Аргонной сварки принцип работы: Особенности аргонодуговой сварки | Лига Сварки
alexxlab | 14.01.2023 | 0 | Разное
Принцип аргонной сварки: технология производства работ
Вопросы, рассмотренные в материале:
- Каковы основные принципы аргонной сварки
- На каком оборудовании возможна аргонная сварка
- В чем особенности аргонной сварки алюминия и меди
Аргонодуговая сварка отличается от всех остальных видов тем, что в данном процессе используется электродуга с аргоном в качестве защитной среды. Инертный газ подается в первую очередь, чтобы защитить металлы на время обработки от контакта с кислородом. Из этой статьи вы узнаете основной принцип аргонной сварки, а также о том, в каких случаях его используют.
На чем основан принцип аргонной сварки
Сварка аргоном представляет собой технологию гибридного типа – благодаря ей удается соединять металлы, работа с которыми считается наиболее сложной. Принцип аргонной сварки отлично работает как с большими трубами, так и с крохотными бронзовыми статуэтками. Дело в том, что этот способ вобрал в себя лучшее из двух классических методов: дугового электрического и газового. В качестве самого распространенного примера работы с аргоном можно привести сварку нержавеющей стали.
Дело в том, что этот способ вобрал в себя лучшее из двух классических методов: дугового электрического и газового. В качестве самого распространенного примера работы с аргоном можно привести сварку нержавеющей стали.
Прежде чем приступать к обсуждению принципа действия аргонной сварки, необходимо понять физику данного процесса. Не секрет, что соединение металлических поверхностей невозможно без их нагрева. Но поскольку нагрев требует использования огня, задействуется и кислород, содержащийся в воздухе, который запускает реакцию окисления. Проблема в том, что сложные металлы или сплавы типа легированных сталей или цветных металлов сильно подвержены окислению.
Окисление опасно тем, что оно значительно снижает качество швов, – они становятся хрупкими и быстро приходят в негодность. Это происходит из-за образования в шве множества мельчайших пузырьков. Если говорить об алюминии, то он при нагревании в обычных условиях начинает гореть.
Принцип аргонной сварки используется, в первую очередь, чтобы защитить сварочную рабочую ванну от газов и примесей.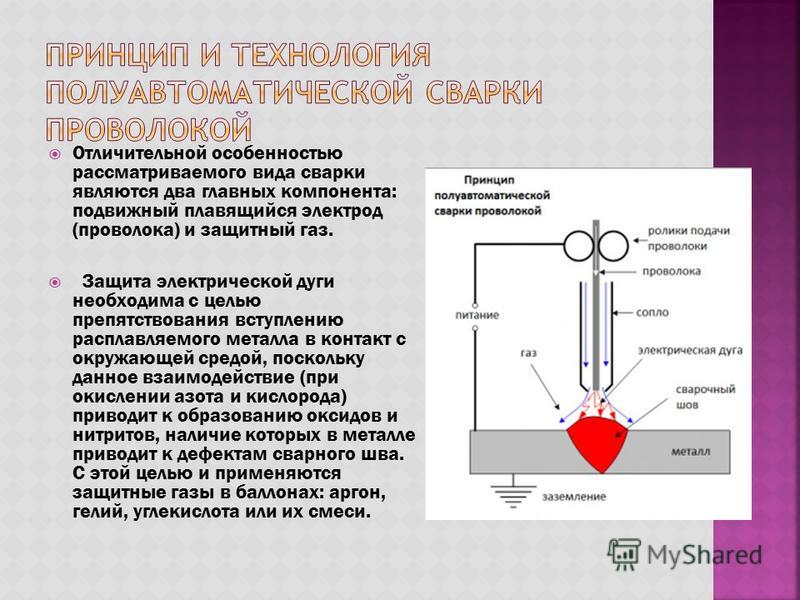
В связи с тем, что мы описали выше, гелий сегодня редко применяется в чистом виде, его используют в смесях для газовых лазеров. Другой инертный газ – азот. Он подходит исключительно для работы с медью. Поэтому основным и самым распространенным инертным компонентом, применяемым при гибридном подходе, работы является аргон.
Назовем основные качества аргона:
- Гораздо тяжелее, чем воздух. Именно благодаря этому он легко занимает всю сварочную ванну, защищая зону плавления от других газов.
- Инертен, поэтому не вступает в реакцию с другими элементами, но, что важнее всего, никак не взаимодействует со свариваемыми поверхностями – на этом и строится принцип аргонной технологии.
Однако принцип аргоновой сварки неидеален, ведь при работе с током обратной полярности этот газ превращается в электропроводную плазму. Мы не будем вдаваться в подробности, говоря о малоприятных последствиях этого свойства.
В целом, у аргонной сварки мало минусов:
- сложное оборудование, нуждающееся в точной настройке;
- возможность работы только при наличии большого практического опыта.
Плюсов у этого принципа работы гораздо больше:
- Шов получается высокого качества, так как в нем нет примесей.
- Обработка металла в среде аргона предполагает умеренный нагрев металла, поэтому подходит для соединения заготовок даже очень сложных конструкций, при этом не происходит их деформации.
- Данный принцип работы позволяет варить однородные и разнородные металлы и сплавы, с которыми не справляются все остальные методы.

- Высокая скорость работы достигается благодаря использованию дуги с высоким температурным режимом.
Все обозначенные нами недостатки кажутся незначительными по сравнению с тем, какие возможности открывает аргонная сварка.
Аргонная сварка: принцип работы в зависимости от вида
Аргонную сварку принято делить на виды исходя из степени механизации:
- Ручная. В этом случае сварщик самостоятельно передвигает горелку и подает сварочную проволоку. При данном подходе могут применяться только неплавящиеся электроды из вольфрама.
- Механизированная/полуавтоматическая методика, при которой проволоку подает машина, а сварщик работает непосредственно с горелкой. Чаще всего этот принцип используется при аргонной сварке нержавейки полуавтоматом. Еще один яркий пример – механизированная аргонодуговая сварка плавящимся электродом. Есть и новые, узкоспециализированные технологии в этой области.
 К ним относится обработка нержавейки полуавтоматом в среде углекислого газа.
К ним относится обработка нержавейки полуавтоматом в среде углекислого газа. - Автоматическая аргонная сварка. Оператор дистанционно управляет автоматом: перемещает горелку и подает проволоку. Сегодня постепенно распространяются системы, которые могут работать даже без постоянного контроля человека. Чаще всего роботы выполняют сварку труб из нержавейки. Автоматическая аргонодуговая сварка с использованием неплавящегося электрода все чаще применяется в сфере промышленности.
На каком оборудовании осуществляется аргонная сварка
Принцип аргонной сварки требует использования разнообразного оборудования. Но в этом нет ничего страшного, ведь сегодня можно приобрести готовые наборы со всем необходимым, причем по доступной цене.
Все оборудование делится на три вида:
- Специализированное – для работы с заготовками одного типа.
- Специальное – для промышленных предприятий, работающих с заготовками одного типоразмера.
- Универсальное – для всех видов работ в аргоне, в том числе для соединения деталей из нержавеющей стали полуавтоматом.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Но нужно понимать, что принцип аргонной сварки совершенствуется. Так, чтобы обрабатывать листы металла с более толстыми краями и увеличить производительность, технология была доработана следующим образом:
- Используется специальная горелка, позволяющая одновременно использовать несколько вольфрамовых электродов. Это необходимо, чтобы получать качественный шов, несмотря на высокую скорость работы.
- Есть приспособление для нагревания проволоки.
- Применяется пульсирующий ток – паузы в его поступлении нужны, чтобы металл успевал кристаллизоваться.
 Если синхронизировать движение дуги с импульсами тока, удается добиться эффективной плавки при любом положении в пространстве.
Если синхронизировать движение дуги с импульсами тока, удается добиться эффективной плавки при любом положении в пространстве.
Горелка необходима для подачи электроэнергии и формирования газовой защиты, поэтому так важен ее грамотный подбор. Принцип аргонной сварки предполагает использование специальной горелки с неплавящимся вольфрамовым электродом, что очень важно, например, для сварки нержавейки.
Чтобы понимать принцип работы в среде аргона, важно представлять себе технические характеристики горелки:
- допустимое значение сварочного тока/мощность;
- тип охлаждения при сильных и слабых токах;
- длину кабеля;
- наличие в конструкции керамического сопла и фиксатора вольфрамового электрода;
- универсальность, то есть возможность подключать горелку к разным системам.
Главным элементом аргоновой горелки является резервуар со штуцерами для охлаждающей жидкости.
Как работает горелка?
- Одновременно включаются сварочный аппарат, циркуляция охлаждающей жидкости, подача газа на горелку, в результате чего образуется защитное облако аргона.
- Поджигается дуга, заготовки нагреваются до температуры плавления, присадочная проволока помещается в рабочую ванну.
- Присадочная проволока и вольфрамовый электрод перемещаются вдоль шва.
1. Горелка с неплавящимся электродом.
Речь идет, преимущественно, о ручной аргонной сварке неплавящимся электродом. Такой способ является единственным возможным для обработки нержавеющей стали и химически активных металлов, то есть алюминия, титана и магния, при этом используется электрод из вольфрама.
Горелка состоит из электрода, зафиксированного в токоподводящей цанге, керамического сопла, которое используется для направления аргоновой струи, системы охлаждения посредством воздуха либо воды. Диаметр электрода подбирается в соответствии с используемой силой тока.
Диаметр электрода подбирается в соответствии с используемой силой тока.
Принцип работы при механизированной аргонной сварке несколько отличается, поэтому используется иная горелка. Она состоит из вольфрамового неплавящегося электрода с маховичком для подъема и опускания, токоподводящей сменной цанги с гайкой, позволяющей использовать разные по диаметру электроды.
Поскольку данный принцип работы дает возможность избежать появления брызг металла, вместе с керамическими соплами используются проницаемые для газа сетчатые линзы – они необходимы для образования равномерного потока газа. Отметим, что аргонная сварка неплавящимся электродом является одним из наиболее популярных подходов в непромышленных масштабах.
2. Горелка с плавящимся электродом.
Такой вариант работы обычно применяют при автоматической и полуавтоматической аргонной сварке. Дуга подается между концом сварочной проволоки и заготовкой. Могут использоваться жидкостные и воздушные системы охлаждения. Принцип выбора сопла мало отличается от применяемого в случае с неплавящимися электродами.
Могут использоваться жидкостные и воздушные системы охлаждения. Принцип выбора сопла мало отличается от применяемого в случае с неплавящимися электродами.
Читайте также: Лазерная резка алюминия: особенности технологии и сырья
Принцип работы аргонной сварки инверторным способом
На сегодняшний день инверторный способ является наиболее востребованным принципом аргонной сварки. Его используют как в промышленности, так и в домашних условиях. Инвертор представляет собой аппарат дуговой сварки, задача которого состоит в том, чтобы преобразовывать постоянный ток в переменный. Немаловажно, что это устройство легко подстраивается под скачки напряжения источника электричества.
Инверторный аппарат отличается небольшими размерами и весом, при этом надежен и отлично подходит для сварочных работ в любых условиях. Немаловажно, что он может использоваться для обучения новичков.
На самом деле, если сравнивать принцип инверторной аргонной сварки нержавейки и работу с другим оборудованием, то первый вариант оказывается проще и удобнее. Дело в том, что от сварщика требуется только двигать горелку вдоль шва. Радует и результат – шов получается тонким и ровным, но лишь при условии, что соблюдены все технологические требования. Работа возможна и без присадочной проволоки, если удается добиться очень плотного соединения краев заготовок.
Дело в том, что от сварщика требуется только двигать горелку вдоль шва. Радует и результат – шов получается тонким и ровным, но лишь при условии, что соблюдены все технологические требования. Работа возможна и без присадочной проволоки, если удается добиться очень плотного соединения краев заготовок.
Как выбрать режим работы, не нарушая основные принципы аргонной сварки
Качество сварного шва во многом зависит от выбора режима сварки.
Направление и полярность тока подбирают в соответствии с обрабатываемыми металлами. Так, большая часть сплавов на основе стали требует сварки полярным постоянным током: на этом основан принцип сварки нержавейки полуавтоматом и труб из нержавеющей стали. Для цветных металлов, алюминия, магния подходит переменный ток обратной полярности.
Расход аргона зависит от скорости его подачи и внешних условий: если приходится работать на улице при сильном ветре, объем необходимого газа значительно увеличивается.
Может показаться странным, но в аргоновую газовую смесь добавляют до 5 % кислорода. В столь небольших количествах последний способствует очистке от вредных примесей, так как они вступают с ним в реакцию и просто сгорают.
Сварка алюминия по принципу аргонной сварки
Как мы уже говорили, невозможно сварить алюминий без использования аргонной среды. Дело в том, что при соприкосновении с кислородом, содержащимся в воздухе, на этом металле сразу же образуется оксидная пленка. И это становится действительно серьезной проблемой, поскольку, хотя алюминий является одним из самых сложных в обработке, его чаще всего используют для бытовых нужд.
Для плавления оксидной пленки требуется температура, значительно превышающая температуру плавления самого металла. Принцип аргонной сварки алюминия основан на том, что данный газ предупреждает процесс окисления, вытесняя кислород из сварочной рабочей ванны. В результате алюминиевая присадочная проволока легко плавится и получается качественный шов.
Принцип работы с данным металлом предполагает использование только переменного тока. Ток обратной полярности значительно поднимает температуру плавления за счет особой катодной очистки оксидной пленки. Высокая температура приводит к тому, что разрушается даже тугоплавкий вольфрам в электроде. Ток прямой полярности не позволяет пробить оксидную пленку, зато дуга получается стабильной и короткой. Как вы поняли, прочность и внешний вид шва зависят от переключения полярности.
Работа с постоянным током при аргонной обработке алюминия возможна, но только при условии использования чистого гелия в качестве инертного газа. Такой вариант обработки будет стоить гораздо дороже, а сам принцип работы более сложен с технической точки зрения.
Очень важно правильно подготовить алюминиевые заготовки, прежде чем приступать к процессу плавления. От этого непосредственно зависит качество будущего шва. Во время очистки нужно выполнить такие этапы:
- обезжирить металл при помощи растворителя;
- зачистить поверхность от оксидной пленки – зачистка может быть механической либо химической;
- дать очищенным поверхностям полностью просохнуть.

Сварка меди по принципу аргонной сварки
Медь отличается от других металлов тем, что отлично противостоит ржавчине и устойчива в агрессивных средах. Поэтому для ее сварки требуется аргон высшего сорта либо в сочетании с гелием (причем аргона при этом должно быть больше). Используются плавящиеся или неплавящиеся вольфрамовые электроды, постоянный ток.
Предварительный нагрев до +800 °С используется в тех случаях, когда толщина медной заготовки превышает 4 мм. Присадочная проволока может быть из меди или медно-никелевого сплава. Дуга в этом случае должна обладать высокой устойчивостью.
Поскольку медь имеет высокую теплопроводность, кромки металла нужно обязательно разделывать. Если речь идет о листе до 12 мм толщиной, можно произвести только одностороннюю разделку, тогда как для более толстых кромок приходится проводить двустороннюю.
1. Аргоно-дуговая сварка — DiSpace
- Аргоно-дуговая сварка как вид сварки плавлением.

Аргонодуговая сварка относится к виду сварки плавлением
Аргонно-дуговая сварка — способ сварки применимый для сваривания металлов с использованием электрической дуги и газа (аргона).
Электрическая дуга плавит металл свариваемой детали, а также присадочный пруток, формируя шов.
Газ Аргон – инертный газ, играет роль изолятора, препятствующего попаданию кислорода и других газов, взаимодействующих со сварочной ванной.
При попадании в место сваривания металлов кислород вызывает сильное окисление, влияя на качество шва, а некоторые металлы и вовсе могут возгораться от такой реакции.
Благодаря своей инертности аргон сам не вступает в реакции и не дает кислороду реагировать с металлом в сварочной ванне, именно поэтому газ подается до розжига дуги и после окончания сваривания продолжает подаваться некоторое время.
- Некоторые виды металлов не могут быть сварены обычной сваркой.
- В случае использования обычных электродов шов получается не прочным и не может обеспечить плотного соединения.
- Для цветных металлов, легированной стали и сплавов требуется Аргонно-дуговая сварка.
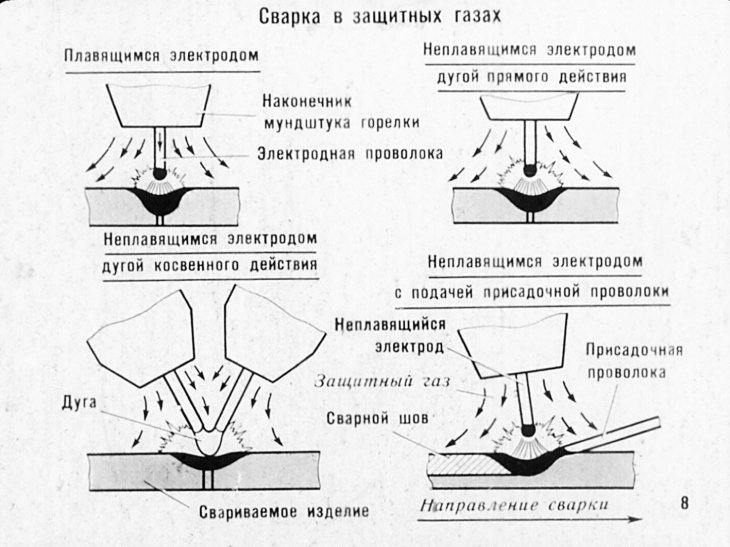
Сварка плавлением разделяют на сварку плавящимся и не плавящимся электродом.
Аргонодуговая сварка это сварка не плавящимся электродом.
В качестве электрода применяют вольфрамовые стержни. Они имеют различный диаметр.
При аргонодуговой сварке вольфрамовые электроды выбирают от толщины металла.
Вольфрам относят к тугоплавким металлам.
Поэтому, назначение вольфрамовых электродов – в зажигании и поддержании сварочной дуги.
Газы (АРГОН )защищают сварочную зону от воздействий окружающей среды.
И так же алюминий, титан, никель подвержены окислению.
Применение газов защищает их от окислительных процессов.
В аргонодуговой сварке применяют инертные газы: аргон, гелий и их смеси.
Основным газом считают аргон. Поэтому, сварка получила название аргоно–дуговая сварка.
Аргон производят трех сортов:
Сорт аргона, для аргонодуговой сварки, зависит от содержания (%) в нем чистого аргона.
Для разного вида стали, применяют различный сорт аргона. Аргон поставляют в баллонах.
==================================================
НОРМАТИВНЫЕ ДОКУМЕНТЫ лля Аргоно-дуговой сварки.
ГОСТ 5.917-71
Горелки ручные для аргонодуговой сварки;
ГОСТ 14771-76
Дуговая сварка в защитном газе. Соединения сварные;
ГОСТ 18130-79
Полуавтоматы для дуговой сварки плавящимся электродом;
ГОСТ 14806-80
Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры;
ГОСТ 2246-70
Проволока стальная сварочная.
ГОСТ 23949-80
Электроды вольфрамовые сварочные неплавящиеся;
ГОСТ 10157-79
Аргон газообразный и жидкий
ГОСТ 7871-75
Проволока сварочная из алюминия и алюминиевых сплавов;
ГОСТ 13821-77
Выпрямители однопостовые с падающими внешними характеристиками для дуговой сварки.
Электрическая часть аргонодуговой сварки, предназначена для образования сварочной дуги и ее параметров.
Основным элементом является источник питания (сварочный аппарат)
На нем выставляют силу и напряжение сварочного тока.
Основным рабочим органом аргонодуговой сварки есть газоэлектрическая сварочная горелка.
В горелку, вставляют вольфрамовый электрод
И подают аргон из баллона.
Аргон подается по резиновым шлангам.
Электрод из вольфрама, закрепляют механическим способом. Так же, в сварочную горелку кабелями подают ток.
Рабочий процесс аргонодуговой сварки состоит в том, что сварщик нагревает электрической дугой кромки свариваемых деталей.
Затем, подносит сварочную проволоку и расплавляет ее и кромки до получения сварного шва.
Сварочную проволоку, (присадку) для аргонодуговой сварки, подбирают по составу свариваемой марки и вида стали.
Сварщик нарезает ее, для удобства, по размерам сварочного шва.
На производстве сварочную проволоку называют присадкой. Она должна быть без ржавчины и обезжирена.
Используют аргонодуговую сварку не только для цветных металлов, но для нержавеющих и углеродистых сталей.
Аргонная (аргонодуговая) сварка – технология, принцип работы, обрудование
Аргонная сварка — это распространенная технология, которая чаще всего используется, когда необходимо выполнить соединение деталей из алюминия, а также его сплавов.
Аргонодуговая сварка представляет собой оптимальную технологию при необходимости соединения алюминиевых деталей, так как данный газ (Аргон) эффективно защищает сварочную ванну, а также расплавленный присадочный материал от негативного воздействия кислорода, содержащегося в окружающем воздухе.
Как известно, «варить алюминий» очень проблематично именно по причине того, что на поверхности данного металла при его контакте с кислородом формируется оксидная пленка, отличающаяся значительной температурой плавления.
Аргонодуговая сварка как раз и дает возможность эффективно защищать поверхность соединяемых деталей, а также сварочной ванны от негативного воздействия кислорода.
Аргон, благодаря своим характеристикам, полностью вытесняет кислород из зоны выполнения сварки, из-за чего данный процесс протекает максимально эффективно.
Сварка в среде аргона успешно используется не только при работе с деталями из алюминия, но и с изделиями из других металлов: чугуна, нержавеющей стали, титана, меди, серебра, золота и др.
Основными причинами, по которым сварка по подобной технологии пользуется большой популярностью, являются следующие:
высокое качество формируемых сварных соединений, в швах которых отсутствуют поры и посторонние примеси;
при осуществлении такой сварки соединяемые детали нагреваются очень незначительно, что минимизирует риск их деформации;
скорость аргонной сварки, благодаря высокой температуре сварочной дуги, достаточно высока, что делает данную технологию очень эффективной и экономичной;
шов, получаемый при осуществлении аргонной сварки, отличается равномерной глубиной проплавления;
по данной технологии можно эффективно выполнять сварку деталей из таких металлов, которые другими методами сварки не соединяются.
Аргонодуговая сварка дает возможность получать аккуратные и красивые сварные швы, что имеет большое значение во многих ситуациях
.
Выполненное посредством аргонной сварки соединение фланца с трубой из нержавеющей стали
Технологические особенности сварки Аргоном
Технология выполнения аргонной сварки предполагает использование неплавящегося электрода, который изготавливается из вольфрама.
Данный металл обладает характеристиками:
– температура его плавления составляет 3410 градусов
– кипения — 5900 градусов, и даже пребывая в раскаленном состоянии, он сохраняет свою исключительную твердость.
(что важно, при выполнении одного метра сварного шва расходуется всего несколько сотых долей грамма вольфрама)
Стойкость неплавящихся электродов, выполненных из вольфрама, становится еще выше, если – легировать данный материал оксидами редкоземельных металлов: церия, лантана, иттрия, тория, циркония и др.
МАРКИРОВКА
Буквенная часть маркировки – состав электрода.
Первой буквой всегда является – W, вольфрам.
Вторая буква – оксид какого химического элемента входит в состав электрода.
Основные легирующие оксиды имеют обозначения:
C (Ce церий) оксид церия
Z (Zr цирконий) оксид циркония
L (La лантан) оксид лантана
T (Th торий) оксид тория
P (иногда не указывается) чистый вольфрам без добавок
Число, следующее за буквенным обозначением, показывает – каков процент добавки в составе электрода в десятых долях процента.
Например, 20 означает, что в составе электрода содержится около 2% легирующего оксида.
Также, через дефис в маркировке электрода, может быть указано еще одно число оно означает длину в миллиметрах.
(175 мм наиболее распространенный размер)
По диаметру:
1,0 мм, 1,6 мм, 2,0 мм, 2,4 мм, 3,0 мм, 3,2 мм, 4,0 мм, 4,8 мм, 5,0 мм, 6,0 мм, 6,4 мм.
Цветовые отметки соответствуют определенным маркам:
зеленый WP (чистый вольфрам)
серый WC 20 (с оксидом церия 2%)
черный WL 10 (с оксидом лантана 1%)
золотой WL 15 (с оксидом лантана 1,5%)
синий WL 20 (с оксидом лантана 2%)
белый WZ 8 (с оксидом циркония 0,8%)
желтый WT 10 (с оксидом тория 1%)
красный WT 20 (с оксидом тория 2%)
фиолетовый WT 30 (с оксидом тория 3%
)
оранжевый WT 40 (с оксидом тория 4%)
WT 30 и WT 40 – торий является радиоактивным элементом.
Электрод из вольфрама располагается в центре керамического сопла, через которое в зону выполнения сварочных работ подается защитный газ.
Параметры вольфрамовых электродов
Принцип выполнения сварочных работ, предполагающих использование неплавящегося электрода и защитного газа, заключается в следующем:
• К соединяемым деталям, как и при выполнении обычной дуговой сварки, подключается масса (обратный провод).
• Если выполняется ручная аргонодуговая сварка, то сварщик в правой руке удерживает горелку с неплавящимся электродом, а в левой — присадочный материал, из которого и формируется сварной шов.
- При нажатии кнопки на держателе между вольфрамовым электродом и поверхностью соединяемых деталей зажигается электрическая дуга, которая обеспечивает плавление кромок соединяемых деталей и присадочного материала.

- Такая дуга, по сути, является основным инструментом, используемым при выполнении аргонной сварки.
- В отличие от принципа выполнения обычной электросварки, соединение деталей из алюминия при помощи вольфрамового электрода и присадочного прутка не предполагает совершение прутком поперечных движений, а только выполняемых в продольном направлении.
- В качестве присадочного используется металл, по своему химическому составу максимально соответствующий составу материала, из которого изготовлены соединяемые детали.
- Основным назначением такого материала является – заполнение зазора между соединяемыми деталями и, соответственно, формирование сварного шва.
- Тепловая энергия, которая необходима для плавления кромок соединяемых деталей и присадочного материала, формируется при помощи электрической дуги, горящей между электродом и поверхностью соединяемых деталей.

- Зона сварки, в которую нельзя допускать поступления азота и кислорода из окружающего воздуха, защищается при помощи аргона, вытесняющего данные газы из рабочей области.
Оборудование для сварки
Габаритные размеры и технические параметры горелок должны соответствовать требованиям стандарта
Наиболее распространенными моделями горелок, выпускаемых в соответствии с требованиями данного ГОСТ, являются РГА-150 и РГА-400.
Первые могут использоваться со сварочными токами со значением до 200А, у них естественное охлаждение, а диаметр электродов, с которыми они способны работать, находится в пределах 0,8–3 мм.
Горелки второго типа, согласно требованиям ГОСТ, могут работать со сварочными токами до 500А, они отличаются водяным охлаждением, а электроды, использующиеся вместе с ними, имеют диаметр 4–6 мм.
Требования данного ГОСТ также оговаривают параметры горелок, которые изготавливаются из керамических материалов.
Сопла, могут иметь различную форму:
– цилиндрическую,
– коническую,
– профилированную.
При выполнении аргонной сварки внутри помещений, где нет ветра, используют горелки конической и цилиндрической формы и небольшого диаметра.
Если сварка выполняется на открытом воздухе, то применяют профилированное или цилиндрическое сопло, диаметр выходного отверстия у которого увеличен.
Также имеется и удлиненный тип горелок, используемых в том случае, если аргонную сварку выполняют в труднодоступных местах.
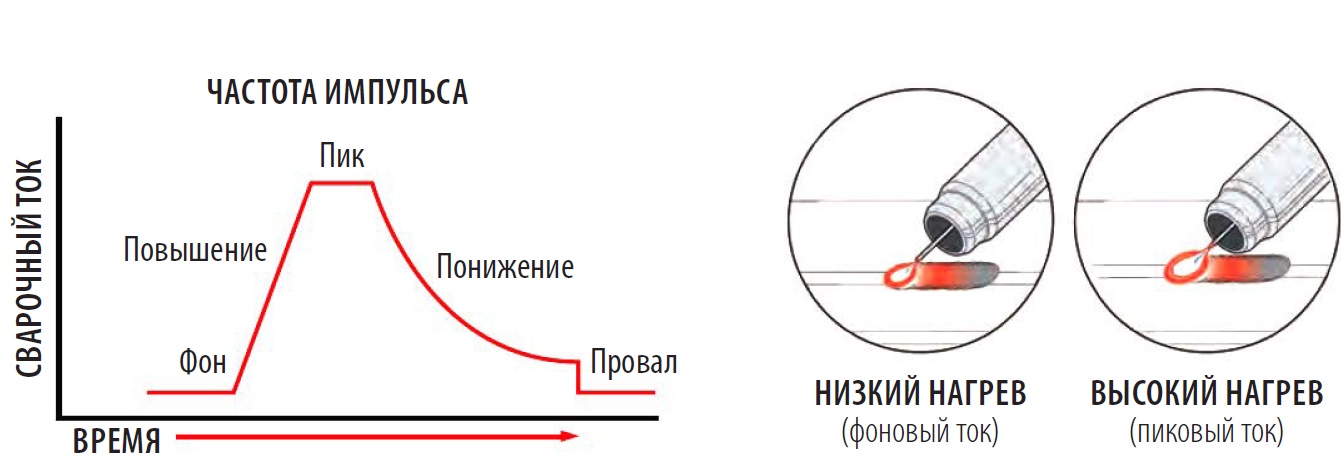
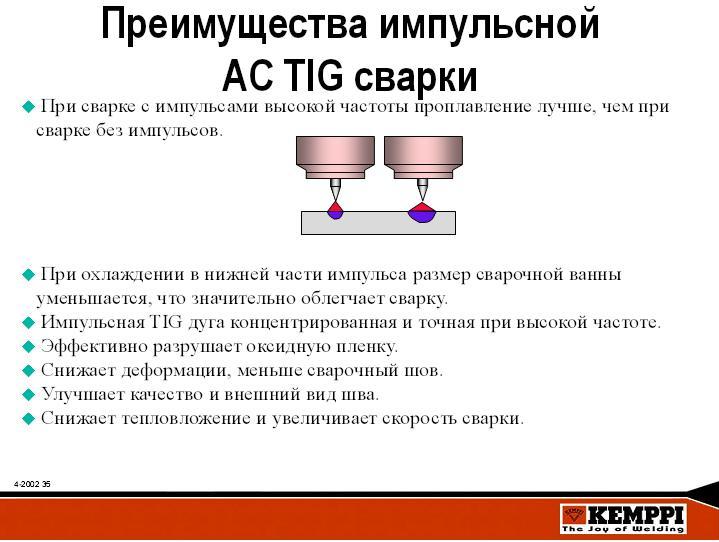
Сварка с использованием пульсирующего тока.
В тот момент, когда импульс тока поступает в зону сварки, кромки соединяемых деталей и присадочный материал расплавляются, а в паузах между такими импульсами они кристаллизуются.
Такие импульсы при помощи автоматизированной системы управления сварочным аппаратом синхронизируются с перемещением сварочной дуги, что и обеспечивает формирование качественного соединения.
Кроме того, воздействие на соединяемые детали короткими импульсами сварочного тока исключает риск их перегрева и, как следствие, последующего коробления.
Среди современного оборудования, используемого для выполнения сварки в среде защитного газа, следует отметить модели, где реализована функция подогрева присадочной проволоки перед ее подачей в сварочную зону.
Такая опция позволяет получать качественные и надежные сварные соединения.
Такое усовершенствование позволяет не только выполнять аргонную сварку с высокой скоростью, но и получать при этом качественные сварные соединения.
Технология аргонодуговой сварки
Перед выполнением аргонной сварки поверхности соединяемых деталей следует тщательно очистить от загрязнений, масла, жировых пятен, оксидной пленки.
Для совершения такой очистки используются органические растворители, а оксидную пленку удаляют при помощи металлической щетки или шлифовальной машинки.
Прежде чем зажечь сварочную дугу, необходимо включить подачу защитного газа, что выполняется за 7–10 секунд до начала процесса.
Также после окончания сварки необходимо подождать несколько секунд (5–7) и только после этого выключить подачу газа.
Неплавящийся электрод при выполнении аргонной сварки располагается как можно ближе к поверхности соединяемых деталей, что обеспечивает высокую стабильность электрической дуги и качественный проплав кромок соединяемых деталей.
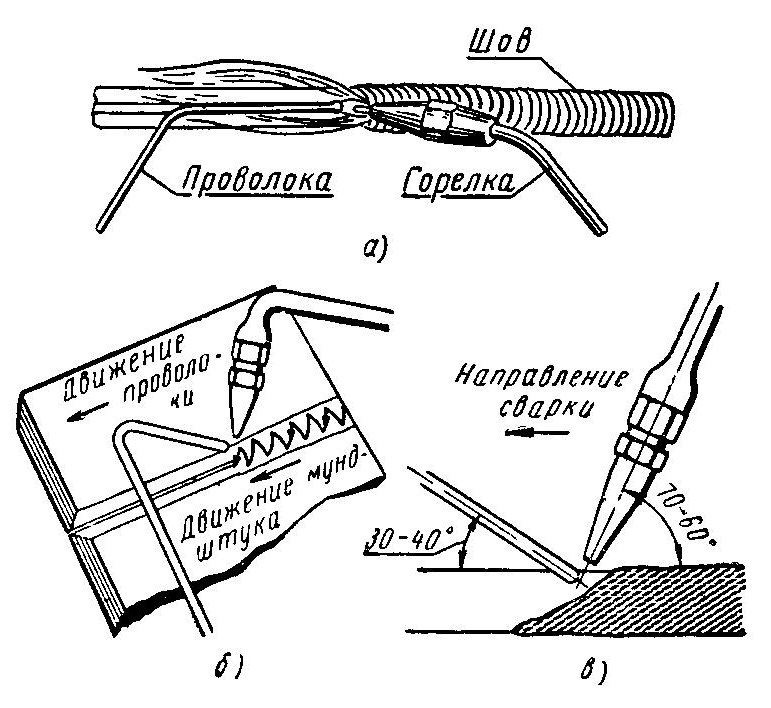
Поперечные движения присадочной проволокой не совершаются, она двигается только вдоль будущего сварного шва.
Присадочную проволоку перемещают впереди горелки.
Чтобы кратер сформированного сварного шва отличался высокой надежностью, его заваривают при пониженной силе тока, для чего используют реостат.
Выполняя аргонную сварку, крайне важно следить за тем, чтобы электрод и присадочная проволока не выходили за пределы зоны действия защитного газа.
Если пренебречь этим требованием, то можно столкнуться с тем, что сварной шов будет выполнен некачественно.
https://dispace.edu.nstu.ru/didesk/course/show/10503/1
Что такое сварка TIG: принцип, работа, оборудование, области применения, преимущества и недостатки диаграмма. TIG означает сварку вольфрамовым электродом в среде инертного газа, или иногда эту сварку называют дуговой сваркой вольфрамовым электродом. В этом процессе сварки тепло, необходимое для формирования сварного шва, обеспечивается очень интенсивной электрической дугой, которая образуется между вольфрамовым электродом и заготовкой. В этой сварке используется неплавящийся электрод, который не плавится. В основном в этом случае не требуется никакого наполнителя.0005 тип сварки
, но при необходимости сварочный пруток подается непосредственно в зону сварки и расплавляется с основным металлом. Эта сварка в основном используется для сварки алюминиевых сплавов.Принцип:
Сварка ВИГ работает по тому же принципу, что и дуговая сварка . В процессе сварки TIG между вольфрамовым электродом и заготовкой возникает высокоинтенсивная дуга. При этой сварке в основном заготовка подключается к положительной клемме, а электрод подключается к отрицательной клемме. Эта дуга производит тепловую энергию, которая в дальнейшем используется для соединения металлической пластины на сварка плавлением . Также используется защитный газ, который защищает поверхность сварного шва от окисления.
Оборудование
Источник питания:
Первой единицей оборудования является источник питания. Для сварки TIG необходим мощный источник питания. Он использует как источник питания переменного, так и постоянного тока. В основном постоянный ток используется для нержавеющей стали, мягкой стали, меди, титана, никелевого сплава и т. д., а переменный ток используется для алюминия, алюминиевого сплава и магния. Источник питания состоит из трансформатора, выпрямителя и электронного управления. В основном требуется 10–35 В при токе 5–300 А для правильного образования дуги.
Источник питания состоит из трансформатора, выпрямителя и электронного управления. В основном требуется 10–35 В при токе 5–300 А для правильного образования дуги.
Горелка TIG:
Это наиболее важная часть сварки TIG. Эта горелка состоит из трех основных частей: вольфрамового электрода, цанги и сопла. Эта горелка имеет водяное или воздушное охлаждение. В этой горелке цанга используется для удержания вольфрамового электрода. Они доступны в различном диаметре согласно диаметру вольфрамового электрода. Сопло позволяет дуге и защитным газам поступать в зону сварки. Поперечное сечение сопла маленькое, что дает высокую интенсивную дугу. На сопле имеются проходы защитных газов. Сопло TIG необходимо регулярно заменять, так как оно изнашивается из-за наличия сильной искры.
Система подачи защитного газа:
Обычно в качестве защитного газа используется аргон или другие инертные газы. Основное назначение защитного газа – защитить сварной шов от окисления. Защитный газ не пропускает кислород или другой воздух в зону сварки. Выбор инертного газа зависит от свариваемого металла. Имеется система, регулирующая подачу защитного газа в зону сварки.
Присадочный материал:
В основном для сварки тонких листов присадочный материал не используется. Но для толстого шва используется присадочный материал. Присадочный материал используется в виде стержней, которые вручную подаются непосредственно в зону сварки.
Работа:
Работа сварки TIG может быть резюмирована следующим образом.
- Во-первых, низковольтный источник высокого тока, подаваемый источником питания на сварочный электрод или вольфрамовый электрод. В основном электрод
подключается к отрицательной клемме источника питания, а заготовка – к положительной клемме. - Этот ток образует искру между вольфрамовым электродом и заготовкой. Вольфрам — это неплавящийся электрод, который дает очень интенсивную дугу. Эта дуга производит тепло, которое плавит основные металлы, образуя сварное соединение.
- Защитные газы, такие как аргон, гелий, подаются через клапан давления и регулирующий клапан в сварочную горелку. Эти газы образуют защитный экран, который не пропускает кислород и другие химически активные газы в зону сварки. Эти газы также создают плазму, которая увеличивает теплоемкость электрической дуги, тем самым повышая качество сварки.
- Для сварки тонкого материала присадочный металл не требуется, но для выполнения толстого соединения используется присадочный материал в виде стержней, которые сварщик вручную подает в зону сварки.
Применение:
- В основном используется для сварки алюминия и алюминиевых сплавов.
- Используется для сварки нержавеющей стали, сплавов на основе углерода, сплавов на основе меди, сплавов на основе никеля и т. д.
- Используется для сварки разнородных металлов.
- В основном используется в аэрокосмической промышленности.
Преимущества и недостатки:
Преимущества:
- ВИГ обеспечивает более прочное соединение по сравнению с дуговой сваркой в среде защитного газа.

- Соединение более устойчиво к коррозии и пластично.
- Может формироваться широкий спектр конструкций швов.
- Не требует флюса.
- Его можно легко автоматизировать.
- Эта сварка хорошо подходит для тонких листов.
- Обеспечивает хорошее качество поверхности благодаря незначительным брызгам металла или сварочным искрам, которые повреждают поверхность.
- Безупречный шов может быть создан благодаря неплавящемуся электроду.
- Больше контроля над параметрами сварки по сравнению с другой сваркой.
- В качестве источника питания может использоваться как переменный, так и постоянный ток.
Недостатки:
- Толщина свариваемого металла ограничена примерно 5 мм.
- Требовалась высокая квалификация труда.
- Первоначальная стоимость или затраты на настройку выше по сравнению с дуговой сваркой.
- Это медленный процесс сварки.
Это все о сварке TIG, принципе, работе, оборудовании, применении, преимуществах и недостатках.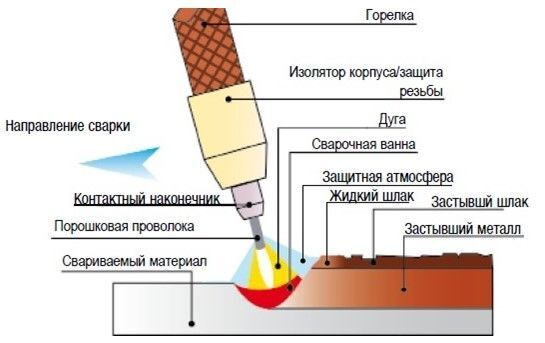 Если у вас есть какие-либо вопросы относительно этой статьи, задайте их в комментариях. Если вам понравилась эта статья, не забудьте поделиться ею в своих социальных сетях. Подписывайтесь на наш канал, чтобы не пропустить еще больше интересных статей. Спасибо, что прочитали это.
Если у вас есть какие-либо вопросы относительно этой статьи, задайте их в комментариях. Если вам понравилась эта статья, не забудьте поделиться ею в своих социальных сетях. Подписывайтесь на наш канал, чтобы не пропустить еще больше интересных статей. Спасибо, что прочитали это.
Делиться – значит заботиться :)-
Сварка вольфрамовым электродом в среде инертного газа (TIG): работа, области применения
Сегодня я буду обсуждать определение, применение, схему, аппарат, работу, преимущества и недостатки сварки вольфрамовым электродом в среде инертного газа (TIG). . Вы также узнаете разницу между сваркой TIG и MIG.
Подробнее: Приварка шпилек
Содержание
- 1 Что такое сварка ВИГ?
- 2 Применение
- 2.0.1 Схема сварки ВИГ:
- 3 В вольфрамовых инертных газовых сварке
- 4 5 Различия между сваркой МИГ и ТИГ
- 6 Преимущества и недостатки сварки ВИГ
- 6.1 Преимущества
- 6.
 2 Недостатки
2 Недостатки - 6.3 Подпишитесь на нашу рассылку новостей
- 6.4 Пожалуйста, поделитесь!
Что такое сварка TIG?
Сварка вольфрамовым электродом в среде инертного газа (TIG) также известна как дуговая сварка вольфрамовым электродом в среде инертного газа (GTAW). Это процесс дуговой сварки, в котором используется неплавящийся вольфрамовый электрод. Электрод защищен от атмосферного загрязнения или окисления инертным защитным газом (смесь аргона или гелия). Присадочный металл может добавляться, а может и не добавляться для этих автогенных сварных швов.
Электрическая энергия передается током через столб сильно ионизированного газа и паров металлов, известный как плазма. Этот процесс сварки стал успешным в 1940s для соединения алюминия и магния. Он использует защитный слой из инертного газа для защиты сварного шва, в отличие от других процессов дуговой сварки, в которых используется шлак.
Подробнее: Дуговая сварка шпилек и ее методы
Области применения
Ниже приведены области применения сварки ВИГ:
- Она широко используется в аэрокосмической промышленности
- В промышленности используется сварка ВИГ для тонких заготовок, особенно цветных металлов.
- Используется в производстве космических аппаратов
- Сварка ВИГ подходит для тонкостенных труб малого диаметра, что делает ее применимой в велосипедной промышленности.
- Используется для ремонта и производства работ.
- Этот процесс используется для ремонта инструментов и штампов, особенно изготовленных из алюминия и магния.
Некоторые материалы для сварки ВИГ включают:
Нержавеющая сталь, легированная сталь, алюминий, титан, медь, магний, никелевые сплавы
Схема сварки ВИГ:
Подробнее: Знакомство с электродуговой сваркой
Аппарат для сварки вольфрамовым электродом в среде инертного газа
Аппарат для сварки TIG состоит из следующих компонентов:
- Источник питания переменного или постоянного тока
- Нерасходуемый вольфрамовый электрод
- Головка Сварочный газ
- 42
Подробнее: Понимание процесса газовой сварки
Принцип работы сварки TIG
Работа сварки вольфрамовым электродом в среде инертного газа менее сложна и ее легко понять. Он работает по тому же принципу, что и сварка MIG; основной металл и связующие материалы плавятся под действием тепла, выделяемого электрическим током. затем он остывает и образует прочные швы. Хотя между сваркой все же есть огромная разница, несмотря на сходство.
Он работает по тому же принципу, что и сварка MIG; основной металл и связующие материалы плавятся под действием тепла, выделяемого электрическим током. затем он остывает и образует прочные швы. Хотя между сваркой все же есть огромная разница, несмотря на сходство.
Подробнее: Сварка металлов в среде инертного газа (MIG)
Посмотрите видео ниже, чтобы узнать, как работает дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW):
Подробнее: Дуговая сварка с флюсовой проволокой (FCAW)
Различия между MIG и сварка TIG
В таблице ниже показана разница между сваркой TIG и MIG:
MIG WELDIN подается в зону сварки из проволочной ванны.| При сварке вольфрамовым электродом в среде инертного газа (TIG) используется неплавящийся электрод (поэтому он остается неподвижным и неповрежденным во время сварки). | |
|---|---|
Сам электрод расплавляется для подачи необходимого присадочного металла, необходимого для заполнения корневого зазора между основными металлами.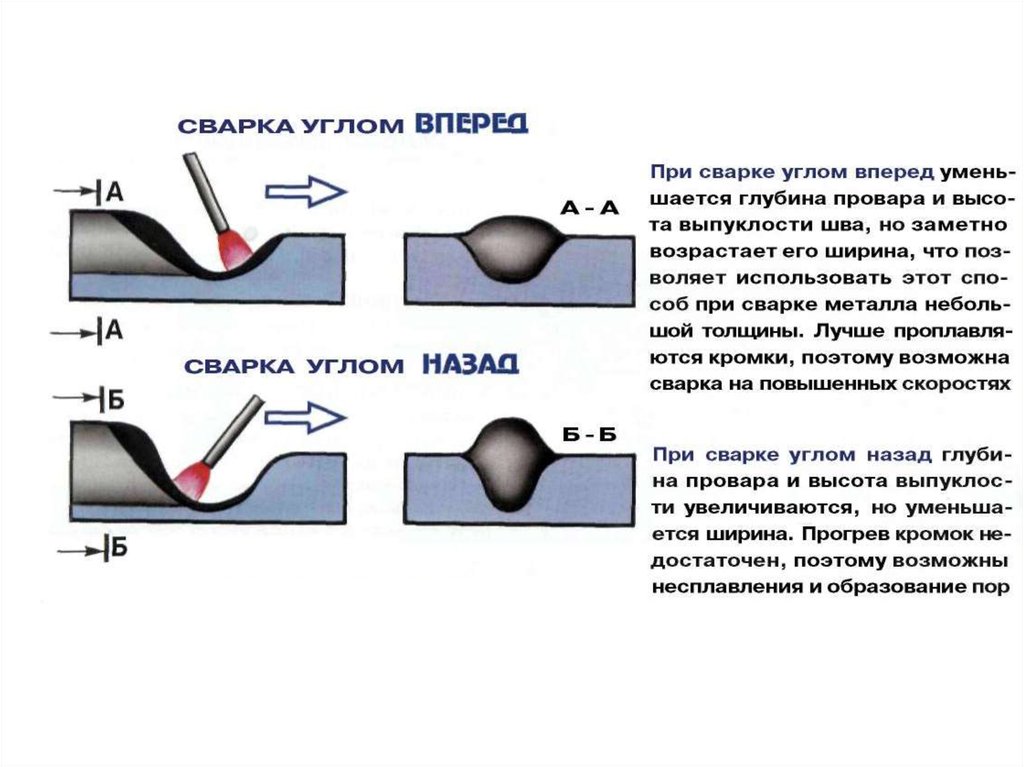 Таким образом, электрод выступает в роли присадочного металла (дополнительный присадочный материал не требуется). Таким образом, электрод выступает в роли присадочного металла (дополнительный присадочный материал не требуется). | При необходимости дополнительно подается присадочный металл путем подачи в дугу присадочного стержня малого диаметра. Поэтому присадочный металл поставляется отдельно. |
| Состав электродного металла выбирается исходя из основного металла. Обычно металлургический состав электродного металла аналогичен основному металлу. | Электрод всегда изготавливается из вольфрама с небольшой долей других легирующих элементов (например, тория). |
| Подходит для гомогенной сварки. Его нельзя проводить в режиме автогенной сварки, так как присадочный материал наносится заочно. | Особенно подходит для автогенной сварки. Однако его также можно использовать для гомогенного или гетерогенного режима путем подачи дополнительного наполнителя. |
Электрод-наполнитель для сварки МИГ представляет собой проволоку малого диаметра (0,5–2 мм) и очень длинной (несколько сотен метров), намотанную в проволочный пул. | Присадочный материал для сварки TIG обычно имеет форму стержня малого диаметра (1–3 мм) и короткой длины (60–180 мм). |
| Из-за очень большой длины присадочный электрод можно подавать без замены в течение более длительного времени. | Из-за небольшой длины требуется частая замена наполнителя. Это непреднамеренно прерывает процесс сварки. |
| Сварка MIG обычно выполняется либо на переменном токе, либо на полярности DCEP, чтобы электрод можно было расплавить и насадить с большей скоростью. | Сварка TIG обычно выполняется с полярностью AC или DCEN для увеличения срока службы электрода. |
| Скорость осаждения наполнителя очень высока, поэтому процесс высокопроизводителен. | Низкая скорость осаждения наполнителя. В этом смысле он не очень продуктивен. |
| При сварке MIG обычно образуются брызги. Это приводит к потере дорогостоящего присадочного металла. | Сварка ВИГ практически не имеет брызг. |
| Качество и внешний вид сварного шва не очень хорошие. | Позволяет легко производить бездефектное надежное соединение с хорошим внешним видом. |
| Не приводит к дефекту включения вольфрама. | Сварка ВИГ иногда приводит к дефекту вольфрамового включения (возникает, когда расплавленная/сломанная часть вольфрамового электрода внедряется в сварной шов). |
Подробнее: Знакомство с плазменной дуговой сваркой
Преимущества и недостатки сварки ВИГ
Преимущества
Ниже перечислены преимущества сварки ВИГ.
- Обеспечивает высокое качество сварных швов
- Защищен инертным газом во время процесса
- Сварка TIG не дает шлака
- Может выполняться в любом положении сварки
Недостатки
Несмотря на большие преимущества сварки TIG при сварке также возникают некоторые ограничения. Ниже перечислены недостатки сварки TIG 9.0003
Присоединяйтесь к нашей рассылке новостей
- Предлагает медленный процесс сварки
- Требуется высококвалифицированный персонал
- Эксплуатационные расходы очень дороги
- Сварщики подвергаются воздействию высокой интенсивности света
Подробнее: Что такое электрошлаковая сварка 9003 90 для этой статьи, где определение, области применения, схема, машина, работа, преимущества и недостатки дуговой сварки вольфрамовым электродом (GTAW), сварки вольфрамовым электродом в среде инертного газа (TIG).