Анодирование металла – виды покрытия, способы домашней обработки
alexxlab | 23.01.2020 | 0 | Разное
виды покрытия, способы домашней обработки
Анодирование металла – это электрохимический процесс создания защитной оксидной пленки, которая защищает поверхность металла от воздействия окружающей среды. Отсюда и другое название, которое лучше всего отражает суть – анодное оксидирование. Технологию покрытия используют для обработки не только стали, но и большинства цветных металлов. Исключениями являются железо и медь. Данные элементы характеризуются образованием сразу двух оксидных соединений – это негативно сказывается на целостности пленки и ее адгезии к базовой поверхности.
За период развития анодирования было разработано несколько способов осуществления работ. Все они будут подробно рассмотрены в данной статье.
Специфика и назначение процесса
По своей сути процесс анодирования напоминает гальваническую обработку стали. Основное отличие состоит в том, что при гальваническом способе в качестве защитного покрытия выступают составы на основе цинка или хрома. При анодировании стали не используются вспомогательные составы, а защитная пленка образуется непосредственно из материала обрабатываемой поверхности.

Оксидная пленка естественного происхождения, которая образуется в процессе эксплуатации деталей, не отличается толщиной и стойкостью покрытия. При анодировании процесс образования слоя поддается регулировке. В результате окисленный участок не разрушается, а становится прочнее.
К технологическому процессу имеются свои требования: обрабатываемый металл должен иметь только один оксид и обладать высокой адгезией к поверхности. Вместе с тем защитный слой должен иметь пористую структуру для беспрепятственного контакта рабочей смеси с чистым металлом, ускоряя процесс образования пленки. Несмотря на то что вышеописанным требованиям соответствует большинство металлов, лучше всего анодированию поддаются алюминий, тантал, сталь и титан.
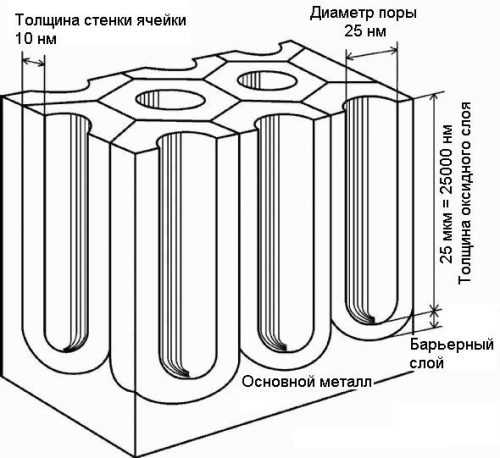
Существует два типа оксидных пленок, которые отличаются строением и назначением:
- Пористая. Ее свойства были описаны выше. Такой слой получают при оксидировании в среде кислых электролитов. Данная структура является отличной основой для нанесения лакокрасочных материалов.
- Барьерная. Является самостоятельным защитным покрытием, препятствуя контакту стали с внешними негативными факторами. Получают в нейтральных растворах.
Анодированные поверхности используют не только в качестве защитного слоя. Современные дизайнеры активно используют оксидированный алюминий в качестве отделочного элемента интерьера. Существует возможность изменения оттенка защитного слоя: от жемчужного до золотистого в зависимости от применяемых материалов и уровня напряжения.
Применяемые устройства и оборудование
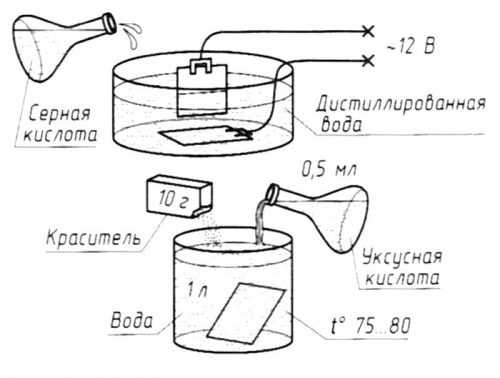
В промышленных масштабах для анодирования стали применяют раствор серной кислоты, который обеспечивает высокую скорость процесса и наибольшую глубину проникновения. Современные установки представляют собой полностью автоматические линии с минимальным количеством персонала, роль которого сводится к контролю над рабочим процессом.
Все оборудование можно разделить на три вида:
- Основное. К нему относят ванну и катод. Емкость должна быть изготовлена из инертного материала, обладающего высокими теплоизоляционными свойствами – в этом случае электролит не будет слишком быстро нагреваться и прослужит намного дольше. Материал катода зависит от типа обрабатываемого металла. Например, для анодирования алюминия используют свинцовый лист, размер которого должен быть вдвое больше габаритов заготовки.
- Обслуживающее. Сюда относят узлы, которые отвечают за обеспечение работоспособности установки: приводные механизмы и устройства для передачи тока.
- Вспомогательное. Речь идет об оборудовании, на котором осуществляются работы по подготовке заготовок к анодированию. Сюда же относят механизмы для перемещения деталей и их складирования.
В процессе выбора подходящей установки необходимо принимать во внимание следующие особенности:
- Наиболее трудоемкими операциями являются погружение и выгрузка заготовки. Обращайте внимание на надежность и энергопотребление данных узлов.
- Производительность зависит от мощности энергетической установки. Как показывает практика, оптимальная мощность выпрямителя – 2,5 кВт. Наличие бесступенчатой регулировки уровня напряжения будет дополнительным преимуществом, облегчающим процесс анодирования стали.
Бесступенчатая регулировка будет после формирования защитного слоя средней толщины, когда для сохранения уровня тока будет необходимо плавно увеличивать напряжение.
- По кольцам емкости должны быть уставлены контактные площадки из гибкого материала. Лучше всего с этой задачей справятся элементы из меди.
Способы анодирования
Метод образования оксидной пленки зависит от типа базовой поверхности и выбранной технологии. Примечательно, что в условиях домашнего анодирования рабочий цикл практически не отличается от промышленных условий. Разница состоит в том, что при работе с элементами сложной конструкции используют хромовую кислоту, а не серную.
Существует несколько видов анодирования стали. Наиболее любопытным является цветное анодирование, которое изменяет исходный цвет детали.

Возможны варианты изменения оттенка даже без погружения в раствор электролита. Известны 4 вида цветного оксидирования:
- Адсорбционное.
- Электролитическое, или черное.
- Интерференционное.
- Интегральное.

Рассмотрим основные методы выполнения работ.
Теплый метод
Данная технология считается самой простой. Она применяется в качестве подготовительных работ перед покраской. Пористая структура обеспечивает высокую адгезию, благодаря чему краска надежно держится на поверхности. Процесс протекает при температуре не выше 50 °C, что и дало название методу.
Недостатками покрытия являются низкая прочность и устойчивость к коррозии. При нарушении технологии слой можно стереть, проведя по нему рукой. По этой причине теплое анодирование применяется в качестве промежуточной стадии перед дальнейшей обработкой.
Благодаря своей простоте метод можно применять в домашних условиях без потери качества результата.
Холодный метод
Холодное анодирование характеризуется скоростью образования окисной пленки: она гораздо выше, чем скорость растворения металла с внешней стороны. Отличается высоким качеством защитного слоя. Имеются четкие требования к температуре электролита – она не должна превышать 5 °C. Кроме того, раствор теплее в центре ванной, поэтому необходимо обеспечить его непрерывную циркуляцию.
Единственный недостаток – невозможно использовать краски органического происхождения.
Технология твердого анодирования
Твердое анодирование – лучший способ получить сверхпрочное покрытие на поверхности стали. Метод активно применяется для защиты элементов авиационной и космической промышленности. Особенность – использование одновременно нескольких электролитов в определенном соотношении, при котором их свойства будут усиливаться.
Подавляющее большинство составов, а также методика их применения защищены патентами.
Главные плюсы анодированного металла
Анодированная сталь выгодно отличается от незащищенных изделий следующими качествами:
- Стойкость к коррозии. Барьерная пленка препятствует контакту металла с влагой, а также химически активными соединениями.
- Высокая прочность. Защитный слой обладает высокой устойчивостью к механическим повреждениям.
- Диэлектрические свойства. Оксидная пленка практически не проводит ток.
- Экологичность. Обработанная посуда приобретает устойчивость к интенсивным перепадам температур. В процессе приготовления пища не подгорает.
- Декоративные свойства. Некоторые металлы подвергают обработке для изменения визуальных качеств. В основном, для этих целей используют алюминий как обладающий хорошим соединением с кислородом. Добавление определенных солей в раствор электролита позволит поменять исходный цвет, придавая окрашенным изделиям ровные и глубокие оттенки.
Оксидирование также позволяет скрыть незначительные дефекты поверхности, такие как царапины или потертости.
В отличие от обычной нержавеющая сталь плохо поддается обработке как условно инертный металл. Для решения этой проблемы нержавейку покрывают никелем, а только затем проводят оксидирование. Ученые активно занимаются разработкой специальных паст, которые будут уменьшать инертные свойства наружного слоя нержавеющей стали.
Процесс обработки различных типов металла
Анодирование стали проводится с учетом свойств и характеристик металла. Для прочих соединений эти условия могут быть неприемлемыми. Рассмотрим особенности обработки отдельных металлов и сплавов на их основе.
Анодирование меди и ее сплавов
Этот металл очень плохо поддается оксидированию. Оптимальным считается электрохимический способ, в результате которого происходит изменение цвета. В качестве рабочей смеси используют фосфатные или оксалатные растворы.
Процесс отличается высокими технологическими требованиями, поэтому на практике встречается крайне редко.
Анодирование титана
Процедура считается обязательной, поскольку оксидная пленка не только увеличивает прочность заготовки, защищая от механических повреждений, но и меняет цвет в широком спектре в зависимости от уровня напряжения на протяжении рабочего цикла.
Для обработки титана подходит практически любая кислота.
Анодирование серебра
Для анодного оксидирования серебра специалисты рекомендуют применять серную печень – она способна придать синий или фиолетовый оттенки без изменения свойств серебряной поверхности.
Продолжительность рабочего цикла составляет 30 минут. После получения заданного цвета изделие достают из емкости и промывают сначала теплой, а затем холодной водой.
Анодирование алюминия
Анодирование алюминия получило наибольшее распространение. Разработано множество способов нанесения оксидной пленки, включая цветное покрытие. Особой популярностью пользуется декоративное назначение оксидирования.
Технология покрытия не отличается высокой сложностью. При большом желании оксидирование алюминия можно проводить в домашних условиях – это не потребует больших затрат.
Анодирование – универсальная технология, которая может использоваться в качестве как подготовительных работ перед покраской, так и самостоятельной защиты металлической поверхности. Кроме того, обработанным элементам можно придать дополнительные визуальные эффекты.
А вы пробовали выполнять анодное оксидирование в домашних условиях? Получилось добиться нужного качества? Поделитесь вашим опытом в блоке комментариев.
wikimetall.ru
что это такое, виды, процесс своими руками
Алюминий относится к мягким металлам, которые легко поддаются обработке. В этом смысле он очень хорош для изготовления разных изделий, чем во многом объясняется его популярность. Кроме положительных сторон, есть один существенный недостаток металла – он очень быстро поддается окислению. Тонкая пленка на его поверхности серьезно мешает процессу покраски изделия, а неокрашенный металл выглядит малопривлекательным. Решить задачу можно, применяя анодирование алюминия.
Вся проблема естественно образованной оксидной пленки, которая, в принципе, защищает металл от дальнейшего разрушения, в том, что она хрупкая и легко счищается. Анодирование способствует наращиванию прочной оксидной пленки и ее закреплению на алюминии. После этого металл можно красить, лакировать, и эти покрытия будут стойко держаться на поверхности деталей.

Цель анодирования алюминия и его дальнейшее использование
Анодирование алюминиевых профилей и других деталей имеет большой смысл. Важно, что все характеристики металла остаются неизменными, но сама поверхность изделий приобретает дополнительные качества:
- По всей поверхности образуется механически прочный слой оксида, который не позволяет разрушаться металлу под воздействием влаги и кислорода.
- Мелкие повреждения в виде точечных дефектов либо незначительные царапины скрываются под слоем, и металл становится более однородным.
- При нанесении лакокрасочных покрытий последние распределяются более равномерно, хорошо ложатся на алюминий.
- Детали из анодированного алюминия приобретают презентабельный вид, на различных механизмах они смотрятся выигрышно.
- В процессе анодирования можно передать алюминию совершенно иной оттенок, например, посеребрить или позолотить его либо сделать отлив жемчужным блеском.
Обработанные запчасти из алюминия можно дальше пускать на производство различных узлов, механизмов машин, каркасов.
Способы анодирования алюминия
Наиболее распространенным методом анодирования выступает метод химического оксидирования, когда посредством специального электролита на поверхность алюминия осаживают пленку. Применяют при этом растворы на базе кислот:
- хромовой;
- сульфосалициловой;
- серной;
- щавелевой.
Кроме химического, анодирование бывает интегральным, микродуговым, интерферентным, также используют цветное оксидирование. При добавлении красителя можно получить любой цвет пленки, например черный.
Теплое анодирование
Применяют этот способ анодирования алюминия тогда, когда после необходимо красить изделие. Пленка имеет пористую структуру, что является положительным моментом для адгезии покрытия с эпоксидным красителем. Серьезным минусом можно считать недостаточную прочность механического и коррозионного характера. Активные металлы и морская вода способны легко разрушить покрытие. Такой способ анодирования можно использовать дома.
Нет четко установленной температуры, при которой создают условия образования кристаллического оксида по теплому методу анодирования алюминия. Известно, что он должен протекать в помещении, где поддерживается комфортная для организма температура либо она повышена, но не более чем до 50 °C. Процесс протекает в растворе электролита под воздействием напряжения.
Предварительно обезжиренная и промытая деталь претерпевает анодирование до тех пор, пока визуально вся обрабатываемая поверхность не станет молочно-белого цвета.
Холодная технология
Холодное анодирование предполагает тот же процесс создания кристаллического оксида, как и при теплой технологии, но температура раствора при этом не должна превышать 5 °C. Особенностью метода является ускоренный рост анодного покрытия со стороны алюминия относительно его же растворения со стороны электролита.

Что происходит при анодировании холодным способом:
- Емкость наполняют электролитом.
- В электролит опускают деталь, подвешивая ее, и соединяют с анодом.
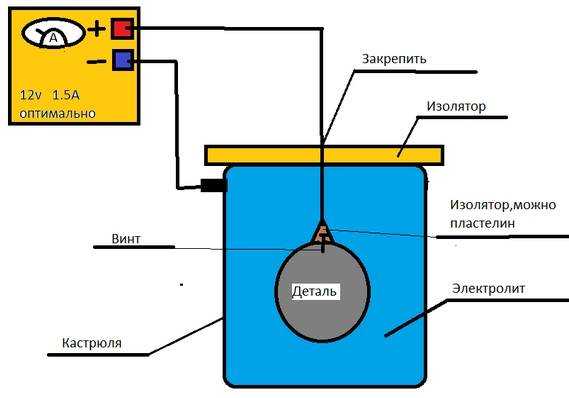
- Катодную пластину также опускают в раствор и подают постоянное напряжение 12 В с плотностью тока 4–1,6 А/дм².
- При покрытии маленьких изделий ждут 30 минут, крупных – 60 минут, после чего снимают напряжение с электродов.
Преимущество холодного способа: получается высокопрочная оксидная пленка, стойкая к любым видам воздействия. Недостаток – плохая адгезия с красителями.
Анодирование алюминия в домашних условиях
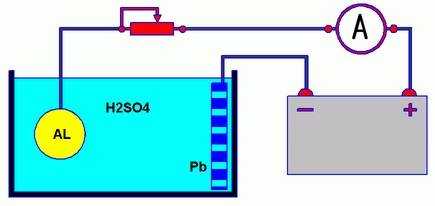
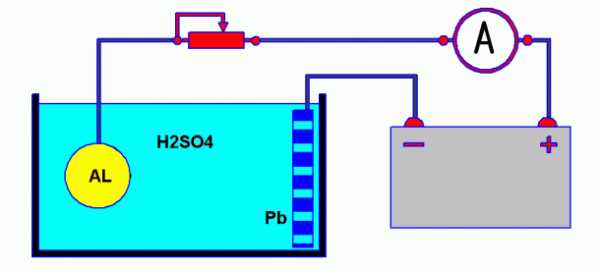
Чтобы провести анодирование своими руками дома, необходим определенный набор инструментов:
- емкости или ванночки, выполненные из металла алюминия, где будет проходить сам процесс;
- емкости из полимера либо стекла для подготовки растворов в количестве двух штук;
- провода для подводки тока из электротехнического алюминия;
- источник питания напряжением 12 В, можно применить автомобильный аккумулятор либо блок питания;
- мощный реостат проволочного типа;
- измерительный прибор амперметр.
Для процесса анодирования на производстве в качестве основы электролита используют кислоту серную. Это опасно, так как ее пары легко воспламеняются, а в течение операции оксидирования бурно выделяются газы.
Чтобы безопасно анодировать алюминий в домашних условиях, от серной кислоты стоит отказаться, заменив ее на специальный раствор из соли и соды.

Подготовка электролита
В качестве электролита для получения рабочего раствора используют специальную смесь взамен кислоте. Приготовление каждого из двух компонентов раствора содового и солевого происходит в отдельных посудинах с применением дистиллированной воды без посторонних включений и подогретой до теплого состояния. Пищевую соду растворяют с тем расчетом, чтобы ее объем относительно объема солевого раствора был больше в 9 раз.
Методика приготовления:
- Отдельно каждый раствор подвергают скрупулезному перемешиванию с целью получения полной однородности без нерастворенных частиц.
- Оставляют смеси на некоторое время, чтобы опустился осадок, и сливают верхнюю часть через фильтр в другие чистые емкости.
- Перед тем как запустить процесс оксидирования, растворы смешивают в емкости из алюминия, где 1 часть будет солевого, 9 – содового растворов.
Подготовительный этап
Деталь, прежде чем подвергнуть химической обработке, следует правильно подготовить. На этом этапе:
- Поверхность изделия очищают от загрязнений.
- Шлифуют, удаляя окислы, значительные дефекты и неровности.
- Обезжиривают, избавляясь от веществ, препятствующих получению качественной пленки.
Температура электролита
Температура электролита имеет важное значение для процесса получения кристаллической оксидной пленки способом анодирования алюминия. Она напрямую влияет на прочность и рыхлость покрытия и его дальнейшие свойства.
Чем ниже температура, тем более плотной, крепкой и не такой рыхлой будет оболочка, но скорость образования последней меньше, нежели при использовании высоких температур.
Анодная плотность
Правильное анодирование металлов алюминия и их сплавов предполагает выдержку определенной плотности тока. Это показатель силы тока, отнесенный ко всей поверхности, которая будет подвержена покрытию оксидом. Этот параметр напрямую определяет, с какой скоростью будет образовываться слой. Также учитываются плотность электролита и его температура.
Общие правила предписывают использовать плотность в пределах 2,5–1 А/дм², если целью является получение покрытия декоративно-защитного характера – толщина 20–6 микрон; использовать плотность в пределах 4–2 А/дм², если нужен электроизоляционный слой или очень твердое покрытие – толщина 75–40 микрон.
Контакт детали с подвеской
Достижение результата качественного покрытия алюминиевых деталей методом анодирования также зависит от правильного их расположения в электролите. Они должны быть полностью погружены в раствор, иметь отличный контакт с анодом и не прикасаться к любым другим поверхностям. Осуществить это можно, применяя специальную подвеску. В роли ее может выступить алюминиевый брусок, который устойчиво закреплен на штативе. В бруске сверлят отверстия под болтовые соединения. Болтами крепят алюминиевую проволоку, на которой уже подвешивают детали. Также на брусок подключают анод.
Следует избегать большой площади контакта детали с подвеской: в этом месте пленка не будет образовываться во время оксидирования.
Закрепление
Окончательный этап после оксидирования – это закрепление. Суть процесса состоит в том, чтобы закрыть поры, образовавшиеся в поверхностном слое. Достигается это очень легко: деталь просто пропаривают или подвергают кипячению в дистиллированной воде. Длительность процесса составляет около 30 минут.
Типичные ошибки при анодировании
Выполняя оксидирование алюминия в домашних условиях, следует избегать таких ошибок:
- Применение скруток и некачественных зажимов в электрической цепи.
- Использование катодов меньших по размеру, нежели обрабатываемая деталь. Нужно, чтобы площадь катода была хотя бы в два раза больше.
- Плохо подобранный анодный ток.
Всем, кто связан с гальваникой и на практике умеет проводить анодирование алюминия, поделитесь в комментариях своим опытом. Такие знания очень важны для начинающих.
wikimetall.ru
Анодирование металла в домашних условиях
Металлическим изделиям можно придать привлекательный вид и защитить их от коррозии, защитив поверхность металла специальной пленкой, образующейся в результате электрохимических реакций. Это может быть оксидирование, анодирование, контактная или электрохимическая окраска (осаждение металла).
Подготовка поверхности металла
В данной статье мы расскажем, как выполнить анодирование металла в домашних условиях. Сначала необходимо подготовить поверхность металла путем ее шлифовки, полировки, обезжиривания и декапирования. Обезжирить поверхность металлического изделия можно, применив органические растворители, в частности, бензин, бензол, спирт либо ацетон. Затем следует провести обработку щелочью (мыльный раствор), после чего промыть металлическую заготовку горячей водой. Черный металл хорошо обезжиривается 15% раствором едкого калия или натра, нагретым до 80 градусов. Алюминий – 10% раствором фосфорнокислого натрия.
Протравливание металлической поверхности
Декапирование означает легкое протравливание металлической поверхности. Данная обработка необходима для удаления с металла тонкой пленки окислов, мешающих нанесению нового покрытия. Декапирование стальных изделий производится раствором серной кислоты, 80 мл которой разводится в 100 мл воды с добавлением 2-3 г хромпика. Полученный состав наносится на 20 секунд при комнатной температуре. Альтернативой является анодное декапирование в электролите, состоящем из 150 г хромпика, 0,5 мл серной кислоты и 1 л воды.
Процесс анодирования металла
Анодирование или анодное оксидирование, металла производится в электролитных растворах при воздействии постоянного тока. Используемая для анодирования емкость не должна проводить ток. В качестве электролита подойдет 20% раствор серной кислоты. Для этого 200 мл кислоты добавляются в 800 мл воды. Следует лить серную кислоту в воду, не наоборот! Также используется 30% раствор бисульфита натрия, получаемый, если 300 г бисульфита натрия развести водой до общего объема состава в 1 литр.
В качестве альтернативы серной кислоте и воде, можно использовать так же раствор углекислого натрия (сода) и хлористого натрия (обыкновенная пищевая соль).
К аноду на алюминиевой подвеске крепят обрабатываемое металлическое изделие, а к катоду – пластину из свинца. При анодировании изделий сложной формы следует подвешивать целый ряд свинцовых пластин. Расстояние до изделия не должно превышать 9 см. Обработка производится при 20 градусах, плотность электротока должна составлять 2-3 А/дм2. Анодирование производится при напряжении 12-15 В и занимает около 1 часа.
Анодирование металла видео:
www.vash-remontik.ru
Анодирование алюминия в домашних условиях – подробное описание технологии
 Этот металл (в чистом виде или его сплав) является наиболее удобным для различного рода поделок, поэтому и пользуется популярностью у «домашних умельцев». Несмотря на множество достоинств, есть у алюминия и существенный недостаток – он быстро вступает в реакцию с воздухом (окисляется), что приводит к образованию своеобразного налета, который усложняет процесс окрашивания заготовок. А их «первозданный» вид мало кого устраивает из-за своей непривлекательности.
Этот металл (в чистом виде или его сплав) является наиболее удобным для различного рода поделок, поэтому и пользуется популярностью у «домашних умельцев». Несмотря на множество достоинств, есть у алюминия и существенный недостаток – он быстро вступает в реакцию с воздухом (окисляется), что приводит к образованию своеобразного налета, который усложняет процесс окрашивания заготовок. А их «первозданный» вид мало кого устраивает из-за своей непривлекательности.Прежде чем рассматривать процесс анодирования алюминия, следует понять, для чего оно проводится. Ведь при окислении на поверхности металла появляется тончайшая пленка, которая выполняет и функцию защиты. Все дело в том, что она непрочная и довольно легко повреждается. Поэтому смысл описываемого процесса состоит в том, чтобы ее укрепить (усилить). В этом плане анодирование сходно с таким не менее известным процессом, как воронение методом окисления (об этом можно прочитать здесь). Поэтому эту технологию называют еще анодным оксидированием.
Она применяется не только по отношению к алюминию, но и к некоторым другим металлам. Например, магнию, титану.
Что дает анодирование
- Укрепляет поверхностный слой.
- Делает невидимыми дефекты основы в виде царапин, точечных повреждений. Другими словами, «сглаживает» металл и придает ему однородность.
- Краска на алюминий ложится значительно лучше и равномернее.
- Внешний вид деталей делается более привлекательным.
- Возможность придать металлу различный оттенок и имитировать серебро, золото или, например, жемчуг. Хотя применение анилиновых красителей значительно расширяет спектр.
Анодирование «холодное»
 Наиболее часто применяемая методика, тем более что больших сложностей такой способ не представляет. Есть еще обработка алюминия «теплая», но такая технология менее эффективна и в последнее время, особенно в быту, не используется.
Наиболее часто применяемая методика, тем более что больших сложностей такой способ не представляет. Есть еще обработка алюминия «теплая», но такая технология менее эффективна и в последнее время, особенно в быту, не используется.
Достоинства
- Возможность получения достаточно толстого поверхностного слоя, что достигается разной скоростью нарастания и растворения оксидной пленки соответственно с внутренней и наружной ее стороны. Особенность методики в том, что процесс осуществляется в температурном диапазоне от – 10 до +10 ºС. Отсюда и ее название
- Высокая прочность такого покрытия.
- Повышение антикоррозийной устойчивости металла.
Недостатки
Он один, и довольно относительный. Дальнейшее покрытие красителями с органической основой становится довольно сложным. Материал, в зависимости от структурного состава (если речь идет о сплаве или характеристиках самого алюминия) в процессе анодирования окрашивается естественным путем. Оттенок может быть любым – от оливкового (с примесью «зелени») до темного (серого или черного).
Что понадобится
- Ванночки. Из алюминия – для анодирования; стеклянные или пластиковые – 2 штуки – для приготовления растворов.
- Соединительные провода (также алюминиевые).
- Источник напряжения +12 В (АКБ или выпрямитель).
- Реостат (если питание от аккумулятора или другого устройства с нерегулируемым «выходным» параметром).
- Амперметр.
Технология анодирования
На производстве для анодирования металлов используется раствор серной кислоты. Но такая методика небезопасна, так как сопровождается бурным газовыделением. Даже малейшая искра может привести к взрыву этой смеси. Суть процесса несложно понять по схеме, но в бытовых условиях кислотой редко кто пользуется, хотя методика остается прежней (разница только в том, что свинцовая пластина отсутствует). Поэтому рассмотрим более простой способ работы с алюминием.
 Приготовление растворов
Приготовление растворов
 Приготовление растворов
Приготовление растворовИх готовится два (в разных емкостях). Они служат альтернативой кислоте. Один – из пищевой соли, другой – из соды питьевой. Используется только чистая, дистиллированная, причем теплая вода. По объему содового раствора понадобится в 9 раз больше; в соответствие с этим и подбирается посуда.
После тщательного перемешивания (до полного растворения веществ) раствору нужно дать отстояться, а потом он сливается в другую посуду так, чтобы в нее не попал осадок, и фильтруется. Качество анодирования во многом зависит от «чистоты» растворов.
Непосредственно перед анодированием они смешиваются в алюминиевой посуде в соотношении 9 к 1 (содовый + соляной).
Подготовка детали
Коротко этот этап работы можно выразить так: очистка поверхности – ее обработка (шлифовка) – обезжиривание заготовки.
Если на детали будут какие-либо заметные дефекты, то полученный слой их не скроет (толщина покрытия не более 0, 05 мм).

Анодирование
Понятно, что заготовка должна быть полностью погружена в приготовленную жидкость, полученную путем смешения исходных растворов. Естественно, деталь должна на чем-то висеть, не касаясь дна посуды. Как это сделать, каждый решает сам. Например, рядом с ванночкой крепится стойка, на которой и подвешивается образец. Нужно подумать, за что и как его «подцепить»? Ведь в этом месте после анодирования останется пятно. Понимая это, конкретное решение принять несложно, сообразуясь с габаритами, конфигурацией и весом заготовки.
Подключение источника питания: «+» – к корпусу детали, «–» – к бортику ванночки.
 Ток подается в течение не менее получаса, и то, для небольших образцов. О степени их готовности свидетельствует изменение окраски. Поэтому контроль – чисто визуальный. После этого напряжение отключается, и деталь вынимается из ванны.
Ток подается в течение не менее получаса, и то, для небольших образцов. О степени их готовности свидетельствует изменение окраски. Поэтому контроль – чисто визуальный. После этого напряжение отключается, и деталь вынимается из ванны.
Ее необходимо хорошо промыть, а для очистки от остатков раствора еще и подержать в марганцовке. После этого она опять промывается попеременно в теплой и холодной воде, а потом сушится. Если все делалось правильно, то деталь приобретает светло-серый цвет.
О высоком качестве анодирования свидетельствуют его равномерность по всей площади покрытия и отсутствие разводов или пятен.
«Закрепление» слоя
Это заключительный этап. Пленка, которая покрывает металл, характеризуется обилием микропор. Чтобы повысить устойчивость алюминия перед внешними воздействиями, их следует «закрыть». Самый простой способ – или прокипятить в воде дистиллированной, или пропарить. Такая процедура занимает не менее 30 минут.
«Финишная» обработка
После этого можно произвести покраску или просто покрыть лаком (бесцветным). Окрашивание производится методом погружения детали в раствор красителя (анилинового, 10%-го).

Распространенные ошибки
Их довольно часто допускают «домашние» мастера, не изучившие как следует все особенности технологии.
- Плохой контакт детали с электродом. Поэтому зажим должен быть надежным, типа «крокодил», а еще лучше – с затягивающим винтом. Нарушение контакта приводит к изменению силы тока, что напрямую влияет на конечный результат. Поэтому различные скрутки, петли для подвешивания заготовок в данном случае неприменимы.
- Несоответствие габаритов катода линейным размерам детали. Это приводит к неравномерности плотности тока в ванночке. Как следствие – низкое качество обработки поверхности, риск прогара металла. Есть общее правило – катод (ванночка) по площади должен превышать заготовку не менее чем в 2 раза.
- Недостаточная (или завышенная) анодная плотность. Рекомендуемая величина – порядка 2 А/дм² (20 мА/см²). Для ускорения процесса ее можно и немного увеличить (но не более чем в 1,5 раза) с обязательным выдержив
ismith.ru
описание и разновидности покрытия, нюансы работы в домашних условиях
Алюминиевые сплавы считаются отличными материалами для производства самых разных деталей. Алюминий с легкостью подвергается обработке, он отличается маленькой массой, высоким уровнем прочности и совершенно не боится коррозии. Однако при массе преимуществ этот металл не имеет привлекательного внешнего вида. На поверхности алюминия плохо держатся красящие составы, а если его не обработать специальным покрытием, то появятся темные пятна. Технология анодного оксидирования алюминия позволяет обеспечить защиту материала от окисления и улучшить его внешний вид.
Описание технологии
Анодирование (анодное оксидирование) представляет собой процесс, в итоге которого на металлической поверхности формируется оксидное покрытие, обеспечивающее защиту поверхности от появляющегося при контакте с воздухом окисления. При этом окисленный участок не ликвидируется, а создается покрытие с большей твердостью. Эта технология напоминает воронение.
Зачем анодировать алюминиевые поверхности
Этот металлический сплав при естественных условиях взаимодействует с кислородом, в результате на поверхности создается защитное покрытие. Слой, обеспечивающий защиту, предотвращает окисление алюминия. Но эти натуральные оксиды являются крайне тонкими и с легкостью могут повреждаться. Решить эту проблему позволяет анодирование. Такая процедура, по сути, улучшает стойкость металлического сплава к неблагоприятным воздействиям извне, придавая изделию более привлекательный вид.
После анодирования алюминий не боится коррозии. Пленка, создаваемая при этом на поверхности, характеризуется высочайшей устойчивостью к изнашиванию. Кроме того, покрытие не будет отслаиваться со временем.
Стоит отметить, что это не нанесение защитного слоя как такового, как в случае покрытия поверхности стали цинком или хромом. Пленка из оксидов при анодировании формируется из самого металлического сплава. Интересно то, что анодирование актуально не только для алюминия, но и для иных материалов (магний, титан).
Иногда анодирование используется для улучшения декоративных свойств металлического сплава и придания ему конкретного оттенка. Среди расцветок сегодня особой популярностью пользуется темный и светлый золотистый, матовое серебро, жемчужные тона.
В промышленности анодирование осуществляется с применением двадцатипроцентного раствора серной кислоты. Но самостоятельное анодирование (в домашних условиях) с использование кислоты крайне опасно и не очень удобно.
Есть и иной вариант, который подразумевает применение составом из хлористого и углекислого натрия. Это обыкновенная соль и сода, которые можно отыскать в любом доме.
Преимущества
Что касается достоинств, присущих этой технологии, то нужно отметить следующие:
- анодированные конструкции приобретают прекрасные защитные свойства;
- металлическая поверхность делается однородной и матовой;
- анодирование также позволяет избавиться от повреждений покрытия — полос, сколов, царапин;
- улучшается внешний вид поверхности металлического сплава;
- защитный слой после обработки имеет довольно большую толщину.
 анодированные конструкции приобретают прекрасные защитные свойства;
анодированные конструкции приобретают прекрасные защитные свойства;На сегодняшний день существует несколько технологий исполнения этой процедуры.
Теплая разновидность покрытия
Этот способ является довольно простым. Всю работу можно выполнить даже самостоятельно. Процедура осуществляется при комнатной температуре. Посредством теплого анодирования можно сделать привлекательное покрытие разных цветов, воспользовавшись дополнительными органическими красителями. Если постараться, то на одном и том же элементе можно добиться сразу нескольких оттенков.
Вспомните советские ружья, характеризующиеся зеленой расцветкой. Это результат анодирования алюминиевого сплава. А в качестве красящего вещества была использована обыкновенная зеленка, которую можно отыскать в любой аптеке.
У технологии есть свои достоинства, но не обошлось и без недостатков.
- Алюминий, прошедший анодирование, не обладает по-настоящему высоким уровнем антикоррозийной защиты.
- Следы коррозии на его поверхности могут появляться при взаимодействии с агрессивными металлами и в морской воде.
- Эта обработка также не обеспечивает эффективную механическую защиту — металлическая поверхность может оцарапаться даже обычной иглой. Если же не была соблюдена технология, то покрытие можно стереть рукой.
Производится же теплое анодирование крайне просто. Для начала все элементы тщательно обезжириваются и фиксируются в подвесе. Анодирование производится до тех пор, пока на поверхности не появится молочный оттенок, затем изделие промывают прохладной водой. Красят же изделие горячим раствором. Окрашенное покрытие закрепляется в течение одного часа.
Особенности холодного анодирования
 Методика выполняется при низких температурных показателях. Холодное анодирование было разработано по целому ряду причин: высокая прочность, твердость и качество, а также быстрота растворения и достаточная толщина покрытия. Как правило, домашние мастера предпочитают именно эту технологию.
Методика выполняется при низких температурных показателях. Холодное анодирование было разработано по целому ряду причин: высокая прочность, твердость и качество, а также быстрота растворения и достаточная толщина покрытия. Как правило, домашние мастера предпочитают именно эту технологию.
Слой, расположенный со стороны металлической поверхности, увеличивается, а с наружной стороны практически полностью растворяется. При этом технология нуждается в хорошем охлаждении элементов, лишь в этом случае можно добиться высококачественного результата. Покрытие в итоге получится очень износоустойчивым и твердым. К примеру, подводным ружьям, поверхность которых была подвержена холодному анодированию, будет уже не страшна морская вода.
Единственный недостаток — невозможность применения натуральных красителей. Тут все зависит от веществ, входящих в состав обрабатываемого материала. Расцветка при обработке может изменяться от темной до зеленоватой.
Сначала деталь обезжиривается и фиксируется в специальном подвешивающем устройстве. Затем металлический сплав анодируют до тех пор, пока не появится плотный слой. После этого его промывают холодной или горячей водой. На финальном этапе слой укрепляют посредством проваривания в чистой воде.
Твердое оксидирование
Эта технология позволяет сделать прочное и твердое анодированное покрытие. Она активно используется на промышленных предприятиях. Характерная особенность методики состоит в том, что для ее исполнения применяется сразу несколько электролитов. Плотность электротока постепенно увеличивается и благодаря изменению структуры на металлической поверхности появляется высокопрочная пленка.
Оборудование для анодирования алюминия в домашних условиях
Теперь вам стало известно, что собой представляет анодирование. Пришло время выяснить, какое именно оборудование необходимо для этого. Итак, для работы потребуется несколько ванночек для деталей с разными размерами. Они должны быть сделаны из алюминия. В качестве альтернативы можно воспользоваться полиэтиленом или пластмассой. Стенки и дно пластиковой ванны должны быть покрыты листами алюминиевой фольги. Это необходимо для создания катодно-анодной установки.
У ванны также должны быть высокие теплоизоляционные характеристики. Лишь в этом случае электролит не нагреется сильно, и вам не нужно будет его регулярно менять.
После этого делают катод, для чего применяют свинец. Делается эта деталь исключительно из листового материала. Стоит отметить, что площадь катода обязательно должна быть вдвое больше площади обрабатываемой детали. В катоде должны быть специальные отверстия, предназначенные для выпуска газов.
После подготовки катода, необходимо изготовить электролит, поместить его внутрь ванны, положить туда элемент и подсоединить к «плюсу» источник электрического тока. Пластину из свинца нужно подключить к «минусу». Для того чтобы металлический сплав начал анодировать, сгодится источник электропитания на полтора ампера и двенадцать ватт. Что касается затрачиваемого времени, то для элементов небольшого размера процедура займет примерно тридцать минут. Чтобы произвести полноценный профиль из алюминия, понадобится три-четыре часа.
Расцветка изделия может различаться. Тут все зависит от применяемой методики анодирования в домашних условиях. С применением анилиновых красок детали металла можно выкрасить даже в черные оттенки.
tokar.guru
Для чего нужно анодирование – ОКСИ Про
Алюминий имеет свойство в естественной среде соединяться с кислородом, таким образом образуя защитную плёнку на своей поверхности. Именно этот слой позволяет металлу не окисляться. Этот природный оксид подвержен повреждению, так как представляет собой довольно тонкий слой. Специальный процесс анодирования может решить этот вопрос, сделав металл более прочным и устойчивым к внешним факторам. После анодирования коррозия не грозит алюминию. Кроме того, образовавшаяся в результате анодирования плёнка обладает большой износостойкостью, так как она не отслаивается от обработанной детали со временем.
К преимуществам анодирования относятся следующие факторы:
- защитные свойства, приобретённые после процесса;
- матовость и однородность поверхности металла;
- устранение всех возможных повреждений вроде царапин или полос, которые могут образоваться в результате повреждения;
- отличные декоративные качества;
- требуемая толщина защитного покрытия алюминия;
Также большой популярностью пользуется декоративное анодирование металла. Такой вид анодирования может проводиться с механической обработкой или вовсе без неё. Этот момент зависит от характеристик качества, которые предъявляют к уже готовой детали. Основная функция этого вида анодирования – придание металлу необходимый оттенок. Обычно ими бывают следующие оттенки: жемчуг, светлое или тёмное золото, серебро с матовым отблеском.
Этапы анодирования
Каждый определённый этап анодирования алюминиевой детали придаёт профилю очередное преимущество. Например, подготовка к самому процессу заключается в погружении детали в специальный щелочной раствор, результатом которого является полное очищение металла от масел и других видов загрязнений.
После промывки, которая производится в растворе из каустической соды, удаляется тонкий слой алюминия, который мог бы мешать важному процессу анодирования. Сам процесс анодирования придает алюминиевой детали более плотную поверхность, которая обеспечивается слоем оксидной плёнки. Дополнительные декоративные моменты анодирования придают изделию некоторый блеск и цвет. А процесс уплотнения в свою очередь помогает закрыть поры профилю, имеющему достаточно пористую структуру.
В целом можно сделать вывод, что анодирование необходимо алюминиевому профилю, если вы хотите защитить его от коррозии и других повреждений. Кроме того, анодирование придаст изделию приятный эстетический вид.
В последние годы преимуществ анодирования становится больше и больше, поэтому спрос на него заметно повышается. Также в некоторых случаях вы можете совершить процесс анодирования в домашних условиях, соблюдая необходимые правила.
Наиболее распространён процесс анодирования в сфере строительства и архитектуры.
oxi-pro.ru
Анодирование алюминия и его виды
До сих пор алюминий является лучшим металлом для всевозможных поделок. Он легко обрабатывается, имеет небольшой вес, остается прочным и не ржавеет. Однако у алюминия есть один недостаток – не очень красивый вид. Краска на нем плохо держится, а неокрашенный алюминий покрывается темными пятнами со временем. Но из этой ситуации можно найти выход – стоит обратиться к процедуре анодирования алюминия.
Содержание:
- Предназначение анодирования
- Теплое анодирование
- Холодное анодирование
- Этапы анодирования
- Типичные ошибки при анодировании
Предназначение анодирования
Алюминий имеет свойства соединяться в естественной среде с кислородом, образуя при этом на своей поверхности защитную плёнку. Именно данный слой позволяет не окисляться металлу. Но подобный природный оксид способен повреждаться, потому что является очень тонким.
Эту проблему можно решить с помощью специального процесса анодирования, который помогает сделать металл более устойчивым и прочным к внешним факторам. После процедуры коррозия алюминию не грозит. Пленка, что образовывается в результате анодирования, отличается большой износостойкостью, потому что от обработанной детали она не отслаивается со временем.
Причем анодирование не является процессом нанесения защитного покрытия, как происходит при хромировании или цинковании. Защитная окисная пленка в этом случае формируется непосредственно из самого защищаемого металла. К слову сказать, поддается анодированию титан, алюминий и магний.
Анодирование в промышленных условиях проводят в 20-процентной серной кислоте. Но с ней опасно и неудобно работать в домашних условиях. К счастью, практике известен и другой метод анодирования – с использованием раствора углекислого натрия (сода) и хлористого натрия (обыкновенная пищевая соль).
Преимущества процесса анодирования следующие:
- После анодирования алюминиевый профиль приобретает большие защитные свойства;
- Однородность и матовость поверхности металла;
- Устранение всех повреждений (полос и царапин), которые возникают в результате повреждения;
- Высокие декоративные качества;
- Большая толщина защитного покрытия металла.
Нередко анодирование совершается с целью повысить декоративные качества алюминия и придать металлу желаемый оттенок. Обычно выбирают такие оттенки: темное или светлое золото, жемчуг, серебро с матовым отблеском. Цвет можно изменять, используя для этой цели обыкновенные анилиновые красители, которыми принято красить одежду.
Теплое анодирование
Процедура теплого анодирования является легкоповторяемым процессом обработки алюминия при комнатной температуре – 15-20 градусов. Несложные манипуляции позволяют получать довольно красивые разноцветные покрытия после окраски в органическом красителе. Если вы хорошенько постараетесь, можно на одной детали добиться сразу нескольких цветов.
Достаточно вспомнить старые советские ружья РПО-2, РПС-3, РПО-4 зеленого цвета, который является результатом процесса теплого анодирования металла. Красителем служила всем известная аптечная зеленка. Подобный метод позволяет добиться больших эстетичных результатов, но не лишен недостатков.
Детали, обработанные подобным способом, не демонстрируют по-настоящему высокую антикоррозионную защиту. В морской воде, в зоне контакта с агрессивным металлом (нержавейка, титан) коррозия все-таки появляется. Невелика и механическая защита подобного покрытия – обычной стальной иглой легко процарапать его. В особенно неудачном случае «защитный» слой можно стереть рукой.

Однако подобное «низкопробное» покрытие с другой стороны служит прекрасной основой для дальнейшей покраски. Какая высокая адгезия любой краски к данному слою – невозможно представить! Если использовать эпоксидную краску, получиться весьма неплохая и достаточно эстетичная защита. Краска будет держаться очень долго и крепко. Хорошо будут смотреться матовые нитроэмали.
Алгоритм теплого анодирования:
- обезжиривание детали и закрепление изделия в подвеске;
- анодирование до молочно-мутного оттенка в ванне;
- промывка детали в холодной воде;
- окраска изделия в горячем растворе анилинового красителя;
- закрепление окрашенного слоя в течении получаса.
Холодное анодирование
«Холодная» технология при температуре обработки от минус 10 до плюс 10 градусов была изобретена из-за двух причин: высокого качества, прочности и твердости анодного слоя в холодных условиях; низкой скорости растворения поверхности слоя и большой толщины слоя.
На самом деле слой со стороны металла нарастает и одновременно с внешней стороны растворяется. Скорость роста слоя является приблизительно одинаковой для обоих процессов. Но холодное анодирование деталей демонстрирует низкую скорость растворения внешней защитной пленки. Потому и возможно получить довольно толстый слой. А вот при теплой процедуре скорость внешнего растворения защитного слоя достигает скорости роста внутреннего слоя, поэтому невозможно получить толстый слой при таком варианте.
Процесс холодного анодирования требует принудительного глубокого охлаждения. Только так получается создать красивое, твердое и износоустойчивое покрытие. К примеру, подводному ружью с подобным покрытием не будет страшна морская вода с любым уровнем солености. И только при контакте с титаном коррозия может начаться в очень далеком будущем.

Единственным незначительным минусом данной процедуры является невозможность окрасить слой органическими красителями. Цветовая окраска защитного слоя, получаемого в результате процедуры холодного анодирования, является естественным процессом, зависящим исключительно от состава обрабатываемого сплава. Оттенки изменяются от зеленовато-оливкового до почти черного или темно серого цвета.
Алгоритм холодного анодирования:
- обезжиривание и закрепление детали в подвеске;
- анодирование стали до плотного оттенка слоя в ванне;
- промывка в горячей или холодной воде;
- закрепление слоя посредством варки в дистиллированной воде или выдержки на пару.
Этапы анодирования
Каждый этап анодирования алюминиевого изделия придаёт металлу очередное преимущество. Подготовка к самому процессу кроется в погружении детали в определенный щелочной раствор, в результате чего является полное очищение алюминия от масел и загрязнений.
После промывки, производимой в растворе из каустической соды, удалится тонкий слой алюминия, мешающий процессу анодирования. Сама процедура анодирования алюминиевой детали придает более плотную поверхность, обеспечивающую слоем оксидной плёнки. Декоративные моменты анодирования способны придать изделию определенный цвет и блеск.

А процесс уплотнения помогает закрыть поры алюминию, который имеет довольно пористую структуру. В целом понятно, что анодирование необходимо алюминию, если вы планируете защитить его от коррозии и прочих повреждений. Кроме того, анодирование способно придать изделию приятный вид. Совершить данный процесс вы можете и в домашних условиях.
Типичные ошибки при анодировании
Как вы поняли, повсеместно чаще всего используется именно холодная технология анодирования алюминия, в результате которой получается очень твердое и прочное покрытие с высокой коррозионной защитой. Однако в процессе работы обыватели часто допускают ошибки, с типичными нужно ознакомиться, чтобы не повторять их в своей практике.
Температура электролита
Если при работе вы установили температуру ниже -10 градусов, у вас не получится добиться нужной анодной плотности тока на изделии. Независимо от того, что реостат по максимуму выкручен и напряжение, которое идет с блока питания, максимальное. В результате малого уровня плотности тока покрытие будет медленно расти, и получаться бесцветным.
Проблема заключается в том, что электрическое сопротивление электролита при очень низких температурах сильно увеличивается, вследствие чего недостаточно вашего напряжения для «правильной» плотности тока. В таком случае вы можете пойти двумя путями: поднять напряжение до 100 вольт, что очень опасно, или прогреть электролит до -10 градусов. Второй вариант предпочтительнее.

Если вы установили температуру выше плюс 10 градусов, плотность тока будет правильной, а вот анодный слой получится слабоватым, да и окраски не будет, только мутный молочный оттенок. При превышении порога допустимой температуры процесс анодирования дома будет изменяться в качественную сторону, превращаясь из холодного в теплый, то есть ухудшаясь. Даже уже наращенный холодный слой будет разрыхляться и постепенно растворяться, даже если окраска потеряется не полностью.
Анодная плотность
Анодный слой нарастает медленно. Окрашенность защитного слоя появляется скачкообразно, когда анодная плотность тока составляет 1,5 – 1,6 ампера на квадратный дециметр. При меньшей плотности слой получится бесцветным или мутно-белым. Хотя его прочность и будет сносной.
Но лучше для небольшого запаса надежности (если вы ошиблись при определении площади поверхности изделия) придерживаться плотности 2 – 2,2 ампера на квадратный дециметр. Не стоит поднимать анодную плотность путем увеличения тока выше нормы, если вы хотите, чтобы процесс проходил быстро. В этом случае вас будут преследовать растравы и пробои детали.

В принципе при анодировании в домашних условиях допустима большая плотность тока при интенсивном перемешивании электролита и хорошем отводе теплоты от детали. Это сократит время процесса и позволит нарастить толстый защитный слой (в промышленности можно достичь даже 2-миллиметрового слоя анода). Но для этого нужно предусмотреть качественное охлаждение деталей в процессе анодирования.
Помните, что теплый электролит способен интенсивно растворять анодный слой! В течение нескольких секунд микрозоны перегрева оголяются полностью до белого метала, и через них течет ток, что больше нормального в разы. И начинается местное травление металла. Изделие за пару минут даже может наполовину раствориться наполовину.
Катодная плотность
Если катодная плотность слишком велика (площадь поверхности катода недостаточна, в сравнении с площадью обрабатываемой детали), то это не будет большой проблемой при обработке маленьких деталей, расположенных в разных концах емкости далеко от катода. Но если нужно анодировать габаритное изделие в небольшой ванне, то возникнут проблемы: склонность к прогару и растравливание детали.

Запомните: малые размеры катода вызывают неравномерное распределение по поверхности изделия силовых линий тока. А это в итоге вызывает повышенный риск прогара. Поэтому площадь катода сделайте в 2 раза больше площади детали. Так в процессе анодирования ток будет распределяться равномерно на поверхности детали.
Контакт детали с подвеской
Если деталь имеет плохой контакт с подвеской, вы не сможете достичь правильной силы тока. К тому же при подаче тока на изделие пузырьки кислорода будут уходить с поверхности зажима, а не с ее поверхности. Или вообще не будут формироваться. Данная проблема возникает из-за создания некачественного зажима.
Различные варианты, что состоят в обматывании детали алюминиевой проволокой, не являются надежными. Зажим должен быть с резьбовой контактной шпилькой из алюминия. Только такие конструкции позволяю прижать электрод к изделию с достаточной силой, обеспечив надежный электрический контакт.
Теперь вы знаете, что собой представляет процедура анодирования алюминия, для каких металлов она ещё подходит, и какие требования предъявляются при работе оборудованием для анодирования. Существует два вида анодирования – теплое и холодное. Однако первый вариант уже себя изжил. Перед работой обязательно стоит ознакомиться с типичными ошибками, чтобы не повторять их.
strport.ru