Аппарат сварочный характеристики: Технические характеристики Сварочный аппарат Зубр СА-220, описание и инструкция в интернет-магазине Корпорация «Центр»
alexxlab | 27.04.2023 | 0 | Разное
Характеристики сварочных аппаратов. Мнение профессионалов
Существует несколько видов сварочных аппаратов, которые отличаются друг от друга размерами, мощностями и другими критериями.
Первый вид сварочного аппарата – Инверторы.
Самый молодой и перспективный сварочный аппарат, активно завоёвывающий рынок. Его особое преимущество в том, что он позволяет увеличить частоту тока и решить проблему с габаритами и массой. Помимо этого, у инвертора есть и другие положительные стороны:
-
Питание может происходить от обычной бытовой розетки, коэффициент полезного действия источника варьируется от 85%-95%.
-
Имеет высокие показатели ПВ (продолжительности включения) и может дольше работать без перегрузки.
-
Из-за широкого регулирования силы тока от 10 А до 250 А, можно использовать использовать большое количество различных электродов, разных диаметров и спецификаций.

-
Плавная регулировка электрического тока и напряжения.
-
Контроль работы осуществляется с помощью схем, микропроцессоров, поэтому дуга легко разжигается и стабилизируется.
-
Хорошо устроена защита от перепадов напряжения.
-
Шов получается достаточно высокого качества, а при плавлении нагретый металл практически не разбрызгивается.
-
Можно сварить трудносоединимые материалы.
-
Высокая электробезопасность.
-
Широкий ценовой ассортимент – всегда можно подобрать себе аппарат по карману.

Недостатков у современных инверторов немного:
-
Риск попадания металлической пыли в кулер инвертора, что может привести к поломке, поэтому его следует постоянно прочищать от накопившейся пыли.
-
Следует придерживаться всем инструкциям по эксплуатации, в том числе и правилам хранения, так как инвертор чувствителен к попаданию влаги и низким температурам, что может привести к затруднениям работы в зимний период.

Второй вид сварочного аппарата – Сварочные трансформаторы.
Наиболее распространенный сварочный аппарат, который имеет относительно небольшую стоимость. Его отличительная особенность в том, что с его силой трансформатора он может работать на сетевой частоте 50 Гц. В сварочном трансформаторе можно выделить следующие положительные особенности:
-
Это один из самых бюджетных аппаратов. Его стоимость будет гораздо ниже, чем у других видов сварочных аппаратов.
-
Он очень удобен в хранении, так как выдерживает суровые эксплуатационные условия.
-
Простота конструкции и механизма, проверенная опытом и временем.
К недостаткам сварочного трансформатора относят:
-
Большие размеры и тяжелый вес аппарата.
-
В силу того, что применяется переменный ток, шов при работе может получиться не совсем высокого качества.
-
Ощутимо низкий по современным меркам показатель ПВ.
-
Новичку может быть сложно справиться со сварочной дугой.
К третьему виду сварочного аппарата относят – Сварочные выпрямители.
Его главное преимущество в том, что благодаря постоянному непрерывному току сварочной дугой легко управлять. А также:
-
С этим аппаратом легко справятся новички.
-
Благодаря хорошему управлению сварочной дугой, шов получается качественным.
-
Нет сильного разбрызгивания плавленного материала.
-
Весьма маленькие габариты и вес по сравнению со сварочными трансформаторами.
Из недостатков:
-
Высокая стоимость.
-
Сварочный выпрямитель не может использоваться от бытовой сети.
-
Коэффициент полезного действия сварочного выпрямителя гораздо меньше, чем у сварочного инвертора.

-
Не следует переохлаждать или перегревать аппарат.
Четвёртый вид сварочного аппарата – Сварочный полуавтомат.
Система работы сварочного полуавтомата регулируется применением определённого газа и типа присадки, изменением силы тока и скорости подачи проволоки.
-
Нет сложности в сваривании тонких листов металла.
-
Высокое качество шва.
-
Широкий ассортимент сварочных материалов.
-
Множество различных регулировок и установок для работы.
Недостатки:
-
Высокая стоимость аппарата.
-
Необходимость дополнительных рабочих материалов (газ).
-
Вынужденное подключение к специальной сети или подключение газовых баллонов.
-
При ветреных погодах сложно работать, так как распыляются газовые молекулы.

2017-06-13 11:33:50
0
174
Комментарии:
Рекомендуемые статьи
Сварочные электроды: виды, маркировки, особенности
До начала сварки следует выбрать подходящие для этой работы материалы. Одним из основных материалов сварочного дела являются сварочные электроды, они различаются по материалу, толщине, химическому составу, роду тока и т.д. От правильно подобранных сварочных электродов зависит качество шва и всей работы в целом. На каждом электроде имеются специальные условные обозначения, по которым м..
2017-06-13 11:29:56
Выбор и эксплуатация горелок для сварки MIG/TIG
Общее описание
Бесперебойная работа горелки и высококачественная конструкция в сочетании с эргономичностью являются основными свойствами, обеспечивающими качественную сварку и удобство эксплуатации. Поэтому необходимо правильно выбрать тип горелки.
Функция горелки заключается в передаче сварочного тока, защитного газа и по мере необходимости присадочного металла на свариваемую поверхность…
Поэтому необходимо правильно выбрать тип горелки.
Функция горелки заключается в передаче сварочного тока, защитного газа и по мере необходимости присадочного металла на свариваемую поверхность…
2017-07-27 12:19:28
Сварочные швы
При сварке следует учитывать несколько нюансов, которые могут повлиять на качество работы: 1. Следует держать электрод под правильным наклоном, около 75 градусов. 2. Чтобы добиться правильной дуги, следует коротко чиркнуть концом электрода по поверхности металла и оторвать электрод, когда появится искра. 3. Важно не допустить залипания электрода. Избежать этого можно, прави..
2017-07-27 12:25:33
Специальная одежда сварщика
Сварка – это достаточно опасное занятие, поэтому помимо соблюдения техники безопасности, следует соблюдать меры предосторожности и приступать к работе в правильной экипировке. Костюм сварщика состоит из шлема, куртки, брюк, ботинок и перчаток. Любая часть тела может подвергнуться опасному риску, особенно – кожа, органы дыхания и зрение. Для таких опасных работ, как сварка, есть норм..
Костюм сварщика состоит из шлема, куртки, брюк, ботинок и перчаток. Любая часть тела может подвергнуться опасному риску, особенно – кожа, органы дыхания и зрение. Для таких опасных работ, как сварка, есть норм..
2017-07-27 12:56:40
АО “Лаборатория электроники”
Презентация: КОРД 1-250
Сварочный инвертор КОРД 1-250 предназначен для ручной дуговой сварки в непрерывном и импульсном режиме на постоянном токе покрытым электродом диаметром от 1 до 7 мм, а также для использования в качестве источника тока при аргонодуговой сварке. Сварочный аппарат обладает превосходными сварочными характеристиками.
Приобрести в нашем интернет-магазине
Особенности сварочного аппарата КОРД 1 -250
- Встроенное устройство ограничения напряжения холостого хода
- Высокое выходное напряжение, позволяющее работать со сварочными кабелями до 300 метров
- Беспроводной пульт дистанционного управления
- Непрерывный и импульсный режим работы
- Регулировка крутизны наклона вольтамперной характеристики (жесткость дуги) для сварки электродами с основным, целлюлозным или рутиловым покрытием и для компенсации сопротивления сварочного кабеля
- Режим «горячий старт», облегчающий возбуждение дуги
- Режим «форсаж дуги», увеличивающий сварочный ток в момент, близкий к прилипанию электрода
- Режим «антистик», выключающий сварочный ток при прилипании электрода
- Цифровой индикатор тока сварки и напряжения дуги
- Защита от перегрева и перекоса фаз.

При огромном разнообразии существующего на ранке сварочного оборудования для ручной дуговой сварки возникла необходимость в разработке еще одного сварочного источника, обладающего особенными характеристиками, требующимися при проведении ремонтных работ на объектах в энергетике, атомной промышленности, газо- и водоснабжении, при ремонте крупногабаритных конструкций.
Особенностью проведения ремонтных сварочных работ в подземных коммуникациях, на высотных конструкциях, в стесненных и опасных условиях, а также при высокой влажности является невозможность подведения напряжения 380В к месту сварки. Поэтому возникает необходимость в использовании длинных сварочных кабелей и обязательном применении блока снижения напряжения (БСН) холостого хода. Однако большое падение напряжения на сварочных кабелях требует применения источников с высоким выходным напряжением или значительного увеличения сечения сварочного кабеля. Как правило, выходное напряжение подавляющего числа сварочных аппаратов лишь незначительно превышает (а на максимальных режимах часто даже и не достигает) значение U Поэтому для сварки на расстоянии до сотен метров от сварочного источника требуется или использование дорогостоящих и тяжелых сварочных кабелей большого сечения, или применение сварочного аппарата с номинальным током сварки, значительно превышающим требуемый рабочий ток. Как правило, сварочные аппараты с выходным током свыше 300А не имеют в своем составе БСН и его необходимо приобретать дополнительно. Все это увеличивает стоимость сварочного оборудования для проведения ремонтных работ в 2 и более раза.
Поэтому для сварки на расстоянии до сотен метров от сварочного источника требуется или использование дорогостоящих и тяжелых сварочных кабелей большого сечения, или применение сварочного аппарата с номинальным током сварки, значительно превышающим требуемый рабочий ток. Как правило, сварочные аппараты с выходным током свыше 300А не имеют в своем составе БСН и его необходимо приобретать дополнительно. Все это увеличивает стоимость сварочного оборудования для проведения ремонтных работ в 2 и более раза.
Основным преимуществом сварочного аппарата «Корд 1-250» является высокое выходное напряжение 52В при номинальном выходном токе 250А, что позволяет использовать его для сварки на кабелях длиной до нескольких сотен метров. В таблице 2 приведена зависимость максимального тока дуги от сечения и длины сварочного кабеля (при номинальном напряжении питания 380В). Кроме того, высокое выходное напряжение позволяет эффективно вести резку металла.
Серьезной проблемой, при применении длинных сварочных кабелей, является использование пульта дистанционного управления для регулирования тока сварки. Применение проводного пульта, как правило, затруднено из-за сложности его удлинения до необходимых размеров и возможности его повреждения и «запутывания». Сварочный аппарат «Корд 1-250» комплектуется беспроводным пультом дистанционного управления, работающим на частоте 433МГц и позволяющим регулировать ток сварки на расстоянии до 400 метров при прямой видимости и до 100 метров в условиях зданий.
Применение проводного пульта, как правило, затруднено из-за сложности его удлинения до необходимых размеров и возможности его повреждения и «запутывания». Сварочный аппарат «Корд 1-250» комплектуется беспроводным пультом дистанционного управления, работающим на частоте 433МГц и позволяющим регулировать ток сварки на расстоянии до 400 метров при прямой видимости и до 100 метров в условиях зданий.
Большинство ремонтных работ производятся от передвижных электростанций, обладающих большим уровнем пульсации выходного напряжения при резком изменении нагрузки, что характерно для сварочных работ, когда нагрузка практически мгновенно изменяется от нуля до максимума. Применение сварочного аппарата «Корд 1-250» позволит обеспечить стабильные характеристики сварочной дуги в диапазоне питающих напряжений от -20% до +15% от номинального значения. Источник работоспособен при снижении напряжения питания до -40%, что приведет к снижению выходного напряжения до 30В, что, в свою очередь, достаточно для проведения сварки на токе 250А на стандартных коротких сварочных кабелях. Силовая элементная база применена на напряжение 1200В, что позволяет сохранять работоспособность сварочного аппарата при бросках входного напряжения более чем на 15%, однако встроенный контроллер автоматически выключит аппарат для предотвращения выхода его из строя.
Силовая элементная база применена на напряжение 1200В, что позволяет сохранять работоспособность сварочного аппарата при бросках входного напряжения более чем на 15%, однако встроенный контроллер автоматически выключит аппарат для предотвращения выхода его из строя.
Особенностью ремонтных работ является необходимость сварки любых типов соединений из металлов различных толщин и марок в различных пространственных положениях. Это все требует применения универсального сварочного аппарата, позволяющего работать с любыми электродами и имеющего широкий диапазон регулировок выходных параметров. Сварочный аппарат «Корд 1-250» имеет диапазон регулировки тока сварки от 1 до 250А и регулировку наклона вольт-амперной характеристики о 0,4 до 2В/А, что позволяет использовать электроды с основным, целлюлозным или рутиловым покрытием толщиной от 1 до 7мм. Импульсный режим позволяет регулировать время импульса и паузы от 0,02 до 2,5 секунд, а ток паузы от 1 до 100% от тока импульса, что позволяет подобрать оптимальный режим сварки для любого соединения из металла толщиной от 0,5мм, а также значительно облегчить сварку швов в вертикальном и потолочном положении.
Сварочный аппарат «Корд 1-250» имеет встроенные сервисные функции:
- «горячий старт» обеспечивает повышение тока дуги на 30% в течение 1 секунды после касания электродом изделия для облегчения зажигания дуги
- «форсаж дуги» повышает ток дуги на 50% в условиях, близких к замыканию электрода о поверхность изделия, что предотвращает «залипание»
- «антистик» отключает сварочный ток через 1 секунду после замыкания электрода на изделие, что позволяет безопасно оторвать залипший электрод
- «снижение напряжения холостого хода» обеспечивает выключение сварочного аппарата через 1 секунду после окончания сварки, что снижает напряжение холостого хода до значения не более 10В.
Применение этих функций позволяет повысить качество сварки или снизить требования к квалификации сварщика при сварке ответственных соединений.
Воль-амперная характеристика сварочного аппарата при изменении уставки тока, наклон 1В/А
Воль-амперная характеристика сварочного аппарата при изменении уставки тока, наклон 2В/А
Воль-амперная характеристика сварочного аппарата при изменении уставки тока, наклон 0,4В/А
Воль-амперная характеристика сварочного аппарата при уставке 150А и 200А и при изменении наклона ВАХ от вертикальной до 0,4В/А.
Технические характеристики
| Параметр | Значение |
| Напряжение питания первичной трехфазной сети | 380В +20% -15% |
| Максимальная потребляемая мощность, КВт | 14 |
| Номинальный выходной ток, А | 250 |
| Ток короткого замыкания, А | 320 |
| ПН при номинальном токе, % | 60 |
| ПН при токе 200А, % | 100 |
| Диапазон регулировки выходного тока, А | 1 . . . 250 |
| Напряжение холостого хода, В | 80±5 |
| Максимальное выходное напряжение при токе 250А, В | 52 |
| Выходное напряжение при ограничения холостого хода, В | <10 |
| Наклон выходной вольтамперной характеристики, В/А | 0,4…2 |
| Вид выходной характеристики при аргонодуговой сварке | штыковая |
| Параметры импульсного режима | |
| Отношение тока паузы к току импульса | от 1:1 до 1:100 |
| Время импульса, с | от 0,02 до 2,5 |
| Время паузы, с | от 0,02 до 2,5 |
| Коэффициент полезного действия (при 200А) | > 0,9 |
| Температура окружающей среды, ° С | -40…+45 |
| Габаритные размеры, мм | 180х220х400 |
| Вес, кг | 13 |
Аттестат НАКС для работы на объектах КО, ПТО, ГО, НГДО, ОХНВП
Таблица 2. Зависимость максимального тока дуги от сечения и длины сварочного кабеля
Зависимость максимального тока дуги от сечения и длины сварочного кабеля
|
Сечение кабеля, мм2 Длина кабеля, м |
16 | 25 | 35 | 50 |
| 50-100 | 180 | 230 | 250 | 250 |
| 100-150 | 130 | 180 | 225 | 250 |
| 150-200 | 100 | 150 | 190 | 230 |
| 200-250 | 85 | 125 | 160 | 200 |
| 250-300 | 75 | 110 | 140 | 180 |
Беспроводной пульт дистанционного управления сварочным аппаратом КОРД 1-250
Беспроводной пульт дистанционного управления сварочным аппаратом КОРД 1-250 предназначен для установки значения сварочного тока на сварочном инверторе.
Основные характеристики
- Пульт состоит из двух блоков (передатчик и приёмник)
- Гарантированная дальность действия 100 м
- 2 регулятора для установки двух значений сварочного тока от 0 до 250А
- Переключатель, для быстрого выбора одного из двух предустановленных значений
- Светодиодная индикация работы
- Магнитное основание для крепления пульта к металлическим деталям
- Металлический корпус
Конструктивно пульт состоит из двух блоков: приемник (изображен на рисунке снизу) и передатчик (изображен на рисунке сверху).
Приёмник подключается к сварочному инвертору. На лицевую панель выведены два светодиодных индикатора: «Питание», означающий наличие питания на приёмном блоке и «Приём», сигнализирующий изменение сварочного тока.
Передатчик предназначен для установки или корректировки значения сварочного тока электросварщиком во время работы. На передатчике установлены два аналоговых регулятора тока, переключатель и светодиодный индикатор. Каждым регулятором задаётся значение сварочного тока в пределах от 0 до 250 А. Переключатель предназначен для выбора регулятора, которым устанавливается значение тока во время работы. «0» соответствует левому регулятору, «1» – правому. Индикатор «Передача» означает изменение сварочного тока регулятором или переключателем.
Каждым регулятором задаётся значение сварочного тока в пределах от 0 до 250 А. Переключатель предназначен для выбора регулятора, которым устанавливается значение тока во время работы. «0» соответствует левому регулятору, «1» – правому. Индикатор «Передача» означает изменение сварочного тока регулятором или переключателем.
Для установки сварочного тока беспроводным дистанционным пультом необходимо:
- Подключить приёмный блок к сварочному инвертору (допускается подключение во время работы инвертора).
- Выбрать переключателем регулятор тока.
- Установить значение сварочного тока, согласно шкале, нанесенной на лицевую панель.
- При необходимости, выбрать переключателем другой регулятор и установить новое значение тока, аналогично п. 3.
Для задания значение сварочного тока, установленного первым регулятором, достаточно выбрать его переключателем. Таким образом, обеспечивается быстрое переключение между двумя предустановленными значениями тока.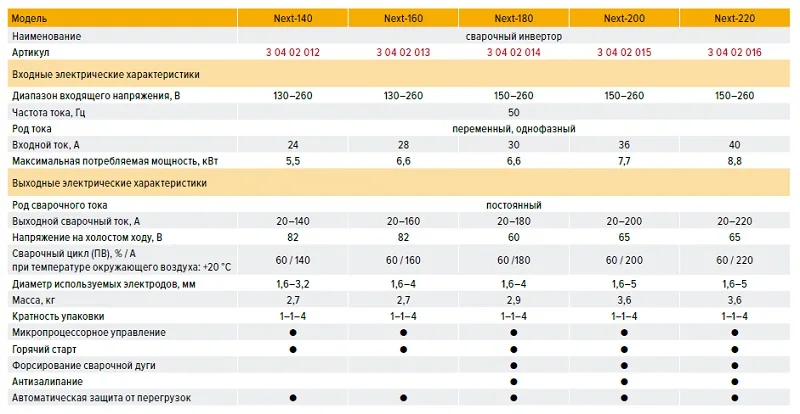
Введение в технические характеристики аппарата для точечной сварки
Аппарат для точечной сварки также обычно называют аппаратом для контактной точечной сварки. Аппарат для точечной сварки может сплавлять два или более листовых металла с помощью процесса нагрева, выполняемого в точке сварки, где давление прикладывается после расплавления металла.
Что такое машина для точечной сварки?
Аппарат для точечной сварки также часто называют аппаратом контактной точечной сварки. Сварочное оборудование используется в металлообрабатывающей промышленности для сплавления нескольких листовых металлов. Сварочные операции относятся к процессу изготовления металла, который соединяет вместе самые разные металлы или пластмассы. Многие виды методов сварки должны работать при высокой температуре, чтобы расплавить металлы, а затем сварить область расплавленного металла, чтобы сформировать сварной шов, неразъемное соединение.
Аппарат для точечной сварки может сплавлять два или более листовых металла посредством процесса нагрева, выполняемого в точке сварки, где давление прикладывается после расплавления металла. Точечная сварка является разновидностью «сварки электрическим сопротивлением». В операциях контактной точечной сварки тепло выделяется из-за сопротивления электрическим токам, которые стабильно передаются в зону сварки.
Точечная сварка является разновидностью «сварки электрическим сопротивлением». В операциях контактной точечной сварки тепло выделяется из-за сопротивления электрическим токам, которые стабильно передаются в зону сварки.
Аппараты для точечной сварки подходят для промышленного производства и сборочных линий автомобильных и аэрокосмических компонентов, а также для сварки в железнодорожной, электронной, медицинской и других отраслях промышленности. Процесс сварки является одним из самых классических процессов обработки металлов давлением. С развитием и внедрением роботов и других методов автоматизации интеллектуальные точечные сварочные аппараты быстро становятся все более популярными для массового производства металлов.
Как работает контактная точечная сварка?
При точечной сварке обычно используются электроды из сплава меди для подачи тока через детали в рабочей зоне. Тогда металлы будут плавиться из-за высокой температуры, выделяемой сопротивлением, в то время как мощность концентрируется на крошечном пятне сварки под давлением. Медь является распространенным материалом, из которого изготавливаются электроды, так как металл обладает высокой теплопроводностью, а также низким электрическим сопротивлением. В результате тепло вырабатывается на поверхностях металлических листов вместо электродов.
Медь является распространенным материалом, из которого изготавливаются электроды, так как металл обладает высокой теплопроводностью, а также низким электрическим сопротивлением. В результате тепло вырабатывается на поверхностях металлических листов вместо электродов.
Подача сильного тока на точку за короткий промежуток времени эффективно расплавит сырье в аппарате для точечной сварки, чтобы завершить сварку. Когда электрические токи отключаются, а давление электрода продолжает действовать на соединение, расплавленные листовые металлы сплавляются, а затем затвердевают, охлаждаясь системой водяного охлаждения. Энергоэффективность аппарата для точечной сварки определяется источником питания, величиной, а также сопротивлением между электродами. Кроме того, свойства металлов, а также их толщина также важны для производительности.
Обычно толщина листового металла составляет от 0,5 до 3 мм. В случае, когда энергии, передаваемой в зону сварки, недостаточно для полного расплавления сырья, аппарат контактной точечной сварки создаст некачественный сварной шов. Однако, если подавать слишком много энергии на соединение, тепло может в конечном итоге создать дыру на поверхности.
Однако, если подавать слишком много энергии на соединение, тепло может в конечном итоге создать дыру на поверхности.
:: Подробнее: Обзор точечной сварки листового металла
Технические характеристики аппарата для точечной сварки
Технические характеристики аппарата для точечной сварки, которые пользователь должен учитывать при выборе наиболее подходящего оборудования, включая номинальную мощность, систему охлаждения (обычно воздушную или водяную), диапазон сварочного напряжения и источник питания, который обычно 220В или 440В, размер корпуса, глубина горловины от 12” до 30” и более, а также разная конструкция каркаса и электрододержателя. Рама, как правило, представляет собой толстостенную стальную раму с прочным основанием и приваренными ребрами жесткости для выполнения точечной сварки от легких до тяжелых условий эксплуатации. Кроме того, для процесса контактной точечной сварки необходимы четыре переменные, в том числе давление, время сварки, электрический ток и диаметр наконечника.
● Давление сварки
Когда речь идет о требуемом давлении, которое машина для точечной сварки должна прикладывать к сварному шву, это жизненно важно, так как это значительно повлияет на качество соединения и всего изделия. Если в процессе сварки давление будет недостаточным, соединение получится очень маленьким и слабым. С другой стороны, если давление слишком велико, в машине для точечной сварки в конечном итоге может произойти растрескивание. Как правило, высокое давление, применяемое в местах сварки, в некоторой степени приводит к утончению и ослаблению металла. Глубина впадин на поверхностях материалов, полученных электродами, не должна превышать 25 % толщины металлических деталей.
● Время сварки и ток
Ток сварки (i) и время сварки (t) в аппарате для точечной сварки обратно пропорциональны. Упомянутые здесь ток и время используются для доведения металла до температуры сварки, обычно 1400°C. Что касается сварочного тока, то общий сварочный ток, применяемый в обычных слесарных мастерских, составляет от 3000 до 5000 А. Сварочный ток и время сварки устанавливаются операторами, а сопротивление определяется типом свариваемых деталей. Регулировка сварочного тока всегда более значительна и драматична для всего процесса точечной сварки, чем изменения времени сварки.
Сварочный ток и время сварки устанавливаются операторами, а сопротивление определяется типом свариваемых деталей. Регулировка сварочного тока всегда более значительна и драматична для всего процесса точечной сварки, чем изменения времени сварки.
Параметры сварочного тока чрезвычайно важны для сварочных аппаратов, а также для покупателей при выборе подходящего оборудования, особенно для современных производителей автомобилей. Если сварочный ток относительно очень низкий, соответствующее время сварки следует увеличить; когда ток выше, время сварки должно быть уменьшено. Использование более низкого тока в аппарате для точечной сварки может привести к перегреву сварочных инструментов, а также сварочного трансформатора.
Однако при использовании более высокого сварочного тока увеличивается риск выброса. Выталкивание относится к проблеме разбрызгивания расплавленного металла из нескольких слоев стали. В автомобильной промышленности оцинкованные покрытия автомобильных деталей также увеличивают риск вырывания при точечной сварке. Поэтому очень важно выбрать аппарат для точечной сварки, который имеет возможность хорошо контролировать сварочный ток с более простыми настройками.
Поэтому очень важно выбрать аппарат для точечной сварки, который имеет возможность хорошо контролировать сварочный ток с более простыми настройками.
● Диаметр сварочного наконечника
И последнее, но не менее важное: диаметр сварочного наконечника также играет важную роль в процессе сварки. Наконечники, которые имеют плоские поверхности, когда они новые, и поверхности быстро коронируются при использовании, что идеально подходит для достижения радиуса коронки в диапазоне от 1,5 до 3 дюймов.
Выставка IMTS
IMTS собрала мировых производителей машин для точечной сварки на этой онлайн-платформе. Просмотрите и найдите вашего следующего поставщика вместе с нами.
Если у вас возникнут какие-либо трудности, пожалуйста, не стесняйтесь обращаться к нам.
Быстрая ссылка на поставщиков
Аппараты плазменной сварки – Производители аппаратов плазменной сварки
Аппараты плазменной сварки – Производители аппаратов плазменной сварки | Оборудование для плазменной сварки Arcraft Поставщик машин для плазменной сварки Производители экспортер Мумбаи Индия
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Благодаря многолетним исследованиям и разработкам мы стали № 1 в стране. один производитель плазменной сварки с большим опытом сварки нержавеющих сталей, инконеля, титана и других экзотических металлов.
Благодаря многолетним исследованиям и разработкам мы стали № 1 в стране. один производитель плазменной сварки с большим опытом сварки нержавеющих сталей, инконеля, титана и других экзотических металлов.

 (Гц)
(Гц) кабель
кабель gif”> Станки плазменной резки
gif”> Станки плазменной резки gif”> Данные для сварки
gif”> Данные для сварки

Arcraft Plasma Equipments (Индия) Pvt. ООО Производители Поставщики и экспортеры |
