Аргоновая сварка что это: Особенности аргонодуговой сварки | Лига Сварки
alexxlab | 05.08.2023 | 0 | Разное
Принцип аргонной сварки: технология производства работ
Вопросы, рассмотренные в материале:
- Каковы основные принципы аргонной сварки
- На каком оборудовании возможна аргонная сварка
- В чем особенности аргонной сварки алюминия и меди
Аргонодуговая сварка отличается от всех остальных видов тем, что в данном процессе используется электродуга с аргоном в качестве защитной среды. Инертный газ подается в первую очередь, чтобы защитить металлы на время обработки от контакта с кислородом. Из этой статьи вы узнаете основной принцип аргонной сварки, а также о том, в каких случаях его используют.
На чем основан принцип аргонной сварки
Сварка аргоном представляет собой технологию гибридного типа – благодаря ей удается соединять металлы, работа с которыми считается наиболее сложной. Принцип аргонной сварки отлично работает как с большими трубами, так и с крохотными бронзовыми статуэтками. Дело в том, что этот способ вобрал в себя лучшее из двух классических методов: дугового электрического и газового. В качестве самого распространенного примера работы с аргоном можно привести сварку нержавеющей стали.
Дело в том, что этот способ вобрал в себя лучшее из двух классических методов: дугового электрического и газового. В качестве самого распространенного примера работы с аргоном можно привести сварку нержавеющей стали.
Прежде чем приступать к обсуждению принципа действия аргонной сварки, необходимо понять физику данного процесса. Не секрет, что соединение металлических поверхностей невозможно без их нагрева. Но поскольку нагрев требует использования огня, задействуется и кислород, содержащийся в воздухе, который запускает реакцию окисления. Проблема в том, что сложные металлы или сплавы типа легированных сталей или цветных металлов сильно подвержены окислению.
Окисление опасно тем, что оно значительно снижает качество швов, – они становятся хрупкими и быстро приходят в негодность. Это происходит из-за образования в шве множества мельчайших пузырьков. Если говорить об алюминии, то он при нагревании в обычных условиях начинает гореть.
Принцип аргонной сварки используется, в первую очередь, чтобы защитить сварочную рабочую ванну от газов и примесей.
В связи с тем, что мы описали выше, гелий сегодня редко применяется в чистом виде, его используют в смесях для газовых лазеров. Другой инертный газ – азот. Он подходит исключительно для работы с медью. Поэтому основным и самым распространенным инертным компонентом, применяемым при гибридном подходе, работы является аргон.
Назовем основные качества аргона:
- Гораздо тяжелее, чем воздух. Именно благодаря этому он легко занимает всю сварочную ванну, защищая зону плавления от других газов.
- Инертен, поэтому не вступает в реакцию с другими элементами, но, что важнее всего, никак не взаимодействует со свариваемыми поверхностями – на этом и строится принцип аргонной технологии.

Однако принцип аргоновой сварки неидеален, ведь при работе с током обратной полярности этот газ превращается в электропроводную плазму. Мы не будем вдаваться в подробности, говоря о малоприятных последствиях этого свойства.
В целом, у аргонной сварки мало минусов:
- сложное оборудование, нуждающееся в точной настройке;
- возможность работы только при наличии большого практического опыта.
Плюсов у этого принципа работы гораздо больше:
- Шов получается высокого качества, так как в нем нет примесей.
- Обработка металла в среде аргона предполагает умеренный нагрев металла, поэтому подходит для соединения заготовок даже очень сложных конструкций, при этом не происходит их деформации.
- Данный принцип работы позволяет варить однородные и разнородные металлы и сплавы, с которыми не справляются все остальные методы.

- Высокая скорость работы достигается благодаря использованию дуги с высоким температурным режимом.
Все обозначенные нами недостатки кажутся незначительными по сравнению с тем, какие возможности открывает аргонная сварка.
Аргонная сварка: принцип работы в зависимости от вида
Аргонную сварку принято делить на виды исходя из степени механизации:
- Ручная. В этом случае сварщик самостоятельно передвигает горелку и подает сварочную проволоку. При данном подходе могут применяться только неплавящиеся электроды из вольфрама.
- Механизированная/полуавтоматическая методика, при которой проволоку подает машина, а сварщик работает непосредственно с горелкой. Чаще всего этот принцип используется при аргонной сварке нержавейки полуавтоматом. Еще один яркий пример – механизированная аргонодуговая сварка плавящимся электродом. Есть и новые, узкоспециализированные технологии в этой области.
 К ним относится обработка нержавейки полуавтоматом в среде углекислого газа.
К ним относится обработка нержавейки полуавтоматом в среде углекислого газа. - Автоматическая аргонная сварка. Оператор дистанционно управляет автоматом: перемещает горелку и подает проволоку. Сегодня постепенно распространяются системы, которые могут работать даже без постоянного контроля человека. Чаще всего роботы выполняют сварку труб из нержавейки. Автоматическая аргонодуговая сварка с использованием неплавящегося электрода все чаще применяется в сфере промышленности.
На каком оборудовании осуществляется аргонная сварка
Принцип аргонной сварки требует использования разнообразного оборудования. Но в этом нет ничего страшного, ведь сегодня можно приобрести готовые наборы со всем необходимым, причем по доступной цене.
Все оборудование делится на три вида:
- Специализированное – для работы с заготовками одного типа.
- Специальное – для промышленных предприятий, работающих с заготовками одного типоразмера.

- Универсальное – для всех видов работ в аргоне, в том числе для соединения деталей из нержавеющей стали полуавтоматом.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Но нужно понимать, что принцип аргонной сварки совершенствуется. Так, чтобы обрабатывать листы металла с более толстыми краями и увеличить производительность, технология была доработана следующим образом:
- Используется специальная горелка, позволяющая одновременно использовать несколько вольфрамовых электродов. Это необходимо, чтобы получать качественный шов, несмотря на высокую скорость работы.
- Есть приспособление для нагревания проволоки.
- Применяется пульсирующий ток – паузы в его поступлении нужны, чтобы металл успевал кристаллизоваться.
 Если синхронизировать движение дуги с импульсами тока, удается добиться эффективной плавки при любом положении в пространстве.
Если синхронизировать движение дуги с импульсами тока, удается добиться эффективной плавки при любом положении в пространстве.
Горелка необходима для подачи электроэнергии и формирования газовой защиты, поэтому так важен ее грамотный подбор. Принцип аргонной сварки предполагает использование специальной горелки с неплавящимся вольфрамовым электродом, что очень важно, например, для сварки нержавейки.
Чтобы понимать принцип работы в среде аргона, важно представлять себе технические характеристики горелки:
- допустимое значение сварочного тока/мощность;
- тип охлаждения при сильных и слабых токах;
- длину кабеля;
- наличие в конструкции керамического сопла и фиксатора вольфрамового электрода;
- универсальность, то есть возможность подключать горелку к разным системам.
Главным элементом аргоновой горелки является резервуар со штуцерами для охлаждающей жидкости.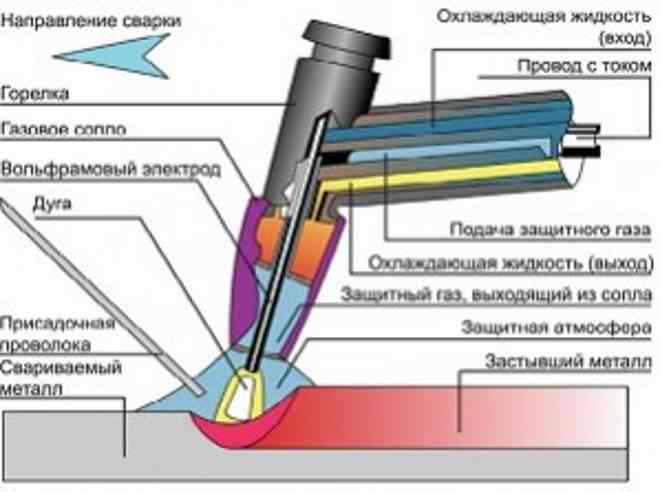 Вольфрамовый электрод подключен к электрическому кабелю аппарата, вокруг электрода идет подача инертного газа.
Вольфрамовый электрод подключен к электрическому кабелю аппарата, вокруг электрода идет подача инертного газа.
Как работает горелка?
- Одновременно включаются сварочный аппарат, циркуляция охлаждающей жидкости, подача газа на горелку, в результате чего образуется защитное облако аргона.
- Поджигается дуга, заготовки нагреваются до температуры плавления, присадочная проволока помещается в рабочую ванну.
- Присадочная проволока и вольфрамовый электрод перемещаются вдоль шва.
1. Горелка с неплавящимся электродом.
Речь идет, преимущественно, о ручной аргонной сварке неплавящимся электродом. Такой способ является единственным возможным для обработки нержавеющей стали и химически активных металлов, то есть алюминия, титана и магния, при этом используется электрод из вольфрама.
Горелка состоит из электрода, зафиксированного в токоподводящей цанге, керамического сопла, которое используется для направления аргоновой струи, системы охлаждения посредством воздуха либо воды. Диаметр электрода подбирается в соответствии с используемой силой тока.
Диаметр электрода подбирается в соответствии с используемой силой тока.
Принцип работы при механизированной аргонной сварке несколько отличается, поэтому используется иная горелка. Она состоит из вольфрамового неплавящегося электрода с маховичком для подъема и опускания, токоподводящей сменной цанги с гайкой, позволяющей использовать разные по диаметру электроды.
Поскольку данный принцип работы дает возможность избежать появления брызг металла, вместе с керамическими соплами используются проницаемые для газа сетчатые линзы – они необходимы для образования равномерного потока газа. Отметим, что аргонная сварка неплавящимся электродом является одним из наиболее популярных подходов в непромышленных масштабах.
2. Горелка с плавящимся электродом.
Такой вариант работы обычно применяют при автоматической и полуавтоматической аргонной сварке. Дуга подается между концом сварочной проволоки и заготовкой. Могут использоваться жидкостные и воздушные системы охлаждения. Принцип выбора сопла мало отличается от применяемого в случае с неплавящимися электродами.
Могут использоваться жидкостные и воздушные системы охлаждения. Принцип выбора сопла мало отличается от применяемого в случае с неплавящимися электродами.
Читайте также: Лазерная резка алюминия: особенности технологии и сырья
Принцип работы аргонной сварки инверторным способом
На сегодняшний день инверторный способ является наиболее востребованным принципом аргонной сварки. Его используют как в промышленности, так и в домашних условиях. Инвертор представляет собой аппарат дуговой сварки, задача которого состоит в том, чтобы преобразовывать постоянный ток в переменный. Немаловажно, что это устройство легко подстраивается под скачки напряжения источника электричества.
Инверторный аппарат отличается небольшими размерами и весом, при этом надежен и отлично подходит для сварочных работ в любых условиях. Немаловажно, что он может использоваться для обучения новичков.
На самом деле, если сравнивать принцип инверторной аргонной сварки нержавейки и работу с другим оборудованием, то первый вариант оказывается проще и удобнее. Дело в том, что от сварщика требуется только двигать горелку вдоль шва. Радует и результат – шов получается тонким и ровным, но лишь при условии, что соблюдены все технологические требования. Работа возможна и без присадочной проволоки, если удается добиться очень плотного соединения краев заготовок.
Дело в том, что от сварщика требуется только двигать горелку вдоль шва. Радует и результат – шов получается тонким и ровным, но лишь при условии, что соблюдены все технологические требования. Работа возможна и без присадочной проволоки, если удается добиться очень плотного соединения краев заготовок.
Как выбрать режим работы, не нарушая основные принципы аргонной сварки
Качество сварного шва во многом зависит от выбора режима сварки.
Направление и полярность тока подбирают в соответствии с обрабатываемыми металлами. Так, большая часть сплавов на основе стали требует сварки полярным постоянным током: на этом основан принцип сварки нержавейки полуавтоматом и труб из нержавеющей стали. Для цветных металлов, алюминия, магния подходит переменный ток обратной полярности.
Расход аргона зависит от скорости его подачи и внешних условий: если приходится работать на улице при сильном ветре, объем необходимого газа значительно увеличивается.
Может показаться странным, но в аргоновую газовую смесь добавляют до 5 % кислорода. В столь небольших количествах последний способствует очистке от вредных примесей, так как они вступают с ним в реакцию и просто сгорают.
Сварка алюминия по принципу аргонной сварки
Как мы уже говорили, невозможно сварить алюминий без использования аргонной среды. Дело в том, что при соприкосновении с кислородом, содержащимся в воздухе, на этом металле сразу же образуется оксидная пленка. И это становится действительно серьезной проблемой, поскольку, хотя алюминий является одним из самых сложных в обработке, его чаще всего используют для бытовых нужд.
Для плавления оксидной пленки требуется температура, значительно превышающая температуру плавления самого металла. Принцип аргонной сварки алюминия основан на том, что данный газ предупреждает процесс окисления, вытесняя кислород из сварочной рабочей ванны. В результате алюминиевая присадочная проволока легко плавится и получается качественный шов.
Принцип работы с данным металлом предполагает использование только переменного тока. Ток обратной полярности значительно поднимает температуру плавления за счет особой катодной очистки оксидной пленки. Высокая температура приводит к тому, что разрушается даже тугоплавкий вольфрам в электроде. Ток прямой полярности не позволяет пробить оксидную пленку, зато дуга получается стабильной и короткой. Как вы поняли, прочность и внешний вид шва зависят от переключения полярности.
Работа с постоянным током при аргонной обработке алюминия возможна, но только при условии использования чистого гелия в качестве инертного газа. Такой вариант обработки будет стоить гораздо дороже, а сам принцип работы более сложен с технической точки зрения.
Очень важно правильно подготовить алюминиевые заготовки, прежде чем приступать к процессу плавления. От этого непосредственно зависит качество будущего шва. Во время очистки нужно выполнить такие этапы:
- обезжирить металл при помощи растворителя;
- зачистить поверхность от оксидной пленки – зачистка может быть механической либо химической;
- дать очищенным поверхностям полностью просохнуть.

Сварка меди по принципу аргонной сварки
Медь отличается от других металлов тем, что отлично противостоит ржавчине и устойчива в агрессивных средах. Поэтому для ее сварки требуется аргон высшего сорта либо в сочетании с гелием (причем аргона при этом должно быть больше). Используются плавящиеся или неплавящиеся вольфрамовые электроды, постоянный ток.
Предварительный нагрев до +800 °С используется в тех случаях, когда толщина медной заготовки превышает 4 мм. Присадочная проволока может быть из меди или медно-никелевого сплава. Дуга в этом случае должна обладать высокой устойчивостью.
Поскольку медь имеет высокую теплопроводность, кромки металла нужно обязательно разделывать. Если речь идет о листе до 12 мм толщиной, можно произвести только одностороннюю разделку, тогда как для более толстых кромок приходится проводить двустороннюю.
Аргонно-дуговая сварка – что это?
Начнем с того, что вообще означает аргоновая сварка. Сейчас аргон используется во многих производственных процессах, и в сварке в том числе. Аргон по сути своей — инертный газ. Благодаря такой химической инертности, аргон не реагирует со свариваемыми материалами, и выступает в качестве защиты их от воздействия атмосферных газов, таких как — углекислый газ, кислород, азот, водяные пары и других вещества, которые могут повлиять на процесс сварки. Именно по этому, ему дали название — аргоновая сварка.
Сейчас аргон используется во многих производственных процессах, и в сварке в том числе. Аргон по сути своей — инертный газ. Благодаря такой химической инертности, аргон не реагирует со свариваемыми материалами, и выступает в качестве защиты их от воздействия атмосферных газов, таких как — углекислый газ, кислород, азот, водяные пары и других вещества, которые могут повлиять на процесс сварки. Именно по этому, ему дали название — аргоновая сварка.
Аргонно-дуговая сварка отличается тем, что в её технологии используется электрическая дуга и газ. Происходит так называемое электро-газовое соединение металлов.
Аргонно-дуговую сварку принято разделять на два вида: автоматическая и ручная. Каждый из этих видов сварки в свою очередь бывают как с плавящимся электродом, так и с неплавящимся электродом. Электрическая дуга плавит свариваемые кромки материала, соединяя их. Сам аргон защищает место свариваемых деталей от вредных примесей и газов, т. е. он вытесняет кислород из рабочей ванны и происходит изолирование самого места сварки от воздействия внешней среды.
е. он вытесняет кислород из рабочей ванны и происходит изолирование самого места сварки от воздействия внешней среды.
Главное не забывать, что аргон — это всего лишь защитный газ при сварке. А сама сварка является электрической. Поэтому такую сварку еще называют аргонно-дуговой, что на самом деле тоже самое.
Автоматическая аргонно-дуговая сварка
Рассмотрим конкретнее, как работает автоматическая аргонно-дуговая сварка плавящимся электродом.
В процессе сварки электрод (проволока) подается автоматически. И на полуавтоматических сварочных автоматах точно так же, только отличие в том, что там проволока подается автоматически, а все остальное выполняет человек в ручную.
Отличие автоматической аргонно-дуговой сварки с неплавящимся электродом в том, что в качестве электрода, который не плавится, применяют чаще всего вольфрам или графит, а в качестве защитного газа используют аргон. Вся работа выполняется роботами, запрограммированными на определенные действия.
Вся работа выполняется роботами, запрограммированными на определенные действия.
Ручная аргонодуговая сварка
Ручная аргоновая сварка плавящимся электродом. В качестве защитного газа используют аргон. А в качестве электрода используют так же проволоку, которая подается автоматически и называют ее электродом.
При ручной аргонной сварке с неплавящимся электродом, электрод не плавится, а материал для сварки подается непосредственно сварщиком.
Делая выводы из вышесказанного, аргонная сварка — это довольно не сложный способ соединения металлов, но требует большого опыта от сварщика чтобы действительно качественно выполнять сварочные работы на различном сварочном оборудовании с различными металлами.
—> Узнать стоимость работ по аргонной сварке деталей двигателя у насДля аргонодуговой сварки применяют следующие обозначения:
РАД — ручная аргонно-дуговая сварка с неплавящимся электродом,
ААД – автоматическая аргонно-дуговая сварка с неплавящимся электродом,
ААДП – автоматическая аргонно-дуговая сварка с плавящимся электродом.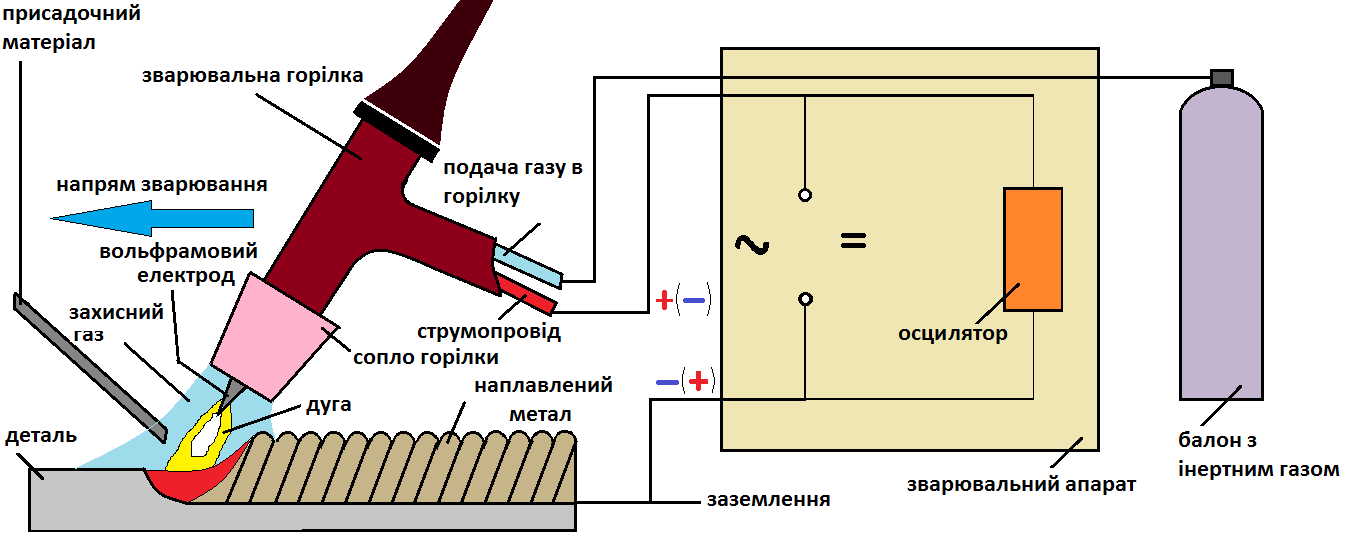
Сварка вольфрамовым электродом обозначается так:
TIG – Tungsten Inert Gas (Welding) – сварка вольфрамом в среде инертных газов
GTAW – Gas Tungsten Arc Welding – газовая дуговая сварка вольфрамом
Что такое аргонная сварка? Использование и процесс
22 апреля 2023 г. 22 апреля 2023 г. | 14:38
Аргонная сварка — это тип дуговой сварки металлическим электродом в среде защитного газа, при котором для создания прочных и надежных сварных швов используется энергия аргона. Он используется в различных отраслях промышленности, в том числе в автомобильной, аэрокосмической и обрабатывающей промышленности. В этом сообщении блога мы рассмотрим использование аргонной сварки и процесс, связанный с аргонной сваркой.
Что такое аргонная сварка?
Аргонная сварка — это процесс, в котором для создания сварных швов используется смесь газообразного аргона и либо электрического тока, либо присадочного материала. Этот процесс обеспечивает высококачественные сварные швы с меньшим искажением, чем другие методы, такие как сварка электродами. Он также требует меньшего подвода тепла, чем другие виды сварки, что делает его идеальным для более тонких и чувствительных к теплу материалов.
Этот процесс обеспечивает высококачественные сварные швы с меньшим искажением, чем другие методы, такие как сварка электродами. Он также требует меньшего подвода тепла, чем другие виды сварки, что делает его идеальным для более тонких и чувствительных к теплу материалов.
Аргонная сварка Использование
Аргонная сварка используется во многих отраслях промышленности благодаря своей универсальности и прочности. В автомобильной промышленности он часто используется для соединения тонких листов без деформации или деформации. В аэрокосмической промышленности он обычно используется для создания высокопрочных соединений алюминиевых сплавов для деталей самолетов. А в обрабатывающей промышленности его можно использовать как для легких операций, таких как соединение двух алюминиевых деталей, так и для тяжелых работ, таких как создание высокопрочных соединений на стальных компонентах.
Процесс аргонной сварки
- Процесс аргонной сварки начинается с подготовки соединения путем очистки любого мусора или загрязнений с участка поверхности, где будет производиться сварка.

- Следующий шаг включает настройку оборудования, включая регулятор инертного газа и расходомер, для использования с аргоном.
- После выполнения этих шагов можно приступать к сварке! Для этого вам нужно будет отрегулировать параметры силы тока в соответствии с толщиной вашего материала и настроить присадочный стержень в соответствии с желаемой формой.
- Наконец, вы зажжете дугу с помощью ручной горелки или пулемета, в зависимости от ваших потребностей, и сделаете сварные швы соответствующим образом!
Аргонная сварка — невероятно универсальный вид сварки, который можно использовать как для легких, так и для тяжелых условий эксплуатации! Его способность производить прочные сварные швы с небольшим искажением делает его идеальным для многих различных отраслей промышленности — от автомобильной до аэрокосмической — где требуется точность при соединении двух материалов. Кроме того, его низкие требования к тепловложению делают его идеальным для работы с более тонкими материалами или материалами, более чувствительными к тепловому повреждению! Владельцам веб-сайтов, которые ищут способы повышения эффективности производства при одновременном соблюдении стандартов качества, стоит рассмотреть аргонную сварку!
Палак Кариа
Увлеченный эксперт в области металлургии и блоггер. Обладая более чем 5-летним опытом работы в этой области, Палак привносит свои знания и понимание в свое письмо. Обсуждая последние тенденции в металлургической промышленности или делясь советами, она стремится помочь другим добиться успеха в металлургической промышленности.
Обладая более чем 5-летним опытом работы в этой области, Палак привносит свои знания и понимание в свое письмо. Обсуждая последние тенденции в металлургической промышленности или делясь советами, она стремится помочь другим добиться успеха в металлургической промышленности.
Как аргон используется при сварке?
выбрать продуктКомплект для резки и сварки кислородом / пропиленом 2 с манометрамиLEISUREGAZ 007Аренда бесплатно, 2% CO2 в аргоновой смеси 20 л, 200 бар для сварки MIG Нержавеющая стальАренда бесплатно, 12% CO2 в аргоновой смеси 20 л, 200 бар для сварки MIGАренда бесплатно, 12% CO2 в аргоновой смеси 50 л для сварки MIG. Баллоны с пищевым CO2 для Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и автоматов по производству замороженных напитков Slushy Jack — 3,15 кг. 5 кг. Легкий газ Refill14KG Газовый свет, вилочный погрузчик из стекловолокна Газовые баллоны с CO2 для пушек и бластеров Confetti 15 кгПищевые газовые баллоны с CO2 для пушек и бластеров Confetti — 34 кг CO2 для татуировок аэрографом, 1,5 кг CO2 для татуировок аэрографом, 3,15 кг CO2 для татуировок аэрографом, 6,35 кг CO2 для выращивания аквариумных растений, 6,35 кг CO2 для выращивания аквариумных растений, 1,5 кг CO2 для выращивания аквариумных растений, 3,15 кг двуокиси углерода для сцены и театральных спецэффектов 6,35 кг — с погружной трубкой двуокись углерода для сцены и театральных спецэффектов и театральные спецэффекты 15 кг – с Dip Tube Баллоны с пищевым CO2 для автоматов Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и Slushy Jack’s – 6,35 кг Баллоны с пищевым CO2 для Coca-Cola Frozen, Fanta Frozen, Tango Ice Автоматы по производству замороженных напитков Blast и Slushy Jack — 34 кг Баллоны с пищевым CO2 для Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и автоматы по производству замороженных напитков Slushy Jack — 15 кг 10 л пропиленового топливного газа для сварки, пайки, нагрева и резкиPOWERSOURCE 445G B/P MIX CARTRIDGE227GM BAYONET BUTANE CARTRIDGCAMPINGAZ C206 Газовый баллончикCAMPINGAZ CV300 Газовый баллончикCAMPINGAZ CV470 Газовый баллончик22192, переносной пропановый обогреватель12623, шланг с отводом для пропана в сборе 35 дюймов ST POL x W2012622, шланг с отводом для пропана в сборе 20 дюймов ST POL x W20Оранжевый шланг высокого давления — диаметр отверстия 8 мм, шланг высокого давления CoilOrange длиной 3 м — диаметр отверстия 8 мм, шланг высокого давления CoilOrange длиной 2 м — Диаметр отверстия 8 мм, шланг высокого давления CoilOrange длиной 1 м — внутренний диаметр 4,8 мм, шланг высокого давления CoilOrange длиной 3 м — внутренний диаметр 4,8 мм, шланг высокого давления CoilOrange 2 м — внутренний диаметр 4,8 мм, катушка 1 м15527, комплект пропановой автогорелки Bullfinch 233P (рычажное зажигание) 14850, Bullfinch No. Комплект паяльной горелки 404 Autotorch11325, сопло для газового шланга Fulham — сжатие 15 мм x 10 мм8992, Сопло для газового шланга Fulham — сжатие 5/16 дюйма x 10 мм12572, Стандартный комплект пропановой горелки Bullfinch — 140P12571, Комплект стандартной пропановой горелки Bullfinch — 110P8196, Сопло шланга высокого давления — 3/8 дюйма BSP TM x 10 мм внеш. диам. 8870, Шланг высокого давления Сопло – 1/4″ BSP TM x 8,35 мм o.d.8873, сопло для газового шланга Fulham – 1/2″ BSP F x 10 мм8872, сопло для газового шланга Fulham – 3/8″ BSP F x 10 мм6244, сопло для газового шланга Fulham – 1/4 ” BSP F x 10 мм8009, Сопло для газового шланга Fulham – 1/8″ BSP F x 10 мм6247, Сопло для газового шланга Fulham – 1/2″ BSP TM x 10 мм8871, Сопло для газового шланга Fulham – 3/8″ BSP TM x 10 мм6246, Fulham Gas Насадка для шланга — 1/4 дюйма BSP TM x 10 мм6245, Насадка для газового шланга Fulham — 1/8 дюйма BSP TM x 10 мм8843, 3-ХОДОВАЯ НАСАДКА ДЛЯ ШЛАНГА — 90°8842, 3 НАСАДКА ДЛЯ ШЛАНГА – 60°8844, 4 НАСАДКА ДЛЯ ШЛАНГА 8862, КИПЯЩАЯ КОЛЬЦО ДВОЙНАЯ ГОРЕЛКА24035, КИПЯЩАЯ КОЛЬЦО, ОДНА ТРОЙНАЯ ГОРЕЛКА 19537, БОЛЬШАЯ КИПЯЩАЯ ОДИНАРНАЯ ГОРЕЛКА 22744, КИПЯЩЕЕ КОЛЬЦО ОДИНАРНАЯ ГОРЕЛКА с FFD8861, КИПЯЩЕЕ КОЛЬЦО ОДИНАРНАЯ ГОРЕЛКА12679, ДВА КОМПЛЕКТ ДЛЯ РУЧНОЙ ПЕРЕМЕНЫ 21000, КОМПЛЕКТ ДЛЯ АВТОМАТИЧЕСКОЙ ПЕРЕМЕНЫ ИЗ ЧЕТЫРЕХ КОМПЛЕКТОВ С OPSO13493, Комплект для автоматической замены из двух частей11725, Гаечный ключ POL, кованая сталь — черный11724, Гаечный ключ POL, прессованная сталь, оцинкованная23142, ЗАЖИМ 21 мм НА РЕГУЛЯТОРЕ БУТАНА С МАНОМЕТРОМ2314 3, 37 мбар ПРОПАН РЕГУЛЯТОР С ДАВЛЕНИЕМ GAUGE8810, РЕГУЛЯТОР ПРОПАНА 0,5–4 БАР С НАПРАВЛЯЮЩЕЙ 8810, ПРОПАН ВЫСОКОГО ДАВЛЕНИЯ REG 1 БАР (ФИКСИРОВАННЫЙ)8800, РЕГУЛЯТОР ПРОПАНА НД 50 мбар SMALL8800, РЕГУЛЯТОР ПРОПАНА LP 37 мбар SMALL8802, 37 мбар ЗАЖИМ НА ПРОПАНЕ REG15163, 37mbr РЕГУЛЯТОР ПРОПАНА (ГАЙКА РУЧНОГО КОЛЕСА) 8888, КЕМПИНГ ЦИЛИНДР VALVE8809, РЕГУЛЯТОР ГАЗА ДЛЯ КЕМПИНГА LP8807, РЕГУЛЯТОР БУТАНА (БУТАН 4,5 кг) 8805, ЗАЖИМ 21 мм НА РЕГУЛЯТОРЕ БУТАНАP36225 СВАРОЧНОЕ ПОКРЫТИЕ 2M X 2M 1000’CP36224 СВАРОЧНОЕ ПОКРЫТИЕ 2M X 1M 1000’CP3631 WELD ING ОДЕЯЛО 50M X 1M 1000’CP3623 СВАРОЧНОЕ ПОКРЫТИЕ 2M X 3M 600’CP3622 СВАРОЧНОЕ ПОКРЫТИЕ 2M X 2M 600’CP3621 СВАРОЧНОЕ ПОКРЫТИЕ 2M X 1M 600’CFR-EXT УДЛИНЕНИЕ СТАЛЬНОЙ РАМЫ 0.
Комплект паяльной горелки 404 Autotorch11325, сопло для газового шланга Fulham — сжатие 15 мм x 10 мм8992, Сопло для газового шланга Fulham — сжатие 5/16 дюйма x 10 мм12572, Стандартный комплект пропановой горелки Bullfinch — 140P12571, Комплект стандартной пропановой горелки Bullfinch — 110P8196, Сопло шланга высокого давления — 3/8 дюйма BSP TM x 10 мм внеш. диам. 8870, Шланг высокого давления Сопло – 1/4″ BSP TM x 8,35 мм o.d.8873, сопло для газового шланга Fulham – 1/2″ BSP F x 10 мм8872, сопло для газового шланга Fulham – 3/8″ BSP F x 10 мм6244, сопло для газового шланга Fulham – 1/4 ” BSP F x 10 мм8009, Сопло для газового шланга Fulham – 1/8″ BSP F x 10 мм6247, Сопло для газового шланга Fulham – 1/2″ BSP TM x 10 мм8871, Сопло для газового шланга Fulham – 3/8″ BSP TM x 10 мм6246, Fulham Gas Насадка для шланга — 1/4 дюйма BSP TM x 10 мм6245, Насадка для газового шланга Fulham — 1/8 дюйма BSP TM x 10 мм8843, 3-ХОДОВАЯ НАСАДКА ДЛЯ ШЛАНГА — 90°8842, 3 НАСАДКА ДЛЯ ШЛАНГА – 60°8844, 4 НАСАДКА ДЛЯ ШЛАНГА 8862, КИПЯЩАЯ КОЛЬЦО ДВОЙНАЯ ГОРЕЛКА24035, КИПЯЩАЯ КОЛЬЦО, ОДНА ТРОЙНАЯ ГОРЕЛКА 19537, БОЛЬШАЯ КИПЯЩАЯ ОДИНАРНАЯ ГОРЕЛКА 22744, КИПЯЩЕЕ КОЛЬЦО ОДИНАРНАЯ ГОРЕЛКА с FFD8861, КИПЯЩЕЕ КОЛЬЦО ОДИНАРНАЯ ГОРЕЛКА12679, ДВА КОМПЛЕКТ ДЛЯ РУЧНОЙ ПЕРЕМЕНЫ 21000, КОМПЛЕКТ ДЛЯ АВТОМАТИЧЕСКОЙ ПЕРЕМЕНЫ ИЗ ЧЕТЫРЕХ КОМПЛЕКТОВ С OPSO13493, Комплект для автоматической замены из двух частей11725, Гаечный ключ POL, кованая сталь — черный11724, Гаечный ключ POL, прессованная сталь, оцинкованная23142, ЗАЖИМ 21 мм НА РЕГУЛЯТОРЕ БУТАНА С МАНОМЕТРОМ2314 3, 37 мбар ПРОПАН РЕГУЛЯТОР С ДАВЛЕНИЕМ GAUGE8810, РЕГУЛЯТОР ПРОПАНА 0,5–4 БАР С НАПРАВЛЯЮЩЕЙ 8810, ПРОПАН ВЫСОКОГО ДАВЛЕНИЯ REG 1 БАР (ФИКСИРОВАННЫЙ)8800, РЕГУЛЯТОР ПРОПАНА НД 50 мбар SMALL8800, РЕГУЛЯТОР ПРОПАНА LP 37 мбар SMALL8802, 37 мбар ЗАЖИМ НА ПРОПАНЕ REG15163, 37mbr РЕГУЛЯТОР ПРОПАНА (ГАЙКА РУЧНОГО КОЛЕСА) 8888, КЕМПИНГ ЦИЛИНДР VALVE8809, РЕГУЛЯТОР ГАЗА ДЛЯ КЕМПИНГА LP8807, РЕГУЛЯТОР БУТАНА (БУТАН 4,5 кг) 8805, ЗАЖИМ 21 мм НА РЕГУЛЯТОРЕ БУТАНАP36225 СВАРОЧНОЕ ПОКРЫТИЕ 2M X 2M 1000’CP36224 СВАРОЧНОЕ ПОКРЫТИЕ 2M X 1M 1000’CP3631 WELD ING ОДЕЯЛО 50M X 1M 1000’CP3623 СВАРОЧНОЕ ПОКРЫТИЕ 2M X 3M 600’CP3622 СВАРОЧНОЕ ПОКРЫТИЕ 2M X 2M 600’CP3621 СВАРОЧНОЕ ПОКРЫТИЕ 2M X 1M 600’CFR-EXT УДЛИНЕНИЕ СТАЛЬНОЙ РАМЫ 0. 6mP3630 СВАРОЧНОЕ ПОКРЫТИЕ 50M X 1M 600’CP3886FR СТАЛЬНАЯ РАМА 2.4 ×1.8MP3 666FR СТАЛЬНАЯ РАМА 1.8×1.8MP3886CG ЗЕЛЕНЫЙ ХОЛСТ ДЛЯ СВАРКИ 2.4 X 1.8MP3666CG ЗЕЛЕНАЯ ПОЛОСА ДЛЯ СВАРКИ 1.8 X 1.8MP3646CG ЗЕЛЕНАЯ ПОЛОСА ДЛЯ СВАРКИ 1.2 X 1.8MP3610 КОЛЬЦА ДЛЯ ПОЛОС (10 УПАКОВКИ) REEN СВАРОЧНАЯ ЗАВЕСКА 1,8 X 1,8MP3646G PVC ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА 1,2 X 1,8 MP3886O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 2,4М X 1,8MP3466O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,8М X 1,8MP3446O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,2М X 1,8MP3590 EAR DEFENDERSP3266 BROW GUARDP3261 ПРОЗРАЧНЫЙ ВИСОRP3261-5 ТЕМНА 5 VISORP3260-5 ТЕМНА 5 VISORP3260-3 ТЕМНА 3 VISORP3390 4,5 x 2″ ОТКЛАДЫВАЮЩИЕСЯ ОЧКИ ДЛЯ СВАРКИ SP3310 ОЧКИ ДЛЯ СВАРКИ ЛЫЖНОГО ТИПАXR270 VE LCRO SWEATBANDXR1017 ЗАРЯДНОЕ УСТРОЙСТВОXR1016 АККУМУЛЯТОР XR1014 ЛИЦЕВОЕ УПЛОТНЕНИЕ И КРЕПЛЕНИЕSXR1013 НАБОР ДЛЯ КРЕПЛЕНИЯ ГОЛОВНОГО ОБОРУДОВАНИЯTXR1012 НАБОР ДЛЯ ГОЛОВЫ GEARXR1011 HEAD GEAR INC ВОЗДУХОВОД XR1010 КРЫШКА ДЛЯ ПЕРЕДНЕГО ШЛАНГА XR1009 ВОЗДУШНЫЙ ШЛАНГ И СОЕДИНИТЕЛИ ЧЕХОЛ ДЛЯ ПЕРЕНОСКИ CATCHXR1001 18/90 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ В КОРОБКЕ НАБОР ПОДРЯДЧИКОВ BC764620-PR 6 мм 20 м 1/4 дюйма, установленный шланг для пропана761020-OX 20 мм 10 м 3/8 дюйма, установленный кислородный шланг761005-OX 5 мм 10 м 3/8 дюйма, установленный кислородный шланг760620-OX 6 мм 20м 1/4 «Оставленный кислородный шланг 760610-окса 6 мм 10 м 1/4».
6mP3630 СВАРОЧНОЕ ПОКРЫТИЕ 50M X 1M 600’CP3886FR СТАЛЬНАЯ РАМА 2.4 ×1.8MP3 666FR СТАЛЬНАЯ РАМА 1.8×1.8MP3886CG ЗЕЛЕНЫЙ ХОЛСТ ДЛЯ СВАРКИ 2.4 X 1.8MP3666CG ЗЕЛЕНАЯ ПОЛОСА ДЛЯ СВАРКИ 1.8 X 1.8MP3646CG ЗЕЛЕНАЯ ПОЛОСА ДЛЯ СВАРКИ 1.2 X 1.8MP3610 КОЛЬЦА ДЛЯ ПОЛОС (10 УПАКОВКИ) REEN СВАРОЧНАЯ ЗАВЕСКА 1,8 X 1,8MP3646G PVC ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА 1,2 X 1,8 MP3886O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 2,4М X 1,8MP3466O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,8М X 1,8MP3446O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,2М X 1,8MP3590 EAR DEFENDERSP3266 BROW GUARDP3261 ПРОЗРАЧНЫЙ ВИСОRP3261-5 ТЕМНА 5 VISORP3260-5 ТЕМНА 5 VISORP3260-3 ТЕМНА 3 VISORP3390 4,5 x 2″ ОТКЛАДЫВАЮЩИЕСЯ ОЧКИ ДЛЯ СВАРКИ SP3310 ОЧКИ ДЛЯ СВАРКИ ЛЫЖНОГО ТИПАXR270 VE LCRO SWEATBANDXR1017 ЗАРЯДНОЕ УСТРОЙСТВОXR1016 АККУМУЛЯТОР XR1014 ЛИЦЕВОЕ УПЛОТНЕНИЕ И КРЕПЛЕНИЕSXR1013 НАБОР ДЛЯ КРЕПЛЕНИЯ ГОЛОВНОГО ОБОРУДОВАНИЯTXR1012 НАБОР ДЛЯ ГОЛОВЫ GEARXR1011 HEAD GEAR INC ВОЗДУХОВОД XR1010 КРЫШКА ДЛЯ ПЕРЕДНЕГО ШЛАНГА XR1009 ВОЗДУШНЫЙ ШЛАНГ И СОЕДИНИТЕЛИ ЧЕХОЛ ДЛЯ ПЕРЕНОСКИ CATCHXR1001 18/90 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ В КОРОБКЕ НАБОР ПОДРЯДЧИКОВ BC764620-PR 6 мм 20 м 1/4 дюйма, установленный шланг для пропана761020-OX 20 мм 10 м 3/8 дюйма, установленный кислородный шланг761005-OX 5 мм 10 м 3/8 дюйма, установленный кислородный шланг760620-OX 6 мм 20м 1/4 «Оставленный кислородный шланг 760610-окса 6 мм 10 м 1/4». Оснащенный кислород-шланг 761620–окса 6 мм 20 м 3/8 “Оснащенный кислород-шланг 761605-окса 6 мм 5 мм 3/8″ Окновенный кислород. 705105 Нагревательная форсунка 4 705104 Нагревательная форсунка 3 705103 Нагревательная форсунка 2 705102 ОБЖИМНАЯ ФОРСУНКА 25 704225 ОБЖИМНАЯ ФОРСУНКА 18 704218 ОБЖИМНАЯ ФОРСУНКА 13 704213 СОПЛО WAGED 7 704207Облегченное сопло 13 704113Облегченное сопло 10 704110Облегченное сопло 7 704107обжатое сопло 5 704205VVC РЕЖУЩЕЕ СОПЛО 5.5 112VVC РЕЖУЩАЯ ФОРСУНКА 4 703111VVC РЕЗКА ФОРСУНКА 3 703110VVC РЕЖУЩАЯ ФОРСУНКА 2,5 703109РЕЖУЩАЯ ФОРСУНКА VVC 2 703108VVC РЕЖУЩАЯ ФОРСУНКА 1,5 703107VVC РЕЖУЩАЯ ФОРСУНКА 1 703106VVC РЕЖУЩАЯ ФОРСУНКА 0,5 703105VVC РЕЖУЩАЯ ФОРСУНКА 0 703104VVC РЕЖУЩАЯ ФОРСУНКА 00 703103VVC РЕЖУЩАЯ СОПЛА 3/0 703102VVC Размер режущей форсунки 4/0 703101VVC Размер режущей форсунки 5/0 703100PNME РЕЖУЩАЯ СОПЛА 1/8 ” 3.2MM 702332PNME РЕЗЧИК 3/32″ 2.4MM 702324PNME РЕЗАК 5/64″ 2.0MM 702320PNME РЕЗАК 1/16″ 1.6MM 702316PNME РЕЗАК 3/64″ 1.2MM 702 312PNME РЕЖУЩАЯ ФОРСУНКА 1/32″ 0,8 ММ 702308PNM РЕЗКА НАСАДКА 1/8″ 3,2 мм 702132PNM РЕЗКА 3/32″ 2,4 мм 702124PNM РЕЗКА 1/32″ 0,8 мм 702108APACHI РЕЗКА 1/8″ 3,2 мм 712332APACHI РЕЗКА 3/32″ 2,4 ММ 712324РЕЖУЩАЯ ФОРСУНКА APACHI 1/16″ 1,6 ММ 712316РЕЖУЩАЯ ФОРСУНКА APACHI 3/64″ 1,2 ММ 712312РЕЖУЩАЯ ФОРСУНКА APACHI 1/32″ 0,8 ММ 712308ASNM РЕЖУЩАЯ ФОРСУНКА РАЗМЕР 1 705301AFNM ФОРСУНКА 1/16″ 1,6 ММ 70520 3AFNM РЕЗКА 3/64″ 1,2 ММ 705202AFNM РЕЗКА 1/32″ 0,8 ММ 705201AGNM ИЗОГНУТОЕ РЕЖУЩЕЕ СОПЛО, РАЗМЕР 25 702225AGNM, ИЗОГНУТОЕ РЕЖУЩЕЕ СОПЛО, РАЗМЕР 19702219AGNM РАЗМЕР 13 ИЗОГНУТОГО РЕЖУЩЕГО СОПЛА ОТРЕЗНОЕ СОПЛО 1/16″/1,6 ММ 701216ANME ОТРЕЗНОЕ СОПЛО 3 /64″/1,2 ММ 701212ANM РЕЖУЩАЯ СОПЛА 5/64″/2,0 ММ 701120ANM РЕЖУЩАЯ СОПЛА 1/32″/1,6 ММ 701116CSS1010 Плоские Сверхтонкие отрезные диски, нержавеющая сталь 230 x 1,0 x 22 мм (9″)CSS1210 Плоские супер тонкие отрезные диски, нержавеющая сталь 125 x 1,0 x 22 мм (5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 115 x 1,0 x 22 мм (4,5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 100 x 1,0 x 16 мм (4 дюйма)Parweld PRO3600-30ER Pro- Сварочная горелка Grip 360A, с кабелем 5 м и еврофитингамиParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с кабелем 4 м и еврофитингамиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 5 м и еврофитингамиParweld PRO2500-30ER Pro -Сварочная горелка Grip 250A, с кабелем 4 м и еврофитингомParweld PRO1500-40ER Сварочная горелка Pro-Grip 150A, включая кабель 5 м и еврофитингParweld PRO1500-40ER Pro-Grip 150A, с кабелем 4 м и еврофитингомP3788 Сварочная куртка Parweld Panther ( Размер XXL)P3788 Сварочная куртка Parweld Panther (размер XL)P3788 Сварочная куртка Parweld Panther (размер M)P3829Алюминизированный щиток для рукP3810 Перчатка механикаP3840 Латексная перчатка с термозахватомP3824 Panther Pro GauntletXR938H/F Parweld True Color Light Reactive Welding & Grinding Helmet (пламенный дизайн)ANME CUT NOZZLE 1/32″/0,8MM РЕЗКА СОПЛА 3 /32″/2.
Оснащенный кислород-шланг 761620–окса 6 мм 20 м 3/8 “Оснащенный кислород-шланг 761605-окса 6 мм 5 мм 3/8″ Окновенный кислород. 705105 Нагревательная форсунка 4 705104 Нагревательная форсунка 3 705103 Нагревательная форсунка 2 705102 ОБЖИМНАЯ ФОРСУНКА 25 704225 ОБЖИМНАЯ ФОРСУНКА 18 704218 ОБЖИМНАЯ ФОРСУНКА 13 704213 СОПЛО WAGED 7 704207Облегченное сопло 13 704113Облегченное сопло 10 704110Облегченное сопло 7 704107обжатое сопло 5 704205VVC РЕЖУЩЕЕ СОПЛО 5.5 112VVC РЕЖУЩАЯ ФОРСУНКА 4 703111VVC РЕЗКА ФОРСУНКА 3 703110VVC РЕЖУЩАЯ ФОРСУНКА 2,5 703109РЕЖУЩАЯ ФОРСУНКА VVC 2 703108VVC РЕЖУЩАЯ ФОРСУНКА 1,5 703107VVC РЕЖУЩАЯ ФОРСУНКА 1 703106VVC РЕЖУЩАЯ ФОРСУНКА 0,5 703105VVC РЕЖУЩАЯ ФОРСУНКА 0 703104VVC РЕЖУЩАЯ ФОРСУНКА 00 703103VVC РЕЖУЩАЯ СОПЛА 3/0 703102VVC Размер режущей форсунки 4/0 703101VVC Размер режущей форсунки 5/0 703100PNME РЕЖУЩАЯ СОПЛА 1/8 ” 3.2MM 702332PNME РЕЗЧИК 3/32″ 2.4MM 702324PNME РЕЗАК 5/64″ 2.0MM 702320PNME РЕЗАК 1/16″ 1.6MM 702316PNME РЕЗАК 3/64″ 1.2MM 702 312PNME РЕЖУЩАЯ ФОРСУНКА 1/32″ 0,8 ММ 702308PNM РЕЗКА НАСАДКА 1/8″ 3,2 мм 702132PNM РЕЗКА 3/32″ 2,4 мм 702124PNM РЕЗКА 1/32″ 0,8 мм 702108APACHI РЕЗКА 1/8″ 3,2 мм 712332APACHI РЕЗКА 3/32″ 2,4 ММ 712324РЕЖУЩАЯ ФОРСУНКА APACHI 1/16″ 1,6 ММ 712316РЕЖУЩАЯ ФОРСУНКА APACHI 3/64″ 1,2 ММ 712312РЕЖУЩАЯ ФОРСУНКА APACHI 1/32″ 0,8 ММ 712308ASNM РЕЖУЩАЯ ФОРСУНКА РАЗМЕР 1 705301AFNM ФОРСУНКА 1/16″ 1,6 ММ 70520 3AFNM РЕЗКА 3/64″ 1,2 ММ 705202AFNM РЕЗКА 1/32″ 0,8 ММ 705201AGNM ИЗОГНУТОЕ РЕЖУЩЕЕ СОПЛО, РАЗМЕР 25 702225AGNM, ИЗОГНУТОЕ РЕЖУЩЕЕ СОПЛО, РАЗМЕР 19702219AGNM РАЗМЕР 13 ИЗОГНУТОГО РЕЖУЩЕГО СОПЛА ОТРЕЗНОЕ СОПЛО 1/16″/1,6 ММ 701216ANME ОТРЕЗНОЕ СОПЛО 3 /64″/1,2 ММ 701212ANM РЕЖУЩАЯ СОПЛА 5/64″/2,0 ММ 701120ANM РЕЖУЩАЯ СОПЛА 1/32″/1,6 ММ 701116CSS1010 Плоские Сверхтонкие отрезные диски, нержавеющая сталь 230 x 1,0 x 22 мм (9″)CSS1210 Плоские супер тонкие отрезные диски, нержавеющая сталь 125 x 1,0 x 22 мм (5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 115 x 1,0 x 22 мм (4,5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 100 x 1,0 x 16 мм (4 дюйма)Parweld PRO3600-30ER Pro- Сварочная горелка Grip 360A, с кабелем 5 м и еврофитингамиParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с кабелем 4 м и еврофитингамиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 5 м и еврофитингамиParweld PRO2500-30ER Pro -Сварочная горелка Grip 250A, с кабелем 4 м и еврофитингомParweld PRO1500-40ER Сварочная горелка Pro-Grip 150A, включая кабель 5 м и еврофитингParweld PRO1500-40ER Pro-Grip 150A, с кабелем 4 м и еврофитингомP3788 Сварочная куртка Parweld Panther ( Размер XXL)P3788 Сварочная куртка Parweld Panther (размер XL)P3788 Сварочная куртка Parweld Panther (размер M)P3829Алюминизированный щиток для рукP3810 Перчатка механикаP3840 Латексная перчатка с термозахватомP3824 Panther Pro GauntletXR938H/F Parweld True Color Light Reactive Welding & Grinding Helmet (пламенный дизайн)ANME CUT NOZZLE 1/32″/0,8MM РЕЗКА СОПЛА 3 /32″/2. 4MMANM РЕЖУЩАЯ ФОРСУНКА 3/64″/1.2MMANM РЕЖУЩАЯ ФОРСУНКА 1/8″/3.2MMРЕГУЛЯТОР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК CO2 БОКОВОЙ ВХОДРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК РЕГУЛЯТОР АРГОНА 300 БАР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК OX YGENREGULATOR ОДНОСТУПЕНЧАТЫЙ ДАТЧИК НА 25 БАР АЦТИЛЕНЕРЕГУЛЯТОР 25 БАР ОДНОСТУПЕНЧАТЫЙ ЗАГЛУШЕННЫЙ ПРОПАНЕРРЕГУЛЯТОР 300 БАР 0-10 ОДНОСТУПЕНЧАТЫЙ ЗАГЛУШЕННЫЙ КИСЛОРОДНЫЙ РЕГУЛЯТОР 25 БАР ОДНОСТУПЕНЧАТЫЙ ЗАГЛУШЕННЫЙ ACETYLENEPARWELD XTM 2001 MIG INVERTER 200AMP КОМПЛЕКТ 1PARWELD TIG INVERTER XTT 200P RAN КОМПЛЕКТ GE P1 PARWELD XTS 163 MMA INVERTER LINE P1 PARWELD XTS 403 MMA INVERTER LINE P1 КОМПЛЕКТParweld XTE201C Компактный автомобильный сварочный аппарат для сварки в пакете P1Parweld XTE 171 Компактный автомобильный сварочный аппарат в комплекте 1GS1060 Шлифовальный диск Parweld 100 мм * 6,0 мм (одиночные) XR938H/P Parweld True Color Легкая реактивная сварочная и шлифовальная каскаP3765 Parweld Panther Кожаные рукава сварщиков (одинарные)P3745 Parweld кожаные сварщики SpatsP3788 Parweld Panther сварочная куртка (размер L)P3725 Parweld Panther сварочный фартук C/W Пряжки и галстукиP3870 Parweld Nitrile Gripper Glove LiteP3860 Parwel г PU Gripper GloveP3855 Parweld Panther Drivers GloveP3854 Parweld Panther Mesh Back Drivers GloveP3845 Parweld ISO cut C GloveP3839 Parweld Panther Pro TIG GloveP3838 Parweld Panther Fingertip TIG GloveP3835 Parweld Fingertip Sensitivity TIG GloveP3830 Parweld TIG Glove, GreyP3829Алюминизированная перчатка Parweld Теплозащитный экран (одинарные)P3828 Алюминизированная перчатка Parweld PantherP3826 Двусторонняя перчатка/перчатка Parweld Panther (одиночные)P3825 Перчатка/перчатка Parweld PantherP3822 Перчатка/перчатка Parweld, Panther Pro Ex LengthP3820 Перчатка/перчатка Parweld для сваркиP3802 Перчатка Parweld Power Rigger (СЭ)P3801 Перчатка Parweld Double Palm Rigger GloveParweld XR937H Extra Large View Weld & Grid HelmetParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 4,0 мм * 350 мм, 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 3,2 мм * 350 мм, 2,5 кг Сварочные электроды, 3,2 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2,5 мм * 350 мм 2,5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2,5 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2 мм * 300 мм 5 кг PackParweld PRO20- 12S1BW Pro-Grip20 Водяной охлаждение 250A TIG сварки TIG, доступная с 12-футовой или 25-футовой CableParweld Pro18-12S1BW Pro-Grip18 350a TIG TIG TIG TIG, доступный с 12-футовым или 25-футовым CableParweld XTT 503-P1 AC/DC PULSED 500A, 400V TIG-сварщик.
4MMANM РЕЖУЩАЯ ФОРСУНКА 3/64″/1.2MMANM РЕЖУЩАЯ ФОРСУНКА 1/8″/3.2MMРЕГУЛЯТОР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК CO2 БОКОВОЙ ВХОДРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК РЕГУЛЯТОР АРГОНА 300 БАР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК OX YGENREGULATOR ОДНОСТУПЕНЧАТЫЙ ДАТЧИК НА 25 БАР АЦТИЛЕНЕРЕГУЛЯТОР 25 БАР ОДНОСТУПЕНЧАТЫЙ ЗАГЛУШЕННЫЙ ПРОПАНЕРРЕГУЛЯТОР 300 БАР 0-10 ОДНОСТУПЕНЧАТЫЙ ЗАГЛУШЕННЫЙ КИСЛОРОДНЫЙ РЕГУЛЯТОР 25 БАР ОДНОСТУПЕНЧАТЫЙ ЗАГЛУШЕННЫЙ ACETYLENEPARWELD XTM 2001 MIG INVERTER 200AMP КОМПЛЕКТ 1PARWELD TIG INVERTER XTT 200P RAN КОМПЛЕКТ GE P1 PARWELD XTS 163 MMA INVERTER LINE P1 PARWELD XTS 403 MMA INVERTER LINE P1 КОМПЛЕКТParweld XTE201C Компактный автомобильный сварочный аппарат для сварки в пакете P1Parweld XTE 171 Компактный автомобильный сварочный аппарат в комплекте 1GS1060 Шлифовальный диск Parweld 100 мм * 6,0 мм (одиночные) XR938H/P Parweld True Color Легкая реактивная сварочная и шлифовальная каскаP3765 Parweld Panther Кожаные рукава сварщиков (одинарные)P3745 Parweld кожаные сварщики SpatsP3788 Parweld Panther сварочная куртка (размер L)P3725 Parweld Panther сварочный фартук C/W Пряжки и галстукиP3870 Parweld Nitrile Gripper Glove LiteP3860 Parwel г PU Gripper GloveP3855 Parweld Panther Drivers GloveP3854 Parweld Panther Mesh Back Drivers GloveP3845 Parweld ISO cut C GloveP3839 Parweld Panther Pro TIG GloveP3838 Parweld Panther Fingertip TIG GloveP3835 Parweld Fingertip Sensitivity TIG GloveP3830 Parweld TIG Glove, GreyP3829Алюминизированная перчатка Parweld Теплозащитный экран (одинарные)P3828 Алюминизированная перчатка Parweld PantherP3826 Двусторонняя перчатка/перчатка Parweld Panther (одиночные)P3825 Перчатка/перчатка Parweld PantherP3822 Перчатка/перчатка Parweld, Panther Pro Ex LengthP3820 Перчатка/перчатка Parweld для сваркиP3802 Перчатка Parweld Power Rigger (СЭ)P3801 Перчатка Parweld Double Palm Rigger GloveParweld XR937H Extra Large View Weld & Grid HelmetParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 4,0 мм * 350 мм, 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 3,2 мм * 350 мм, 2,5 кг Сварочные электроды, 3,2 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2,5 мм * 350 мм 2,5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2,5 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2 мм * 300 мм 5 кг PackParweld PRO20- 12S1BW Pro-Grip20 Водяной охлаждение 250A TIG сварки TIG, доступная с 12-футовой или 25-футовой CableParweld Pro18-12S1BW Pro-Grip18 350a TIG TIG TIG TIG, доступный с 12-футовым или 25-футовым CableParweld XTT 503-P1 AC/DC PULSED 500A, 400V TIG-сварщик. ПакетParweld XTT 353P-P1 350A AC/DC 400V Импульсный инверторный сварочный аппарат TIG PackageParweld XTT 202P-P1 AC/DC 200A 230V TIG инверторный сварочный аппарат PackageParweld XTT 200DC-P1 200A, 230V TIG инверторный сварочный аппарат PackageParweld XTT 182DV-P1 Инверторный сварочный аппарат TIG 180A, 230VParweld PR17-25S1BG Сварочная горелка TIG Pro-Grip Max 150A, доступна с кабелями длиной 4 м или 8 мParweld PRO9-12S1BG Сварочная горелка TIG Pro-Grip Max 125A, с кабелем 4 или 8 мParweld PRO5000-30ER Сварочная горелка Pro-Grip 501 Вт с водяным охлаждением, с кабелем длиной 3 м, 4 м и 5 мParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с Кабель 3M и европейские фитингиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 3M и еврофитингомParweld PRO1500-30ER Pro-Grip 150A сварочная горелка, включая кабель 3M и европейские фитинги сварка XTS 203 MMA инвертор 200AMP 400VParweld XTS 202 MMA инвертор 200AMP 240В с дополнительной горелкой для сварки TIG с нуляParweld XTS 202 MMA инвертор 200AMP 240VParweld XTP103 Inverter Plasma Cutter 100 AMP 400V Package 1Parweld XTP63 Inverter Pla sma Cutter 400V Package 1Parweld XTP40 Inverter Plasma Cutter 100 / 240V Package 1Type 5 Набор для кислородно-ацетиленовой резки и сварки, включая кейсЛегкий комплект для кислородно-ацетиленовой резки и сварки, включая кейсЛегкий комплект для кислородно-ацетиленовой сварки и пайки, включая кейс18/90 Набор для резки кислородом / ацетиленом – 2 манометра, включая набор для подрядчиков ACO Комплект для резки кислородом / пропаном подключен, набор для подрядчиков XTM 503I Synergic MIG Inverter — 500 AMP — 400 V — Package 1Parweld XTM 254I Synergic MIG Inverter — 250 AMP — 400 V — Package 1Parweld XTM 252I Synergic MIG Inverter — 250 AMP — Package 1Parweld XTM 403S MIG Transformer Machine — 350 AMP — Package 1Parweld XTM301C MIG трансформаторная установка – 300 AMP – Пакет 1Parweld XTM 301S MIG Transformer Machine 300 AMP – Пакет 1Parweld XTM 182I MIG Inverter, 180 AMP – Пакет 1Parweld XTM 160I MIG Inverter, 160 AMP – Пакет 1Parweld XTM 252I 250 AMP Synergic MIG InverterELCK3 ARCAIR ГОРЕЛКА ДЛЯ ПРЯМОЙ СТРОЖКИ STYLE K3 600AEV010215101 SAMSON 150A ЕС ЭЛЕКТРОД / ДЕРЖАТЕЛЬ ШТОКАREW1625PW ВИЛКА ТИПА DIN 16-25MMEW200C ЗАЖИМ ДЛЯ ЗАЗЕМЛЕНИЯ КРОКОДИЛ 200 AMPTX50025010 СВАРОЧНАЯ СТОЙКА / ДУГОВАЯ СВАРКА ДЛЯ ЧУГУНА.
ПакетParweld XTT 353P-P1 350A AC/DC 400V Импульсный инверторный сварочный аппарат TIG PackageParweld XTT 202P-P1 AC/DC 200A 230V TIG инверторный сварочный аппарат PackageParweld XTT 200DC-P1 200A, 230V TIG инверторный сварочный аппарат PackageParweld XTT 182DV-P1 Инверторный сварочный аппарат TIG 180A, 230VParweld PR17-25S1BG Сварочная горелка TIG Pro-Grip Max 150A, доступна с кабелями длиной 4 м или 8 мParweld PRO9-12S1BG Сварочная горелка TIG Pro-Grip Max 125A, с кабелем 4 или 8 мParweld PRO5000-30ER Сварочная горелка Pro-Grip 501 Вт с водяным охлаждением, с кабелем длиной 3 м, 4 м и 5 мParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с Кабель 3M и европейские фитингиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 3M и еврофитингомParweld PRO1500-30ER Pro-Grip 150A сварочная горелка, включая кабель 3M и европейские фитинги сварка XTS 203 MMA инвертор 200AMP 400VParweld XTS 202 MMA инвертор 200AMP 240В с дополнительной горелкой для сварки TIG с нуляParweld XTS 202 MMA инвертор 200AMP 240VParweld XTP103 Inverter Plasma Cutter 100 AMP 400V Package 1Parweld XTP63 Inverter Pla sma Cutter 400V Package 1Parweld XTP40 Inverter Plasma Cutter 100 / 240V Package 1Type 5 Набор для кислородно-ацетиленовой резки и сварки, включая кейсЛегкий комплект для кислородно-ацетиленовой резки и сварки, включая кейсЛегкий комплект для кислородно-ацетиленовой сварки и пайки, включая кейс18/90 Набор для резки кислородом / ацетиленом – 2 манометра, включая набор для подрядчиков ACO Комплект для резки кислородом / пропаном подключен, набор для подрядчиков XTM 503I Synergic MIG Inverter — 500 AMP — 400 V — Package 1Parweld XTM 254I Synergic MIG Inverter — 250 AMP — 400 V — Package 1Parweld XTM 252I Synergic MIG Inverter — 250 AMP — Package 1Parweld XTM 403S MIG Transformer Machine — 350 AMP — Package 1Parweld XTM301C MIG трансформаторная установка – 300 AMP – Пакет 1Parweld XTM 301S MIG Transformer Machine 300 AMP – Пакет 1Parweld XTM 182I MIG Inverter, 180 AMP – Пакет 1Parweld XTM 160I MIG Inverter, 160 AMP – Пакет 1Parweld XTM 252I 250 AMP Synergic MIG InverterELCK3 ARCAIR ГОРЕЛКА ДЛЯ ПРЯМОЙ СТРОЖКИ STYLE K3 600AEV010215101 SAMSON 150A ЕС ЭЛЕКТРОД / ДЕРЖАТЕЛЬ ШТОКАREW1625PW ВИЛКА ТИПА DIN 16-25MMEW200C ЗАЖИМ ДЛЯ ЗАЗЕМЛЕНИЯ КРОКОДИЛ 200 AMPTX50025010 СВАРОЧНАЯ СТОЙКА / ДУГОВАЯ СВАРКА ДЛЯ ЧУГУНА. NI99 CI 2,5 ММ 1.0KGRC3082540 ПРОВОД ДЛЯ ДУГОВОЙ СВАРКИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ – SIFCHROME 308L 2,5 ММ 4KGRWN41V33 ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG – КОРОТКАЯ ЗАДНЯЯ КРЫШКА (9 20) (41V33)RWN45V42 ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG – КОРПУС ВТУЛКИ 1,0 ММ Г/Л (PK5) (45V42)RWN13N26 ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG – 0,040 Цанга (5 шт.) (13N21)RWN13N21 ЗАПАСНАЯ Цанга для горелки TIG 0,040 (5 шт.) (13N21)RWN13N08 WCF – КЕРАМИКА – 1/4 АЛЮМИНИЕВАЯ ФОРСУНКА (PK10) (13N0 8) HP16716 СИНИЙ НАКОНЕЧНИК TIG WELDING – 1,6 ММ SUPERSTRIKE TUNGSTEN ПРОДАНО КАЖДОЙ HP16616 ЗОЛОТОЙ НАКОНЕЧНИК TUGSTEN – 1,6 ММ 1,5% ЛАНТАН ВОЛЬФРАМ 1/16 ЗОЛОТО ПРОДАНО EACHHA16516 ЧЕРНЫЙ НАКОНЕЧНИК TIG TUNGSTEN – 1,6 ММ 1% ЛАНТАНИРОВАННЫЙ ВОЛЬФРАМ 1/16 ПРОДАНО КАЖДОЕ HP 16410 ЗЕЛЕНЫЙ 1.0MM PURE TUNGSTENHP16310 СЕРЫЙ НАКОНЕЧНИК TUNGSTON FOR TIG WELDING – 1.0MM 2% CERIA TUNGSTEN .040 EAHP16216 WHITE TIP TIG TUNGSTON – 1.6MM ZIRCON Tungsten 1/16 SOLD EACHHP16110 – RED TOP TORED Tungsten – 1.0MM 2% THOR TUNGSTEN .040 EARO961250 БРОНЗОВАЯ ПАЯЯ TIG – SIFSILCOPPER № 968 1,2 ММ 5,0 КГGRO211650 ТРУБКИ ДЛЯ ВИГ РЕАКЦИИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ – SIFSTEEL 316L 1,6 ММ 5,0 КГ НЕРЖ.
NI99 CI 2,5 ММ 1.0KGRC3082540 ПРОВОД ДЛЯ ДУГОВОЙ СВАРКИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ – SIFCHROME 308L 2,5 ММ 4KGRWN41V33 ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG – КОРОТКАЯ ЗАДНЯЯ КРЫШКА (9 20) (41V33)RWN45V42 ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG – КОРПУС ВТУЛКИ 1,0 ММ Г/Л (PK5) (45V42)RWN13N26 ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG – 0,040 Цанга (5 шт.) (13N21)RWN13N21 ЗАПАСНАЯ Цанга для горелки TIG 0,040 (5 шт.) (13N21)RWN13N08 WCF – КЕРАМИКА – 1/4 АЛЮМИНИЕВАЯ ФОРСУНКА (PK10) (13N0 8) HP16716 СИНИЙ НАКОНЕЧНИК TIG WELDING – 1,6 ММ SUPERSTRIKE TUNGSTEN ПРОДАНО КАЖДОЙ HP16616 ЗОЛОТОЙ НАКОНЕЧНИК TUGSTEN – 1,6 ММ 1,5% ЛАНТАН ВОЛЬФРАМ 1/16 ЗОЛОТО ПРОДАНО EACHHA16516 ЧЕРНЫЙ НАКОНЕЧНИК TIG TUNGSTEN – 1,6 ММ 1% ЛАНТАНИРОВАННЫЙ ВОЛЬФРАМ 1/16 ПРОДАНО КАЖДОЕ HP 16410 ЗЕЛЕНЫЙ 1.0MM PURE TUNGSTENHP16310 СЕРЫЙ НАКОНЕЧНИК TUNGSTON FOR TIG WELDING – 1.0MM 2% CERIA TUNGSTEN .040 EAHP16216 WHITE TIP TIG TUNGSTON – 1.6MM ZIRCON Tungsten 1/16 SOLD EACHHP16110 – RED TOP TORED Tungsten – 1.0MM 2% THOR TUNGSTEN .040 EARO961250 БРОНЗОВАЯ ПАЯЯ TIG – SIFSILCOPPER № 968 1,2 ММ 5,0 КГGRO211650 ТРУБКИ ДЛЯ ВИГ РЕАКЦИИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ – SIFSTEEL 316L 1,6 ММ 5,0 КГ НЕРЖ. .5KGRA151225 SIF МЯГКАЯ СТАЛЬ TIG RODS – SIFSTEEL A15 1,2 ММ 2,5 КГ СТАЛЬW120573 ПЛАЗМА ЗАПАСНАЯ ЧАСТЬ ДЛЯ РЕЗКА – ЭЛЕКТРОД HAFNIUMSW020382 ЗАПАСНАЯ ЧАСТЬ ДЛЯ ПЛАЗМЕННОГО РЕЗКА – ЭЛЕКТРОД HYP MAX 20SWPC801ZR ЗАПАСНЫЕ ЧАСТИ ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ – ЭЛЕКТРОД ZIRCONIUMSWPC306 Электрод ZR x 14,5 мм для плазменных горелок, совместимых с Binzel PSB30.Qh35040 АДАПТЕР НАКОНЕЧНИКА 5W 250A M6 В УПАКОВКЕ 5Qh280320W НАКЛАДКА ДЛЯ СВАРОЧНОЙ ПРОВОЛОКИ MIG 3M 0,6MM – 0,8 MMQh280301W КОНИЧЕСКАЯ ФОРСУНКА ДЛЯ МИГ 180AQh280306W КОНТАКТНАЯ НАСАДКА ДЛЯ МИГ 0,6 ММ 180A M6 – УПАКОВКА ИЗ 10 TWN802048 ОДНОРАЗОВЫЙ ГАЗОВЫЙ БАЛЛОН С АРГОНОМ/СО2 390 GRAMIh55SD100 ПЕСОЧНЫЙ ДИСК (AL-OX) 115X16MM 100 GRITSC60100GKW КЛАПАННЫЙ ДИСК 100X22MM 60 GRIT – CERIM40DCGM DPC ШЛИФОВАЛЬНЫЙ ДИСК (100X6.4X16MM)Надувной гелиевый баллон – Premium Накачивающий гелиевый баллон – StandardVZFC080 45 Безгазовая порошковая проволока для сварки MIG 0,8 мм, рулон 0,45 кгWO330840 SifMIG 308LSi Проволока для сварки MIG с содержанием железа 0,8 мм 3,75 кгWO270865 SifMIG 5356 Проволока для сварки MIG без содержания железа 6,5 кгWO150865 SifMIG 4043 Проволока для сварки MIG без содержания железа 0,8 мм 6,5 кгDZ10001 Переносная тележка для газовых баллонов с кислородом и ацетиленомDZ10004 Тележка для газовых баллонов SmallPC60063 Комплект сварочного стола 0T 600мм * 630ммP3410 ОЧКИ В ЧЕРНОЙ НЕЙЛОНОВОЙ ОПРАВЕ – CLEARP3420 Clear Safety SpecsESF287000 Kromer Welding Safety Cap size 6 7/8″ EHW4420010 ЗАМЕНА 4 1/4″ X 2″ УВЕЛИЧИВАЮЩИЕ ЛИНЗЫ ДЛЯ СВАРОЧНОЙ ШАСЫ – 1,0 ДИОПТЕР MAGES11060SP ЗАМЕНА 110мм X 60мм POLYCARB CLAER СВАРОЧНЫЕ ЛИНЗЫ ДЛЯ СКАСКИ44 ЗАМЕНА КРЫШКИ ИЗ ПРОЗРАЧНОГО СТЕКЛА 2000 Г 4 1/4 ДЮЙМА * 2″ ДЛЯ СВАРОЧНОГО ШЛЕМА TEHW442010G ЗАМЕНА СТЕКЛА 4 1/4 X 2 10EW ЛИНЗЫ CE ДЛЯ СВАРОЧНОГО ШЛЕМА TEHW442009G ЗАМЕНА СТЕКЛА 4 1/4 X 2 9EW ЛИНЗЫ CE ДЛЯ СВАРОЧНОЙ ШЛЕМЫ TEHW442008G ЗАМЕНА СТЕКЛА 4 1/4 X 2 8EW ЛИНЗЫ CE ДЛЯ СВАРОЧНОЙ ШЛЕМЫ TEHW442006G ЗАМЕНА СТЕКЛА 4 1/4 X 2 6EW ЛИНЗЫ CE ДЛЯ СВАРОЧНОЙ ШЛЕМЫ TEHW44 2005G ЗАМЕНА СТЕКЛА 4 1/4 X 2 5EW LENS CE ДЛЯ СВАРОЧНОГО ШЛЕМА AU300 РАСХОДОМЕР 0–40 л/минTWN001COMP ШЛАНГ ДЛЯ КОНВЕРСИИ MINI MIG (QF В 38BSP RH)AE3005LX РЕГУЛЯТОР ЗАЩИТНОГО ГАЗА ДЛЯ MIG И TIG СВАРКИПищевой углекислый газ CO2 34 кг Отвод жидкости для глазури для стеклаПищевой класс Углекислый газ CO2 Газ 15 кг Отвод жидкости для глазури на стеклеПищевой углекислый газ CO2 Заправка 6,35 кг Отбор жидкости для глазури на стеклеКонтрактная заправка принадлежащего клиенту баллона с CO2 на 1 л TecatlantisWA1912250 SIFMIG ZERO SG3 1,2 ММ 250 КГ МЕДЬ FREEWA1910250 SIFMIG ZERO SG3 1,0 ММ 250 КГ МЕДЬ FREEWA191218 SIFMIG ZERO SG3 1,2 ММ 18 КГ МЕДЬ FREEWA191018 SIFMIG ZERO SG3 1,0 ММ 18 КГ МЕДЬ FREEWA190815 SIFMIG ZERO SG3 0,8 ММ 15 КГ МЕДЬ FREEVZ181215LSG3 1,2 ММ SG3 МИГ ПРОВОД (15 КГ) REELVZ181015LSG3 1.
.5KGRA151225 SIF МЯГКАЯ СТАЛЬ TIG RODS – SIFSTEEL A15 1,2 ММ 2,5 КГ СТАЛЬW120573 ПЛАЗМА ЗАПАСНАЯ ЧАСТЬ ДЛЯ РЕЗКА – ЭЛЕКТРОД HAFNIUMSW020382 ЗАПАСНАЯ ЧАСТЬ ДЛЯ ПЛАЗМЕННОГО РЕЗКА – ЭЛЕКТРОД HYP MAX 20SWPC801ZR ЗАПАСНЫЕ ЧАСТИ ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ – ЭЛЕКТРОД ZIRCONIUMSWPC306 Электрод ZR x 14,5 мм для плазменных горелок, совместимых с Binzel PSB30.Qh35040 АДАПТЕР НАКОНЕЧНИКА 5W 250A M6 В УПАКОВКЕ 5Qh280320W НАКЛАДКА ДЛЯ СВАРОЧНОЙ ПРОВОЛОКИ MIG 3M 0,6MM – 0,8 MMQh280301W КОНИЧЕСКАЯ ФОРСУНКА ДЛЯ МИГ 180AQh280306W КОНТАКТНАЯ НАСАДКА ДЛЯ МИГ 0,6 ММ 180A M6 – УПАКОВКА ИЗ 10 TWN802048 ОДНОРАЗОВЫЙ ГАЗОВЫЙ БАЛЛОН С АРГОНОМ/СО2 390 GRAMIh55SD100 ПЕСОЧНЫЙ ДИСК (AL-OX) 115X16MM 100 GRITSC60100GKW КЛАПАННЫЙ ДИСК 100X22MM 60 GRIT – CERIM40DCGM DPC ШЛИФОВАЛЬНЫЙ ДИСК (100X6.4X16MM)Надувной гелиевый баллон – Premium Накачивающий гелиевый баллон – StandardVZFC080 45 Безгазовая порошковая проволока для сварки MIG 0,8 мм, рулон 0,45 кгWO330840 SifMIG 308LSi Проволока для сварки MIG с содержанием железа 0,8 мм 3,75 кгWO270865 SifMIG 5356 Проволока для сварки MIG без содержания железа 6,5 кгWO150865 SifMIG 4043 Проволока для сварки MIG без содержания железа 0,8 мм 6,5 кгDZ10001 Переносная тележка для газовых баллонов с кислородом и ацетиленомDZ10004 Тележка для газовых баллонов SmallPC60063 Комплект сварочного стола 0T 600мм * 630ммP3410 ОЧКИ В ЧЕРНОЙ НЕЙЛОНОВОЙ ОПРАВЕ – CLEARP3420 Clear Safety SpecsESF287000 Kromer Welding Safety Cap size 6 7/8″ EHW4420010 ЗАМЕНА 4 1/4″ X 2″ УВЕЛИЧИВАЮЩИЕ ЛИНЗЫ ДЛЯ СВАРОЧНОЙ ШАСЫ – 1,0 ДИОПТЕР MAGES11060SP ЗАМЕНА 110мм X 60мм POLYCARB CLAER СВАРОЧНЫЕ ЛИНЗЫ ДЛЯ СКАСКИ44 ЗАМЕНА КРЫШКИ ИЗ ПРОЗРАЧНОГО СТЕКЛА 2000 Г 4 1/4 ДЮЙМА * 2″ ДЛЯ СВАРОЧНОГО ШЛЕМА TEHW442010G ЗАМЕНА СТЕКЛА 4 1/4 X 2 10EW ЛИНЗЫ CE ДЛЯ СВАРОЧНОГО ШЛЕМА TEHW442009G ЗАМЕНА СТЕКЛА 4 1/4 X 2 9EW ЛИНЗЫ CE ДЛЯ СВАРОЧНОЙ ШЛЕМЫ TEHW442008G ЗАМЕНА СТЕКЛА 4 1/4 X 2 8EW ЛИНЗЫ CE ДЛЯ СВАРОЧНОЙ ШЛЕМЫ TEHW442006G ЗАМЕНА СТЕКЛА 4 1/4 X 2 6EW ЛИНЗЫ CE ДЛЯ СВАРОЧНОЙ ШЛЕМЫ TEHW44 2005G ЗАМЕНА СТЕКЛА 4 1/4 X 2 5EW LENS CE ДЛЯ СВАРОЧНОГО ШЛЕМА AU300 РАСХОДОМЕР 0–40 л/минTWN001COMP ШЛАНГ ДЛЯ КОНВЕРСИИ MINI MIG (QF В 38BSP RH)AE3005LX РЕГУЛЯТОР ЗАЩИТНОГО ГАЗА ДЛЯ MIG И TIG СВАРКИПищевой углекислый газ CO2 34 кг Отвод жидкости для глазури для стеклаПищевой класс Углекислый газ CO2 Газ 15 кг Отвод жидкости для глазури на стеклеПищевой углекислый газ CO2 Заправка 6,35 кг Отбор жидкости для глазури на стеклеКонтрактная заправка принадлежащего клиенту баллона с CO2 на 1 л TecatlantisWA1912250 SIFMIG ZERO SG3 1,2 ММ 250 КГ МЕДЬ FREEWA1910250 SIFMIG ZERO SG3 1,0 ММ 250 КГ МЕДЬ FREEWA191218 SIFMIG ZERO SG3 1,2 ММ 18 КГ МЕДЬ FREEWA191018 SIFMIG ZERO SG3 1,0 ММ 18 КГ МЕДЬ FREEWA190815 SIFMIG ZERO SG3 0,8 ММ 15 КГ МЕДЬ FREEVZ181215LSG3 1,2 ММ SG3 МИГ ПРОВОД (15 КГ) REELVZ181015LSG3 1.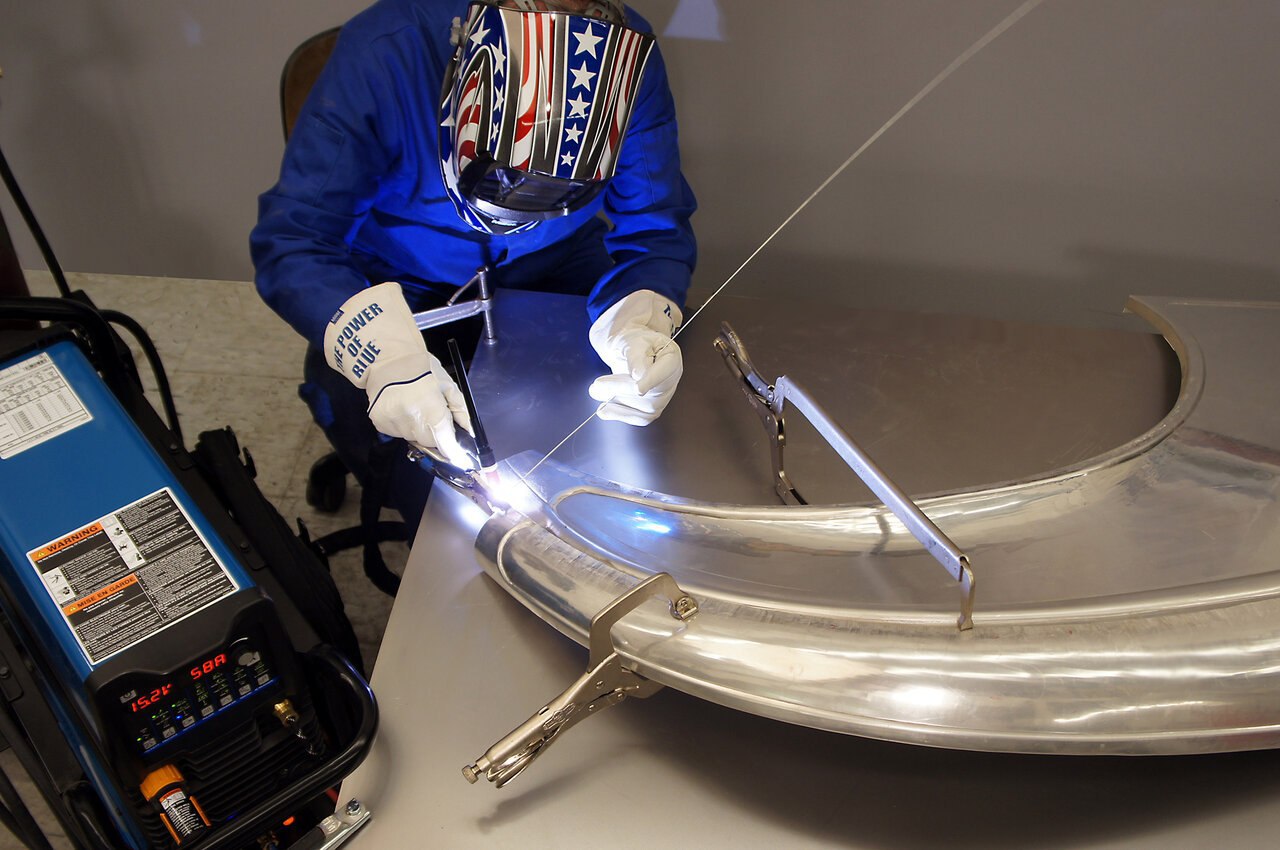 0MM SG3 MIG WIRE (15KG) REELVZ180815LSG3 0.8MM SG3 MIG WIRE (15KG) REELVZ181215LW SG2 1.2MM LAYER A18 WIRE 15KG КАТУШКА 181015LW SG2 1.0MM 1.0MM LAYER A18 WILE 15КГ КАТУШКА Z1808050L SG2 1.0MM LAYER A18 WIRE 5KG REELVZ180815LW SG2 0.8MM LAYA A18 WIRE 15КГ КАТУШКАZ180850L SG2 0.8MM A18 MIG WIRE (5KG) REELVZ180807L SG2 0.8MM A18 MIG WIRE (0.7KG) REELVZ180615LW SG2 0.6MM LAYER A18 WIRE 15KG REELVZ180650L SG2 0.6MM A18 MIG WIRE (5KG) RE ELVZ160607L SG2 0.6MM A18 MIG WIRE (0.7KG) REELFXTIPDIP50 Sif Tip Dip Anti Splatter Paste 500 гEG1001w Спрей для защиты от брызг на водной основе 400 млAU300 Расходомер 0-40 литров в минутуAEARGBN Адаптер аргона к CO2AECO2BN Адаптер CO2 к аргонуНа месте кислородно-пропановая резка – Заглушка – Набор подрядчиков 2OP1000w Свариваемость Sif Toolbox Только кейсFO010022 Флюс для пайки Sifbronze 225gDZ205001 Зажигалка Tri Flint SparkDA4003838RH Муфта шланга 3/8″ на 3/8″ правая/высокаяDA4003838LH Муфта шланга 3/8″ на 3/8″ леваяDA4003814RH Муфта шланга 1/4″ на 3/8″ праваяDA4001414RH Муфта шланга 1/4″ правая Одинаковая муфтаDA4001414LH 1/4″ LH Равнополочная муфта для шланговЛегкая форсунка 1 704101штампованная форсунка 3 704203штампованная форсунка 2 704202штампованная форсунка 1 1/16″ 1,6 ММ 702116PNM РЕЖУЩАЯ СОПЛА 3/64″ 1,2 ММ 702112Легкая насадка 5 704105легкое сопло 3 704103легкое сопло 2 704102CCANM04W Свариваемость ANM Тип 5/64 Сопло 100 ммCCANM03W Свариваемость ANM Тип 1/16 Сопло 75 ммBW8001038BFT 8 мм 10 м 3/8″ Ацетиленовый шлангB W8001038PFT 8 мм 10 м 3/8″ установлен Пропановый шланг 760810-OX 8 мм 10 м 3/8″ установлен Кислородный шлангBW600538PFT 6 мм 5 м 3/8″ с пропановым шлангомBW600514RFT 6 мм 5 м 1/4″ с ацетиленовым шлангом764605-PR 6 мм 5 м 1/4″ с пропановым шлангом760605-OX 6 мм 5 м с 1/4″ кислородным шлангом761610-OX 6 мм 10 м 3/8 дюйма Кислородный шланг 764610-PR 6 мм 10 м 1/4 дюйма Пропановый шланг BW6002038BFT 6 мм 10 м 3/8 дюйма Ацетиленовый шланг BW10002038RF 10 мм 20 м 3/8 дюйма Ацетиленовый шланг 764120-PR 10 мм 20 м 3/8 дюйма Pro стеклянный шланг760820-OX 8мм 20м 3/8 ” Кислородный шланг BW10001038RF 10 мм 10 м 3/8″ Ацетиленовый шланг BW10001038PF 10 мм 10 м 3/8″ Пропановый шланг 761010-OX 10 мм 10 м 3/8″ Кислородный шланг BG111 Газовая горелка 60 мм BG105-4 Нагревательная горелка LPG 5 л 45 мм с рычагомBB6002 Насадка для резки LWBB6003 Смеситель LWBB6001 Хвостовик LWBB5003 Смеситель HDBB5002 Приспособление для резки HDBB5001 Хвостовик сварочных аппаратов HDAU2001 ПЕРЕСТАНАВЛИВАЕМАЯ ОХВАТКА, КИСЛОРОДНЫЙ ОБРАТНЫЙ РАЗРЯДНИКAU2001 ПЕРЕСТАНАВЛИВАЕМАЯ ОХОТНИК, ОБРАТНЫЙ РАЗРЯДИТЕЛЬ ДЛЯ ТОПЛИВНОГО ГАЗАAU11107 БАРЛОН DGN, ТОПЛИВНЫЙ ГАЗ, ОБРАТНЫЙ РАЗРЯДНИКAU11100 БАЛЛОН 2 DGN, КИСЛОРОДНЫЙ ЗАДНИЙ ЗАДНИЙ АРРЕСТОРАЕ3004LX ПЕРВАЯ ЭТАП, ДВОЙНОЙ ДАТЧИК КИСЛОРОДНЫЙ РЕГУЛЯТОР AE2004LX ПЕРВАЯ ЭТАП , ОДИНАРНЫЙ КАМЕР, СЕРИЯ LX ПРОПАН / ПРОПИЛЕН GUAGEОдноразовые баллоны с гелием под собственной торговой маркой с 50 баллонами и лентойОдноразовые баллоны с гелием под собственной торговой маркой без 50 баллонов и лентыОптовая продажа, баллон Fill’N’Away + 30 баллонов и лента.
0MM SG3 MIG WIRE (15KG) REELVZ180815LSG3 0.8MM SG3 MIG WIRE (15KG) REELVZ181215LW SG2 1.2MM LAYER A18 WIRE 15KG КАТУШКА 181015LW SG2 1.0MM 1.0MM LAYER A18 WILE 15КГ КАТУШКА Z1808050L SG2 1.0MM LAYER A18 WIRE 5KG REELVZ180815LW SG2 0.8MM LAYA A18 WIRE 15КГ КАТУШКАZ180850L SG2 0.8MM A18 MIG WIRE (5KG) REELVZ180807L SG2 0.8MM A18 MIG WIRE (0.7KG) REELVZ180615LW SG2 0.6MM LAYER A18 WIRE 15KG REELVZ180650L SG2 0.6MM A18 MIG WIRE (5KG) RE ELVZ160607L SG2 0.6MM A18 MIG WIRE (0.7KG) REELFXTIPDIP50 Sif Tip Dip Anti Splatter Paste 500 гEG1001w Спрей для защиты от брызг на водной основе 400 млAU300 Расходомер 0-40 литров в минутуAEARGBN Адаптер аргона к CO2AECO2BN Адаптер CO2 к аргонуНа месте кислородно-пропановая резка – Заглушка – Набор подрядчиков 2OP1000w Свариваемость Sif Toolbox Только кейсFO010022 Флюс для пайки Sifbronze 225gDZ205001 Зажигалка Tri Flint SparkDA4003838RH Муфта шланга 3/8″ на 3/8″ правая/высокаяDA4003838LH Муфта шланга 3/8″ на 3/8″ леваяDA4003814RH Муфта шланга 1/4″ на 3/8″ праваяDA4001414RH Муфта шланга 1/4″ правая Одинаковая муфтаDA4001414LH 1/4″ LH Равнополочная муфта для шланговЛегкая форсунка 1 704101штампованная форсунка 3 704203штампованная форсунка 2 704202штампованная форсунка 1 1/16″ 1,6 ММ 702116PNM РЕЖУЩАЯ СОПЛА 3/64″ 1,2 ММ 702112Легкая насадка 5 704105легкое сопло 3 704103легкое сопло 2 704102CCANM04W Свариваемость ANM Тип 5/64 Сопло 100 ммCCANM03W Свариваемость ANM Тип 1/16 Сопло 75 ммBW8001038BFT 8 мм 10 м 3/8″ Ацетиленовый шлангB W8001038PFT 8 мм 10 м 3/8″ установлен Пропановый шланг 760810-OX 8 мм 10 м 3/8″ установлен Кислородный шлангBW600538PFT 6 мм 5 м 3/8″ с пропановым шлангомBW600514RFT 6 мм 5 м 1/4″ с ацетиленовым шлангом764605-PR 6 мм 5 м 1/4″ с пропановым шлангом760605-OX 6 мм 5 м с 1/4″ кислородным шлангом761610-OX 6 мм 10 м 3/8 дюйма Кислородный шланг 764610-PR 6 мм 10 м 1/4 дюйма Пропановый шланг BW6002038BFT 6 мм 10 м 3/8 дюйма Ацетиленовый шланг BW10002038RF 10 мм 20 м 3/8 дюйма Ацетиленовый шланг 764120-PR 10 мм 20 м 3/8 дюйма Pro стеклянный шланг760820-OX 8мм 20м 3/8 ” Кислородный шланг BW10001038RF 10 мм 10 м 3/8″ Ацетиленовый шланг BW10001038PF 10 мм 10 м 3/8″ Пропановый шланг 761010-OX 10 мм 10 м 3/8″ Кислородный шланг BG111 Газовая горелка 60 мм BG105-4 Нагревательная горелка LPG 5 л 45 мм с рычагомBB6002 Насадка для резки LWBB6003 Смеситель LWBB6001 Хвостовик LWBB5003 Смеситель HDBB5002 Приспособление для резки HDBB5001 Хвостовик сварочных аппаратов HDAU2001 ПЕРЕСТАНАВЛИВАЕМАЯ ОХВАТКА, КИСЛОРОДНЫЙ ОБРАТНЫЙ РАЗРЯДНИКAU2001 ПЕРЕСТАНАВЛИВАЕМАЯ ОХОТНИК, ОБРАТНЫЙ РАЗРЯДИТЕЛЬ ДЛЯ ТОПЛИВНОГО ГАЗАAU11107 БАРЛОН DGN, ТОПЛИВНЫЙ ГАЗ, ОБРАТНЫЙ РАЗРЯДНИКAU11100 БАЛЛОН 2 DGN, КИСЛОРОДНЫЙ ЗАДНИЙ ЗАДНИЙ АРРЕСТОРАЕ3004LX ПЕРВАЯ ЭТАП, ДВОЙНОЙ ДАТЧИК КИСЛОРОДНЫЙ РЕГУЛЯТОР AE2004LX ПЕРВАЯ ЭТАП , ОДИНАРНЫЙ КАМЕР, СЕРИЯ LX ПРОПАН / ПРОПИЛЕН GUAGEОдноразовые баллоны с гелием под собственной торговой маркой с 50 баллонами и лентойОдноразовые баллоны с гелием под собственной торговой маркой без 50 баллонов и лентыОптовая продажа, баллон Fill’N’Away + 30 баллонов и лента. Fill’N’Away Одноразовый гелий Канистра с 30 воздушными шарами и лентойОптовая продажа, цилиндр Fill’N’Away + 50 воздушных шаров и ленты. Одноразовые гелиевые баллоны Fill’N’Away для заполнения 50 9″ BalloonsFill’N’Away Одноразовый гелиевый баллон для наполнения 30 9-дюймовых воздушных шаровАзот 9,4 л 137 бар – для гоночных командАзот 2 л 200 бар – для гоночных командАзот 20 л 200 бар – для гоночных командПищевой азот 9,4 л 137 бар – для хранения и раздачи винаПищевой азот 2 л 20 0бар – для хранения и розлива винаПищевой азот 20 л 200 бар – для хранения и розлива вина Бескислородный азот 20 л 200 бар – для кондиционирования воздуха и продувки трубопроводовБескислородный азот 2 л 200 бар – для кондиционирования воздуха и продувки трубопроводовБескислородный азот 50 л 200 бар – для кондиционирования воздуха и трубопроводов Очистка бескислородным азотом 9L 137 бар — только заправка — для кондиционирования воздуха и продувки трубопроводов. Принадлежит заказчику, наполнение огнетушителя CO2, цена за килограмм.
Fill’N’Away Одноразовый гелий Канистра с 30 воздушными шарами и лентойОптовая продажа, цилиндр Fill’N’Away + 50 воздушных шаров и ленты. Одноразовые гелиевые баллоны Fill’N’Away для заполнения 50 9″ BalloonsFill’N’Away Одноразовый гелиевый баллон для наполнения 30 9-дюймовых воздушных шаровАзот 9,4 л 137 бар – для гоночных командАзот 2 л 200 бар – для гоночных командАзот 20 л 200 бар – для гоночных командПищевой азот 9,4 л 137 бар – для хранения и раздачи винаПищевой азот 2 л 20 0бар – для хранения и розлива винаПищевой азот 20 л 200 бар – для хранения и розлива вина Бескислородный азот 20 л 200 бар – для кондиционирования воздуха и продувки трубопроводовБескислородный азот 2 л 200 бар – для кондиционирования воздуха и продувки трубопроводовБескислородный азот 50 л 200 бар – для кондиционирования воздуха и трубопроводов Очистка бескислородным азотом 9L 137 бар — только заправка — для кондиционирования воздуха и продувки трубопроводов. Принадлежит заказчику, наполнение огнетушителя CO2, цена за килограмм. Для выращивания водных растенийПищевой, без арендной платы, 34 кг CO2-газ для гидропоники и выращивания водных растенийПищевой класс, без арендной платы, 3,15 кг CO2-газ для гидропоники и для выращивания водных растенийПищевой класс, без арендной платы, 15 кг CO2-газ для гидропоники и для выращивания водных растенийCO2 Gas Refill 6,35 кг для наполнения пейнтбольного баллона, с погружной трубкой, сменный баллон с углекислым газом 34 кг, идеально подходит для заправки большого количества пейнтбольных баллонов, с погружной трубкой, сменный баллон с углекислым газом, 6,35 кг, отвод жидкости для пейнтбола, с погружной трубкой, сменный баллон с углекислым газом, 15 кг, идеально подходит для дома или бизнеса использование шаров для рисования, с погружной трубкойCalor Gas 5KG Patio Gas – только заправка Calor Gas 13kg Patio Gas Bottle – только заправка Calor Gas Butane 7KG Bottle – НЕТ В НАЛИЧИИ – Пожалуйста, не заказывайтеCalor 15KG Butan Gas Bottle – нет в наличииCalor 6KG Propane Gas Bottle – только refills – НЕТ В НАЛИЧИИ Calor Gas Propane 6KG Light Weight – только для заправкиCalor 47kg Propane Gas Bottle – только для заправкиCalor Gas Propane 19КГ – НЕТ В НАЛИЧИИ Калорийный газ 13 кг Пропановый газовый баллон – только заправкаCamping Gaz 907 Бутановый газовый баллонCamping Gaz 904 Бутановый баллон Калорный газ пропан 18 кг Автогаз для вилочного погрузчика Калорный газ пропан 12 кг Автогаз для вилочных погрузчиковГелиевый баллон многоразового использования 9,4 л, идеально подходит для флористов, открыток и магазинов для вечеринок, Только для торговли Многоразовый гелиевый баллон объемом 9,4 л, идеальные вечеринки и юбилеи — включая аренду адаптера для наполнения Многоразовый гелиевый баллон объемом 50 л идеально подходит для цветочных магазинов, открыток и магазинов для вечеринок.
Для выращивания водных растенийПищевой, без арендной платы, 34 кг CO2-газ для гидропоники и выращивания водных растенийПищевой класс, без арендной платы, 3,15 кг CO2-газ для гидропоники и для выращивания водных растенийПищевой класс, без арендной платы, 15 кг CO2-газ для гидропоники и для выращивания водных растенийCO2 Gas Refill 6,35 кг для наполнения пейнтбольного баллона, с погружной трубкой, сменный баллон с углекислым газом 34 кг, идеально подходит для заправки большого количества пейнтбольных баллонов, с погружной трубкой, сменный баллон с углекислым газом, 6,35 кг, отвод жидкости для пейнтбола, с погружной трубкой, сменный баллон с углекислым газом, 15 кг, идеально подходит для дома или бизнеса использование шаров для рисования, с погружной трубкойCalor Gas 5KG Patio Gas – только заправка Calor Gas 13kg Patio Gas Bottle – только заправка Calor Gas Butane 7KG Bottle – НЕТ В НАЛИЧИИ – Пожалуйста, не заказывайтеCalor 15KG Butan Gas Bottle – нет в наличииCalor 6KG Propane Gas Bottle – только refills – НЕТ В НАЛИЧИИ Calor Gas Propane 6KG Light Weight – только для заправкиCalor 47kg Propane Gas Bottle – только для заправкиCalor Gas Propane 19КГ – НЕТ В НАЛИЧИИ Калорийный газ 13 кг Пропановый газовый баллон – только заправкаCamping Gaz 907 Бутановый газовый баллонCamping Gaz 904 Бутановый баллон Калорный газ пропан 18 кг Автогаз для вилочного погрузчика Калорный газ пропан 12 кг Автогаз для вилочных погрузчиковГелиевый баллон многоразового использования 9,4 л, идеально подходит для флористов, открыток и магазинов для вечеринок, Только для торговли Многоразовый гелиевый баллон объемом 9,4 л, идеальные вечеринки и юбилеи — включая аренду адаптера для наполнения Многоразовый гелиевый баллон объемом 50 л идеально подходит для цветочных магазинов, открыток и магазинов для вечеринок. идеально подходит для флористов, открыток и магазинов для вечеринок – только для торговли 20 л многоразового гелиевого баллона, идеальных вечеринок и юбилеев, включая аренду адаптера для наполнения. Аренда бесплатно, чистый аргон 2 л, 200 бар для сварки TIG. Арендная плата не взимается, кислородный газовый баллон 2 л, 200 бар. ) Азот 2 л 200 бар без арендной платы, углекислый газ CO2 1,5 кг для сварки MIG без арендной платы, смесь 5% CO2 / аргон 2 л 200 бар для сварки MIG без арендной платы, чистый аргон 20 л 200 бар для сварки TIG без арендной платы, кислородный газ 20 л 200 бар для резки, сварки, пайки и пайкаБесплатная арендная плата, бескислородный (OFN) Азот 20 л 200 барБесплатная рента, 20% CO2 в аргоновой смеси 20 л, 200 бар для сварки MIGБесплатная рента 5% CO2 в аргоновой смеси 20 л для сварки MIG20 л пропиленовый топливный газ для сварки, пайки, нагрева и резкиБесплатная рента 34 кг CO2 Газ для сварки MIG Без арендной платы, чистый аргон 50 л 200 бар для сварки TIG и MIG Без арендной платы, кислородный газ 50 л 200 бар Без арендной платы, без кислорода (OFN) Азот 50 л 200 бар без арендной платы, 20% CO2 в смеси аргона 50 л для сварки MIG Бесплатно 5% CO2 в смеси аргона 50 л, 200 бар для сварки MIG Аренда баллонов с бесплатным кислородом 10 л, 200 бар Бесплатно, чистый аргон для сварки TIG 10 л, 200 бар Бесплатно, без кислорода (OFN) Азот 9.
идеально подходит для флористов, открыток и магазинов для вечеринок – только для торговли 20 л многоразового гелиевого баллона, идеальных вечеринок и юбилеев, включая аренду адаптера для наполнения. Аренда бесплатно, чистый аргон 2 л, 200 бар для сварки TIG. Арендная плата не взимается, кислородный газовый баллон 2 л, 200 бар. ) Азот 2 л 200 бар без арендной платы, углекислый газ CO2 1,5 кг для сварки MIG без арендной платы, смесь 5% CO2 / аргон 2 л 200 бар для сварки MIG без арендной платы, чистый аргон 20 л 200 бар для сварки TIG без арендной платы, кислородный газ 20 л 200 бар для резки, сварки, пайки и пайкаБесплатная арендная плата, бескислородный (OFN) Азот 20 л 200 барБесплатная рента, 20% CO2 в аргоновой смеси 20 л, 200 бар для сварки MIGБесплатная рента 5% CO2 в аргоновой смеси 20 л для сварки MIG20 л пропиленовый топливный газ для сварки, пайки, нагрева и резкиБесплатная рента 34 кг CO2 Газ для сварки MIG Без арендной платы, чистый аргон 50 л 200 бар для сварки TIG и MIG Без арендной платы, кислородный газ 50 л 200 бар Без арендной платы, без кислорода (OFN) Азот 50 л 200 бар без арендной платы, 20% CO2 в смеси аргона 50 л для сварки MIG Бесплатно 5% CO2 в смеси аргона 50 л, 200 бар для сварки MIG Аренда баллонов с бесплатным кислородом 10 л, 200 бар Бесплатно, чистый аргон для сварки TIG 10 л, 200 бар Бесплатно, без кислорода (OFN) Азот 9.