Аргонная сварка как работает: Особенности аргонодуговой сварки | Лига Сварки
alexxlab | 26.01.1990 | 0 | Разное
Сварка аргоном – видео уроки для начинающих специалистов
- В чем заключаются особенности аргонной сварки
- Как выполняется сварка в среде аргона
- Требуемое оборудование и режимы сварки
Сварка аргоном пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Сварщик проводит сварочные работы в защитной среде аргона
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.
Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам. Целью статьи, которая предлагается вашему вниманию, является предоставление всей необходимой информации, относящейся к сварке с аргоновой защитой (выбор сварочного аппарата, давления газа, расходных материалов, подготовка деталей различной формы и из разных материалов к работе, а также многое другое). Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.
Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
Пример шва, выполненного аргоновой сваркой человеком, не имеющим большого профессионального опыта
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.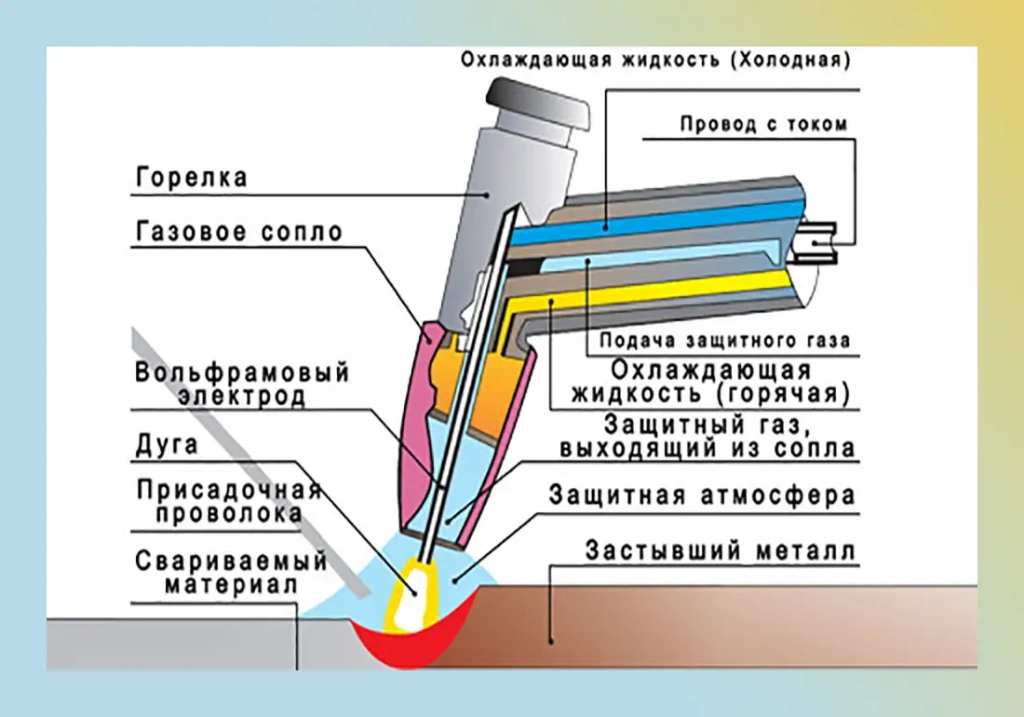
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – автоматическая сварка с использованием аргона и электрода плавящегося типа.

Сравнительная таблица различных методов сварки (нажмите для увеличения)
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Трехкнопочная аргоновая горелка в комплекте со шлейфом, цангами и керамическими соплами
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Таблица параметров некоторых разновидностей присадочной проволоки
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.
Подготовленный к сварке бензобак
 Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Технология выполнения аргонной сварки предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга.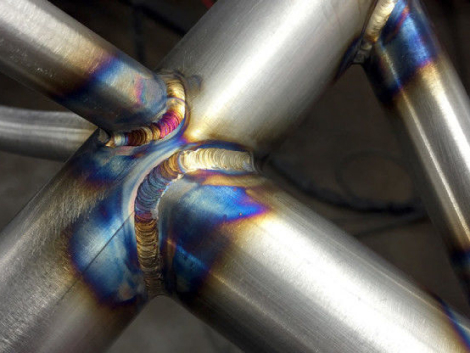 Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Осциллятор (стабилизатор сварочной дуги) ОСИ-264
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.
За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.

Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.
Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.
Усвоив всю теоретическую информацию, посмотрев обучающее видео, демонстрирующее процесс выполнения аргонодуговой сварки, набив руку и набравшись опыта по сварке деталей из обычной стали, начинающий специалист сможет достаточно быстро освоить данную технологию и эффективно использовать ее в своей работе.
Аргонодуговая сварка tig. Гост, видео, технология и оборудование
Берегите глаза |
28.07.2015
Без такой операции, как сварка сегодня не обходится ни одна стройка, ни одно производство, где необходимо соединить металлические детали. Этот вид соединения считается одним из быстрых и довольно качественных. Существует несколько видов сварки, но в этой статье, речь пойдет именно об аргонодуговой. Чем она примечательна, ее плюсы и минусы, все это будет рассмотрено ниже.
Технология
Аргонодуговая сварка ― это по сути та же ― электродуговая, но в ней используется инертный газ ― аргон, который подается в место горения электрической дуги. Международных обозначений аргонодуговая сварка имеет аж целых два- это TIG (сварка неплавящимися вольфрамовыми электродами в среде газа — аргона) и MIG/MAG (сварка электродной проволокой в среде аргона или углекислого газа).
Таким образом, создается газовая среда, в которой происходит плавление металла. Благодаря тому, что аргон не вступает во взаимодействие с металлом, он не меняет его химический состав и это большой плюс. То, что этот газ тяжелее на 1/3 воздуха, способствует вытеснению последнего из среды дуги, и изоляции расплавленного металла от воздействия атмосферы.
Благодаря тому, что аргон не вступает во взаимодействие с металлом, он не меняет его химический состав и это большой плюс. То, что этот газ тяжелее на 1/3 воздуха, способствует вытеснению последнего из среды дуги, и изоляции расплавленного металла от воздействия атмосферы.
Это защищает сварочный шов от образования оксидной пленки и в целом улучшает качество соединения металла. Бывают случаи, когда к аргону добавляют кислород в количестве 4%. Это обусловлено тем, что при сгорании кромок металла, внутри газовой среды, аргон полностью не защищает шов от разного рода загрязнений и влаги. А кислород сжигает эти вредные примеси, исключая образование пористости шва. Но это делают в основном там, где необходимо очень высокое качество сварочного соединения. Обычно достаточно одного аргона.
Принцип работы
Оборудование для аргонной сварки состоит из: сварочного аппарата ― в который входит инверторный преобразователь для образования электродуги, осциллятор, горелка, баллон с аргоном, газовые шланги и сварочные кабеля.
Перед началом работы включается аппарат и подается аргон. Для образования электродуги, сварщик приближает вольфрамовый (при сварке неплавящим электродом) электрод на небольшое расстояние к детали. На этом этапе есть один важный нюанс. Дуга не сможет образоваться при прямом соединении электрода с деталью, как при электросварке. Это из-за того, что для создания в среде аргона дуги, необходима высокая ионизация. А так как вольфрамовый электрод тугоплавкий (температура плавления около 5000 °C) и практически не сгорает, отсутствует образование газов, способствующих ионизации и зажиганию дуги. Потому в таких случаях используется ― осциллятор.
Осциллятор ― это устройство, обычно установленное в сварочном аппарате для аргонодуговой сварки, которое зажигает электродугу в случае с неплавящим электродом. Происходит это следующим образом: поднося горелку с вольфрамовым электродом на небольшое расстояние к детали, осциллятор подает на электрод высоковольтный импульс высокой частоты, который электрически пробивает расстояние к детали образуя ионизацию в газовой среде. Благодаря этому происходит зажигание дуги и дальнейшее ее горение.
Благодаря этому происходит зажигание дуги и дальнейшее ее горение.
При использовании постоянного тока сварки, применяется подключение прямой полярности. То есть на корпус изделия подается «плюс», а на электрод «минус». Делается так потому, что при таком подключении, на детали, то есть «плюсе», выделяется до 70% тепла, а на электроде ― «минусе» всего 30%. Вследствие этого, металл детали плавится, а электрод меньше подвержен сгоранию. Исключением является сварка алюминия. В этом случае лучшие результаты получаются при сварке переменным током, так как при этом разрушается образование оксидной пленки. Что касается осциллятора, то при использовании переменного тока, после зажигания дуги, он переходит в режим стабилизации, подавая импульсы пробоя каждый раз, когда меняется полярность. Это обеспечивает стабильное горение электродуги.
Это обеспечивает стабильное горение электродуги.
Ввиду того, что вольфрамовый электрод не плавится, для образования шва в место горения дуги добавляется присадочный материал, который сварщик держит левой рукой, и при надобности подает.
В соединяемых деталях под действием температуры образуется ванночка с расплавленным металлом. Так как горелка имеет вход для подключения газового шланга, аргон по специальной полости проходит к газовому соплу и вырывается наружу между ним и вольфрамовым электродом. Таким образом, как бы «окутывая» электрод и варочную ванночку.
Помимо полости для газа, еще горелка имеет впускной и выпускной патрубки для подачи холодной жидкости и отвода нагретой. Это необходимо для охлаждения сопла горелки ввиду сильного перегрева.
Аргонодуговая сварка плавящимся электродомВ этом случае, роль электрода выполняет стержень из металла, с нанесением рутила. При прямом касании электродом детали, происходит короткое замыкание (как при обычной электродуговой сварке), вследствие чего образуются пары расплавленного металла, которые и дают ионизацию в газовой среде аргона.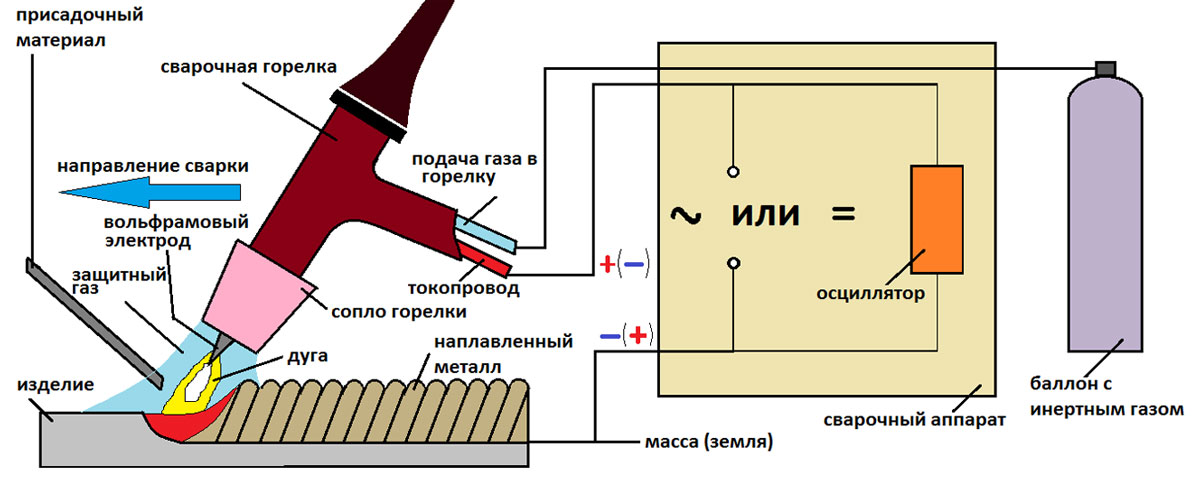 Дуга зажигается благодаря этим парам, поэтому применение осциллятора в этом случае нет необходимости. Присадочная проволока подается вручную или специальным автоматизированным механизмом, в виде барабана с проволокой, роликов и электродвигателя с редуктором. Обычно такой вид оборудования находиться на специализированном сварочном посту.
Дуга зажигается благодаря этим парам, поэтому применение осциллятора в этом случае нет необходимости. Присадочная проволока подается вручную или специальным автоматизированным механизмом, в виде барабана с проволокой, роликов и электродвигателя с редуктором. Обычно такой вид оборудования находиться на специализированном сварочном посту.
Область применения
Аргонодуговая сварка (tig и mig/mag) с успехом применяется при соединении цветных металлов, легированных сталей и алюминия. Также она хороша при сварке алюминиевых и титановых сплавов. Например, легкосплавных дисков и других узлов автомобиля. При малой толщине свариваемых поверхностей, сварка аргоном может проводиться без дополнительных присадок.
Аргонная сварка плавящим электродом, применяется при соединении нержавеющей стали и алюминия.
Плюсы аргонодуговой сваркиОсновными достоинствами аргонодуговой сварки являются:
1) высокое качество получаемого шва;
2) равномерное проплавление глубины металла;
3) незаменима при сваривании изделий из тонкого листового алюминия;
4) широкая сфера применения, начиная от автомастерских и заканчивая авиастроением;
5) не требует частой замены электрода, что не образует дефектов при остановке и возобновлении работы.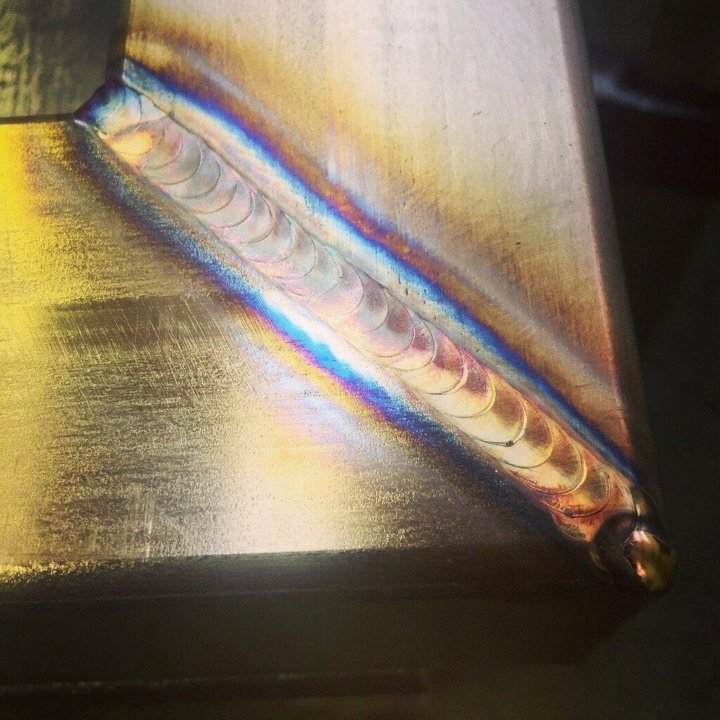
1) при ручной сварке ― низкая производительность;
2) для качественной сварки, необходима высокая квалификация и достаточная практика;
3) автоматический вариант ― не всегда удобен, так как применяется для однопрофильных длинных швов. При сваривании коротких и разной ориентации соединений ― не практична;
Из рассмотренного выше понятно, что такой вид сварки намного эффективнее и универсальнее обычной электродуговой. Понятно, что для домашних целей это может быть дорогое удовольствие, но применяя эту технологию в бизнесе, оборудование с лихвой себя окупит за минимальный срок.
https://www.youtube.com/watch?v=w8L1DshNYL8
Инструмент Kraftool. Жёлто-зелёное качество
Длина шины для бензопилы. Нужно ли учитывать?
Сварка аргоном: преимущества и особенности
Екатерина
Вам наверняка знакома проблема качественной сварки особых типов металла, например, алюминия, меди или цветных металлов. При стандартной электросварке с помощью электродов у вас не получится сварить надежный шов, это связано с особенностями металла и его свойствами. В таких случаях опытные мастера ищут другой способ сварки, и их выручает сварка в среде аргона.
При стандартной электросварке с помощью электродов у вас не получится сварить надежный шов, это связано с особенностями металла и его свойствами. В таких случаях опытные мастера ищут другой способ сварки, и их выручает сварка в среде аргона.
Что такое аргонная сварка и каков принцип работы? Какие плюсы или минусы есть у такого метода сварки и как правильно сварить металл аргоном? В этой статье мы ответим на все интересующие вас вопросы.
Содержание статьи
- Общая информация
- Оборудование
- Как варить в аргоне
- Настройка режима сварки
- Плюсы и минусы
- Вместо заключения
Общая информация
Аргонно-дуговая сварка — что это такое? Как работает аргонная сварка? Это, по сути, такая же сварка, как и все остальные, отличие заключается лишь в том, что процесс производит в аргоновой среде. Аргоновая среда — это газовый поток, который направляется в сварочную зону во время сварки. Ниже вы можете видеть схему сварки с применением аргона. Аргон, как и любой другой газ, выполняет при сварке защитную функцию: препятствует окислению металла, улучшает качество шва и ускоряет работу. Аргон для сварки, направляемый в сварочную зону, образует своеобразные «Купол», не позволяя кислороду негативно влиять на качество шва.
Можно варить аргоновой сваркой различные особые металлы, например, титан. В работе можно использовать плавящиеся и неплавящиеся электроды, проволоку из вольфрама. Вольфрамовая проволока зачастую используется при сварке разнородных металлов. Сварка осуществляется как в ручном, так и в автоматическом режиме.
Ручная сварка в аргоне (РАД сварка) — это самый распространенный и недорогой вид аргоновой сварки. Если выбрана РАД сварка, то желательно использовать неплавящийся электрод. Есть автоматическая сварка аргоном с применением плавящего и неплавящегося электрода (маркировка ААДП и ААД, соответственно). Мы не будем утверждать, что ручная сварка лучше автоматической или наоборот. В конечном итоге, каждый сварщик сам для себя решает, какой метод для него предпочтительнее при выполнении тех или иных работ.
Оборудование
Для аргонной сварки используется несколько типов сварочного оборудования. Это может быть ручной способ, когда мастер своими руками держит горелку и подает проволоку в сварочную зону или усовершенствованный ручной способ, когда проволока подается с помощью специального прибора.
Также есть оборудование, с помощью которого осуществляется автоматическая сварка аргонодуговая. Горелка и проволока подаются в сварочную зону в автоматическом режиме, порой сварщику даже не нужно следить за этим процессом, его может заменить специальный оператор. На дорогих производствах может использоваться роботизированное оборудование, не требующее присутствия человека. В аппарат заранее загружают программу, по которой робот выполняет сварку.
Теперь перейдем к делу. Мы расскажем вам, как варить аргоновой сваркой, чтобы работа получилась качественной и долговечной.
Как варить в аргоне
Что нужно для правильной сварки? Конечно, немного теории и много практики. Теорию мы вам расскажем, а вот практику придется выполнять самостоятельно. Чем больше вы будете практиковаться, тем быстрее сможете приступить к выполнению серьезной работы. А пока давайте узнаем, какова технология аргонодуговой сварки и что нужно учесть, чтобы не наделать ошибок.
Прежде всего, нужно тщательно очистить и обезжирить стыки свариваемых деталей. Даже если визуально нет никаких загрязнений или коррозии, нужно все равно очистить поверхность металла. Во время работы старайтесь сокращать длину сварочной дуги. Дело в том, что длинная дуга формирует широкий неглубокий шов. Качество такого соединения оставляет желать лучшего.
Поэтому при работе с неплавящимся электродом постарайтесь сделать дугу как можно короче, приближая стержень к поверхности металла. Но этого может быть недостаточно для того, чтобы шов получился узким и глубоким. Двигайте электрод продольно, не отклоняясь в сторону и не выполняя поперечные движения. Именно по этой причине у сварщика должна быть «твердая рука» при сварке аргоном, иначе малейшее отклонение может привести к ухудшению качества сварного соединения.
Присадочную проволоку и электрод следует располагать только в сварочной зоне. Если вы будете постоянно отводить стержень или проволоку в сторону, то нарушите защитные свойства аргона и в сварочную ванну проникнет кислород. Проволоку стоит подавать плавно и равномерно, избегая резкой подачи. В противном случае металл будет сильно разбрызгиваться и ухудшит качество сварки.
Многим мастерам (особенно начинающим) по началу трудно понять, с какой скоростью подавать проволоку. Увы, не существует какой-то единой нормы, которая решит эту проблему. Все познается с опытом, так что экспериментируйте. Проволока для присадки должна подаваться под углом и перед стержнем. Эти требования обязательны. Их несоблюдение приводит к формированию неровного шва и усложняет сварочный процесс.
Также не рекомендуется резко начинать или заканчивать процесс сварки, поскольку в сварочную зону гарантировано попадет ненужный кислород. Мы рекомендуем на протяжении 20 секунд подавать в сварочную зону газ для аргоновой сварки и только затем приступать к работе. Если вы планируете окончить сварку, то сначала уберите проволоку, затем выключите горелку. Этот процесс должен занимать около 10 секунд. Также при окончании сварки снизьте силу тока. Если вы этого не сделаете, а просто уберете проволоку и горелку, то кислород попадет в сварочную зону.
Как видите, сварка аргоном требует большого терпения и хотя бы минимального опыта. Вы можете оценить свою работу, пользуясь показателем проплавленности. Осмотрите шов, который вы сделали: он не должен иметь округлую выпуклую форму. Если шов выглядит так, то это значит, что он не проплавлен. Таким незамысловатым способом можно проверить качество шва и оценить его прочностные характеристики. Конечно, такой метод не заменить полноценный контроль качества с помощью приборов, но вы уже на начальном этапе сможете увидеть недостатки своей работы.
Настройка режима сварки
Теперь, когда мы разобрались, как работает аргонная сварка, подробнее остановимся на выборе режима. От этого также сильно зависит качество сварного соединения. Чтобы правильно подобрать режим, нужно много практиковаться и внимательно изучать теорию. Мы собрали несколько советов по правильному выбору режима сварки и надеемся, что они помогут ускорить ваше обучение.
Итак, режим сварки — это, по сути, выбор полярности и направления тока. Выбор режима сварки зависит от индивидуальных характеристик металла (или металлов), который нужно сварить. Если нужно сварить стальные металлоконструкции, то установите прямую полярность и постоянный ток. Если нужно сварить алюминий и его сплавы — постоянный ток и обратную полярность.
Также важно правильно настроить силу тока. Этот параметр настраивается исходя из толщины металла, диаметра электрода и установленной вами полярности. Все эти параметры взаимосвязаны. Многие мастера узнают практическим путем, какое значение силы тока нужно установить для выполнения конкретных задач. Но мы рекомендуем для начала воспользоваться специальными таблицами, одну из которых вы можете видеть ниже.
Ранее мы говорили, что качественный шов получается в случае, если дуга короткая. То же самое касается и напряжения дуги. Кстати, не забывайте о расходе газа в аргоновой среде. Если вы работаете на производстве, то вам нужно будет следить за этим показателем. Чтобы сократить расход лучше создавать ламинарное течение газа. Ламинарное течение — это когда газ движется равномерно, не перемешивается и не пульсирует.
Плюсы и минусы
Плюсы:
- Нет необходимости сильно нагревать стыки, поэтому детали не деформируются под действием высокой температуры.
- Газ аргон для сварки называют инертным, а это значит, что тяжелее воздуха, так что при соблюдении технологии кислород не проникнет в сварочную зону.
- Дуги высокая тепловая мощность, поэтому при должном опыте работа проводится быстро и качественно.
- Несмотря на множество нюансов, процесс сварки не такой сложный, как кажется, и ему можно быстро обучиться.
- Можно сварить металлы, которые при других типах сварки не соединяются.
Минусы:
- Не рекомендуется проводить сварку на открытом воздухе, если на улице сильный ветер.
 Часть газа улетучивается, из-за чего сварочный шов становится менее качественным. Проводите сварку в закрытом цеху или гараже и с принудительной вентиляцией.
Часть газа улетучивается, из-за чего сварочный шов становится менее качественным. Проводите сварку в закрытом цеху или гараже и с принудительной вентиляцией. - Новичкам первое время трудно правильно настроить оборудование и вести дугу.
- Если планируется использование высокоамперной сварочной дуги, то нужно заранее продумать, как вы будете охлаждать шов.
Вместо заключения
Теперь вы знаете, что такое аргоновая сварка и как внедрить ее в свою рабочую практику. Аргонодуговая сварка обладает очень важным преимуществом — она позволяет соединять детали, которые в других условиях соединить просто невозможно. А такая необходимость может возникнуть не только на крупном производстве, но и дома или на даче (например, при сварке труб). Но помните: теория без практики не работает. Постарайтесь как можно больше отработать навыки на тестовых образцах до того, как приступите к более серьезным задачам. Расскажите о своем опыте сварки аргоном в комментариях и делитесь этим материалом в социальных сетях. Желаем удачи!
Желаем удачи!
Похожие публикации
Как это работает? [2021] – Welding Central
Методы сварки, использующие аргон в качестве защитного газа, известны как аргонная сварка.
Еще в 1903 году Оскар Кьельберг, основатель сварочного бренда ESAB, создал прототип сварочного стержня для создания оболочки из защитного газа вокруг точки сварки.
Поскольку сварщики обычно работают при очень высоких температурах, т. е. до 5000 градусов, расплавленный металл имеет тенденцию к быстрому окислению, вызывая многочисленные деформации сварного шва.
Во время Второй мировой войны. Эти сварочные аппараты были заново спроектированы и разработаны компанией ESAB.
Аргонная сваркаОднако, когда было сделано изобретение, использовался гелий.
Позже было обнаружено, что инертные газы, такие как аргон, дешевле и не менее эффективны.
Тем не менее, гелий был отнесен к газу, который смешивается с аргоном, когда выполнялись особые требования к сварке.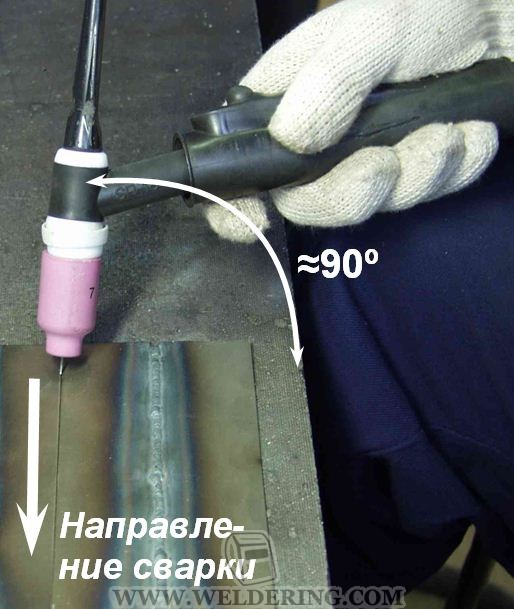
На сегодняшний день существует множество инертных газов. Таким образом, инертный газ, также известный как защитный газ, определяется в зависимости от процесса.
Основная модель сварочного аппарата ESAB TIG по-прежнему называется Heliarc, хотя в настоящее время в качестве защитного газа в основном используется аргон или аргон, слегка разбавленный гелием.
Продолжая свое наследие.
Содержание
Аппарат для аргонной сваркиЛюбой сварочный аппарат, использующий отдельную подачу защитного газа, может работать в качестве аппарата для аргонной сварки.
Сварочный аппарат MIG потенциально может использоваться со 100% защитным газом аргоном.
Однако, поскольку сварочные аппараты MIG часто используются для сварки черных металлов, а не для сварки алюминия или магния, в качестве замены используется CO2 (двуокись углерода) или смесь CO2 и аргона.
Чистый аргон вызывает нестабильность дуги при сварке стали.
Сварочные аппараты TIG, с другой стороны, почти всегда используют аргон в чистом виде или в сочетании с гелием в небольших количествах в качестве защитного газа.
Чистый аргон лучше всего подходит для очень тонких металлических деталей.
Гелий добавляется позже, когда куски достигают определенной толщины, и по мере увеличения толщины добавляется больше гелия.
Иногда концентрация аргона снижается до 25% от общего количества, в зависимости от типа материала, его толщины и необходимой глубины сварного шва.
Гелий способствует более глубокому проплавлению сварного шва, а также полезен для создания более высокой температуры сварочной ванны с медью и алюминием, которые имеют тенденцию быстро отводить тепло от соединения.
Гелий также увеличивает скорость сварки.
Тем не менее, чрезмерного гелия избегают из-за значительного снижения качества сварки. Что может неблагоприятно повлиять на сварной шов при воздействии сильного напряжения или давления.
Вместо постоянного тока (постоянный ток), когда переменный ток (переменный ток) используется с аппаратами для аргоновой сварки, получается сварной шов отличного качества.
Сварной шов очень высокого качества, внешний вид шва чистый и привлекательный.
Следовательно, алюминий и магний предпочтительны для процессов сварки с использованием аргона.
Никель и нержавеющая сталь свариваются смесью аргона и водорода.
Когда процесс выполняется на сварочном материале из меди, водород используется в более высоких концентрациях, чем аргон.
Сварка, полученная в результате аргонной сварки TIGНо при строгой работе с алюминием, магнием или нержавеющей сталью водорода избегают из-за возможности повреждения металла и сварного шва.
Существует два типа сварочных процессов: при одном нужно толкать сварочную горелку к сварочной ванне, а при другом нужно тянуть сварочную горелку/пистолет на себя.
В процессах, при которых сварочную горелку необходимо вытащить из сварочной ванны, используется сварочный газ аргон.
Это полностью противоречит методу сварки протягиванием, который чаще всего используется при сварке углекислым газом.
Аргонная сварка требует большой точности, поскольку ее можно использовать для соединения всех типов цветных металлов, особенно при использовании переменного тока.
Вместе эти факторы обеспечивают прочный, высококачественный сварной шов со стабильной дугой и особенно подходят для алюминия и магния — двух наиболее требовательных к сварке металлов в текущем сценарии.
Опасность аргона Сварочный газАргон с атомным номером 18 относится к категории инертных газов, что означает, что он не вступает в реакцию с окружающей средой при определенных условиях.
Таким образом, мы можем заключить, что Аргон безвреден с точки зрения безопасности.
Однако они поставляются в сильно сжатых цистернах, что требует особого внимания. Поскольку газ хранится под давлением, могут произойти несчастные случаи, если давление будет изменено.
Для решения этой проблемы и повышения эффективности сварки были внедрены регуляторы сварочного газа аргон.
Используются для регулирования подачи аргона в качестве защитного газа. Убедитесь, что сварщик получает газ в нужном количестве.
Кроме того, аргон на 38% плотнее воздуха и может вызвать головокружение при длительной работе. Поэтому рекомендуется работать на рабочем месте с надлежащими системами вентиляции.
Если вы свариваете под дождем, убедитесь, что вы используете правильное количество аргона, так как из-за бури и ветра газ может утечь, что приведет к деформации сварного шва.
Защитный газИнертный газ, который окружает сварочную ванну, выдуваемый из диффузора внутри сварочной горелки, почти так же важен для качества сварного шва, как присадочный материал или метод наплавки – и, возможно, тем более в некоторых случаях.
До сих пор вы, возможно, понимали, насколько важен защитный газ для получения качественного сварного шва.
Правильный выбор газа — это одна из вещей, которая отличает успешного сварщика от того, кто делает бессистемную, небрежную работу, которая может или не может быть надежной в долгосрочной перспективе.
Вам потребуется как опыт, так и дополнительная информация, чтобы принимать действительно обоснованные решения о защитном газе во всех ситуациях.
Труба, сваренная аргоном Выбор защитного газаЯ изложил для вас несколько правил, считайте это хорошей отправной точкой для выбора защитного газа:
• Толщина алюминия
Если вы работаете с алюминием, газ выбирается в зависимости от его толщины.
Алюминиевые пластины толщиной ½ дюйма или менее, включая листовой алюминий, лучше всего защищать чистым аргоном.
Их более толстые аналоги должны быть защищены смесью аргона и гелия.
•Работа с нержавеющей сталью
Нержавеющая сталь немного более чувствительна, чем алюминий, и иногда в большинстве ситуаций может потребоваться до трех газов, а не два.
Если вы собираетесь использовать сварку распылением, вы, вероятно, можете выбрать 98% аргона, 2% кислорода.
Однако очень часто нержавеющая сталь сваривается с использованием комбинации гелия, аргона и двуокиси углерода, причем гелий является основным ингредиентом.
•FCAW-G
FCAW-G, который представляет собой вариант сварки порошковой проволокой, в котором в дополнение к испаряемому флюсу используется особый защитный газ, подаваемый из резервуара, обычно используется либо чистый диоксид углерода, либо смесь четверть углекислого газа и остается в виде аргона, последний требует меньшего напряжения.
Сварочный перенос с коротким замыканием на низкоуглеродистой стали использует те же газы, что и FCAW-G, с разными результатами для каждого из них.
Углекислый газ, не смешанный с другими газами, обеспечивает грубый сварной шов, который глубоко проникает в металл; смесь углекислого газа и аргона обеспечивает более мелкий шов с более аккуратной и ровной поверхностью.
• С использованием двуокиси углерода
Сварочный перенос струйной сваркой со всеми типами стали может быть выполнен с использованием газа, который в основном представляет собой аргон, но содержит некоторое количество двуокиси углерода или кислорода.
Чем больше двуокиси углерода смешано с аргоном, тем холоднее будет дуга, а добавление кислорода вместо двуокиси углерода быстро приведет к обжигающей горячей сварочной дуге.
Выберите смесь в зависимости от области применения.
Для тонких, хрупких листов металла, требующих достаточно холодной сварки, 20% углекислого газа, добавленного к 80% аргона, дадут хорошие результаты.
Напротив, если у вас есть два толстых стальных блока и вам нужен глубокий, прочный сварной шов, используйте 5% кислорода с 95% аргона для действительно флегонтальной сварочной дуги.
• Никель и медь
Их лучше всего сваривать смесью аргона и водорода, примерно 5% водорода для никеля и 20% водорода для меди.
В некоторых случаях при сварке меди может потребоваться 50 % азота и 50 % аргона, хотя это очень зависит от ситуации.
Заключение Надеюсь, вы поняли, как аргон используется при сварке и насколько важно использовать защитный газ для ваших сварочных проектов.
Использование защитного газа защищает сварные швы и, следовательно, дает вам чистый и прочный сварной шов, который прослужит долго.
Как работает сварка TIG и для чего она используется
выбрать продуктАренда бесплатно, 2% CO2 в аргоновой смеси 20 л, 200 бар для сварки MIG Нержавеющая стальАренда бесплатно, 12% CO2 в аргоновой смеси 20 л, 200 бар для сварки MIGАренда бесплатно, 12 % CO2 в аргоновой смеси 50 л для сварки MIG. Баллоны с пищевым CO2 для Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и автоматов по производству замороженных напитков Slushy Jack — 3,15 кг. & Патио Газ легкий газовый refill14KG Газовый свет, стекловолоконный вилочный погрузчик Газовые баллоны с газом Co2 для пушек и бластеров Confetti 15 кгПищевой газовый баллон с CO2 для пушек и бластеров Confetti — 34 кг CO2 для татуировок аэрографом, 1,5 кг CO2 для татуировок аэрографом, 3,15 кг CO2 для татуировок аэрографом , 6,35 кг CO2 для выращивания аквариумных растений, 6,35 кг CO2 для выращивания аквариумных растений, 1,5 кг CO2 для выращивания аквариумных растений, 3,15 кг углекислого газа для сценических и театральных спецэффектов 6,35 кг — с погружной трубкойДвуокись углерода для S 34 кг — с погружной трубкойДвуокись углерода для сценических и театральных спецэффектов 15 кг — с погружной трубкойГазовые баллоны с пищевым CO2 для Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и автоматов по производству замороженных напитков Slushy Jack’s — 6,35 кг с пищевым CO2 газовые баллоны для автоматов по производству замороженных напитков Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и Slushy Jack’s – 34 кг. Газ для сварки, пайки, нагрева и резкиColeman B/P C250170g Газовый картридж с бутаном/пропаном – 2175POWERSOURCE 445G B/P MIX CARTRIDGE350G BUTANE PROPANE MIX GAS CARTRIDGE227GM BAYONET BUTANE CARTRIDGCAMPINGAZ C206 Gas CartridgeCAMPINGAZ CV21300 Gas Cartridge4CAMPINGAZ CV300 Gas Cartridge4CAMPINGAZ2, Портативный пропановый обогреватель Инфракрасный обогреватель шкафа Phoenix12623, Пропановый шланг с отводом в сборе 35 дюймов ST POL x W2012622, Пропановый шланг с отводом в сборе 20 дюймов ST POL x W20Оранжевый шланг высокого давления – диаметр отверстия 8 мм, 3 м CoilOrange Шланг высокого давления – диаметр 8 мм, 2 м CoilOrange Шланг высокого давления — диаметр 8 мм, 1 м Шланг высокого давления CoilOrange — диаметр 4,8 мм, 3 м Шланг высокого давления CoilOrange — диаметр 4,8 мм, 2 м Шланг высокого давления CoilOrange — диаметр 4,8 мм, катушка 1 м15527, комплект пропановой автогорелки Bullfinch 233P (рычажное зажигание) 14850 , Bullfinch No. 404 Autotorch Набор паяльной лампы для пайки21479, Bullfinch № 135/01 Удлиненный комплект горелки с регулятором 11325, Сопло для газового шланга Fulham — сжатие 15 мм x 10 мм8992, Сопло для газового шланга Fulham — сжатие 5/16 дюйма x 10 мм12572, Стандартный комплект пропановой горелки Bullfinch — 140P12571, Стандартный комплект пропановой горелки Bullfinch — 110P8196, Насадка для шланга высокого давления — 3/8 дюйма BSP TM x 10 мм нар.
Газ для сварки, пайки, нагрева и резкиColeman B/P C250170g Газовый картридж с бутаном/пропаном – 2175POWERSOURCE 445G B/P MIX CARTRIDGE350G BUTANE PROPANE MIX GAS CARTRIDGE227GM BAYONET BUTANE CARTRIDGCAMPINGAZ C206 Gas CartridgeCAMPINGAZ CV21300 Gas Cartridge4CAMPINGAZ CV300 Gas Cartridge4CAMPINGAZ2, Портативный пропановый обогреватель Инфракрасный обогреватель шкафа Phoenix12623, Пропановый шланг с отводом в сборе 35 дюймов ST POL x W2012622, Пропановый шланг с отводом в сборе 20 дюймов ST POL x W20Оранжевый шланг высокого давления – диаметр отверстия 8 мм, 3 м CoilOrange Шланг высокого давления – диаметр 8 мм, 2 м CoilOrange Шланг высокого давления — диаметр 8 мм, 1 м Шланг высокого давления CoilOrange — диаметр 4,8 мм, 3 м Шланг высокого давления CoilOrange — диаметр 4,8 мм, 2 м Шланг высокого давления CoilOrange — диаметр 4,8 мм, катушка 1 м15527, комплект пропановой автогорелки Bullfinch 233P (рычажное зажигание) 14850 , Bullfinch No. 404 Autotorch Набор паяльной лампы для пайки21479, Bullfinch № 135/01 Удлиненный комплект горелки с регулятором 11325, Сопло для газового шланга Fulham — сжатие 15 мм x 10 мм8992, Сопло для газового шланга Fulham — сжатие 5/16 дюйма x 10 мм12572, Стандартный комплект пропановой горелки Bullfinch — 140P12571, Стандартный комплект пропановой горелки Bullfinch — 110P8196, Насадка для шланга высокого давления — 3/8 дюйма BSP TM x 10 мм нар. диам. 8870, Насадка для шланга высокого давления — 1/4 дюйма BSP TM x 8,35 мм нар. Форсунка для газового шланга — 3/8 дюйма BSP, внутренняя резьба x 10 мм6244, Газовая форсунка Fulham, газовая форсунка — 1/4 дюйма, внутренняя резьба BSP x 10 мм8009, Форсунка для газового шланга Fulham – 1/8″ BSP F x 10 мм6247, Форсунка для газового шланга Fulham – 1/2″ BSP TM x 10 мм8871, Форсунка для газового шланга Fulham – 3/8″ BSP TM x 10 мм6246, Форсунка для газового шланга Fulham – 1/ 4″ BSP TM x 10мм6245, Сопло для газового шланга Fulham – 1/8″ BSP TM x 10мм8843, 3 НАСАДКА ДЛЯ ШЛАНГА – 90°8842, 3 НАСТРОЙКА ДЛЯ ШЛАНГА – 60°8844, 4 НАСТРОЙКА ДЛЯ ШЛАНГА 8862, ДВОЙНАЯ ГОРЕЛКА КИПЯЩЕГО КОЛЬЦА 24035, КИПЕНИЕ КОЛЬЦО, ОДИНАРНАЯ ТРОЙНАЯ ГОРЕЛКА19537, БОЛЬШОЕ КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА22744, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА с FFD8861, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА12679, НАБОР ДЛЯ РУЧНОЙ ПЕРЕМЕНЫ ДЛЯ ДВУХ КОМПЛЕКТОВ21000, КОМПЛЕКТ ДЛЯ АВТОМАТИЧЕСКОЙ ПЕРЕМЕНЫ ДЛЯ ЧЕТЫРЕХ КОМПЛЕКТОВ С OPSO13493, Комплект для автоматической замены из двух частей11725, Гаечный ключ из кованой стали POL — черный11724, Гаечный ключ из прессованной стали из поливинилхлорида — оцинкованная23142, ЗАЖИМ 12 мм НА РЕГУЛЯТОРЕ БУТАНА С МАНОМЕТРОМ ДАВЛЕНИЯ 3714 мбар, PRO3714mbar С МАНОМЕТРОМ8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА 0,5-4 БАР С НАПРАВЛЯЮЩЕЙ 8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА ВЫСОКОГО ДАВЛЕНИЯ 1БАР (ФИКСИРОВАННЫЙ)8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 50 мбар SMALL8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 37 мбар SMALL8802, 37 мбар ЗАЖИМ НА ПРОПАНЕРЕ REG15163, 37 мбар 8888, КЛАПАН ПОЕЗДНОГО ЦИЛИНДРА 8809, Camping Gas Regulator LP8807, регулятор бутана (4,5 -километровый калорный бутылка) 8805, 21 мм зажима на бутановом регуляторе.
диам. 8870, Насадка для шланга высокого давления — 1/4 дюйма BSP TM x 8,35 мм нар. Форсунка для газового шланга — 3/8 дюйма BSP, внутренняя резьба x 10 мм6244, Газовая форсунка Fulham, газовая форсунка — 1/4 дюйма, внутренняя резьба BSP x 10 мм8009, Форсунка для газового шланга Fulham – 1/8″ BSP F x 10 мм6247, Форсунка для газового шланга Fulham – 1/2″ BSP TM x 10 мм8871, Форсунка для газового шланга Fulham – 3/8″ BSP TM x 10 мм6246, Форсунка для газового шланга Fulham – 1/ 4″ BSP TM x 10мм6245, Сопло для газового шланга Fulham – 1/8″ BSP TM x 10мм8843, 3 НАСАДКА ДЛЯ ШЛАНГА – 90°8842, 3 НАСТРОЙКА ДЛЯ ШЛАНГА – 60°8844, 4 НАСТРОЙКА ДЛЯ ШЛАНГА 8862, ДВОЙНАЯ ГОРЕЛКА КИПЯЩЕГО КОЛЬЦА 24035, КИПЕНИЕ КОЛЬЦО, ОДИНАРНАЯ ТРОЙНАЯ ГОРЕЛКА19537, БОЛЬШОЕ КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА22744, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА с FFD8861, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА12679, НАБОР ДЛЯ РУЧНОЙ ПЕРЕМЕНЫ ДЛЯ ДВУХ КОМПЛЕКТОВ21000, КОМПЛЕКТ ДЛЯ АВТОМАТИЧЕСКОЙ ПЕРЕМЕНЫ ДЛЯ ЧЕТЫРЕХ КОМПЛЕКТОВ С OPSO13493, Комплект для автоматической замены из двух частей11725, Гаечный ключ из кованой стали POL — черный11724, Гаечный ключ из прессованной стали из поливинилхлорида — оцинкованная23142, ЗАЖИМ 12 мм НА РЕГУЛЯТОРЕ БУТАНА С МАНОМЕТРОМ ДАВЛЕНИЯ 3714 мбар, PRO3714mbar С МАНОМЕТРОМ8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА 0,5-4 БАР С НАПРАВЛЯЮЩЕЙ 8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА ВЫСОКОГО ДАВЛЕНИЯ 1БАР (ФИКСИРОВАННЫЙ)8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 50 мбар SMALL8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 37 мбар SMALL8802, 37 мбар ЗАЖИМ НА ПРОПАНЕРЕ REG15163, 37 мбар 8888, КЛАПАН ПОЕЗДНОГО ЦИЛИНДРА 8809, Camping Gas Regulator LP8807, регулятор бутана (4,5 -километровый калорный бутылка) 8805, 21 мм зажима на бутановом регуляторе. 600’CP3622 Сварное одеяло 2m x 2m 600’cp3621 Сварное одеяло 2m x 1m 600’cfr-ext extension 0,6MP3630 Сварное одеяло 50m x 1m 600’cp3886fr Стальная рама 2,4 × 1,8 МП 3666FR. 2,4 x 1,8MP3666CG Зеленое сварки сварки Зеленого холста 1,8 x 1,8MP3646CG Зеленое холст. MP3886O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 2,4М X 1,8MP3466O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,8М X 1,8MP3446O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,2М X 1,8MP3590 EAR DEFENDERSP3266 BROW GUARDP3261 CLEAR VISORP3261-5 SHADE 5 VISORP3260-5 SHADE 5 VISORP3260-3 SHADE 3 VISORP3390 4.5 x 2″ FLIP UP WELDING GOGGLESP3310 SKI TYPE WELDING GOGGLESXR270 VELCRO SWEATBANDXR1017 CHARGERXR1016 BATTERYXR1014 FACE SEAL AND FIXINGSXR1013 HEAD GEAR FIXING KITXR1012 SWEAT BAND FOR HEAD GEARXR1011 HEAD GEAR INC ВОЗДУХОВОД XR1010 КРЫШКА ПЕРЕДНЕГО ШЛАНГА XR1009 ВОЗДУШНЫЙ ШЛАНГ И СОЕДИНИТЕЛИ0 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ В КОРОБКЕ НАБОР ПОДРЯДЧИКОВ BC18/90 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ НАБОР ДЛЯ ПОДРЯДЧИКОВ В КОРОБКЕ Набор для резки с заглушками – Заглушенный – Набор для подрядчиков 4 20MT764620-PR 6 мм 20 м 1/4″ установлен Шланг пропана 761020-OX 20 мм 10M 3/8″ установлен Кислородный шланг761005-OX 5 мм 10 м 3/8 дюйма Кислородный шланг 760620-OX 6 мм 20 м 1/4 дюйма Кислородный шланг 760610-OX 6 мм 10 м 1/4 дюйма Кислородный шланг 761620-OX 6 мм 20 м 3/8 дюйма Кислородный шланг 761605-OX 6 мм 3/8″ Fitted Oxygen Hose760805-OX 8mm 5m 3/8″ fitted Oxygen hoseHeating Nozzle 5 705105Heating Nozzle 4 705104Heating Nozzle 3 705103Heating Nozzle 2 705102SWAGED NOZZLE 25 704225SWAGED NOZZLE 18 704218SWAGED NOZZLE 13 704213SWAGED NOZZLE 10 704210SWAGED NOZZLE 7 704207Lightwieght Nozzle 13 704113Lightwieght Nozzle 10 704110Легкое сопло 7 704107Обжатое сопло 5 704205VVC РЕЖУЩЕЕ СОПЛО 5,5 703113VVC РЕЖУЩЕЕ СОПЛО 5 703112VVC РЕЖУЩЕЕ СОПЛО 4 703111VVC РЕЖУЩЕЕ СОПЛО 3Сопла резания VVC 2 703108Vv “3,2 мм 7023332PNME Режущаяся сопла 3/32” 2,4 мм 702324PNME Режущая сопла 5/64 “2,0 мм 702320PNME Режущий сопла 1/16” 1,6 мм 702316PNME режущий сопла 3/64 “1,2 мм 702312PNME RIDGER NOTRUCK 1/32” 0,8 мм 7 мм 702312PNME RINTRUCT 1/32 Сону 1/8 “3,2 мм 702132PNM Ружая сопла 3/32” 2,4 мм 702124PNM Ружая сопла 1/32 “0,8 мм 702108Pachi Режущий сопла 1/8” 3,2 мм 7123332APACHI Sutruct 3/32 “2.
600’CP3622 Сварное одеяло 2m x 2m 600’cp3621 Сварное одеяло 2m x 1m 600’cfr-ext extension 0,6MP3630 Сварное одеяло 50m x 1m 600’cp3886fr Стальная рама 2,4 × 1,8 МП 3666FR. 2,4 x 1,8MP3666CG Зеленое сварки сварки Зеленого холста 1,8 x 1,8MP3646CG Зеленое холст. MP3886O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 2,4М X 1,8MP3466O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,8М X 1,8MP3446O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,2М X 1,8MP3590 EAR DEFENDERSP3266 BROW GUARDP3261 CLEAR VISORP3261-5 SHADE 5 VISORP3260-5 SHADE 5 VISORP3260-3 SHADE 3 VISORP3390 4.5 x 2″ FLIP UP WELDING GOGGLESP3310 SKI TYPE WELDING GOGGLESXR270 VELCRO SWEATBANDXR1017 CHARGERXR1016 BATTERYXR1014 FACE SEAL AND FIXINGSXR1013 HEAD GEAR FIXING KITXR1012 SWEAT BAND FOR HEAD GEARXR1011 HEAD GEAR INC ВОЗДУХОВОД XR1010 КРЫШКА ПЕРЕДНЕГО ШЛАНГА XR1009 ВОЗДУШНЫЙ ШЛАНГ И СОЕДИНИТЕЛИ0 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ В КОРОБКЕ НАБОР ПОДРЯДЧИКОВ BC18/90 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ НАБОР ДЛЯ ПОДРЯДЧИКОВ В КОРОБКЕ Набор для резки с заглушками – Заглушенный – Набор для подрядчиков 4 20MT764620-PR 6 мм 20 м 1/4″ установлен Шланг пропана 761020-OX 20 мм 10M 3/8″ установлен Кислородный шланг761005-OX 5 мм 10 м 3/8 дюйма Кислородный шланг 760620-OX 6 мм 20 м 1/4 дюйма Кислородный шланг 760610-OX 6 мм 10 м 1/4 дюйма Кислородный шланг 761620-OX 6 мм 20 м 3/8 дюйма Кислородный шланг 761605-OX 6 мм 3/8″ Fitted Oxygen Hose760805-OX 8mm 5m 3/8″ fitted Oxygen hoseHeating Nozzle 5 705105Heating Nozzle 4 705104Heating Nozzle 3 705103Heating Nozzle 2 705102SWAGED NOZZLE 25 704225SWAGED NOZZLE 18 704218SWAGED NOZZLE 13 704213SWAGED NOZZLE 10 704210SWAGED NOZZLE 7 704207Lightwieght Nozzle 13 704113Lightwieght Nozzle 10 704110Легкое сопло 7 704107Обжатое сопло 5 704205VVC РЕЖУЩЕЕ СОПЛО 5,5 703113VVC РЕЖУЩЕЕ СОПЛО 5 703112VVC РЕЖУЩЕЕ СОПЛО 4 703111VVC РЕЖУЩЕЕ СОПЛО 3Сопла резания VVC 2 703108Vv “3,2 мм 7023332PNME Режущаяся сопла 3/32” 2,4 мм 702324PNME Режущая сопла 5/64 “2,0 мм 702320PNME Режущий сопла 1/16” 1,6 мм 702316PNME режущий сопла 3/64 “1,2 мм 702312PNME RIDGER NOTRUCK 1/32” 0,8 мм 7 мм 702312PNME RINTRUCT 1/32 Сону 1/8 “3,2 мм 702132PNM Ружая сопла 3/32” 2,4 мм 702124PNM Ружая сопла 1/32 “0,8 мм 702108Pachi Режущий сопла 1/8” 3,2 мм 7123332APACHI Sutruct 3/32 “2. 4mm 712324APACHI НЕТ 1/16″ 1.6MM 712316APACHI CUTTING NOZZLE 3/64″ 1.2MM 712312APACHI CUTTING NOZZLE 1/32″ 0.8MM 712308ASNM CUTTING NOZZLE SIZE 1 705301AFNM CUTTING NOZZLE 1/16″ 1.6MM 705203AFNM CUTTING NOZZLE 3/64″ 1.2MM 705202AFNM CUTTING NOZZLE 1/32″ 0,8 ММ 705201AGNM ИЗОГНУТОЕ РЕЖУЩЕЕ СОПЛО, РАЗМЕР 25 702225AGNM ИЗОГНУТО РЕЖУЩАЯ СОПЛА РАЗМЕР 19702219AGNM Размер сопла сопла с нагнутой насадкой 13 702213ANME Выреженный сопло 1/8 ″ /3,2 мм 701232ANME Выреженный сопла 3/32 ″ /2,4 мм 701224ANME Вырезом сопла 5/64 ″ /2.0mm 701220ANME Cut10 1/16 ″ /1,6 мм 701 216 -мм 701 2116. /64″/1,2 ММ 701212ANM РЕЖУЩАЯ СОПЛА 5/64″/2,0 ММ 701120ANM РЕЖУЩАЯ СОПЛА 1/32″/1,6 ММ 701116CSS1010 Плоские супертонкие отрезные диски, нержавеющая сталь 230 x 1,0 x 22 мм (9″)CSS1210 Плоские, сверхтонкие отрезные диски нержавеющая сталь 125 x 1,0 x 22 мм (5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 115 x 1,0 x 22 мм (4,5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 100 x 1,0 x 16 мм (4 дюйма)Parweld PRO3600-30ER Pro- Сварочная горелка Grip 360A, с кабелем 5 м и еврофитингамиParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с кабелем 4 м и еврофитингамиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 5 м и еврофитингамиParweld PRO2500-30ER Pro -Grip 250A Сварочная горелка, с кабелем 4 м и евро фитингомParweld PRO1500-40ER Pro-Grip 150A сварочная горелка, включая 5 м кабель и евро фитингPar сварка PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 4M и европейский фитингP3788 Сварочная куртка Parweld Panther (размер XXL)P3788 Сварочная куртка Parweld Panther (размер XL)P3788 Сварочная куртка Parweld Panther (размер M)P3829Алюминизированный щиток для рукP3810 Перчатка механикаP3840 Латексная перчатка с термозахватомP3824 Panther Pro GauntletXR938H/F Parweld True Color Light Reactive Welding & Grinding Helmet (дизайн пламени)ANME CUT NOZZLE 1/32″/0,8MM /32″/2.
4mm 712324APACHI НЕТ 1/16″ 1.6MM 712316APACHI CUTTING NOZZLE 3/64″ 1.2MM 712312APACHI CUTTING NOZZLE 1/32″ 0.8MM 712308ASNM CUTTING NOZZLE SIZE 1 705301AFNM CUTTING NOZZLE 1/16″ 1.6MM 705203AFNM CUTTING NOZZLE 3/64″ 1.2MM 705202AFNM CUTTING NOZZLE 1/32″ 0,8 ММ 705201AGNM ИЗОГНУТОЕ РЕЖУЩЕЕ СОПЛО, РАЗМЕР 25 702225AGNM ИЗОГНУТО РЕЖУЩАЯ СОПЛА РАЗМЕР 19702219AGNM Размер сопла сопла с нагнутой насадкой 13 702213ANME Выреженный сопло 1/8 ″ /3,2 мм 701232ANME Выреженный сопла 3/32 ″ /2,4 мм 701224ANME Вырезом сопла 5/64 ″ /2.0mm 701220ANME Cut10 1/16 ″ /1,6 мм 701 216 -мм 701 2116. /64″/1,2 ММ 701212ANM РЕЖУЩАЯ СОПЛА 5/64″/2,0 ММ 701120ANM РЕЖУЩАЯ СОПЛА 1/32″/1,6 ММ 701116CSS1010 Плоские супертонкие отрезные диски, нержавеющая сталь 230 x 1,0 x 22 мм (9″)CSS1210 Плоские, сверхтонкие отрезные диски нержавеющая сталь 125 x 1,0 x 22 мм (5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 115 x 1,0 x 22 мм (4,5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 100 x 1,0 x 16 мм (4 дюйма)Parweld PRO3600-30ER Pro- Сварочная горелка Grip 360A, с кабелем 5 м и еврофитингамиParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с кабелем 4 м и еврофитингамиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 5 м и еврофитингамиParweld PRO2500-30ER Pro -Grip 250A Сварочная горелка, с кабелем 4 м и евро фитингомParweld PRO1500-40ER Pro-Grip 150A сварочная горелка, включая 5 м кабель и евро фитингPar сварка PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 4M и европейский фитингP3788 Сварочная куртка Parweld Panther (размер XXL)P3788 Сварочная куртка Parweld Panther (размер XL)P3788 Сварочная куртка Parweld Panther (размер M)P3829Алюминизированный щиток для рукP3810 Перчатка механикаP3840 Латексная перчатка с термозахватомP3824 Panther Pro GauntletXR938H/F Parweld True Color Light Reactive Welding & Grinding Helmet (дизайн пламени)ANME CUT NOZZLE 1/32″/0,8MM /32″/2. 4MMANM РЕЖУЩАЯ ФОРСУНКА 3/64″/1.2MMANM РЕЖУЩАЯ ФОРСУНКА 1/8″/3.2MMРЕГУЛЯТОР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК CO2 БОКОВОЙ ВХОДРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК АРГОНАРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ ДАТЧИК 2 ДАТЧИК 2 КИСЛОРОДРЕГУЛЯТОР 2 ACETYLENEREGULATOR SINGLE STAGE GAUGE ARGONREGULATOR 25 BAR SINGLE STAGE PLUGGED PROPANEREGULATOR 300 BAR 0-10 SINGLE STAGE PLUGGED OXYGENREGULATOR 25 BAR SINGLE STAGE PLUGGED ACETYLENEPARWELD XTM 2001 MIG INVERTER 200AMP PACKAGE 1PARWELD TIG INVERTER XTT 200P RANGE P1 PACKAGEPARWELD XTS 163 MMA INVERTER RANGE P1 PACKAGEPARWELD XTS 403 MMA ЛИНЕЙКА ИНВЕРТОРОВ ПАКЕТ P1Parweld XTE201C Компактный автомобильный сварочный аппарат — пакет P1Parweld XTE 171 Компактный автомобильный сварочный аппарат Пакет 1GS1060 Par Сварной шлифовальный диск 100 мм * 6,0 мм (одиночные) XR938H/P Parweld True Color Легкая реактивная сварочная и шлифовальная каскаP3765 Parweld Panther Кожаные рукава сварщиков (одинарные)P3745 Parweld кожаные сварщики SpatsP3788 Parweld Panther сварочная куртка (размер L)P3725 Parweld Panther сварочный фартук C/W Пряжки и галстукиP3870 Parweld Nitrile Gripper Glove LiteP3860 Parweld PU Gripper GloveP3855 Parweld Panther Driver GloveP3854 Parweld Panther Mesh Back Driver GloveP3845 Parweld ISO cut C GloveP3839 Parweld Panther Pro TIG GloveP3838 Parweld Panther Fingertip TIG GloveP3835 Parweld Fingertip Sensitivity TIG GloveP3830 Parweld TIG Glove, GreyP3829Алюминизированные перчатки Parweld Теплозащитный экран (одинарные)P3828 Алюминизированные рукавицы Parweld PantherP3826 Двусторонние рукавицы/перчатки Parweld Panther (одинарные)P3825 Перчатки/перчатки Parweld PantherP3822 Перчатки/перчатки Parweld, Panther Pro Ex LengthP3820 Перчатки/перчатки Parweld для сваркиP3802 Перчатки Parweld Power Rigger (SE)P380 Parweld Double Palm Rigger GloveParweld XR937H Extra Large View Weld & Grind HelmetParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 4,0 мм * 350 мм, 5 кг PackParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 3,2 мм * 350 мм, 5 кг PACKParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, ARC 4.
4MMANM РЕЖУЩАЯ ФОРСУНКА 3/64″/1.2MMANM РЕЖУЩАЯ ФОРСУНКА 1/8″/3.2MMРЕГУЛЯТОР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК CO2 БОКОВОЙ ВХОДРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК АРГОНАРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ ДАТЧИК 2 ДАТЧИК 2 КИСЛОРОДРЕГУЛЯТОР 2 ACETYLENEREGULATOR SINGLE STAGE GAUGE ARGONREGULATOR 25 BAR SINGLE STAGE PLUGGED PROPANEREGULATOR 300 BAR 0-10 SINGLE STAGE PLUGGED OXYGENREGULATOR 25 BAR SINGLE STAGE PLUGGED ACETYLENEPARWELD XTM 2001 MIG INVERTER 200AMP PACKAGE 1PARWELD TIG INVERTER XTT 200P RANGE P1 PACKAGEPARWELD XTS 163 MMA INVERTER RANGE P1 PACKAGEPARWELD XTS 403 MMA ЛИНЕЙКА ИНВЕРТОРОВ ПАКЕТ P1Parweld XTE201C Компактный автомобильный сварочный аппарат — пакет P1Parweld XTE 171 Компактный автомобильный сварочный аппарат Пакет 1GS1060 Par Сварной шлифовальный диск 100 мм * 6,0 мм (одиночные) XR938H/P Parweld True Color Легкая реактивная сварочная и шлифовальная каскаP3765 Parweld Panther Кожаные рукава сварщиков (одинарные)P3745 Parweld кожаные сварщики SpatsP3788 Parweld Panther сварочная куртка (размер L)P3725 Parweld Panther сварочный фартук C/W Пряжки и галстукиP3870 Parweld Nitrile Gripper Glove LiteP3860 Parweld PU Gripper GloveP3855 Parweld Panther Driver GloveP3854 Parweld Panther Mesh Back Driver GloveP3845 Parweld ISO cut C GloveP3839 Parweld Panther Pro TIG GloveP3838 Parweld Panther Fingertip TIG GloveP3835 Parweld Fingertip Sensitivity TIG GloveP3830 Parweld TIG Glove, GreyP3829Алюминизированные перчатки Parweld Теплозащитный экран (одинарные)P3828 Алюминизированные рукавицы Parweld PantherP3826 Двусторонние рукавицы/перчатки Parweld Panther (одинарные)P3825 Перчатки/перчатки Parweld PantherP3822 Перчатки/перчатки Parweld, Panther Pro Ex LengthP3820 Перчатки/перчатки Parweld для сваркиP3802 Перчатки Parweld Power Rigger (SE)P380 Parweld Double Palm Rigger GloveParweld XR937H Extra Large View Weld & Grind HelmetParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 4,0 мм * 350 мм, 5 кг PackParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 3,2 мм * 350 мм, 5 кг PACKParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, ARC 4. 0 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 3,2 мм * 350 мм 2,5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 3,2 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2,5 мм * 350 мм 3,5 кг PackPar1d 2,56 кг Электроды для дуговой сварки малоуглеродистой стали MMA, 2,5 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали MMA, 2 мм * 300 мм 5 кг PackParweld PRO20-12S1BW PRO-Grip20 Горелка для сварки TIG с водяным охлаждением, 250 А, доступна с кабелем 12 или 25 футов Инверторный сварочный аппарат TIG 400 ВParweld XTT 353P-P1 350A AC/DC 400V Импульсный инверторный сварочный аппарат TIGParweld XTT 202P-P1 AC/DC 200A 230V Комплект инверторного сварочного аппарата TIGParweld XTT 200DC-P1 200A, 230V Комплект инверторного сварочного аппарата TIGParweld XTT 200DC-P1 200A, 230V Комплект инверторного сварочного аппарата TIG, 2DV230VP1 Комплект инверторного сварочного аппарата TIGParweld PR17-25S1BG Сварочная горелка TIG Pro-Grip Max 150A, доступна с кабелями длиной 4 м или 8 мParweld PRO9-12S1BG Сварочная горелка TIG Pro-Grip Max 125A, с кабелем 4 или 8 мParweld PRO5000-30ER Сварочная горелка Pro-Grip 501 Вт с водяным охлаждением, с кабелем длиной 3 м, 4 м и 5 мParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с Кабель 3M и европейские фитингиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 3M и еврофитингомParweld PRO1500-30ER Pro-Grip 150A сварочная горелка, включая кабель 3M и европейские фитингиParweld XTS 203 MMA инвертор 200А, 400В с опцией Scratch Start TIG TorchParweld XTS 203 MMA Inverter 200AMP 400VParweld XTS 202 MMA Inverter 200AMP 240V with Optional Scratch Start TIG TorchParweld XTS 202 MMA Inverter 200AMP 240VParweld XTS 142 MMA Inverter 140AMP 240V with Optional Scratch Start TIG TorchParweld XTS 142 MMA Inverter 140AMP 240VParweld XTP103 Inverter Plasma Cutter 100 AMP 400V Package 1Parweld XTP63 Инверторный плазменный резак, комплект 400 В 1Parweld XTP40 Инверторный плазменный резак, 100/240 В, комплект 1 Тип 5, кислородно-ацетиленовая резка и сварочный комплект Легкий комплект для кислородно-ацетиленовой резки и сварки, включая футлярЛегкий комплект для кислородно-ацетиленовой сварки и пайки, включая футляр18/90 Набор для резки кислородом / ацетиленом – 2 манометра, включая набор для подрядчиков ACO Комплект для резки кислородом / пропаном подключен, набор для подрядчиков XTM 503I Synergic MIG Inverter — 500 AMP — 400V — Package 1Parweld XTM 254I Synergic MIG Inverter — 250 AMP — 400V — Package 1Parweld XTM 252I Synergic MIG Inverter — 250AMP — Package 1Parweld XTM 403S MIG Transformer Machine — 350 AMP MIG1C Machine XTM1C – 300AMP – Package 1Parweld XTM 301S MIG Transformer Machine 300 AMP – Package 1Parweld XTM 182I MIG Inverter, 180 AMP – Package 1Parweld XTM 160I MIG Inverter, 160 AMP – Package 1Parweld XTM 252I 250 AMP Synergic MIG InverterELCK3 ARCAIR STYLE K3 600A STRAIGHT GOUGING TORCHESEV010215101 SAMSON 150A ЕС ЭЛЕКТРОД / ДЕРЖАТЕЛЬ СТЕРЖНЯREW1625PW ВИЛКА ТИПА DIN 16-25MMEW200C ЗАЖИМ ЗАЗЕМЛЕНИЯ КРОКОДИЛ 200 AMPTX50025010 СТОЙКА ДЛЯ СВАРКИ / ДУГОВАЯ СВАРКА ДЛЯ ЧУГУНА.
0 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 3,2 мм * 350 мм 2,5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 3,2 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2,5 мм * 350 мм 3,5 кг PackPar1d 2,56 кг Электроды для дуговой сварки малоуглеродистой стали MMA, 2,5 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали MMA, 2 мм * 300 мм 5 кг PackParweld PRO20-12S1BW PRO-Grip20 Горелка для сварки TIG с водяным охлаждением, 250 А, доступна с кабелем 12 или 25 футов Инверторный сварочный аппарат TIG 400 ВParweld XTT 353P-P1 350A AC/DC 400V Импульсный инверторный сварочный аппарат TIGParweld XTT 202P-P1 AC/DC 200A 230V Комплект инверторного сварочного аппарата TIGParweld XTT 200DC-P1 200A, 230V Комплект инверторного сварочного аппарата TIGParweld XTT 200DC-P1 200A, 230V Комплект инверторного сварочного аппарата TIG, 2DV230VP1 Комплект инверторного сварочного аппарата TIGParweld PR17-25S1BG Сварочная горелка TIG Pro-Grip Max 150A, доступна с кабелями длиной 4 м или 8 мParweld PRO9-12S1BG Сварочная горелка TIG Pro-Grip Max 125A, с кабелем 4 или 8 мParweld PRO5000-30ER Сварочная горелка Pro-Grip 501 Вт с водяным охлаждением, с кабелем длиной 3 м, 4 м и 5 мParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с Кабель 3M и европейские фитингиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 3M и еврофитингомParweld PRO1500-30ER Pro-Grip 150A сварочная горелка, включая кабель 3M и европейские фитингиParweld XTS 203 MMA инвертор 200А, 400В с опцией Scratch Start TIG TorchParweld XTS 203 MMA Inverter 200AMP 400VParweld XTS 202 MMA Inverter 200AMP 240V with Optional Scratch Start TIG TorchParweld XTS 202 MMA Inverter 200AMP 240VParweld XTS 142 MMA Inverter 140AMP 240V with Optional Scratch Start TIG TorchParweld XTS 142 MMA Inverter 140AMP 240VParweld XTP103 Inverter Plasma Cutter 100 AMP 400V Package 1Parweld XTP63 Инверторный плазменный резак, комплект 400 В 1Parweld XTP40 Инверторный плазменный резак, 100/240 В, комплект 1 Тип 5, кислородно-ацетиленовая резка и сварочный комплект Легкий комплект для кислородно-ацетиленовой резки и сварки, включая футлярЛегкий комплект для кислородно-ацетиленовой сварки и пайки, включая футляр18/90 Набор для резки кислородом / ацетиленом – 2 манометра, включая набор для подрядчиков ACO Комплект для резки кислородом / пропаном подключен, набор для подрядчиков XTM 503I Synergic MIG Inverter — 500 AMP — 400V — Package 1Parweld XTM 254I Synergic MIG Inverter — 250 AMP — 400V — Package 1Parweld XTM 252I Synergic MIG Inverter — 250AMP — Package 1Parweld XTM 403S MIG Transformer Machine — 350 AMP MIG1C Machine XTM1C – 300AMP – Package 1Parweld XTM 301S MIG Transformer Machine 300 AMP – Package 1Parweld XTM 182I MIG Inverter, 180 AMP – Package 1Parweld XTM 160I MIG Inverter, 160 AMP – Package 1Parweld XTM 252I 250 AMP Synergic MIG InverterELCK3 ARCAIR STYLE K3 600A STRAIGHT GOUGING TORCHESEV010215101 SAMSON 150A ЕС ЭЛЕКТРОД / ДЕРЖАТЕЛЬ СТЕРЖНЯREW1625PW ВИЛКА ТИПА DIN 16-25MMEW200C ЗАЖИМ ЗАЗЕМЛЕНИЯ КРОКОДИЛ 200 AMPTX50025010 СТОЙКА ДЛЯ СВАРКИ / ДУГОВАЯ СВАРКА ДЛЯ ЧУГУНА. NI99 CI 2,5 ММ 1.0KGRC3082540 ПРОВОД ДЛЯ ДУГОВОЙ СВАРКИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ – SIFCHROME 308L 2,5 ММ 4KGRWN41V33 ЗАПАСНЫЕ ЧАСТИ ГОРЕЛКИ TIG – КОРОТКАЯ ЗАДНЯЯ КРЫШКА (9 20) (41V33)RWN45V42 ГОРЕЛКА TIG (ЗАПАСНЫЕ ЧАСТИ ГОРЕЛКИ GOLPMM5 GOD) – 1.0 (45V42)RWN13N26 ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG – 0,040 Цанга (5 шт.) (13N21)RWN13N21 ЗАПАСНАЯ Цанга для горелки TIG 0,040 (5 шт.) (13N21)RWN13N08 WCF – КЕРАМИКА – 1/4 АЛЮМИНИЕВАЯ СОПЛА (PK10) (13N08)HP Сварка – 1,6 мм Superstrike вольфрам продан каждый HP16616 Золотой кончик – 1,6 мм 1,5% вольфрамовый вольф WELDING – 1.0MM 2% CERIA TUNGSTEN .040 EAHP16216 WHITE TIP TIG TUNGSTON – 1.6MM ZIRCON Tungsten 1/16 SOLD EACHHP16110 – RED TOP TORED Tungsten – 1.0MM 2% THOR TUNGSTEN .040 EARO961250 TIG BRONZE BRAZING – SIFSILCOPPER NO 968 1.2MM 5.0KGRO211650 STAINLESS STEEL TIG RODS – SIFSTEEL 316L 1.6MM 5.0KG STAINLESSRO151625 ALUMINIUM TIG RODS – SIFALUMIN NO 15 4043A 1.6MM 2.5KGRA151225 SIF MILD STEEL TIG RODS – SIFSTEEL A15 1.2MM 2.5KG STEELSW120573 PLASMA Резак -запасная часть – электрод Hafniumsw020382 Запасная часть плазмы – электрод Hyp Max 20SWPC801ZR Резка запасные части плазмы – электрод Zirconiumswpc306 Electrode Zr x 14,5 мм для Binzel PSB30 PACK30303030303032030303030303030H -плазменное пластическое пластическое пластическое плаз.
NI99 CI 2,5 ММ 1.0KGRC3082540 ПРОВОД ДЛЯ ДУГОВОЙ СВАРКИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ – SIFCHROME 308L 2,5 ММ 4KGRWN41V33 ЗАПАСНЫЕ ЧАСТИ ГОРЕЛКИ TIG – КОРОТКАЯ ЗАДНЯЯ КРЫШКА (9 20) (41V33)RWN45V42 ГОРЕЛКА TIG (ЗАПАСНЫЕ ЧАСТИ ГОРЕЛКИ GOLPMM5 GOD) – 1.0 (45V42)RWN13N26 ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG – 0,040 Цанга (5 шт.) (13N21)RWN13N21 ЗАПАСНАЯ Цанга для горелки TIG 0,040 (5 шт.) (13N21)RWN13N08 WCF – КЕРАМИКА – 1/4 АЛЮМИНИЕВАЯ СОПЛА (PK10) (13N08)HP Сварка – 1,6 мм Superstrike вольфрам продан каждый HP16616 Золотой кончик – 1,6 мм 1,5% вольфрамовый вольф WELDING – 1.0MM 2% CERIA TUNGSTEN .040 EAHP16216 WHITE TIP TIG TUNGSTON – 1.6MM ZIRCON Tungsten 1/16 SOLD EACHHP16110 – RED TOP TORED Tungsten – 1.0MM 2% THOR TUNGSTEN .040 EARO961250 TIG BRONZE BRAZING – SIFSILCOPPER NO 968 1.2MM 5.0KGRO211650 STAINLESS STEEL TIG RODS – SIFSTEEL 316L 1.6MM 5.0KG STAINLESSRO151625 ALUMINIUM TIG RODS – SIFALUMIN NO 15 4043A 1.6MM 2.5KGRA151225 SIF MILD STEEL TIG RODS – SIFSTEEL A15 1.2MM 2.5KG STEELSW120573 PLASMA Резак -запасная часть – электрод Hafniumsw020382 Запасная часть плазмы – электрод Hyp Max 20SWPC801ZR Резка запасные части плазмы – электрод Zirconiumswpc306 Electrode Zr x 14,5 мм для Binzel PSB30 PACK30303030303032030303030303030H -плазменное пластическое пластическое пластическое плаз. MMQh280301W КОНИЧЕСКАЯ ФОРСУНКА ДЛЯ МИГ 180AQh280306W КОНТАКТНАЯ НАСАДКА ДЛЯ МИГ 0,6 ММ 180A M6 – УПАКОВКА ИЗ 10 TWN802048 ОДНОРАЗОВЫЙ ГАЗОВЫЙ БАЛЛОН С АРГОНОМ/СО2 390 Gramih55sd100 Песочный диск (AL -OX) 115×16 мм 100 GRITSC60100GKW LACK DISC 100×22 мм 60 ГРИТ – CERIM40DCGM DPC GRINDING DISC (100×6,4×16 мм) HELIUM BALLOON INFULATOR – PremiumHelium Balloon Inflator – STANDERVZFC08045) Гелийский баллон. Ferous MIG Wire 0.8mm 3.75kgWO270865 SifMIG 5356 Non-Ferous MIG Wire 6.5kgWO150865 SifMIG 4043 Non-Ferous 0.8mm 6.5kg MIG WireDZ10001 Oxygen and Acetylene Gas Cylinder TrollyDZ10004 Portable Gas Cylinder Trolly SmallPC600630T Welding Table Kit 600mm * 630mmP3410 NYLON BLACK FRAME SPECTACLES – CLEARP3420 Clear Safety Spectsesf287000 Kromer Swarding Safety Safety Safety Размер 6 7/8 “EHW4420010 Замена 4 1/4” x 2 “Увеличительные линзы сварки сварки – 1,0 Диоптерные маги11060SP Замена зеркального стекла. * 2” ДЛЯ СВАРОЧНОГО ШЛЕМА TEHW1109010 Золотая замена объектива 110 мм x 90 мм глэйн с золотым покрытием SH20 для сварки Helmetehw442010G Стеклянное стекло 4 1/4 x 2 10ew 8ew Lens CE для сварки HelmeteHW442006G Замена стекла 4 1/4 x 2 6ew Lens CE для сварки HelmeteHW442005G Замена стекла 4 1/4 x 2 5ew РЕГУЛЯТОР ЗАЩИТНОГО ГАЗА ДЛЯ СВАРКИ MIG И TIGПищевой углекислый газ CO2, 34 кг Отвод жидкости для глазирования стеклаПищевой углекислый газ CO2, 15 кг Отвод жидкости для глазирования стеклаПищевой углекислый газ CO2 Заправка 6,35 кг Отвод жидкости для глазирования стеклаКонтрактная заправка Tecatlantis 1 л CO2 ЦилиндрWA1912250 SIFMIG ZERO SG3 1.
MMQh280301W КОНИЧЕСКАЯ ФОРСУНКА ДЛЯ МИГ 180AQh280306W КОНТАКТНАЯ НАСАДКА ДЛЯ МИГ 0,6 ММ 180A M6 – УПАКОВКА ИЗ 10 TWN802048 ОДНОРАЗОВЫЙ ГАЗОВЫЙ БАЛЛОН С АРГОНОМ/СО2 390 Gramih55sd100 Песочный диск (AL -OX) 115×16 мм 100 GRITSC60100GKW LACK DISC 100×22 мм 60 ГРИТ – CERIM40DCGM DPC GRINDING DISC (100×6,4×16 мм) HELIUM BALLOON INFULATOR – PremiumHelium Balloon Inflator – STANDERVZFC08045) Гелийский баллон. Ferous MIG Wire 0.8mm 3.75kgWO270865 SifMIG 5356 Non-Ferous MIG Wire 6.5kgWO150865 SifMIG 4043 Non-Ferous 0.8mm 6.5kg MIG WireDZ10001 Oxygen and Acetylene Gas Cylinder TrollyDZ10004 Portable Gas Cylinder Trolly SmallPC600630T Welding Table Kit 600mm * 630mmP3410 NYLON BLACK FRAME SPECTACLES – CLEARP3420 Clear Safety Spectsesf287000 Kromer Swarding Safety Safety Safety Размер 6 7/8 “EHW4420010 Замена 4 1/4” x 2 “Увеличительные линзы сварки сварки – 1,0 Диоптерные маги11060SP Замена зеркального стекла. * 2” ДЛЯ СВАРОЧНОГО ШЛЕМА TEHW1109010 Золотая замена объектива 110 мм x 90 мм глэйн с золотым покрытием SH20 для сварки Helmetehw442010G Стеклянное стекло 4 1/4 x 2 10ew 8ew Lens CE для сварки HelmeteHW442006G Замена стекла 4 1/4 x 2 6ew Lens CE для сварки HelmeteHW442005G Замена стекла 4 1/4 x 2 5ew РЕГУЛЯТОР ЗАЩИТНОГО ГАЗА ДЛЯ СВАРКИ MIG И TIGПищевой углекислый газ CO2, 34 кг Отвод жидкости для глазирования стеклаПищевой углекислый газ CO2, 15 кг Отвод жидкости для глазирования стеклаПищевой углекислый газ CO2 Заправка 6,35 кг Отвод жидкости для глазирования стеклаКонтрактная заправка Tecatlantis 1 л CO2 ЦилиндрWA1912250 SIFMIG ZERO SG3 1. 2MM 250KG COPPER FREEWA1910250 SIFMIG ZERO SG3 1.0MM 250KG COPPER FREEWA191218 SIFMIG ZERO SG3 1.2MM 18KG COPPER FREEWA191018 SIFMIG ZERO SG3 1.0MM 18KG COPPER FREEWA190815 SIFMIG ZERO SG3 0.8MM 15KG COPPER FREEVZ181215LSG3 1.2MM SG3 MIG WIRE (15KG) REELVZ181015LSG3 1.0MM SG3 MIG WIRE (15KG) REELVZ180815LSG3 0.8MM SG3 MIG WIRE (15KG) REELVZ181215LW SG2 1.2MM LAYER A18 WIRE 15KG REELVZ181015LW SG2 1.0MM LAYER A18 WIRE 15KG REELVZ1808050L SG2 1.0MM LAYER A18 WIRE 5KG REELVZ180815LW SG2 0.8MM LAYER A18 WIRE 15KG REELVZ180850L SG2 0.8MM A18 MIG WIRE (5KG) REELVZ180807L SG2 0.8MM A18 MIG WIRE (0.7KG) REELVZ180615LW SG2 0.6MM LAYER A18 WIRE 15KG REELVZ180650L SG2 0.6MM A18 MIG WIRE (5KG) REELVZ160607L SG2 0.6MM A18 MIG WIRE (0.7KG) REELFXTIPDIP50 Sif Tip Dip Anti Splatter Paste 500 гEG1001w Спрей для защиты от брызг на водной основе 400 млAU300 Расходомер 0-40 литров в минутуAEARGBN Адаптер аргона к CO2AECO2BN Адаптер CO2 к аргонуНа месте кислород/пропановый режущий набор – штекер ged – Contractors Set 2OP1000w Weldability Sif Toolbox Case OnlyFO010022 Sifbronze Relay Flux 225gDZ205001 Tri Flint Spark LightDA4003838RH Муфта шланга от 3/8″ до 3/8″ правая/высотаDA4003838LH Муфта шланга от 3/8″ до 3/8″ LHDA4003814RH 1/4″ /8 “RH Шлаковая соединение 400141414 1/4” RH равна шланг -шланге 4001414LH 1/4 “LH равные шланг -шланги.
2MM 250KG COPPER FREEWA1910250 SIFMIG ZERO SG3 1.0MM 250KG COPPER FREEWA191218 SIFMIG ZERO SG3 1.2MM 18KG COPPER FREEWA191018 SIFMIG ZERO SG3 1.0MM 18KG COPPER FREEWA190815 SIFMIG ZERO SG3 0.8MM 15KG COPPER FREEVZ181215LSG3 1.2MM SG3 MIG WIRE (15KG) REELVZ181015LSG3 1.0MM SG3 MIG WIRE (15KG) REELVZ180815LSG3 0.8MM SG3 MIG WIRE (15KG) REELVZ181215LW SG2 1.2MM LAYER A18 WIRE 15KG REELVZ181015LW SG2 1.0MM LAYER A18 WIRE 15KG REELVZ1808050L SG2 1.0MM LAYER A18 WIRE 5KG REELVZ180815LW SG2 0.8MM LAYER A18 WIRE 15KG REELVZ180850L SG2 0.8MM A18 MIG WIRE (5KG) REELVZ180807L SG2 0.8MM A18 MIG WIRE (0.7KG) REELVZ180615LW SG2 0.6MM LAYER A18 WIRE 15KG REELVZ180650L SG2 0.6MM A18 MIG WIRE (5KG) REELVZ160607L SG2 0.6MM A18 MIG WIRE (0.7KG) REELFXTIPDIP50 Sif Tip Dip Anti Splatter Paste 500 гEG1001w Спрей для защиты от брызг на водной основе 400 млAU300 Расходомер 0-40 литров в минутуAEARGBN Адаптер аргона к CO2AECO2BN Адаптер CO2 к аргонуНа месте кислород/пропановый режущий набор – штекер ged – Contractors Set 2OP1000w Weldability Sif Toolbox Case OnlyFO010022 Sifbronze Relay Flux 225gDZ205001 Tri Flint Spark LightDA4003838RH Муфта шланга от 3/8″ до 3/8″ правая/высотаDA4003838LH Муфта шланга от 3/8″ до 3/8″ LHDA4003814RH 1/4″ /8 “RH Шлаковая соединение 400141414 1/4” RH равна шланг -шланге 4001414LH 1/4 “LH равные шланг -шланги.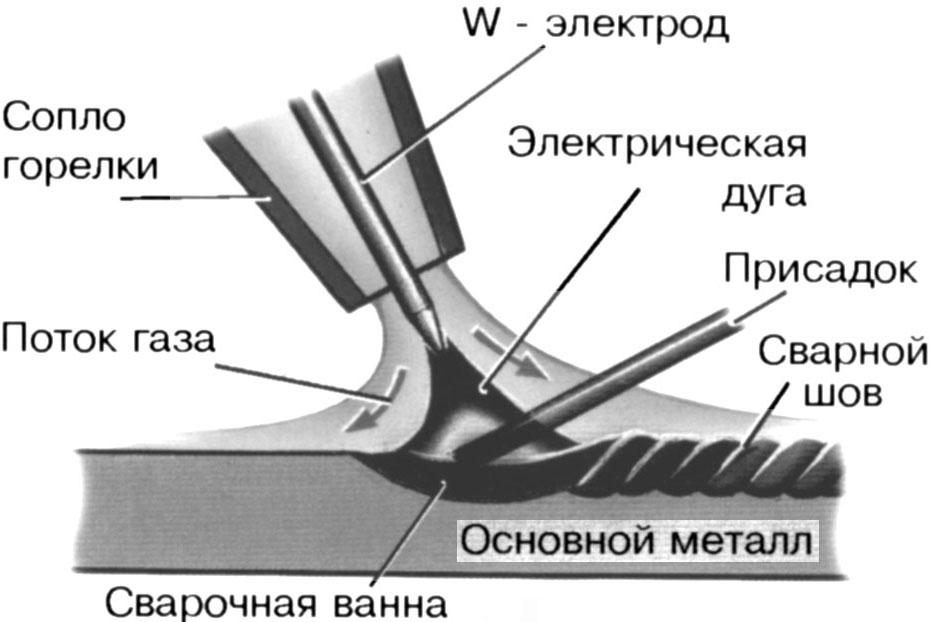 MM 702116PNM CUTTING NOZZLE 3/64″ 1.2MM 702112Lightwieght Nozzle 5 704105lightwieght Nozzle 3 704103lightwieght Nozzle 2 704102CCANM04W Weldability ANM Type 5/64 Nozzle 100mmCCANM03W Weldability ANM Type 1/16 Nozzle 75mmBW8001038BFT 8mm 10m 3/8″ fitted Acetylene hoseBW8001038PFT 8mm 10m 3/8 ” Установленный шланг для пропана760810-OX 8мм 10м 3/8″ Кислородный шлангBW600538PFT 6мм 5м 3/8″ Установленный шланг для пропанаBW600514RFT 6мм 5м 1/4″ Установленный ацетиленовый шланг764605-PR 6мм 5м 1/4″ Установленный пропановый шланг760605-OX 6мм 5м 1/4″ 4-дюймовый фит ed Кислородный шланг761610-OX 6 мм 10 м 3/8″ Кислородный шланг в сборе764610-PR 6 мм 10 м 1/4″ в сборе Пропановый шланг BW6002038BFT 6 мм 10 м 3/8″ Ацетиленовый шланг в сбореBW10002038RF 10 мм 20 м 3/8″ 2 0410-8/3/8 мм Ацетиленовый шланг в сборе7 “Оставленный пропановый шланг760820-OX 8 мм 20 мл 3/8” Околочный кислород HoseBW10001038RF 10 мм 10 мм 3/8 “Околочный ацетилен-штангибел10001038PF 10 мм 3/8” Установленная пропана Hose761010-OX 10 мм 3/8 “.
MM 702116PNM CUTTING NOZZLE 3/64″ 1.2MM 702112Lightwieght Nozzle 5 704105lightwieght Nozzle 3 704103lightwieght Nozzle 2 704102CCANM04W Weldability ANM Type 5/64 Nozzle 100mmCCANM03W Weldability ANM Type 1/16 Nozzle 75mmBW8001038BFT 8mm 10m 3/8″ fitted Acetylene hoseBW8001038PFT 8mm 10m 3/8 ” Установленный шланг для пропана760810-OX 8мм 10м 3/8″ Кислородный шлангBW600538PFT 6мм 5м 3/8″ Установленный шланг для пропанаBW600514RFT 6мм 5м 1/4″ Установленный ацетиленовый шланг764605-PR 6мм 5м 1/4″ Установленный пропановый шланг760605-OX 6мм 5м 1/4″ 4-дюймовый фит ed Кислородный шланг761610-OX 6 мм 10 м 3/8″ Кислородный шланг в сборе764610-PR 6 мм 10 м 1/4″ в сборе Пропановый шланг BW6002038BFT 6 мм 10 м 3/8″ Ацетиленовый шланг в сбореBW10002038RF 10 мм 20 м 3/8″ 2 0410-8/3/8 мм Ацетиленовый шланг в сборе7 “Оставленный пропановый шланг760820-OX 8 мм 20 мл 3/8” Околочный кислород HoseBW10001038RF 10 мм 10 мм 3/8 “Околочный ацетилен-штангибел10001038PF 10 мм 3/8” Установленная пропана Hose761010-OX 10 мм 3/8 “. LPG Heating Torch 45mm with leverBB6002 LW Cutting AttachmentBB6003 LW MixerBB6001 LW ShankBB5003 HD MixerBB5002 HD Cutting AttachmentBB5001 HD Welders ShankAU2001 RESETTABLE COLLAR, OXYGEN FLASH BACK ARRESTORAU2001 RESETTABLE COLLAR, FUEL GAS FLASH BACK ARRESTORAU11107 DGN BARREL, FUEL GAS, FLASH BACK ARRESTORAU111002 DGN BARREL, OXYGEN FLASH BACK ARRESTORAE3004LX ПЕРВАЯ СТУПЕНИ, ДВУХКАЧЕСТВЕННЫЕ КИСЛОРОДНЫЕ РЕГУЛЯТОРЫAE2004LX ПЕРВАЯ СТУПЕНИ, ОДИНАРНЫЕ КАМЕРЫ, СЕРИЯ LX ПРОПАН/ПРОПИЛЕН GUAGEОдноразовые гелиевые баллоны с 50 баллонами и лентой под собственной маркойСобственные Фирменные одноразовые газовые баллоны с гелием без 50 воздушных шаров и лентыОптовая продажа, цилиндр Fill’N’Away + 30 воздушных шаров и ленты.Fill’N’Away Одноразовый баллон с гелием с 30 воздушными шарами и лентойОптовая продажа, цилиндр Fill’N’Away + 50 воздушных шаров и лента.Fill Одноразовые гелиевые баллоны ‘N’Away для заполнения 50 9″ BalloonsFill’N’Away Одноразовый гелиевый баллон для наполнения 30 9-дюймовых воздушных шаровАзот 9,4 л 137 бар – для гоночных командАзот 2 л 200 бар – для гоночных командАзот 20 л 200 бар – для гоночных командПищевой азот 9,4 л 137 бар – для хранения и раздачи винаПищевой азот 2 л 200 бар – для хранения и розлива винаПищевой азот 20 л 200 бар – для хранения и розлива вина Бескислородный азот 20 л 200 бар – для кондиционирования воздуха и продувки трубопроводовБескислородный азот 2 л 200 бар – для кондиционирования воздуха и продувки трубопроводовБескислородный азот 50 л 200 бар – для кондиционирования воздуха и трубопроводов Очистка бескислородным азотом 9L 137 бар — только заправка — для кондиционирования воздуха и продувки трубопроводов.
LPG Heating Torch 45mm with leverBB6002 LW Cutting AttachmentBB6003 LW MixerBB6001 LW ShankBB5003 HD MixerBB5002 HD Cutting AttachmentBB5001 HD Welders ShankAU2001 RESETTABLE COLLAR, OXYGEN FLASH BACK ARRESTORAU2001 RESETTABLE COLLAR, FUEL GAS FLASH BACK ARRESTORAU11107 DGN BARREL, FUEL GAS, FLASH BACK ARRESTORAU111002 DGN BARREL, OXYGEN FLASH BACK ARRESTORAE3004LX ПЕРВАЯ СТУПЕНИ, ДВУХКАЧЕСТВЕННЫЕ КИСЛОРОДНЫЕ РЕГУЛЯТОРЫAE2004LX ПЕРВАЯ СТУПЕНИ, ОДИНАРНЫЕ КАМЕРЫ, СЕРИЯ LX ПРОПАН/ПРОПИЛЕН GUAGEОдноразовые гелиевые баллоны с 50 баллонами и лентой под собственной маркойСобственные Фирменные одноразовые газовые баллоны с гелием без 50 воздушных шаров и лентыОптовая продажа, цилиндр Fill’N’Away + 30 воздушных шаров и ленты.Fill’N’Away Одноразовый баллон с гелием с 30 воздушными шарами и лентойОптовая продажа, цилиндр Fill’N’Away + 50 воздушных шаров и лента.Fill Одноразовые гелиевые баллоны ‘N’Away для заполнения 50 9″ BalloonsFill’N’Away Одноразовый гелиевый баллон для наполнения 30 9-дюймовых воздушных шаровАзот 9,4 л 137 бар – для гоночных командАзот 2 л 200 бар – для гоночных командАзот 20 л 200 бар – для гоночных командПищевой азот 9,4 л 137 бар – для хранения и раздачи винаПищевой азот 2 л 200 бар – для хранения и розлива винаПищевой азот 20 л 200 бар – для хранения и розлива вина Бескислородный азот 20 л 200 бар – для кондиционирования воздуха и продувки трубопроводовБескислородный азот 2 л 200 бар – для кондиционирования воздуха и продувки трубопроводовБескислородный азот 50 л 200 бар – для кондиционирования воздуха и трубопроводов Очистка бескислородным азотом 9L 137 бар — только заправка — для кондиционирования воздуха и продувки трубопроводов. Принадлежит заказчику, наполнение огнетушителя CO2, цена за килограмм. Для выращивания водных растенийПищевой, без арендной платы, 34 кг CO2-газ для гидропоники и выращивания водных растенийПищевой класс, без арендной платы, 3,15 кг CO2-газ для гидропоники и для выращивания водных растенийПищевой класс, без арендной платы, 15 кг CO2-газ для гидропоники и для выращивания водных растенийCO2 Gas Refill 6,35 кг для наполнения пейнтбольного баллона, с погружной трубкой, сменный баллон с углекислым газом 34 кг, идеально подходит для заправки большого количества пейнтбольных баллонов, с погружной трубкой, сменный баллон с углекислым газом, 6,35 кг, отвод жидкости для пейнтбола, с погружной трубкой, сменный баллон с углекислым газом, 15 кг, идеально подходит для дома или бизнеса использование шаров для рисования, с погружной трубкойCalor Gas 5KG Patio GasCalor Gas 13kg Patio Gas BottleCalor Gas Butane Bottle 7KG – нет в наличииCalor Gas Butane Bottle 4.5KG – Нет в наличииCalor Баллон с бутановым газом 15 кг – Доступен в ограниченном количестве – Пожалуйста, позвоните перед заказом Баллон с пропановым газом Calor 6 кг – нет в наличии Баллон с газовым пропаном 6 кг Калорийный газовый баллон с пропаном 6 кг Легкий вес Баллон с газовым пропаном 47 кг Калорийный газовый пропан 3.
Принадлежит заказчику, наполнение огнетушителя CO2, цена за килограмм. Для выращивания водных растенийПищевой, без арендной платы, 34 кг CO2-газ для гидропоники и выращивания водных растенийПищевой класс, без арендной платы, 3,15 кг CO2-газ для гидропоники и для выращивания водных растенийПищевой класс, без арендной платы, 15 кг CO2-газ для гидропоники и для выращивания водных растенийCO2 Gas Refill 6,35 кг для наполнения пейнтбольного баллона, с погружной трубкой, сменный баллон с углекислым газом 34 кг, идеально подходит для заправки большого количества пейнтбольных баллонов, с погружной трубкой, сменный баллон с углекислым газом, 6,35 кг, отвод жидкости для пейнтбола, с погружной трубкой, сменный баллон с углекислым газом, 15 кг, идеально подходит для дома или бизнеса использование шаров для рисования, с погружной трубкойCalor Gas 5KG Patio GasCalor Gas 13kg Patio Gas BottleCalor Gas Butane Bottle 7KG – нет в наличииCalor Gas Butane Bottle 4.5KG – Нет в наличииCalor Баллон с бутановым газом 15 кг – Доступен в ограниченном количестве – Пожалуйста, позвоните перед заказом Баллон с пропановым газом Calor 6 кг – нет в наличии Баллон с газовым пропаном 6 кг Калорийный газовый баллон с пропаном 6 кг Легкий вес Баллон с газовым пропаном 47 кг Калорийный газовый пропан 3. 9Бутылка в килограммах – Нет на складе Калорийный газ Пропан 19 кг Калорийный газ 13 кг Баллон с пропановым газомCamping Gaz 907 Бутановый газовый баллон – НЕТ В НАЛИЧИИCamping Gaz 904 Бутановый баллон – НЕТ В НАЛИЧИИCamping Gaz 901 – Только заправка – нет в наличии Калорийный газ пропан 18 кг Автогаз для вилочного погрузчика Калорийный газ пропан 12 кг Автогаз для вилочных погрузчиков Многоразовый гелиевый баллон объемом 9,4 л, идеально подходит для цветочных магазинов, магазинов открыток и вечеринок, только для торговли Многоразовый гелиевый баллон объемом 9,4 л идеально подходит для вечеринок и юбилеев, включая аренду адаптера для наполнения Многоразовый гелиевый баллон объемом 50 л идеально подходит для цветочных магазинов, магазинов открыток и вечеринок – Trade Only2 л Многоразовый гелиевый баллон с газом, идеальные вечеринки и юбилеи20 л Многоразовый гелиевый баллон с газом, идеально подходит для цветочных магазинов, открыток и магазинов для вечеринок 200 бар для сварки TIG Без арендной платы, кислородный газовый баллон 2 л, 200 бар без арендной платы, без кислорода (OFN) Азот 2 л 200 бар без арендной платы, углекислый газ de Газ CO2 1,5 кг для сварки MIG без арендной платы, 5% смесь CO2 / аргона 2 л 200 бар для сварки MIG без арендной платы, чистый аргон 20 л 200 бар для сварки TIG без арендной платы, кислородный газ 20 л 200 бар для резки, сварки, пайки и пайки без арендной платы, без кислорода (OFN) ) Азот 20 л 200 бар без арендной платы, 20% CO2 в смеси аргона 20 л, 200 бар для сварки MIG Бесплатно 5% CO2 в смеси аргона 20 л для сварки MIG 20 л пропиленового топливного газа для сварки, пайки, нагрева и резки Бесплатно 34 кг газа CO2 для сварки MIG Без арендной платы, чистый Аргон 50 л 200 бар для сварки TIG и MIG Без арендной платы, газообразный кислород 50 л 200 бар Без арендной платы, без кислорода (OFN) Азот 50 л 200 бар Без арендной платы, 20% CO2 в аргоновой смеси Газовые баллоны 10 л, 200 бар без арендной платы, чистый аргон для сварки TIG 10 л, 200 бар без арендной платы, бескислородный (OFN) азот 9.
9Бутылка в килограммах – Нет на складе Калорийный газ Пропан 19 кг Калорийный газ 13 кг Баллон с пропановым газомCamping Gaz 907 Бутановый газовый баллон – НЕТ В НАЛИЧИИCamping Gaz 904 Бутановый баллон – НЕТ В НАЛИЧИИCamping Gaz 901 – Только заправка – нет в наличии Калорийный газ пропан 18 кг Автогаз для вилочного погрузчика Калорийный газ пропан 12 кг Автогаз для вилочных погрузчиков Многоразовый гелиевый баллон объемом 9,4 л, идеально подходит для цветочных магазинов, магазинов открыток и вечеринок, только для торговли Многоразовый гелиевый баллон объемом 9,4 л идеально подходит для вечеринок и юбилеев, включая аренду адаптера для наполнения Многоразовый гелиевый баллон объемом 50 л идеально подходит для цветочных магазинов, магазинов открыток и вечеринок – Trade Only2 л Многоразовый гелиевый баллон с газом, идеальные вечеринки и юбилеи20 л Многоразовый гелиевый баллон с газом, идеально подходит для цветочных магазинов, открыток и магазинов для вечеринок 200 бар для сварки TIG Без арендной платы, кислородный газовый баллон 2 л, 200 бар без арендной платы, без кислорода (OFN) Азот 2 л 200 бар без арендной платы, углекислый газ de Газ CO2 1,5 кг для сварки MIG без арендной платы, 5% смесь CO2 / аргона 2 л 200 бар для сварки MIG без арендной платы, чистый аргон 20 л 200 бар для сварки TIG без арендной платы, кислородный газ 20 л 200 бар для резки, сварки, пайки и пайки без арендной платы, без кислорода (OFN) ) Азот 20 л 200 бар без арендной платы, 20% CO2 в смеси аргона 20 л, 200 бар для сварки MIG Бесплатно 5% CO2 в смеси аргона 20 л для сварки MIG 20 л пропиленового топливного газа для сварки, пайки, нагрева и резки Бесплатно 34 кг газа CO2 для сварки MIG Без арендной платы, чистый Аргон 50 л 200 бар для сварки TIG и MIG Без арендной платы, газообразный кислород 50 л 200 бар Без арендной платы, без кислорода (OFN) Азот 50 л 200 бар Без арендной платы, 20% CO2 в аргоновой смеси Газовые баллоны 10 л, 200 бар без арендной платы, чистый аргон для сварки TIG 10 л, 200 бар без арендной платы, бескислородный (OFN) азот 9. 4 л 137 бар Без арендной платы, углекислый газ CO2 6,35 кг для сварки MIG Без арендной платы, углекислый газ CO2 3,15 кг для сварки MIG Без арендной платы, сменная смесь 5% CO2 / аргон 10 л 200 бар для сварки MIG Без арендной платы, сменная смесь 20% CO2 / аргон 10 л 200 бар для MIG Welding2L Пропиленовый топливный газ для сварки, пайки, нагрева и резкиУглекислый газ CO2, заправка 6,35 кг для дома BarУглекислый газ CO2, заправка 1,5 кг для дома BarДвуокись углерода 3,15 кг для дома Bar2L Погреб / пиво Газовая смесь 60/40 для дома bar2L Смесь погреба / пива 70/30, для домашнего бараУглекислый газ CO2 6,35 кг для коммерческого использованияУглекислый газ CO2 34 кг Для торговых пользователейУглекислый газ CO2 газ 15 кг Торговые пользователи50 л Cellar / Beer Gas 30/70 Mix для торговых пользователей20L Cellar / Beer Gas 60/40 Mix для торговых пользователей20L Cellar / Beer Gas 30/70 Mix для торговых пользователей10L Cellar / Beer Gas 60/40 смесь для торговых пользователей10L Cellar / Beer Gas Смесь 50/50 Для торговых пользователей10L Cellar / B eer Gas 30/70 Mix для профессиональных пользователей
4 л 137 бар Без арендной платы, углекислый газ CO2 6,35 кг для сварки MIG Без арендной платы, углекислый газ CO2 3,15 кг для сварки MIG Без арендной платы, сменная смесь 5% CO2 / аргон 10 л 200 бар для сварки MIG Без арендной платы, сменная смесь 20% CO2 / аргон 10 л 200 бар для MIG Welding2L Пропиленовый топливный газ для сварки, пайки, нагрева и резкиУглекислый газ CO2, заправка 6,35 кг для дома BarУглекислый газ CO2, заправка 1,5 кг для дома BarДвуокись углерода 3,15 кг для дома Bar2L Погреб / пиво Газовая смесь 60/40 для дома bar2L Смесь погреба / пива 70/30, для домашнего бараУглекислый газ CO2 6,35 кг для коммерческого использованияУглекислый газ CO2 34 кг Для торговых пользователейУглекислый газ CO2 газ 15 кг Торговые пользователи50 л Cellar / Beer Gas 30/70 Mix для торговых пользователей20L Cellar / Beer Gas 60/40 Mix для торговых пользователей20L Cellar / Beer Gas 30/70 Mix для торговых пользователей10L Cellar / Beer Gas 60/40 смесь для торговых пользователей10L Cellar / Beer Gas Смесь 50/50 Для торговых пользователей10L Cellar / B eer Gas 30/70 Mix для профессиональных пользователей
Какой газ используется для сварки MIG?
При создании идеальной горелки MIG вам предстоит многое учесть. От того, какую горелку выбрать, до того, какой газ использовать, вам необходимо определить, какой из них лучше всего подходит для вашего приложения.
От того, какую горелку выбрать, до того, какой газ использовать, вам необходимо определить, какой из них лучше всего подходит для вашего приложения.
Итак, в этой статье мы обсудим:
- Что такое защитный газ?
- Какой газ используется для сварки MIG?
- Расходные материалы на выбор
Приступим!
Что такое защитный газ?
Сварка MIG с защитными газами обеспечивает более чистые и быстрые сварные швы и избавляет от необходимости часто останавливаться для замены электродов, как при сварке электродом. Снижение очистки и повышение эффективности также связаны с использованием защитных газов, но это помогает понять роль этих газов в процессе сварки, а также то, какой газ используется для сварки MIG и их специфические свойства.
Основной целью использования защитного газа является предотвращение воздействия на расплавленную сварочную ванну кислорода, водорода и азота в воздухе вокруг вас. В результате реакции этих элементов в сварочной ванне могут возникнуть различные проблемы, в том числе чрезмерное разбрызгивание и образование отверстий в валике сварного шва, известных как пористость, которые приводят к более слабым сварным швам.
Технически, когда используется углекислый газ или кислород, это уже не сварка MIG или Metal Inert Gas. Тогда это сварка MAG или Metal Active Gas. Это потому, что ни углекислый газ, ни кислород не являются инертными газами. При сварке MIG используются инертные защитные газы, такие как гелий или аргон, тогда как при сварке MAG вместо них используются активные газы.
Выбор подходящего газа: какой газ используется для сварки MIG?
Различные газы играют разные роли в процессе сварки, от проникновения в сварной шов до стабильности дуги и самого готового сварного шва. Выбор расходных материалов, обеспечивающих непрерывную и равномерную подачу газа, также является очень важным аспектом, который следует учитывать при сварке MIG.
Обязательно оцените цели своего проекта, чтобы выбрать правильный газ для сварки. На что следует обратить внимание при выборе: 9.0003
- Стоимость
- Что включает в себя подготовка
- Основной материал, который вы будете сваривать
- Свойства готового сварного шва
- Что необходимо сделать для очистки после сварки
Четыре наиболее часто используемых защитных газа Для сварки MIG используются углекислый газ, аргон, кислород и гелий. Каждый из них имеет свои уникальные преимущества и недостатки в любой конкретной реализации.
Каждый из них имеет свои уникальные преимущества и недостатки в любой конкретной реализации.
Конечно, всегда полезно проконсультироваться со своим поставщиком по поводу рекомендаций по газам, которые подходят для сварочной проволоки, которую вы будете использовать. Вы даже можете проконсультироваться с производителем провода для предложений. Они, скорее всего, предоставят несколько вариантов, начиная от лучшего газового варианта до газа, который обеспечит минимально приемлемые сварные швы, а также их цены. Однако ваш сварочный аппарат MIG может иметь на внутренней панели руководство по рекомендациям по электродам и газам, которое предоставит вам список нескольких вариантов.
Двуокись углерода (CO2)
CO2 на сегодняшний день является наиболее распространенным и одним из немногих газов, которые можно использовать в чистом виде без необходимости добавления инертного газа, такого как аргон или гелий. Из-за этого CO2 является наиболее рентабельным вариантом и хорошим выбором, если стоимость проекта является приоритетом.
Чистый CO2, также известный как 100% CO2, обеспечивает глубокое проплавление сварного шва, что делает его удобным при сварке толстых материалов. При этом чистый CO2 ограничивается только процессом сварки с коротким замыканием и дает менее стабильную дугу, а также большее разбрызгивание, чем в сочетании с другими газами (также известными как «смешанные газы»).
Чистый CO2 подходит для проектов, где внешний вид сварного шва не важен, или сварной шов не виден, например, на днище автомобиля. Очистка после сварки также немного сложнее.
Аргон
Аргон обеспечивает более узкий провар, что удобно для стыковых и угловых швов. Он также может похвастаться плавной и относительно плавной дугой. Если вы собираетесь сваривать цветные металлы, такие как титан, алюминий или магний, вам понадобится чистый аргон. Смешайте аргон с водородом, гелием или кислородом. Это помогает усилить характеристики дуги и облегчить перенос металла.
Если качество сварки и внешний вид важны, хорошо использовать смешанные газы. У вас есть несколько вариантов, которые варьируются от 75-95% аргона до 5-25% CO2.
У вас есть несколько вариантов, которые варьируются от 75-95% аргона до 5-25% CO2.
Они обеспечивают лучшую стабильность дуги и меньшее количество брызг по сравнению со 100% CO2. Смешанные газы также могут использоваться в процессе переноса распылением, что, в свою очередь, обеспечивает более привлекательный внешний вид сварных швов, а также повышает производительность.
Смеси аргона/CO2 подходят для сварки низколегированных, некоторых нержавеющих сталей и углеродистых металлов. Однако имейте в виду, что более высокие уровни CO2 могут вызвать повышенное разбрызгивание.
Кислород
Активный газ, кислород обычно используется в небольших количествах при добавлении к защитным газам, обычно от 1 до 9%. Это улучшает текучесть сварочной ванны, а также стабильность дуги и проплавление нержавеющей стали, низкоуглеродистых и низколегированных металлов. Кислород с алюминием, медью, магнием или другими экзотическими металлами может вызвать окисление.
Смеси кислорода и аргона обычно используются для обработки нержавеющей стали и простых углеродистых металлов. Он обеспечивает стабильную дугу с ограниченным разбрызгиванием. Однако более высокие уровни кислорода могут затруднить сварку в нерабочем положении из-за того, что это увеличит текучесть сварочной ванны.
Он обеспечивает стабильную дугу с ограниченным разбрызгиванием. Однако более высокие уровни кислорода могут затруднить сварку в нерабочем положении из-за того, что это увеличит текучесть сварочной ванны.
Гелий
Обычно используется для цветных металлов, гелий также может использоваться для нержавеющей стали. Он хорошо работает с толстыми металлами благодаря своим широким и глубоким проникающим способностям.
Обычно используется в соотношении 25-75% гелия к 75-25% аргона. Регулируя эти соотношения, вы можете изменить глубину проникновения и профиль борта. При работе с нержавеющими сталями гелий обычно используется в трехкомпонентной газовой смеси с CO2 и аргоном. Гелий также используется для предотвращения окисления при сварке таких металлов, как нержавеющая сталь, алюминий, магний и медные сплавы.
Гелий создает более горячую дугу, что обеспечивает более высокую скорость перемещения и, следовательно, повышенную производительность. При этом гелий дороже и требует более высокой скорости потока, чем аргон. При рассмотрении вопроса об использовании гелия важно помнить о соотношении стоимости газа и показателей производительности.
При рассмотрении вопроса об использовании гелия важно помнить о соотношении стоимости газа и показателей производительности.
Другие газы
Водород служит в качестве защитного газа в высокотемпературных применениях, таких как нержавеющая сталь. Его часто смешивают с аргоном для обработки аустенитной нержавеющей стали.
Азот используется в качестве продувочного газа при сварке труб из нержавеющей стали. Добавляемый к аргону в небольших количествах, он также может использоваться в качестве защитного газа для нержавеющей стали.
Пропан обычно используется на складах металлолома для резки углеродистой стали, где качество резки не имеет значения. Если ваше приложение не требует высокого качества резки, пропан является довольно экономичным вариантом.
Выбор расходных материалов
Расходные материалы, которые вы подключаете к горелке MIG, так же важны, как и выбор правильного газа для использования. Диффузор, контактный наконечник и сопло играют важную роль в обеспечении надлежащей защиты сварочной ванны от окружающего воздуха.