. Кроме того, сам процесс анодирования не представляет опасности для человека. Еще одним преимуществом анодирования алюминия является его экономичность. Анодированные изделия недороги в изготовлении и являются отличным вложением средств. Наконец, анодированные изделия требуют минимального ухода, поскольку они не царапаются и на них не остаются отпечатки пальцев.
Получите лучшие услуги по анодированию алюминия, связавшись с поставщиком высококачественных услуг. На этой странице вы найдете имена, профили и контактную информацию нескольких поставщиков анодирования алюминия, которых мы знаем и которым доверяем. Проверьте их, прокрутив вверх; вы найдете их между этими информационными абзацами.
Прежде чем ознакомиться с ними, мы рекомендуем вам уделить время составлению списка ваших спецификаций, требований, вопросов и опасений. Не забудьте указать такие вещи, как ваш бюджет, крайний срок проекта и ваши предпочтения по доставке. Кроме того, прежде чем соглашаться работать с кем-либо, убедитесь, что они знакомы и могут соответствовать стандартным требованиям вашей продукции. Если вы не уверены, каким стандартам должны соответствовать ваши анодированные продукты, проконсультируйтесь с лидерами отрасли. Они должны быть в состоянии дать вам совет.
После того, как вы составили свой список, просмотрите производителей, перечисленных на этой странице. Основываясь на том, какие из них предлагают услуги, наиболее соответствующие вашим требованиям, выберите три или четыре компании, с которыми вы хотели бы поговорить. Затем обратитесь к каждому из них, чтобы просмотреть свое приложение. После подробного обсуждения ваших потребностей с каждым из них, сравните и сопоставьте ваши разговоры. Подумайте, какая компания не только предлагает лучшие цены, но и предлагает лучшие услуги для вас. Наконец, выберите производителя, который подходит именно вам, и начните работу над своим проектом.
Как анодировать алюминий | The Federal Group USA
Анодирование алюминиевых деталей может быть эффективным способом улучшения механических свойств деталей или улучшения их внешнего вида. Многие люди не знают, как анодировать алюминий, хотя этот процесс довольно прост. Читайте дальше, чтобы узнать больше об анодировании алюминия в домашних условиях или на производстве.
Почему вам может понадобиться анодировать алюминий
Есть несколько веских причин рассмотреть возможность анодирования алюминиевых деталей. При анодировании алюминия создается слой оксида, который образует слой на поверхности алюминия. Этот слой настолько тонкий, что он даже существенно не влияет на размеры прецизионных деталей. Поскольку оксидный слой тверже алюминия, он защищает металл под ним, делая его устойчивым к царапинам и повышая коррозионную стойкость.
Оксидный слой также более шероховатый, чем поверхность алюминия, что позволяет окрашивать анодированный алюминий. На самом деле, вы можете добавить любой цвет к анодированным алюминиевым деталям. Окрашивание осуществляется либо с помощью красителей в процессе анодирования, либо путем последующей окраски. Окрашивание предпочтительнее, так как оно создает постоянную окраску, что означает, что он не выцветает и его нельзя поцарапать.
Преимущества анодирования алюминиевых деталей
Анодирование алюминиевых деталей обеспечивает множество преимуществ, как с точки зрения эстетики, так и с точки зрения механики самих деталей.
С визуальной точки зрения эффекты весьма впечатляющие, а отделка неизменна. Он износостойкий, поэтому никогда не поцарапается и не потускнеет, и его никогда не потребуется подкрашивать. Кроме того, это экологично.
С механической точки зрения процесс анодирования делает поверхность деталей чрезвычайно прочной. Оксид чрезвычайно твердый и обеспечивает превосходную защиту от истирания и коррозии. Теплоизоляционные свойства также на высоте.
В целом, этот процесс улучшает внешний вид деталей и делает их более долговечными. Кроме того, этот процесс очень доступен, даже если вы любитель и человек, который будет делать это дома самостоятельно.
Материалы, необходимые для анодирования алюминия
Материалы, которые вам понадобятся для анодирования, довольно простые и не слишком дорогие. Если вы думаете, что будете делать это регулярно, имеет смысл установить домашнюю станцию анодирования.
Вот что вам понадобится:
- Серная кислота
- Дистиллированная вода
- Несколько баков (емкостей) для жидкостей
- Катод
- Алюминиевая проволока (подойдет и титановая)
- Обезжириватель
- Щелок
- Нейтрализатор кислоты
- Источник питания
- Краситель (если вам нужна цветная деталь)
Вам также потребуется хорошо проветриваемое помещение для установки станции анодирования, а также средства индивидуальной защиты (защитные очки, перчатки, респиратор и т. д.).
В дополнение к перечисленным выше необходимым материалам вы также можете приобрести некоторые дополнительные элементы, облегчающие вашу работу. К ним относятся:
- Мешалка для кислотной ванны
- Салфетки Scotch-Brite для очистки деталей перед анодированием
- Шарики для пинг-понга (помещаются в бак для предотвращения образования кислотного тумана)
- Дешевый чайник для нагрева красителя
- Нагреватель для аквариума для регулирования температуры
- Кухонный термометр для проверки температуры
Как анодировать алюминий в домашних условиях
Ниже приведены основные пошаговые инструкции, которым должен следовать домашний любитель самостоятельно анодировать алюминиевые детали. Пожалуйста, имейте в виду, что для освоения процесса требуется время, и ваши материалы могут потребовать некоторых настроек.
- С помощью губки Scotch-Brite очистите поверхность и удалите следы механической обработки.
- Наденьте защитное снаряжение, включая перчатки.
- Используйте обезжириватель, чтобы хорошо очистить деталь, затем промойте дистиллированной водой.
- Протравите деталь, погрузив ее в щелочную ванну на 3-5 минут. Используйте примерно 4 столовые ложки щелочи на 1 галлон воды.
- Выньте из ванны со щелочью и промойте дистиллированной водой.
- Проверьте чистоту, поливая деталь водой. Если чистая, вода должна стекать. Если на поверхности капли воды, значит, деталь недостаточно чистая для анодирования.
- Установите деталь на стойку, прикрепив ее к алюминиевой (или титановой) проволоке. Убедитесь, что соединение хорошее, и не забывайте, что там, где провод соприкасается с деталью, будет неанодированная метка.
- Создайте ванну, добавив серную кислоту в дистиллированную воду в контейнере для анодирования в соотношении 1 часть кислоты на 3 части воды. Обратите внимание, что анодирование наиболее успешно, когда температура ванны составляет 70 градусов по Фаренгейту. Все, что выше 75 F или ниже 65 F, не даст хороших результатов.
- Теперь все идет в бак. Добавьте катод, убедившись, что он не касается деталей. Добавьте мешалку. Подвесьте детали в резервуаре, убедившись, что они ничего не касаются. Добавьте обогреватель и термометр. Добавьте шарики для пинг-понга, чтобы покрыть поверхность.
- Прежде чем продолжить, убедитесь, что температура составляет 70 градусов.
- Настройте источник питания и подключите положительную клемму к проводу, прикрепленному к деталям. Отрицательная сторона присоединена к катоду. Теперь все может стать обидчивым.
- Сила тока устанавливается исходя из общей площади анодируемой поверхности. Для хорошей твердой поверхности используйте 0,03 ампера на квадратный дюйм, а для более мягкой поверхности, которая лучше впитывает краску, используйте 0,02 ампера на квадратный дюйм.
- Пуск при 16 вольт. Вы можете найти всевозможные онлайн-калькуляторы, но домашняя установка, начинающаяся с 16 вольт, должна подойти вам довольно близко. Во время процесса следите за температурой бака. Температура может повышаться во время процесса.
- Пока идет процесс анодирования, нагрейте красители. Для большинства цветов лучше всего подходит температура 140°F, но некоторые лучше работают при более низких температурах. Вам придется поэкспериментировать с брендами и цветами.
- Подготовьте один бак с дистиллированной водой и другой с нейтрализатором кислоты.
- Отключите питание и извлеките детали из ванны для анодирования. Сначала погрузите в дистиллированную воду на 10-15 секунд, затем промойте в баке нейтрализатора кислоты на 5 минут. Промойте второй раз в дистиллированной воде и погрузите детали в краску. Они должны сразу начать принимать цвет, но обязательно оставьте детали в краске на 10-15 минут, в зависимости от того, насколько глубоким вы хотите получить цвет.
- Закончив с краской, нужно прокипятить детали в течение 15 минут. Кипячение затвердевает и запечатывает краску.
Анодирование в домашних условиях доступно для неспециалистов, но многие другие процессы изготовления металлов, такие как ковка, штамповка и экструзия, требуют участия профессионального производителя. Если вам нужны нестандартные металлические изделия и процессы, свяжитесь с The Federal Group USA сегодня.
Что такое анодирование алюминия? – Медицинский дизайн и аутсорсинг
[Изображение из Florida Anodize System & Technologies]
Нил Патель, вице-президент, Florida Anodize System & Technologies (FAST)
Анодирование алюминия представляет собой процесс электрохимической пассивации, при котором поверхностный слой алюминиевой подложки превращается в слой оксида алюминия. Хотя на алюминии можно обнаружить естественный оксидный слой, этот слой часто бывает неровным, тонким и обеспечивает плохую защиту. Контролируемое приложение электрического заряда в кислой электролитической ванне приводит к очень регулярному и однородному слою, который имеет повышенную прочность, а также стойкость к износу и коррозии. Кроме того, эти анодные слои могут подвергаться вторичной обработке для включения различных функциональных материалов, таких как красители или смазочные материалы.
Существует множество процессов и стандартов, применимых к анодированию алюминия, наиболее распространенные из которых берут свое начало в оборонной, аэрокосмической и автомобильной промышленности. В США наиболее часто цитируемой спецификацией анодирования является спецификация Министерства обороны США MIL-A-8625, которая определяет три типа анодирования алюминия: тип I — анодирование хромовой кислотой, тип II — анодирование серной кислотой и тип III — твердое анодирование серной кислотой, с Чаще всего используются тип II и тип III.
Как наносят анодированные покрытия?
Процессы анодирования включают погружение алюминиевого компонента в кислотную электролитическую ванну с последующим пропусканием электрического заряда через среду. Катод расположен снаружи бака, а алюминий служит анодом (отсюда и термин анодирование). Когда ток проходит через ванну, ионы кислорода высвобождаются из кислого электролита и соединяются с алюминиевой подложкой, образуя слой оксида алюминия. Важно отметить, что, в отличие от процесса окраски или нанесения покрытия, анодный слой полностью интегрируется в нижележащую подложку, фактически формируясь в подложке и из нее одновременно.
На что обратить внимание при выборе анодированного покрытия?
Люди часто неправильно понимают терминологию анодирования, особенно в отношении фразы «твердое покрытие». Хотя на первый взгляд слово «твердый» может указывать на некоторую форму прочности или износостойкости, в данном случае «твердое покрытие» более точно относится к толщине анодного слоя. В спецификации MIL-A-8625, из которой произошел этот термин, даже не упоминаются какие-либо характеристики твердости для анодов типа II или типа III. На самом деле твердость оксида алюминия обоих типов была бы эквивалентной, хотя разница в толщине твердого покрытия существенно меняет внешний вид поверхности подложки.
Это, в свою очередь, приводит к тому, что анодное покрытие является идеальным для медицинских устройств. Как указывалось ранее, наиболее распространенные спецификации анодирования в США исходят от аэрокосмической и оборонной промышленности. Потребности этих отраслей сильно отличаются от потребностей медицинских и хирургических устройств. Например, механические аспекты аэрокосмической, оборонной и автомобильной промышленности требуют стойкости к истиранию, поэтому было бы уместно анодирование с твердым покрытием. Однако для медицинской и хирургической промышленности стойкость к истиранию не так важна, как химическая устойчивость, которая необходима для систем стерилизации.
Таким образом, в первую очередь необходимо, чтобы медицинское анодированное покрытие было достаточно прочным, чтобы выдерживать не менее 50 циклов (а лучше больше) этиленоксида, перекиси водорода или высокощелочного очистителя. Для этого потребуется, чтобы краситель не выщелачивался, не выцветал, не шелушился и не образовывал пузырей после повторной стерилизации.
Кроме того, помимо соображений толщины или химической стойкости, хорошее медицинское анодирование также должно иметь гладкую и ровную поверхность без локального изменения цвета, а цвета не должны казаться тусклыми или нечеткими (если только это не желаемый внешний вид). Скорее, для легкой идентификации и с учетом человеческого фактора в медицинских условиях анодные покрытия должны иметь яркое, легко идентифицируемое и блестящее покрытие.
Наконец, поскольку оценка человеческого фактора при проектировании медицинских устройств становится все более строгой, медицинское анодирование должно быть доступно во множестве цветов, чтобы помочь операторам легко различать типы устройств или поверхности управления. Несмотря на то, что доступна черная или прозрачная отделка, палитра невымываемых, устойчивых к стерилизации цветов позволяет производителям медицинского оборудования эффективно использовать цвет в качестве модальности человеческого фактора.
Таким образом, анодирование медицинского назначения должно быть:
- ровная и однородная отделка,
- доступен во множестве не вымываемых цветов,
- быть эстетичным,
- устойчив к агрессивным химическим средам стерилизационных систем
На что обратить внимание поставщику услуг по анодированию
Поставщики услуг по анодированию находятся практически в каждом уголке Соединенных Штатов. Тем не менее, в отрасли медицинского оборудования стоимость некачественной продукции исключительно высока, поэтому производители должны проявлять бдительность при выборе поставщика услуг по анодированию.
При выборе поставщика необходимо учитывать несколько важных моментов:
- Опыт работы в медицинской отрасли — большая часть анодирования выполняется для аэрокосмической и оборонной промышленности, поэтому выбор компании, занимающейся анодированием, не только с опытом, но и со специализацией на медицинских устройствах, может радикально изменить ситуацию. повлиять на конечное качество анодного покрытия. Приемлемые масла для обработки, производственные стандарты и т. д. зависят от отрасли, поэтому обработка медицинского оборудования в химических ваннах, используемых в других отраслях, может привести к загрязнению ванны и получению несоответствующего материала.
- Соответствие требованиям медицинской промышленности — когда качество всех компонентов имеет решающее значение, важно, чтобы поставщик понимал нормативные требования сектора медицинского оборудования и имел проверенную отраслевую систему управления качеством, такую как ISO 13485.
- Утвержденное и масштабируемое производство. Консистенция и качество готового анодного покрытия должны быть измерены и подтверждены на уровне, приемлемом для масштабируемого производства. При выборе поставщика уместно спросить о проценте прохождения QC компанией, особенно в связи с тем, что в отрасли медицинского оборудования затраты, связанные с возвратом несоответствующих / несоответствующих материалов, могут быть как значительными с финансовой точки зрения, так и нормативными осложнениями. Проходной балл QC 98% и более обычно являются признаком высококачественного анодного процесса медицинского уровня.
Нил Пател (Neel Patel) — вице-президент компании Florida Anodize System & Technologies (FAST) в Сэнфорде, штат Флорида. Для получения дополнительной информации посетите сайт anodizefast.com или напишите по адресу [email protected].
Мнения, выраженные в этом сообщении в блоге, принадлежат только авторам и не обязательно отражают точку зрения компании Medical Design and Outsourcing или ее сотрудников.
8 фактов, которые вам необходимо знать
Анодирование – это метод изменения химического состава поверхности металлов и других материалов. Он защищает от коррозии, улучшает эстетические качества, устойчив к царапинам и является одним из самых прочных доступных покрытий поверхности. Анодирование может быть выполнено на различных материалах, но сегодня давайте посмотрим на алюминий. Эти 8 вопросов помогут понять, почему анодирование — это умная обработка поверхности, которая одновременно практична и красива.
Анодирование — один из самых прочных способов обработки поверхности
1. Как анодируется алюминий? Чтобы подготовить алюминий к анодированию, поверхность сначала тщательно очищают и промывают, а затем помещают в ванну с электролитическим раствором, например серной кислотой. Электролит — это электропроводящий раствор с большим количеством положительных и отрицательных ионов, которые он хочет поменять местами.
Положительный электрический заряд прикладывается к алюминию, превращая его в «анод», а отрицательный заряд прикладывается к пластинам, подвешенным в электролите. Электрический ток в этой цепи заставляет положительные ионы притягиваться к отрицательным пластинам, а отрицательные ионы стекаются к положительному аноду, куску алюминия.
2. Что такое барьерный слой при анодировании?В результате электрохимической реакции на поверхности алюминия образуются поры по мере выхода избыточных положительных ионов. Эти поры образуют геометрически правильную структуру и начинают проникать в подложку. Алюминий на поверхности соединяется с отрицательно заряженными ионами O 2 , образуя оксид алюминия. Это называется барьерным слоем, защитой от дальнейших химических реакций в этих местах.
Барьерный слой защищает поверхность от дальнейшего окисления
По мере подачи тока относительно слабые и реакционноспособные области пор будут продолжать проникать глубже в подложку, образуя ряд столбчатых полых структур.
При подаче электрического тока создается равномерная пористость поверхности.
Чем дольше подается ток, тем больше проникновение этих столбцов. Для типичных нетвердых покрытий глубина может достигать 10 микрон. Как только этот уровень достигнут, и если цвет не нужен, процесс останавливается, и поверхность можно запечатать, просто ополаскивая водой. Это оставит вам твердое покрытие из натурального оксида алюминия, способное противостоять химическому воздействию и очень устойчивое к царапинам. Оксид алюминия имеет рейтинг 9из 10 по шкале твердости Мооса, что означает второе место после алмаза.
3. Что такое твердое анодирование? Твердое анодирование, иногда называемое типом III, обеспечивает лучшую защиту от коррозии и износостойкость в экстремальных условиях или при работе с движущимися механическими частями, подверженными сильному трению. Это достигается путем подачи электрического тока до тех пор, пока глубина пор не превысит 10 микрон, вплоть до 25 микрон или даже больше. Это занимает больше времени и стоит дороже, но дает превосходный результат.
Хотя алюминий не ржавеет, он может разрушаться в присутствии кислорода, что называется окислением . Что такое окисление? Это просто означает реагировать с кислородом. А кислород очень реактивен, легко образуя соединения с большинством других элементов. Когда алюминий подвергается воздействию атмосферы, он быстро образует на поверхности слой оксида алюминия, и этот слой обеспечивает определенную степень защиты от дальнейшей коррозии.
Анодирование функционально и красиво
Но алюминий должен выдерживать не только чистый воздух и воду. Кислотные дожди, соленая вода и другие загрязняющие вещества могут по-прежнему использовать недостатки пассивации поверхности. Даже современные сплавы по-разному реагируют на это воздействие окружающей среды, начиная от простого обесцвечивания поверхности и вплоть до механического разрушения.
Цветной алюминий — это то, что большинство из нас представляет, когда думает об анодировании. Вот настоящая гениальность этого процесса. Красивые, стабильные поры, протравленные на поверхности, идеально подходят для введения красок или пигментов.
Пустые поры идеально подходят для добавления красителей.
Пигмент заполняет все пустые поры до самой поверхности, где он затем закрывается навсегда. Вот почему анодированные цвета такие долговечные — их нельзя поцарапать с поверхности, потому что на самом деле цвета находятся глубоко внутри и могут быть удалены только путем шлифовки подложки.
6. Почему анодированный алюминий всегда имеет характерный металлический блеск? После окраски анодированный алюминий имеет характерный «металлический» вид. Это вызвано двумя факторами. Во-первых, из-за равномерного электрохимического травления остается шероховатая поверхность. Чем глубже поры, тем более шероховатой будет поверхность, но цвета также будут намного более стойкими.
Во-вторых, свет, падающий на поверхность, частично взаимодействует с красителем и частично с неокрашенным металлом наверху.
Свет меняет цвет при отражении от анодированной поверхности.
Таким образом, свет, который отражается и попадает в глаза, на самом деле представляет собой комбинацию двух различных длин волн, взаимодействующих при отражении от несколько разных поверхностей. Это обуславливает характерный блеск анодированного алюминия.
7. Можно ли анодировать материалы, отличные от алюминия?Да. Анодирование также работает с магнием, титаном и даже с проводящими пластиками. Он недорог, надежен и чрезвычайно долговечен. Вот почему он так часто используется в архитектурной отделке, потому что он красив и почти невосприимчив к воздействию погодных условий.
8. Почему невозможно анодировать деталь целиком? Анодирование требует погружения детали в ряд химических ванн. Для удержания детали на месте требуется, чтобы она была закреплена на какой-либо подвеске, чтобы она не упала на дно резервуара. Везде, где удерживающее приспособление касается детали, эта область будет заблокирована, и химические вещества для анодирования не будут работать должным образом. Вот почему разумно спроектировать место с вашей стороны, которое можно использовать для хранения, но которое не будет подвергаться неблагоприятному косметическому воздействию.
Когда вы свяжетесь с нами для получения бесплатного предложения и обзора проекта, мы сможем посоветовать множество различных услуг по отделке, которые мы предлагаем для быстрого прототипирования и мелкосерийного производства. Наши специалисты помогут вам найти решение, соответствующее вашему бюджету, времени выхода на рынок и желаемым результатам. Давайте начнем сегодня!
*Star Rapid выражает благодарность Engineerguy за использование некоторых иллюстраций в соответствии с лицензией Creative Commons Share Alike License 3. 0.
Анодирование алюминия – обработка поверхности металла
Процесс анодирования – популярная и ценная процедура. Он придает алюминию долговечный и блестящий внешний вид, что делает его более прочным для использования в различных отраслях промышленности. Алюминий сохраняет свои первоначальные свойства и приобретает аутентичный вид при обработке в процессе анодирования.
Металл становится устойчивым к коррозии и предпочтительнее для использования в различных бытовых и промышленных целях, включая кухонную посуду и автомобильную промышленность. Литые под давлением алюминиевые детали также могут быть анодированы, если это делается с использованием правильных технологий и оборудования. Sunrise Metal гордится тем, что производит анодированный алюминий и предлагает несколько процессов отделки по лучшим ценам на рынке.
Что такое анодированный алюминий? Анодированный алюминий — это улучшенная форма алюминия, которая имеет улучшенный внешний вид и долговечные антикоррозионные свойства. Это электрохимический процесс, который увеличивает толщину оксидного слоя, естественно присутствующего на металлах. Алюминиевый сплав содержит естественный слой оксида алюминия на своей поверхности.
Естественный слой оксида, присутствующий на алюминии, тонкий, неровный и имеет низкую коррозионную стойкость, поэтому он очень подходит для процесса анодирования. Этот процесс превращает этот оксидный слой в более ровный и однородный слой с повышенной коррозионной стойкостью и долговечностью. Другие цветные металлы, такие как титан, цинк и магний, также могут подвергаться процессу анодирования, но чаще всего используется алюминий из-за его надежности и других свойств.
Это также очень долговечная процедура, которая не только полирует внешний вид металла для различных целей, но и защищает его поверхность от царапин. он придает ему уникальные визуальные эффекты, например, толстое анодированное покрытие, способное поглощать цвета, или прозрачные слои, отражающие свет.
Анодированный алюминий имеет репутацию наиболее широко используемого и ценного материала в производстве тысяч промышленных и бытовых изделий. Этот процесс не лишает алюминий естественного внешнего вида, несмотря на длительное воздействие на его свойства.
Как анодировать алюминий?Первым шагом является правильная очистка металлического алюминия, после чего он тщательно промывается. Затем алюминий помещают в электролитический раствор, в основном состоящий из серной или хромовой кислоты. Раствор электролита представляет собой электрически заряженную жидкость с несколькими положительными и отрицательными ионами, которые передают заряд по всей среде.
Алюминий действует как анод, когда к нему приложен положительный заряд, а подвешенные в растворе пластины действуют как катод, когда через них проходит отрицательный заряд. При этом в растворе электролита создается электрическая цепь, которая перемещает ток от положительного заряда к отрицательному. При анодировании, когда проходит ток, положительные ионы движутся к отрицательно заряженным пластинам.
При этом ионы кислорода из кислоты электролита отделяются и прикрепляются к кусочку алюминия (аноду), погруженному в раствор электролита. Присоединение ионов кислорода к Al образует толстый слой оксида алюминия, который отвечает за его улучшенные свойства, такие как высокая прочность, лучший внешний вид и высокое сопротивление.
Анодирование алюминия или любого другого металла можно модифицировать путем внесения изменений в природу электролита, температуру установки, напряжение, используемое для пропускания тока, и состав электролитического раствора.
Какие бывают типы анодирования алюминия?Существует несколько различных типов процесса анодирования алюминия, основанных на их явных преимуществах и используемой электролитической кислоте. Распространенными типами являются серная кислота, хромовая кислота и твердое анодирование.
Анодирование серной кислотой
Это наиболее часто используемый тип, при котором образуется толстый анодированный слой оксида алюминия. Пористая природа серной кислоты образует прозрачный слой, который лучше всего подходит для окрашивания металлов. Анодирование серной кислотой дешевле, чем другие виды, с точки зрения энергопотребления, времени и химических веществ, используемых для анодирования. Военное оружие, компьютерные компоненты и аппаратное обеспечение являются основными приложениями этого типа.
Хромовая кислотное анодирование
Анодирование хромовой кислотой образует тонкий анодированный слой на алюминии, в отличие от серной кислоты. Несмотря на анодирование тонкого оксидного слоя, хромовая кислота обеспечивает аналогичную защиту металла от коррозии, как и другие типы. Хромовый анодированный слой имеет сероватый цвет, что ограничивает его окрашивание только в черный цвет, на хромированный анодированный металл нельзя наносить разные цвета. Анодирование хромовой кислотой подходит для аэрокосмических компонентов и машин.
Твердое анодирование
Твердое анодирование также использует серную кислоту, но создает более толстый и плотный слой на алюминии, который лучше всего подходит для окрашивания. Благодаря прочному анодированному покрытию этот тип подходит для металлических деталей, которые будут использоваться в суровых условиях с высокой вероятностью коррозии и царапин. Лучше всего подходит для шестерен, щитов и петель.
Да, в процедуре анодирования присутствует барьерный слой. Барьерный слой защищает алюминий от дальнейшей химической реакции после образования оксидного слоя.
После того, как ток перемещает положительные и отрицательные ионы к их конкретной цели в растворе электролита, электрохимический процесс заставляет алюминий открывать поры на своей поверхности. Поры на поверхности алюминия позволяют дополнительным положительным ионам выходить из алюминия. Отрицательно заряженные ионы кислорода прикрепляются к поверхности, и образуется барьерный слой, который останавливает химические реакции на этой поверхности.
По ходу процедуры эти поры начинают углубляться в идеальный геометрический узор. При постоянном подаче тока на раствор электролита поры продолжают изнашивать подложку, образуя в ней полые структуры. Для разных видов анодирования достигается определенный уровень проникновения, после которого поверхность герметизируется простым ополаскиванием водой. Если добавление цвета не требуется, то на этом процесс можно остановить.
Формирование барьерного слоя показывает, что анодирование алюминия является строго контролируемым процессом. Важно отметить, что анодированный слой полностью интегрирован в подложку; для нетвердого анодирования глубина проникновения может достигать 10 микрон.
Какие химикаты используются в процессе анодированного алюминия? Анодирование алюминия может быть выполнено с использованием нескольких различных химикатов; наиболее распространенные из них включают серную кислоту или щавелевую кислоту и хромовую кислоту. Менее часто используемые химические вещества для процесса – смесь борно-серной кислоты и фосфорная кислота.
Серная кислота
Большая часть анодированного алюминия производится с использованием серной кислоты в качестве электролита. Он очень подходит для этого процесса, потому что серная кислота имеет тенденцию образовывать толстый оксидный слой на алюминии в процессе. Толщина барьерного слоя серной кислоты обусловлена 67% проникновением в алюминиевую подложку, что не достигается ни одним другим химическим веществом.
Хромовая кислота
Когда на поверхности требуется тонкое анодированное покрытие, для анодирования предпочтительно использовать хромовую кислоту. Анодирование хромовой кислотой не изменяет размеры деталей за счет тонкого слоя. Хромовую кислоту получают из хромита, который является сильно окисляющим веществом. Несмотря на свою легкость, анодированный хромовой кислотой алюминий обладает хорошей адгезией и коррозионной стойкостью.
Борно-серная кислота
Смесь борно-серной кислоты используется в качестве альтернативы хромовой кислоте с рядом преимуществ. Он безопасен для окружающей среды, имеет меньше проблем с безопасностью рабочих и менее опасен для здоровья. Аэрокосмическая промышленность максимально использует этот вид анодирования.
Фосфорная кислота
Анодирование фосфорной кислотой используется там, где основное внимание уделяется исключительной долговечности и устойчивости к неблагоприятным условиям.
Является ли анодированный алюминий рентабельным процессом?Ответ на этот вопрос зависит от различных требований клиентов. Четыре основных фактора, которые помогают нам понять экономическую эффективность анодирования алюминия:
Толщина покрытия
Al Анодирование рентабельно, когда для вашего продукта не требуется определенная толщина покрытия. Хотя, если вы включите специальные инструкции по толщине, такие как нижний или верхний пределы, это будет дорого. Более узкий слой требует более высоких затрат, тогда как дополнительная толщина также может быть дорогостоящей из-за более длительного времени нанесения покрытия.
Внешний вид
Стоимость анодированного алюминия по сравнению с красками PVDF выше. Для получения подлинного вида меди, цинка или бронзы анодировать детали дороже, чем красить их, но это предпочтительнее покраски из-за более аутентичного вида. По сравнению с металлами, которые заменяет анодированный алюминий, стоимость не кажется такой высокой.
Техническое обслуживание
Анодированный алюминий обладает гораздо более высокой коррозионной стойкостью и долговечностью, чем стандартный алюминий или любой другой металл. По этой причине затраты на техническое обслуживание практически отсутствуют, поскольку анодированный алюминий не отслаивается и не скалывается, и служит дольше. Таким образом, в долгосрочной перспективе это рентабельный процесс.
Дополнительно
Иногда клиентам требуется дополнительная обработка и модификации для процесса анодирования. Дополнительные функции требуют больше времени, энергии, труда и химикатов, что увеличивает общую стоимость анодирования.
Анодированный известен своей пигментацией. Существуют различные способы добавления цвета к анодированному алюминию, два основных метода:
Электролитическое окрашивание
В течение последнего десятилетия этот метод использовался для получения красивых цветов для деталей из анодированного алюминия. Процесс окрашивания начинается после того, как металл анодирован, анодированный Al погружается в другую ванну с раствором, содержащим соли металлов. В анодированном алюминии есть поры, при подаче тока соли металлов начинают заполнять основание пор на покрытии.
Окончательная пигментация и оттенок алюминия зависят от используемых солей металлов, например, соли меди (Cu) придают красноватый цвет. Метод электролитического окрашивания широко используется, поскольку конечный результат устойчив к ультрафиолетовым лучам и имеет длительный эффект, так как соли откладываются в порах.
Окрашивание погружением
С помощью этого метода окрашивания можно получить широкий спектр цветов. Свежеанодированную алюминиевую деталь помещают в жидкий раствор органических или неорганических красителей. Пористый слой алюминия впитывает краситель, после чего поверхность барботируют водой, чтобы остановить дальнейшую реакцию. Метод окрашивания погружением имеет больше вариантов цветов, но конечный результат не устойчив к ультрафиолету и быстро тускнеет со временем.
Как анодирование алюминия придает металлический вид?Анодированный алюминий имеет отчетливый металлический вид, независимо от цвета. Анодированное покрытие из оксида алюминия представляет собой блестящую кристаллическую структуру, улучшающую естественный металлический вид алюминия. Анодированный алюминий приобретает металлический вид благодаря двум важным явлениям.
Когда алюминий анодируется и окрашивается, остается шероховатая поверхность из-за электрохимического гравирования ионов в алюминии. Более глубокие поры делают покрытие более металлическим, а цвет более стойким.
Во-вторых, трехмерная кристаллическая структура оксида алюминия уникальным образом преломляет и отражает естественный свет. Когда свет падает на анодированный алюминий, он по-разному взаимодействует с окрашенными и неокрашенными металлическими частями. Таким образом, свет, который возвращается к вашему глазу, имеет разные длины волн, поскольку они взаимодействуют с разными поверхностями. Этот уникальный стиль отражения света придает анодированному алюминию выразительный металлический вид, чего невозможно достичь с окрашенным алюминием.
Когда краска наносится на алюминий, она не воспроизводит естественное металлическое ощущение алюминия из-за его одномерной структуры. Металлический вид в лакокрасочном покрытии, но не в анодированной окраске. Помимо металлического вида, окрашенный алюминий даже не ощущается металлом при прикосновении к нему. Принимая во внимание, что анодированный алюминий с окраской или без нее придает гладкий металлический вид и ощущение.
По сравнению со стандартным алюминием анодированный алюминий имеет ряд преимуществ, таких как:
Эстетика: Анодированные алюминиевые покрытия могут иметь различные визуальные эффекты; светлые слои отражают свет, а темные и более глубокие анодированные слои поглощают свет. Анодированные цвета и отделка по-прежнему сохраняют металлический вид алюминия. В отличие от стандартного алюминия, IT можно окрашивать для достижения широкого спектра вариантов окраски и блеска.
Стабильность: Анодированный алюминий имеет лучшую защиту от ультрафиолетовых лучей по сравнению со стандартным алюминием. Он не отслаивается, не скалывается и не подвергается коррозии, легко перерабатывается, а срок его службы чрезвычайно велик. Покрытие из анодированного алюминия можно легко восстановить до первоначального вида путем промывки или очистки водой.
Безопасность: Процесс анодирования совершенно не вреден для здоровья человека, поскольку является модификацией природного процесса окисления. Он не разлагается, обладает отличной стабильностью и не токсичен в использовании. Хотя анодирование является химическим процессом, при его проведении не образуются опасные побочные продукты.
Коррозионная стойкость: Ни стандартный алюминий, ни анодированный алюминий не подвержены коррозии, но анодированный алюминий обладает сравнительно большей устойчивостью. Типичный алюминий может ржаветь в суровых условиях, таких как постоянная влажность, воздух и присутствие других элементов. Но анодированный алюминий редко подвергается коррозии с более толстым слоем оксида алюминия на его поверхности.
Почему анодированный алюминий обесцвечивается?Анодированный алюминий улучшает коррозионную стойкость и многие другие свойства алюминия за счет образования толстого оксидного слоя на его поверхности. Несмотря на эти улучшенные свойства, анодированный алюминий иногда обесцвечивается. Существует несколько причин обесцвечивания анодированного алюминия, например:
Сварка: Во многих промышленных применениях после анодирования алюминия требуется сварка. Тепло от сварки имеет тенденцию обесцвечивать алюминий. Кроме того, выбор неправильного сплава для сварочной проволоки также может повредить пигментацию алюминия.
Атмосферостойкость: Другой вероятной причиной обесцвечивания анодированного алюминия является поседение от атмосферных воздействий. При контакте с кислой средой покрытие из оксида алюминия становится неравномерным, если анодированный алюминий не был должным образом загерметизирован. Изменение цвета также происходит из-за длительного контакта с щелочным или кислотным химическим веществом, и это часто необратимо. Изменение цвета может быть незаметным в течение длительного периода времени, а когда оно становится видимым, повреждения достаточно для замены детали.
Неправильное анодирование: Другой возможной причиной изменения цвета анодированного алюминия является сам процесс анодирования. В процессе анодирования следует внимательно следить за некоторыми факторами. Неправильное анодирование вызвано неправильной температурой, низким напряжением и т. д. и приводит к образованию мягкого оксидного слоя. Мягкий оксидный слой быстро трескается и отслаивается под воздействием окружающей среды, а цвет тускнеет.
Да, алюминиевые детали, отлитые под давлением, могут быть анодированы, если это делается с использованием правильных технологий, чтобы сделать конечный продукт впечатляющим.
Литье алюминия под давлением — метод, широко используемый для получения любой формы с хорошими физическими свойствами. К сожалению, качества, которые делают литые под давлением сплавы экономически популярными, также делают их менее подходящими для анодирования. Это процесс, который требует, чтобы вещество не содержало примесей, чтобы анодированное покрытие было гладким и однородным.
В случае деталей, отлитых под давлением, их основным элементом является кремний, что делает их менее подходящими для анодирования из-за меньшей прочности и толщины. Эти частицы кремния в сплавах для литья под давлением препятствуют формированию анодного покрытия при взаимодействии с катодным электролитом. Следовательно, кремний и другие частицы в сплаве для литья под давлением образуют пустоты в анодированном покрытии, что ухудшает толщину и эстетику.
При литье алюминия под давлением становится трудно получить прозрачную анодную пленку. Причина в том, что содержание кремния в деталях, отлитых под давлением, делает анодированный слой от серого до черного, анодный слой становится пятнистым, и он не окрашивается в выбранные вами цвета.
Для более качественного анодирования правильным выбором являются отлитые под давлением детали с минимальной пористостью и большей механической обработкой. Более того, литые под давлением сплавы 360 и 380 могут быть эффективно анодированы, но качество деталей, отлитых под давлением, имеет решающее значение для великолепных результатов анодирования.
Как герметизировать анодирование? Герметизация анодированного алюминия является наиболее важным процессом для достижения желаемой долговечности и улучшенной функциональности алюминия. Анодированный алюминий герметизируется различными способами, а именно высокотемпературным, среднетемпературным и холодным или комнатным способом.
Высокотемпературная герметизация
Анодированный алюминий герметизируется горячей деионизированной водой в баке с солями металлов, с добавками или без них. Герметичность достигается при кипячении покрытия в неионизированной воде при высоких температурах. Гидратация приводит к тому, что поры алюминиевой поверхности набухают и закупориваются. Этот метод герметизации немного дорог, потому что температура должна поддерживаться на уровне 200 ºF.
Среднетемпературная герметизация
Среднетемпературная герметизация более полезна, потому что ее можно выполнить за меньшее время и при температуре около 20-30 градусов по Фаренгейту, что намного ниже, чем герметизация горячей водой. Этот метод экономически эффективен и потребляет меньше энергии, но его аналитически сложно контролировать.
Холодная или комнатная герметизация
Эта процедура имеет преимущество перед другими способами герметизации из-за наименьших затрат энергии и потребления. В методе холодной герметизации для закрытия пор на поверхности используется фторид никеля. Холодный процесс, наряду с герметизацией пор, улучшает адгезию и сцепление анодированного алюминия. Если требуется герметизация высочайшего качества, лучшим выбором будет метод герметизации при холодной температуре или при комнатной температуре.
В чем разница между анодированием и твердым анодированием?Разницу между анодированным и твердым анодированием можно определить, наблюдая следующие факторы:
Толщина
Одним из наиболее заметных различий между анодированным и твердым анодированием является толщина. Твердоанодированный имеет более толстый слой оксида, чем анодированный, что делает его более устойчивым к ржавчине. Причина в том, что твердое анодирование производится при низких температурах и более высокой плотности тока. Поверхность твердого анодирования более гладкая и равномерная, чем анодирование.
Твердость
Твердое анодирование при наилучшей толщине, имеет твердость до 70C по Роквеллу, что жестче, чем хромированная пластина. С другой стороны, анодирование обеспечивает меньшую защиту от абразивного износа, чем твердое анодирование. Стандартное анодирование выполняется с использованием хромовой или серной кислоты в качестве электролита, но в жестком процессе используется серная кислота вместе с добавленными органическими кислотами.
Герметизация
При стандартном анодировании поры покрытия должны быть закрыты различными способами, чтобы остановить дальнейшую реакцию. Но в случае жесткого анодирования толщина настолько прочная и износостойкая, что герметизация не требуется.
Использование
Стандартное анодирование в основном применяется в аэрокосмической, автомобильной и архитектурной отраслях. Принимая во внимание, что для тяжелых условий эксплуатации, таких как гидравлика и посуда, используется твердое анодирование. Лучше всего подходит для посуды из-за сверхгладкой поверхности и высокой термостойкости.
Это процесс повышения коррозионной стойкости и толщины поверхности металлов. Алюминий является распространенным металлом, который подвергается процессу анодирования, кроме этого, титан, магний и цинк также могут быть анодированы.
Титан
Основной целью анодирования титана является создание большого разнообразия цветов этого металла без использования красок и красителей. Это включает в себя процесс отделки, который модифицирует оксидный слой на титане, чтобы свет отражался от него по-другому. Таким образом, титан имеет различные возможности оттенков без использования пигментов. Анодированный титан имеет долгую историю использования в аэрокосмической промышленности.
Магний
Помимо покрытия, магний также может быть анодирован для улучшения его механических свойств. Для анодирования магния используют обогащенную щелочью водную ванну, через ванну, содержащую подложку, пропускают постоянный ток, который формирует покрытие на поверхности. Для улучшения поверхностных свойств в водный раствор могут быть добавлены дополнительные элементы.
Цинк
Анодированный цинк не дает таких положительных результатов, как алюминий или титан, потому что анодированная поверхность цинка состоит из фосфатов и хроматов наряду с оксидами. Несмотря на то, что процесс анодирования цинка дает высокостойкую анодную пленку, стоимость и процедура делают его редко используемым. В отличие от алюминия, для цинка требуется высокая температура для достижения желаемых результатов.
Где я могу получить анодированный алюминий для промышленных целей? За последние пару десятилетий анодирование алюминия стало слишком известным из-за его промышленного применения, и теперь это значительный бизнес. В Китае есть одни из лучших производителей, которые предлагают анодирование алюминия для промышленных целей. Sunrise Metal – одна из таких компаний, которая уже более 10 лет предоставляет услуги по анодированию алюминия.
Мы предлагаем услуги для ряда отраслей промышленности, таких как гальванопокрытие, лазерное травление, отделка и т. д. Мы являемся ведущим производителем и поставщиком обработанных, экструдированных и анодированных алюминиевых изделий и компонентов для обработки. Как сертифицированная компания, мы предлагаем процедуры, отделку и цвета анодированного алюминия на выбор клиентов. Наши услуги включают в себя анодирование с твердым покрытием, а также цветное анодирование со специализированным процессом и другие услуги, такие как нанесение покрытия и отделка.
Насколько долговечно анодированное алюминиевое покрытие? Это стирается? Анодирование алюминия образует оксидное покрытие на поверхности алюминия, которое является очень твердым. Анодированный алюминий исключительно устойчив к истиранию и известен своей долговечностью. По сравнению с неанодированным алюминием он не отслаивается, не отслаивается и не мелеет.
Оксид алюминия относится к семейству драгоценных камней корунда и уступает алмазу по жесткости. Оксидный слой проходит карандашные тесты на твердость, а это означает, что анодированное алюминиевое покрытие обладает высокой прочностью.
Когда на анодном слое алюминия появляется крошечная трещина, анодированная пленка пытается залечить себя, образуя защитный слой. Он останавливает урон от ползания вниз к его основанию. В отличие от органических покрытий на алюминии или красок, анодированные покрытия являются относительно постоянными, поскольку они вырастают из нижней части вещества.
Несмотря на то, что анодированные покрытия являются постоянными, в некоторых случаях они изнашиваются. Они могут быть повреждены в результате воздействия экстремальных погодных условий и мытья кислотой. Различные типы анодирования по-разному реагируют на износ, но они могут стираться.
Анодированная пленка нежная и хрупкая; при длительных перепадах температуры в нем могут образоваться крошечные трещины. Эти трещины не приводят непосредственно к износу анодированной пленки, но если по ней ударить или применить силу, от покрытия отваливаются крошечные кусочки. Затем это, позже, то, что мы называем повреждением анодированного алюминиевого покрытия.
Анодированный алюминий находит применение во многих отраслях промышленности, в том числе:
Аэрокосмическая промышленность и авиация: Главной потребностью этой отрасли являются легкие и прочные материалы, а анодированный алюминий обладает обоими этими качествами. Анодированный алюминий обладает всеми свойствами, необходимыми для аэрокосмической промышленности, в том числе; коррозионная стойкость, низкая плотность, устойчивость к отслаиванию и суровым условиям. Даже НАСА использует анодированный алюминий для изготовления широкого спектра космического оборудования, такого как поручни и крепления.
Электроника : Сотни полезных электронных продуктов изготавливаются из анодированного алюминия, который обеспечивает превосходную термостойкость. Некоторые примеры применения анодированного алюминия в электронике включают: телефоны, игровые системы, компьютеры и солнечные батареи.
Пищевая промышленность и упаковка : Анодированное алюминиевое покрытие идеально подходит для пищевой и упаковочной промышленности. Анодированный алюминий водонепроницаем, легко моется, не отслаивается и не отслаивается, устойчив к грибкам. Типичными областями применения в пищевой и упаковочной промышленности являются производство; плиты, сковороды, кухонное оборудование, формы для выпечки, грили и льдогенераторы.
Медицина и здоровье: Противогрибковые и антикоррозионные свойства анодированного алюминия делают его исключительно подходящим для стоматологического и медицинского оборудования. Это оборудование часто можно увидеть в отделениях неотложной помощи, операционных и кабинетах врачей. Медицинские и стоматологические инструменты нуждаются в многократной стерилизации, поэтому лучше всего подходит анодированный алюминий, поскольку его можно многократно перерабатывать, не отслаивая и не ржавея.
Да, на анодированный алюминий можно наносить порошковое покрытие.
Порошковая окраска — это метод отделки, при котором на металлическую подложку наносится сухой сыпучий порошок для придания ей более прочного и стойкого лакового покрытия. Процесс порошковой окраски практически идентичен процессу покраски; разница только в сухом порошке.
Анодированный алюминий идеально подходит для абразивной стойкости, но анодированное покрытие хрупкое, любая царапина или износ могут привести к коррозии в долгосрочной перспективе. Порошковое покрытие придает анодированному алюминию дополнительную прочность, защитный слой и большое разнообразие цветов. Порошок прилипает к алюминиевой подложке за счет электростатического заряда порошка, отверждая поверхность.
Анодированный алюминий подходит для порошковой окраски, поскольку не требует предварительной очистки или подготовки поверхности, которые необходимы для деталей из необработанного металла. Возможно, для определенного цвета может потребоваться более одного слоя пудры.
В то время как большинство деталей из анодированного алюминия можно покрыть порошковой краской, некоторые анодированные поверхности плохо работают с порошковой окраской. Распространенной причиной является нанесение неорганических красителей или красок на поверхность анодированного алюминия.
Во избежание несовместимости анодированную поверхность подвергают тесту на адгезию во влажном состоянии; если тест окажется положительным, анодированные алюминиевые детали подходят для порошковой окраски. В случае отрицательных результатов вам необходим эффективный процесс предварительной обработки.
В чем разница между алюминием с порошковым покрытием и анодированным алюминием? Анодирование — это электрохимический процесс, обеспечивающий дополнительную защиту, долговечность и декоративный вид естественно существующему оксидному слою. Порошковое покрытие — это метод, при котором в качестве покрытия используется сухое сыпучее покрытие для повышения ударной вязкости и стойкости металлов.
Вот существенные отличия алюминия с порошковым покрытием от анодированного алюминия:
Процедура
В анодированном алюминии подложка погружается в ванну с раствором электролита, и при прохождении через нее тока образуется оксидный слой .
Порошковое покрытие алюминия или любого другого металла выполняется путем распыления электростатически заряженного порошка на металлические детали.
Стоимость
Процесс анодирования дороже, чем порошковое покрытие.
Доработка
Поврежденный анодированный алюминий трудно восстановить, но алюминий с порошковым покрытием можно повторно покрыть и отвердить с помощью нагревания.
Окрашивание
Предлагается до 30 цветовых комбинаций, но при этом возможны более значительные цветовые вариации. Принимая во внимание, что изменение цвета порошкового покрытия невозможно, но диапазон доступных цветов составляет до 100.
Срок службы
Алюминий с порошковым покрытием имеет более короткий срок службы, чем анодированный алюминий, из-за износа и воздействия влаги. в погоде.
Области применения
Алюминий с порошковым покрытием чаще всего используется в производстве бытовой техники для изготовления крышек стиральных машин, корпусов кондиционеров, обогревателей, боковых панелей и холодильников.
Анодированный алюминий в основном используется в аэрокосмической, мебельной, пищевой и автомобильной промышленности.
Можно ли использовать краску в качестве отделки поверхности анодированного алюминия?Да, краску можно использовать для отделки поверхности анодированного алюминия.
Самое важное, о чем следует помнить, это тщательно очистить алюминиевую поверхность путем мытья и сушки перед покраской. Одним из свойств анодированной алюминиевой пленки является исключительная адгезия. Это оказывается очень полезным для маляра, потому что поры на анодированной поверхности алюминия отлично впитывают любую жидкость.
Процедура покраски начинается с тщательной очистки алюминиевых деталей. Это делается для того, чтобы пористая анодированная пленка не впитывала любые загрязнения, присутствующие на алюминии, такие как масло или частицы воздуха.
После очистки и полного высыхания алюминия на поверхность наносится травильный грунт, не оставляющий следов. Ожидаемое время высыхания грунтовки составляет два часа. В некоторых случаях грунтовка образует ненужные неровности и бороздки на алюминиевой поверхности, которые необходимо удалить, прежде чем переходить к следующему шагу. Наждачной бумагой можно аккуратно избавиться от неровностей; наждачная бумага не повреждает анодированный слой.
На последнем этапе на алюминиевую поверхность наносится краска. Предпочтительна краска на масляной основе, чтобы лучше использовать адгезию анодированного алюминия. В зависимости от оттенка цвета вы решаете какие дополнительные слои краски. Например, для синего, черного или более темных цветов вам может понадобиться три или более слоев, чтобы получить наилучшую отделку.
Да, процесс анодирования вызывает ряд экологических проблем. Тем не менее, они управляются с использованием самого современного оборудования в Sunrise Metal и в соответствии с международными стандартами безопасности ISO.
Большая часть процесса происходит в серной ванне, при которой образуются два побочных продукта; гидроксид алюминия и деградированная серная кислота. Агентство по охране окружающей среды (EPA) классифицировало гидроксид алюминия как опасный. Сточные воды, содержащие гидроксид алюминия, не могут эффективно сбрасываться в городскую систему очистки воды. Гидроксид алюминия представляет собой соединение, которое забирает кислород и водород из серной кислоты и алюминий из анодированной детали. Поэтому менеджеры по обеспечению качества в Sunrise принимают специальные меры, чтобы обеспечить безопасное завершение процесса утилизации.
Разложенная серная кислота, смешанная с водой, оказывает сильное токсическое воздействие на морских обитателей, а ее коррозионная природа наносит серьезный вред растениям и животным. Пары остаточной серной кислоты могут вызвать серьезные проблемы со здоровьем при длительном воздействии. Агентство по охране окружающей среды установило жесткие правила и стандарты для максимально допустимой концентрации алюминия в отходах при захоронении. Согласно EPA, деградированная серная кислота должна быть нейтрализована до значения pH примерно от 6 до 8.
Помимо побочных продуктов электролитного резервуара, в процессе анодирования также образуются другие отходы. Материалы, используемые для предварительной очистки алюминия, такие как растворители и промышленные очистители, также должны быть тщательно утилизированы, прежде чем подвергать их воздействию окружающей среды. Герметики и красители, используемые в различных процессах, связанных с анодированием, также оказывают неблагоприятное воздействие на окружающую среду, если их не утилизировать должным образом.
Почему вы должны выбрать Sunrise Metal для анодирования алюминия? Sunrise Metal – ведущий производитель алюминиевой продукции, предлагающий услуги анодирования премиального качества более 10 лет. Современные заводы были созданы для реализации проектов с малым объемом производства и обеспечения их полномасштабного производства. От производства до покрытия поверхности мы используем правильные сплавы и методы производства, чтобы обеспечить успешное удовлетворение ваших промышленных потребностей.
Мы предлагаем услуги по анодированию алюминия в рамках комплексного комплексного решения для промышленных нужд. Дополнительные услуги, предлагаемые Sunrise, включают литье алюминия под давлением, оснастку, быстрое прототипирование, обработку с ЧПУ и широкий спектр отделки поверхности.
Услуги по анодированию предлагаются в виде двух основных услуг:
- Анодирование деталей из алюминиевого литья под давлением. Обычными алюминиевыми сплавами для литья под давлением являются ADC12, A380 и т. Д. .
- Анодирование деталей Pure CNC. Популярными обрабатываемыми сплавами являются Al6061, Al6063 и др. .
Все клиенты могут воспользоваться следующими преимуществами, предлагаемыми Sunrise:
- Доступность услуг твердого и стандартного анодирования поможет вам сделать правильный выбор.
- Услуги по детальной отделке и инспекции металла для автомобильной, медицинской, бытовой и других отраслей.
- Возможность выбора цвета анодирования в соответствии с индивидуальными заказами.
- Современное оборудование, позволяющее получать наилучшие результаты, детальный дизайн и превосходную отделку.
- Опытная команда специалистов по анодированию выполнит ваши индивидуальные проекты по анодированию.
- Отличный сервис и высочайшее качество производства и дизайна в соответствии с международными стандартами ISO.
- Обслуживание как малых, так и больших объемов услуг по анодированию алюминия
Если вы хотите узнать больше об анодировании алюминия, вы также можете посетить веб-сайт AAC (Совет по анодированию алюминия). Если вы готовы найти поставщика для анодирования алюминия прямо сейчас, вы обязательно можете связаться с Sunrise Metal, чтобы узнать об обработке и анодировании алюминия.
Анодирование алюминия | Анодирование твердого покрытия
Анодирование алюминия — популярный процесс, повышающий прочность металла, устойчивость к коррозии и царапинам.
Techmetals имеет более чем 50-летний опыт работы с титаном и анодированием алюминия, помогая, например, различным отраслям промышленности, таким как медицина, аэрокосмическая и автомобильная области.
В дополнение к вышеуказанным причинам анодирование алюминия также имеет некоторые эстетические преимущества.
Например, он позволяет добавлять к детали самые разные цвета во время процесса. О добавлении цветов поговорим позже.
В отличие от других покрытий, которые прилипают к поверхности металла, как краска или покрытие, анодирование фактически взаимодействует с подложкой. Другими словами, он буквально СТАНОВИТСЯ частью самого металла!
Кроме того, анодирование представляет собой химическую реакцию (анодное окисление), вызываемую электрическим зарядом. Реакция вызывает как проникновение, так и накопление анодного оксида на поверхности металла. Общее правило – 50% проникновение и 50% рост, однако разные сплавы иногда дают несколько разные результаты.
Этот процесс позволяет получить твердый металл без царапин, который идеально подходит для использования в экстремальных условиях. Доступность и легкий вес алюминия также делают его привлекательным выбором для покрытия.
“Поры” Еще немного
В процессе окисления ионы выделяются из алюминия, образуя глубокие поры, похожие на соты, в основной материал. Чем дольше детали остаются в баке, тем глубже становятся поры.
Конечным результатом является узор из открытых отверстий на поверхности алюминия, что также является причиной того, что анодирование делает материал более твердым.
Как правило, толщина покрытия 10 микрон обеспечивает очень твердое и устойчивое к царапинам покрытие. Затем мы герметизируем анодирование, просто промывая его водой или другими химическими веществами, в зависимости от ваших потребностей. Это уплотнение, также известное как «барьерный слой», помогает предотвратить дальнейшее окисление поверхности металла.
Никогда не тускнеющие цвета
Удивительное преимущество анодирования алюминия заключается в том, что созданные поры могут быть также заполнены тонированными пигментами. В результате вы можете легко добавить цвет к любой из ваших частей.
Красители заполняют поры до поверхности, где они навсегда закрываются барьерным слоем. Это создает устойчивый к царапинам цвет, который не может исчезнуть, потому что он существует значительно ниже поверхности металла. Однако удаление цвета требует шлифовки детали до глубины пор.
Кроме того, концепция видимого цвета на самом деле является результатом того, как человеческий глаз воспринимает свет, отражающийся от анодированного покрытия. Различные длины волн света вызывают наше восприятие цвета и блеска.
Твердое покрытие, процесс анодирования DEEP BLACK (Тип III)
Компания Techmetals разработала запатентованное твердое покрытие DEEP BLACK с анодированием, более темное, чем наш стандартный черный вариант. Многие наши клиенты признают его самым темным черным цветом в отрасли.
Поэтому, если вам нужна деталь с очень темным черным твердым анодированным покрытием, обязательно запросите этот процесс у наших специалистов по продажам.
Анодирование алюминия с твердым покрытием (тип III)
Для достижения большей защиты от коррозии при использовании в экстремальных условиях или с движущимися механическими частями процесс анодирования алюминия может превышать глубину > 10 микрон.
В результате этот тип анодирования также упоминается как тип III или твердое покрытие. Выбор твердого анодированного покрытия обеспечивает превосходные результаты, но также увеличивает время и затраты на процесс.
Анодирование алюминия Преимущества:
Свойства:
- Type II – Excellent Corrosion Protection
- Type III – Extremely Hard, Abrasion Resistant
- May be Selectively Plated
- Good Dielectric Qualities
- Economical
- A Number of Color Options В наличии
Технические характеристики:
- MIL-A-8625 (типы II и III)
- AMS 2469
- AMS 2471
- 0175
- AMS 2472
- ASTM B 580
Типичная толщина:
MIL-A-8625
-Тип II: . 0001-.001
-Тип II: .0001 -.001
-. Может применить от .0001-.0004 Общая толщина
Коррозионная сопротивление:
> 336 часов на ASTM B-117
Dielectric Cospance:
1000V PER. :
Онлайновые красители состоят из черного, красного, синего, оливково-серого, рыжевато-коричневого, серо-голубого и других; доступны специальные цвета красителей (за дополнительной информацией обращайтесь)
УПЛОТНЕНИЯ:
Уплотнение для горячей воды, Ацетат никеля, Дихромат натрия
Анодирование серной кислотой
(MIL-A-8625) – Тип II
- Коррозионная стойкость и
обеспечивает хорошую стойкость к истиранию - Различные цвета: красный, огненно-красный, синий, черный, оливково-серо-коричневый, золотой, сине-серый и серый.