Аргон сварка алюминия: Сварка алюминия аргонодуговым способом (AC TIG): технология и особенности для новичков
alexxlab | 07.06.2023 | 0 | Разное
расходные материалы и настройка оборудования
- Главная >
- Блог >
- Аргонная сварка алюминия: расходные материалы и настройка оборудования
20.09.2022
Сварка
Время чтения: 14 минут
Редакция сайта VT-Metall
Сохранить статью:
Из этого материала вы узнаете:
- Почему подходит именно аргон для сварки алюминия
- Подготовительные процедуры перед сваркой алюминия аргоном
- Технологию аргонной сварки алюминия
- Как проводится проверка качества сварки алюминия аргоном
Аргонная сварка алюминия – единственный способ получить прочное соединение, которое отвечает всем предъявляемым требованиям. Проблема сварки алюминия в том, что на его поверхности находится инертная оксидная пленка, достаточно прочная, чтобы сделать неэффективными другие способы сварки.
Однако недостаточно просто выбрать аргоновую сварку как метод. Необходимо также правильно подобрать расходные материалы и настроить само оборудование. О том, как получить крепкие швы, не требующие обработки, какие есть способы проверки соединений, читайте в нашей статье.
Почему подходит именно аргон для сварки алюминия
Для работы с таким металлом, как алюминий, подходит любой инертный газ.
Примером может служить гелий, он использовался еще в 40-е годы XX века в Соединенных Штатах Америки в качестве газа для сварки алюминия и его сплавов. Но у аргона есть одно неоспоримое преимущество – его стоимость значительно ниже при сохранении того же результата. Впрочем, для работы требуется иное знание – почему качественные швы, соединяющие алюминиевые детали, создаются под защитным слоем инертного газа.
Поскоблите поверхность любого алюминиевого изделия и увидите блестящий металл. Впрочем, постепенно блеск металла будет мутнеть и становиться все более тусклым.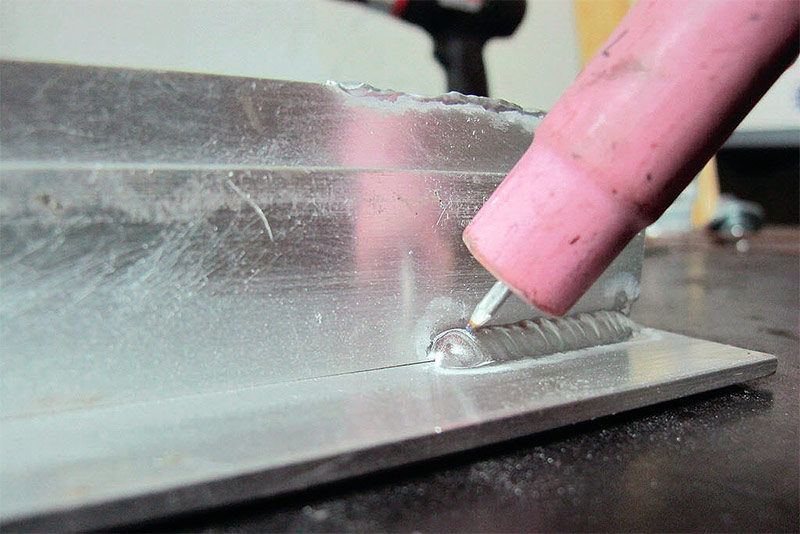
Чистый алюминий имеет температуру плавления, равную +6600 °С, а пленка покрывающая его поверхность – +20 000 °С. Это сильно затрудняет обычную сварку. Приходится искать технологию, которая сначала уберет окисленный слой с поверхности и удалит ее из зоны сварки. И она есть. Основным источником энергии для нее служит электричество, которое создает дугу переменного тока. Направление последнего меняется так же, как и тока в обычной электросети с частотой 50 Гц.
При работе с алюминием переменный ток решает несколько задач:
- Дает возможность применять легкое, компактное оборудование (инвертеры для сварки), заменив ими огромные преобразователи, которые, помимо своего размера, были неудобны необходимостью спецподготовки места сварки и повышенными требованиями к квалификации специалиста.

- Легко убирает слой оксида алюминия с поверхности металла, поскольку рабочая температура электрода выше термической стойкости Al2O3.
Во время выполнения работы необходимо строго выдерживать полярность электрического тока. Обратная полярность, когда электрод становится анодом, – это процесс, при котором электронный поток идет следующим образом: электрод → заготовка. Внутри дуги температура находится в диапазоне от +5 000 °С до +6 000 °С, что выше температуры приконтактных зон, однако она все равно значительно больше температуры плавления алюминия. Электроны своей энергией рвут пленку оксида алюминия и счищают ее с поверхности металла, обеспечивая качественную плавку.
Рекомендуем статьи по металлообработке
- Резка металла газом: основные технические нюансы
- Виды и свойства нержавеющей стали
- Все технологии металлообработки: от классических до ультрасовременных
Впрочем, одной обратной полярности для выполнения сварочных работ с алюминием мало. Окружающая среда должна быть нейтральна к высоким температурам и защищать поверхность от вновь образовывающейся окиси. Что и делает инертный газ.
Окружающая среда должна быть нейтральна к высоким температурам и защищать поверхность от вновь образовывающейся окиси. Что и делает инертный газ.
Аргонная сварка алюминия имеет высокую производительность и делает процесс устойчивым, обеспечивая требуемое качество шва на изделии.
Подготовительные процедуры перед сваркой алюминия аргоном
- Быстрое покрытие поверхности металла оксидной пленкой в результате взаимодействия с кислородом, находящимся в окружающем нас воздухе, по причине высокой химической активности. Температура плавления пленки > +2 000 °С, в то время как сам металл плавится при +660 °С. При попадании жестких частей пленки в сварной шов, качество и прочность последнего значительно снижаются.
- Контроль процесса аргонной сварки алюминия затруднен, поскольку цвет металла при расплавлении не изменяется.

- В результате гигроскопичности алюминий впитывает влагу из воздуха. Впоследствии, при нагреве, она начинает испаряться и мешает сварочному процессу из-за аргона, ухудшая качество шва.
- Алюминий имеет высокий коэффициент линейного расширения. Поэтому во время остывания заготовка может достаточно сильно деформироваться или потрескаться. Чтобы этого избежать, при сварке аргоном увеличивают расход присадочной проволоки или видоизменяют шов.
Расход аргона при выполнении сварки необходимо аккуратно регулировать.
При недостаточном его поступлении в зону работы алюминий может вспениться, избыток же не позволит сделать правильного шва.
Одним из видов оборудования должен быть аппарат аргонной сварки алюминия переменного тока. Установка постоянного тока для выполнения аргонной сварки не подходит. Наиболее пригодным может стать инвертор с TIG-режимом. Дополнительные опции в нем должны позволять:
- розжиг дуги бесконтактным методом;
- регулирование баланса переменного тока;
- заваривание аргоном кратера шва;
- регулирование времени подачи аргона после выключения дуги.

Для снижения расхода аргона во время сварки алюминия необходимо заменить обычную горелку на оснащенную газовой линзой, которую еще называют цангодержателем. Внутри такого приспособления стоит специальная сетка. Аргон проходит через ее ячейки, что снижает расход с одновременным увеличением защиты места сварки.
Электрод для аргонной сварки выбирают универсальный вольфрамовый AC/DC, цвет неважен. Может также использоваться зеленый специализированный электрод для переменного тока AC. Конец проволоки делается слегка острым, но его притупление остается. Делается это для того, чтобы после зажжения дуги он приобрел каплеобразную форму. Для предотвращения перегрева вольфрамового электрода его закрепляют в сопло с вылетом от 0,3 до 0,5 см. В процессе аргонной сварки конец затупляется налипшими брызгами алюминия и его приходится снова заострять.
Алюминий быстро плавится, поэтому диаметр присадочной проволоки должен быть больше или равен толщине заготовок для успешного ее продвижения.
TIG-сварка алюминия происходит с применением чистого аргона. Его концентрация должна быть 98-99 %. Именно поэтому стоит внимательно отнестись к выбору поставщика. Для более точной настройки расхода материалов, в том числе и аргона, лучше отдать предпочтение импортным манометрам и редуктору.
Технология аргонной сварки алюминия
Одним из серьезных этапов сварки аргоном является очистка кромок деталей. Перед началом работы требуется механически почистить их, а затем обезжирить. Чтобы убрать все жиры с поверхности деталей, надо использовать растворитель, например, ацетон. Помимо этого, при толщине детали > 0,4 см необходимо бывает разделать кромки, то есть скосить их. Делается это для понижения сварочной ванны ниже уровня поверхности детали, чтобы сформировать корень шва.
Для исключения прожогов оставляют маленькое притупление. При обработке с помощью аргона тонких заготовок используют отбортовку – так называют процесс загиба кромок деталей под прямым углом. Делается это для более плотного прилегания деталей друг к другу при аргонной сварке. Если кромки достаточно хорошо подготовить, то уберется напряжение заготовки и не произойдет ее деформации, что увеличит качество сварного соединения.
С поверхности необходимо убрать пленку окиси.
Для этого кромки деталей обрабатывают любым абразивом (например, наждачкой) на расстояние ≤ 3 см от края. Также можно поработать напильником.
Тепло хорошо отводится, если поместить обрабатываемую деталь на подкладку из стали или меди. Тонкие заготовки обязательно надо разместить таким образом, чтобы предотвратить образование прожогов от соединения аргоном.
После окончания подготовительных работ надо хорошенько настроить переменный ток, подобрать правильный электрод, выбрать его диаметр и присадочную проволоку для соединения аргоном. Нижеизложенная информация призвана облегчить процесс выбора. При использовании двухрежимного аппарата он должен быть переведен в режим работы переменного тока АС.
Нижеизложенная информация призвана облегчить процесс выбора. При использовании двухрежимного аппарата он должен быть переведен в режим работы переменного тока АС.
Таблица:
С отбортовкой кромок
45–50
1,0
1,0
-
С отбортовкой кромок
70–75
1,5
1,6–2,0
-
С отбортовкой кромок
80–85
2,0
1,6–2,0
-
Встык, односторонний
55–75
2,0
1,5–2,0
1,0–2,0
Встык, односторонний
100–120
3,0
3,0–4,0
2,0–3,0
Встык, односторонний
120–150
4,0
3,0–4,0
2,0–3,0
Встык, двусторонний
>120–180
4,0
3,0–4,0
3,0–4,0
Встык, двусторонний
200–250
5,0
4,0–5,0
3,0–4,0
Встык, двусторонний
240–270
6,0
4,0–5,0
3,0–4,0
Начинается работа с большой силой тока для быстрого прогрева металла./8ce4a8c4a69941b.s.siteapi.org/img/f90b906ef9ee62ef3a04cde67d2d950126b5b8f6.jpg) В процессе ток уменьшается, что предотвращает последующие пережоги, поскольку тепло быстро расползается по зоне аргонной сварки.
В процессе ток уменьшается, что предотвращает последующие пережоги, поскольку тепло быстро расползается по зоне аргонной сварки.
Настройка скорости подачи аргона в сварочную ванну очень важна. На интенсивность сильное влияние оказывают сила тока и скорость перемещения горелки. Рассмотрим несколько примеров: лист алюминия толщиной 0,1 см обрабатывается силой тока < 50 А – расход аргона будет от 4 до 5 л/мин. При толщине 0,4–0,5 см и силе тока > 150 А – расход аргона вырастет до 8–10 л/мин. Излишнее количество аргона в сварочной ванне может привести к примеси воздуха, а это ухудшит показатели шва. При его недостатке шов не удастся качественно защитить от воздействия кислорода.
Процесс начинается с газовой продувки. Горелка включается примерно на 20 секунд. Затем она подносится к поверхности металла на расстояние в 2 мм для создания электрической дуги. Дугу для аргонной сварки металлов, в том числе и алюминия, нельзя разжигать касанием. Поступающий в рабочую зону аргон защищает ее от воздействия кислорода, в то время как электрическая дуга плавит кромки вместе с проволокой (если она применяется для аргонной сварки). Электрод следует держать под углом 70–80° к заготовке для создания качественного ровного шва.
Электрод следует держать под углом 70–80° к заготовке для создания качественного ровного шва.
Присадочная проволока, в случае ее использования, должна подаваться под углом 90° к электроду. Для защиты шва проволоку следует подавать перед электродом краткими движениями возвратно-поступательного характера. Выглядит это как прикосновение кончика проволоки к поверхности с последующим движением вверх и назад. Нельзя двигать электрод и присадку поперек шва. Все движения должны быть плавными, тогда шов получится ровным. При резких движениях металл начинает разбрызгиваться.
Расстояние между изделием и электродом в процессе всей работы с помощью аргона должно быть одинаковым и не превышать 1,5–2,5 мм. От него зависит длина дуги – чем она короче, тем ровнее металл будет плавиться, а значит, и шов получится прочнее и красивее.
Расплавленный алюминий достаточно быстро застывает, поскольку в процессе нагревания происходит его усадка. Из-за этого при охлаждении может потрескаться углубление на конце шва. Для предотвращения этого углубление заваривают, направляя электрод обратно. По окончании сварочных работ с аргоном горелка продувается в течение 10 секунд газом. Насколько будет качественным шов? Определить это несложно, достаточно взглянуть на его ширину, которая должна быть одинаковой, и структуру (наподобие чешуек). На шве, получаемом методом сварки с аргоном, не должно быть наплывов, пузырей и непроваров.
Для предотвращения этого углубление заваривают, направляя электрод обратно. По окончании сварочных работ с аргоном горелка продувается в течение 10 секунд газом. Насколько будет качественным шов? Определить это несложно, достаточно взглянуть на его ширину, которая должна быть одинаковой, и структуру (наподобие чешуек). На шве, получаемом методом сварки с аргоном, не должно быть наплывов, пузырей и непроваров.
Проверка качества сварки алюминия аргоном
Изделия и конструкции из алюминия и сплавов с ним используются в машиностроении.
Это трубопроводы, резервуары, емкости и пр. Их надежность и долговечность определяется качеством сварных швов.
Основными методами контроля сварных соединений алюминиевых изделий являются дефектоскопия ультразвуком, рентгено- и гамма-графирование, визуальный осмотр и измерение, гидравлические испытания гелиевым искателем течей.
Обязательно проверяются механические свойства сварных швов, созданных с аргоном, проводят металлографию – проверку состава и структуры соединения (в случае выполнения работ, технологически предусматривающих термический контроль сварки аргоном).
Проведение контроля доверяют работникам ОТК производителя алюминиевых конструкций, иногда проверку проводят при участии представителей заказчика, поскольку аргонная сварка алюминия, цена которой не считается высокой, является в то же время очень ответственной.
Методы, параметры и объемы работ по контролю устанавливаются на каждую группу изделий, тип конструкции, а иногда и на конкретную продукцию, в соответствии с «Правилами контроля» или техническими условиями.
Существуют определенные особенности в проведении контроля изделий из алюминия и его сплавов, поскольку материал склонен к образованию пор внутри соединения, выполненного с аргоном. Помимо пор, в шве могут образовываться и несплавления, возникающие между кромками и швом, а также между валиками. Поиски несплавлений затруднены, поскольку их невозможно обнаружить рентгено- и гамма-графированием. Специалисты используют для этой цели ультразвук, делая дефектоскопию.
Несплавление в корне шва – достаточно частый дефект, возникающий во время работы неплавящимся электродом при сквозной проплавке, когда корень шва создается на неостающейся подкладке. Корень шва, при невозможности получить доступ к подварке, следует делать под защитой нейтрального газа. А непосредственно перед сваркой аргоном необходимо проводить шабрение кромок, чтобы убрать окисную пленку.
Корень шва, при невозможности получить доступ к подварке, следует делать под защитой нейтрального газа. А непосредственно перед сваркой аргоном необходимо проводить шабрение кромок, чтобы убрать окисную пленку.
При проведении многослойной обработки металла поры в нижних слоях могут переплавляться в процессе наложения верхних валиков! Именно поэтому пористость не учитывается в процессе промежуточного просвечивания изделия.
Контрольную процедуру внешнего осмотра проходят все сварные соединения, кроме швов, имеющих внешние дефекты – наплывы, свищи начала шва, трещины, кратеры, не прошедшие заваривание и их выводы на основной металл, цепи пор и сплошные сетки, непровары и подрезы.
Читайте также
10.04.2023
Сварочная ванна: советы по ее идеальной отработке
Подробнее
07.04.2023
Какие соединения относятся к резьбовым: разновидности и функции
Подробнее
04. 04.2023
04.2023
Высокоуглеродистая сталь и ее особенности
Подробнее
31.03.2023
Температура закалки стали: какой должна быть
Подробнее
29.03.2023
Плазмотрон: устройство, виды, задачи
Подробнее
27.03.2023
Как правильно пескоструить: особенности обработки металла
Подробнее
24.03.2023
Анодное покрытие и его особенности
Подробнее
20.03.2023
Развертка по металлу: назначение и принцип действия
Подробнее
Сварка алюминия аргоном цена за 1 см в Москве
- Главная
- Услуги
- Сварка
- Сварка алюминия
Сварка – один из распространенных способов соединения между собой двух и более деталей. Компания «СтальЛист» оказывает услуги по сварке алюминия в Москве. Легкий и простой алюминий обладает высокой теплопроводностью, а также устойчив к коррозии. Но кроме всего прочего, этот металл получил широкое распространение практически во всех областях промышленности: в строительстве, в бытовой электронике и даже в судо- и авиастроении. Именно благодаря своим полезным свойствам, услуга по сварке алюминия пользуется популярностью у наших клиентов.
Легкий и простой алюминий обладает высокой теплопроводностью, а также устойчив к коррозии. Но кроме всего прочего, этот металл получил широкое распространение практически во всех областях промышленности: в строительстве, в бытовой электронике и даже в судо- и авиастроении. Именно благодаря своим полезным свойствам, услуга по сварке алюминия пользуется популярностью у наших клиентов.
Для того чтобы изделие выполняло свою функцию на все 100 %, специалисты на нашем предприятии имеют профессиональные навыки в сварочном деле. Кстати, они не только могут сварить герметичный шов, но и сделают его ровным и максимально незаметным.
Прайс на сварочные работы алюминия
Цены на сварку алюминия в Москве
Стоимость работ сварки алюминия рассчитывается за 1 см. В дополнение, мы осуществляем сварку таких металлов и сплавов, как латунь, нержавеющая сталь, медь, бронза. Все подробности, связанные с расчетом цены, можно уточнить у наших консультантов.
Аргонная сварка
40 руб
Полуавтоматическая сварка
35 руб
Газовая сварка
20 руб
Важно понимать, что итоговая стоимость будет зависеть и от некоторых других факторов: использование медной наплавки, полуавтоматической сварки или инверторной. В целом, использование полуавтомат. технологии и аппаратов обходится чуть дешевле, чем ручная работа сварщика.
Примеры работ
Оборудование и тех. характеристики
На данный момент на предприятии работают 4 поста полуавтоматической сварки, 2 поста аргонно-дуговой сварки. Более того, функционируют участки контактной и ударно-конденсаторной сварки, которые применимы для соединения различных металлов. (Пристрелка резьбовых шпилек и других различных метизов).
Чтобы ознакомиться с образцами, также, если необходимо, получить подробную консультацию наших специалистов, каждый клиент всегда может приехать к нам на производство.
Особенности сварки алюминиевых сплавов
Аргонодуговая сварка – надежный и красивый способ соединения элементов. Однако качественное применение сварки возможно только при знании особенностей алюминия:
Однако качественное применение сварки возможно только при знании особенностей алюминия:
- Металл очень быстро реагирует на кислород, в результате образуется тугоплавкая пленка. Сам алюминий расплавляется при 650 градусах, образующаяся пленка – при 2000 градусов, поэтому оксидное покрытие может погрузиться в расплав, существенно ухудшая его качества.
- Сварка аргоном не вызывает изменения цвета сплава, металла. Определить на глаз степень нагрева сложно, что может привести к утечке расплава, прожогам.
- Высокий коэффициент усадки может стать причиной деформаций в шве, появлению в нем трещин. Когда происходит сварка в среде аргона, компенсация усадки выполняется путем достаточного расхода присадок, модификацией сварного соединения.
Электродуга легко разрушает оксидную корку, ее быстрое перемещение позволяет избежать вытекания алюминия из зоны соединения.
Технология сварки
От грамотности действий по выполнению аргонной сварки зависит качество соединения, объем используемых материалов, которые имеют достаточно высокую стоимость. На прочность и эстетичность швов влияют наличие технологичного оборудования, его техническое состояние, а также уровень подготовки заготовок. Детали нужно отчистить от грязи, жира, места соединений обработать напильником для удаления окисной пленки. Формируется шов с помощью присадок, подаваемых в место горения механическим способом или вручную.
На прочность и эстетичность швов влияют наличие технологичного оборудования, его техническое состояние, а также уровень подготовки заготовок. Детали нужно отчистить от грязи, жира, места соединений обработать напильником для удаления окисной пленки. Формируется шов с помощью присадок, подаваемых в место горения механическим способом или вручную.
Присадочная проволока должна по составу максимально близко соответствовать соединяемым деталям. Нагревание соединяемых элементов обеспечивает электродуга, горящая между заготовками и электродом. Имеют значение длина дуги, направление движения присадок – проволока должна двигаться продольно. Если она будет подаваться с перерывами, то дуга тоже будет прерываться, в итоге увеличится расход газа, электроэнергии. Осуществляется сварка алюминия только встык.
Преимущества услуги/компании
- Наша компания имеет удобное расположение в черте Московской области. Вам не будет трудно добраться до нас, чтобы ознакомиться со всем ассортиментом компании.

- Предприятие «СтальЛист» уже не первый год имеет филиалы в некоторых городах России и стремится открывать все новые представительства. Это помогает нам поддерживать высокое качество обслуживания клиентов, выполнять своевременно все заказы и осуществлять их доставку.
- Мы не экономим на компетентности наших сотрудников. Ежегодно мы проводим тренинги для повышения квалификации и качества обслуживания персонала.
- У нас цена на сварку алюминия считается одной из самых доступных, потому что мы являемся предприятием полного цикла, что обеспечивает нам приток выручки, благодаря большому спектру предлагаемых услуг.
Сварка металла (пайка)
Сварка – это один из проверенных способов получения крепкого соединения деталей путем нагрева или расплавления.
Услуги по сварке металла
Резка стали
Резка листового металла производится за счет ударного воздействия режущего инструмента, способный быстро производить точную резку нержавейки в строго заданных местах.
Цена резки стали
Лазерная сварка нержавейки
Оптимальный способ соединения заготовок с повышенной точностью – лазерная сварка металла. Он удобен, когда соприкосновение деталей осуществляется по сложному контуру.
Сварка лазером
Форма заявки
Имя*
Email*
Телефон*
Наброски/чертежи
Загрузить
Допустимые форматы: zip, pdf, jpg, png, gif
Нажимая на кнопку “Отправить заявку”, я даю согласие на обработку персональных данных.
Ваша заявка отправлена!
Какой защитный газ следует использовать при сварке алюминия?
Q – Какой защитный газ следует использовать при дуговой сварке алюминия? Некоторые люди говорят мне, что я должен использовать аргон, а другие говорят, что лучше всего использовать гелий. Я использую процесс дуговой сварки металлическим электродом (GMAW) и дуговой сварки вольфрамовым электродом (GTAW). Могу ли я использовать один и тот же газ для каждого процесса?
A – Для дуговой сварки алюминия обычно используются два защитных газа: аргон и гелий. Эти газы используются в виде чистого аргона, чистого гелия и различных смесей аргона и гелия.
Отличные сварные швы часто получают с использованием чистого аргона в качестве защитного газа. Чистый аргон является наиболее популярным защитным газом и часто используется как для дуговой сварки алюминия, так и для дуговой сварки алюминия вольфрамовым электродом. Смеси аргона и гелия, вероятно, являются следующими распространенными, а чистый гелий обычно используется только для некоторых специализированных приложений GTAW.
Смеси аргона и гелия, вероятно, являются следующими распространенными, а чистый гелий обычно используется только для некоторых специализированных приложений GTAW.
При выборе защитного газа для сварки алюминия необходимо учитывать различия между аргоном и аргоно-гелиевыми смесями. Чтобы понять влияние этих газов на процесс сварки, мы можем изучить свойства каждого газа на рис. 1.9.0007
Сразу видно, что потенциал ионизации и теплопроводность гелиевого защитного газа намного выше, чем у аргона. Эти характеристики приводят к выделению большего количества тепла при сварке с добавками гелия в защитный газ.
Защитный газ для газовой дуговой сварки металлическим электродом
Для GMAW добавки гелия варьируются от примерно 25% гелия до 75% гелия в аргоне. Регулируя состав защитного газа, мы можем влиять на распределение тепла в сварном шве. Это, в свою очередь, может влиять на форму поперечного сечения металла шва и скорость сварки. Увеличение скорости сварки может быть значительным, а поскольку затраты на оплату труда составляют значительную часть наших общих затрат на сварку, это может быть связано с возможностью значительной экономии. Поперечное сечение металла сварного шва также может иметь определенное значение в некоторых случаях применения. Типичные сечения для аргона и гелия показаны на рис. 2.
Увеличение скорости сварки может быть значительным, а поскольку затраты на оплату труда составляют значительную часть наших общих затрат на сварку, это может быть связано с возможностью значительной экономии. Поперечное сечение металла сварного шва также может иметь определенное значение в некоторых случаях применения. Типичные сечения для аргона и гелия показаны на рис. 2.
Испытания показали, что относительно узкое поперечное сечение сварного шва, защищенного чистым аргоном, имеет более высокий потенциал захвата газа и, следовательно, может содержать большую пористость. Более высокая температура и более широкая картина проникновения смесей гелия/аргона, как правило, помогают свести к минимуму захват газа и снизить уровень пористости в готовом сварном шве.
При заданной длине дуги добавление гелия к чистому аргону увеличивает напряжение дуги на 2 или 3 вольта. В процессе GMAW максимальный эффект более широкой формы проникновения достигается примерно при 75% гелия и 25% аргона. Более широкая форма провара и более низкие уровни пористости этих газовых смесей особенно полезны при сварке двусторонних разделочных швов в толстолистовом прокате. Способность профиля сварного шва обеспечивать более широкую цель во время обратного скола может помочь уменьшить вероятность неполного провара соединения, которое может быть связано с этим типом сварного соединения.
Более широкая форма провара и более низкие уровни пористости этих газовых смесей особенно полезны при сварке двусторонних разделочных швов в толстолистовом прокате. Способность профиля сварного шва обеспечивать более широкую цель во время обратного скола может помочь уменьшить вероятность неполного провара соединения, которое может быть связано с этим типом сварного соединения.
Защитный газ из чистого аргона, как правило, обеспечивает завершенный сварной шов с более яркой и блестящей поверхностью. Сварка, выполненная с использованием смеси гелия и аргона, обычно требует очистки проволочной щеткой после сварки для получения аналогичного внешнего вида поверхности. Из-за высокой теплопроводности алюминия неполное плавление может быть вероятным нарушением сплошности. Смеси защитных газов с гелием могут помочь предотвратить неполное проплавление и неполное проплавление из-за дополнительного теплового потенциала этих газов.
Защитный газ для дуговой сварки вольфрамовым электродом
При рассмотрении вопроса о защитном газе для дуговой сварки вольфрамовым электродом на переменном токе наиболее популярным газом является чистый аргон. Чистый аргон обеспечивает хорошую стабильность дуги, улучшенное очищающее действие и лучшие характеристики зажигания дуги, когда алюминий AC – GTAW.
Чистый аргон обеспечивает хорошую стабильность дуги, улучшенное очищающее действие и лучшие характеристики зажигания дуги, когда алюминий AC – GTAW.
Смеси гелия и аргона иногда используются из-за их более высоких тепловых характеристик. Иногда используются газовые смеси, обычно содержащие 25 % гелия и 75 % аргона, которые могут помочь увеличить скорость перемещения при дуговой сварке вольфрамовым электродом в среде переменного тока. Смеси с содержанием гелия более 25 % для дуговой сварки на переменном токе – газовая вольфрамовая дуга используются, но не часто, поскольку при определенных обстоятельствах они могут вызывать нестабильность дуги на переменном токе.
Чистый гелий или защитный газ с высоким процентным содержанием гелия (He-90%, Ar-10%) используются в основном для машинной сварки вольфрамовым электродом с отрицательным электродом постоянного тока (DCEN). Часто предназначенные для шовной сварки, сочетание GTAW-DCEN и высокой тепловложения от используемого газа может обеспечить высокую скорость сварки и превосходное проплавление. Эта конфигурация иногда используется для получения стыковых швов с полным проплавлением, приваренных только с одной стороны, к временной обжигу без подготовки V-образных канавок, а только к пластине с квадратной кромкой.
Эта конфигурация иногда используется для получения стыковых швов с полным проплавлением, приваренных только с одной стороны, к временной обжигу без подготовки V-образных канавок, а только к пластине с квадратной кромкой.
Заключение :
Отвечая на ваши вопросы, существует несколько вариантов газов и газовых смесей, которые можно использовать для сварки алюминия. Выбор обычно основывается на конкретном приложении. Вообще говоря, газы с высоким содержанием гелия используются для сварки GMAW на более толстых материалах и сварки GTAW с DCEN. Чистый аргон можно использовать как для сварки GMAW, так и для сварки GTAW, и он является наиболее популярным из защитных газов, используемых для алюминия. Газы с содержанием гелия обычно дороже. Гелий имеет меньшую плотность, чем аргон, и при сварке с гелием используются более высокие скорости потока. В некоторых случаях можно увеличить скорость сварки, используя гелий и/или смеси гелия/аргона. Таким образом, дополнительные затраты на гелиевые смеси могут быть компенсированы повышением производительности. Вы должны попробовать разные типы газа и выбрать тот, который лучше всего подходит для вашего конкретного применения.
Таким образом, дополнительные затраты на гелиевые смеси могут быть компенсированы повышением производительности. Вы должны попробовать разные типы газа и выбрать тот, который лучше всего подходит для вашего конкретного применения.
Выбирайте с умом при сварке алюминия
11–14 сентября 2023 г. в McCormick Place в Чикаго, Иллинойс
Крупнейшее в Северной Америке мероприятие по штамповке, изготовлению, сварке и отделке металлов
Дженнифер Даллос в
Состояние материала и выбор защитного газа являются ключевыми факторами для успешного соединения алюминия Фред Швайгардт, руководитель национального проекта по передовым технологиям производства, Airgas, компания Air Liquide, Хьюстон, Техас. Перепечатано с разрешения: The AWS Welding Journal Благодаря своей легкости, прочности и коррозионной стойкости алюминий является популярным материалом в общепромышленных целях (рис. 1). Эти характеристики делают алюминий желательным материалом, когда снижение веса приводит к снижению выбросов транспортных средств. В результате он становится все более популярным компонентом топливосберегающих автомобильных перевозок. Существует множество химических составов алюминия, каждый из которых предназначен для определенных условий эксплуатации и конструкционной нагрузки.
Перепечатано с разрешения: The AWS Welding Journal Благодаря своей легкости, прочности и коррозионной стойкости алюминий является популярным материалом в общепромышленных целях (рис. 1). Эти характеристики делают алюминий желательным материалом, когда снижение веса приводит к снижению выбросов транспортных средств. В результате он становится все более популярным компонентом топливосберегающих автомобильных перевозок. Существует множество химических составов алюминия, каждый из которых предназначен для определенных условий эксплуатации и конструкционной нагрузки.Рис. 1. Алюминий является популярным материалом в общепромышленном применении из-за его легкого веса, прочности и коррозионной стойкости, что делает его подходящим материалом для снижения выбросов транспортных средств.
Во многих случаях требуется соединение с алюминием, и часто предпочтительным методом соединения является сварка. Существует ряд сварочных процессов, подходящих для соединения алюминия. Двумя наиболее распространенными являются дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) и дуговая сварка металлическим электродом в среде защитного газа (GMAW). Несмотря на то, что сварка алюминия связана с рядом переменных, в этой статье будут рассмотрены две из них: защитный газ и состояние материала. Защитный газ может повлиять на ширину валика, а также на глубину проникновения в некоторых конкретных случаях. Состояние материала влияет на ряд этапов подготовки и соединения. Переосмысление выбора защитного газа Защитный газ необходим при сварке алюминия. Поставщики газа часто видят, что выбор газа определяется простотой использования, потребностями в подаче тепла и стоимостью. Теплопроводность алюминия такова, что более толстые или тяжелые секции требуют высокого подвода тепла для удовлетворительного соединения с металлом. Мы видим, что многие клиенты предпочитают добавлять гелий к своему обычному защитному газу, например, к 100% аргону. Добавление гелия заставляет блок питания постоянного тока выдавать большее напряжение, что увеличивает тепловыделение. Это работает довольно хорошо, за исключением стоимости защитного газа.
Несмотря на то, что сварка алюминия связана с рядом переменных, в этой статье будут рассмотрены две из них: защитный газ и состояние материала. Защитный газ может повлиять на ширину валика, а также на глубину проникновения в некоторых конкретных случаях. Состояние материала влияет на ряд этапов подготовки и соединения. Переосмысление выбора защитного газа Защитный газ необходим при сварке алюминия. Поставщики газа часто видят, что выбор газа определяется простотой использования, потребностями в подаче тепла и стоимостью. Теплопроводность алюминия такова, что более толстые или тяжелые секции требуют высокого подвода тепла для удовлетворительного соединения с металлом. Мы видим, что многие клиенты предпочитают добавлять гелий к своему обычному защитному газу, например, к 100% аргону. Добавление гелия заставляет блок питания постоянного тока выдавать большее напряжение, что увеличивает тепловыделение. Это работает довольно хорошо, за исключением стоимости защитного газа. Гелий дороже аргона, поэтому значительные добавки, такие как 50% или даже 75% содержания гелия, становятся дорогими. В то время как спрос на гелий, невозобновляемый ресурс, неуклонно растет в различных областях применения, доступность этого продукта во всем мире остается крайне ограниченной. Кроме того, поскольку спрос превышает глобальное доступное предложение, цены неуклонно растут. Одним из способов получить преимущества гелия без затрат является использование небольших добавок азота в защитном газе аргоне. Например, добавление 600 частей на миллион азота к аргону для GMAW дает эффект, аналогичный добавлению ~ 30% гелия к аргону. Добавление азота к алюминию создает нитриды алюминия, которые обладают высокой эмиссией (поскольку поверхность более эффективно излучает тепловую энергию) и могут давать результаты, аналогичные гелиевым смесям, по разумной цене. Чистота защитного газа является еще одним ключевым фактором, так как использование низкокачественных газов может быстро загрязнить сварной шов.
Гелий дороже аргона, поэтому значительные добавки, такие как 50% или даже 75% содержания гелия, становятся дорогими. В то время как спрос на гелий, невозобновляемый ресурс, неуклонно растет в различных областях применения, доступность этого продукта во всем мире остается крайне ограниченной. Кроме того, поскольку спрос превышает глобальное доступное предложение, цены неуклонно растут. Одним из способов получить преимущества гелия без затрат является использование небольших добавок азота в защитном газе аргоне. Например, добавление 600 частей на миллион азота к аргону для GMAW дает эффект, аналогичный добавлению ~ 30% гелия к аргону. Добавление азота к алюминию создает нитриды алюминия, которые обладают высокой эмиссией (поскольку поверхность более эффективно излучает тепловую энергию) и могут давать результаты, аналогичные гелиевым смесям, по разумной цене. Чистота защитного газа является еще одним ключевым фактором, так как использование низкокачественных газов может быстро загрязнить сварной шов. Поддержание высокого стандарта качества имеет решающее значение при сварке алюминия. Одним из способов обеспечения качества является соблюдение требований Американского общества сварщиков (AWS) A5.32, Спецификации по сварочным защитным газам, или соблюдение требований AWS D1.2, Кодекса сварки конструкций — алюминий. Для чистого аргона AWS A5.32 требуется менее 40 частей на миллион влаги, что следует принимать за абсолютный максимум. Для аргона AWS D1.2:2008 требуется 9Общая чистота 9,997% и предел влажности 10,5 частей на миллион. В версии 2014 года эти значения составляют 99,99% и 40 частей на миллион. Имейте в виду, что это может быть недостаточно чистым. Для достижения наилучших результатов рекомендуется использовать защитный газ с содержанием влаги менее 3 частей на миллион и содержанием O2 не более 5 частей на миллион. Ключевые выводы Следующие рекомендации по защитному газу могут улучшить качество сварки алюминия:
Поддержание высокого стандарта качества имеет решающее значение при сварке алюминия. Одним из способов обеспечения качества является соблюдение требований Американского общества сварщиков (AWS) A5.32, Спецификации по сварочным защитным газам, или соблюдение требований AWS D1.2, Кодекса сварки конструкций — алюминий. Для чистого аргона AWS A5.32 требуется менее 40 частей на миллион влаги, что следует принимать за абсолютный максимум. Для аргона AWS D1.2:2008 требуется 9Общая чистота 9,997% и предел влажности 10,5 частей на миллион. В версии 2014 года эти значения составляют 99,99% и 40 частей на миллион. Имейте в виду, что это может быть недостаточно чистым. Для достижения наилучших результатов рекомендуется использовать защитный газ с содержанием влаги менее 3 частей на миллион и содержанием O2 не более 5 частей на миллион. Ключевые выводы Следующие рекомендации по защитному газу могут улучшить качество сварки алюминия:- Рассмотрите возможность использования азота вместо гелия в смесях защитного газа при сварке алюминия.

- Чистота газа должна поддерживаться в соответствии со стандартами AWS; рекомендуется использовать защитный газ с содержанием влаги менее 3 частей на миллион и содержанием O2 не более 5 частей на миллион.
 Для получения сварных швов высочайшего качества рекомендуется протирать зону сварки утвержденным растворителем, удаляющим остатки масла и воды. Для этой цели обычно используется изопропиловый спирт, так как он является отличным растворителем неполярных соединений, а также быстродействующим осушителем, помогающим удалить воду. При сварке алюминия наличие воды или влаги любого рода, а также углеводородов является серьезной проблемой, поскольку они разлагаются на водород в сварочной дуге. Алюминий подвержен пористости из-за разницы в растворимости водорода в расплавленном и твердом алюминии. Загрязнение влагой может происходить незаметно. Простое перемещение куска алюминия из прохладного помещения с кондиционером во влажную рабочую среду может привести к образованию конденсата на поверхности металла. Хуже того, оксид алюминия легко поглощает влагу, что еще больше затрудняет устранение источника водорода. Остатки после шлифовки углеродистой стали также могут встраиваться в поверхность, вызывая проблемы при сварке, а также в сроке службы готового изделия.
Для получения сварных швов высочайшего качества рекомендуется протирать зону сварки утвержденным растворителем, удаляющим остатки масла и воды. Для этой цели обычно используется изопропиловый спирт, так как он является отличным растворителем неполярных соединений, а также быстродействующим осушителем, помогающим удалить воду. При сварке алюминия наличие воды или влаги любого рода, а также углеводородов является серьезной проблемой, поскольку они разлагаются на водород в сварочной дуге. Алюминий подвержен пористости из-за разницы в растворимости водорода в расплавленном и твердом алюминии. Загрязнение влагой может происходить незаметно. Простое перемещение куска алюминия из прохладного помещения с кондиционером во влажную рабочую среду может привести к образованию конденсата на поверхности металла. Хуже того, оксид алюминия легко поглощает влагу, что еще больше затрудняет устранение источника водорода. Остатки после шлифовки углеродистой стали также могут встраиваться в поверхность, вызывая проблемы при сварке, а также в сроке службы готового изделия.