Аргон для сварки – Cварка аргоном – технология и оборудование для аргоновой сварки
alexxlab | 27.07.2019 | 0 | Разное
что это такое, принцип работы, технологии, видео
Оглавление:
- Общее описание
- Классификация аргонодуговой сварки
- Особенности сварного шва при аргонодуговой сварке
- Различные технологии
- Оборудование для работы с аргоном
- Особенности сварочных работ в среде аргона
- Этапы проведения аргоновой сварки
- Инверторная сварка в аргоне
- Правильная аргоновая горелка
- Розжиг дуги при разных электродах
- Какие аппараты применяются для аргонодуговой сварки
- Преимущества и недостатки аргонодуговой сварки
- Интересное видео
Чтобы сварить детали из нержавеющей стали, меди, титана, алюминия, различных цветных металлов и сплавов обычные методы сварки не всегда подходят. Часто для этих целей многие опытные сварщики применяют сварку аргоном. Этот процесс достаточно тяжелый, длительный и специфический. Но чтобы понять технологию стоит рассмотреть важные особенности, нюансы, правила проведения. Это позволит создать прочную и неразъемную конструкцию.

Общее описание
Перед тем как приступать к работе стоит рассмотреть, что такое аргонная сварка и для чего она проводится. Это технология гибридного типа, которая позволяет соединять конструкции из капризных и устойчивых металлических основ – от огромных труб до мелких деталей статуэток из бронзового металла.
Прежде чем понять, что это такое аргонно-дуговая сварка, стоит разобраться с физикой данного процесса. Для того чтобы соединить металлические поверхности их требуется предварительно прогреть. Нагревание обычно производится при помощи огня. Именно это способствует вступлению в реакцию кислорода, который находится в воздухе – происходит процесс окисления. Стоит учитывать, что цветные металлы, легированные стали окисляются намного быстрее, чем обычные металлы.
Окисление, которое проявляется во время сварочного процесса, вызывает ухудшение качества соединений. В связи с тем, что в составе швов появляются многочисленные пузырьки, они теряют свою прочность и быстро разрушается. А алюминиевый металл варить невозможно, при нагревании он горит и разрушается.
Технология аргонодуговой сварки основывается на использовании сварочной ванны, которая защищает от газов и примесей. Для этих целей часто применяются инертные газы, которые выполняют роль защитной оболочки. Помимо аргона к инертным газам относится гелий, который обладает такими же свойствами. Однако гелий намного дороже аргона, и он расходуется намного быстрее и больше.
Применение аргона позволяет сэкономить силы и финансовые вложения. Кроме этого этот газ может использоваться для всех цветных металлов, включая нержавейку, медь, алюминий. К главным свойствам аргона стоит отнести:
- Аргон значительно тяжелее воздуха, по этой причине он отлично вытесняет его из сварочной ванны, тем самым защищая зону плавления от ненужных газовых примесей;
- Аргон является инертным веществом, которое не способно вступать ни с какими элементами, включая свариваемые металлические поверхности;
- Не стоит забывать про важный нюанс аргонового газа. Во время применения тока с обратной полярностью аргон переходит в состояние электропроводной плазмы со всеми негативными последствиями.
Классификация аргонодуговой сварки
Сварка аргоном цветных металлов может производиться несколько способами. Каждый из них обладает отличительными особенностями, от которых зависит качество и прочность сварного шва.

Выделяют следующие виды аргоновой сварки:
- Ручной способ – РАД сварка. Перед тем как приступать к РАД сварке, стоит рассмотреть, что это за процесс. Работа выполняется сварщиком, он производит перемещение горелки, подачу сварочной проволоки. Во время него применяются только вольфрамовые электроды;
- Механизированная или полуавтоматическая сварка металла аргоном. Во время этого процесса проволока подается при помощи машины, а горелку удерживает сварщик. К самому популярному примеру этого метода относится сварка нержавейки полуавтоматом. Механизированная аргоновая сварка дуговая при помощи плавящегося электрода также относится к этому методу. Сварочный процесс нержавейки полуавтоматом в среде углекислого газа – является еще одной узкоспециализированной технологией, которая также относится к этой группе;
- Автоматическая аргонодуговая сварка. Во время этого процесса автомат управляется дистанционно оператором и производит перемещение и подачу проволоки. В последнее время часто во время автоматических сварочных процессов применяются специальные устройства – роботы, которые не требуют участия человека. Данный метод пользуется популярностью на больших производствах.
Особенности сварного шва при аргонодуговой сварке
Рассматривая, что это такое аргонная сварка стоит обратить внимание на особенности сварного шва. Важно помнить о том, чем больше будет угол наклона между поверхностью основного металла и соединения, тем выше будет концентрация напряжения в области сварки. Если к сварному шву предъявляются высокие требования по равнопрочности, то после сварки требуется произвести стачивание шовного валика.
Техника сварки аргоном предполагает правильный подбор материала электрода и присадочной проволоки, также требуется выбрать необходимый режим сварки. Обязательно выбирается способ защиты металлического шва, который обеспечивается за счет меньшего количества примесей, а сама область шва при этом должна быть немного мягче основного металла.
Чтобы обеспечить высокую прочность и износостойкость, мягкая зона должна быть узкой. Это усложняет проведение сварочного процесса, но избавляет от необходимости усиления конструктивных элементов в области соединения.
Различные технологии
Помимо отечественной терминологии применяются зарубежные обозначения, которые помогают разделить сварку в среде аргона на несколько подвидов. Каждый из них обладает уникальными качествами, особенностями. Обычно они применяются для сваривания сталей с различными добавками, сплавов из алюминиевой основы.
Сварка в аргоновой среде разделяется на следующие подвиды:
- Сварка ММА. Процесс производится по ручной технологии в поле электрической дуги, образованном электродом с покрытием. При переменном токе данным способом можно варить углеродистую сталь. А если будет оказываться постоянным ток, то будет возможность производить сварку углеродистой и нержавеющей стали, а также алюминия и его сплавов;
- Сварочный процесс TIG. Он выполняется в ручном режиме в аргоне или в другом инертном газе при помощи вольфрамового электрода. При переменном токе так можно варить только алюминий и его сплавы. При постоянном – углеродистые и нержавеющие виды сталей;
- Сварка MIG. Это полуавтоматическое сваривание, которое производится при помощи плавящейся проволоки. Данная технология аргоновой сварки производится с использованием переменного тока. Свариванию подлежать оба типа металлов, а также алюминий со сплавами.
Оборудование для работы с аргоном
Чтобы получить прочные швы важно знать, что нужно для аргонной сварки. Для процесса требуется достаточно большой и широкий набор оборудования. В продаже часто встречаются универсальные аппараты, которые имеют все необходимые и важные элементы. Они стоят не слишком дорого.

Все оборудование для аргоно-дуговой сварки разделяется на три группы:
- Специализированное. Оборудования предназначено для работ с заготовками одного типа;
- Специальное оборудование для аргонной сварки. Оно устанавливается на промышленный производствах, его применяют для заготовок с одинаковым типоразмером;
- Универсальное оборудование. Оно предназначено для всех видов работ в среде аргона, к примеру, для сварки нержавеющей стали полуавтоматом.
Помимо сварочного аппарата обязательно требуются другие важные элементы. Для сварки в аргоне требуется целый пакет оборудования. При этом не обязательно все покупать, некоторые элементы можно сделать самому.
Итак, рассмотрим, что нужно для аргоновой сварки:
- Специальная горелка с вольфрамовым расходником;
- Трансформатор основного и вспомогательного вида. В качестве основного обычно применяется аппарат для дугового способа с показателем напряжения до 70 В. Вспомогательный трансформатор требуется для электропитания коммутирующих устройств;
- Осциллятор. Устройство подключается параллельно к источнику питания. Он требуется для разжигания дуги во время работы с неплавящимся вольфрамовым расходником при помощи подачи высокочастотных импульсов. В результате этого наблюдается ионизация дугового промежутка. Если показатель обычной сетевой частоты насчитывает около 55 Гц, а напряжение 220 В, то после преобразования осциллятором частота и напряжения увеличиваются до 500 кГц и 6000 В;
- Контактор. Этот элемент требуется для подачи напряжения на горелку;
- Реле. Оно осуществляет включение и отключение контактора и осциллятора;
- Электроды из вольфрамовой основы. Они идут с проволокой с соответствующим диаметром;
- Аргоновый баллон, который оборудован редуктором;
- Выпрямитель. Он требуется для получения постоянного тока с показателем напряжения 24 В;
- Амперметр. Этот компонент производит измерение силы тока;
- Таймер. Осуществляет контроль времени обдува аргоном;
- Электро-газовый клапан. Он требуется для подачи постоянного или переменного тока с показателями 24 и 220 В соответственно;
- Фильтр, который выполняет контролирование высоковольтных импульсов из осциллятора;
- Аккумулятор. Он требуется для последовательного подключения в электрическую цепь для стабилизации переменного тока.
Если во время аргоновой сварки используются металлы с более толстыми краями, а также требуется повышение производительности, то дополнительно во время процесса сваривания могут применяться усовершенствованные элементы:
- Специальная горелка, которая позволяет применять сразу несколько вольфрамовых электродов. Это повышает качество и прочность сварного шва, который выполняется на высокой скорости;
- Специальное приспособление для нагревания присадочной проволоки;
- Пульсирующий ток для периодических пауз его поступления, во время которых металлическая основа кристаллизуется. Если движение дуги синхронизировать с импульсами тока, то плавка выходит высокоэффективных во всех положениях в пространстве.
Особенности сварочных работ в среде аргона
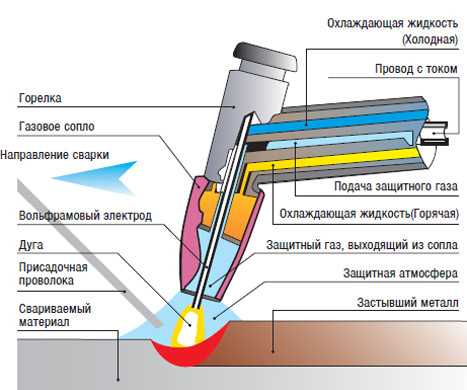
Принцип работы аргонодуговой сварки основан на соединении поверхностей рабочих металлов в среде защитного газа. В качестве рабочего элемента в данном процессе применяется горелка. В ее центральную часть вставляется электрод из вольфрамовой основы, его вылет должен быть в пределах 2-5 мм.

Фиксирование электрода внутри горелки осуществляется при помощи специального держателя. В него вставляется вольфрамовый стержень с любым требуемым диаметром. Для подачи защитного газа горелка оснащается соплом из керамической основы.
На фото ниже показан общий принцип работы аргоновой сварки.

Сварка под аргоном предполагает применять требуемую температуру, которую задает электрическая дуга. Формирование сварного шва выполняется при помощи присадочной проволоки, состав которой должен соответствовать составу обрабатываемой металлической поверхности.
Стоит изучить несколько правил принципа работы аргонно-дуговой сварки, от которых зависит прочность и качество сварного шва:
- Чем длиннее будет сварочная дуга, тем шире будет шов и меньше его глубина. Именно это снижает качество сварного соединения. По этой причине рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей;
- Чтобы сделать узкое и глубокое сварное соединение, важно чтобы электрод и горелка двигались в продольном направлении. Отклонение в сторону (поперечные движения) снижают качество сварного шва. По этой причине во время сварки требуется, чтобы сварщик был внимательным и аккуратным;
- Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварочного процесса, они должны быть прикрытыми аргоном. Это предотвратит проникновение кислорода и азота внутрь сварочной зоны;
- Подача присадочной проволоки должна быть плавной и равномерной. При резкой подаче происходит сильное разбрызгивание металла. Правильная подача достаточно сложный процесс, который приходит с опытом;
- Стоит обратить внимание на важный показатель – проплавленность. В аргонной сварке он определяется самим сварочным соединением. Если он обладает округлой или выпуклой формой, то это может указывать на его низкое качество. Это означает, что проплавление поверхности было проведено недостаточно;
- Присадочная проволока подается перед горелкой с неплавящимся электродом. При этом ее подача должны выполняться под определенным углом. Данные показатели обеспечивают ровность сварного соединения и его небольшую глубину. Это позволяет полностью контролироваться сварочный процесс;
- Ни в коем случае не стоит начинать и заканчивать сварку с аргоном резко, это открывает доступ проникновения кислорода и азота в область сваривания. По этой причине необходимо начинать сварку после 15-20 секунд, как только будет начата подача в стык соединения двух металлов инертного газа. А заканчивать процесс (убирать присадочную проволоку) стоит до того момента, как будет выключена горелка. На этот процесс обычно отводится 7-20 секунд.
Заканчивать сварочный процесс требуется снижением показателей силы тока при помощи реостата, который имеет в составе конструкции сварочного аппарата. Если будет сделано отведение горелки, то это может открыть доступ в область сваривания азота и кислорода.
Этапы проведения аргоновой сварки
Технология сварки аргоном должна проводиться правильно с учетом всех требуемых правил. Во время этого процесс обязательно должны использоваться неплавящиеся электроды.
Для проведения сварки обязательно требуется подготовить необходимые элементы:
- Источник питания;
- Горелка с вольфрамовым электродом;
- Газовый баллон с аргоном;
- Присадочная проволока.
Электрод устанавливается в держатель горелки, он должен выступать вперед на 2-5 мм. Диаметр данного компонента подбирается в зависимости от характера сварного шва, толщины соединяемых металлических деталей. Вокруг держателя электрода располагается сопло, которое осуществляет подачу электрода в область сварки при проведении работ.
Как варить аргонной сваркой? Сварочный процесс с поддувом выполняется в следующей последовательности:
- Очищение поверхности зоны сварки;
- Приведение горелки в рабочее положение – подача аргона для создания защитного слоя и розжиг дуги;
- Процесс выполнения сварного шва.
Каждый сварщик должен знать, как варить аргоновой сваркой, важные особенности данного процесса и последовательность всех действий. Перед тем как приступать к сварке стоит произвести тщательное очищение кромочной поверхности соединяемых деталей от загрязнений и оксидной пленки. Для этих целей может применяться механический и химический способ очистки, после которого производится обезжиривание поверхностей.
После этого оборудование приводится в рабочее состояние:
- Источник питания подключается к электрической сети;
- К детали, которая подлежит сварке, при помощи кнопок на горелке подается защитный газ. А сама деталь подключается к «массе»;
- При помощи высокочастотного импульса разжигается дуга. Она будет замыкать цепь между электродом и металлом сварного изделия;
- Газ должен подаваться заранее, примерно за 20 секунд перед подачей тока. Это требуется для обеспечения защитного слоя.
При проведении процесса ни в коем случае нельзя допускать касания вольфрамового электрода свариваемой поверхности. Он должен располагаться на минимальном расстоянии от нее (2 мм), это позволит создать малую сварочную дугу. В данной ситуации она сможет обеспечить максимальное проплавление металла по толщине.
Сразу же после разжигания дуги сварщик приступает к созданию шва в области, которая защищена аргоном. Что такое аргоновая сварка и как она производится? Рассмотрим весь процесс:
- При помощи горелки, которая располагается в правой руке, сварщик медленно ведет дугу строго по линии шва;
- Левой рукой специалист навстречу движению горелки подает присадочную проволоку в область сварки;
- Присадочная проволока должна постоянно находиться перед горелкой под небольшим углом от 150 до 300 по отношению к свариваемой поверхности;
- Электрод с горелкой должен образовывать угол в 900.
Во время выполнения ручных сварочных работ не стоит допускать резкую подачу присадочной проволоки. Это может привести к сильному разбрызгиванию металла и к образованию неровной линии сварного шва. После окончания сварочных работ подача аргона не должна прекращаться сразу, это предотвратит окисление еще не остывшего металла.
Инверторная сварка в аргоне
Что это инверторная аргоновая сварка? Этот метод считается самым востребованным видом аргонодуговой технологии. Его используют в промышленных и бытовых условиях. Во время этого процесс применяется инвертор для аргонодуговой сварки, это тип аппарата дуговой сварки, который преобразует ток из постоянного в переменный. Кроме этого оборудование обладает дополнительным преимуществом, которое состоит в адаптации к скачкам напряжения источника питания.
Инверторный сварочный аппарат обладает компактными размерами, он нетяжелый и выполнен из прочной основы. Он прекрасно подходит для проведения сварочных работ в любых условиях – дома и на производстве. Кроме этого он обладает легким управлением, с которым смогут справиться даже новички.
Что можно варить инверторной аргоновой сваркой? Данная технология отлично подходит для сваривания нержавейки, меди, алюминия, цветных металлов. При помощи инвертора процесс выполняется достаточно легко, требуется только двигать горелкой вдоль шва. Если соблюдать все технологические требования, сварное соединение выходит узким и ровным.
Правильная аргоновая горелка
Главные задачи горелки состоят в подаче электроэнергии и создании газовой защиты. При проведении сварочного процесса важно выбрать правильную горелку, это также важно, как выбор правильных расходников. В аргонодуговой сварке применяется специальная горелка с неплавящимся вольфрамовым электродом – именно таким способом производится сваривание нержавеющей стали.

К главным техническим свойствам правильной горелки, в соответствии с которыми нужно ее выбирать, относят:
- Допустимые показатели сварочного тока или его мощность;
- Тип охлаждения горелки при сильных и слабых токах;
- Показатели длины кабеля;
- Наличие сопла из керамической основы и фиксатора вольфрамового электрода;
- Универсальность горелки – способность подключаться к разным сварочным аппаратам.
Принцип работы горелки в аргонной сварке состоит в следующем:
- Включается все сразу – подается газ на горелку, начинается активная циркуляция охлаждающей жидкости, а затем подключается сам сварочный аппарат;
- После того как образуется защитный слой из аргона производится поджигание дуги, осуществляется разогрев заготовок до температуры плавления, а присадочная проволока помещается в образовавшуюся рабочую ванну;
Размещение присадочной проволоки и электрода из вольфрамовой основы вдоль сварного соединения.
Розжиг дуги при разных электродах
Во время использования расплавленных электродов розжиг дуги происходит при соприкосновении электрода с изделием. Электродная проволока при касании металлического изделия начинает искрить и вокруг нее начинается активное испарение паров железа. Именно они оказывают влияние на степень ионизации аргона, они ее снижают, поэтому розжиг дуги происходит достаточно быстро и легко.
При применении неплавящихся электродов розжиг дуги таким способом будет невозможен. Дело в том, что чистый сварочный аргон обладает высоким показателем ионизации, и для розжига он требует более сильную искру. А при касании вольфрамового электрода поверхности металла ее не удается получить. Также во время ее касания происходит сильное загрязнение поверхности и ее оплавление.
По этой причине для разжигания дуги при вольфрамовом электроде используется вспомогательный прибор, который называется осциллятором. При помощи него после включения устройства на электрод подается высоковольтное напряжение с высокой частотой импульсов, которые обеспечивают ионизацию промежутка между дугой и металлической поверхностью изделия с последующим розжигом дуги.
Обычно для создания сварного шва применяется аргонодуговая сварка с постоянным и переменным током. Если сварочный процесс выполняется в режиме переменного тока, то осциллятор выполняет роль стабилизатора, который подает импульсы в моменты замены полярности. Это обеспечивает стабильное горение сварочной дуги.
Во время сварки с применением постоянного тока на анодном и катодном конце величина выделяемого тепла может быть разной. При значении меньше 300 ампер до 70 % выделяемого тепла образуется на аноде и только 30 % на катоде.

Для обеспечения большого нагрева металла, которое приводит к его расплавлению и исключению перегрева электрода, используется прямая полярность. В этом случае самое сварное изделие является анодом, а электрод служит катодом.
А что варят аргоновой сваркой с такой схемой? Она отлично подходит для сваривания меди и ее сплавов, ее применяют для цветных металлов, исключением является алюминий и его сплавы. Для этого металла используется сварка с переменным током, которая позволяет эффективно удалить окисный поверхностный слой.
Какие аппараты применяются для аргонодуговой сварки
Чтобы понять, как работает аргонная сварка, стоит рассмотреть устройства, которые применяются при ее проведении. Оборудование может иметь разное управление и определенный принцип работы, от которого зависит скорость получения сварного шва, а также его качество.
При проведении аргонодуговой сварки могут применяться следующие аппараты:
- Сварочные трансформаторные устройства. Они работают на использовании переменного тока;
- Аппараты, выполняющие роль выпрямителей и генераторов. Они применяются для обеспечения выпрямленного (постоянного) тока при проведении сварочных работ;
- Универсальные устройства. Они предназначены для сварочных работ при постоянном и переменном токе.
Преимущества и недостатки аргонодуговой сварки
Рассматривая, что такое аргонодуговая сварка стоит изучить ее важные положительные и отрицательные особенности. Они оказывают влияние на проведение процесса, на свойства получаемого соединения, на его прочность и другие важные нюансы.

Среди преимуществ стоит выделить:
- Принцип аргонной сварки предполагает проведение нагрева с невысокой температурой. Именно это свойство позволяет в полной мере сохранить размеры и формы двух свариваемых изделий;
- Аргон для сварки является инертным газом, а именно он плотнее и тяжелее воздуха. Именно это обеспечивает максимальную защиту зоны сваривания;
- Тепловая мощность дуги обладает высокими показателями, именно это позволяет проводить процесс сварки за короткий промежуток времени;
- Аргонодуговая сварка обладает простой техникой проведения, которую смогут понять даже неопытные сварщики;
- Сварочный процесс позволяет соединить разные виды металлов, которые не получается состыковать при помощи других типов сварок.
Но не стоит забывать про некоторые недостатки аргонной сварки:
- В теории указывается, что сварка аргоном не должна проводиться при сильных сквозняках и ветре. Во время данных условиях происходит улетучивание часть аргонной защиты. Именно это снижает качество сварного шва. По этой причине весь процесс требуется проводить в закрытых помещениях с хорошей вентиляцией;
- Сварочное оборудование, которое применяется для сварочного процесса, обладает сложной конструкцией и тяжелым управлением. Это может усложнить проведение настройки режимов сварки;
- Если в процессе соединения потребуется высокоамперная дуга, то обязательно требуется продумать дополнительное охлаждение стыкуемых компонентов.
Что это такое аргонная сварка и для чего она нужна? Чтобы понять этот процесс и его главное назначение, стоит рассмотреть его главные особенности, характерные качества и нюансы. Данная техника может использовать для капризных и устойчивых металлов ,к примеру для сваривания меди, бронзы, алюминия и разных цветных металлов.
Проведение процесса простое и легкое, с ним сможет справиться даже начинающий сварщик. Но все же не стоит забывать про правила и главные особенности сварочных работ в аргоне.
Интересное видео
osvarka.com
Что нужно для сварки аргоном
Для того чтобы начать варить аргонно дуговой сваркой нужно приготовить все необходимое оборудование, а так же средства защиты. В каждом даже не сложном деле стоит соблюдать технику безопасности. Варим мы дуговой сваркой, а аргон у нас служит защитным газом. В данной статье я постараюсь рассказать о том что нам потребуется для сварки аргонно-дуговой сваркой.
И так я решил составить список оборудования который необходим для аргоновой сварки.
После составления списка разберем каждый пункт поподробней. Как ранее было уже рассказано на странице “Аргонная сварка” существует несколько видов данной сварки. Здесь мы рассмотрим наиболее популярную и доступную “Ручную аргонно-дуговую сварку с неплавящимся электродом”
Вот краткий список того что нам потребуется для сварки.
- Баллон
- Редуктор
- Шланг высокого давления
- Аппарат для сварки неплавящимся электродом
- Электроды вольфрамовые
- Присадочная проволока
- Инструменты для подготовки металла к сварке
- Спецодежда и средства защиты
Баллон
Баллон нужен для того чтобы хранить газ в сжатом виде, в данном случае аргон. Для того чтобы не перепутать баллон кислородный с аргоновым их раскрашивают в разные цвета надписи и полоски.

А теперь давайте рассмотрим как эти баллоны маркируются.

И так же нужно знать какие данные наносят на баллоны и что там набито.

Данные на каждом баллоне могут отличатся.
Редуктор
Для каждого газа как правило предусмотрен свой редуктор. Как правило цвет редуктора совпадает с цветом баллона для того чтобы было понятно что он именно для этого газа.

Сейчас большой выбор различных редукторов. Для аргона можно использовать редуктор с черной окраской который предназначен для углекислоты дешевый вариант. Или взять дороже редуктор с ротаметром

его чаще используют под аргон, но и под углекислоту он тоже предназначен. Теперь мы знаем какой редуктор использовать.
Шланг высокого давления
Все обычно используют шланги одного типа предназначены для кислородных баллонов так как они более надежны. Так как мы рассматриваем аргоновую сварку то и шланги будем брать кислородные. Внутренний диаметр кислородного шланга может быть 9, 12, 16, или 18 миллиметров, но чаще всего используют либо девять либо двенадцать. Если внутренний диаметр 9 то наружный будет 20 миллиметров.
Аппарат для сварки неплавящимся электродом
Сейчас большой выбор аппаратом для сварки вольфрамовыми электродами. Например аппарат может выглядеть вот так.

Огромный выбор сварочного оборудование сейчас предлагается на нашем рынке, по этой причине я не буду описывать конкретный сварочный аппарат. Для правильного выбора сварочного аппарата рекомендую почитать отзывы людей которых можно найти на сварочных форумах.
Электроды вольфрамовые
Вольфрамовые электроды маркируются вот так ЭВЧ, ЭВЛ,ЭВИ, ЭВТ-15 и имеют гост ГОСТ 23949-80. Вбив гост в поиск вы сможете найти подробную информацию о этих электродах.

Так же электроды бывают с примесями для того что бы приобрести особые свойства. Вот какие бывают примеcи в вольфрамовых электродах которые предназначены для аргонной сварки.


Присадочная проволока.
Присадочная проволока это материал который нужен будет в процессе сварки. Материал присадочный называют по разному. В данном случае это пруток присадочный или присадочная проволока.
Инструменты для подготовки металла.
Сюда можно включить такие инструменты как болгарка и щетка по металлу. Сейчас большой выбор всяческих зачистных инструментов и приспособлений так что выбор за вами.
Спецодежда для сварки.
Здесь все зависит от ваших желаний. Выбор огромен. Что хочется сказать о спец одежде. Одежда сварщика бывает разной плотности и степени огнестойкости. О масках для сварщика можно говорить долго. Обувь тоже играет немаловажную роль как и перчатки. Перчатки сварщика еще называют крагами.

Внимательно относитесь к выбору средств защиты для сварочных работ так как от этого зависит ваше здоровье. Одежда для сварщика продается в специализированных магазинах которые занимаются продажей сварочного оборудования. Посетив данные магазины вы без труда подберете именно то что вам нужно.
А теперь я хочу вам показать как происходит процесс аргоновой сварки.
Думаю данный материал поможет как начинающим сварщикам так и тем кто хочет начать варить аргоновой сваркой.
3g-svarka.ru
Оборудование необходимое для аргонно дуговой сварки
Аргонно-дуговая сварка – это процесс образования неразъемного соединения методом дуговой сварки в среде аргона, представляющего собой инертный газ. По сути, это сочетание электрической и газовой сварки своими руками. Процесс может осуществляться с применением либо плавящегося, либо неплавящегося электрода.
Виды оборудования, применяемого для аргонодуговой сварки
В зависимости от уровня механизации аргоно дуговая сварка разделяется на несколько видов:
- Ручная. Перемещение горелки и подача сварочной проволоки осуществляются самим сварщиком в ручном режиме. Сварные работы могут осуществляться с применением неплавящегося – вольфрамового электрода.
- Механизированная. Горелка находится в руках сварщика, а проволока подается механизированным способом.
- Автоматизированная. При таком способе перемещение горелки и подача проволоки полностью механизированы, а процессом управляет оператор.
- Роботизированное оборудование не нуждается в непосредственном управлении оператором.
 Оборудование используемое для выполнения работ в инертных газах
Оборудование используемое для выполнения работ в инертных газахСварочное оборудование подразделяется на универсальное, специальное и специализированное. Универсальный сварочный аппарат аргонно дуговой сварки выпускается серийно и является наиболее широко востребованным. Аргонная сварка в большинстве случаев выполняется в производственных условиях на специально оснащенном рабочем месте, которое именуется “сварочный пост”. Установка аргонно дуговой сварки с использованием неплавящегося вольфрамового электрода в среде аргона оборудована следующими элементами:
- источником сварочного тока – постоянного и/или переменного;
- горелкой или их комплектом, предназначенным для работы на разных токах;
- устройством, обеспечивающим первоначальное возбуждение дуги или стабилизирующим дугу переменного тока;
- аппаратурой, которая управляет сварочным циклом и его защитой;
- устройством для компенсации или регулирования постоянной составляющей тока.
Для расширения диапазона толщины свариваемых материалов, повышения производительности при получении неразъемных соединений работая вольфрамовым электродом, и улучшения провара в последнее время были разработаны новые методы аргонной сварки:
- Работы пульсирующим током. Во время импульса тока металл расплавляется, кристаллизуясь во время паузы. Дуга перемещается с постоянной скоростью или шагами, которые синхронизированы с импульсами сварочного тока. При этом обеспечивается эффективное проплавление во всех пространственных положениях, нечувствительность к мелким недочетам, допущенным при сборке. Периодическое снижение поступления тока не допускает перегрев металла, и следовательно, снижает деформации.
- Используя подогрев присадочной проволоки. Этот метод существенно увеличивает производительность.
- Использование нескольких вольфрамовых электродов – эффективный способ получить швы без подреза на высоких скоростях сваривания металла.
Для осуществления этих разновидностей процесса может использоваться стандартное оборудование для аргонно дуговой сварки в сочетании с дополнительными блоками.
Инверторные сварочные аппараты
Наиболее популярным сварочным устройством для аргонной сварки, которое с успехом может применяться не только на производстве, но и в быту, является инверторный аппарат. Для тех, кто хочет узнать, как научиться варить аргоном, использование сварочного инвертора является оптимальным вариантом, поскольку разобраться с принципом его работы может даже начинающий сварщик, не обладающий богатыми профессиональными навыками, с помощью изучения “Аргонно дуговая сварка, инструкция”.
Инверторный аппарат аргонно дуговой сварки обладает рядом существенных преимуществ:
- Высокие качественные характеристики сварного шва, что позволяет использовать это оборудование для ремонта автомобилей: сварки узлов и деталей кузова, коробки передач, двигателя.
- Малые габариты и небольшой вес по сравнению с трансформаторными аппаратами.
- Простая эксплуатация. Для начала работы необходимо уложить присадочную проволоку и включить аппарат. Подача проволоки и инертного газа включаются автоматически.
Как правило, такие современные аппараты оснащены целым рядом дополнительных опций и защитных устройств, это – ускоренный поджиг, стабилизация дуги, модуляция сварочного тока.
Горелка для аргонно дуговой сварки с неплавящимся электродом
Метод аргонной сварки с использованием неплавящегося электрода, как правило, вольфрамового, используется для соединения изделий и конструкций, в изготовлении которых используются химически активные металлы и сплавы из них: алюминий, титан, магний, нержавеющая сталь. Этим материалам характерно сильное окисление при нагреве на воздухе. В данном случае могут применяться как постоянный, так и переменный ток. Процесс может быть ручным и автоматическим. При малых толщинах работа может осуществляться без использования присадки.
В большинстве случаев в аргонной сварке используют источники постоянного тока.
Постоянный ток и прямая полярность способствуют эффективному распределению тепла дуги, что обеспечивает длительный срок службы вольфрамового электрода и высокое качество шва. Такой режим применяют для большинства нержавеющих сталей. При сварке конструкций из алюминия и его сплавов используют источники переменного тока. В процессе сварки в период прямой полярности происходит расплавление основного металла, а в моменты обратной – катодное распыление поверхностной тугоплавкой оксидной пленки, которая препятствует сварочному процессу. Если нержавеющая сталь содержит примеси алюминия, то для ее сваривания также применяют переменный ток.
Работа с неплавящимся катодом требует наличия источников тока, удовлетворяющих повышенным требованиям по стабильности сварочного тока при внешних воздействиях. Также источники тока должны иметь широкий диапазон регулирования. Это связано с тем, что в конце работы ток должен быть снижен в несколько раз по сравнению с рабочим режимом для избежания образования кратера.
Способ сварочных работ неплавящимся электродом обеспечивает формирование качественных сварных швов, поддерживает точную глубину проплава материала. Этот фактор очень важен при сварке тонких металлов с возможностью одностороннего доступа к поверхности конструкции. Данный метод широко применяется для создания неповоротных стыков труб. Такой метод называется орбитальным.  Горелка для работы неплавящимся электродом
Горелка для работы неплавящимся электродом
Горелка для аргоно дуговой сварки с плавящимся электродом
В случае комплектации горелки плавящимся электродом дуга подается между концом сварочной проволоки и самим изделием.
Достоинства данного вида:
- узкая зона термического воздействия;
- возможность влияния на качественные характеристики шва при помощи регулирования состава газа и проволоки;
- широкие возможности автоматизации процесса, что существенно повышает производительность сварочных работ.
Применяется при сваривании нержавеющих сталей и алюминия.
Аргонная сварка своими силами
Если вы приобрели сварочный инверторный или трансформаторный аппарат для аргонной сварки, то вам для полного комплекта необходимо также иметь: горелку, баллон с аргоном, редуктор и клапан газа, сварочную маску.
Основные правила, которые нужно соблюдать в процессе работы используя инертный газ – аргон.
- Если вы применяете неплавящийся электрод, то его необходимо держать как можно ближе к поверхности свариваемой конструкции, что позволяет создать минимальную дугу. Увеличение дуги приводит к уменьшению глубины проплава и повышению ширины шва, что значительно снижает качество сварных соединений.
- При аргонной сварке необходимо совершать единственное движение вдоль оси шва, не делая перпендикулярных шву перемещений. Это создает эстетичное прочное соединение, что качественно отличает эту технологию от сварки покрытыми электродами.
- Необходимо постоянно следить, чтобы электрод и присадочная проволока не выходили из защитной газовой зоны.
- Проволоку нужно подавать плавно для избежания разбрызгивания металла.
- При применении вольфрамового электрода проволоку необходимо подавать впереди горелки без поперечных колебаний. Таким образом можно обеспечить образование узкого эстетичного шва.
- Заварка кратера по окончании работ производится с понижением силы тока реостатом. Не допускается прекращать сварочный процесс обрывом дуги при отведении горелки. Это резко снижает защиту шва. Подачу газа прекращают только через 10 секунд после окончания сварочных работ. Начинают подавать газ перед сваркой за 20 секунд до начала работ.
- Перед началом работы, поверхности свариваемых элементов необходимо очистить от жира и грязи механическими и химическими методами, провести обезжиривание.
Сварка конструкций в защитной среде аргона – процесс кропотливый, не терпящий суеты и халатного отношения. Цены на работы сварщиков – аргонщиков, которые являются профессионалами в своем деле, довольно высокие. Поэтому при наличии специального оборудования и необходимости частого проведения сварочных работ вполне возможно освоить все тонкости этого процесса самостоятельно.
elsvarkin.ru
Особенности сварочных аппаратов для аргонодуговой сварки
Аргонодуговая сварка – это процесс, производимый электрической дугой в атмосфере аргона. Инертный газ защищает сварочную ванну от вредного воздействия атмосферного кислорода. Благодаря этому появляется возможность соединения некоторых металлов, которые в обычных условиях качественно сварить невозможно.
Этот метод сварки позволяет получать прочные сварные швы при соединении разнородных сталей, чугуна, титана, меди, алюминия и других цветных металлов и сплавов.
В аппаратах для аргонной электродуговой сварки может использоваться постоянный и переменный ток, плавящийся и неплавящийся электрод, с применением присадочной проволоки или без нее. Функционал определяется конкретной моделью оборудования.

Разновидности оборудования
По степени механизации и автоматизации процесса оборудование для сварки аргоном можно разделить на три вида:
- аппараты для ручной сварки;
- механизированная или полуавтоматическая техника;
- автоматизированные аппараты;
- роботизированная техника.
При ручном аргонодуговом способе сварки оборудование обеспечивает только требуемый сварочный ток в зоне дуги, все остальное зависит от сварщика. Он должен сам передвигать горелку и подавать присадку или электрод. Этот способ сварки требует специалистов высокого уровня для получения высококачественного соединения.
При механизированном способе аргонодуговой аппарат, кроме сварочного тока, обеспечивает бесперебойную и плавную подачу присадочной проволоки.
Сварщику требуется только перемещать горелку вдоль шва, сохраняя при этом постоянное расстояние между присадкой и свариваемым металлом. Это значительно упрощает процесс, повышает производительность труда и не требует таких высоких навыков, как при ручной сварке.
При автоматизированной аргонодуговой сварке весь процесс осуществляется без непосредственного участия человека. Оператор производит управляющие манипуляции дистанционно. Подача проволоки, газа, перемещение горелки происходит автоматически.
При роботизированной сварке выполнение работ происходит даже без опосредованного участия человека. Сварочный робот самостоятельно производит установку всех режимов работы в зависимости от типа свариваемых материалов, вида швов, толщины металла.
Специализация
По степени специализации сварочные аргонодуговые аппараты подразделяют на три вида:
- узкоспециализированные;
- специализированные;
- универсальные.
Аппараты первого вида предназначены для выполнения только конкретной одной операции при изготовлении определенного вида заготовок. Они используются при серийном производстве на больших предприятиях в составе мощных производственных линий.
Специализированное оборудование применяют для аргонодуговой сварки изделий одного типа, например, труб большого диаметра или двутавровых балок. По-другому такие аппараты использовать невозможно.
С помощью универсальных аппаратов для аргонодуговой сварки можно варить различные виды изделий. Но эта универсальность приводит к снижению производительности и качества работ. Специализация обеспечивает высокое качество и производительность в ущерб возможностям использования в других производствах.
Устройства типа MIG
Наиболее популярны аппараты аргонодуговой сварки типа MIG (металл, инертный газ). Обычно они имеют возможность работать и с активными газами типа углекислого.
В состав оборудования входит источник питания трансформаторного или инверторного типа, газовый баллон с понижающим редуктором, сварочный кабели, газовый шланг и горелка.
На сегодняшний день среди домашних мастеров и работников ремонтных мастерских наибольшим спросом пользуются инверторные аппараты для аргонодуговой сварки с функцией «Горячий старт».
Они имеют малый вес, что позволяет работать в труднодоступных местах и на высоте. Имеется плавная регулировка сварочного тока, а характеристики электрической дуги не зависят от скачков входного напряжения. В таких аппаратах предусмотрена защита от короткого замыкания, они имеют высокий КПД.
В отличие от инверторов, трансформаторные блоки питания чаще используются на предприятиях, где тяжелые условия по пыли, которую инверторы плохо переносят.
Оборудование типа TIG
Сварочные установки TIG (вольфрам, инертный газ) в качестве источника питания использует тот же сварочный инвертор или трансформатор, тот же аргон, но имеет горелку другого вида.
Она предусмотрена для неплавящегося электрода из вольфрама или его сплавов. При использовании инверторных аппаратов типа AC/DC (переменный/постоянный ток) возможности аргонодугового процесса расширяются.
В режиме DC предусмотрена сварка разнообразных сталей, меди, титана. Режим аппарата AC позволяет варить сплавы алюминия, магния, меди большой толщины.
Сварка TIG обеспечивает высочайшее качество шва благодаря защите сварочной ванны инертным газом и отсутствию примесей от электрода при работе без присадки.
В некоторых сварочных аппаратах полуавтоматическая аргоновая сварка реализуется сразу нескольких типов (MAG, MIG, TIG), в комплект входят дополнительные горелки.
Овладение электродуговым способом сварки в ручном режиме занимает много времени и сил. Сварщики вынуждены постоянно поддерживать длину дуги в пределах 4-6 мм, совершать сложные движения концом электрода при сваривании толстых металлов при том, что он постоянно уменьшается.
Использование инверторного преобразователя наряду с автоматической подачей присадочной проволоки значительно упрощает процесс обучения и производства работ.
При соблюдении инструкций практически любой человек при минимальной наработке сможет получать качественные сварные швы. Особенно это касается аргонодуговой сварки в режиме с неплавящимся электродом без присадочной проволоки.
Достаточно равномерно вести конец горелки на постоянном расстоянии вдоль сварного шва и результат гарантирован.
Обзор некоторых моделей
В категорию популярных аппаратов аргонодуговой сварки попадает бюджетный, надежный, малогабаритный аппарат «Ресанта САИ 190». Он варит током до 190 А, предназначен для использования в ручном режиме с ведением электрода.
Аппарат инверторного типа СВАРОГ ARC 205 используется при ручной аргонодуговой TIG сварке. Широко применяется в быту и малом бизнесе. Аппарат не перегревается, его запас мощности обеспечивает сваривание металла толщиной до 6 мм. Газовый баллон для аргонодуговой сварки в комплект поставки не входит, так что его надо будет покупать отдельно.
Аппарат аргонодуговой сварки СВАРОГ TECH TIG 200P AC/DC подойдет для любителей и профессионалов. Он работает на переменном токе и на постоянном с неплавящимся электродом, в атмосфере аргона или обычной электродуговой сварки.
Режимы работы аппарата можно регулировать нажатием кнопок, поджиг дуги происходит без контакта с изделием, что упрощает работу, также предусмотрена защита от скачков входного напряжения. Для контроля параметров предусмотрен цифровой дисплей и пульт управления.
Советы по выбору оборудования и сварочным работам
Конструкции сварочных аппаратов для аргонодуговой сварки постоянно совершенствуются. Они получают все больше разнообразных функций и дополнительных приспособлений.
Некоторые люди предпочитают делать ремонт своей техники самостоятельно или строят дом, дачу, гараж, имеют хобби связанное со сваркой металлических изделий. У всех возникает желание приобрести сварочный аппарат, а специалистов по каждому пустячному вопросу вызывать накладно.
Нынешние аппараты для аргонодуговой сварки настолько приспособлены к различным изменениям параметров работы, что варить ими может практически каждый, кто внимательно прочитал инструкции.
Чтобы выбрать оптимальный прибор, необходимо в первую очередь определить главные области его использования. Некоторые аппараты для аргонодуговых работ оснащены иногда такими функциями, которые пользователю никогда не понадобятся.
Поэтому перед покупкой надо определиться, с какими металлами предстоит работать, и только потом подбирать соответствующее оборудование. Полезен будет обзор отзывов на то или иное устройство, хотя и к ним тоже надо относиться критически. Лучше поговорить с профессиональным сварщиком, который расскажет обо всех особенностях сварочных аппаратов.
Кроме сварочного оборудования для работы надо приобрести защитную маску или очки и специальную одежду, санитарную аптечку и огнетушитель. Процесс сварки чреват ожогами и возгоранием предметов, поэтому необходимо правильно организовать рабочее место.
Питающие розетки должны иметь надежный контакт. Сварочный кабель должен быть развернут, не преграждать проход к инвертору. Соединяемый металл должен быть тщательно зачищен от любых загрязнений иначе качественный шов получить будет невозможно.
svaring.com
Сварка аргоном, оборудование для аргоновой сварки
Инверторное оборудование для аргонной дуговой сварки можно разделить на 3 вида: специальное, специализированное и универсальное. Подобный вид работ могут применять как профессионалы, так и начинающие сварщики. Это объясняется тем, что агрегаты очень просты в использовании и легко поддаются изучению.
Поэтому аргоновая сварка успешно может использоваться на бытовом уровне и на крупном производстве при соединении сложных конструкций. Подбор оборудования всегда будет зависеть от поставленных перед ним задач и уровня сложности будущей сварки.
Особенности оборудования для аргонной сварки
Как говорилось ранее, все устройства делятся на три типа:
- Универсальное. Используется для нескольких видов материала.
- Специализированное. Имеет узкую специализацию и применяется для деталей какого-то определённого типа. Например, для круглого каркаса или двутавровой балки.
- Специальное. Предназначено для решения одной определённой задачи. В основном сварка аргоном с помощью таких устройств используется в крупных предприятиях для серийного производства.
Первые являются более популярными у многих специалистов. Эти аппараты выпускаются серийно и благодаря достаточно приемлемой цене имеют высокий спрос. Но, в большей мере, все виды агрегатов используют только в промышленных целях, на специально оборудованном рабочем месте, которое называется сварочным постом.
Каждое устройство для аргонной сварки имеет практически идентичное строение и состоит из таких компонентов:
- Приспособление для стабилизации дуги переменного тока или для её активации.
- Устройство, защищающее и контролирующее цикл сварки.
- Регуляторы рабочего тока.
- Горелки, необходимые для сварки с определённым напряжением.
- Источник постоянного или переменного тока.
С недавнего времени оборудование для аргонной сварки начало прогрессировать. Разработчики задумались об увеличении диапазона свариваемого материала, улучшении производительности и получении неразъёмных крепежей соединений. Для этого уже были внедрены некоторые инновационные способы аргонодуговой сварки.
Одним из этих внедрений является применение пульсирующего тока.
При попадании импульса на изделие, оно плавится и кристаллизируется в моменты паузы. Сама дуга может двигаться с постоянной скоростью или отрывками.
При этом уменьшенная поставка напряжения не дает изделию нагреваться, это значительно снижает вероятность деформации.
Ещё одним выигрышным способом является применение нагрева присадочной проволоки. Этот вариант используется для увеличения производительности. А чтобы швы получались без подреза, было решено применить несколько электродов из вольфрама. Все эти способы предполагают использование стандартного аппарата в комплексе с дополнительными устройствами.
Агрегаты для аргонодуговой сварки
Сварочный инвертор является одним из самых популярных и востребованных устройств для аргонного соединения. Его используют сварщики-любители при соединении несложных конструкций и профессионалы в условиях промышленного производства. Его популярность среди начинающих сварщиков обусловлена тем, что он очень прост в освоении и в тоже время позволяет решить даже сложные задачи.
Его часто используют для ремонта автомобилей, а именно при сварке коробки передач или элементов кузова. Стоит также отметить его компактные габариты и легкий вес, что всегда позволит удобно переносить аппарат и использовать его в тесном пространстве.
Чтобы начать работу, требуется установить присадочную проволоку, затем включить инвертор. Подача газа должна начаться автоматически.
На сегодняшний день практически все агрегаты оснащаются дополнительными функциями, которые решают проблему розжига дуги, её стабилизации и модуляции сварочного тока.
Советы экспертов по сварке с аргоном
При использовании неплавящегося электрода для сварки желательно приблизить его максимально близко к соединяемой детали. В результате чего образуется небольшая дуга, увеличение которой спровоцирует повышение ширины шва и уменьшение провальной глубины. Такая ситуация способна негативно повлиять на качество стыковки.
В процессе сварки аргоном алюминия или других металлов нужно проделать одно передвижение вдоль соединяемой поверхности, без перпендикулярных отклонений. Это позволит сделать шов качественным с точки зрения внешнего вида.
Важно!
Всегда стоит наблюдать за тем, чтобы электрод или проволока не вышли за пределы защитного газа!
Если используется вольфрамовый электрод, проволоку необходимо выдвигать перед горелкой, что позволит сделать шов более эстетичным и надёжным. Когда работа проделана до конца, заварку кратера производят, используя пониженное напряжение. Стоит также учитывать то, что конечный этап не должен завершаться обрывом дуги. А подача самого аргона прекращается постепенно, примерно в течение 15 секунд после окончания сварки.
electrod.biz
Cварочный аппарат для сварки алюминия аргоном
Алюминий имеет особенные свойства, проявляющиеся под воздействием высоких температур. Поэтому сварка этого металла или его сплавов требует отдельного технологического подхода, а, соответственно, и оборудования.
Нужен ли действительно сварочный аппарат для сварки алюминия аргоном? Или же возможны другие способы сварных соединений этого металла? Об этом далее в статье.
Особенности алюминия и его сварки
Главная проблема в сваривании алюминиевых деталей кроется в его свойстве образовывать оксидную пленку под воздействием температуры и атмосферного кислорода.
Сам металл плавиться при 660 градусах, а оксиды — более 2000°. Именно эта пленка не позволяет качественно проварить материал и, как результат, шов получается менее прочным.
Для соединения алюминия используется технология сварки в защитной среде из инертных газов. Чаще всего применяют аргон. Естественно, для этого нужно оборудование, которое отличается от обычных электродуговых аппаратов.
Специфика оборудования для сварки алюминия
Чтобы получить качественное сварное соединение алюминия или сплава, нужны два условия.
Во-первых, варка происходит на переменном токе, хотя есть технологии сварочных работ и на постоянном.
Во-вторых — это наличие газового оборудования для подачи аргона (или другого газа, например, гелия).
Из разнообразия оборудования лучше всего под эти требования подходит сварочный инвертор аргонно-дуговой сварки алюминия.
Такие аппараты работают от обычной бытовой сети. Преобразовывая переменный электрический ток в такой же, но с более высокой частотностью (50Гц в 50 кГц).
И, к тому же, именно модели с функцией TIG позволяют подключать газовое оборудование.
Если Вы подбираете себе аппарат с возможностью сварки алюминия, обязательно обратите внимание на наличие функции TIG! Именно такие инверторы позволяют без проблем варить алюминий.
Производители предлагают три типа приборов с возможностью сварки под аргоном.
- Ручные с функцией ММА и TIG.
- Полуавтоматы с возможностью TIG сварки.
- Универсальные 3 в 1.
Ручные сварочные инверторы позволяют варить конструкционные стали в режиме обычной электродуговой сварки (ММА), а подключение дополнительного оборудования (горелка+газ) обеспечит сваривание алюминия.
Полуавтоматы также есть и с дополнительным функционалом по соединению этого металла. То есть сварочная проволока плавиться в среде аргона.
Универсальные инверторы включают в себя все эти функции.
Однако кроме самого сварочного аппарата для сварки алюминия аргоном, понадобиться горелка с вольфрамовыми (неплавящимися) электродами и газ.
Регуляторы параметров сварки
Аппарат для сварки алюминия аргоном имеет больше настроек, в отличие от стандартного инвертора ММА.
- Регуляторы основного сварочного тока. Позволяют выставить показатели силы тока при сварке (Ампер).
- Установки стартового электрического тока.
- Таймер, устанавливающий время для спада тока.
- Реле подачи газа. Устанавливает временные интервалы продувки аргона.
- Форсаж дуги. Форсирует поджигание электрической дуги.
- Регуляторы импульсного тока и балансиры.
- Установки полярности.
- Таймер подачи газа.
С помощью этих регулировок устанавливаются параметры для сварочного процесса.
Алюминий варят переменным током с высокой частотой зажигания дуги! Инверторы с такими настройками позволят регулировать баланс и напряжение электричества.
Также такие установки позволяют сварщику контролировать электрическую дугу, фокусируя ее по ширине. Это позволит варить металл в труднодоступных местах или же тонкостенные конструкции.
Как выбрать аппарат
Перед тем, как приобретать сварочный аппарат, нужно определить те работы, которые будут им осуществляться. Чаще всего в домашних условиях или на даче приходиться варить не цветные металлы, а сталь. Для этого можно приобрести инверторы с возможностью ручной сварки с обычными плавящимися электродами (ММА). Для сварочных работ по алюминию такие приборы должны обладать функцией тиг сварки.
Как вариант, можно приобрести полуавтомат с дополнительным подключением газового оборудования. Такие сварочные инверторы позволяют без проблем сваривать тонкостенные детали, а также варить черные металлы. Сварочный инвертор с полуавтоматическим режимом чаще всего используют при ремонте автомобилей.
Если спектр сварочных работ планируется очень широкий, то лучшим вариантом станет универсальный инвертор 3 в 1, где в функции входят все возможности сварки: ручная дуговая, полуавтоматическая и аргоновая. Однако стоит учитывать, что ценовая политика на такой прибор выше остальных.
Для большей универсальности инвертор должен обладать переключением тока с переменного на постоянный. Тогда, кроме алюминия, можно сваривать конструкции из нержавеющих и легированных сталей.
Также при выборе и покупке обязательно нужно обратить внимание на максимально допустимый ток (лучше всего не менее 250 А), а также мощность аппарата.
Обязательно для сварки в аргоне аппарат должен иметь встроенный осциллятор. Этот элемент позволяет разжигать дугу в аргоновой среде (что без него сделать очень затруднительно).
От мощности прибора будет зависеть расход электроэнергии, что особенно важно для домашней мастерской.
К инвертору для сварки аргоном нужна дополнительная комплектация. Это горелка с вольфрамовыми (неплавящимися) электродами, а также газ (аргон).
Производителей сегодня огромное количество, если денег недостаточно, то можно приобрести китайский аналог одного из ведущих брендов (многие производства сварочного оборудования вынесены в Китай).
Лучшими образцами инверторов для сварки аргоном будут оригинальные ESAB, Kaiser, Resanta. Но ценовая политика за такие бренды начинается от 300 долларов и выше.
Не стоит сразу же отбрасывать приборы отечественного производства, попадаются довольно неплохие образцы за приемлемую стоимость.
И главный совет — насколько вообще вам целесообразно приобретать аппарат с возможностью аргоновой сварки? Ведь чаще всего придется сваривать стали, а обычные электродуговые инверторы стоят дешевле. Если нужно просто делать мелкий ремонт, то не проще ли купить новую вещь или использовать пайку?
Сварочное оборудование для сварки деталей из алюминия более необходимо при профессиональной работе. Если на использовании такого аппарата не зарабатывать, то его покупка просто не нужна. К тому же, кроме самого инвертора, постоянно нужно приобретать расходные материалы (электроды и газ), которые также стоят денег.
Также обязательно потребуется покупка присадочных прутков для создания качественного сварного шва.
Однако, если Вы решили сделать собственную мастерскую более универсальной, то лучше всего подойдет инвертор с функцией 3 в 1.
Кроме аргона можно использовать другие виды газов, например, гелий, азот или углекислый. Главное, что это обеспечить защитную зону от доступа воздуха.
А что Вы думаете по поводу выбора инвертора с функцией аргоновой сварки? Насколько целесообразно приобретение такого аппарата для домашнего пользования? Если у Вас иметься опыт по покупке и эксплуатации таких приборов, поделитесь им в блоке комментариев к этой статье.
wikimetall.ru
Аргонно-дуговая сварка, все о технологии сварки в среде аргона
- Содержимое:
- Технология аргонодуговой сварки
- Оборудование для аргонодуговой сварки
- Автоматическая аргонодуговая сварка
- Присадочные материалы для аргонодуговой сварки
- Техника ручной аргонодуговой сварки
- Как правильно варить аргонодуговой сваркой
 Некоторые виды металлов не могут быть сварены обычной сваркой. В случае использования электродов шов получается не прочным и не может обеспечить плотного соединения. Для цветных металлов, легированной стали и сплавов требуется аргонно-дуговая сварка.
Некоторые виды металлов не могут быть сварены обычной сваркой. В случае использования электродов шов получается не прочным и не может обеспечить плотного соединения. Для цветных металлов, легированной стали и сплавов требуется аргонно-дуговая сварка.- Чем способ сварки в среде аргона отличается от остальных?
- Что включает в себя технология проведения сварочных работ с применением защитной среды аргона?
- Какие меры безопасности потребуется соблюдать?
Технология аргонодуговой сварки
Выполнение сварочных работ всегда требовало определенного профильного образования. Но современные технологии позволили настолько упростить этот процесс, что благодаря специальному оборудованию удается получить качественный результат даже в домашних условиях. Принцип работы аргонно-дуговой сварки также отличается простотой, что позволяет использовать его даже непрофессиональным рабочим.
Основное отличие сварки с аргоном от обычного электродного метода заключается в том, что работы проводятся с использование защитного облака создаваемого с помощью аргона. При этом температура в столбе дуги достигает 2000°C, что позволяет использование вольфрамовой неплавящейся проволоки в качестве основного расходного материала.
Другими особенностями технологического процесса являются:
- Электрод необходимо располагать как можно ближе к поверхности обрабатываемого металла. Это позволяет обеспечить необходимую температуру сварочной ванны при аргонно-дуговой сварке и обеспечить необходимую толщину шва и глубину провара. Чем дальше электрод от металла, тем ниже качество наложенного шва.
- Направленность движений – вести электрод необходимо вдоль шва. Отсутствие колебательных движений помогает создать эстетически привлекательный шов. При этом от мастера требуется практика, чтобы создать все необходимые условия для достаточного провара.
- Сущность технологических процессов аргонно-дуговой сварки сводится к тому, чтобы в момент наложения шва на него не воздействовал кислород и азот, выделяющийся во время сгорания металла. Необходимо следить за тем, чтобы электрод и присадочный материал постоянно находились в защитном облаке аргона.
- Скорость подачи проволоки должна быть равномерной. Должны отсутствовать рывки, при которых наблюдается разбрызгивание металла. Техника электродуговой сварки в среде аргона подразумевает последовательность действий мастера: правильно выбранный угол подачи присадочной проволоки впереди горелки, строгое соблюдение направленности нанесения шва и точные настройки относительно интенсивности подачи газа на горелку.
- Скорость сварки – наложение сварного шва осуществляется медленно. При этом необходимо учитывать возможные металлургические процессы, присущие этому методу обработки. К примеру, подача газа на поверхность детали должна начаться на 10-15 сек. раньше, а закончится, спустя 7-10 сек после наложения сварного шва. Заваривание кратера осуществляют с помощью реостата (снижая силу тока на дугу). Расчет расхода аргона при сварке выполняют с помощью специальных таблиц и норм. Основные положения можно узнать в ГОСТ 14771 76.

Большинство нюансов связанных с выполнением работ мастер узнает с помощью практики. Некоторую помощь можно получить из специальных справочников и пособий для проведения сварочных работ в среде защитных газов. Производители оборудования также стараются заинтересовать потенциального покупателя и предоставляют множество полезной информации и расчеты режимов сварки в инструкции по эксплуатации.
[media=http://www.youtube.com/watch?feature=player_detailpage&v=gXbB-iD8MjE#t=8]
Особенности методики аргонно-дуговой сварки заключаются в правильном комбинировании: подачи проволоки, воздействия вольфрамового электрода, интенсивности подачи аргона и скорости наложения шва. Регулировать все эти составляющие станет проще по мере получения опыта.
Оборудование для аргонодуговой сварки
Сварочные работы в защитной среде газов выполняют как с помощью фирменных установок предназначенных непосредственно для аргонно-дуговой сварки, так и модифицированными аппаратами, используемыми для других работ. В любом случае требуется использование специального оборудования, каждое из которых имеет свое предназначение. А именно:
- Сопла для сварки – предназначены для обеспечения работы горелки. Так как при нагревании температура сварочной ванны достигает 2000° градусов, для производства сопел используется специальный термоустойчивый материал. Практика показала, что керамическое сопло для аргонодуговой сварки является оптимальным решением этого вопроса. В зависимости от толщины и структуры металла может понадобиться разный диаметр сопла.
![устройство горелки для аргона]() Горелка – конструкция горелки для аргонодуговой сварки может быть разной в зависимости от метода проведения работ. Так, наложение сварного шва может осуществляться как плавящимся, так и неплавящимся электродом. Популярностью пользуется и сварочная горелка с водяным охлаждением. Водяное охлаждение горелки позволяет поддерживать необходимую температуру сварной ванны и не допускать перегрева электрода.
Горелка – конструкция горелки для аргонодуговой сварки может быть разной в зависимости от метода проведения работ. Так, наложение сварного шва может осуществляться как плавящимся, так и неплавящимся электродом. Популярностью пользуется и сварочная горелка с водяным охлаждением. Водяное охлаждение горелки позволяет поддерживать необходимую температуру сварной ванны и не допускать перегрева электрода.- Осциллятор – это устройство обеспечивает поджигание дуги с помощью бесконтактного метода. Преимуществом использования осциллятора является возможность поддержания стабильной дуги при использовании переменного тока. Сварочные аппараты для аргонодуговой сварки не могут обойтись без осциллятора, так как зачастую приходится обрабатывать металлы без возможности непосредственного прикосновения электродом к поверхности. Особенностью осциллятора является то, что он генерирует разряд с мощностью 4-8 кВт, достаточный для пробивания дугового промежутка.
- Балластный реостат – еще одна необходимая деталь. Балластный реостат помогает регулировать силу тока подаваемого на дугу и подбирать оптимальные параметры при работе с различными металлами. Профессиональный инверторный сварочный аргонодуговой аппарат для сварки, часто имеет встроенный балластный реостат. Не помешает реостат и при работе начинающего мастера на оборудовании бытового предназначения.
- Источник напряжения – существуют как трансформаторные установки, так и сварочные инверторы для аргонно-дуговой сварки. Инверторный вариант более предпочтителен. Инвертор создает равномерное напряжение необходимой частоты, что обеспечивает условия для качественного наложения сварного шва. Инверторная установка аргонодуговой сварки может работать как от напряжения в 220В, так и от 380В. Максимальная производительность достигается при подключении к трехфазной сети.
- Дополнительные аксессуары – для выполнения сварных работ на профессиональном уровне не обойтись без сварочного поста. Сварочный пост часто называют столом, но он представляет собой нечто большее. Сварочный пост – это полностью укомплектованное рабочее место, существенно облегчающее процесс выполнения работ и увеличивающий качество результата. Стол для сварки может быть как стационарным, так и передвижным. Пост обеспечивает своевременный отвод отработанных газов, а также дает защиту от случайного попадания искры на поверхности находящиеся рядом.
 Горелка – конструкция горелки для аргонодуговой сварки может быть разной в зависимости от метода проведения работ. Так, наложение сварного шва может осуществляться как плавящимся, так и неплавящимся электродом. Популярностью пользуется и сварочная горелка с водяным охлаждением. Водяное охлаждение горелки позволяет поддерживать необходимую температуру сварной ванны и не допускать перегрева электрода.
Горелка – конструкция горелки для аргонодуговой сварки может быть разной в зависимости от метода проведения работ. Так, наложение сварного шва может осуществляться как плавящимся, так и неплавящимся электродом. Популярностью пользуется и сварочная горелка с водяным охлаждением. Водяное охлаждение горелки позволяет поддерживать необходимую температуру сварной ванны и не допускать перегрева электрода.Практика показала, что начинающим мастерам легче удается достичь необходимого качества, используя сварочный инвертор аргонно-дуговой сварки. Инвертор дает стабильную дугу, что облегчает процесс нанесения сварного шва.
Автоматическая аргонодуговая сварка
Для облегчения рабочего процесса предусмотрена автоматическая аргонодуговая сварка неплавящимся электродом. Потребитель может приобрести установку с разным коэффициентом автоматизации. Принято различать следующие установки:
![автоматическая сварка с аргоном]() Механизированная – в оборудовании горелкой управляет непосредственно сварщик, проволока подается автоматически.
Механизированная – в оборудовании горелкой управляет непосредственно сварщик, проволока подается автоматически.- Автоматизированная – технологический процесс и нанесение сварного шва происходит под надзором оператора, управляющего оборудованием. Движение горелки и подача проволоки выполняется с помощью автоматики.
- Роботизированная – сварочное оборудование для автоматической аргонодуговой сварки плавящимся электродом в таком случае полностью выполняется с помощью механизма. Контроль над режимом, нанесением сварного шва и другими аспектами контролирует компьютерный процессор, следуя заложенной программе.
 Механизированная – в оборудовании горелкой управляет непосредственно сварщик, проволока подается автоматически.
Механизированная – в оборудовании горелкой управляет непосредственно сварщик, проволока подается автоматически.Механизированная сварка в России используется чаще всего. Поэтому, при выполнении сварных работ большое значение играет человеческий фактор, а именно квалификация мастера.
Присадочные материалы для аргонодуговой сварки
Присадочные прутки для аргонодуговой сварки используются для наполнения сварной ванны при подаче аргона. Этот материал применяют при обработке металлов имеющих свойства, которые усложняют наложение шва. В зависимости от характеристик и состава, электроды для сварки в среде аргона могут быть обязательны при работах с чугуном, алюминием, никелем, титаном и другими цветными металлами и также легированной и жаропрочной сталью.
В зависимости от основного материала различают следующие присадки:
![сварка в среде аргона]() Из нержавейки – присадка для сварки из нержавеющей стали применяется для создания шва имеющего антикоррозионные свойства.
Из нержавейки – присадка для сварки из нержавеющей стали применяется для создания шва имеющего антикоррозионные свойства.- Алюминия и сплавов – получаемый шов способен выдерживать воздействие высоких температур и других факторов не поддаваясь растрескиванию и сохраняя прочностные и другие характеристики.
- Меди и сплавов – такая присадка позволяет получить шов отличающийся вязкостью и текучестью, а также высокой электропроводностью, что незаменимо при обработке определенных цветных металлов.
- Никеля – присадочный пруток из никелевого сплава позволяет выполнять работы по наложению шва среди неоднородных материалов. Широкое применение присадочный пруток из никеля получил при сварке чугуна, тяжело поддающегося термической обработке. Получаемый шов отличается как прочностью, так и устойчивостью к окислениям.
 Из нержавейки – присадка для сварки из нержавеющей стали применяется для создания шва имеющего антикоррозионные свойства.
Из нержавейки – присадка для сварки из нержавеющей стали применяется для создания шва имеющего антикоррозионные свойства.Сварочная проволока для аргонодуговой сварки нержавеющей стали имеет свои особенности, учитываемые при работе с этим материалом. Особенно важно следить за тем, чтобы сварочная ванна не выходила за пределы защитного облака аргона.
Техника ручной аргонодуговой сварки
Процесс выполнения работ достаточно простой, ему можно научиться самостоятельно. При наличии качественного оборудования для ручной аргонодуговой сварки наложение шва не составит труда даже в бытовых условиях. При сварке в среде аргона ручным методом потребуется соблюдать определенные рекомендации:
- Наложение шва должно проходить исключительно по направленности обрабатываемой комки. Колебательные движения утолщают шов и снижают его прочность.
- Необходимо следить за достаточной скоростью движения дуги. От мастера требуется обеспечить должную глубину провара металла.
- Качественная ручная аргонодуговая сварка неплавящимся электродом зависит от равномерной подачи проволоки и выставления соответствующего режима работы.
Максимально удобно выполнять ручную сварку с помощью инверторного оборудования с механической подачей присадочного материала.
Как правильно варить аргонодуговой сваркой
Для аргонно-дуговой сварки нужно соблюдение следующих условий:
![проведение работ с присадочным прутком]() Создать защитное облако аргона – подачу газа начинают за 15-20 сек. до начала выполнения работ и заканчивают спустя 5-7 сек. Аргон защищает шов от растрескивания и обеспечивает его прочность.
Создать защитное облако аргона – подачу газа начинают за 15-20 сек. до начала выполнения работ и заканчивают спустя 5-7 сек. Аргон защищает шов от растрескивания и обеспечивает его прочность.- Выставить необходимые настройки. Техническая документация поможет правильно установить скорость подачи проволоки, необходимое напряжение и другие параметры.
- Заканчивать шов необходимо с помощью реостата, постепенно снижая напряжение дуги.
 Создать защитное облако аргона – подачу газа начинают за 15-20 сек. до начала выполнения работ и заканчивают спустя 5-7 сек. Аргон защищает шов от растрескивания и обеспечивает его прочность.
Создать защитное облако аргона – подачу газа начинают за 15-20 сек. до начала выполнения работ и заканчивают спустя 5-7 сек. Аргон защищает шов от растрескивания и обеспечивает его прочность.Область применения аргонодуговой сварки
Технологический процесс проведения работ позволяет использовать этот метод для ремонта и изготовления деталей и конструкций любых цветных металлов и тугоплавких сталей. В настоящее время благодаря особенностям оборудования сварные работы с использованием защитной среды аргона можно проводить как в промышленных условиях, так и в быту.
Можно условно обозначить сферы применения метода сварки в аргоне по разновидности обрабатываемых металлов. А именно:
- Аргонодуговая сварка алюминия – сложность обработки алюминиевого сплава с помощью обычного электродного метода состоит в том, что металл имеет хорошую теплопроводность и не меняет свой цвет при нагревании. Обеспечить высокое качество шва на алюминии можно только в среде защитных газов. Сварка алюминиевых сплавов требует использования присадочных материалов, проволока в таком случае будет иметь однородный состав.
- Сварка нержавейки – еще один материал, сложно поддающийся процессу обработки. Недостатком электродного метода в данном случае выступает то, что в процессе нанесения шва по нержавеющей стали приходится преодолевать пленку окиси. Работы выполняют с использование проволоки из нержавейки или без присадочного материала. Угол наклона горелки во втором случае будет составлять около 90° градусов. Выбирая режимы аргонодуговой сварки нержавеющей стали необходимо учитывать, что этот металл склонен к растрескиванию, поэтому требуется, чтобы шов остывал медленно при постоянной подаче газа.
- Аргонодуговая сварка чугуна – это оптимальное решение задач ремонта, как сантехнических труб, так и других изделий. Возможно использование для мелкого ремонта дефектов чугунных поверхностей возникших в процессе литья.
- Сварка титана в среде аргона – практически единственный способ обработки титановых сплавов. Сложность заключается в том, что даже при нагревании до 450° градусов титан образует оксид и окалину насыщенную кислородом. Это способствует образованию трещин и не дает провести качественное наложение сварного шва другим способом. При сварке титана используют специальные накладки, способствующие подаче аргона с тыльной стороны обрабатываемой детали.
- Углеродистые стали – существуют особенности обработки и этих металлов. Режим сварки углеродистых сталей подразумевает использование проковки шва при достижении им температуры каления и обеспечения медленного остывания обрабатываемой поверхности.
- Медь – особенностью меди является высокая теплопроводность. Поэтому аргонно-дуговая сварка меди выполняется при условии увеличенной подачи аргона около 150-200 л/час.
Техника безопасности при аргонодуговой сварке
Проведение работ с использованием среды защитного газа регламентируются согласно ГОСТ 12.3.003-86. В ГОСТе требования, предъявляемые к промышленному применению, но их рекомендуется соблюдать и в бытовых условиях.
В первую очередь ограничения связаны с вредными веществами, образующимися в процессе выполнения работ и другими потенциально опасными ситуациями.
Некоторые положения этого ГОСТ приведены ниже:
![безопасность при сварке]() Организация рабочего места – запрещается проводить работы рядом с легковоспламеняющимися смесями и материалами. На сварочном посту не должно находиться ненужных посторонних предметов, мешающих выполнению работ.
Организация рабочего места – запрещается проводить работы рядом с легковоспламеняющимися смесями и материалами. На сварочном посту не должно находиться ненужных посторонних предметов, мешающих выполнению работ.- Необходимо обеспечить стабильную вентиляцию рабочего места, при необходимости подключить систему принудительного удаления продуктов сгорания.
- Перед началом работ надо удостовериться в исправности оборудования.
- Мастер должен регулярно проходить инструктаж в кабинете охраны труда и сдавать соответствующие экзамены.
- Запрещается использование тройников, редукторов и других приспособлений для одновременного подключения сразу нескольких горелок.
- Необходимо обеспечить рабочего средствами индивидуальной защиты. Для предотвращения термического воздействия на человека при резке и сварке толстостенных металлов используются перчатки и горелки с удлиненным штативом.
 Организация рабочего места – запрещается проводить работы рядом с легковоспламеняющимися смесями и материалами. На сварочном посту не должно находиться ненужных посторонних предметов, мешающих выполнению работ.
Организация рабочего места – запрещается проводить работы рядом с легковоспламеняющимися смесями и материалами. На сварочном посту не должно находиться ненужных посторонних предметов, мешающих выполнению работ.Маска для сварки или специальные очки являются обязательным условием для выполнения работ. Хорошо зарекомендовали себя маски «хамелеоны». Сварочные маски со стеклами «хамелеонами» самостоятельно меняют затемнение в зависимости от воздействия излучения.
Комплектующие и расходные материалы
Помимо приобретения установки понадобится купить расходники для аргонно-дуговой сварки и постоянно следить за их наличием и исправностью. Так для выполнения работ понадобится:
- Смесь для сварки – хотя основной процент имеет доля аргона, он не подается на горелку в чистом виде. Качественная аргоновая смесь имеет от 10 до 50 процентов углекислоты в своем составе. Допустимо использование составов с гелием. Перед приобретением следует уточнить у консультанта, для каких целей используется смесь.
- Баллоны – могут быть использованы повторно. Время от времени необходимо проверять баллоны на отсутствие разгерметизации. Некоторые сервисные центры могут заправить необходимую смесь в уже приобретенные баллоны. Так как для некоторых металлов необходим большой расход газа (для меди потребуется интенсивность подачи в 150-200 л. / в час) приобретать необходимо комплектующие с достаточным объемом.
- Шланги – можно купить сварочный рукав различной длины и дополнительными функциями. Перед приобретением шлангов следует убедиться в том, что выбранный рукав подходит к сварочной установке. Рукав аргонно-дуговой сварки подсоединяется к редуктору.
- Редуктор – осуществляет контроль над расходом и подачей аргона. Редуктор устанавливается на баллон и автоматически понижает или повышает давление при работе с определенными типами металлов.
Недостатки аргонодуговой сварки
Как и у любого метода, у аргонодуговой сварки есть свои недостатки. К ним относится:
- Большое количество дополнительно используемого оборудования.
- Сложность правильного подбора, режима выполнения работ. Для начинающего мастера выбрать необходимые параметры крайне сложно. При работе с некоторыми металлами требуется импульсная сварка, на другие шов наносится точечным методом с перерывами. Может потребоваться использование постоянного или переменного напряжения.
- Невозможность полной защиты шва при сквозняке или сильном ветре.
При этих недостатках у метода проведения сварочных работ в среде аргона есть и свои положительные стороны.
Преимущества аргонодуговой сварки
На выбор аргонно-дуговой сварки должны повлиять преимущества, которые не могут быть достигнуты ни одним другим методом обработки металла. А именно:
- Незначительный нагрев поверхности металла. Для титана и чугуна и других цветных металлов сильное прогревание критично. Использование метода сварки с использованием аргона позволяет выполнить сварные работы качественно.
- Высокая скорость проведения работ.
- Возможность обработки металлов, не поддающихся сварке другим способом.
- Качественный ровный и тонкий шов.
- Возможность выполнения работ в домашних условиях без профильного образования. Согласно статистике большинство из тех, кто выбирает аппарат аргонодуговой сварки для дома, не является специалистом.
Возможности аргонодуговой сварки практически безграничны, а техника наложения шва настолько проста, что позволяет выполнить работы даже без профильного образования и практики. Именно это и объясняет популярность оборудования.
stroy-plys.ru