Аргонодуговая сварка алюминия и его сплавов – Сварка алюминия аргоном для начинающих
alexxlab | 17.11.2019 | 0 | Разное
Аргонодуговая сварка алюминия и его сплавов

Изготовление конструкций из алюминия и его сплавов более целесообразно производить газоэлектрической сваркой неплавящимся вольфрамовым электродом, и плавящимся электродом.
Аргонодуговая сварка неплавящимся электродом является лучшим способом сварки тонколистового алюминия. Она обеспечивает минимальную деформацию свариваемой конструкции и высокое качество сварного шва, не требуя специального флюса. Сварка производится на переменном токе с обязательным применением осциллятора и устройств, устраняющих составляющую постоянного тока. При питании дуги переменным током за счет катодного распыления в полупериоды, когда катодом является изделие, разрушается оксидная пленка.
Зажигание дуги непосредственным касанием вольфрамового электрода поверхности алюминиевых деталей затруднено. Поэтому дугу зажигают на вспомогательной графитовой пластинке, а затем переносят электрод на свариваемые кромки. В качестве инертного газа используется аргон первого и второго сорта по ГОСТ 10157—79.
Ручная сварка неплавящимся электродом может производиться во всех пространственных положениях, как с присадочным материалом, так и без него, но без поперечных колебаний электродом. В качестве присадки применяют сварочную проволоку, близкую основному металлу по химическому составу. Длина дуги не должна превышать 1,5—2,5 мм, а расстояние от выступающего конца вольфрамового электрода до нижнего среза наконечника горелки при стыковых соединениях 1—1,5 мм, при тавровых (угловых) 4—8 мм. Рабочее давление аргона в зависимости от расхода устанавливается в пределах 0,01 — 0,05 МПа.
Режимы ручной аргоно-дуговой сварки алюминия и его сплавов в среде аргона неплавящимся электродом приведены в табл. 1.
Таблица 1.
Режим ручной аргонодуговой сварки алюминия
и его сплавов неплавящимся электродом (нижнее положение шва)
| Тип соединения | Форма подготовленных кромок | Толщина листа, мм | Сила сварочного тока, А | Диаметр,мм | Расход аргона, л/мин | Количество проходов | |
| вольфрамового электрода | присадочной проволоки | ||||||
| Стыковое | Без скоса кромок | 2 | 70-80 | 2 | 2,0-2,5 | 5-6 | 2 |
| 3 | 100-140 | 3 | 2,5-3,0 | 7-8 | |||
| 4 | 160-190 | 4 | 3,0-4,0 | 7-8 | |||
| С прямолинейным скосом кромок | 4 | 150-200 | 4 | 3,0-4,0 | 7-8 | 2 | |
| 6 | 240-280 | 5 | 3,0-4,0 | 8-9 | 2-3 | ||
| 8 | 300-340 | 6 | 4,0-5,0 | 9-10 | 3-4 | ||
| 10 | 340-380 | 6-7 | 4,0-5,0 | 10-12 | 5-6 | ||
| Тавровое | Без скоса кромок | 4 | 170-220 | 4 | 3,0-4,0 | 7-8 | 2 |
| 6 | 250-280 | 5 | 4,0 | 8-10 | |||
| С прямолинейным скосом кромок | 5 | 180-230 | 4 | 3,0-4,0 | 8-10 | 2-5 | |
| 10 | 340-380 | 6-7 | 4,0-5,0 | 10-12 | 4-6 | ||
Включение подачи аргона должно производиться за 3—5 с. до возбуждения дуги, а выключение — спустя 5—7 с после обрыва дуги, что обеспечивается электромагнитным клапаном аппаратуры управления.
При полуавтоматической и автоматической сварке неплавящимся электродом, в отличие от ручной сварки, горелка обычно располагается вертикально, а присадка специальным механизмом подается в плавильную зону так, чтобы конец проволоки опирался на край сварочной ванны. Питание дуги, как и при ручной сварке, осуществляется переменным током.
Для ручной и механизированной сварки алюминия и его сплавов неплавящимся электродом промышленностью выпускаются специализированные полуавтоматы УДГ-301 и УД Г-501.
Ручная и автоматическая сварка трехфазной дугой вольфрамовыми электродами находит применение для сварки алюминия и его сплавов. Большая проплавляющая способность этого метода сварки позволяет при соответствующем режиме выполнять без раздела кромок за один проход (на подкладке из меди или нержавеющей стали) изделия толщиной до 30 мм. При этом резко уменьшается склонность металла шва к пористости, так как сварка производится без введения присадочного металла, за счет которого и имеет место увеличение пористости металла шва.
При сварке металла большой толщины, когда проплавляющая способность дуги должна быть максимальной, необходимо, чтобы сила тока в изделии была больше, чем в электродах. И наоборот, когда требуется минимальная проплавляющая способность дуги, например при наплавочных работах, сила тока в изделии может быть установлена меньше силы тока в электродах. Кроме того, регулировать глубину и ширину проплавления основного металла также можно за счет расположения электродов относительно оси шва. Последовательное расположение электродов относительно оси шва вызывает увеличение глубины проплавления и уменьшения ширины шва, а поперечное расположение электродов относительно оси шва приводит к уменьшению глубины проплавления и увеличению ширины шва.
При выполнении трехфазной ручной или автоматической сварки вольфрамовыми электродами с присадочным металлом для уменьшения загрязнения металла шва рекомендуется применение присадочной проволоки допустимо большего диаметра: при ручной диаметром 3—6 мм, при автоматической диаметром 2—4 мм.
Источником питания трехфазной дуги чаще всего служат два стандартных однофазных трансформатора, соединенных открытым треугольником или трансформатор, специально изготовленный для трехфазной сварки.
Механизированная сварка алюминия и его сплавов в аргоне плавящимся электродом целесообразна для металла толщиной 4 мм и выше. При этом увеличивается производительность труда.
При сварке алюминия плавящимся электродом применяется постоянный ток обратной полярности, так как при прямой полярности дуга менее стабильна и не используется эффект катодного распыления, увеличивается разбрызгивание. Для питания дуги используются источники тока с жесткой внешней характеристикой. Возбуждение дуги производится замыканием под током сварочной проволоки на изделие.
Для механизированной сварки алюминия плавящимся электродом можно применить импульсно-дуговой полуавтомат типа ПДИ-303 в комплекте со сварочным выпрямителем ВДТИ-301 и ранцевый полуавтомат типа ПРМ-4.
Рабочее давление аргона такое же, как и при сварке неплавящимся электродом. Расстояние между нижним срезом наконечника горелки и изделием рекомендуется рекомендуется устанавливать в пределах 5—15 мм.
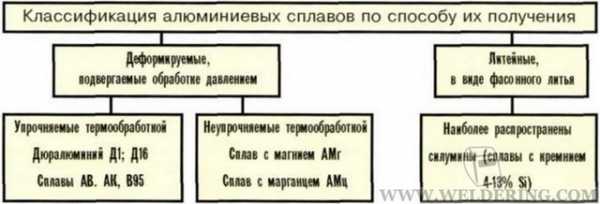
Технология сварки алюминия и его сплавов имеет много общего, однако имеются и некоторые особенности, присущие каждой группе сплавов. Так, деформируемые сплавы, неупрочняемые термической обработкой (АМц, АМг, АМг5, АМг6 и др.), упрочняются нагартовкой. Степень нагартовки для промышленных полуфабрикатов составляет до 40 % (так называемый полунагартованный сплав), что повышает предел прочности по сравнению с отожженным состоянием примерно на 20—25 % при одновременном снижении пластичности.
Сплавы типа АМц и АМг обладают хорошими сварочными свойствами, и, как ранее указывалось, все способы и режимы сварки чистого алюминия пригодны и для них. Однако при сварке полунагартованных сплавов прочность в зоне термического влияния снижается до показателей отожженного металла.
Кроме того, при сварке сплава АМц при малом содержании железа и кремния (менее 0,25 % каждого) возможно образование горячих трещин. В этом случае следует применять меры, предотвращающие их появление, как например, подогрев.
Ряд трудностей также возникает при сварке деформируемых сплавов, упрочняемых термической обработкой, типа дуралюмина, авиали.
Термическая обработка алюминиевых сплавов основана на изменении растворимости промежуточных соединений в алюминии.
Основным легирующим элементом в дуралюмине является медь. Она при комнатной температуре растворяется в количестве 0,5 %, а максимальная растворимость (при эвтектической температуре, равной 548 °С) составляет 5,7 %. Следовательно, при содержании меди в алюминии до 5,7 % сплав всегда можно перевести нагревом в однофазное состояние и зафиксировать его быстрым охлаждением. Но так как полученный твердый раствор содержит меди больше 0,5 %, и поэтому является пересыщенным, с течением времени из него начнет выделяться избыточное количество CuAl2 в виде мелкодисперсных включений. Этот процесс называется старением или дисперсионным твердением, так как он сопровождается значительным повышением твердости и прочности. Так, сплав алюминия с 4 % меди в отожженном состоянии имеет временное сопротивление 200 МПа/мм2, в свежезакаленном — 250 МПа/мм2, а после старения — до 400 МПа/мм2.
Установлено, что свойства дуралюмина после старения в значительной степени зависят от температуры закалки: чем выше (в определенных пределах) температура закалки, тем больше прочность после старения. Однако нагрев выше определенной температуры вызывает перегрев, т.е. рост зерна, окисление и оплавление границ зерен, что приводит к катастрофическому падению прочности и пластичности.
Для сварки дуралюмина приемлемы все способы электродуговой сварки, однако из рассмотрения свойств дуралюминов явствует, что равнопрочность металла шва, зоны термического влияния и участков сплава, подвергшихся тепловому воздействию сварки, не может быть достигнута. Особенно снижаются свойства на участке зоны термического влияния, который при сварке подвергался нагреву выше температуры 520 °С, т. е. где имел место перегрев, рост зерна, оплавление и окисление границ зерен. Кроме того, при сварке дуралюмина легко могут возникнуть трещины, что весьма затрудняет изготовление конструктивно жестких соединений. Практически можно считать, что при сварке дуралюмина прочность сварных соединений может быть получена не выше 50—60 % от прочности основного металла.
В состав дуралюмина кроме меди вводят небольшое количество магния и марганца с целью улучшения его свойств. Более того, дуралюмин не должен применяться в условиях возможного протекания коррозионных процессов из-за низкой коррозионной стойкости их сварных соединений.
Кроме дуралюмина, к этой же группе относятся сплав АВ (авиаль) с содержанием 0,45—0,90 % Mg и 0,5—1,2 % Si и сплавы типа АК, по составу близкие к дуралюминам, но применяемые в кованом и штампованном виде.
Часто возникает необходимость в сварке литейных алюминиевых сплавов. Типичным примером таких сплавов являются так называемые силумины — сплавы алюминия с 11—14 % Si (иногда применяются «бедные силумины», содержащие 5—6 % Si; они, как правило, легируются еще небольшими добавками меди, магния, марганца, как, например сплавы AЛ-5, АЛ-10).
Применительно к силуминам сварка используется главным образом как средство ремонта и исправления брака литья. В результате неравномерного нагрева и низкой пластичности возможно появление трещин. Поэтому перед сваркой необходим предварительный подогрев изделий до температуры около 250 °С.
Для предотвращения разрушения при нагреве от собственного веса часто устанавливают железные подкладки, нагреваемые вместе с деталью. Жесткие закрепления при этом недопустимы, так как способствуют трещинообразованию. Остывание деталей после сварки должно быть медленным.
Состав присадочного металла должен соответствовать основному металлу.
svarnoy.info
Технология сварки алюминия и его сплавов
Температура плавления алюминия 660°С, окисной пленки 2060°С
Марка | Свариваемость | Технологические особенности сварки | |
Технически чистый алюминий | Очистка кромок и присадка от окисной пленки | ||
АД00, АД0, АД1 , АД | Хорошая | Присадок Св-А1, СвА000, Св-85Т | |
Деформируемые, термически не упрочняемые сплавы | |||
АМц, АМцС, Д12 | Хорошая | Присадок Св-AMц | |
АМг1, АМг2, АМг3 | Присадок Св-AMг3 | ||
АМг4, АМг5 | Присадок Св-AMг5 | ||
АМг6 | Прксадок Св-АМг6, Св-АМг7 | ||
Деформируемые, термически упрочняемые сплавы | |||
АД31, АДЗЗ, АД35 АВ, АК6, АК8 | Удовлетворительная | Присадок Св-АК5, Св-1557 | |
АК4, АК4-1 | Ограниченная | ||
В95 | Плохая | Предварительный подогрев Присадок Св-1557, Св-АМг5,. Св-АМг6 | |
1915,1925 | Удовлетворительная | ||
Литейные сплавы | |||
АЛ1, АЛ2, АЛ9, АЛ25, АЛ26 | Хорошая | Присадок той же марки, что и основной металл | |
АЛЗ, АЛ4, АЛ5, АЛ7, АЛ8, АЛ10В | Удовлетворительная | ||
Марки присадочной проволоки, используемой для сварки алюминия и его сплавов
Св-А1 | Св-1557 | Св-А97 | Св-А5с | Св-АМц |
Св-АМг3 | Св-АМг5 | Св-АМг6 | Св-АМг7 | Св-АК3 |
Св-АК5 | Св-АКЮ | Св-А85Т | Св-А000 | Св-1201П4 |
Толщина металла, мм | до 1,5 | 1,6-3 | 3,1-5 | 5,1-10 | 10-15 |
Рекомендуемый диаметр присадка, мм | 1-2,5 | 2,5-3 | 3-4 | 4-6 | 6-8 |
Ориентировочные расходы сварочных материалов
Толщина свариваемого металла, мм | Диаметр электрода, мм | Расход W-электродов на 100 пог. м шва, г | Расход аргона на 1 пог. м шва, л |
1 | 1,5 | 8,3 | 60-80 |
2 | 2 | 23 | 65-90 |
3 | 3 | 51 | 85-120 |
4 | 3,5-4 | 88 | 95-130 |
6 | 4 | 132 | 105-145 |
Трудности при сварке
- Температура плавления окисной пленки значительно выше, чем алюминия, и она расплавляется позже. Это затрудняет формирование шва
- Высокая теплопроводность алюминия требует увеличения сварочного тока в 1,2-1,5 раза по сравнению, например, со сваркой стали
- Образуются значительные остаточные деформации, что требует специальных мер и приспособлений
- Окисная пленка не растворяется в жидком алюминии. Это мешает формированию шва и служит причиной появления в нем металлических включений
- При нагреве алюминия и его сплавов нет явных признаков их перехода в жидкое состояние. Это требует высокой квалификации сварщика
Несплавление кромок алюминиевых конструкций

Подготовка к сварке. Резка и подготовка кромок ведутся механическим способом. На ширину 100-150 мм их обезжиривают ацетоном, авиационным бензином, уайт-спиритом или другим растворителем. Окисленную пленку удаляют механически или химическим травлением. При механической обработке свариваемые кромки на ширину 25-30 мм зачищают наждачной бумагой, шабером и металлической щеткой из нержавеющей проволоки. Зачистку проводят непосредственно перед сваркой.

Химическое травление проводят в течение 0,5-1 мин в реактиве, состоящем из 50 г едкого натра и 45 г фтористого натрия на 1 л воды. После травления следует промывка в проточной воде, а затем осветление в 30-35%-ном растворе азотной кислоты (для алюминия и сплавов типа АМц) или в 25%-ном растворе ортофосфорной кислоты (для сплавов типа АМг и В-95). После повторной промывки необходима сушка до полного испарения влаги.
Алюминиевую сварочную проволоку перед сваркой также обрабатывают. Сначала ее обезжиривают, а затем подвергают травлению в 15%-ном растворе едкого натра в течение 5-10 мин при температуре 60-70°С. После этого промывают в холодной воде и сушат 10-30 мин при температуре 300°С.
Подготовленные к сварке материалы сохраняют свои свойства в течение 3-4 дней. Затем на поверхности вновь образуется окисная пленка
ПОДКЛАДКИ ДЛЯ ЗАЩИТЫ ОТ ВЫТЕКАНИЯ МЕТАЛЛА ИЗ СВАРОЧНОЙ ВАННЫ
Выбор параметров режима
Метод сварки неплавящимся электродом применяют для изделий из алюминиевых сплавов толщиной до 12 мм. При сварке металла толщиной от 1 до 6 мм применяют вольфрамовые электроды диаметром от 1 до 5 мм. Сварочный ток (А) определяют по формуле:
Iсв=(60÷65)dэ,
где dэ – диаметр электрода, мм
Питание дуги осуществляется от источника переменного тока с осциллятором, что помогает разрушить окисную пленку. Напряжение холостого хода источника должно быть повышенным. Надежность газовой защиты дуги и сварочной ванны зависит от диаметра и формы сопла горелки, расстояния сопла от поверхности свариваемого изделия.
Рекомендуется выдерживать такие соотношения:
Диаметр электрода, мм | 2-3 | 4 | 5 | 6 |
Диаметр сопла, мм | 10-12 | 12-16 | 14-18 | 16-22 |
Длина выступающего из сопла W-электрода (выпуск) должна составлять при сварке стыковых соединений 1-1,5 мм, а тавровых и угловых 4-8 мм. Длину дуги поддерживают в пределах 1,5-3 мм. Скорость сварки выбирают от 8 до 12 м/ч.
Соединения с отбортовкой кромок целесообразно применять при сварке металла толщиной 0,8-2 мм.
Техника сварки
Ручной аргонодуговой сваркой W-электродом выполняют стыковые, угловые и тавровые соединения. Конструкции толщиной до 10 мм сваривают «углом вперед», а более 10 мм – «углом назад». Угол между присадочной проволокой и горелкой должен составлять 90°. Проволоку подают короткими возвратно-поступательными движениями. Поперечные колебания W-электрода недопустимы.
Изделия толщиной до 4 мм включительно сваривают за один проход на стальной подкладке. При толщине от 4 до 6 мм сварку выполняют с двух сторон, а при толщине 6-12 мм подготавливают кромки с V-образной или Х-образной разделкой.
Подачу аргона начинают за 3-5 с до возбуждения дуги, а прекращают через 5-7 с после окончания сварки.
Чтобы снизить вероятность окисления металла шва, размеры сварочной ванны нужно выдерживать минимальными.
ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ РУЧНОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ
Подготовка кромок и форма шва | Размеры, мм | Сварочный ток, А | Диаметр электрода, мм | Диаметр присадка, мм | Расход аргона, л/мин | Число проходов | ||
S | b | с | ||||||
2 3 4 | 0+1,0 0+1,5 0+2,0 | – | 70-80 100-140 160-190 | 2 3 4 | 2-2,5 3 3-4 | 5-6 7-8 7-8 | 2 | |
2 3 | 0+1,0 | 80-100 120-140 | 3 | 2,5-3,5 3 | 5-6 7-8 | 1 | ||
2 3 4 | 80-100 120-140 160-210 | 2 3 4 | 2,5-3,5 3 4 | 5-6 7-8 7-8 | 1 1 2 | |||
4 6 8 10 | 1+0,5 1+1,0 1+1,0 1+1,0 | 150-200 250-300 300-350 350-400 | 6 5 5-6 6-7 | 3-4 4 4-5 4-5 | 7-8 8-9 9-10 10-12 | 1 2 2 2 | ||
4 6 8 10 15 | 1+1,0 1,5+1,0 2,0+1,0 2,0+1,0 2,5+1,0 | 1+0,5 1+1,0 1+1,0 1+1,0 | 220-260 260-300 320-360 380-420 440-480 | 4 4-5 5-6 6-7 8 | 3-4 4 4 4-5 4-5 | 8-10 10-12 12-14 16-18 16-18 | 1 2 2 2 2 | |
10 15 25 | 0+1,0 0+1,5 0+1,5 | 1+0,5 | 350-400 380-420 480-550 | 6-7 7 8 | 4-5 | 10-12 16-18 18-20 | 4 6 6 | |
2 4 6 | 0+0,5 0+1,0 0+1,5 | – | 100-120 170-220 240-280 | 2-3 4 5 | 2 3-4 4 | 5-6 7-8 8-10 | 2 | |
4 10 15 | 0+1,0 0+1,5 0+2,0 | 0,5 0+0,5 1,5 | 170-220 350-400 380-420 | 4 6-7 7 | 4 4-5 4-5 | 8-10 10-12 16-18 | 2 | |
8 10 15 20 | 0+1,0 0+2,0 0+2,0 0+2,0 | 0,5 1,0 1,5 1,5 | 280-320 350-400 380-420 480-550 | 5-6 6-7 7 8 | 4 4-5 4-5 4-5 | 8-10 10-12 16-18 18-20 | 2 2 2 5 | |
2 4 6 | 0+0,5 0+1,0 0+1,5 | 0+1,0 | 100-120 150-200 220-260 | 2-3 4 5 | 2-3 3 4 | 5-6 8-10 8-10 | 2 | |
4 10 15 | 0+1,0 0+1,5 0+2,0 | 0,5 1+0,9 1,5 | 150-200 320-380 360-400 | 4 6-7 7 | 3-4 4-5 4-5 | 8-10 10-12 16-18 | 2 2 3 | |
weldering.com
Технология аргонодуговой сварки алюминия и его сплавов
Аргонодуговым способом сваривают различные типы соединений алюминия и сплавов на его основе. В зависимости от толщины свариваемых элементов применяют аргонодуговую сварку неплавящимся вольфрамовым (с присадкой и без нее), а также плавящимся электродами.
Аргонодуговая сварка неплавящимся вольфрамовым электродом — лучший способ соединения тонколистового алюминия, не уступает по производительности сварке по флюсу и аргонодуговой сварке плавящимся электродом толстолистового алюминия.
Качество швов при аргонодуговой сварке алюминия и сплавов на его основе зависит от чистоты аргона, поэтому он должен не иметь следов влаги и содержать не более 0,03% кислорода и не более 0,3% азота. Хорошие (плотные) швы получаются также при сварке в защитной смеси из 65% гелия и 35% аргона.
При сварке вольфрамовым электродом стыковых соединений металла толщиной до 3 мм кромки не скашиваются. В соединениях металла толщиной до 6 мм делают односторонний скос кромок с общим углом раскрытия 60—90° и притуплением в стыке до 1,5 мм, а при толщине металла до 9 мм — такой же скос кромок, но с притуплением до 2,5 мм.
Металл толщиной до 20 мм сваривают с двусторонним скосом кромок и углом раскрытия 60—90°, с притуплением 3 мм или односторонней рюмкообразной подготовкой кромок с углом раскрытия 40—60°, радиусом закругления у основания разделки 5 мм и притуплением в стыке 3 мм.
Металл толщиной до 6 мм сваривают односторонним швом на подкладке. При толщине металла более 6 мм после выполнения шва с одной стороны вырубают корень этого шва и стык затем сваривают с обратной стороны. В том случае, когда за один проход не удается заполнить разделку, сварку выполняют в два прохода, причем первый проход делают без присадки с полным проплавлением стыка, а второй — с присадкой для заполнения разделки и получения необходимого усиления шва.
При сварке алюминия и его сплавов в инертных газах раскисляющий флюс не применяется. Вместе с тем аргон даже самого высокого качества содержит некоторое количество кислорода, достаточное для образования пленок окислов жидкого металла.
Если в процессе сварки пленки окислов не разрушаются, то металл шва засоряется ими и в отдельных местах сварного соединения может образоваться несплавление кромок, а также несплавление присадочного металла с основным. Разрушить же эти пленки можно лишь в том случае, если сварочная ванна (изделие) будет катодом.
Тогда с поверхности жидкой ванны и соседних с ней зон менее нагретого металла происходит вырывание металлических частиц (катодное распыление металла). Вследствие катодного распыления пленки окислов, образующиеся в сварочной ванне, разрушаются, что обеспечивает хорошее сплавление кромок и формирование шва без применения флюса.
Изделие может быть катодом как при сварке постоянным током обратной полярности, так и при сварке переменным током. В последнем случае катодное распыление и, следовательно, очищение сварочной ванны от окислов происходит в полупериоды обратной полярности тока.
Поскольку ток обратной полярности (плюс на электроде) нельзя использовать из-за перегрева электрода, а прямой из-за необходимости очищения сварочной ванны от пленок окислов, аргонодуговую сварку алюминия вольфрамовым электродом выполняют переменным током.
Аргонодуговая сварка алюминия плавящимся электродом выполняется постоянным током обратной полярности. Переменный ток при такой сварке не применяется. Для питания дуги переменным током используют стандартные сварочные трансформаторы с осцилляторами и стабилизаторами, а для питания постоянным током — преобразователи с падающей, жесткой или возрастающей внешней характеристикой.
Для сварки разноименных алюминиевых сплавов, обеспечивающих сварным соединениям повышенную стойкость против горячих трещин, рекомендуется применять следующие марки проволок:
Марки свариваемых сплавов | Марки сварочной проволоки |
АДО+АМц | СвА5 |
АДО+АМгЗ | СвАМг6 |
АДО+АМг5 | СвАМг6 |
АДО+АМг6 | СвАМг6 |
АДЦ+АМгЗ | СвАМг6 |
АДЦ+АМг5 | СвАМг6 |
АДЦ+АМг6 | СвАМг6 |
Марки свариваемых сплавов | Марки сварочной проволоки |
АМг3+АМг5 | СвАМг6 |
АМг3+АМг6 | СвАМг6 |
АМг5+1915 | СвАМг6, Св1557 |
АМг6+1915 | Св1557 |
АД31+АМцС | СвАК5 |
АД31+АМгЗ | СвАМг6 |
АД31+АМг6 | СвАМг6 |
АД51+АМг6 | СвАМг6 |
Состав газообразного аргона должен быть следующим:
Марка аргона | Содержание, % | |||
Аг | О2 | Н1 | Влага при давлении 760 мм рт.ст., г/м3 | |
А | Не менее 99,99 | Не более 0,003 | 0,01 | 0,03 |
Б | Не менее 99,96 | Не более 0,005 | 0,04 | 0,03 |
Состав газообразного гелия, применяемого для сварки (%):
Содержание | Гелий высокой чистоты |
Гелия (не менее) | 99,985 |
Водорода (не более) | 0,0025 |
Азота (не более) | 0,005 |
Кислорода (не более) | 0,002 |
Углеводородов (не более) | 0,003 |
Неона (не более) | 0,002 |
Точка росы (не выше) | -55°С |
При автоматической аргонодуговой сварке вольфрамовым электтродом горелка (мундштук) обычно располагается вертикально, а присадка подается механизмом автомата со стороны, противоположной направлению сварки.
Сварка плавящимся электродом может выполняться автоматом и шланговым полуавтоматом. При полуавтоматической сварке горелку наклоняют под углом 60—80° к плоскости изделия и перемещают углом вперед или углом назад с небольшими плавными поперечными колебаниями или без колебаний. При автоматической сварке горелку располагают вертикально.
www.prosvarky.ru
Сварка алюминия аргоном для начинающих и профи
Оглавление:
- Особенности процесса
- Технология
- Сварка алюминия аргоном для начинающих
- Интересное видео
Практика показывает, что наиболее удобный и надёжный способ соединить несколько деталей между собой – это аргоновая сварка. Алюминий – популярный материал, используемый во многих сферах. Детали для автомобилей и предметы домашнего применения. Ремонт таких приборов значительно упрощается, если использовать технику сварки алюминия аргоном.
Для этой операции нужно специальное оборудование и умения. Для качественной сварки понадобится мощный источник переменного тока, специальный аппарат и расходные материалы. Полезной будет для начинающих пошаговая инструкция по сварке алюминия аргоном.
Особенности процесса
Алюминий обладает свойствами, которые не присущи другим металлам. Он стойкий к коррозии, лёгкий и очень прочный. Профессионалы заверяют, что алюминий – один из сложнейших металлов для сварки. Чтобы провести эффективную работу, необходимо знать особенности данного материала.
Перед тем, как приступить к газовой сварке алюминия, нужно понимать, чего ожидать от него. Как работать, с чего начать и чем закончить. Например, при нагревании алюминий не меняет цвета, в отличие от других материалов.

При работе с алюминием сварщик должен знать:
- Алюминий имеет оксидную плёнку. Этот металл имеет естественное покрытие в видео оксидной плёнки по всей площади. Она выполняет роль защиты от влияния внешних факторов. Стоит понимать, что у данного материала температура плавления 2050С – выше, чем температура кипения алюминия. Такой слой сильно усложняет работу с самим металлом, потому что требует предварительной значительной подготовки. Верхний слой удаляется механическим или химическим методом. Делать это нужно непосредственно перед началом работы, так как слой самовосстанавливается. Алюминий обладает высокой химической активностью, и при контакте с кислородом после зачистки быстро восстанавливает верхний оксидный слой. Поэтому сварка алюминия без аргона испортит качество металла.
- Подготовка алюминия к сварке аргоном. Подготовка поверхности – основной момент в работе с алюминием. Требовательному металлу необходима предварительная обработка. Вне зависимости от выбранного метода, следует незамедлительно приступать к сварке, либо предотвратить попадание кислорода на поверхность металла, обернув в полиэтиленовую плёнку. Правильно проведённая процедура предварительной подготовки значительно упростит и ускорит дальнейшую сварку. Непосредственно перед тем, как начать работу, пройдитесь ещё раз по материалу грубой металлической щёткой, чтобы завершить подготовку.
- Не требуются высокие температуры. Так как алюминий прекрасно проводит тепло, он быстро нагревается и не требует высоких температур при работе. Тут стоить работать с предельной осторожностью, ведь алюминий очень просто прожечь насквозь. Такие повреждения сложно исправить, а серьёзные оплошности – неисправимы.
- Высокое энергопотребление. Теплопроводность алюминия на несколько порядков выше, чем у аналогичных по популярности металлов. В сравнении со сталью, этот показатель выше в 5-6 раз, в зависимости от примесей в сплаве. Исходя из данной особенности, для сварки требуется постоянное внесение мощного тепла. Это реализуется за счёт мощности сварочной дуги. Но если в планах сварка массивного изделия или толстых листов, стоит использовать предварительный прогрев.
- Заварка кратера. Из-за свойства алюминия быстро затвердевать, во время сварки в большинстве случаев образуется кратер, который обязательно заваривается в конце. Такая работа требует точности и особой техники. Именно для заварки в большинстве сварочных аппаратов есть режим работы с алюминием. Он работает по следующему принципу: начальная мощность тока увеличена, чтобы пробить защитный слой, а конечная – уменьшенная, для заварки образовавшегося кратера.
Технология

Технология сварки алюминия аргоном зарекомендовала себя как отличный метод скрепления алюминиевых деталей. При правильном выполнении всех этапов, швов не будет заметно. Огромный плюс в полном отсутствии шлака, из-за чего можно быть уверенным в идеальном качестве шва.
К процессу сварки необходимо заблаговременно тщательно подготовиться. Сюда относятся расходные материалы, подготовка оборудования, зачистка металла.
При сварке в расплавленный металл попадают из окружающей среды газы и вещества, ухудшающие качество материала и получившегося шва. Чтобы избежать этого, во время сварки используется защитный газ. Дешёвый и популярный инертный газ – аргон. Он поставляется в специальных баллонах под давлением, и при работе создаёт особую среду. Расход аргона при сварке алюминия зависит от толщины металла, сварочного аппарата и других факторов. В среднем, в минуту уходит от 15 до 20 литров газа.
Аргон – лишь защитный газ, сама сварка – электрическая. Нужно всегда учитывать источник питания, номинальную и максимальную мощность. Сварка может быть ручная и автоматическая. Основная разница в принципе подачи электрода: автоматикой или вручную. Электроды делятся на плавящиеся и неплавящиеся.
Вольфрамовая проволока – неплавящийся электрод, который обеспечивает прочное и надёжное соединение металлов. Он справится с любой поставленной задачей: сварка тонкого алюминия или объединение больших элементов конструкции. Он не плавится, а материал для сварки подаётся непосредственно мастером.
Большинство специалистов утверждают, что сварка алюминия аргоном на постоянном токе невозможна. Другие же уверены, что при подключении к обычному источнику постоянного тока работа возможна, но при условии изменения полярности.
Если не менять полярность и делать сварку алюминия аргоном постоянным током, то стоит ожидать возникновения ряда проблем:
- сложности в поджоге и поддержании дуги;
- разбрызгивание расплавленного металла;
- присадочный пруток не справится с задачей, будет плавиться с большой скоростью;
- на окончательном шве будут видны серьёзные недочёты: прожоги и чёрный налёт.
Сварка алюминия аргоном для начинающих
Перед началом аргоновой сварки алюминия необходимо ознакомиться с техникой безопасности. Затем – выбрать оборудование, средства защиты, место для проведения аргоновой сварки алюминия.
Сварка аргоном для начинающих – дело несложное, если к нему правильно и полностью подготовиться. Ниже приведено руководство по проведению сварочных работ с использованием ручной аргонно-дуговой сварки алюминия с неплавящимся электродом.

Схема аргонной сварки алюминия своими руками требует наличия определённых компонентов. Обзаведитесь следующими материалами:
- баллон с редуктором, наполненный аргоном под давлением;
- шланг для подачи газа, выдерживающий давление;
- сварочный аппарат с неплавящимся электродом;
- сам неплавящийся электрод: графитовый или вольфрамовый;
- материалы для обработки алюминия;
- присадочная проволока для сварки алюминия аргоном.
Отдельный пункт – одежда и спецзащита. Работа с техникой такого уровня опасна даже для профессионалов. Новичкам гораздо проще допустить ошибку, и специальная защита поможет избежать прискорбных последствий от поражения током. Обратите внимание на подбор помещения: тут должна быть достаточно сильная вентиляция, чтобы удалять выделяющиеся продукты. Категорически запрещено проводить сварочные работы в дождь или грозу.
При выборе баллона с газом учтите страну-поставщика и название фирмы. Уточните, какой газ хорошего качества. Экономия на аргоне приведёт к порче изделия. На самом баллоне должны быть все соответствующие маркировки, уплотнитель, вентиль, товарный знак.
Проволока для сварки алюминия аргоном – материал, который необходим при сваривании. Она плавится и заполняет собой шов.
После выбора всех элементов и приведения их в рабочее состояние, необходимо подготовить непосредственно свариваемые детали. Сюда входит обезжиривание, удаление грязи и остатков масла. Электрод затачивают, делая край не острым, а немного притупленным. Уже во время работы он примет полностью правильную форму с наконечником в виде гладкой сферы.
Далее – настройка аргонной сварки для алюминия. В зависимости от конкретного прибора и доступных режимов, выбранные показатели могут отличаться. Ставить значения нужно исходя из того, какой металл необходимо сварить.
Настройка переменного тока. Тут устанавливаются полярности – плюс или минус. Для чистого алюминия работа происходит в отрицательном диапазоне. Металл с примесями требует больших температур, поэтому рабочий диапазон – положительный. Соблюдайте меры предосторожности, положительная полярность негативно влияет на электрод из вольфрама.
Продолжая работу с током, установите необходимую силу. Показатель зависит в первую очередь от толщины листа. 60-65 ампер будет достаточно для сварки 2 мм листа алюминия. Сварка алюминия постоянным током в среде аргона требует других настроек.
Заварка кратера. Если такой режим есть, его необходимо обязательно использовать. Это медленное затухание дуги, работа на низких температурах. Нужно оно для того, чтобы избавиться от образовавшегося кратера. Для листа, толщиной в 2 мм достаточно 3 секунд работы аппарата.
Техника не из простых, поэтому не стоит сразу приниматься за работу со сложными конструкциями. Чтобы овладеть техникой, научиться делать ровный, красивый шов, достаточно взять брусок алюминия потолще и начинать работать с ним.
В одной руке держите саму горелку, в другой – присадочный материал. Приступая к работе, первым делом нажмите на кнопку на горелке, чтобы пробить оксидную плёнку. Образовывается ванночка, в которую и нужно помещать проволоку. Не нужно спешить, чтобы шов был правильным, добавлять присадочный элемент нужно в определённый момент.
В результате, если всё было сделано правильно, вы увидите ребристый шов. Он имеет такой вид от лёгких прикосновений присадочной проволоки.
Аргонной сварке алюминия своими руками можно научиться методом проб и ошибок. Достаточно заниматься этим, стараться овладеть техникой. Меняйте настройки и материалы, экспериментируйте с толщиной алюминия и количеством свариваемых деталей.
После того, как удалось сделать ровный, красивый шов на сплошном куске металла, можно пробовать сварку аргоном тонкого алюминия. Сложность в скорости работы и температурном режиме. Его очень просто испортить, прожечь. Правильная аргоно-дуговая сварка алюминия происходит под углом в 15. Для неопытных мастеров сложно держать руку в таком положении, она быстро устаёт, меняя рабочий угол.
Вертикальные швы свариваются снизу-вверх. К стыковым соединениям горелку располагают под углом в 50. После окончания работы, получившийся шов продувается газом для охлаждения. Это поможет быстрее остыть электроду, ванночке и самой горелке.
Надёжная защита обеспечивается тем, что в течение всего времени сварки электрод, присадочная проволока и горелка не будут выходить из зоны покрытия аргона. Вы можете встретиться с некоторыми проблемами, вроде разбрызгивания металла или электрод перестал быть глянцевым. Все недочёты необходимо незамедлительно устранять.
Чтобы металл был аккуратным, старайтесь вкладывать проволоку постепенными, лёгкими движениями. Чем больше плавность, тем аккуратнее выйдет результат работы. Ванна расплавленного металла должна иметь форму, вытянутую в сторону направления горелки. Следите за тем, чтобы это не был круг или овал. Шов получится ровным и аккуратным, если работать быстро. Так можно невооруженным глазом отличить работу новичка от мастера.
Надёжные и аккуратные соединения можно получить, если потренироваться и полностью освоить технику сварки. С её помощью вы сможете соединять те детали, которые в быту объединить невозможно.
Интересное видео
osvarka.com
Аргонодуговая сварка алюминия
 Хотя аргонодуговая сварка подходит для многих типов металла, чаще всего ее связывают со сваркой алюминия, особенно тонкопрофильного. Конечно, для сварки алюминия подходят и многие другие процессы сварки, но в случае тонкопрофильных материалов удобнее всего аргонодуговая. Широкое применение алюминия в автомобилестроении привело к ее настоящему расцвету. Высокие механические характеристики и хороший внешний вид сделали ее первоочередным выбором для профессиональных гоночных команд, автомобильных энтузиастов и любителей.
Хотя аргонодуговая сварка подходит для многих типов металла, чаще всего ее связывают со сваркой алюминия, особенно тонкопрофильного. Конечно, для сварки алюминия подходят и многие другие процессы сварки, но в случае тонкопрофильных материалов удобнее всего аргонодуговая. Широкое применение алюминия в автомобилестроении привело к ее настоящему расцвету. Высокие механические характеристики и хороший внешний вид сделали ее первоочередным выбором для профессиональных гоночных команд, автомобильных энтузиастов и любителей.
Трудности сварки алюминия
Хотя этот процесс действительно хорошо подходит для сварки алюминия, для того, чтобы обеспечить максимально простую и эффективную работу, нужно помнить о нескольких особенностях алюминия. Алюминий в чистом виде плавится при температуре меньше 650ºC и перед плавлением не меняет цвет, как это делает большинство других металлов. Поэтому очень сложно определить момент, когда алюминий достаточно раскален и готов расплавиться. Кроме того, слой оксида, который так быстро образуется на поверхности алюминия, имеет почти в три раза более высокую температуру плавления (1760ºC). Еще больше дело осложняет то, что температура кипения алюминия (1582ºC) меньше температуры плавления оксида. Более того, оксид тяжелее и при плавлении опускается и застывает в алюминии. Учитывая все вышесказанное, нетрудно понять, почему перед сваркой так важно удалить с поверхности алюминия слой оксида. К счастью, фаза обратной полярности переменного тока очень эффективно удаляет оксид в пространстве перед сварочной дугой.
Температура
Алюминий – превосходный проводник тепла. Поэтому в начале сварки алюминия требуется большое тепловложение – большая часть тепла уходит на нагрев окружающего основного металла. Через некоторое время после начала сварки большая часть этого тепла распространится в пространство перед дугой и разогреет его настолько, что для сварки станет требоваться меньше тепла. Если продолжать сварку до конца пластины, теплу станет некуда рассеиваться и его скопится столько, что это затруднит сварку и оператору нужно будет снизить силу сварочного тока. Именно поэтому аппараты Lincoln Precision TIG® рекомендуется использовать с педальным регулятором Amptrol™ – он позволяет легко менять силу тока, не отрываясь от сварки. Некоторые алюминиевые сплавы имеют тенденцию к образованию трещин. Это объясняется тем, что в граничном диапазоне температур, когда металл частично жидкий и частично твердый или когда он только застыл, его недостаточно высокая прочность на разрыв не может противостоять усадочному напряжению в ходе охлаждения. С проблемами такого рода можно справиться с помощью подходящего состава присадочного металла и процедуры сварки, а также более коротких валиков сварного шва. Некоторые эксперты в начале каждого шва (первых 2-3 см) рекомендуют пользоваться обратно-ступенчатым способом сварки, а затем возвращаться к обычному методу.
Заполнение зазора
Металл в сварочной ванне представляет собой смесь присадочного и основного материала, которая должна обладать заданной прочностью, вязкотекучестью, устойчивостью к образованию трещин и коррозии. В таблице ниже приведены рекомендуемые присадочные металлы для различных сплавов алюминия.
Максимальная производительность наплавки достигается использованием проволок или прутков самого большого приемлемого диаметра и наибольшей силы тока. Оптимальный диаметр проволоки для определенной задачи зависит от приемлемой силы тока, которая, в свою очередь, зависит от сети питания, типа соединения, состава и толщины материала и пространственного положения сварки.
Рекомендуемые присадочные металлы для различных сплавов алюминия | ||
| Рекомендуемый присадочный металл (1) | |
Основной металл | Максимальная прочность в состоянии после сварки | Макс. отн. удлинение |
EC | 1100 | EC 1260 |
2219 | 2319 | (2) |
5051 | 5356 | 5183, 4043 |
5050 | 5356, 5183 | 5183, 5356, 5654 |
6061 | 4043, 5183 | 5356(3) |
Примечание:
(1) Рекомендации указаны для материалов с «нулевой» закалкой.
(2) Жидкотекучесть сварных соединений для этих металлов мало зависит от металла наплавления. Относительное удлинение этих металлов обычно ниже остальных перечисленных здесь металлов.
(3) Для сварки сплавов 6061 и 6063 при необходимости в максимальной электропроводимости используйте присадочный металл 4043. Однако если Вам требуются и прочность, и электропроводимость, лучше использовать 5356 и увеличить усиление сварного шва, чтобы компенсировать меньшую электропроводимость 5356.
 Высокое качество сварки возможно только при использовании чистой проволоки высокого качества. В противном случае в сварочную ванну может быть занесено много грязи из-за относительно большой площади поверхности проволоки по сравнению с объемом наплавления.
Высокое качество сварки возможно только при использовании чистой проволоки высокого качества. В противном случае в сварочную ванну может быть занесено много грязи из-за относительно большой площади поверхности проволоки по сравнению с объемом наплавления.
Чаще всего сварочная проволока бывает загрязнена маслом или гидрооксидом. Из-за жара от сварки из них начинает выделяться водород, что приводит к возникновению пористости. Алюминиевые сварочные проволоки Lincoln ER4043 и Lincoln ER5356 изготавливаются в условиях строгого контроля и упаковываются так, чтобы предотвратить загрязнение во время хранения. Так как присадочная проволока имеет легирование, которое может оказаться разбавлено основным металлом, качество наплавления зависит от состава как самой проволоки, так и основного металла.
Чистка, чистка и еще раз чистка
Перед сваркой изделия обычно проходят формовку, обрезание, распиловку или машинную обработку. После этих операций могут оставаться различные загрязнения, которые должны быть удалены для обеспечения высокого качества сварки. Особенно тщательно нужно удалять масла, другие углеводороды и мелкие частицы металла. Края разрезов должны быть чистыми и ровными. Для упрощения очистки в ходе производства нужно быстро удалять любые смазки.
Чтобы снизить вероятность образования пористости и окалины, необходимо обеспечить чистоту рабочей поверхности. Водород приводит к пористости, а кислород – образованию окалины. Оксиды, смазки и масла могут содержать и кислород, и водород, что приводит к низкому качеству соединений и низким механическим и электрическим свойствам. Очистка должна проводиться непосредственно перед сваркой. В таблице ниже приведены описания самых распространенных процедур сварки:
Распространенные методы очистки алюминиевых поверхностей перед сваркой | ||
Типы чистки | ||
Удаляемые составы | Только сварочная поверхность | Изделие полностью |
Масло, смазка, | Протрите умеренно щелочным растворителем и просушите | Обезжиривание в парах растворителя |
Оксиды | Протрите края сильным щелочным растворителем, затем водой, затем азотной кислотой. После этого следует споласкивание водой и сушка. | Погружение в сильный щелочной растворитель, затем воду, затем азотную кислоту. |
www.lincolnelectric.com
Сварка алюминия и его сплавов в аргоне, покрытыми электродами и полуавтоматом
Известный всем алюминий отличается такими уникальными свойствами, как лёгкость, хорошая теплопроводность и устойчивость к химическим и механическим воздействиям. Специфика структуры этого материала является причиной того, что сварка алюминия и его сплавов имеет ряд сложностей, которые должны приниматься во внимание при организации сварных работ.

Сложности процесса
Свойства алюминия должны учитываться и при проведении сварки в домашних условиях, независимо от того, будет ли металл свариваться газовой горелкой, инвертором или полуавтоматом.
Проблемы в сплавлении этого материала с другими металлами (сварка алюминия и сталью, в частности) объясняются следующими причинами:
- сложность тепловой обработки поверхности заготовок, так как она постоянно покрыта тугоплавкой окисной плёнкой, мешающей формированию качественного шва;
- высокая текучесть металла в расплавленном состоянии, затрудняющая процесс образования сварочной ванны из алюминиевых сплавов;
- наличие в структуре материала водорода и кремния, которые при остывании шва пытаются вырваться наружу и образуют поры и трещины;
- высокий коэффициент линейного расширения алюминия, также способствующий образованию трещин.
Для исключения нежелательных последствий принимаются определённые меры защиты зоны сплавления, такие например, как сварка в аргоне, ограничивающем доступ кислорода к месту контакта.
Помимо аргона для этих целей могут применяться и другие газы, замедляющие процесс окисления алюминия и относящиеся к категории инертных (углекислота, например).
Кроме того, для компенсации эффекта текучести расплавленного металла в жидкой ванне специалистами разработаны особые технологии сварки. Они предполагают применение при работе с алюминием специальных подкладок для отвода тепла.
В связи с высокой теплопроводностью материала, согласно требованиям нормативов, сварка алюминия должна осуществляться при больших величинах тока дугового разряда.
В домашних условиях ко всем описанным трудностям добавляется сложность точного определения марки свариваемых материалов и учёта соответствующих требований ГОСТ 14806-80. Последнее обстоятельство заметно затрудняет выбор подходящего режима их обработки, а также используемых при этом методов теплового воздействия.
Известные способы
Сварка сплавов алюминия может быть организовано самыми различными способами, выбор которых определяется условиями работы и особенностями сочленяемых заготовок или изделий. Чаще всего сварка проводится по следующим методикам:
- сваривание алюминия в инертной среде посредством электродов с покрытием из вольфрама;
- сварка полуавтоматом в среде углекислого газа с автоматической подачей сварочной проволоки;
- простое сплавление электродами, обработанными специальным составом (MMA).
Всем желающим сравнить эти методы в части рабочих параметров сварки рекомендуем ознакомиться с таблицей:

Из таблицы следует, что метод сваривания с применением вольфрамовых электродов носит название AC TIG (в переводе на русский язык – просто тиг).
Уже отмечалось, что для получения надежного сочленения алюминия с другими металлами, важно помнить о необходимости разрушения оксидной плёнки, всегда имеющейся на поверхности.
Для решения этой важной задачи в процессе сварки используют постоянный ток, полярность которого меняют на обратный знак. Тем самым добиваются так называемого «катодного» распыления, под воздействием которого тугоплавкое плёночное покрытие постепенно разрушается. При работе на постоянном токе, полярность которого не меняется, указанного эффекта добиться не удаётся.
Подготовка металла
Независимо от способа, которым заготовки из алюминия будут свариваться (посредством инвертора или обычного выпрямителя) – их срезы и кромки перед этим тщательно подготавливают.
При этом, во-первых, с поверхностей всех свариваемых деталей (включая и присадочный материал) удаляют следы масла, жира и грязи. Для этих целей могут применять уайт-спирит, бензин, ацетон или любую другую обезжиривающую жидкость из класса растворителей.
Во-вторых, на этом этапе работ при необходимости осуществляется разделка контактной части свариваемых заготовок. Потребность в дополнительной обработке возникает лишь в тех случаях, когда сваривание алюминиевых деталей толщиной не более 4-х миллиметров организуется с помощью обычных (непокрытых) электродов.
При необходимости сварки листов из алюминия и сплавов толщиной не более чем 1,5 миллиметра – их торцы перед соединением обязательно разделывают.
В-третьих, непосредственно перед сваркой с обрабатываемых поверхностей удаляется имеющаяся на них оксидная плёнка. Для этих целей используют простой напильник или специальную металлическую щётку.
Покрытыми электродами
 При проведении особо ответственных сварочных операций (с заготовками толщиной более 4-х миллиметров) применяются специальные электроды по алюминию, обеспечивающие надежность и прочность образующегося соединения.
При проведении особо ответственных сварочных операций (с заготовками толщиной более 4-х миллиметров) применяются специальные электроды по алюминию, обеспечивающие надежность и прочность образующегося соединения.
К недостаткам этого метода сочленения деталей следует отнести сравнительно высокую пористость сварного шва, а также сложность отделения шлака во время работы, нередко приводящую к его коррозии.
Ещё одним минусом такого процесса является сильное разбрызгивание частиц расплавленного металла во время дуговой сварки.
Для организации сварочных работ по алюминию желательно пользоваться хорошо проверенными на практике марками электродов, такими, например, как «УАНА» и «ОЗАНА».
Указанные типы стержней могут применяться как для работы по чистому алюминию, так и при сваривании заготовок из его соединений с кремнием (АЛ-4, 9,11).
При применении «УАНА» и «ОЗАНА» сварные операции по алюминию проводятся на постоянном токе, включаемом в цепь в обратной полярности. Этот факт должен учитываться при выборе оборудования для сварки в любых условиях (производственных или бытовых). При этом специалисты пользуются несложным подсчётом, согласно которому на миллиметр диаметра стержня должно приходиться 25–30 ампер постоянного тока.
При инверторной сварке деталей значительной толщины может потребоваться предварительный локальный прогрев заготовок, осуществляемый посредством обычной газовой горелки. Такая предусмотрительность позволяет минимизировать риски деформаций и образования кристаллизационных трещин в уже готовой конструкции из алюминия.
Ко всему перечисленному следует добавить, что из-за высокой скорости плавления алюминиевых электродов работать с ними следует по возможности быстро, обеспечивая тем самым непрерывность сварочного процесса. Также обращаем внимание на то, что при сварке алюминия не допускается производить электродом какие-либо поперечные колебательные движения.
С применением инертного газа
Согласно ГОСТ 7871 при сварке алюминия в среде защитного газа должна применяться проволока соответствующего состава, предназначенная специально для этих целей. В нём подробно оговариваются марки используемого материала, а также особые условия его применения в процессе работы.
Такая сварка реализуется за счёт использования вольфрамовых электродов соответствующего диаметра, а также специальной присадочной проволоки в виде прутков (так называемого «присадка»). В качестве защитной среды, ограничивающей доступ кислорода, применяются химически чистый гелий или аргон.
При этом для облегчения удаления с алюминия оксидной плёнки используется сварочная дуга, формируемая источником переменного напряжения. Расход аргона, токовые режимы, а также параметры электродов и сварочной проволоки выбираются согласно специальным таблицам.
При наличии собственного расходного материала этот вид монтажных операций вполне реализуем и в домашних условиях с возможностью получения качественного и достаточно надежного соединения.
При этом всегда следует помнить о том, что в процессе сварки алюминия в инертной газовой среде между электродом и поверхностью деталей должен выдерживаться угол, равный примерно 70-80-ти градусам. Сварочная проволока и вольфрамовый электрод располагаются относительно друг друга под углом 90 °, а длина дуги выдерживается в пределах 1,5-2,5 миллиметра.
Полуавтоматом
Хороших результатов при самостоятельной сварке деталей из алюминия и стали можно добиться и при помощи импульсных полуавтоматов. При работе с таким оборудованием оксидная плёнка разбивается за счет воздействия высоковольтного импульса, который к тому же удерживает в границах сварочной ванны частицы расплавленного металла.
Стоимость импульсного аппарата достаточно велика, так что частники нередко используют обычное оборудование, переделывая его в полуавтомат.
Надо отметить, что при работе с алюминием в любых режимах сварки необходимо учитывать два важных момента, связанных с подачей проволоки в зону сочленения.
Во-первых, относительно мягкий проволочный материал при поступлении в зону сварки по направляющему рукаву может образовывать петли. Для предотвращения этого припой поступает к рабочему месту через укороченный подающий канал с вкладышем из тефлона, заметно снижающим эффект трения.
Во-вторых, скорость перемещения алюминиевой проволоки, порог плавления которой ниже нормы, в режиме сварки без аргона должна быть больше, чем у обычной стальной. При нарушении этого условия она будет расплавляться прежде, чем достигнет рабочей зоны.
svaring.com
Аргонодуговая сварка алюминия и его сплавов

Этот вид сварки широко применяется в промышленной и строительной сфере, так как позволяет добиться довольно высокого качества. При этом применение защитных флюсов не требуется. Также не нужны покрытия, которые в будущем могут привести к образованию коррозии шва.
Соединение алюминиевых изделий в аргоне выполняется постоянным током. Он должен быть обратной полярности. Сварочные работы с помощью переменного тока тоже допускаются, но для этого требуется использование осциллятора и балластного реостата.
Выбор диаметра электрода для аргонодуговой сварки зависит от толщины кромок детали. Если она находится в пределах 6 миллиметров, то электрод нужно брать до 4 миллиметров. При толщине алюминия более 6 миллиметров сечение электрода должно составлять 6 миллиметров. При выборе силы сварочного тока нужно исходить из расчета 30-45 ампер на 1 миллиметр сечения электрода. Средний расход аргона составляет 6-15 литров в минуту.
Для получения качественного шва работа должна выполняться максимально короткой дугой менее 2 миллиметров. Таким образом идет разрушение прочной оксидной пленки на поверхности металла. Эта пленка значительно усложняет работу и ухудшает качество, поэтому от нее нужно избавляться в обязательном порядке.
Автоматическая и полуавтоматическая сварка в среде аргона
Такие работы проводят специализированными шланговыми станками. Соединение проводится с помощью постоянного тока с обратной полярностью.
Для сварочных работ автоматами и полуавтоматами проволока берется следующих видов:
- Св-А1,
- Св-Ак,
- Св-АВ00,
- Св-АМц.
Также можно использовать проволоку, имеющую состав, аналогичный свариваемым алюминиевым деталям.
При толщине изделий до 10 миллиметров разделка кромок не требуется. Если толщина больше 10 миллиметров, то производят X или Y-образную разделку. При диаметре проволоки в 2 миллиметра сила тока должна составлять 250-300 ампер. Оптимальная скорость сварки – 30-40 метров в час.
atl-met.ru