Аппарат аргонной сварки видео: Аргонодуговая сварка видео
alexxlab | 23.04.2023 | 0 | Разное
Аргонодуговая сварка видео
Принцип аргонодуговой сварки заключается в плавлении цветного металла при помощи плавящегося или неплавящегося электрода под действием инертного газа. Наиболее частым инертным газом выступает аргон, благодаря которому сварка и получила свое название, реже – гелий и его смесь с аргоном. Наиболее распространенным видом неплавящихся электродов являются вольфрамовые стержни, диаметр которых подбирается согласно толщине свариваемого металла. Все это основы, с которых начинается любое обучение аргонодуговой сварке.
Преимущества аргонодуговой сварки
- Аргоновая сварка, видео смотрите здесь, гарантирует качественный и геометрически однородный шов без дефектов и шлаковых образований, выдерживающий любые нагрузки
- Выделение минимального количества вредных газов в процессе сварки
- Минимальный риск получения ожогов.
Сварка аргонная неплавящимся электродом. Технология процесса
Чтобы освоить в должной степени технологию проведения такой работы, как аргонная сварка, обучение следует перевести в описание схемы данного процесса, что мы и сделаем. Основными элементами схемы являются сварочный аппарат, горелка и расположенный в ней электрод. Дуга сварки возникает в пространстве меж электродом и свариваемой плоскостью под воздействием электричества и защитного газа, вдуваемого через сопло горелки.
Основными элементами схемы являются сварочный аппарат, горелка и расположенный в ней электрод. Дуга сварки возникает в пространстве меж электродом и свариваемой плоскостью под воздействием электричества и защитного газа, вдуваемого через сопло горелки.
Аргон же, будучи почти на 40% тяжелее воздуха, выдавливает его из области сварки, надежно изолируя от воздействия атмосферы сварочную воронку и практически не вступая в химический контакт с металлом. Присадочный материал подается в дуговую область со стороны, не включаясь в цепь.
Аргонная сварка, производимая неплавящимся электродом, происходит без касания изделия (в отличие от сварки плавящимся), для зажигания дуги специально параллельным способом к источнику питания подключается устройство под названием «осциллятор».
Аргонная сварка бывает автоматической. При ней горелка с присадочной проволокой движутся без контроля сварщиком. Но, как правило, все происходит не так. Оба эти элемента сварщик держит в руках – производится ручная сварка аргоном, видео уроки по которой присутствуют в данной статье.

Осциллятором с целью поджига дуги, на электрод подаются высоковольтные импульсы высоких частот. Эти импульсы, в свою очередь, производят ионизацию дугового отдела и при включении сварочного тока обеспечивают зажигание дуги. Когда аргонодуговая сварка (видео смотрите здесь) выполняется под переменным током, вслед за зажиганием дуги осциллятор выполняет переход в режим стабилизатора.
В этом случае, для предотвращения деионизации дугового отдела и предотвращения затухания дуги, он уже подает в момент перемены полярности импульсы на дугу.
Важное об аргонодуговой сварке
О том, как технически выполняется сварка аргоном, видео уроки способны продемонстрировать великолепно. Однако, помните, что приступая к такому процессу как аргонная сварка, обучение первых ваших практических попыток должно происходить под непосредственным инструктажем профессионала.
Сейчас же мы поговорим о важных нюансах, которые помогут вам добиться лучших результатов.
Например, сварка аргоном (видео уроки об этом свидетельствуют) с целью улучшения борьбы с пористостью происходит при добавлении к аргону 3-5% кислорода. Это увеличивает защиту металла от загрязнения, присутствия влаги и иных включений, которые могут попасть в область сварки из присадочного металла или свариваемых кромок.
Это увеличивает защиту металла от загрязнения, присутствия влаги и иных включений, которые могут попасть в область сварки из присадочного металла или свариваемых кромок.
Благодаря кислороду они выгорают или образуют собой соединения, выплывающие на поверхность сварочной воронки, что предотвращает возникновение пористости.
Также более рациональным для обеспечения стабильности такого процесса как аргонная сварка является применение импульсных источников питания дуги, с помощью которых происходит струйный перенос под током Iсв ≈ 100А.
Применение аргонодуговой сварки
Использование аргонной сварки неплавящимся электродом в основном направлено на легированные стали, их соединения и цветные металлы, титановые и алюминиевые сплавы. Благодаря хорошему качеству и форме сварных швов, точной глубине проплавления металла, аргонодуговая сварка, видео которой можно увидеть здесь, успешно применяется для сваривания тонких листов металла с доступом к одной стороне поверхности изделия.
Разработка различных конструкций сварочных аппаратов позволила этому виду сварки получить широкое распространение для сварки стыков труб, также называемой орбитальной.
Применение аргоновой сварки плавящимся электродом не так обширно. Как правило, это – сварка алюминия с нержавеющей сталью.
Недостатки аргонодуговой сварки
Невозможно проводить обучение аргонодуговой сварке, не упомянув ее недостаток, которым является недостаточно высокая производительность при ручном типе обработки. Автоматическая сварка же непригодна для выполнения коротких и неструктурированных швов.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Как правильно настроить импульсный режим tig сварки? + Видео
Импульсный режим тиг сварки – одна из важнейших функций аргонодугового аппарата.
Сварка в импульсном режиме ведется на постоянном и переменном токе. Чаще всего ее применяют для металлов небольших толщин или в том случае, если процесс проводится без присадочного прутка. Правильная настройка гарантирует высокое качество сварного шва.
Как настроить импульсный режим TIG аппарата
Значения импульсного режима зависят от вида и толщины металла. Рекомендуемые параметры приведены в таблице ниже. Обратим внимание на то, что эти значения – базовые. Они требуют дополнительной настройки. Для каждого металла и вида соединения оптимальные параметры подбираются опытным путем.
Таблица. Параметры импульсной сварки в зависимости от вида и толщины металла
|
Вид металла |
Толщина металла, мм |
MAX сила тока, А |
MIN ток, А |
Частота импульса, ГЦ |
Баланс импульса, % |
|
Стальные сплавы |
0,8 |
30 – 40 |
10 – 20 |
20 – 40 |
20 – 30 |
|
|
1,0 |
40 – 50 |
15 – 20 |
5 – 15 |
20 – 40 |
|
|
2,0 |
70 – 90 |
35 – 50 |
2-20 |
30 -50 |
|
Алюминий |
2,0 |
60 – 80 |
30 – 40 |
2 – 20 |
20 – 40 |
|
|
3,0 |
110 – 130 |
50 – 60 |
1 – 5 |
30 – 60 |
|
|
4,0 |
130 – 150 |
70 – 80 |
1 – 10 |
30 – 60 |
Сравнение результата импульсной и обычной сварки
В качестве примера возьмем аргонодуговой аппарат FUBAG 200 DC Pulse. При помощи данного оборудования мы будем сваривать нержавеющую сталь толщиной 1-2 мм. Для чистоты эксперимента сначала мы воспользуемся импульсной сваркой, а затем перейдем в обычный режим. После этого сравним полученные результаты.
При помощи данного оборудования мы будем сваривать нержавеющую сталь толщиной 1-2 мм. Для чистоты эксперимента сначала мы воспользуемся импульсной сваркой, а затем перейдем в обычный режим. После этого сравним полученные результаты.
Для перевода сварочного аппарата TIG в режим импульсной сварки делаем следующее:
-
Максимальное значение выставляем на 60 А.
-
Минимальное значение выставляем на 30 А.
-
Частоту импульса устанавливаем на 1-2 ГЦ (таким образом, токи будут чередоваться 1-2 раза в секунду).
-
Последним выставляем баланс импульса 40% (первый ток – 40%, второй – 60%).
Благодаря удобному интерфейсу TIG-аппарата FUBAG 200 DC Pulse настройка занимает минимальное количество времени.
Что же мы получили в итоге? При импульсной сварке получается красивый необычный шов с «чешуйчатой» структурой.
Что же касается обычного режима, то здесь шов ровный.
Советы для работы в режиме импульсной сварки
-
Если в непосредственной близости от зоны сварки находятся электронные устройства, то стоит отключить HF поджиг.
-
Заваривая кратер, не останавливайте горелку, а продолжайте перемещать ее.
-
После гашения дуги не убирайте горелку из зоны сварки, пока не закончится продувка газа.
-
При установке керамики лучше выбрать чуть больший диаметр от рекомендованного.
-
При работе на открытом воздухе обязательно защищайте зону сварки от сквозняков.
Чтобы лучше разобраться параметрами и настройка импульсного режима сварки прошла успешно, советуем посмотреть специально подготовленное видео:
Получите 10 самых читаемых статей + подарок!
*
10 лучших идей и вдохновения для аргонной сварки
Подробнее
Откройте для себя 10 лучших идей и вдохновения для аргонной сварки на Pinterest. Вдохновляйтесь и пробуйте новое.
Сохранено с youtube.com
Аппарат для холодной сварки VS аргонно-дуговая сварка, в чем разница?
Здравствуйте, я из Китая, я профессиональная девушка, занимающаяся холодной сваркой. Если вам понравилось мое видео, подпишитесь на мой канал, спасибо #сварка#холоднаясварка…
Tig Welding
Welding Machine
Argon Welding
Welding Technology
Manufacturing
Tools
Pure Products
Youtube
Crafts
나무 솔 saved to 용접
Saved from youtube. com
com
Сварка вольфрамовым электродом в среде аргона из нержавеющей стали, часть 1 из 2
полную статью см. здесь http://goo.gl/e5KyUfпосетите магазин сварщиков здесь http://weldmongerstore.com/products/furick-fupa-12-tig -cup-kitthis является частью 1 из…
Аргронная сварка
TIG Welding
Металлообрабатывание
Woodworking
НЕПРАВИЛЬНАЯ СТАЛА
BOX
SNARE DRUM
.
.
. Сохранено из Загружено пользователем
Аппарат аргонодуговой сварки. Помощь сварщика. Принадлежности для фиксации
Сварочные видеоролики
Сварочные наконечники
Сварные проекты
Типы сварки
Сварные металлические com
Кара Менгоян Сетанг Лас Аргон | Учебное пособие по сварке TIG
Невероятная сварка аргоном | Учебное пособие по сварке TIG, yaitu cara menggoyang/memegan setang las argon, dengan beberapa cara pengelasan, tentunya pengelasa. ..
..
Аргронная сварка
TIG Welding
Алюминий
YouTube
YouTubers
YouTube фильмы
Ahmad Daroinia
Ahmad Daroini сэкономили в Peralatan Teknik unluk unluk unluk drll.
Сохранено с m.youtube.com
Методы сварки TiG, о которых мало кто знает
Методы сварки TiG, о которых мало кто знает – YouTube
Советы по сварке TIG
Сварочные видеоролики
Сварная шестерна
Лазерная сварка
Сварное оборудование
DIY Сварка
Сварка Таблица
Металлическая сварка
Сварка логотипа
Cameron John Robbins – Gentleman Artist сэкономил на Blacksmithing & Metalbring
.
Argon Kaynağı Kapak Atılışı
Yeni Videolar İçin Abone Olun Teşekkürler ✋
Аргонная сварка
Сварочные наконечники
Lava Lamp
Planets
Novelty Lamp
Youtube
Tools
Welding
Youtubers
택기 김 saved to 방문할 곳
Saved from welditu. com
com
MIG Welding With 100% Argon Shielding Gas | WelditU
Возможна ли сварка MIG со 100% аргоном на низкоуглеродистой стали? Да, 100% аргон можно использовать для сварки стали методом MIG, но ожидайте получить слабый, ломкий и непривлекательный сварной шов.
Аргонная сварка
Welding Gas
Welding And Fabrication
Welders
Welding Projects
The 100
Repair
Unattractive
Brittle
NeillunruhN
Neillunruh saved to Welding tips
Saved from shutterstock.com
Welder Стоковая векторная графика «Маска, выполняющая аргонную сварку металла» (без лицензионных платежей), 606
0 | Shutterstock
Find Welder Mask Performing Argon Welding Metal: стоковые изображения в HD и миллионы других стоковых фотографий, иллюстраций и векторных изображений без лицензионных платежей в коллекции Shutterstock. Ежедневно добавляются тысячи новых высококачественных изображений.
Welding Torch
Mig Welding
Argon Welding
Logo Line
Brochure Cover
Retro Illustration
Art Icon
Welders
Bar Set
Yopi saved to Simpan Cepat
Saved from ello.co
Аргонная сварка WhiteRiver,- 6000 – объединенное обучение | ello
Курс аргонной сварки WhiteRiver,- 6000 р, контакт +27794485077. Открыт для регистрации. Бесплатное проживание, квалификация не требуется. Адрес; 32 Bell Street, Caltex Building, Office No.G14, Nelspruit, Mpumalanga, Южная Африка. Веб-сайт: https://www.miningandmachinerytraining.com
Классы сварки
СВОДА.
Сохранено с stock.adobe.com
Сварщик, промышленный рабочий, сварка аргоновым аппаратом0005
Сварная шестерна
Сварка
DIY Сварка
Сварные металлические
Смотреть популярные видеоролики об аргонной сварке
Как выполнять сварку TIG + изображения/видео | Руководство по сварке TIG
РУКОВОДСТВО ПО СВАРКЕ ВИГ
Это руководство о том, как выполнять сварку TIG с использованием сварочного аппарата TIG (вольфрамовый инертный газ), оно также включает видеоролики о сварке TIG
Сварка TIG — это навык, который необходимо развивать с течением времени, с куском металла впереди из вас и со сварочной горелкой в руках.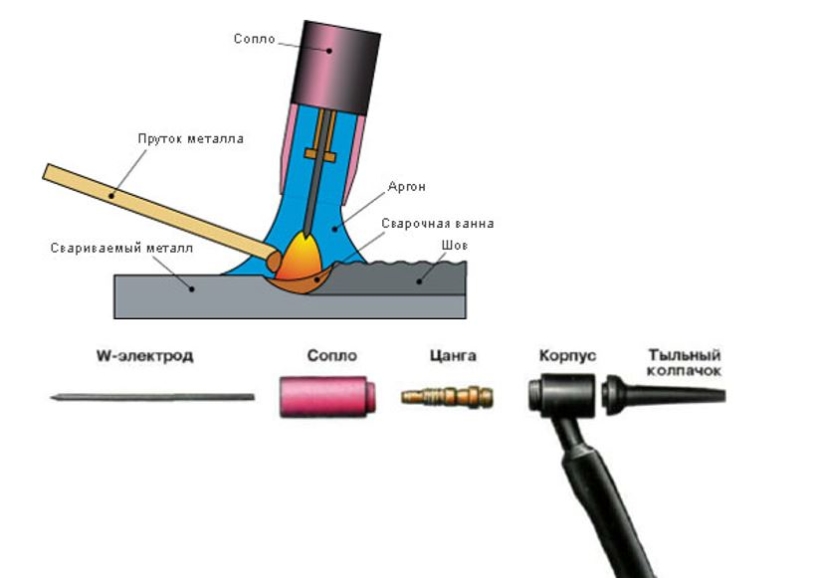 Сварка TIG требует терпения и практики.
Сварка TIG требует терпения и практики.
Аппарат R-Tech Tig201 Analgoue для сварки TIG AC/DC, используемый в этом руководстве, и наш цифровой сварочный аппарат TIG EXT AC/DC TIG
1. ЧТО ТАКОЕ СВАРКА ВИГ?
TIG Welding можно использовать для сварки алюминия, меди, титана и т. д. и даже двух разнородных металлов. Этот процесс идеально подходит для обработки сложных сварных швов, таких как S-образные, изогнутые, угловые, или там, где сварной шов должен быть виден, и где важны точность и качество отделки. Сварка ВИГ позволяет сваривать большее количество металлов, чем другие виды сварки
Благодаря превосходному контролю дуги и сварочной ванны сварка TIG позволяет создавать чистые сварные швы, когда важен внешний вид. Поскольку подача тепла часто регулируется нажатием педали, как при вождении автомобиля, сварка TIG позволяет нагревать или охлаждать сварочную ванну, обеспечивая точный контроль сварочного валика.
 Это делает сварку TIG идеальной для косметических сварных швов, таких как скульптуры, архитектурные и автомобильные сварные швы
Это делает сварку TIG идеальной для косметических сварных швов, таких как скульптуры, архитектурные и автомобильные сварные швы Сварочный аппарат TIG вырабатывает тепло за счет электрической дуги, прыгающей от вольфрамового металлического электрода к металлической поверхности, которую вы собираетесь сваривать (обычно это алюминий или сталь)
TIG расшифровывается как Tungsten Inert Gas, названный так из-за вольфрамового электрода и окружающего его защитного слоя из инертного газа (аргона или смеси аргона).
Сварщику TIG требуется присадочная проволока для создания сварочного валика при соединении двух металлических деталей вместе
При сварке TIG не образуются искры или брызги, поскольку в сварочную ванну добавляется только необходимое количество присадочного металла.
Сварка ВИГ не образует дыма и дыма, если основной металл не содержит загрязнителей или не имеет грязной поверхности
Сварка ВИГ не образует шлака и не требует флюса, поскольку газообразный аргон защищает сварочную ванну от загрязнения
2.
Вольфрамовый электрод необходим для сварки TIG и вставляется в сварочную горелку. Этот электрод передает сварочный ток на изделие. Для сварки алюминия наиболее популярным выбором является вольфрамовый электрод TIG с цирконием (с белым наконечником), для стали наиболее популярным является вольфрамовый электрод TIG с торированием (красный наконечник)
Также доступен ряд вольфрамовых сплавов (включая торированный вольфрам)
Доступны вольфрамовые электроды различных размеров в зависимости от мощности сварки, которую вы используете для конкретной работы. Важно использовать правильный размер электрода для сварочной мощности, которую вы собираетесь использовать. См. ниже:
ЭЛЕКТРОД ПАРАМЕТРЫ |
|
|
|
Диаметр электрода (мм) | Торирование 2% при постоянном токе (ампер) | Чистый вольфрам постоянного тока (ампер) | Цирконированный вольфрам на переменном токе (ампер) |
1,0 | 80 | 30 | 60 |
1,6 | 150 | 80 | 120 |
2,4 | 250 | 130 | 180 |
3,2 | 400 | 180 | 250 |
4,0 | 500 | 240 | 320 |
4,8 | 750 | 300 | 390 |
6,4 | 1000 | 400 | 525 |
Важно подготовить вольфрамовый электрод. Конец должен быть заточен до точки (см. изображения ниже). Совершенно новые электроды всегда нужно подготавливать таким образом. При сварке алюминия вольфрам начнет образовывать шарик, это совершенно нормально. При сварке стали электрод всегда остается заостренным.
Конец должен быть заточен до точки (см. изображения ниже). Совершенно новые электроды всегда нужно подготавливать таким образом. При сварке алюминия вольфрам начнет образовывать шарик, это совершенно нормально. При сварке стали электрод всегда остается заостренным.
С внедрением новых технологий источников питания использование чистого вольфрама сокращается.
Чистый вольфрам плавится при более низкой температуре, благодаря чему он легко образует на конце закругленный шарик. Когда шар становится слишком большим, он мешает вам видеть сварочную ванну и делает дугу нестабильной.
Церированный вольфрам может выдерживать более высокие температуры и очень хорошо работает с новыми прямоугольными и инверторными машинами по следующим причинам:
Дольше держит точку и хорошо заводится при малых токах.
Может использоваться как с полярностью переменного, так и постоянного тока.
 При сварке алюминия стало вполне приемлемым шлифовать острие на вольфраме с церием (особенно при сварке более тонких материалов).
При сварке алюминия стало вполне приемлемым шлифовать острие на вольфраме с церием (особенно при сварке более тонких материалов).Позволяет увеличить сварочный ток на 25-30% по сравнению с чистым вольфрамом того же диаметра.
Видео с инструкциями по сварке Если вы хотите просмотреть наш ассортимент видео с инструкциями по сварке TIG, нажмите на ссылку ниже .
Руководство по сварке TIG R-Tech — Как сваривать алюминий и сталь TIG с помощью сварочного аппарата R-Tech TIG
Если вы хотите посмотреть видео о том, как установить расходные детали и охладитель воды для горелки TIG, нажмите на ссылку ниже
Направляющие для сварки TIG R-Tech — как установить расходные детали горелки TIG и охладитель воды
3. СРЕДСТВА БЕЗОПАСНОСТИ
Сварка ВИГ может быть достаточно безопасной, если соблюдать несколько важных мер предосторожности. Сварка TIG производит много тепла и много вредного света, вам нужно предпринять несколько шагов, чтобы защитить себя.
Сварка TIG производит много тепла и много вредного света, вам нужно предпринять несколько шагов, чтобы защитить себя.
Свет, создаваемый любой формой дуговой сварки, очень яркий. Он обожжет ваши глаза и вашу кожу, как солнце, если вы не защитите себя. Первое, что вам понадобится для сварки, это сварочная маска. Ниже на мне сварочная маска с автоматическим затемнением. Они действительно полезны, если вы собираетесь много заниматься сваркой, и сделать большие инвестиции, если вы думаете, что будете часто работать с металлом. Маски с ручным управлением требуют, чтобы вы дернули головой, опуская маску в нужное положение, или требуют использования свободной руки, чтобы потянуть маску вниз. Это позволяет использовать обе руки для сварки и не беспокоиться о маске. Всегда следите за тем, чтобы защитить других от света и используйте сварочный экран, чтобы создать границу вокруг себя. Свет имеет тенденцию привлекать зрителей, которым, возможно, также потребуется защититься от ожогов.
Наденьте перчатки и кожаную одежду, чтобы защитить себя от брызг расплавленного металла с обрабатываемой детали.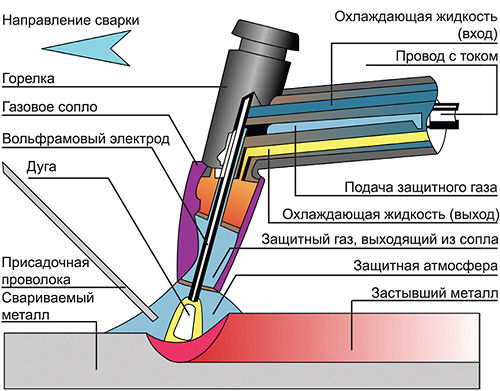 Некоторым людям нравятся тонкие сварочные перчатки TIG для сварки, чтобы вы могли полностью контролировать процесс. Особенно это касается сварки TIG. Кожа не только защитит вашу кожу от тепла, выделяемого при сварке, но также защитит вашу кожу от ультрафиолетового излучения, создаваемого при сварке. Если вы собираетесь заниматься сваркой дольше одной или двух минут, вам нужно будет прикрыться, потому что УФ-ожоги случаются быстро!
Некоторым людям нравятся тонкие сварочные перчатки TIG для сварки, чтобы вы могли полностью контролировать процесс. Особенно это касается сварки TIG. Кожа не только защитит вашу кожу от тепла, выделяемого при сварке, но также защитит вашу кожу от ультрафиолетового излучения, создаваемого при сварке. Если вы собираетесь заниматься сваркой дольше одной или двух минут, вам нужно будет прикрыться, потому что УФ-ожоги случаются быстро!
Если вы не собираетесь носить кожу, по крайней мере убедитесь, что вы носите одежду из хлопка. Пластиковые волокна, такие как полиэстер и вискоза, расплавятся при контакте с расплавленным металлом и обожгут вас. Хлопок продырявится, но, по крайней мере, не сгорит и не раскалит металл.
Не носите обувь с открытым носком или синтетическую обувь с сеткой на верхней части пальцев. Горячий металл часто падает прямо вниз, и я прожег много дырок в голенищах своих ботинок. Расплавленный металл + горячая пластиковая слизь от обуви = никакого удовольствия. Наденьте кожаную обувь или ботинки, если они у вас есть, или накройте обувь чем-то негорючим, чтобы предотвратить это.
Наденьте кожаную обувь или ботинки, если они у вас есть, или накройте обувь чем-то негорючим, чтобы предотвратить это.
Сваривать в хорошо проветриваемом помещении. При сварке выделяются опасные пары, которые не следует вдыхать, если можно этого избежать. Наденьте маску или респиратор, если вы собираетесь заниматься сваркой в течение длительного времени.
Пожароопасность Расплавленный металл может выплескиваться на несколько футов от сварного шва. Шлифовальные искры еще хуже. Любые опилки, бумага или полиэтиленовые пакеты в этом районе могут тлеть и загораться, поэтому держите место для сварки в чистоте. Ваше внимание будет сосредоточено на сварке, и может быть трудно увидеть, что происходит вокруг вас, если что-то загорится. Уменьшите вероятность этого, убрав все легковоспламеняющиеся предметы из зоны сварки. Держите огнетушитель рядом с выходной дверью из вашей мастерской. CO2 является лучшим типом для сварки. Водяные огнетушители не лучшая идея в сварочном цеху, так как вы стоите рядом с большим количеством электричества.
Важное предупреждение о безопасности НЕ СВАРИТЬ ОЦИНКОВАННУЮ СТАЛЬ. Оцинкованная сталь содержит цинковое покрытие, которое при горении выделяет канцерогенные и ядовитые газы. Воздействие этого материала может привести к отравлению тяжелыми металлами (сварочный озноб) — гриппоподобные симптомы, которые могут сохраняться в течение нескольких дней, но также могут привести к необратимому повреждению.
Перчатки, самозатемняющийся шлем и подходящая куртка из хлопка необходимы для обеспечения безопасности
4. ПОДГОТОВКА К СВАРКЕ
Перед началом сварки убедитесь, что все правильно настроено как на сварочном аппарате, так и на изделии, которое вы собираетесь сваривать.
Сварщик
Для получения правильных настроек для типа сварки, которую вы выполняете, требуется метод проб и ошибок, особенно если вы новичок в использовании сварочных аппаратов TIG. Некоторые основные параметры одинаковы для всех видов сварки TIG, в то время как многие другие функции могут быть доступны только на аппаратах с более высокими техническими характеристиками. Сегодня для сварки мы будем использовать R-Tech Tig201 Tig Welder, который является полнофункциональным сварочным аппаратом Tig Welder, и на картинке ниже вы можете увидеть переднюю панель с описанием органов управления и того, что они на самом деле делают.
Сегодня для сварки мы будем использовать R-Tech Tig201 Tig Welder, который является полнофункциональным сварочным аппаратом Tig Welder, и на картинке ниже вы можете увидеть переднюю панель с описанием органов управления и того, что они на самом деле делают.
Рис. 4
1. Регулятор основного тока
Регулирует основной сварочный ток и отображается на светодиодах (рис. 4.11)
2. Регулировка пикового тока импульса
Устанавливает силу тока импульса и должен быть установлен выше силы тока основной (основной). Если установить нулевой импульс, сварка отключена.
3. Регулировка частоты импульсов
Устанавливает частоту импульсов 0,5–25 Гц
4. Наклон вверх
Регулировка 0–10 секунд. Основной сварочный ток увеличивается от минимальной силы тока до основного тока, выбранного в момент времени, когда начинается сварка
5.![]() Ширина импульса
Ширина импульса
Регулировка ширины импульса – устанавливает длительность импульса 0,1–0,9 секунды
6. Наклон вниз
Регулировка наклона вниз 0–10 секунд. Основной сварочный ток уменьшается от основного тока до минимального за время, выбранное по завершении сварки. Иногда это называется заваркой кратера.
7. Переключатель переменного тока – постоянного тока
Этот переключатель выбирает либо постоянный ток для сварки сталей, либо переменный ток для сварки сплавов.
8. 2/4-позиционный селекторный переключатель
2/4-тактный триггерный переключатель режимов – сварку ВИГ можно выполнять в 2- или 4-тактном режиме.
Когда режим триггера находится в положении 2 шагов, выполняется следующая последовательность.
Нажмите и удерживайте переключатель горелки TIG, чтобы запустить последовательность.
Аппарат откроет газовый клапан, чтобы начать подачу защитного газа, через 0,5 секунды перед подачей воздуха для удаления воздуха из шланга горелки включится сварочный выход аппарата и зажжется дуга. После зажигания дуги выходной ток будет увеличиваться от начального (минимального) тока до базового (основного) тока за время, выбранное путем нарастания. Основная мощность будет достигнута мгновенно, если в минимальном положении «0» не будет крутизны.
После зажигания дуги выходной ток будет увеличиваться от начального (минимального) тока до базового (основного) тока за время, выбранное путем нарастания. Основная мощность будет достигнута мгновенно, если в минимальном положении «0» не будет крутизны.
Отпустите переключатель горелки TIG для завершения последовательности.
Теперь машина будет уменьшать мощность до конечного (минимального) тока в течение времени, заданного наклоном вниз, после достижения конечного (минимального) тока машина прекратит подачу, а газовый клапан будет продолжать работать в течение выбранного времени (постпоток)
Возможные варианты этой стандартной последовательности показаны на диаграмме ниже. Можно нажать и удерживать переключатель горелки TIG второй раз в течение времени спада для перезапуска. После нажатия переключателя выходной ток повысится до базового (основного) тока
Нажмите и удерживайте переключатель горелки TIG для запуска последовательности.
Аппарат откроет газовый клапан, чтобы начать подачу защитного газа, через 0,5 секунды перед подачей воздуха для удаления воздуха из шланга горелки включится сварочный выход аппарата и зажжется дуга. После зажигания дуги выходной ток будет равен начальному (минимальному) току
После зажигания дуги выходной ток будет равен начальному (минимальному) току
Это состояние может поддерживаться сколь угодно долго.
Отпустите переключатель горелки TIG, чтобы перейти к шагу 2
Теперь машина будет увеличивать выходной ток до базового (основного) тока за время, заданное нарастанием.
Нажмите и удерживайте переключатель горелки TIG после завершения основной сварки
Теперь аппарат будет уменьшать выходной сварочный ток до конца (мин) в течение установленного времени спада. По достижении конечной (минимальной) мощности вы можете отпустить переключатель горелки TIG для окончания сварки, последующая подача газа будет продолжаться в течение установленного времени.
9. ММА – переключатель режима ВИГ
Переключатель режимов MMA-TIG. Переключение между сваркой TIG (GTAW) и MMA STICK (SMAW)
10. Регулятор частоты переменного тока прямоугольной формы
AC Регулировка частоты прямоугольной волны 20-250 Гц.
Традиционные аппараты для сварки TIG имеют фиксированную частоту 60 Гц, передовая технология TIG201 позволяет регулировать частоту переменного тока от 20 до 250 Гц, при повышении частоты ширина дуги от вольфрама уменьшается, что позволяет лучше контролировать сварочную ванну и увеличивать скорость перемещения
Основной шум сварки будет увеличиваться при увеличении частоты переменного тока, это нормально. 100–120 Гц — оптимальная частота для большинства видов сварки на переменном токе.
11. Светодиодный дисплей
3-разрядный светодиодный индикатор используется для отображения заданной (перед сваркой) силы тока и фактической силы тока (во время сварки).
12. Регулировка постпотока газа
Регулировка постпотока газа 1–25 секунд. Газ продолжает поступать после завершения сварки, он охлаждает и предотвращает загрязнение вольфрама.
Примечание. Время предварительной подачи газа фиксировано и составляет 0,5 секунды в режиме TIG, но время предварительной подачи газа не возникает, если дуга перезапускается в течение времени последующей подачи, поскольку газ уже подается.
13. Прямоугольные весы переменного тока (SP%)
SP% Регулировка баланса прямоугольной волны переменного тока 30–70 %
Установите значение 50 %, чтобы обеспечить сбалансированное управление, подходящее для большинства видов сварки переменным током. 30 % — это максимальное проникновение, а 70 % — это максимальная очистка.
При сварке грязного/загрязненного материала может потребоваться дополнительная очистка.
Наконечник. Если вы выполняете сварку, близкую к предельным значениям для вольфрама, то есть 200 ампер на 2,4-мм вольфраме, а конец вольфрама шатается и отваливается, уменьшение значения SP% обеспечит лучшую стабильность вольфрама
Сила дуги (Stick – только SMAW)
Обеспечивает лучший запуск дуги в режиме стержня MMA, полезен при сварке грязных/ржавых материалов или холодных/влажных сварочных электродов
Металл
Заземляющий зажим должен быть прикреплен к заготовке или, как показано на рисунке ниже, к столу. Другой конец должен быть присоединен к вашему сварочному аппарату. Какая-то большая металлическая площадь необходима, чтобы электричество проходило через ваш металл. Если у вас нет сварочного стола, то подойдет большой лист металла. Обязательно надежно закрепите металлы, с которыми вы работаете
Другой конец должен быть присоединен к вашему сварочному аппарату. Какая-то большая металлическая площадь необходима, чтобы электричество проходило через ваш металл. Если у вас нет сварочного стола, то подойдет большой лист металла. Обязательно надежно закрепите металлы, с которыми вы работаете
Зажим заземления, прикрепленный к заготовке или столу
5. НАЧАЛО СВАРКИ
Держа фонарик
Держите горелку, как показано на фотографии ниже. Вольфрам должен быть приподнят над поверхностью изделия примерно на 3-6 мм. Не допускайте контакта вольфрама с изделием, иначе он загрязнит ваш материал, и вам придется заново шлифовать вольфрам. стремиться к рабочему углу около 45? к рабочей поверхности.
Наполнительный стержень
Возьмите наполнительный стержень в левую руку и расположите горизонтально так, чтобы он располагался под углом 15? под углом к работе, когда вы вставляете присадочный стержень в сварочную ванну, делайте это, добавляя его к краю ванны, держа его подальше от вольфрама, чтобы избежать загрязнения вольфрама. Присадочный стержень расплавится и потечет в сварочную ванну.
Присадочный стержень расплавится и потечет в сварочную ванну.
Ножная педаль управления
Управлять сварочным током лучше всего с помощью дистанционной ножной педали (на фото слева). Проверьте, может ли ваша машина запустить один из них. Этот вид контроля поможет вам сохранить стабильность сварочной ванны и поможет убедиться, что она не увеличивается, не сжимается, не расширяется и не сужается во время сварки. Прежде чем приступить к настоящей сварке, рекомендуется попрактиковаться в управлении силой тока при сварке с помощью ножной педали на куске металлолома. На рисунке справа показан хороший контролируемый сварной шов.
6. ДАВАЙТЕ СДЕЛАЕМ НЕСКОЛЬКО ТИГ-СВАРКИ!
Формирование дуги с переключением горелки
Установите желаемую силу тока на главном регуляторе силы тока на машине и нажмите выключатель горелки, и дуга зажжется.
Создание дуги с помощью ножной педали
Для запуска дуги требуется как минимум полунажатие педали, особенно при сварке при очень малых токах. ПРИМЕЧАНИЕ. Работающая педаль позволяет подавать на головку резака только максимальную силу тока, установленную на машине. Если вы испытываете трудности с запуском дуги, это очень часто связано с недостаточной настройкой силы тока на сварочном аппарате и не связано с работой ножной педали.
Прихватка Прихватка двух деталей вместе удержит вашу работу на месте и предотвратит ее перемещение по мере продвижения вдоль сварного шва. Такие металлы, как алюминий, очень быстро распределяют тепло, поэтому незакрепленные детали могут иметь тенденцию деформироваться или деформироваться к тому времени, когда вы дойдете до конца участка сварного шва. Прихватка, чтобы остановить искажение, очень важна.
Создание сварочной ванны
Дуга быстро нагревает металл и образует «бассейн» жидкого металла. В этот момент наполнитель необходимо поднести к краю бассейна. Присадочный стержень станет жидким и превратится в сварочную ванну. Если вы будете нагревать металл в одном месте слишком долго, металл деформируется. (Если вы практикуетесь, попробуйте уменьшить давление на педаль и уменьшить силу тока в сварочной ванне, чтобы посмотреть, что произойдет). Не подносите присадочный стержень близко к вольфрамовому электроду, так как это загрязнит вольфрам, и вам придется его заточить и перезапустить. Загрязненный вольфрам приведет к грязному сварному шву, и также может быть очень трудно зажечь дугу.
В этот момент наполнитель необходимо поднести к краю бассейна. Присадочный стержень станет жидким и превратится в сварочную ванну. Если вы будете нагревать металл в одном месте слишком долго, металл деформируется. (Если вы практикуетесь, попробуйте уменьшить давление на педаль и уменьшить силу тока в сварочной ванне, чтобы посмотреть, что произойдет). Не подносите присадочный стержень близко к вольфрамовому электроду, так как это загрязнит вольфрам, и вам придется его заточить и перезапустить. Загрязненный вольфрам приведет к грязному сварному шву, и также может быть очень трудно зажечь дугу.
Создание валика
После того, как лужа установлена и представлен наполнительный стержень, вы должны двигаться вместе с горелкой, продвигая лужу вдоль стыка и повторяя процесс добавления наполнительного стержня по мере продвижения. Это называется «ведущий» электрод
Если металл начинает гореть или плавиться, то в бассейн подается слишком большой ток, и вам следует снять педаль
Если металл выглядит шелушащимся, но не жидким, добавьте больше мощности, увеличив давление на педаль
7. ВИДЫ СВАРКИ
ВИДЫ СВАРКИ
Настоящий секрет получения качественных сварных швов TIG в основном заключается в том, чтобы сварочная ванна формировалась одновременно на обоих кусках металла. Самый простой тип сварного шва — «угловой», когда два металла соединяются под прямым углом. См. ниже:
Чтобы сварка получилась качественной, вы должны научиться сочетать все механические приемы в одно плавное движение. Хороший сварной шов должен выглядеть как стопка рыбьей чешуи, лежащей друг на друге. Практикуйтесь, чтобы сварка всех соединений во всех положениях стала вашей второй натурой.
Визуально и структурно проверьте свои сварные швы на кусках металлолома, прежде чем приступить к настоящей работе.
Сварка ВИГ алюминия происходит быстрее, чем сварка стали. Из-за высокой теплопроводности алюминия и низкой температуры плавления скорость перемещения будет увеличиваться по мере продвижения сварки. Если скорость перемещения не увеличить, существует вероятность чрезмерного проплавления тонких алюминиевых деталей
Дополнительные функции R-Tech TIG Welders и их преимущества
Наклон вверх (используется только при работе курка резака)
Это позволяет вам установить время, в течение которого, когда вы начнете сварку, аппарат начнет работать при минимальной силе тока и будет увеличиваться до основного значения силы тока, которое вы установили на панели управления, в течение времени, которое вы установили для управления увеличением тока.
Наклон вниз (используется только при работе триггера резака)
Это позволяет вам установить время, в течение которого, когда вы остановите сварку, машина снизится до минимального значения силы тока, которое вы установили на панели управления, в течение времени, которое вы установили для управления снижением тока. Это также известно как заполнение кратера и позволяет получить лучшую чистовую обработку сварного шва и отсутствие кратера
Регулировка потока газа после сварки
Позволяет установить время, в течение которого газ будет продолжать поступать после завершения сварки, охлаждает горелку в системах горелок с воздушным охлаждением и предотвращает загрязнение вольфрама. Если после сварки вольфрам становится синим, а на нем появляются ямки, поверните поток столба вверх. Эмпирическое правило заключается в том, чтобы установить время постпотока газа в 4 раза больше размера используемого вольфрама, то есть для вольфрама 2,4 мм установить постпоток на 9-10 секунд. Сила тока, при которой вы свариваете, также повлияет на это, более высокая сила тока требует более длительного времени после продувки
Сила тока, при которой вы свариваете, также повлияет на это, более высокая сила тока требует более длительного времени после продувки
Контроль баланса переменного тока (SP%)
Регулятор баланса SP% AC Squarewave регулируется в диапазоне от 30% до 70%
Установите значение 50%, чтобы обеспечить сбалансированное управление сваркой на переменном токе. Станок проводит 50% цикла в положительном режиме, при котором оксидная поверхность отрывается от заготовки (мощность передается от заготовки к вольфраму), и 50% в отрицательном режиме, который проникает в заготовку (мощность передается от вольфрама к заготовке)
30% максимальное проникновение, машина более факельная отрицательная – 30% положительное / 70% отрицательное.
70 % максимальная очистка, машина более факельная положительная – 70 % положительная / 30 % отрицательная
С чистым металлом вы можете выбрать большее проплавление, и станок потратит больше времени на проплавление (отрицательная часть цикла).
При сварке грязного/загрязненного материала может потребоваться дополнительная очистка, машина будет тратить больше времени на снятие покрытия с изделия (положительная часть цикла).
Для большинства видов сварки на переменном токе мы рекомендуем настроить аппарат примерно на 40% SP. Это означает, что 40 % цикла сварки являются положительными (очистка), а 60 % — отрицательными (проплавление)
Совет. Если вы свариваете близко к предельным значениям вольфрама, IE 160 ампер на вольфрамовом электроде диаметром 2,4 мм, а конец вольфрамового электрода шатается и отваливается, снижение значения SP% обеспечит лучшую стабильность вольфрамового электрода, поскольку ток течет от вольфрамового электрода, обеспечивая большее проплавление (отрицательный часть цикла – большее проникновение)
В режиме переменного тока, если вы установите машину на 30%, максимальное проникновение и установите частоту переменного тока на 150 Гц или выше, вы можете отшлифовать вольфрамовый наконечник до точки, чтобы получить гораздо более узкую дугу, и вольфрам дольше останется острым.
Прямоугольный регулятор переменного тока
Это можно найти только на очень продвинутых сварочных аппаратах TIG и имеет много преимуществ. На большинстве сварочных аппаратов TIG это фиксированное значение 60 Гц. На сварочном аппарате Tig201 TIG, который мы использовали выше, вы можете регулировать частоту переменного тока в диапазоне от 20 до 250 Гц. При увеличении частоты переменного тока у вас есть больше циклов сварки в секунду, что дает вам, прежде всего: более высокую скорость перемещения, помогающую опережать передачу тепла. Ширина дуги из вольфрама становится меньше, чем выше установлена частота, поэтому вы получаете высокую точность, а ширину сварного шва намного легче контролировать. Когда вы увеличиваете частоту переменного тока, шаг сварного шва увеличивается, это совершенно нормально. Новичкам будет намного проще сваривать аргонодуговым сварочным аппаратом с регулировкой частоты переменного тока, чем без этой функции. Не путайте управление частотой переменного тока с частотой импульсов, о которой я расскажу далее, это для импульсной сварки.
Импульсная сварка (обычно используется при работе горелки)
Импульсная сварка не так сложна, и некоторые считают, что вместо сварки на одном ампер для всего сварного шва можно установить два ампера для машины, чтобы использовать I.E Базовый/основной ток 40 ампер, Импульсный ампераж 100 ампер
Что произойдет Когда сварщик будет переключаться между двумя значениями силы тока, это позволит вам ограничить количество тепла, идущего на работу, особенно хорошо для сварки нержавеющей стали, это может дать очень небольшую ширину сварного шва или ограничить тепловую деформацию.
Вы также можете установить следующее:
Ширина импульса — это продолжительность импульса, и на Tig201, который мы использовали выше, можно установить от 0,1 до 0,9 секунды. Tig201 можно регулировать в диапазоне 0,5–25 Гц. Таким образом, увеличение ширины импульса заставит импульс длиться дольше, чем установленный базовый/основной ток, а увеличение частоты будет означать, что сила импульса будет случаться чаще. Настройка импульсной сварки зависит от конкретного пользователя, и лучше всего получить немного отходов и поиграть с настройками, импульсная сварка, когда она освоена, может действительно помочь с появлением готового сварного шва, и на этой машине можно использовать как на постоянном, так и на переменном токе. настройки.
Настройка импульсной сварки зависит от конкретного пользователя, и лучше всего получить немного отходов и поиграть с настройками, импульсная сварка, когда она освоена, может действительно помочь с появлением готового сварного шва, и на этой машине можно использовать как на постоянном, так и на переменном токе. настройки.
Ножная педаль дистанционного управления
Позволяет контролировать силу тока непосредственно во время сварки, что может быть очень полезно, особенно при сварке алюминия. Вы просто отсоединяете вилку выключателя горелки от машины и подключаете ножную педаль.
Вы установили силу тока основного управления на машине на максимальное значение, на которое должна нажимать педаль при максимальном нажатии. Таким образом, если вы установите основной регулятор силы тока на 100 ампер, педаль при полном нажатии даст 100 ампер.
После того, как образовалась сварочная ванна, и вы двигаетесь вдоль сварного шва, поскольку тепло передается вдоль изделия, вам может потребоваться меньшая сила тока, поскольку вы двигаетесь вперед, иначе ширина/проплавление сварочной ванны станет слишком большим, уменьшение сварочного тока остановит это происходит.