Арматура вес а3 1 метра таблица: Слишком много запросов
alexxlab | 28.01.1986 | 0 | Разное
Арматура сетка из арматурной стали класса а i диаметром 12 14 мм вес
Обновлено: 25.09.2022
Вес круга стального, арматуры стальной гладкой А1
Арматура стальная гладкая А1: теоретический вес метра погонного, таблица расчета веса
В соответствии с требованиями ГОСТ 2590-2006 и ГОСТ 7417-75.
Металлобаза «Аксвил» продает оптом и в розницу:
Первый поставщик проката. Низкие оптовые и розничные цены. Консультация по выбору. Оформление заказа на сайте и в офисе. Нарезка в размер. Доставка по Беларуси, в том числе, и в выходные дни.
| Диаметр (круга, катанки), мм | Площадь поперечного сечения, мм 2 | Вес 1 мп (круга, катанки), кг | Метров в тонне |
| 5 | 19,63 | 0,154 | 6487,8 |
| 5,5 | 23,76 | 0,187 | 5361,9 |
| 6 | 28,27 | 0,222 | 4505,4 |
| 6,3 | 31,17 | 0,245 | 4086,6 |
| 6,5 | 33,18 | 0,26 | 3839 |
| 7 | 38,48 | 0,302 | 3310,1 |
| 8 | 50,27 | 0,395 | 2534,3 |
| 9 | 63,62 | 0,499 | 2002,4 |
| 10 | 78,54 | 0,617 | 1622 |
| 11 | 95,03 | 0,746 | 1340,5 |
| 12 | 113,1 | 0,888 | 1126,4 |
| 13 | 132,73 | 1,042 | 959,7 |
| 14 | 153,94 | 1,208 | 827,5 |
| 15 | 176,71 | 1,387 | 720,9 |
| 16 | 201,06 | 1,578 | 633,6 |
| 17 | 226,98 | 1,782 | 561,2 |
| 18 | 254,47 | 1,998 | 500,6 |
| 19 | 283,53 | 2,226 | 449,3 |
| 20 | 314,16 | 2,466 | 405,5 |
| 21 | 346,36 | 2,719 | 367,8 |
| 22 | 380,13 | 2,984 | 335,1 |
| 23 | 415,48 | 3,261 | 306,6 |
| 24 | 452,39 | 3,551 | 281,6 |
| 25 | 490,87 | 3,853 | 259,5 |
| 26 | 530,93 | 4,168 | 239,9 |
| 27 | 572,56 | 4,495 | 222,5 |
| 28 | 615,75 | 4,834 | 206,9 |
| 29 | 660,52 | 5,185 | 192,9 |
| 30 | 706,89 | 5,549 | 180,2 |
| 31 | 754,77 | 5,925 | 168,8 |
| 32 | 804,25 | 6,313 | 158,4 |
| 33 | 855,3 | 6,714 | 148,9 |
| 34 | 907,92 | 7,127 | 140,3 |
| 35 | 962,11 | 7,553 | 132,4 |
| 36 | 1017,88 | 7,99 | 125,2 |
| 37 | 1075,21 | 8,44 | 118,5 |
| 38 | 1134,11 | 8,903 | 112,3 |
| 39 | 1194,96 | 9,378 | 106,6 |
| 40 | 1256,64 | 9,865 | 101,4 |
| 41 | 1320,25 | 10,364 | 96,5 |
| 42 | 1385,44 | 10,876 | 91,9 |
| 43 | 1452,2 | 11,4 | 87,7 |
| 44 | 1520,53 | 11,936 | 83,8 |
| 45 | 1590,43 | 12,485 | 80,1 |
| 46 | 1661,9 | 13,046 | 76,7 |
| 47 | 1734,9 | 13,619 | 73,4 |
| 48 | 1809,56 | 14,205 | 70,4 |
| 50 | 1963,5 | 15,413 | 64,9 |
| 52 | 2123,72 | 16,671 | 60 |
| 53 | 2206,18 | 17,319 | 57,7 |
| 54 | 2290,22 | 17,978 | 55,6 |
| 55 | 2375,83 | 18,65 | 53,6 |
| 56 | 2463,01 | 19,335 | 51,7 |
| 58 | 2642,08 | 20,74 | 48,2 |
| 60 | 2827,43 | 22,195 | 45,1 |
| 62 | 3019,07 | 23,7 | 42,2 |
| 63 | 3117,25 | 24,47 | 40,9 |
| 65 | 3318,31 | 26,049 | 38,4 |
| 67 | 3525,65 | 27,676 | 36,1 |
| 68 | 3631,68 | 28,509 | 35,1 |
| 70 | 3848,45 | 30,21 | 33,1 |
| 72 | 4071,5 | 31,961 | 31,3 |
| 75 | 4417,86 | 34,68 | 28,8 |
| 78 | 4778,36 | 37,51 | 26,7 |
| 80 | 5026,55 | 39,458 | 25,3 |
| 82 | 5281,02 | 41,456 | 24,1 |
| 85 | 5674,5 | 44,545 | 22,4 |
| 87 | 5944,68 | 46,666 | 21,4 |
| 90 | 6361,73 | 49,94 | 20 |
| 92 | 6647,61 | 52,184 | 19,2 |
| 95 | 7088,22 | 55,643 | 18 |
| 97 | 7389,81 | 58,01 | 17,2 |
| 100 | 7853,98 | 61,654 | 16,2 |
На сайте металлобазы «Аксвил» вы можете купить круг стальной в Минске оптом и в розницу.
Таблица веса арматуры
Вес арматуры необходимо знать, для произведения расчетов необходимого количества материала для армирования железобетонных конструкций. Зная необходимый метраж, с помощью таблицы значений массы арматурных стержней, можно перевести метры в килограммы и рассчитать необходимое количество прутов для покупки.
От чего зависит масса арматуры
Основной показатель, влияющий на то, сколько весит 1 погонный метр арматуры из стали, является диаметр. Чем он больше, тем соответственно, больше и масса.
При диаметре арматуры от 6 до 80 мм, вес 1 метра составляет от 222 до 3960 грамм.
Как видите – разница огромна. Поэтому знание удельного веса арматуры не будет лишним при расчете давления конструкции на основание – несколько неучтенных тонн нагрузки может губительно сказаться на надежности и долговечности любой постройки.
Таблица массы арматуры по диаметру
Все данные, указанные в этой таблице весов арматуры, соответствуют ГОСТ 5781-82. Погрешность может составлять максимум несколько процентов для классов арматуры А1 (А240), А3 (А400) и А500С.
Погрешность может составлять максимум несколько процентов для классов арматуры А1 (А240), А3 (А400) и А500С.
| Диаметр арматуры, мм | Вес 1 метра, кг | Масса прута 11,7 м, кг | Погонных метров в тонне |
|---|---|---|---|
| 6 | 0,222 | 2,5974 | 4504,5 |
| 8 | 0,395 | 4,6215 | 2531,65 |
| 10 | 0,617 | 7,2189 | 1620,75 |
| 12 | 0,888 | 10,3896 | 1126,13 |
| 14 | 1,21 | 14,157 | 826,45 |
| 16 | 1,58 | 18,486 | 632,91 |
| 18 | 2 | 23,4 | 500 |
| 20 | 2,47 | 28,899 | 404,86 |
| 22 | 2,98 | 34,866 | 335,57 |
| 25 | 3,85 | 45,045 | 259,74 |
| 28 | 4,83 | 56,511 | 207,04 |
| 32 | 6,31 | 73,827 | 158,48 |
| 36 | 7,99 | 93,483 | 125,16 |
| 40 | 9,87 | 115,479 | 101,32 |
| 45 | 12,48 | 146,016 | 80,13 |
| 50 | 15,41 | 180,297 | 64,89 |
| 55 | 18,65 | 218,205 | 53,62 |
| 60 | 22,19 | 259,623 | 45,07 |
| 70 | 30,21 | 353,457 | 33,1 |
| 80 | 39,46 | 461,682 | 25,34 |
Имея таблицу под рукой, можно быстро узнать удельный вес 1 метра арматуры согласно ГОСТ, например, диаметром 32 мм.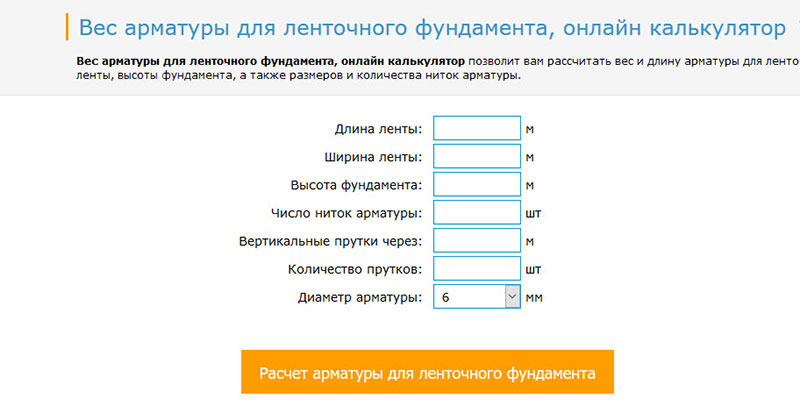 Найдите соответствующий размер в первом столбце и справа от него указана его теоретическая масса, она равна 6,32 кг, а тонна включает в себя 158,48 метров.
Найдите соответствующий размер в первом столбце и справа от него указана его теоретическая масса, она равна 6,32 кг, а тонна включает в себя 158,48 метров.
Зачем нужно знать вес арматуры?
Часто у профессиональных строителей возникает вопрос – какова масса погонного метра арматуры. Зачем им это нужно? Дело в том, что при закупке прутов для возведения крупных сооружений, она покупается не поштучно, а килограммами, а при большом объеме тоннами.
Для того чтобы рассчитать, на сколько хватит определенного количества арматуры, необходимо знать её общую массу и удельный вес 1 метра. При наличии этих данных, можно за считанные секунды произвести простейшие расчеты, получив общую протяженность металлических стержней. Для этого, берём всю массу прутов, и делим на вес 1 погонного метра.
Пример расчета материала
Для армирования ленточного фундамента необходимо 2,5 тонны прутков 25 диаметра. Берем из таблицы удельную массу 1 метра, равно 3,85 кг. Далее переводим тонны в килограммы, умножаем на 1000, будет 2500 кг, и делим на 3,85, получаем 649 метров материала. Стандартная длина металлического прута 11,7 м, чтобы узнать необходимое количество стержней, делим 649 на 11,7, получаем 55,5 шт. Таким образом можно посчитать количество стержней с любым сечением. Это поможет, особенно в частном строительстве, для проверки, правильное ли количество материала вам доставили.
Стандартная длина металлического прута 11,7 м, чтобы узнать необходимое количество стержней, делим 649 на 11,7, получаем 55,5 шт. Таким образом можно посчитать количество стержней с любым сечением. Это поможет, особенно в частном строительстве, для проверки, правильное ли количество материала вам доставили.
Также может иметь место обратная ситуация. Специалист знает, какое количество материала ему нужно, а также знает оптимальный диаметр. Узнав теоретический вес метра арматуры по ГОСТ, ему достаточно умножить это число на общую длину необходимых металлических прутов, чтобы определить, какое количество материала нужно для строительства.
Масса арматурной сетки
На строительных площадках при армировании железобетонных конструкций часто применяется сварная стальная арматурная сетка, длина стороны квадратной ячейки которой составляет 100 (мм), диаметр проволоки 5 (мм), квадратный метр её весит 2.67 (кг).
Стандартные значения массы арматурной сетки:
Габариты сетки указаны в формате «ширина ячейки/высота ячейки/толщина проволоки».
Вес одного квадратного метра арматурной сетки:
- 50х50х3 (мм) – 1.794 (кг), 50х50х4 (мм) – 3.22 (кг), 50х50х5 (мм) – 5.16 (кг), 100х100х3 (мм) – 0.9 (кг), 100х100х4 (мм) – 1.596 (кг), 100х100х5 (мм) – 2.67 (кг), 150х150х4 (мм) – 1.078 (кг), 200х200х5 (мм) – 1.35 (кг).
Производители стальной сварной арматурной сетки руководствуются нормативами ГОСТ 23279-85 и ТУ 14-1-5272-94.
Важно: арматурная сетка выполняется из низкоуглеродистой проволоки ВР-1 по ГОСТ 6727-80 диаметром от 3 до 16 (мм).
Сколько арматуры в 1 тонне: метров, штук
Количество метров и штук арматуры в 1 тонне зависит от диаметра используемого прута. Знать это необходимо при закупке материала, чтобы самостоятельно можно было проверить количество поставленного товара, а так же рассчитать объём арматуры для армирования монолитных конструкций.
Метраж арматуры в тонне: пример расчета, таблица
Разберем на примере, как производится подсчет, узнаем, сколько метров арматуры диаметром 12 мм в 1 тонне.
Для расчета нам необходимо знать массу 1 метра, смотрим таблицу веса арматуры, он равен 0,888 кг. Теперь 1000 кг делим на 0,888 кг, получаем 1126,13 м. Для удобства, ниже представлена таблица, в которой сразу указан метраж самых популярных в строительстве стальных стержней.
| Диаметр прутка, мм. | Количество метров в 1 тонне |
| 6 | 4504,5 |
| 8 | 2531,65 |
| 10 | 1620,75 |
| 12 | 1126,13 |
| 14 | 826,45 |
| 16 | 632,91 |
| 18 | 500 |
| 20 | 404,86 |
| 22 | 335,57 |
| 25 | 259,74 |
| 28 | 207,04 |
| 32 | 158,48 |
| 36 | 125,16 |
| 40 | 101,32 |
| 45 | 80,13 |
Зная сколько метров в 1 т., можно без труда перевести арматуру из метров в тонны. Например: выполним перевод 8956 м. , прутов диаметром 12 мм., в тонны. Для этого 8956/1126,13=7,953 (т). Таким способом можно перевести хлысты любого размера, просто деля общую длину на длину в 1000 кг.
, прутов диаметром 12 мм., в тонны. Для этого 8956/1126,13=7,953 (т). Таким способом можно перевести хлысты любого размера, просто деля общую длину на длину в 1000 кг.
Количество штук арматуры в тонне: пример расчета, таблица
Зная метраж стержней в 1000 кг., можно произвести расчет по штучно. Как это делать, тоже разберем на примере, подсчитаем, сколько штук арматуры 12 мм в 1 тонне, длиной 12 м и 11,7 м (самые распространённые длинномеры выпускаемые заводами).
Для подсчета количества штук, берем общий метраж в одной тонне, для прутов 12 мм., он равен 1126,13 м, и делим на длину прута 12 м, получаем 93,84 штуки, для прута длиной 11.7 м, результат 96,25 шт. В таблице ниже представлено количество хлыстов самых распространённых размеров ( расчетные значения округлены до десятых).
| Диаметр арматуры, мм. | Кол-во штук в тонне стержней длиной 11,7 м. | Кол-во при длине стержня 12 м. |
| 6 | 385 | 375,4 |
| 8 | 216,4 | 211 |
| 10 | 138,5 | 135 |
| 12 | 96,2 | 93,8 |
| 14 | 70,6 | 68,9 |
| 16 | 54,1 | 52,7 |
| 18 | 42,7 | 41,7 |
| 20 | 34,6 | 33,7 |
| 22 | 28,7 | 28 |
| 25 | 22,2 | 21,6 |
| 28 | 17,7 | 17,2 |
| 32 | 13,5 | 13,2 |
| 36 | 10,7 | 10,4 |
| 40 | 8,6 | 8,4 |
| 45 | 6,8 | 6,7 |
Пример расчета с помощью таблицы: допустим для армирования газобетонных блоков и армопояса надо 600 кг арматуры 10 мм. Для того чтобы её было удобно транспортировать, 12 метровые пруты порезали по 6 м. Чтобы узнать их количество берем табличное значение 135 (штук в тонне) и умножаем на 0,6, равно 81 шт. Так как их поделили пополам, 81 умножаем на 2, получаем 162 прута по 6 метров.
Для того чтобы её было удобно транспортировать, 12 метровые пруты порезали по 6 м. Чтобы узнать их количество берем табличное значение 135 (штук в тонне) и умножаем на 0,6, равно 81 шт. Так как их поделили пополам, 81 умножаем на 2, получаем 162 прута по 6 метров.
Не забывайте, что при резки арматуры на короткие пруты, её расход для армирования конструкции увеличивается, так как придется делать большее количество нахлестов. Стоит это учесть при подсчете и покупке материала для строительства.
По данным таблицам, вы сможете рассчитать необходимый тоннаж прутков для армирования ленточного фундамента, монолитного пояса и других армирующих конструкций, исходя из метража строения. А так же, сможете сами подсчитать, правильно ли вам привезли материал, пересчитав его количество.
Масса арматуры А1
Один погонный метр гладкой арматуры диаметром 10 (мм) весит 0.617 (кг).
Стандартный вес гладкой арматуры A-I:
Вес погонного метра гладкой стальной арматуры класса A-I разного диаметра:
- 6 (мм) – 0.
 222 (кг), 8 (мм) – 0.395 (кг), 10 (мм) – 0.617 (кг), 12 (мм) – 0.888 (кг), 14 (мм) – 1.21 (кг), 16 (мм) – 1.58 (кг), 18 (мм) – 2 (кг), 20 (мм) – 2.47 (кг), 22 (мм) – 2.98 (кг).
222 (кг), 8 (мм) – 0.395 (кг), 10 (мм) – 0.617 (кг), 12 (мм) – 0.888 (кг), 14 (мм) – 1.21 (кг), 16 (мм) – 1.58 (кг), 18 (мм) – 2 (кг), 20 (мм) – 2.47 (кг), 22 (мм) – 2.98 (кг).
Арматура данного класса изготовляется из углеродистой стали обыкновенного качества (ГОСТ 380-2005) трёх видов: спокойной, кипящей, полуспокойной. Марки стали: Ст3кп, Ст3пс, Ст3сп.
Масса, размеры, прочие характеристики гладкой арматуры класса A-I, используемой для армирования конструкций из железобетона, нормируются по ГОСТ 5781-82.
Важно: вес одного погонного метра арматуры наибольшего диаметра, равного 40 (мм), класса A-I составляет 9.87 (кг).
Масса сварной сетки
При ограждении спортивных сооружений или при изготовлении каркасов часто используется сварная сетка с квадратной ячейкой, длина стороны которой составляет 100 (мм), диаметр проволоки 3 (мм), квадратный метр её весит 1 (кг).
Стандартные значения массы сварной сетки:
Параметры сетки указаны в формате «ширина ячейки/высота ячейки/толщина проволоки». Вес одного квадратного метра сварной сетки с квадратной ячейкой:
Вес одного квадратного метра сварной сетки с квадратной ячейкой:
- 50х50х3 (мм) – 2 (кг), 50х50х4 (мм) – 3.6 (кг), 50х50х5 (мм) – 5.6 (кг), 100х100х3 (мм) – 1 (кг), 100х100х4 (мм) – 1.8 (кг), 100х100х5 (мм) – 2.8 (кг), 100х100х6 (мм) – 3.472 (кг), 150х150х3 (мм) – 0.59 (кг).
Сварная сетка изготавливается при соблюдении нормативов, заданных ГОСТ 23279-85.
Важно: стыковые соединения стержневой арматурной стали необходимо выполнять при помощи контактной стыковой сварки по ГОСТ 14098.
Таблицы размеров, веса и характеристик арматурной сетки. Формула с примером самостоятельного расчета
Арматурная сетка – это строительный элемент, изготовленный из специальной рифленой проволоки, которая зафиксирована сваркой в точках пересечения с образованием характерных квадратных ячеек. Кто хотя бы один раз видел уже не перепутает. Сетка предназначена для армирования элементов из бетона и служит для обеспечения прочности всей конструкции.
Стандартные размеры арматурной сетки
Изготавливается сварная сетка из металлических прутьев, общий диаметр которых составляет от 3 до 40 мм. Подразделяется на легкие и тяжелые виды, при этом первые обладают диаметром прута до 10мм., а вторые от 12мм соответственно.
Подразделяется на легкие и тяжелые виды, при этом первые обладают диаметром прута до 10мм., а вторые от 12мм соответственно.
Рассматривая размеры их ячеек, невооруженным глазом можно заметить разницу, которая составляет от 0,5 см и доходит до 2,5 см.
Арматурная сетка может быть изготовлена большой площади и достигает длины в 12 метров, при минимальном значении от одного метра. Максимальный габарит в ширину составляет 240 см, при минимальном значении в 50 см.
Таблица геометрических характеристик сварных сеток ТУ 14-4-1284-84
Классификация сеток для армирования
Виды арматурных изделий:
а — плоская сетка
б, в — плоские каркасы
г — пространственный каркас
д, е — пространственные каркасы таврового и двутаврового сечений соответственно
ж — гнутая сетка
з — пространственный каркас, гнутый из сеток
и — закладные детали
Арматурная сетка подразделяется на два основных подвида представленных ниже:
1. По изначальному расположению рабочей арматуры.
По изначальному расположению рабочей арматуры.
Рабочая арматура идет в одном направлении, и распределена в другом (рабочими могут быть как продольные, так и поперечные полосы).
Рабочая арматура выполнена в обоих направлениях.
2. По диаметру вертикальных и горизонтальных стержней.
К тяжелым видам относят сетки с диаметром свыше 12 мм. К легких относят все прочие сетки, которые находятся в диаметре от 3 до 10 мм включительно.
В целях увеличения срока службы, этот строительный элемент может быть оцинкован или обработан полимерами, которые несут защитную функцию и препятствуют образованию коррозии.
Условные обозначения. Как правильно прочитать маркировку?
В данный момент принята единая стандартная маркировка для обозначения типов арматуры:
АI (горячекатаная гладкая, римская цифра I обозначает уровень прочности)
АII, АIII, АIV. AV, AVII (горячекатаная ребристая)
AT III, AT IV, AT V, AT VI (горячекатаная термически упрочненная)
В-1 (холоднокатаная с круглым сечением)
ВР-1 (холоднокатаная с периодическим профилированием)
Пример расшифровки
«100х100х5» это сетка с размером ячеек 100 на 100 мм, изготовленная из 5-миллиметровой рифленой проволоки ВР-1.
Как рассчитать вес материала
Самый простой вариант для определения веса арматурной сетки – это воспользоваться таблицей в которой все уже “посчитано за вас”.
Вес сетки сварной
Таблица расчета веса сетки сварной, теоретический вес метра квадратного
В соответствии с требованиями ГОСТ 23279-2012.
Металлобаза «Аксвил» продает оптом и в розницу сетку металлическую:
Первый поставщик сетки. Низкие оптовые и розничные цены. Консультация по выбору. Оформление заказа на сайте и в офисе. Нарезка в размер. Доставка по Беларуси, в том числе, и в выходные дни.
| Размер ячейки и диаметр проволоки сварной сетки, мм | Размер карты, м | Вес 1 метра квадратного сварной сетки | Метров квадратных в 1 тонне |
| 50х50х3 | 2х3 | 2 | 500 |
| 50х50х4 | 2х3 | 3,6 | 278 |
| 50х50х5 | 0,5х2 | 5,65 | 177 |
| 100х100х3 | 0,5х2 | 1 | 1000 |
| 100х100х4 | 2х6 | 1,8 | 556 |
| 100х100х5 | 2х6 | 2,8 | 357 |
| 100х100х6 | 2х3 | 3,472 | 288 |
| 150х150х3 | 2х6 | 0,59 | 1695 |
| 150х150х4 | 2х6 | 0,8 | 1250 |
| 150х150х5 | 2х6 | 1,9 | 526 |
| 150х150х6 | 2х6 | 2,475 | 404 |
| 200х200х4 | 2х6 | 0,8 | 1250 |
| 200х200х5 | 2х6 | 1,45 | 690 |
| 200х200х6 | 2х6 | 1,905 | 525 |
Сколько весит сварная, кладочная, арматурная сетка? Ответ на этот вопрос вы найдете в приведенной выше таблица расчета веса сварной сетки в зависимости от размера ячейки и диаметра проволоки. Вес сетки сварной, теоретический вес 1 метра квадратного сетки, количество метров квадратных сетки в 1 тонне.
Вес сетки сварной, теоретический вес 1 метра квадратного сетки, количество метров квадратных сетки в 1 тонне.
На сайте металлобазы «Аксвил» вы можете купить сетку сварную в Минске оптом и в розницу.
Вес арматуры стальной рифленой А3
Первый поставщик арматуры. Низкие оптовые и розничные цены. Консультация по выбору. Оформление заказа на сайте и в офисе. Нарезка в размер. Доставка по Беларуси, в том числе, и в выходные дни.
Теоретический вес, удельный вес 1 метра погонного стальной рифленой арматура А3 (А500С / S500)
| Диаметр арматуры, мм | Вес 1 метра погонного арматуры, кг | Количество метров арматуры в 1 тонне | Площадь поперечного сечения арматуры, см2 |
| 6 | 0,222 | 4504,5 | 0,283 |
| 8 | 0,395 | 2531,65 | 0,503 |
| 10 | 0,617 | 1620,75 | 0,785 |
| 12 | 0,888 | 1126,13 | 1,131 |
| 14 | 1,21 | 826,45 | 1,54 |
| 16 | 1,58 | 632,91 | 2,01 |
| 18 | 2 | 500 | 2,54 |
| 20 | 2,47 | 404,86 | 3,14 |
| 22 | 2,98 | 335,57 | 3,8 |
| 25 | 3,85 | 259,74 | 4,91 |
| 28 | 4,83 | 207,04 | 6,16 |
| 32 | 6,31 | 158,48 | 8,04 |
| 36 | 7,99 | 125,16 | 10,18 |
| 40 | 9,87 | 101,32 | 12,57 |
| 45 | 12,48 | 80,13 | 15 |
| 50 | 15,41 | 64,89 | 19,63 |
| 55 | 18,65 | 53,62 | 23,76 |
| 60 | 22,19 | 45,07 | |
| 70 | 30,21 | 33,1 | 38,48 |
| 80 | 39,46 | 25,34 | 50,27 |
Сколько весит стальная рифленая арматура А3 А500С / S500? Как рассчитать вес арматуры? Как перевести метры погонные в килограммы и тонны? Ответы на эти вопросы вы найдете в приведенной выше таблице расчета веса арматуры в зависимости от диаметра. Масса арматуры, теоретический удельный вес 1 метра погонного арматуры, количество метров арматуры в 1 тонне.
Масса арматуры, теоретический удельный вес 1 метра погонного арматуры, количество метров арматуры в 1 тонне.
На сайте металлобазы «Аксвил» вы можете купить арматуру в Минске оптом и в розницу.
Читайте также:
- Готовые навесы для дома
- Беседка анталья как собрать
- Бесперебойник напряжения 220в для дома на 10квт
- Qomo интерактивная доска инструкция
- Варианты одноуровневых натяжных потолков
Арматура: виды, свойства | «МеталлБро96»
Содержание:
- Классификации арматуры
- Применение арматуры
- Зачем нужно знать вес арматуры
- Таблица веса арматуры всех диаметров
- Способы вычислений
Арматура – это прут из углеродистой или низкоуглеродистой стали, который используется для укрепления различных сооружений.Материал незаменим при заливке бетона и фундамента, сварке металлоконструкций и кованых ограждений.
Чтобы избежать лишних расходов на изготовление арматуры, предварительно нужно точно рассчитать необходимое количество материалов. Для этого нужно знать вес 1 метра прута.
Классификация арматуры
По способу изготовления:
- стержневая – горячий прокат;
- проволочная – холодная протяжка;
- канатная – навивка стальных проволок в виде каната.
По внешнему виду:
- круглая;
- гладкая;
- рифленая.
По назначению:
- Рабочая. Фиксирует растягивающие или сжимающие усилия сооружений.
- Конструктивная. Обеспечивает целостность конструкции, ее прочность, распределяет нагрузку и принимает на себя температурные и усадочные напряжения.
- Монтажная. Служит элементом каркаса.
 Ее можно заменить на рабочую или конструктивную арматуру.
Ее можно заменить на рабочую или конструктивную арматуру.
Применение арматуры
Арматура используется в строительстве на разных этапах: при закладке фундамента, возведении стен, укреплении перекрытий, оконных и дверных проемов.
Гибкая арматура в виде каркасов, сварной сетки, стержней подходит для укрепления железобетонных конструкций. Ее используют при укладке дорог, возведении промышленных и гражданских объектов.
Жесткая арматура из уголков и швеллеров – основа для производства тяжелого бетона, возведения сборных конструкций и монолитных зданий, фундаментов, большепролетных перекрытий, колонн с большой нагрузкой. Среднюю часть таких колонн следует армировать пакетом из сваренных листов металла.
Зачем нужно знать вес арматуры
На большие стройки материал нужно закупать не штучно, а по весу. Правильно рассчитать необходимый объем материала можно, если знать определенные данные.
Горячекатаная стержневая арматура бывает таких марок: А1 (А240), А500С, А3 (А400). Наименование марок холоднотянутой проволочной арматуры начинается с литеры «В». Стандарты, которые регулируют производство сортамента арматуры, – ГОСТ 5781-82, ГОСТ Р 52544-2006.
Таблица веса арматуры всех диаметров
Требования ГОСТ 5781-82 к весу и длине изделий в зависимости от диаметра указаны в таблице. Возможна небольшая погрешность для марок А1 (А240), А3 (А400) и А500С.
| Диаметр, мм | Вес 1 метра арматуры, кг | Погонных метров в тонне |
| 6 | 0,222 | 4504,5 |
| 8 | 0,395 | 2531,65 |
| 10 | 0,617 | 1620,75 |
| 12 | 0,888 | 1126,13 |
| 14 | 1,21 | 826,45 |
| 16 | 1,58 | 632,91 |
| 18 | 2 | 500 |
| 20 | 2,47 | 404,86 |
| 22 | 2,98 | 335,57 |
| 25 | 3,85 | 259,74 |
| 28 | 4,83 | 207,04 |
| 32 | 6,31 | 158,48 |
| 36 | 7,99 | 125,16 |
| 40 | 9,87 | 101,32 |
| 45 | 12,48 | 80,13 |
| 50 | 15,41 | 64,89 |
| 55 | 18,65 | 53,62 |
| 60 | 22,19 | 45,07 |
| 70 | 30,21 | 33,1 |
| 80 | 39,46 | 25,34 |
Диаметр, мм Вес 1 метра арматуры, кг Погонных метров в тонне
Способы вычислений
Рассчитать вес арматуры можно:
- по нормативам;
- по удельным показателям;
- с помощью онлайн-калькулятора.

Первый метод — простой и удобный, если под рукой есть таблица. Нужно определить диаметр прутьев и необходимый метраж и умножить его на вес 1 метра арматуры.
Второй способ — сложный и трудоемкий. Его используют, если нет возможности использовать таблицу или онлайн-калькулятор. Для верного расчета нужно знать удельную массу стали. По этому параметру можно рассчитать вес 1 метра арматуры определенного диаметра. Для этого нужно объем (вес) умножить на плотность материала. Плотность стальной арматуры — 7850 кг/м3.
Прут имеет форму цилиндра, и для определения его объема нужно площадь сечения умножить на высоту. Площадь можно вычислить, умножив число Пи (3,14) на половину диаметра. При расчете важно соблюдать единство параметров – либо метры, либо миллиметры. Результаты расчета после проверки должны совпасть с данными таблицы.
Арматура – незаменимый материал на любой стройплощадке.Ее применение гарантирует надежность и долговечность сооружений.
Как по таблице рассчитать вес арматуры на 1 погонный метр? Удельный вес арматуры всех диаметров. Вес погонного метра арматуры.
Содержание
- Таблица соответствия веса арматуры для разных диаметров
- 1.1 Расчет веса арматуры
- 1.2 Пример расчета веса арматуры (видео)
- Сколько метров арматуры в тонне
- От чего зависит масса арматуры
- Формула расчёта веса арматуры
- Как узнать фактический вес арматуры?
- Пример расчета веса погонного мета арматуры
- Виды арматуры
- Расчет по нормативному весу
Таблица соответствия веса арматуры для разных диаметров
Стандартная масса арматуры того или иного диаметра регламентируется стандартами ГОСТ 5781-82. Таблица стандартных расчетов величин выглядит так:
Таблица соответствия веса арматуры в зависимости от диаметра стержней
Данная таблица абсолютно проста в применении. В первой колонке выбираем диаметр стержня в мм, которая будет использоваться, во второй колонке сразу видим вес одного погонного метра стержня данного типа.
1.1 Расчет веса арматуры
Рассчитать массу арматурных стержней, необходимых для строительства можно несколькими способами.
Первый и самый простой способ, позволяющий узнать, сколько весит метр арматуры – использование электронного калькулятора для аналогичных расчетов.
Для работы с ним необходимо знать лишь диаметр стержня, с которым мы будем работать. Все остальные параметры расчетов уже заложены в программе.
Два других способа, позволяющих узнать насколько тяжелый метр арматуры, несколько сложнее. Рассмотрим их в порядке возрастания сложности.
Поскольку в частном строительстве чаще всего используется арматура диаметром 12 мм и 14 мм, возьмем именно такие стержни за основу для проведения расчетов.
1.2 Пример расчета веса арматуры (видео)
Зачем нужно знать вес арматуры?
Часто у профессиональных строителей возникает вопрос – какова масса погонного метра арматуры. Зачем им это нужно? Дело в том, что при закупке прутов для возведения крупных сооружений, она покупается не поштучно, а килограммами, а при большом объеме тоннами.
Для того чтобы рассчитать, на сколько хватит определенного количества арматуры, необходимо знать её общую массу и удельный вес 1 метра. При наличии этих данных, можно за считанные секунды произвести простейшие расчеты, получив общую протяженность металлических стержней. Для этого, берём всю массу прутов, и делим на вес 1 погонного метра.
Сколько метров арматуры в тонне
Такие переводы проще производить, руководствуясь данными из таблиц. Смотрим таблицу выше. Если в какой-то момент это сделать невозможно, вычисление производят с помощью калькулятора.
Например, нужно определить, сколько метров арматуры диаметром 12 мм содержит одна тонна продукции. Сначала по формуле M = S·ρ находим вес погонного метра. Вместо S (площадь сечения) подставляем формулу S = π·d²/4, где d- диаметр арматуры (12 мм или 0,012 м). Удельный вес стали ρ нам известен – 7,85 г/см³ (7850кг/м³). Перемножая, получаем: М=3,14·0,012²/4·7850 кг/м³ = 0,8874 кг. Теперь одну тонну (1000 кг) делим на 0,8874, получаем ответ: одна тонна содержит 1126 метров арматуры диаметром 12 мм.
Учитывая предыдущий расчёт, определим, какое количество 12-мм стержней длиной 11,7 м содержится в одной тонне металла. Зная массу одного погонного метра (0,8874 кг), вычисляем сразу количество стержней в тонне: К=1000/(0,8874·11,7) = 96,3 шт.
От чего зависит масса арматуры
Ключевым фактором, оказывающем влияние на массу 1 погонного метр арматуры из стали, является его диаметр. Чем он больше, тем соответственно, больше и масса.
При диаметре арматуры от 6 до 80 мм, вес 1 метра составляет от 222 грамм до 3.96 кг.
Формула расчёта веса арматуры
Зная номинальный диаметр и плотность материала, можно самостоятельно выполнить расчет веса арматуры.
m = (π × D²× ρ × L)/4
π – число Пи
D – диаметр арматуры, мм
ρ – плоность стали, (7850 кг/м3)
L – длина прутка, м
Как узнать фактический вес арматуры?
Как и справочные таблицы, калькулятор арматуры рассчитывает теоретический вес изделия. ГОСТ допускает отклонения геометрических размеров изделия от номинальных. Узнать фактический вес можно путём взвешивания арматуры определённой длины. Точная информация о массе и других характеристиках арматуры указана в паспорте изделия от производителя.
Узнать фактический вес можно путём взвешивания арматуры определённой длины. Точная информация о массе и других характеристиках арматуры указана в паспорте изделия от производителя.
Пример расчета веса погонного мета арматуры
Формула вычисления количества метров арматуры в 1 тонне тоже очень простая. Достаточно поделить 1т (1000 кг) на вес 1 метра арматуры. Ниже приведем несколько примеров вычисления количества метров в 1 тонне арматуры.
1000 кг / 0,222 кг/м = 4504 м в одной тонне арматуры диаметром 6 мм. Точно так же вы можете выяснить количество метров в тонне арматуры для любого другого диаметра.
В статье вес метра арматуры указан приблизительно для каждого производителя. Для более точных расчетов веса арматуры запрашивайте у продавца документы и спецификацию на продукцию.
Виды арматуры
Существуют различные классификации арматуры, которые помогают подобрать наиболее подходящее изделие. По назначению стержни делятся на:
- рабочую;
- конструктивную;
- монтажную;
- анкерную.

В зависимости от ориентации, арматура подразделяется на:
- поперечную – защищает бетон от наклонного повреждения;
- продольная – принимает на себя растягивающие и сжимающие нагрузки.
В зависимости от механических характеристик, выделяют несколько видов арматуры:
- А-I (А240). Изготавливается методом горячего проката из стали марок Ст3кп, Ст3пс, Ст3сп. Поставляется в прутках и мотках и имеет гладкую поверхность.
- АIII (А400). Имеет рифленую поверхность с равномерными поперечными выступами. На территории постсоветского пространства данный тип был наиболее распространенным для производства железобетонных и монолитных изделий. Также ее применяли для усиления дорожного покрытия. Она обеспечивает мощное сцепление с бетоном и придает необходимую прочность всей конструкции. Такая арматура производится из стали 35гс, которая отличается высокой прочностью и хорошей свариваемостью. Также распространена арматура АIII (А400) из стали 25Г2С, обладающей улучшенными характеристиками. Концы стержней таких изделий окрашиваются в белый цвет.
- А500С. Представляет собой горячекатаные стержни, прочность которых увеличена термомеханическим способом. Такая арматура начала производится в 1993 году и за счет своих преимуществ получила широкое распространение. Она изготавливается из более дешевого сырья, что позволяет снизить стоимость конечной продукции. При этом стержни отличаются большей прочностью и гибкостью. За счет улучшенной свариваемости металла возможно использование дуговой сварки.
- Ат800. Производится методом горячего проката, после чего упрочняется термомеханическим способом. Поверхность может быть как гладкой, так и рифленой. Такая арматура отличается высокой прочностью, пластичностью и устойчива к воздействию окружающей среды.
Расчет по нормативному весу
Чтобы просчитать массу нужного количества стержней этим способом, используем приведенную выше таблицу. Нас интересует параметр, сколько весит один погонный метр. В расчетах будем использовать прутья, диаметром 14 мм.
Рассчитаем количество арматуры, нужное для строительства (при условии, что таблица есть у нас под рукой).
Чтобы рассчитать вес нужного нам количества арматуры следует:
- Составить план строительства здания с учетом создания арматурной сетки.
- Определиться с диаметром стержней.
- Просчитать количество используемой арматуры в метрах.
- Умножить массу одного метра арматуры нужного диаметра на количество используемых прутьев.
Пример: Для строительства будет использоваться 2322 метра арматурных прутьев диаметром 14 мм. Вес погонного метра таких стержней 1,21 кг. Умножаем 2322*1,21 получаем 2809 килограмм 62 грамма (граммами можно пренебречь). Для строительства нам понадобится 2 тонны 809 килограмм металлических стержней.
Чем арматура А1 отличается от А3? В чем разница между барами A1 и A3.
Существует огромное количество типов арматуры, в которых потребитель может запутаться. Самые распространенные, используемые и используемые – это фитинги А1 и фитинги А3. У них разные задачи, разный состав, разный внешний вид — так что пройдемся по всем отличиям подробнее.
Поверхность
Если клапаны А1 и А3 имеют отличия – то это самое главное и принципиальное
A1 — гладкий фитинг. Это связано с задачами, которые стоят перед данным видом арматуры – их используют в качестве составных частей железобетонных каркасов и сеток.
Это свойство обусловлено тем, что их достаточно легко соединить электросваркой. Соответственно, у гладкой поверхности есть и недостатки – например, не самое лучшее сцепление с бетоном.
А3 (она же усиленная сталь А400) в первую очередь отличается от А1 (А240) профилем. Он гофрирован в данном виде арматуры. Имеются поперечные выступы и продольные ребра. Они расположены под строго определенным углом по отношению друг к другу и равномерно по всей длине стержня. Именно эти ребра и выступы помогают прочно соединить арматуру и бетон. Это позволяет делать более прочные железобетонные конструкции.
Поэтому, в отличие от своего гладкого аналога, А3 можно использовать в качестве основного армирующего материала. Собственно говоря, из-за этого арматура А3 является наиболее используемым типом арматуры.
Прочность
Арматура A3 намного прочнее, чем A1. Дело в том, что при изготовлении А3 используется высоколегированная сталь, содержащая примеси таких металлов, как хром, марганец, титан, кремний.
Поэтому такую арматуру используют там, где требуется большая прочность – изготовление полов, потолков, а также высотных конструкций и такой серьезной инфраструктуры, как мосты и эстакады.
Арматура – основание бетонных стен, стяжек и колонн. Этот важный элемент испытывает на себе все основные нагрузки и действия изгибающих моментов, предотвращая деформацию и разрушение бетонного основания. В качестве арматуры используются металлические прутья разного диаметра, имеющие круглое сечение. Существует два основных типа арматурных металлических стержней: А1 и А3. Чтобы понять разницу и А3, а также область их применения, необходимо ознакомиться с их основными характеристиками, рассмотреть их преимущества и недостатки.
Расшифровка маркировки
Маркировка арматурного проката обычно выполняется буквами. Буквы означают, каким именно способом было произведено данное армирование. Так, например, наличие в названии буквы А говорит о том, что изделие изготовлено методом горячего или холодного валика. Если сравнивать два способа, то стоит отметить, что сталь, полученная в результате холодной прокатки, имеет повышенные прочностные характеристики и обладает большей твердостью. Цифрой обычно обозначают степень текучести применяемой в стальной арматуре, она определяет основное различие между марками металла. Коэффициент текучести зависит от максимального напряжения, что приводит к тому, что металл начинает деформироваться. То есть чем выше этот показатель, тем больше прочность самого стержня. Так, например, имеет больший запас прочности по сравнению с А240.
При возведении железобетонных конструкций требуется добиться наилучшей прочности всей конструкции с использованием элементов с минимальной массой. Одним из решений является усиление конструкции с помощью стального каркаса, для сборки которого используется арматура различного диаметра сечения. Он может быть в виде мотков или стержней.
Дополнительная маркировка арматуры
Каждый вид арматуры, независимо от профиля, может подвергаться отдельной температурной обработке. Это можно понять, добавив «В» в конце аббревиатуры. Металлическая арматура может быть очищена от лишних примесей и иметь равномерное распределение углерода, что повышает качественные показатели сварных соединений (к аббревиатуре добавляется буква «С»). В металл можно добавлять медь в количестве до двух процентов для улучшения его антикоррозионных свойств (в конце аббревиатуры «К»).
Отличие арматуры А1 и А3
В строительстве используются основные типы А3, а также ГОСТ 30136-94. Иногда можно встретить и другие имена. Например, арматура А1 часто встречается под наименованием А240, а А3 — А400. Вес и А3 примерно одинаковы, но главное отличие этих видов арматуры в том, что у А1 гладкая поверхность, а у А3 рифленая. Гофра обеспечивает лучший контакт с бетоном. Благодаря наличию рифленой поверхности на А3 обладает лучшими армирующими качествами, по сравнению с гладкой арматурой А1. К недостаткам А3 можно отнести появление дополнительных напряжений из-за необходимости дополнительного цикла прокатки, необходимого для формирования гофрированной поверхности. Еще одним недостатком является уменьшение эффективного сечения арматуры при неизменном весе метража, а также более высокая стоимость из-за сложности ее производства. Прочность снижается на 6%, когда рисунок гофрированного рисунка несимметричен по сравнению с круглой арматурой.
Иногда можно встретить и другие имена. Например, арматура А1 часто встречается под наименованием А240, а А3 — А400. Вес и А3 примерно одинаковы, но главное отличие этих видов арматуры в том, что у А1 гладкая поверхность, а у А3 рифленая. Гофра обеспечивает лучший контакт с бетоном. Благодаря наличию рифленой поверхности на А3 обладает лучшими армирующими качествами, по сравнению с гладкой арматурой А1. К недостаткам А3 можно отнести появление дополнительных напряжений из-за необходимости дополнительного цикла прокатки, необходимого для формирования гофрированной поверхности. Еще одним недостатком является уменьшение эффективного сечения арматуры при неизменном весе метража, а также более высокая стоимость из-за сложности ее производства. Прочность снижается на 6%, когда рисунок гофрированного рисунка несимметричен по сравнению с круглой арматурой.
Материал изготовления
Арматура A1 и A3 различаются по типу используемой стали. Обычно для изготовления материалов используется низкое содержание углерода в его составе. Для изготовления арматуры А3 используется сталь с повышенной пластичностью и низким содержанием углерода. Арматура А1 изготавливается из все более и более твердых сталей. Также по ГОСТу тип А1 не должен иметь гофр.
Для изготовления арматуры А3 используется сталь с повышенной пластичностью и низким содержанием углерода. Арматура А1 изготавливается из все более и более твердых сталей. Также по ГОСТу тип А1 не должен иметь гофр.
Диаметр поперечного сечения стержней клапана, независимо от профиля, обычно колеблется в пределах 8-25 миллиметров. При строительстве более крупных сооружений, таких как мосты и многоэтажки, применяют арматурные стержни диаметром 40 миллиметров. В состав материала меньшего сечения входят более мягкие марки стали, очищенные от примесей. Для клапанов большого диаметра можно использовать любой тип низкоуглеродистой стали.
Армирование
Поговорим о разнице между клапанами A1 и A3 с точки зрения применения. А1 широко применяется при армировании железобетонных конструкций любой формы, будь то сетка или сложный каркас. Гладкая арматура также активно применяется при возведении любых конструкций, имеющих вспомогательное значение (заборы, изделия в виде сетки, ограждения и т. д.).
д.).
Арматура А3, с гофром, в основном применяется для возведения простых, легких и высокопрочных каркасных конструкций из бетона. Этот тип не используется при возведении конструкций, выполняющих вспомогательную функцию.
Арматура – каркас бетонных стен, фундаментов, стяжек, перекрытий, балок, колонн. Принимает на себя основные растягивающие, изгибающие нагрузки, сохраняет целостность бетона. Чаще всего используются металлические стержни круглого сечения. Обычно используются два металлических стержня: А1 (А240) и А3 (А400 или А500).
Маркировка начинается с буквенного обозначения способа производства. Буква А означает, что данный вид изготавливается горячекатаным или холоднокатаным методами. Если есть возможность выяснить, каким из способов производится сталь, то предпочтение следует отдать второму. Отличается повышенной прочностью, твердостью.
Тогда цифры обозначают индекс текучести стали, из которой изготовлено изделие. Это определяет основное различие между марками металлопроката. Показатель текучести зависит от предела прочности, при котором начинает развиваться пластическая деформация металла. Чем выше этот показатель, тем прочнее стержень, то есть А240 уступает по прочности маркам А400 или А500.
Показатель текучести зависит от предела прочности, при котором начинает развиваться пластическая деформация металла. Чем выше этот показатель, тем прочнее стержень, то есть А240 уступает по прочности маркам А400 или А500.
Если материал подвергается одному из видов дополнительной обработки, то после цифр к маркировке добавляется соответствующая буква:
- Т (тепловой). Металл обладает повышенной износостойкостью, долговечностью, стойкостью к коррозии, эрозии.
- С (удаление примесей). Используется для повышения надежности сварных соединений, поэтому арматура называется сварной.
- К (антикоррозийная). Защита от коррозии обеспечивается нанесением одного или нескольких слоев краски.
- B (закаливающий колпак). Сталь растягивается до напряжения, превышающего ее предел текучести. Металл несколько удлиняется, повышаются показатели текучести и прочности, а пластичность становится меньше.
Прутки любых марок могут быть подвергнуты одному из перечисленных видов обработки.
Краткое описание арматуры А1
Изготавливается из конструкционной стали обыкновенного качества или низколегированной марок Ст3пс, Ст3сп, Ст3кп, ВСт3сп, ВСт3пс, 10ГТ. Низколегированный отличается от обычного незначительным количеством присадок, улучшающих его параметры. A240 классифицируется как монтажный стержень. Главное отличие – гладкий профиль, без вырезов, с двумя продольными ребрами. Часто их используют как вспомогательные для армирования бетона обычными гофрированными стержнями.
Диаметр стержней А240 от 6 до 40 мм. Сферы применения изделий разного диаметра:
- 6-8 мм – для обвязки, армирования под штукатурку, бетонных стяжек;
- 10-16 – в частном строительстве;
- 10-40 – для фундаментов;
- 12-32 – для панелей, балок;
- 14-36 – для колонн.
Преимущества:
- гибкость без ограничения свариваемости;
- простота сварки;
- не теряет своих свойств даже в экстремальных условиях;
- выдерживает воздействие химически агрессивных веществ.

Благодаря своим качествам этот вид проката пригоден для использования в областях добычи нефти и газа.
Описание характеристик арматуры А3
А3 изготавливается из конструкционной среднеуглеродистой низколегированной стали марок 25Г2С, 35ГС, 32Г2р и др. Увеличение содержания углерода способствует повышению предела текучести и прочности. Так как прокат А240 производится из низкоуглеродистых марок, то именно А400 или А500 превосходит по этим показателям. Стержни этого типа относятся к категории рабочих стержней. Их отличием является гофрированный профиль с выступами «деревья». Чаще всего их применяют при армировании ленточных, свайных, плитных фундаментов. Диаметр изделий А3 от 6 до 80 мм. Используется при строительстве жилых, производственных зданий, мостов и других сооружений. Существенной разницы между характеристиками А400 и А500 нет, второй вид немного сильнее.
Преимущества:
- лучшее сцепление с бетоном благодаря рифленой поверхности;
- более высокая эффективность армирования;
- повышенной прочности.

Недостатки А400 или А500:
- стоимость немного выше;
- пониженная стойкость к агрессивным средам.
Стоимость
Металлопрокат диаметром 10 мм имеет вид проволоки, его можно купить в мотках (мотках). Более толстые производят только прутья (длиной не менее 2 метров), продают пачками. При расчете необходимое количество выражается в погонных метрах. Цена зависит от диаметра.
Минимальная стоимость одного погонного метра А240 и А400:
Сравнение арматурного проката А1 и А3:
| Характеристика | А1 | А3 |
| класс | монтажный стержень | рабочий |
| современная маркировка | А240 | А400, А500 |
| поверхность | гладкая | рифленый |
| диаметр в миллиметрах | 6 – 40 | 6 – 80 |
| длина в метрах | с 6 до 11,7 | 11,7 |
| приложение | стяжки, балки, фундаменты малоэтажных зданий (до 80 тонн), плиты перекрытий, арки | любые фундаменты, мосты, опоры, дамбы, дорожное полотно |
| сталь | конструкционное качество или низколегированный | низколегированный конструкционный углерод |
Металлопрокат А240 более универсален, отличие А400 или А500 в повышенной прочности. Купить для монтажа рамы тяги обеих марок можно, но нельзя заменять одну на другую.
Купить для монтажа рамы тяги обеих марок можно, но нельзя заменять одну на другую.
Арматура А1 – металл, без которого в настоящее время не обходится почти ни одно строительство. Он широко применяется для изготовления железобетонных изделий, а также различных металлических конструкций и деталей. Выпускают этот металл по ГОСТ 5781-82.
1
По ГОСТ 5781 арматуру А1 обозначают иначе – арматура (арматурная сталь – далее АС) АИ (А240). Это более правильное и используемое всеми производителями и профессиональными потребителями название этого металла. На техническом языке ГОСТ 5781, в котором классифицируются все виды производимой им арматурной стали для армирования обычных, а также предварительно напряженных различных железобетонных конструкций, это обозначение расшифровывается как «Арматура класса А1».
Деление на классы в настоящем ГОСТ производится по одной из механических характеристик АС – по пределу текучести. Его условное значение для позиции А1 указано в скобках после индекса А – число равно 240. Это значение предела текучести в кгс/мм 2 , но умноженное на 10. Таким образом, клапан А1 имеет предел текучести 24 кгс/мм 2 (соответствует 235 Н/мм 2).
Это значение предела текучести в кгс/мм 2 , но умноженное на 10. Таким образом, клапан А1 имеет предел текучести 24 кгс/мм 2 (соответствует 235 Н/мм 2).
По ГОСТ 5781 АЦ А-И изготавливают только с гладким профилем – без гофрирования поверхности правильного круглого сечения. Внешне, в зависимости от номинальной толщины, выглядит как стальная проволока или пруток.
Арматура без гофра
Производство АС А 240 Только горячекатаная и углеродистая сталь. При этом применяют по стандарту 5781 исключительно марки Ст3сп, Ст3кп и Ст3пс. Благодаря этому арматура А1, в отличие от ГОСТ 5781, является наиболее востребованной и применяется как для арматуры, так и в качестве обычного металлопроката – для изготовления различных стальных деталей и конструкций. Ведь Ст3 самый гибкий, пластичный из всех углеродистых и притом низколегированных марок, и лучше всех сплавов поддается сварке. Его химический состав у готовой арматуры А-I должен соответствовать требованиям, указанным в ГОСТ 380.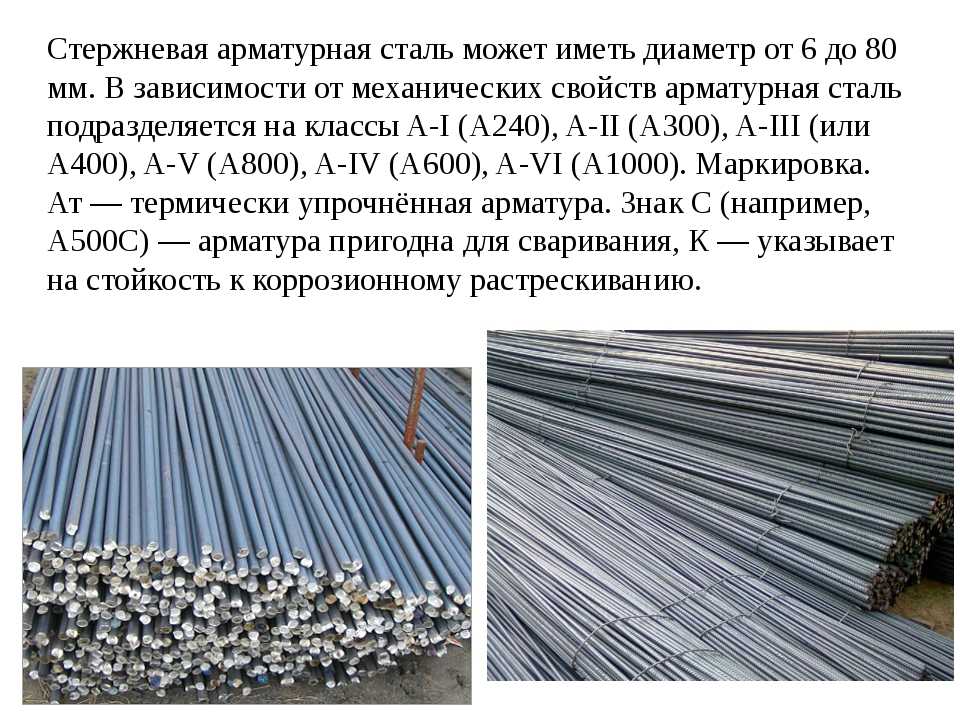
Номенклатура изделий гладких АЦ А-И включает 14 типоразмеров по диаметру в диапазоне 6–40 мм. Изделия толщиной 6–12 мм выпускаются прутками или в виде мотков, а фитинги большего диаметра А1 поставляются только прутками. Стержни AC A240 изготавливаются длиной 6–12 м. При этом они либо измеряются, либо не измеряются. Вместе с измерительными могут поставляться негабаритные стержни длиной не менее 2 м и в количестве не более 15 % от массы выпускаемой партии. Потребитель сам может заказать нужный ему вариант, а по согласованию с производителем также возможно изготовление брусков 5–25 м.
2
В таблице ГОСТ 5781 на сортамент гладких АС А-I указаны площадь поперечного сечения, масса 1 м профиля и допустимые предельные отклонения в % от последнего параметра готовых изделий. Масса теоретическая (расчетная), при расчете которой принято, что арматура А1 имеет номинальный диаметр без отклонений, а плотность стали 7850 кг/м 3 . Значения веса из таблицы ГОСТ для всех типоразмеров AC A240 в кг:
- диаметр 6 мм – вес 0,222 кг;
- 8 – 0,395;
- 10 – 0,617;
- 12 – 0,888;
- 14 – 1,21;
- 16 – 1,58;
- 18 – 2;
- 20 – 2,47;
- 22 – 2,98;
- 25 – 3,85;
- 28 – 4,83;
- 32 – 6,31;
- 36 – 7,99;
- 40 – 9,87.

Предельно допустимые отклонения по стандарту 5781:
- от номинального диаметра – должны соответствовать нормам ГОСТ 2590;
- от веса для размеров:
- от +9 до –7% от теоретического веса 1 м – диаметром 6, 8 мм;
- от +5 до –6% – 10–14 мм;
- от +3 до –5% – 16–28 мм;
- от +3 до –4% – 32–40 мм.
Овальность гладкой арматуры (разница в одном поперечном сечении профиля между наибольшим и наименьшим фактическим диаметрами) не должна превышать суммы допускаемых минусовых и плюсовых отклонений по диаметру.
Требования к предельно допустимым отклонениям значений длины в зависимости от точности резки металла:
- для прутков до 6 м включительно: при повышенной точности резки +25 мм, нормальной – +50 мм;
- более 6 м: +35 и +70 мм соответственно.
Кривизна динамиков, выполненных в виде стержней, не должна превышать 0,6 % от их измеренной длины.
Гладкие бруски AC A
Помимо предела текучести, который был указан выше, в стандарте 5777 для гладких динамиков AC-I приведены и другие механические свойства. Относительное удлинение на изгибе (испытания) – 25%. Временное сопротивление арматуры на разрыв составляет 373 Н/мм 2 (соответствует 38 кгс/мм 2).
Относительное удлинение на изгибе (испытания) – 25%. Временное сопротивление арматуры на разрыв составляет 373 Н/мм 2 (соответствует 38 кгс/мм 2).
Клапан А1 после изготовления подвергается испытаниям на холодный изгиб (должен их выдержать). Его загибают вокруг оправки под углом 180°. Для профилей толщиной 6–20 мм используют оправку того же диаметра, что и сама арматура. Для динамиков толще 20 мм берут диаметром 4 типоразмера изделия.
ГОСТ 5781 обязывает производителей обеспечивать для механической арматуры А-I указанные в нем механические свойства с вероятностью не менее 0,95.
Также есть требования ГОСТ к качеству готовой поверхности динамика. Рванина, трещин напряжения и качения, закатов качения и плена на нем быть не должно. Стандарт устраняет следы отдельных валков, наплывы, загрязнения, следы раскатанных пузырей, легкую ржавчину, а также чешуйчатость и корневища.
3 Коротко о применении профилей А1.
Для армирования используются практически во всех случаях. В высокопрочном железобетоне, армированном прочной (обычно гофрированной) акустической системой более высокого класса, для взаимной фиксации последних и усиления поверхностного слоя изделия или монолитной конструкции таких объектов, как плотины, шахты, мосты, аэродромы, туннели, высотные здания и так далее.
В высокопрочном железобетоне, армированном прочной (обычно гофрированной) акустической системой более высокого класса, для взаимной фиксации последних и усиления поверхностного слоя изделия или монолитной конструкции таких объектов, как плотины, шахты, мосты, аэродромы, туннели, высотные здания и так далее.
Когда расчетная нагрузка на железобетон позволяет, арматура А1 используется самостоятельно. Балки и панели армируют изделиями диаметром 12–32 мм, колонны — 14–36 мм, фундамент — 10–40 мм. В индивидуальном строительстве обычно используются динамики 10-16 мм. Тонкая арматура — 6 и 8 мм — применяется в качестве проволоки для обвязки, скрепления между собой толстой, изготовления строительных и кладочных сеток, арматурных каркасов, армирования бетонных стяжек стен и пола, а также штукатурки.
Арматура А1 широко применяется для изготовления декоративных, несущих, каркасных и других металлоконструкций, а также деталей к ним и различного оборудования и технических средств. Используется везде, где используется обычный металлопрокат из стали Ст3.
На сегодняшний день металлообрабатывающие заводы выпускают более двенадцати видов арматурного проката. Но особым спросом пользуются два вида арматуры: А3 и А1. Ниже мы рассмотрим, чем они отличаются друг от друга. По этому поводу нас проконсультировали специалисты rubin-metal.com.ua. Следует отметить, что арматурный стержень представляет собой металлические стержни с рифленой или гладкой поверхностью, а также круглого сечения. Основное назначение фурнитуры: формирование пространственного каркаса каменных или бетонных изделий. Именно арматура принимает на себя нагрузку, поэтому основной материал в конечном итоге остается целым и может эксплуатироваться длительное время.
Арматура применяется для изготовления монолитных стен, ленточных, плиточных и свайных типов основания, колонн, балок, перекрытий. Применяется также при возведении перегородок, стен из газобетона или пенобетона, при устройстве тротуаров, асфальтобетонных дорог, причалов, мостов, плотин, метрополитенов, при строительстве объектов промышленного значения. Незаменим и в ремонте. Так, армирующую сетку используют для оштукатуривания стен, укрепления стяжки.
Незаменим и в ремонте. Так, армирующую сетку используют для оштукатуривания стен, укрепления стяжки.
Материал, используемый для производства арматуры: сталь высоколегированная и низколегированная. Применяется холоднотянутый и горячекатаный методы. Эти характеристики влияют на классы арматурной продукции: есть стержни рабочие, а есть прокат монтажный. Также арматура может маркироваться буквами К (антикоррозийное покрытие), С (свариваемая) и Т (термоупрочняемая). Каждая марка арматуры имеет свои отличительные особенности.
Арматура А1
Производители используют при изготовлении такой арматуры низколегированную углеродистую сталь или холоднотянутую проволоку (реже). Имеет гладкую поверхность. Отличается высокой прочностью. Именно благодаря этим свойствам его применяют в различных отраслях промышленности, при строительстве монолитных зданий, в горнодобывающей промышленности, в частности, в нефтедобыче. Арматура А1 устойчива к различным агрессивным средам: к резким перепадам температур, к высоким и очень низким температурам. Также важной характеристикой этой арматуры является ее отличная свариваемость. Этот класс арматуры недорог, поэтому его использование снижает бюджет проекта.
Также важной характеристикой этой арматуры является ее отличная свариваемость. Этот класс арматуры недорог, поэтому его использование снижает бюджет проекта.
Арматура А3
Для производства арматуры этого класса используется горячекатаная сталь. Применяется при строительстве промышленных и жилых зданий. Его отличительная черта: рифленая поверхность. Рисунок имеет два продольных ребра и множество поперечных ребер, расположенных на расстоянии. Такая арматура обеспечивает хорошее сцепление с бетоном. По этой причине при армировании различных железобетонных конструкций в качестве основного материала используется арматура А3. Обладает высокой прочностью. Производители производят его из высоколегированных сталей с использованием примесей кремния, титана, а также марганца и хрома. Арматура хорошо сваривается, обладает высокой устойчивостью к атмосферным воздействиям. Но перепады температуры переносятся не так, как арматура А1 и в этом ее минус. Отлично справляется с окислением.
Отличия
Итак, клапаны А1 имеют следующие отличия:
- менее прочный;
- имеет гладкую поверхность; сцепление
- с бетоном менее прочное;
- в производстве используется углеродистая сталь;
- устойчив к резким перепадам температур.
Арматура, относящаяся к классу А3, имеет следующие отличия:
- более прочная;
- имеет рифленую поверхность; 9сцепление 0070 с бетоном очень прочное;
- в производстве используется высоколегированная сталь;
- менее устойчив к резким перепадам температуры.
Алувижн | Профили I Omni-55
Упаковочный лоток 1360×992 мм
Упаковочный лоток 1360×992 мм
Для 20 рамок
Артикул 81 0401
https://www.aluvision.com/application/files/3815/6534/9381/main_image_packaging_tray_1360x992mm-crate. jpg
jpg
Упаковочный лоток 1984×340 мм
Упаковочный лоток 1984×340 мм
Для 5 рамок
Арт. № 81 0402
https://www.aluvision.com/application/files/3915/6293/8099/main_image_packaging_tray_1984x340mm.jpg
Премиум (двери)
Премиум (двери)
Профиль Premium — это профиль, специально предназначенный для изготовления дверей. Профиль оснащен резьбовым краем для легкого соединения со всеми другими профилями, а часть профиля, которая видна при открытии двери, имеет чистую поверхность без отверстий.
1,75 кг/м
65,5×55 мм
Арт. № 11 301 А
https://www.aluvision.com/application/files/5814/8068/3639/pi_premium. png
png
https://www.aluvision.com/application/files/8615/3656/7304/main_image_premium.jpg
Premium Omni-55 дверь A
Premium Omni-55 дверь A
Доступны разные размеры
Направление открывания реверсивное
Арт. № 255 0992 2480 А
https://www.aluvision.com/application/files/7915/3656/5803/main_image_premium-omni-door-55-b.jpg
Premium Omni-55 R1429 дверь A
Premium Omni-55 R1429 дверь A
Доступны различные размеры
Дверь R / Дверь L
Ref. № 257 1165 2480 А
https://www.aluvision.com/application/files/3215/3656/3687/main_image_premium-omni-55-R1429-door-l. jpg
jpg
Premium Omni-55 R2917 дверь A
Premium Omni-55 R2917 дверь A
Доступны разные размеры.
Правая дверь / L дверь
Арт. № 259 1167 2480 А
https://www.aluvision.com/application/files/7215/3656/4469/main_image_premium-omni-55-R2917-door-l.jpg
Дверь Omni-55 с насосом A
Дверь Omni-55 с насосом A
Доступны разные размеры
Стандартное направление открывания: вправо
Арт. № 273 0992 1984 А
https://www.aluvision.com/application/files/7315/0157/6665/main_image_Omni-55_door_with_pump_A.jpg
Дверь Omni-55 с насосом в качестве распашной двери
Дверь Omni-55 с насосом в качестве распашной двери
https://www. aluvision.com/application/files/9215/0157/6666/main_image_Omni-55_door_with_pump_as_swinging_door.jpg
aluvision.com/application/files/9215/0157/6666/main_image_Omni-55_door_with_pump_as_swinging_door.jpg
Комплект дверных ручек I
Комплект дверных ручек I
Этот элемент входит в стандартную дверь
Реф. № 69 18 0001 I
https://www.aluvision.com/application/files/4415/6890/1212/main_image_doorhandleset.jpg
Дверная ручка D50 I
Дверная ручка D50 I
Ссылка № 69 18 0002 I
https://www.aluvision.com/application/files/8315/0157/6657/main_image_doorknob_D50_I.jpg
Электронная ручка I
Электронная ручка I
2 литиевые батареи в ручке > около 100 000 открываний
Справа: Арт. № 69 18 0003 I
№ 69 18 0003 I
Слева: Арт. № 69 18 0004 I
https://www.aluvision.com/application/files/2515/6890/1838/main_image_electronic_handle_right.jpg
Запасной ключ Litto 3S3546
Запасной ключ Litto 3S3546
Ссылка № 69 19 0001 Z
https://www.aluvision.com/application/files/2515/6890/1299/main_image_spare_key_litto.jpg
Окно Omni-55 XS A1 A
Окно Omni-55 XS A1 A
Ссылка № 271 0310 0310 А
https://www.aluvision.com/application/files/5115/6890/1049/main_image_omni-55_xs_window.jpg
Микрорамка Premium A
Микрорамка премиум-класса A
Ссылка № 280 0992 0992 А
https://www. aluvision.com/application/files/4215/5844/0386/main_image_premium-microframe-a.jpg
aluvision.com/application/files/4215/5844/0386/main_image_premium-microframe-a.jpg
Омни-55+
Омни-55+
Эта адаптация классического профиля Omni-55 дает пользователю больше гибкости и позволяет создавать собственные рамки Omni-55. Свободные профили быстро собираются в рамы с помощью системы quickfix. После использования раму можно разобрать и повторно использовать в других комбинациях для создания рам других размеров. Как и Omni-55, Omni-55+ можно использовать как с панельным, так и с тканевым наполнением. Omni-55+ — это идеальное решение для всех оправ нестандартного размера, которые вы бы предпочли разобрать после использования, чтобы собрать из них различные комбинации.
1,33 кг/м
65,5×55 мм
Арт. № 11 451 А
https://www.aluvision.com/application/files/5514/8068/3635/pi_omni-55. png
png
https://www.aluvision.com/application/files/9315/2630/6502/main_image_omni-55.jpg
Omni-55 XS
Омни-55 XS
Профиль Omni-55 XS — идеальное решение для криволинейных углов среднего радиуса. Профиль ниже стандартного профиля Omni-55, поэтому его легче сгибать. Однако внешний вид идентичен.
1,02 кг/м
55×40 мм
Арт. № 11 421 А
https://www.aluvision.com/application/files/7414/8068/3637/pi_omni-55xs.png
https://www.aluvision.com/application/files/4315/3485/6556/main_image_omni-55_xs.jpg
Крышка Omni-55
Крышка Omni-55
Защитный профиль Omni-55 представляет собой гладкий слегка изогнутый профиль, который можно использовать с любым профилем шириной 55 мм для закрытия просверленных отверстий. Чаще всего он используется в качестве отделки рам Omni-55 или Basic-55, и в этом случае он крепится с помощью простого зажима из ПВХ. Использование защитного профиля гарантирует превосходную отделку вашей конструкции Aluvision.
Чаще всего он используется в качестве отделки рам Omni-55 или Basic-55, и в этом случае он крепится с помощью простого зажима из ПВХ. Использование защитного профиля гарантирует превосходную отделку вашей конструкции Aluvision.
0,30 кг/м
55×9 мм
Арт. № 11 471 А
https://www.aluvision.com/application/files/5414/8068/3637/pi_omni-55cover.png
https://www.aluvision.com/application/files/9915/2630/8399/main_image_omni-55_cover.jpg
Зажим крышки Omni-55 D30 K
Зажим крышки Omni-55 D30 K
Этот зажим используется для крепления крышки Omni к рамам Basic и Omni 55 мм. Клипса легко крепится и снимается с внешней стороны профиля одним движением.
Арт. № 59 10 3404 K
https://www. aluvision.com/application/files/5615/6890/2384/main_image_omni-55coverclip.jpg
aluvision.com/application/files/5615/6890/2384/main_image_omni-55coverclip.jpg
Обложка Basic-186
Крышка Basic-186
Крышка Basic-186 представляет собой крышку шириной 186 мм, которую можно использовать в сочетании со всеми профилями шириной 55 мм и 186 мм. Идеальное решение для закрытия двойного ряда рам шириной 55 мм или сочетания профиля шириной 186 мм с рядом профилей шириной 55 мм. Для арок с прямыми или закругленными углами.
1,98 кг/м
10×186 мм
Арт. № 11 121 А
https://www.aluvision.com/application/files/6214/8068/3650/pi_basic-186cover.png
https://www.aluvision.com/application/files/6515/2328/3261/main_image_basic-186_cover.jpg
Уголок крышки Basic-186 90° V A
Уголок крышки Basic-186 90° V A
Ссылка № 56 02 3701 А
https://www. aluvision.com/application/files/3615/0114/2925/main_image_Basic-186_cover_cornerpiece_900_V_A.jpg
aluvision.com/application/files/3615/0114/2925/main_image_Basic-186_cover_cornerpiece_900_V_A.jpg
Устройство быстрой затяжки LS M6/D30 x 80 quickfix A
Быстрозажимной инструмент LS M6/D30 x 80 quickfix A
Ссылка № 51 18 0081 А
https://www.aluvision.com/application/files/2615/6631/1058/main_image_quick_tightener_LS_M6_D30_x_80_quickfix_A.jpg
Устройство быстрой затяжки Premium M6 K
Быстродействующий зажим Premium M6 K
Ссылка № 51 21 0070 К
https://www.aluvision.com/application/files/5315/0114/5429/main_image_quick_tightener_Premium_M6_K.jpg
Зажим крышки Omni-55 M6 K
Зажим крышки Omni-55 M6 K
Ссылка № 59 10 3405 К
https://www. aluvision.com/application/files/7114/9199/5168/main_image_Omni-55coverclipM6X.jpg
aluvision.com/application/files/7114/9199/5168/main_image_Omni-55coverclipM6X.jpg
Cover-it
Обложка
Заклейте отверстия рам этой липкой лентой! Доступны шириной 55 мм и 124 мм. После удаления клейкая лента не оставляет следов. Также доступен для профилей 124 мм. Различные цвета доступны по запросу.
Реф. 68 50 0360 Г
https://www.aluvision.com/application/files/8514/8240/0839/main_image_cover-it.jpg
Крышка ‘55’ R124-90° A
Крышка ‘55’ R124-90° A
Ссылка № 63 04 0001 А
https://www.aluvision.com/application/files/5415/0157/6654/main_image_cover_55_R124-900_A.jpg
Крышка ‘55’ R437-90° A
Крышка ‘55’ R437-90° A
Ссылка № 63 04 0002 А
https://www. aluvision.com/application/files/6215/0157/6653/main_image_cover_55_R437-900_A.jpg
aluvision.com/application/files/6215/0157/6653/main_image_cover_55_R437-900_A.jpg
Крышка ‘55’ R933-45° A
Крышка ‘55’ R933-45° A
Ссылка № 63 04 0003 А
https://www.aluvision.com/application/files/2615/0157/6655/main_image_cover_55_R933-450_A.jpg
Крышка ‘186’ R306-90° D30 G
Крышка ‘186’ R306-90° D30 G
Ссылка № 63 05 0001 G
https://www.aluvision.com/application/files/9015/0157/6661/main_image_cover_186_R306-900_D30_G.jpg
Omni-55 A3 угловой в сборе A
Омни-55 А3 угловой в сборе А
Ссылка № 367 0186 0186 А
https://www. aluvision.com/application/files/7115/0157/6664/main_image_Omni-55_A3_cornerassembly_A.jpg
aluvision.com/application/files/7115/0157/6664/main_image_Omni-55_A3_cornerassembly_A.jpg
Соединительный комплект Basic-55 A3 180° A
Соединительный комплект Basic-55 A3 180° A
Ссылка № 56 01 0801 А
https://www.aluvision.com/application/files/5815/0157/6643/main_image_Basic-55_A3_joining_set_1800_A.jpg
Уголок Omni-55 R186 G
Уголок Omni-55 R186 G
0,41 кг
Арт. № 56 07 3301 G
https://www.aluvision.com/application/files/4514/9441/8753/main_image_Omni-55_cornerpiece_R186_G.jpg
Omni-55+ уголок R186 G
Уголок Omni-55+ R186 G
0,41 кг
Арт. № 56 07 3901 G
№ 56 07 3901 G
https://www.aluvision.com/application/files/6514/9441/0038/main_image_Omni-55plus_cornerpiece_R186_G.jpg
Набор Quickfix T21/4 180° Z
Набор Quickfix T21/4 180° Z
Набор Quickfix позволяет без инструментов собирать рамы Fab-55 или Omni-55+. Quickfix доступен в виде углового соединения (90°) и прямого соединения (180°). Переменное быстрое исправление позволяет даже создавать более динамичные формы, например кадры с углом 135° или 80°.
Арт. № 56 01 1402 Z
https://www.aluvision.com/application/files/1014/8164/5920/main_image_quickfixset.jpg
Набор Quickfix T21/4 90° H Z
Набор Quickfix T21/4 90° H Z
Ссылка № 56 03 1403 Z
https://www. aluvision.com/application/files/8914/9425/3574/main_image_quickfix_set_T21-4_900_H_Z.jpg
aluvision.com/application/files/8914/9425/3574/main_image_quickfix_set_T21-4_900_H_Z.jpg
Набор Quickfix T21/4 rot H Z
Набор Quickfix T21/4 rot H Z
Ссылка № 56 09 1403 Z
https://www.aluvision.com/application/files/1915/0123/3879/main_image_quickfix_set_T21-4_rot_H_Z.jpg
Укладчик рам K
Укладчик рам K
Входит в стандартную упаковку рам, дополнительные детали можно заказать отдельно.
Арт. № 64 02 0001 К
https://www.aluvision.com/application/files/5015/6890/1874/main_image_frame_stacker.jpg
Штифт D30/M6 C
Штифт D30/M6 C
Ссылка № 55 01 0002 С
https://www. aluvision.com/application/files/7315/0123/3873/main_image_pin_D30-M6_C.jpg
aluvision.com/application/files/7315/0123/3873/main_image_pin_D30-M6_C.jpg
Штифт D30/M6 LS A
Штифт D30/M6 LS A
Ссылка № 55 01 0006 А
https://www.aluvision.com/application/files/5815/0157/6675/main_image_pin_D30-M6_LS_A.jpg
Штифт D30/M6 LS C
Штифт D30/M6 LS C
Ссылка № 55 01 0007 С
https://www.aluvision.com/application/files/9015/0157/6675/main_image_pin_D30-M6_LS_C.jpg
Штифт D30/M6 фиксированный A
Штифт D30/M6 фиксированный A
Ссылка № 55 01 0003 А
https://www.aluvision. com/application/files/1615/0157/6674/main_image_pin_D30-M6_fix_A.jpg
com/application/files/1615/0157/6674/main_image_pin_D30-M6_fix_A.jpg
Соединение 1P LS30 A
Соединение 1P LS30 A
Ссылка № 55 01 0005 А
https://www.aluvision.com/application/files/6915/0157/6650/main_image_connection_1P_LS30_A.jpg
Соединение 2P var LS30 C
Соединение 2P вар LS30 C
Ссылка № 55 02 1103 С
https://www.aluvision.com/application/files/4915/0157/6652/main_image_connection_2P_var_LS30_C.jpg
Крепление штифтом D30 M8x70 A
Штифт D30 крепления M8x70 A
Ссылка № 55 00 9001 А
https://www. aluvision.com/application/files/6115/0157/6673/main_image_pin_D30_fixation_M8x70__A.jpg
aluvision.com/application/files/6115/0157/6673/main_image_pin_D30_fixation_M8x70__A.jpg
Устройство быстрой затяжки LS D30 A
Устройство быстрой затяжки LS D30 A
Ссылка № 51 16 0130 А
https://www.aluvision.com/application/files/1615/6890/5480/main_image_quick_tightener_ls_d30_a.jpg
Рамный зажим Basic-55 D30 в G
Зажим для рамы Basic-55 D30 в G
Ссылка № 59 06 0804 G
https://www.aluvision.com/application/files/2815/0157/6641/main_image_Basic-55_frame_clamp_D30_in_G.jpg
Basic-55 зажим для рамы D30 вне G
Струбцина рамы Basic-55 D30 вне G
Ссылка № 59 06 0805 G
https://www. aluvision.com/application/files/6515/0157/6645/main_image_Basic-55_frame_clamp_D30_out_G.jpg
aluvision.com/application/files/6515/0157/6645/main_image_Basic-55_frame_clamp_D30_out_G.jpg
Basic-55 Зажим для рамы Premium 180° T90° I
Зажим для рамы Basic-55 Premium 180° T90° I
Ссылка № 59 06 3201 I
https://www.aluvision.com/application/files/9715/0157/6650/main_image_Basic-55_Premium_1800_frame_clamp_T900_I.jpg
Basic-55 Зажим для рамы Premium 90° T90° I
Зажим для рамы Basic-55 Premium 90° T90° I
Ссылка № 59 06 3202 I
https://www.aluvision.com/application/files/3115/0157/6646/main_image_Basic-55_Premium_900_frame_clamp_T900_I.jpg
Зажим для рамы Basic-55 D30 T90° I
Зажим для рамы Basic-55 D30 T90° I
Ссылка № 59 06 0803 I
https://www. aluvision.com/application/files/3915/0157/6647/main_image_Basic-55_frame_clamp_D30_T900_I.jpg
aluvision.com/application/files/3915/0157/6647/main_image_Basic-55_frame_clamp_D30_T900_I.jpg
Primus
Примус
Полкодержатель для каркасных систем. Доступны размеры 25 см, 35 см и 45 см. Легко крепится в отверстия на внутренней стороне профиля.
Арт. № 61 02 2503 G (25 см)
Арт. № 61 02 3504 G (35 см)
Арт. № 61 02 4503 G (45 см)
https://www.aluvision.com/application/files/6814/8164/1009/main_image_primus.jpg
Примус Дуо 350 G
Примус Дуо 350 G
Ссылка № 61 02 3505 G
https://www.aluvision.com/application/files/1015/0157/6682/main_image_primus_duo_350_G.jpg
Сервер 30° П/Л
Сервер 30° П/Л
Эти серверные полки легко вставляются в отверстия. Может использоваться в сочетании с серверной полкой для демонстрации брошюр или каталогов.
Может использоваться в сочетании с серверной полкой для демонстрации брошюр или каталогов.
Вес: 0,3 кг
Арт. № 61 03 3103 G
https://www.aluvision.com/application/files/8114/8164/1145/main_image_server.jpg
Серверная полка G
Серверная полка G
Доступны размеры 496 мм и 992 мм
Арт. № 62 03 0489 G
https://www.aluvision.com/application/files/4815/3485/9756/main_image_servershelf.jpg
Покупатель
Покупатель
Полкодержатель для рам Omni-55. Поскольку шопперы крепятся в тканевый паз профиля, нет необходимости резать панели или ткань. Покупатели могут быть перемещены в любое время. В наличии 25 см и 35 см.
В наличии 25 см и 35 см.
Реф. № 61 09 2503 G (25 см)
Ref. № 61 09 3503 G (35 см)
https://www.aluvision.com/application/files/3515/2630/2947/main_image_shopper.jpg
Машинка для стрижки
Машинка для стрижки
Полкодержатель для стеклянных панелей. Совместим с Omni-55 и Omni-55+. Вставляется в тканевую прорезь. Машинку для стрижки можно переставить в любое время.
Вес: 0,24 кг
Арт. № 61 10 0101 G
https://www.aluvision.com/application/files/1614/8164/0541/main_image_clipper.jpg
Держатель папки D30 G
Держатель папки D30 G
Подставка для брошюр формата А4 изготовлена из акрилового стекла и может быть легко прикреплена к панели.
Реф. № 61 04 3001 G
https://www.aluvision.com/application/files/7414/8163/7160/main_image_folderholder.jpg
Панельный зажим D30-3 A
Панельный зажим D30-3 A
Ссылка № 58 03 0801 А
https://www.aluvision.com/application/files/8115/0106/9098/main_image_panel_clamp_D30-3_A.jpg
Панельный зажим D30-6 A
Панельный зажим D30-6 A
Ссылка № 58 06 0801 А
https://www.aluvision.com/application/files/8115/0106/9097/main_image_panel_clamp_D30-6_A.jpg
Панельный зажим D30-8 A
Панельный зажим D30-8 A
Ссылка № 58 08 0801 А
https://www. aluvision.com/application/files/2615/0106/9104/main_image_panel_clamp_D30-8_A.jpg
aluvision.com/application/files/2615/0106/9104/main_image_panel_clamp_D30-8_A.jpg
Штанга для одежды
Штанга для одежды
Доступны разные размеры.
Арт. № 62 07 0496 С
https://www.aluvision.com/application/files/5115/0157/6649/main_image_clothes_rod.jpg
Крепление для монитора VESA
Крепление для монитора VESA
Крепление монитора VESA-8 представляет собой монтажную опору из оцинкованной стали для использования в сочетании с рамами Basic-55, Omni-55 или Omni-55+ шириной 992 мм. Изделие состоит из двух отдельных частей, что позволяет ему открываться и зацепляться за перфорацию рамы без использования каких-либо инструментов. Крепление монитора находится непосредственно за тканевой или жесткой панелью, а расположение отверстий VESA обеспечивает простую и быструю фиксацию любого типа монитора. Некоторые прорези были заменены отверстиями диаметром 6 мм, которые идеально совпадают со стандартной перфорацией системы. Они позволяют прикрепить горизонтальную раму, служащую элементом столешницы или потолка.
Некоторые прорези были заменены отверстиями диаметром 6 мм, которые идеально совпадают со стандартной перфорацией системы. Они позволяют прикрепить горизонтальную раму, служащую элементом столешницы или потолка.
Реф. № 65 10 0803 Z
https://www.aluvision.com/application/files/7115/3485/9655/main_image_monitormountVESA.jpg
Крепление для монитора Basic-55 A3 G
Крепление для монитора Basic-55 A3 G
Ссылка № 65 10 0801 G
https://www.aluvision.com/application/files/1515/0157/6644/main_image_Basic-55_A3_monitor_mount_G.jpg
Монтажный комплект
Монтажный комплект
Монтажный набор Aluvision Basic A3 — это небольшой, но очень полезный аксессуар, совместимый с Omni-55, Omni-55+ и Basic-55. Легко прикрепите деревянную панель через отверстия кронштейна рамы и прикрепите любой предмет через ткань или панели к раме, например, экраны или другие предметы.
Легко прикрепите деревянную панель через отверстия кронштейна рамы и прикрепите любой предмет через ткань или панели к раме, например, экраны или другие предметы.
Артикул 65 10 0804 Z
https://www.aluvision.com/application/files/7815/3485/9693/main_image_mountingset.jpg
Арматура потолка D1,18 Z
D1,18 Армирование потолка Z
Ссылка № 65 16 3001 Z
https://www.aluvision.com/application/files/8415/0157/6656/main_image_D118_ceiling_reinforcement_Z.jpg
Армирование потолка D30 B
Армирование потолка D30 B
Ссылка № 65 16 3002 B
https://www.aluvision.com/application/files/6015/0609/0036/main_image_ceiling_reinforcement. jpg
jpg
Трубка D30/27 A1 /м A
Трубка D30/27 A1 /м A
Ссылка № 11 431 А
https://www.aluvision.com/application/files/5415/0116/7127/main_image_tube_D30-27_A1.jpg
Трубка D30/27 90°C
Трубка D30/27 90° C
Доступны разные размеры.
Арт. № 52 01 0125 С
https://www.aluvision.com/application/files/9415/0116/7125/main_image_tube_D30-27_900_C.jpg
Конус для крепления к стене D30 A
Конус для крепления к стене D30 A
Ссылка № 57 30 0101 А
https://www. aluvision.com/application/files/7015/0148/7444/main_image_wall_fixation_cone_D30_A.jpg
aluvision.com/application/files/7015/0148/7444/main_image_wall_fixation_cone_D30_A.jpg
Трубка с зажимным кольцом D30 A
Трубка зажимного кольца D30 A
Ссылка № 54 30 0101 А
https://www.aluvision.com/application/files/7815/0148/7430/main_image_clamp_ring_tube_D30_A.jpg
Вставка D30/27 M6 X
Вставка D30/27 M6 X
Ссылка № 5905 0701 Х
https://www.aluvision.com/application/files/7014/8403/2071/main_image_insertD30.jpg
Комплект планок D30 A
Комплект планок D30 A
Доступны разные размеры
Ref. № 63 07 0490 А
https://www. aluvision.com/application/files/9515/0157/6669/main_image_Panel_strip_set_D30_A.jpg
aluvision.com/application/files/9515/0157/6669/main_image_Panel_strip_set_D30_A.jpg
Полоса панели
Полоса панели
Панельная полоса представляет собой эстетичный разделительный профиль, который можно использовать на рамах Omni-55 и Basic-55, чтобы создать впечатление, что рама действительно существует из нескольких рамок меньшего размера. Профиль делит площадь поверхности, которая обычно покрывается одной панелью, на более мелкие части, покрытые панелями меньшего размера. Профиль имитирует границу между двумя рамами. Полоса Panel может регулироваться по высоте и может использоваться для создания как симметричных, так и идеально модульных панелей. При разделении каркаса на более мелкие модульные размеры размер панели остается стандартным модульным размером. Панельная полоса может использоваться для создания архитектурных узоров в более крупных рамных конструкциях, где используются панели.
0,46 кг/м
20×31 мм
Арт. № 63 06 0490 А
https://www.aluvision.com/application/files/6714/8068/3637/pi_panelstrip.png
https://www.aluvision.com/application/files/6915/3485/6577/main_image_panel_strip.jpg
Комплект для соединения планок D30 Z
Набор для соединения панельных планок D30 Z
Ссылка № 56 10 3501 Z
https://www.aluvision.com/application/files/6214/9391/0537/main_image_Panel_strip_joining_set_D30_Z.jpg
База V1
База V1
Основание для отдельно стоящих дисплеев или для поддержки стены. Крепится к нижней части рамы.
Вес: 24,19 кг
Арт. № 49 05 0201 G
№ 49 05 0201 G
https://www.aluvision.com/application/files/3214/8163/9389/main_image_baseV1.jpg
База V2 G
База V2 G
Ссылка № 49 05 0202 G
https://www.aluvision.com/application/files/3815/0157/6640/main_image_base_v2.jpg
База V3 G
База V3 G
Ссылка № 49 09 0203 G
https://www.aluvision.com/application/files/4415/0108/1332/main_image_base_V3.jpg
База V4 G
База V4 G
Ссылка № 4909 0204 Г
https://www.aluvision.com/application/files/2815/0108/1342/main_image_base_V4_G. jpg
jpg
База V5 G
База V5 G
Ссылка № 49 09 0205 G
https://www.aluvision.com/application/files/6115/0108/1339/main_image_base_V5_G.jpg
База Z1
База Z1
Основание для отдельно стоящих дисплеев или для поддержки стены. Крепится к боковым сторонам рамы.
Арт. № 49 05 0101 G
https://www.aluvision.com/application/files/8214/8163/9388/main_image_baseZ1.jpg
База Z4 G
База Z4 G
Ссылка № 49 01 0304 G
https://www.aluvision.com/application/files/9215/0148/9092/main_image_base_Z4_g. jpg
jpg
База Z5
База Z5
Основание для отдельно стоящих дисплеев или для поддержки стены. Крепится к боковым сторонам рамы.
Реф. № 49 05 0105 G
https://www.aluvision.com/application/files/5314/8163/9391/main_image_baseZ5.jpg
Фиксатор основания 3 мм A
Крепление к основанию 3 мм A
Ссылка № 63 01 0001 А
https://www.aluvision.com/application/files/9115/0106/9094/main_image_base_fix_3mm_A.jpg
Базовый зажим D30 A
Базовый зажим D30 A
Ссылка № 59 04 0801 А
https://www. aluvision.com/application/files/2715/6890/5438/main_image_base_clamp_d30_a.jpg
aluvision.com/application/files/2715/6890/5438/main_image_base_clamp_d30_a.jpg
Регулируемая ножка D30-M8 B
Регулируемая ножка D30-M8 B
Максимум. высота: 50 мм
Мин. высота: 0 мм
Длина: 125 мм
Арт. № 45 08 0801 B
https://www.aluvision.com/application/files/7915/0609/1556/main_image_adjustablefoot.jpg
Шайба
Шайба
Этот управляемый осветительный прибор затмевает все другие осветительные приборы своим ультрасовременным дизайном и первоклассной светодиодной технологией. Семь высокопроизводительных светодиодов размещены в ультратонкой алюминиевой внешней оболочке, которая служит как корпусом современного светильника, так и теплообменником. Арматура совместима с любой интеллектуальной системой. Установка проста: просто подключи и играй! Опаловая линза, специально разработанная для Puck, преломляет свет таким образом, что вся поверхность равномерно освещена. Puck доступен как в классической версии Puck с головкой, зафиксированной под углом 25°, так и в версии Puck flex, в которой невидимый шарнир в оболочке позволяет изменять фокус гибкой шайбы, что обеспечивает точное освещение. Выбор теплого или холодного белого света позволит любому объекту выделиться еще больше. Этот полезный мобильный осветительный прибор поставляется в прочном и практичном корпусе, который подходит для 10 Pucks и их аксессуаров.
Арматура совместима с любой интеллектуальной системой. Установка проста: просто подключи и играй! Опаловая линза, специально разработанная для Puck, преломляет свет таким образом, что вся поверхность равномерно освещена. Puck доступен как в классической версии Puck с головкой, зафиксированной под углом 25°, так и в версии Puck flex, в которой невидимый шарнир в оболочке позволяет изменять фокус гибкой шайбы, что обеспечивает точное освещение. Выбор теплого или холодного белого света позволит любому объекту выделиться еще больше. Этот полезный мобильный осветительный прибор поставляется в прочном и практичном корпусе, который подходит для 10 Pucks и их аксессуаров.
Мощность: 16 Вт
Световой поток: 1400 лм
Доступны цвета: холодный белый (5000 K) и теплый белый (3000 K)
Артикул 700 0212 0016 G
https://www.aluvision.com/application/files/9114/8164/4265/pi_puck.png
https://www. aluvision.com/application/files/4814/9448/8473/main_image_thepuck.jpg
aluvision.com/application/files/4814/9448/8473/main_image_thepuck.jpg
Puck Flex
Шайба Flex
Этот управляемый осветительный прибор затмевает все другие осветительные приборы своим ультрасовременным дизайном и первоклассной светодиодной технологией. Семь высокопроизводительных светодиодов размещены в ультратонкой алюминиевой внешней оболочке, которая служит как корпусом современного светильника, так и теплообменником. Арматура совместима с любой интеллектуальной системой. Установка проста: просто подключи и играй! Опаловая линза, специально разработанная для Puck, преломляет свет таким образом, что вся поверхность равномерно освещена. Puck доступен как в классической версии Puck с головкой, зафиксированной под углом 25°, так и в версии Puck Flex, в которой невидимый шарнир в оболочке позволяет изменять фокус Puck Flex, что обеспечивает точное освещение. Выбор теплого или холодного белого света позволит любому объекту выделиться еще больше. Этот полезный мобильный осветительный прибор поставляется в прочном и практичном корпусе, который подходит для 10 Pucks и их аксессуаров.
Выбор теплого или холодного белого света позволит любому объекту выделиться еще больше. Этот полезный мобильный осветительный прибор поставляется в прочном и практичном корпусе, который подходит для 10 Pucks и их аксессуаров.
Цвет:
– теплый белый: 3000 К, 1400 лм, 16 Вт
– холодный белый: 5000 К, 1500 лм, 16 Вт
Арт. № 700 0219 0016 G
https://www.aluvision.com/application/files/3214/8164/4264/pi_puckflex.png
https://www.aluvision.com/application/files/8214/9448/8553/main_image_thepuckflex.jpg
Соединитель адаптера шайбы D30 A
Соединитель адаптера шайбы D30 A
Ссылка № 65 08 0802 Z
https://www.aluvision.com/application/files/5914/9449/4124/main_image_Puck_adaptor_connector_D30_A. jpg
jpg
Крепление штифтом D30 M6x120 A
Крепление штифтом D30 M6x120 A
Ссылка № 55 00 9003 А
https://www.aluvision.com/application/files/1815/0157/6671/main_image_pin_D30_fixation_M6x120__A.jpg
Двойной соединитель G
Соединитель шайбы двойной G
Ссылка № 65 08 0002 G
https://www.aluvision.com/application/files/5514/8250/3568/main_image_puckconnectordoubleG.jpg
Универсальный соединитель G
Соединитель универсальный G
Ссылка № 65 08 0001 G
https://www.aluvision.com/application/files/6214/9449/3640/main_image_puck_connector_universal_G. jpg
jpg
Точечный светодиодный дисплей
Пятно светодиодного дисплея
Этот светодиодный дисплей легко подключается практически ко всем системам Aluvision и имеет превосходную светоотдачу.
Световой поток: 2600 лм
Мощность: 25 Вт
Напряжение: 100–240 В переменного тока (внутренний драйвер)
Цветовая температура: холодный белый (5700 K)
Арт. № 700 0252 0025 G (ЕС)
Арт. № 700 0254 0025 G (Великобритания)
https://www.aluvision.com/application/files/7115/6526/2164/main_image_LED_display_spot.jpg
Разъем для подключения дисплея D30 A
Разъем дисплея D30 A
Ссылка № 65 08 0801 А
https://www. aluvision.com/application/files/4515/6526/2247/main_image_display_spot_connector_D30_A.jpg
aluvision.com/application/files/4515/6526/2247/main_image_display_spot_connector_D30_A.jpg
Крючок на липучке 25 мм
Крючок на липучке 25 мм
Использовать только для заполнения стен. Желательно приклеить на раму.
Ширина: 25 мм
Полный рулон: 25 м
Арт. № 66 01 2525 G
https://www.aluvision.com/application/files/1014/8163/8888/main_image_velcro_tape_hook_25mm.jpg
Петля на липучке 10 мм
Петля на липучке 10 мм
Желательно приклеить на раму.
Ширина: 10 мм
Полный рулон: 25 м
Арт. № 66 02 2510 G
https://www.aluvision.com/application/files/7515/0105/9133/main_image_velcro_tape_loop. jpg
jpg
3M Thin Duallock 25 мм /рулон 46 м K
3M Thin Duallock 25мм /рулон 46м K
Используется для заполнения потолков и изогнутых заполнений. Приклеен к раме и заполнению.
Арт. № 66 03 4625 К
https://www.aluvision.com/application/files/7815/0108/1330/main_image_3M_thin_duallock.jpg
Алювибонд
Алювибонд
Aluvibond представляет собой высококачественную композитную панель толщиной 3 мм с алюминиевой поверхностью как спереди, так и сзади. Панель доступна в белом и черном цветах и обрезается по размеру компанией Aluvision. Толщина алюминиевого слоя такова, что панель можно согнуть.
Цвета: черный (+/- RAL9005) и белый (+/- RAL9016)
Толщина панели: 3 мм
Максимальный размер панели: 1500 x 3000 мм
Глянец: 40% (обе стороны)
Отделка: 2×0,2 мм алюминий
Арт.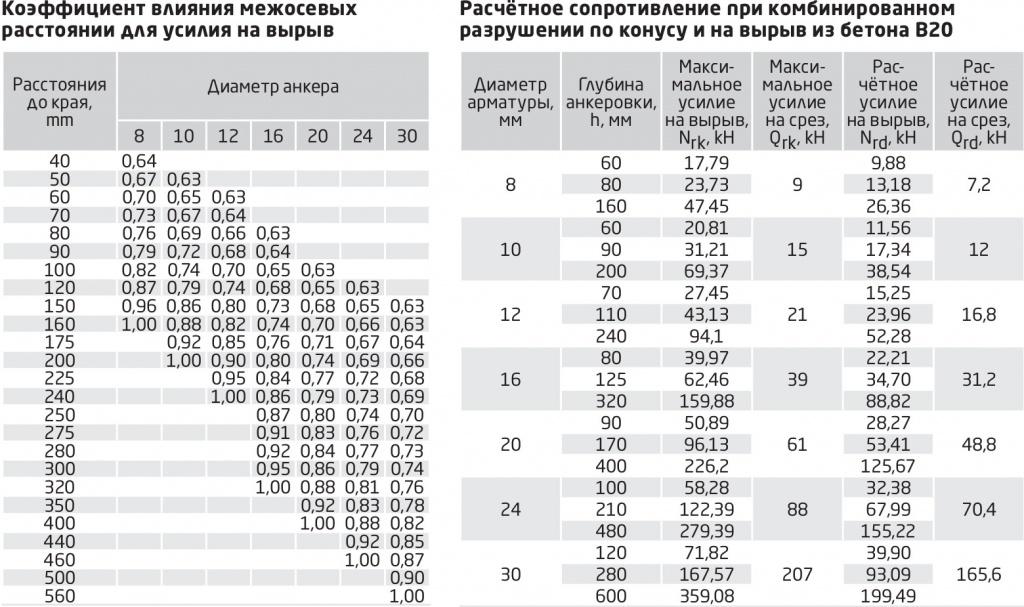 № 67 02 0030 Ч/Б
№ 67 02 0030 Ч/Б
https://www.aluvision.com/application/files/3114/8363/2991/di_aluvibond_2.png
https://www.aluvision.com/application/files/8615/2328/5062/main_image_aluvibonddd.jpg
Силиконовый шарик 15*3 /м K
Шарик силиконовый 15*3 /м K
https://www.aluvision.com/application/files/7215/0116/4299/main_image_siliconbead.jpg
Quicktool
Квиктул
Этот универсальный аксессуар можно использовать по-разному. Quicktool поможет вам вставить ткань в слот для ткани, легко вынуть панели dibond из каждой рамы и ослабить крышку Omni или основную крышку с каждой рамы.
Вес: 0,08 кг
Размер: 125×104 мм
Арт. № 64 04 0002 К
№ 64 04 0002 К
https://www.aluvision.com/application/files/8815/1853/1783/main_image_quicktool.jpg
Крышка Omni-55 R437-90°
Крышка Omni-55 R437-90°
Ссылка № 63 04 0006 А
https://www.aluvision.com/application/files/4415/0609/1414/main_image_omni-55curvedcover.jpg
Сом: Таблица веса | Департамент охраны природы Миссури
Департамент охраны природы Миссури
Департамент охраны природы штата Миссури
Тело
Поймать большого сома Миссури? Используйте эту таблицу, чтобы оценить, сколько весит голубой или плоскоголовый сом.
| Общая длина (дюймы) от кончика рта до конца хвоста; рот закрыт, а хвостовые доли прижаты друг к другу | Синий сом Ожидаемый вес (фунты) | Плоскоголовый сом Ожидаемый вес (фунты) |
|---|---|---|
| 15,0 | 1,04 | 1,37 |
| 15,5 | 1,16 | 1,52 |
| 16,0 | 1,29 | 1,68 |
| 16,5 | 1,43 | 1,85 |
| 17,0 | 1,58 | 2,03 |
| 17,5 | 1,75 | 2,22 |
| 18,0 | 1,92 | 2,42 |
| 18,5 | 2. 10 10 | 2,64 |
| 19,0 | 2,30 | 2,87 |
| 19,5 | 2,51 | 3.11 |
| 20,0 | 2,73 | 3,37 |
| 20,5 | 2,97 | 3,64 |
| 21,0 | 3,22 | 3,93 |
| 21,5 | 3,48 | 4,22 |
| 22,0 | 3,76 | 4,54 |
| 22,5 | 4,05 | 4,87 |
| 23,0 | 4,36 | 5,22 |
| 23,5 | 4,69 | 5,58 |
| 24,0 | 5,03 | 5,96 |
| 24,5 | 5,39 | 6,36 |
| 25,0 | 5,77 | 6,77 |
| 25,5 | 6,16 | 7,20 |
| 26,0 | 6,58 | 7,65 |
| 26,5 | 7.01 | 8.12 |
| 27,0 | 7,46 | 8,61 |
| 27,5 | 7,94 | 9. 12 12 |
| 28,0 | 8,43 | 9,65 |
| 28,5 | 8,94 | 10.20 |
| 29,0 | 9,48 | 10,77 |
| 29,5 | 10.04 | 11,36 |
| 30,0 | 10,62 | 11,98 |
| 30,5 | 11.23 | 12,61 |
| 31,0 | 11,86 | 13,27 |
| 31,5 | 12,51 | 13,95 |
| 32,0 | 13.19 | 14,65 |
| 32,5 | 13,89 | 15.38 |
| 33,0 | 14,62 | 16.13 |
| 33,5 | 15,37 | 16,91 |
| 34,0 | 16.16 | 17,71 |
| 34,5 | 16,96 | 18,54 |
| 35,0 | 17,80 | 19,39 |
| 35,5 | 18,67 | 20,27 |
| 36,0 | 19,56 | 21.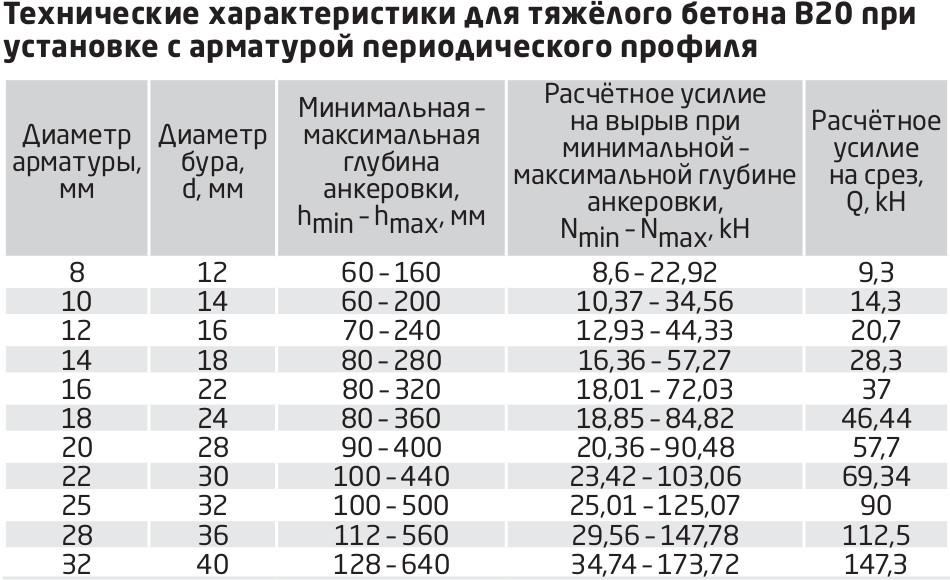 18 18 |
| 36,5 | 20,49 | 22.11 |
| 37,0 | 21,45 | 23.08 |
| 37,5 | 22,43 | 24.06 |
| 38,0 | 23,45 | 25.08 |
| 38,5 | 24,50 | 26.13 |
| 39.0 | 25,58 | 27.21 |
| 39,5 | 26,70 | 28.31 |
| 40,0 | 27,85 | 29,45 |
| 40,5 | 29.03 | 30,61 |
| 41,0 | 30,25 | 31,81 |
| 41,5 | 31,50 | 33.04 |
| 42,0 | 32,79 | 34,30 |
| 42,5 | 34.12 | 35,59 |
| 43,0 | 35,48 | 36,92 |
| 43,5 | 36,88 | 38,28 |
| 44,0 | 38,32 | 39,67 |
| 44,5 | 39,80 | 41. 10 10 |
| 45,0 | 41,32 | 42,56 |
| 45,5 | 42,87 | 44.06 |
| 46,0 | 44,47 | 45,59 |
| 46,5 | 46.11 | 47,16 |
| 47,0 | 47,80 | 48,76 |
| 47,5 | 49,52 | 50,40 |
| 48,0 | 51,29 | 52.08 |
| 48,5 | 53.10 | 53,80 |
| 49,0 | 54,96 | 55,55 |
| 49,5 | 56,86 | 57,34 |
| 50,0 | 58,81 | 59,17 |
| 50,5 | 60,80 | 61.04 |
| 51,0 | 62,84 | 62,95 |
| 51,5 | 64,93 | 64,90 |
| 52,0 | 67,06 | 66,90 |
| 52,5 | 69,25 | 68,93 |
| 53,0 | 71,48 | 71,00 |
| 53,5 | 73,77 | 73,12 |
| 54,0 | 76. 10 10 | 75,28 |
| 54,5 | 78,49 | 77,48 |
| 55,0 | 80,93 | 79,72 |
| 55,5 | 83,42 | 82.01 |
| 56,0 | 85,96 | 84,34 |
| 56,5 | 88,56 | 86,72 |
| 57,0 | 91.21 | 89,15 |
| 57,5 | 93,92 | 91,61 |
| 58,0 | 96,69 | 94.13 |
| 58,5 | 99,51 | |
| 59,0 | 102,38 | |
| 59,5 | 105,32 | |
| 60,0 | 108,31 |
- Данные о голубом сомике основаны на 2228 голубых сомах штата Миссури
- Данные о плоскоголовых сомах основаны на данных о 6459 плоскоголовых сомах штата Миссури
+ подробнее – показать меньше
Воспроизводимая цифровая реставрация окаменелостей с помощью Blender
Введение
Ископаемые кости позвоночных редко сохраняются в их положениях in vivo ; а отдельные кости часто деформируются, ломаются, замещаются или изнашиваются в результате процессов окаменения, диагенеза и эрозии. Изучение этих посмертных факторов занимает центральное место в области тафономии (Behrensmeyer et al., 2000) и диагенеза костей (Saitta et al., 2019).; Ферретти и др., 2021). Даже обращение с окаменелостями во время раскопок, подготовки и изучения иногда может непреднамеренно изменить и повредить их. В 19-м и 20-м веках методы, используемые для устранения посмертных изменений костей и скелетов, включали графические реконструкции, физическое восстановление костей (иногда с помощью трудноудаляемого гипса или смолы) и установку оригинальных костей с металлическим каркасом или ложной матрицей. .
Изучение этих посмертных факторов занимает центральное место в области тафономии (Behrensmeyer et al., 2000) и диагенеза костей (Saitta et al., 2019).; Ферретти и др., 2021). Даже обращение с окаменелостями во время раскопок, подготовки и изучения иногда может непреднамеренно изменить и повредить их. В 19-м и 20-м веках методы, используемые для устранения посмертных изменений костей и скелетов, включали графические реконструкции, физическое восстановление костей (иногда с помощью трудноудаляемого гипса или смолы) и установку оригинальных костей с металлическим каркасом или ложной матрицей. .
На рубеже 21-го века достижения в области срезов, компьютерной томографии (КТ), поверхностного лазерного сканирования и фотограмметрии произвели революцию в восстановлении окаменелостей. Новые методы, такие как «вибрационная спектроскопия», дополняют наше понимание сохранения и модификации окаменелых тканей (Schopf et al., 2005; Gutiérez-Garcia et al., 2015; Marshall and Marshall, 2015). Цифровые изображения получают с помощью все более совершенных методов сканирования, которые фиксируют как внешнюю, так и внутреннюю морфологию окаменелостей, которые затем можно обрабатывать в цифровом виде для графического восстановления, артикуляции скелета, анимации перемещения или движения сустава, проверки других биомеханических гипотез in silico (например, исследование напряжения/деформации с помощью анализа методом конечных элементов) и физическое масштабируемое воспроизведение (Lautenschlager, 2016a; Lautenschlager, 2016b; Lautenschlager, 2017; Kambic et al. , 2017; Vidal et al., 2020). В совокупности эти методы, называемые «виртуальной палеонтологией» (Cunningham et al., 2014; Sutton et al., 2014; Sutton et al., 2017), изменили характер данных и аналитических инструментов, доступных палеонтологам, заинтересованным в реконструкции скелета Морфология и функции вымерших видов.
, 2017; Vidal et al., 2020). В совокупности эти методы, называемые «виртуальной палеонтологией» (Cunningham et al., 2014; Sutton et al., 2014; Sutton et al., 2017), изменили характер данных и аналитических инструментов, доступных палеонтологам, заинтересованным в реконструкции скелета Морфология и функции вымерших видов.
Терминология и этапы цифровой реставрации
По мере увеличения количества методов и пакетов программного обеспечения для цифровой визуализации и модификации окаменелостей (Cunningham et al., 2014; Sutton et al., 2014; Sutton et al., 2017), также термины, описывающие эти манипуляции. Мы адаптировали многие из этих терминов, чтобы они лучше соответствовали нашему рабочему процессу, и предоставили определения (таблица 1; рисунок 1). Обратите внимание, что наш рабочий процесс сосредоточен на редактировании сетки поверхности одного ископаемого. Цифровая реставрация — это полный набор методов, применяемых к цифровому сканированию окаменелости, чтобы обратить вспять эффекты тафономии и восстановить ее исходное состояние in vivo . После оцифровки можно выделить три этапа цифровой реставрации: оконтуривание, ретродеформация и реконструкция (рис. 1). Поскольку оцифровка не связана с цифровым изменением окаменелости, она не подлежит реставрации. Оцифровка и оконтуривание выполняются последовательно. Как правило, ретродеформация и реконструкция также происходят последовательно, и реконструкция часто рассматривается как заключительный и наиболее интерпретативный этап цифровой реставрации. Аналогичный рабочий процесс недавно был описан для восстановления черепа (Moya-Costa et al., 2019).), хотя этапы не были названы.
После оцифровки можно выделить три этапа цифровой реставрации: оконтуривание, ретродеформация и реконструкция (рис. 1). Поскольку оцифровка не связана с цифровым изменением окаменелости, она не подлежит реставрации. Оцифровка и оконтуривание выполняются последовательно. Как правило, ретродеформация и реконструкция также происходят последовательно, и реконструкция часто рассматривается как заключительный и наиболее интерпретативный этап цифровой реставрации. Аналогичный рабочий процесс недавно был описан для восстановления черепа (Moya-Costa et al., 2019).), хотя этапы не были названы.
ТАБЛИЦА 1 . Определение терминов, используемых в этой статье для процесса цифровой реставрации окаменелости.
РИСУНОК 1 . Схематическая блок-схема, детализирующая этапы цифровой реставрации с использованием терминологии из Таблицы 1. Любая точка входа для оцифровки создает трехмерную сетку поверхности, которая затем подвергается ретродеформации и реконструкции.
Оцифровка (также называемая «оцифровкой»; Moya-Costa et al., 2019) инициирует трехмерную цифровую реставрацию путем преобразования окаменелости в цифровую форму с использованием методов проникающего сканирования на основе срезов (Cunningham et al., 2014; Sutton et al., 2014; Lautenschlager, 2016a; Lautenschlager, 2016b; Lautenschlager, 2017; Sutton et al. ., 2017) или методы сканирования поверхности на основе света (Díez Díaz et al., 2021). В результате этих процессов создаются цифровые 3D-файлы различных форматов, на которые влияют настройки или параметры во время сканирования.
Оборудование и параметры (метаданные), используемые при КТ, должны быть задокументированы и доступны (Davies et al., 2017), как это сейчас принято (например, Morphosource; Boyer et al., 2016).
Очерчивание включает в себя отображение цифрового окаменелости для создания трехмерной модели сетки, чаще всего в форматах файлов STL, PLY или OBJ. Создание цифровой модели включает в себя сегментацию или редактирование цифровой окаменелости для выделения и отображения интересующего трехмерного объема. Эта первоначальная цифровая модель сохраняет ключевой момент цифровой реставрации — оригинальную окаменелость в том виде, в каком она была отсканирована и извлечена. Он документирует начальную точку, позволяя визуально сравнивать и количественно оценивать изменения, сделанные на последних двух этапах цифровой реставрации. Однако лишь в редких случаях эта первоначальная цифровая модель палеонтологических образцов документируется и становится доступной (Davies et al., 2017). Интернет-репозитории, такие как Morphosource (https://www.morphosource.org) или DataDryad (https://datadryad.org), предоставляют доступ к файлам компьютерной томографии и поверхностной сетки и становятся стандартом открытой научной практики, включающей трехмерное изображение ископаемые и современные образцы.
Эта первоначальная цифровая модель сохраняет ключевой момент цифровой реставрации — оригинальную окаменелость в том виде, в каком она была отсканирована и извлечена. Он документирует начальную точку, позволяя визуально сравнивать и количественно оценивать изменения, сделанные на последних двух этапах цифровой реставрации. Однако лишь в редких случаях эта первоначальная цифровая модель палеонтологических образцов документируется и становится доступной (Davies et al., 2017). Интернет-репозитории, такие как Morphosource (https://www.morphosource.org) или DataDryad (https://datadryad.org), предоставляют доступ к файлам компьютерной томографии и поверхностной сетки и становятся стандартом открытой научной практики, включающей трехмерное изображение ископаемые и современные образцы.
В этой статье основное внимание уделяется документированию этапов цифровой реставрации, выполняемой на трехмерных сетках, — ретродеформации и реконструкции (таблица 1; рисунок 1). Реконструкция включает в себя цифровое добавление или вычитание из ископаемой сетки, включая заполнение трещин, добавление недостающих фрагментов и сглаживание. Ретродеформация первоначально была придумана для одноосной или многоосной деформации более простой морфологии панциря беспозвоночных в результате геологических процессов (Williams, 19).90). В настоящее время ретродеформация может быть автоматизирована для симметричных окаменелостей в программном обеспечении (например, R package Morpho ; Gunz et al., 2009; Schlager et al., 2018) или автоматизирована для окаменелостей с экземплярами (Gunz et al., 2009). . Напротив, более распространенный процесс ретродеформации, на котором мы сосредоточимся здесь, включает ручные манипуляции, которые не руководствуются симметрией или образцами. Эти манипуляции включают вращение, перемещение, масштабирование и/или искажение отдельных фрагментов окаменелостей, которые вместе составляют процесс ретродеформации. Манипуляции этого типа трудно зафиксировать и поэтому редко документируются. Здесь, используя в качестве примера окаменелые кости позвоночных, мы определяем ретродеформация , включающая перемещение, вращение, масштабирование и/или искажение фрагментов окаменелости для устранения посмертной деформации.
Ретродеформация первоначально была придумана для одноосной или многоосной деформации более простой морфологии панциря беспозвоночных в результате геологических процессов (Williams, 19).90). В настоящее время ретродеформация может быть автоматизирована для симметричных окаменелостей в программном обеспечении (например, R package Morpho ; Gunz et al., 2009; Schlager et al., 2018) или автоматизирована для окаменелостей с экземплярами (Gunz et al., 2009). . Напротив, более распространенный процесс ретродеформации, на котором мы сосредоточимся здесь, включает ручные манипуляции, которые не руководствуются симметрией или образцами. Эти манипуляции включают вращение, перемещение, масштабирование и/или искажение отдельных фрагментов окаменелостей, которые вместе составляют процесс ретродеформации. Манипуляции этого типа трудно зафиксировать и поэтому редко документируются. Здесь, используя в качестве примера окаменелые кости позвоночных, мы определяем ретродеформация , включающая перемещение, вращение, масштабирование и/или искажение фрагментов окаменелости для устранения посмертной деформации.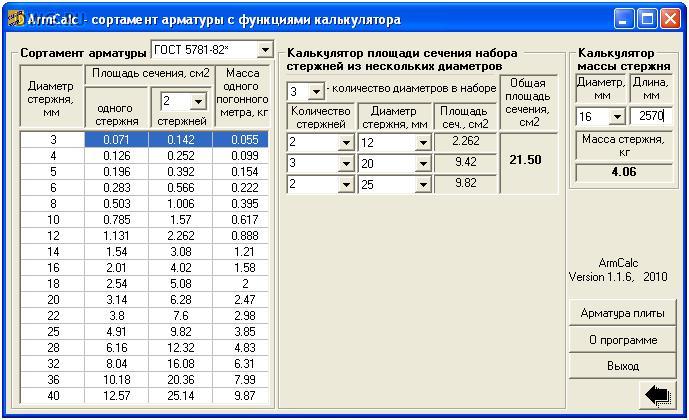
Цифровая реставрация с использованием
BlenderЗдесь мы используем каркасы в программном обеспечении Blender для записи движений сломанных частей («фрагментов») ископаемых костей (рис. 2) во время ретродеформации. Блендер может последовательно регистрировать изменение положения арматуры и находящейся над ней поверхностной сетки, что позволяет документировать и дополнительно анимировать процесс ретродеформации. Таким образом, основные этапы ретродеформации могут быть записаны и визуализированы. Кроме того, вращения и степень деформации (напряжения), возникшие во время ретродеформации, могут быть отображены визуально с помощью угловых дуг и двухцветной карты натяжения на окончательной 3D-модели соответственно.
РИСУНОК 2 . Ископаемые кости безымянного базального тиреофоранового динозавра из Нигера, использованные для цифровой реставрации. Правое среднее дорсальное ребро (J111) в (A) латеральном и (B) переднем видах, а также увеличенное изображение его дистального конца в (C) медиальном виде. Проксимальный конец находится наверху. Левая лобная кость (h200-3) в проекциях (D) сзади и (E) сбоку. Передний конец находится наверху. Фрагменты ребер пронумерованы и разделены линиями розового цвета; мелкие трещины показаны светло-серыми линиями. Стрелками отмечена мелкомасштабная трещиноватость, которая может немного увеличить диаметр ребра (нижняя стрелка). Фронтальные фрагменты пронумерованы и разделены серыми линиями. Недостающие части ограничены пунктирными линиями. Сокращения: ca, capitulum; если, межлобный шов; ш, вал; ту, туберкулёз. Масштабные линейки равны 1 см.
Проксимальный конец находится наверху. Левая лобная кость (h200-3) в проекциях (D) сзади и (E) сбоку. Передний конец находится наверху. Фрагменты ребер пронумерованы и разделены линиями розового цвета; мелкие трещины показаны светло-серыми линиями. Стрелками отмечена мелкомасштабная трещиноватость, которая может немного увеличить диаметр ребра (нижняя стрелка). Фронтальные фрагменты пронумерованы и разделены серыми линиями. Недостающие части ограничены пунктирными линиями. Сокращения: ca, capitulum; если, межлобный шов; ш, вал; ту, туберкулёз. Масштабные линейки равны 1 см.
Для реконструкции, последней фазы цифровой реставрации, с открытым исходным кодом Blender имеет многие из тех же инструментов «цифровой скульптуры», которые присутствуют в коммерческом программном обеспечении. Инструменты цифровой скульптуры часто используются для заполнения пробелов, добавления недостающих частей и сглаживания. В текущей практике изменения, сделанные во время цифровой реконструкции, сохраняются последовательно, и поэтому их невозможно отменить, кроме последних несохраненных итераций. Программное обеспечение Blender работает аналогично. Мы оставляем области реконструированной кости серым цветом в качестве дополнительной цветовой проекции на окончательную 3D-модель.
Программное обеспечение Blender работает аналогично. Мы оставляем области реконструированной кости серым цветом в качестве дополнительной цветовой проекции на окончательную 3D-модель.
При любой реставрации умеренной сложности две группы, работающие независимо друг от друга с одними и теми же образцами и сканами, вряд ли создадут точно такую же восстановленную модель (Krippner and Peterson, 2017; Moya-Costa et al., 2019) . Цель этой статьи — обеспечить прозрачность, документирование и воспроизводимость часто скрытого процесса цифровой реставрации в палеонтологии.
Материалы
Пример Окаменелости
Две кости, которые мы восстановили в ходе этого исследования, принадлежат безымянному мелкотелому бронированному динозавру (ранневетвящийся тиреофоран), который был раскопан в юрских горизонтах Нигера в 2000 г. (согласно PCS; окаменелости в коллекции Национального музея Бубу-Хама, Ниамей, Нигер). Окаменелости сохранились в виде разрозненных сплетений костей, которые были погребены вместе в прибрежных отложениях красного аргиллита в формации Тиурарен (Moody and Sutcliffe, 19). 91; Серено и др., 1994).
91; Серено и др., 1994).
После препарирования с помощью игольчатых тисков и аэрографа две кости были отсканированы в центре микроКТ (PaleoCT) в Чикагском университете (подробности сканирования см. в дополнении S1). Мы сегментировали кости с помощью Amira 2020.2 , чтобы создать одну триангулированную поверхностную сетку на кость (формат ASCII STL). Затем модели сетки были импортированы — одна кость на файл STL — в Blender .
Мелкозернистая, сжимаемая матрица из богатого железом (гематитового) ила, в который были заложены кости, и значительный возраст отложений давали широкие возможности во время и после фоссилизации для хрупкой деформации, смещения костных фрагментов с заполненными матрицей промежутками , набухание кости из-за мелкомасштабного перелома и пластическая деформация от сжимающих сил. Большая часть деформации является хрупкой, возникающей после того, как исходная кость потеряла большую часть или все свое органическое содержимое в процессе окаменения. Тонкие удлиненные кости, такие как ребра, особенно подвержены переломам. Некоторые переломы пересекаются другими, что позволяет предположить, что эти кости могут фиксировать несколько фаз перелома. Поверхности костей, которые были гладкими при жизни, такие как основные поверхности ребер, сохранились с текстурой, созданной движением фрагментов в диапазоне размеров. Мы выбрали дорсальное ребро из середины туловища (рис. 2А–С) и лобную кость черепа (рис. 2D, E), длина которых составляет 13,4 см и 4,2 см соответственно.
Тонкие удлиненные кости, такие как ребра, особенно подвержены переломам. Некоторые переломы пересекаются другими, что позволяет предположить, что эти кости могут фиксировать несколько фаз перелома. Поверхности костей, которые были гладкими при жизни, такие как основные поверхности ребер, сохранились с текстурой, созданной движением фрагментов в диапазоне размеров. Мы выбрали дорсальное ребро из середины туловища (рис. 2А–С) и лобную кость черепа (рис. 2D, E), длина которых составляет 13,4 см и 4,2 см соответственно.
Фрагменты и переломы
Для описания процесса ретродеформации мы разделили каждую кость на пронумерованные части, называемые «фрагментами», которые демонстрируют явные признаки движения от их исходного положения относительно соседних фрагментов. Движение фрагментов определяли по 92 103 смещенным краям 92 104 соседних фрагментов, все еще находящихся в контакте, и 92 103 заполненным матрицей промежуткам 92 104 между фрагментами, которые раздвинулись. Дорсальное ребро и лобная кость состоят из шести фрагментов, которые, по-видимому, сдвинулись как хрупкие части, а не в результате пластической деформации (рис. 2A, D).
2A, D).
Мелкие переломы, разделяющие отломки на более мелкие части (называемые «частями отломков»), не смещаются и не требуют ретродеформации. Незначительные неровности поверхности в некоторых из этих переломов могут быть устранены во время реконструкции путем сглаживания (например, повторного создания сетки).
Спинное ребро
Во время механической подготовки дорсального ребра несколько небольших зазоров были заполнены, а кусочки кости склеены вместе в тех местах, где они отделились во время очистки (рис. 2А–С). Поверхности переломов не зачищали, а соседние отломки сохраняли в законсервированном положении. Механическую ретродеформацию было слишком сложно осуществить, и поэтому кость осталась такой, какой она была изначально. Это общий предел ручной обработки расколотой или деформированной окаменелости.
Под стереомикроскопом и с помощью компьютерной томографии ребра имеют мало признаков пластической деформации, но значительные признаки хрупкой деформации, связанные с движением костных фрагментов. Имеется пять крупных переломов (розовые линии на рис. 2А), которые разделяют шесть пронумерованных фрагментов спинного ребра (рис. 2А, В). Движение при этих переломах наиболее подходит для цифровой реставрации. Движение отломков неравномерно и не в одном направлении, что лучше всего видно на передней проекции ребра (рис. 2Б). Некоторые из этих фрагментов разделены на более мелкие «фрагментарные части» переломами, не вызывающими значительного движения (светло-серые линии на рис. 2А). Поверхность на полпути вниз по стержню ребра показывает овальный вдавленный участок, где внутренняя губчатая кость стержня ребра разрушилась.
Имеется пять крупных переломов (розовые линии на рис. 2А), которые разделяют шесть пронумерованных фрагментов спинного ребра (рис. 2А, В). Движение при этих переломах наиболее подходит для цифровой реставрации. Движение отломков неравномерно и не в одном направлении, что лучше всего видно на передней проекции ребра (рис. 2Б). Некоторые из этих фрагментов разделены на более мелкие «фрагментарные части» переломами, не вызывающими значительного движения (светло-серые линии на рис. 2А). Поверхность на полпути вниз по стержню ребра показывает овальный вдавленный участок, где внутренняя губчатая кость стержня ребра разрушилась.
Спинное ребро также имеет небольшие трещины (рис. 2С). Эти мелкомасштабные трещины слишком малы и многочисленны, чтобы их можно было эффективно отделить и воссоединить. В совокупности они постепенно увеличивают объем кости, тип «взрывного» разрушения, который чаще всего происходит в аргиллитах под давлением. Наконец, в небольших щелях по изломам и вдоль тонких краев ребра имеется несколько участков отсутствующей кости, утраченных при допогребальной транспортировке и утраченных в результате повреждения при механической обработке хрупких краев.
Лобная кость
При механической обработке лобной кости несколько ее переломов были стабилизированы клеем, а фрагменты остались в том виде, в каком они были обнаружены. Исследование кости под стереомикроскопом и с помощью компьютерной томографии подтверждает наличие хрупкой деформации, связанной с движением костных фрагментов. Есть пять основных переломов, которые разделяют шесть пронумерованных фрагментов лобной кости (рис. 2D, E). Движение отломков, как и в случае с дорсальным ребром, неравномерно только в одном направлении. Мелкомасштабного перелома дорсального ребра нет. Две области сломанной кости указывают на недостающие фрагменты, которые присутствуют в других фронтальных образцах (пунктирные линии на рисунке 2D).
В отличие от дорсального ребра, лобная часть претерпела некоторую пластическую деформацию, о чем свидетельствует изогнутый контур межлобного шва в дорсальной проекции (рис. 2D). Этот шов обычно представляет собой прямой стреловидный шов с небольшими перемычками в дорсальной проекции. Другие менее полные лобные кости показывают типичный плоский медиальный край кости, который упирается в противоположную сторону по средней линии. Большая часть этой деформации, по-видимому, произошла во фрагментах 4–6 (рис. 2D).
Другие менее полные лобные кости показывают типичный плоский медиальный край кости, который упирается в противоположную сторону по средней линии. Большая часть этой деформации, по-видимому, произошла во фрагментах 4–6 (рис. 2D).
Методы
Модальности ретродеформации и реконструкции
Все модальности ретродеформации — перемещение, вращение, масштабирование и искажение — использовались при цифровой реставрации по крайней мере одной из описанных ископаемых костей. Для дорсального ребра ретродеформация включает поступательное и вращение фрагментов для устранения хрупкой деформации. Некоторые переломы требуют одновременного смещения и ротации для репозиции фрагментов в исходное положение, без смещенных краев или зазоров (рис. 2А, В). Небольшие переломы дорсального ребра заполнены очень тонкими слоями матрикса (рис. 2С), которые немного расширяют размеры кости во всех направлениях. Эти переломы могут быть устранены поэтапно немного уменьшает масштаб по всей кости.
Лобная кость, как и ребро, состоит из фрагментов, слегка смещенных (перемещенных, ротированных) (рис. 2D, E). Однако, в отличие от дорсального ребра, лобное имеет заметные признаки пластической деформации. Срединный межлобный шов, соединяющий противоположные левую и правую лобные кости черепа позвоночных, прямой при виде сверху. Он лишь постепенно отклоняется от сагиттальной плоскости. Другие частичные лобные кости этого динозавра из того же местонахождения имеют прямой/плоский межлобный шов. Однако шов на этом наиболее полном лобном участке имеет извилистую кривую при виде сверху (рис. 2D). Эта кривая, по-видимому, является результатом пластической деформации кости, деформации, наблюдаемой в других костях на этом месте. Для устранения этого искажения с целью выпрямления медиального края лобной кости требуется локальное пластическое изменение формы.
В дополнение к ретродеформации обе кости требуют реконструкции для завершения процесса восстановления . Три способа реконструкции достаточно различны: заполнение трещин требует минимума догадок; скульптурирование краев и отсутствующих частей включает аппроксимацию одной поверхности или края к другой и/или моделирование несохранившейся морфологии на основе сравнения с другими образцами; а сглаживание включает уменьшение или упрощение незначительных нарушений поверхности и артефактов, которые часто встречаются в окаменелостях. Точный рабочий процесс, необходимый для каждой кости, выглядит следующим образом:
Три способа реконструкции достаточно различны: заполнение трещин требует минимума догадок; скульптурирование краев и отсутствующих частей включает аппроксимацию одной поверхности или края к другой и/или моделирование несохранившейся морфологии на основе сравнения с другими образцами; а сглаживание включает уменьшение или упрощение незначительных нарушений поверхности и артефактов, которые часто встречаются в окаменелостях. Точный рабочий процесс, необходимый для каждой кости, выглядит следующим образом:
Рабочий процесс для дорсального ребра
Хрупкая ретродеформация путем перемещения и ротации фрагментов была реализована, начиная с проксимального конца кости (фрагмент 1) и затем последовательно перемещая каждый последующий фрагмент (фрагмент 2, 3, 4…) для выравнивания . Фрагмент 1 — система отсчета; все фрагменты были перемещены относительно фрагмента 1. Каждое движение фрагмента пассивно перемещало дистальные по отношению к нему фрагменты, чтобы сохранить их локальные отношения. Ретродеформация и реконструкция дорсального ребра включала следующие восемь этапов:
Ретродеформация и реконструкция дорсального ребра включала следующие восемь этапов:
1) Переместите фрагмент 2 вперед и латерально, чтобы выровнять его с фрагментом 1.
2) Переместите фрагмент 3 латерально, чтобы выровнять его с фрагментом 2.
3) Поверните фрагмент 4 против часовой стрелки вокруг дорсально-вентральной оси, а затем переместите медиально совместить смещенный медиальный край с фрагментом 3.
4) Переместить фрагмент 5 кзади и медиально.
5) Переместите фрагмент 6 проксимально (дорсально и латерально), чтобы закрыть небольшой зазор к фрагменту 5.
Этапы реконструкции:
6) Заполнение узких трещин.
7) Слепите недостающие края и детали.
8) Сгладить поверхность кости, чтобы удалить мелкие нарушения.
Рабочий процесс для лобной кости
Хрупкая ретродеформация путем перемещения и ротации фрагментов была реализована, начиная с заднего конца кости (фрагмент 6) и затем последовательно перемещая каждый последующий фрагмент (фрагмент 5, 4, 3…) для выравнивания. Фрагмент 6 — система отсчета; все фрагменты были перемещены относительно фрагмента 6. Каждое движение фрагмента пассивно перемещало те, что находились перед ним, чтобы сохранить свои локальные отношения. Пластическая ретродеформация путем искривления отломков осуществлялась начиная с заднего конца и затем последовательно искривляя каждый последующий пораженный отломок. Ретродеформация и реконструкция лобной кости включала следующие девять этапов:
Фрагмент 6 — система отсчета; все фрагменты были перемещены относительно фрагмента 6. Каждое движение фрагмента пассивно перемещало те, что находились перед ним, чтобы сохранить свои локальные отношения. Пластическая ретродеформация путем искривления отломков осуществлялась начиная с заднего конца и затем последовательно искривляя каждый последующий пораженный отломок. Ретродеформация и реконструкция лобной кости включала следующие девять этапов:
1) Поверните фрагмент 5 против часовой стрелки вокруг дорсально-вентральной оси, чтобы закрыть зазор до фрагмента 6.
2) Поверните фрагмент 4 по часовой стрелке вокруг дорсально-вентральной оси, а затем переместите латерально, чтобы закрыть зазор до фрагмента 5.
3) Поверните фрагмент 3 против часовой стрелки вокруг передне-задней оси, а затем сдвиньте его латерально, чтобы он совпал с медиальным краем фрагмента 4. край с фрагментом 3.
5) Переместите фрагмент 1 латерально и кзади, а затем поверните против часовой стрелки вокруг дорсально-вентральной оси, чтобы совместить его с фрагментом 2, а также закрыть зазор.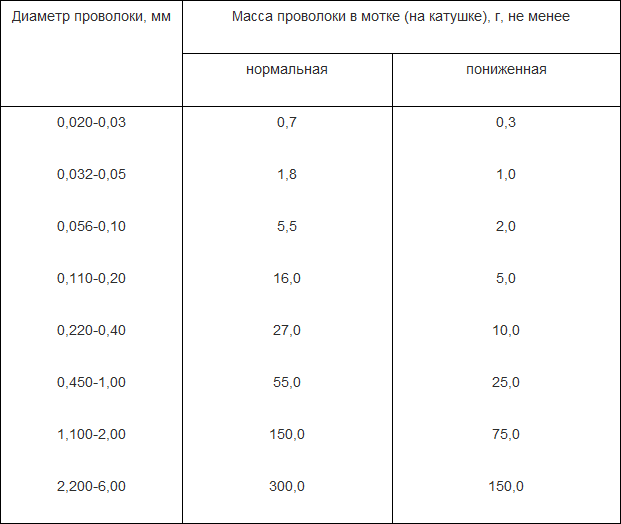 фрагмент вокруг дорсально-вентральной оси для воссоздания прямого медиального края лобной кости.
фрагмент вокруг дорсально-вентральной оси для воссоздания прямого медиального края лобной кости.
Этапы реконструкции:
7) Заполнение узких трещин.
8) Слепите недостающие края и детали, как показано пунктирными линиями (рис. 2D).
9) Сгладить поверхность кости, чтобы удалить мелкие нарушения.
Ретродеформация на основе арматуры
Арматуры
Арматуры — это инструмент анимации, используемый для позиционирования и анимации объектов сетки. Арматура действует как «скелет», а связанная с ней сетка действует как «кожа» (рис. 3А). Каркас Blender состоит из двух элементов: «костей», называемых «сегментами» (Magnenat-Thalmann et al., 1988), чтобы избежать путаницы с настоящими костями, и «суставов». «Сегмент» (выделен желтым цветом на рисунке 3А) имеет два шаровидных соединения, «начальное» соединение и «концевое» соединение. Начальный шарнир — это шар на более широком конце сегмента, а конечный шарнир — это шар на сужающемся конце. Сегмент можно вращать вокруг своего начального соединения и, кроме того, можно перемещать во всех трех плоскостях, если его начальное соединение отключено, как в случае с выделенным желтым сегментом (маленькие стрелки на рисунке 3А). Обычно мы связываем один сегмент с одним «фрагментом» окаменелости.
Обычно мы связываем один сегмент с одним «фрагментом» окаменелости.
РИСУНОК 3 . Меш-модель персонажа из файла Blender’s Animation Fundamentals Rigs с видимой арматурой. (A) Арматура («каркас»), состоящая из сегментов, прикрепляется к вышележащей сетке («оболочке») в процессе, называемом такелажем. Сегмент, выделенный желтым цветом, имеет отсоединенный начальный шарнир и может вращаться и перемещаться (маленькие стрелки). (B) Движение арматуры вызывает скоординированное искажение вышележащей сетки, как показано на каркасе.
Иерархическая взаимосвязь между сегментами каркаса полезна для работы с фрагментами окаменелостей. Отношения между последовательными сегментами каркаса описываются как «родительские». Parenting определяет «родительский» объект для влияния на преобразования отдельного «дочернего» объекта, хотя «дочерний» объект все еще может перемещаться независимо. Например, выделенный желтым сегмент (рис. 3А) является родительским для сегмента, находящегося под ним, точно так же, как этот сегмент является родительским для сегмента, расположенного под ним.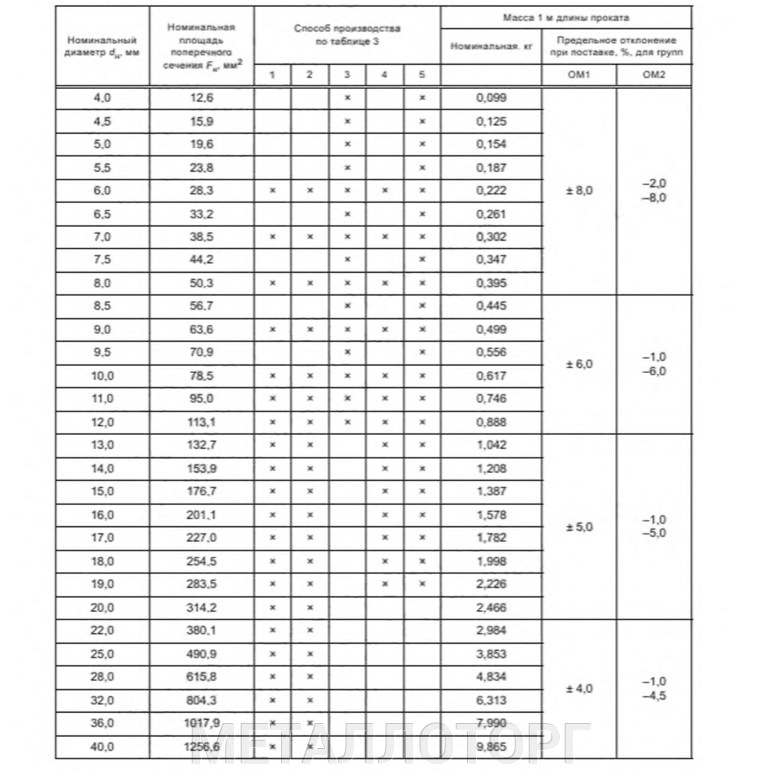 Эти предопределенные отношения заставляют сегмент, находящийся выше в иерархии арматуры, родительский, пассивно перемещать те, которые ниже, но не наоборот. Таким образом, независимо от порядка операций над сегментами, каркас всегда будет приходить к одному и тому же результату. Сегмент с отключенным начальным соединением все еще может быть родительским, на что указывает пунктирная линия, соединяющая его начальное соединение с конечным соединением его родителя (рис. 3А). Кроме того, сегмент не обязательно должен располагаться внутри связанной с ним сетки, хотя такое отношение в пространстве предпочтительнее.
Эти предопределенные отношения заставляют сегмент, находящийся выше в иерархии арматуры, родительский, пассивно перемещать те, которые ниже, но не наоборот. Таким образом, независимо от порядка операций над сегментами, каркас всегда будет приходить к одному и тому же результату. Сегмент с отключенным начальным соединением все еще может быть родительским, на что указывает пунктирная линия, соединяющая его начальное соединение с конечным соединением его родителя (рис. 3А). Кроме того, сегмент не обязательно должен располагаться внутри связанной с ним сетки, хотя такое отношение в пространстве предпочтительнее.
Связь между сегментами арматуры и сеткой строго определена в процессе, называемом «оснащение». После оснастки движение сегментов арматуры вызывает деформацию вышележащей сетки (рис. 3B). Деформация якоря происходит без потери позиционной информации и является обратимой. Поскольку преобразования сегментов арматуры (положение, вращение, масштаб) записываются в числовом виде, а их отношение к вышележащей сетке указывается, программы анимации могут массово манипулировать связанными вершинами сетки без потери исходной геометрии сетки с помощью арматуры. Приведены конкретные шаги по созданию каркаса в Blender (дополнительный S2.A1). После создания каркаса связь между движением сегмента и движением сетки должна быть указана в процессе, называемом весовой окраской.
Приведены конкретные шаги по созданию каркаса в Blender (дополнительный S2.A1). После создания каркаса связь между движением сегмента и движением сетки должна быть указана в процессе, называемом весовой окраской.
Координация арматуры и сетки
«Раскрашивание веса» — это процесс, используемый для назначения области сетки («фрагмента») сегменту арматуры. После назначения сегмент может перемещаться или влиять на назначенную ему область. «Веса» (0 ≤ веса ≤ 1) описывают уровень влияния данного сегмента на связанные с ним вершины сетки, где 0 указывает на отсутствие влияния, а 1 указывает на соотношение 1:1. Blender указывает значения веса, окрашивая сетку цветом. Для этой реставрации мы выбрали определенный цветовой градиент: индиго (0,000), синий (0,001), зеленый (0,500), красный (0,999) и серый (1,000), а диапазоны между этими цветами имеют промежуточные значения (условные обозначения веса на рис. 4).
РИСУНОК 4 . Двухсегментная арматура используется для демонстрации весовой окраски и ее влияния на сетку (A–C). (A) Сегмент 1 контролирует верхнюю половину сетки. Вершина a (вес 1,0) присоединена к сегменту 1 неупругим серым соединителем, вершина b (вес 0,5) присоединена к сегменту 1 эластичным зеленым соединителем, а вершина c (вес 0,0) не имеет прикрепления к сегменту 1. (B) Подвижный сегмент 1 смещает вершины a-c согласно их весам. (C) Сегменты 1 и 2 управляют верхней и нижней частями сетки, соответственно, с весовыми массивами, показанными для каждой вершины. (D) Реверсирование большого перелома дорсального ребра включает вращение (розовая стрелка) и смещение (синяя стрелка) нижележащего сегмента (оранжевый/желтый) для перемещения соответствующего фрагмента (серый) в нужное положение. Обратите внимание на поворот оранжевого сегмента (ближайшая грань выделена желтым цветом) и окклюзию заштрихованной области на проксимальном конце фрагмента.
(A) Сегмент 1 контролирует верхнюю половину сетки. Вершина a (вес 1,0) присоединена к сегменту 1 неупругим серым соединителем, вершина b (вес 0,5) присоединена к сегменту 1 эластичным зеленым соединителем, а вершина c (вес 0,0) не имеет прикрепления к сегменту 1. (B) Подвижный сегмент 1 смещает вершины a-c согласно их весам. (C) Сегменты 1 и 2 управляют верхней и нижней частями сетки, соответственно, с весовыми массивами, показанными для каждой вершины. (D) Реверсирование большого перелома дорсального ребра включает вращение (розовая стрелка) и смещение (синяя стрелка) нижележащего сегмента (оранжевый/желтый) для перемещения соответствующего фрагмента (серый) в нужное положение. Обратите внимание на поворот оранжевого сегмента (ближайшая грань выделена желтым цветом) и окклюзию заштрихованной области на проксимальном конце фрагмента.
Чтобы более четко проиллюстрировать функцию грузов, мы создали двухсегментную арматуру, которая управляет тонким срезом сетки. В этом примере (рис. 4A,B) вершина a соединена с сегментом 1 с весом 1,0, визуализируемым серым лучом, что указывает на неупругое соединение между этой вершиной и ее сегментом. Вершина b, напротив, соединена с сегментом 1 с весом 0,5, визуализируемым зеленой пружиной, указывающей на эластичное соединение, которое будет двигаться со скоростью, равной половине скорости его сегмента. Чем меньше вес, тем меньше будет двигаться вершина меша относительно связанного с ней сегмента. Одной вершине могут быть назначены веса из нескольких сегментов. Например (рис. 4C), вершина b соединена с сегментом 1 с весом 0,5 и с сегментом 2 с весом 0,5, как показано в соответствующей таблице или «массиве весов». Массив весов показывает веса, назначенные вершине для каждого сегмента, которые в сумме должны равняться 1,0.
В этом примере (рис. 4A,B) вершина a соединена с сегментом 1 с весом 1,0, визуализируемым серым лучом, что указывает на неупругое соединение между этой вершиной и ее сегментом. Вершина b, напротив, соединена с сегментом 1 с весом 0,5, визуализируемым зеленой пружиной, указывающей на эластичное соединение, которое будет двигаться со скоростью, равной половине скорости его сегмента. Чем меньше вес, тем меньше будет двигаться вершина меша относительно связанного с ней сегмента. Одной вершине могут быть назначены веса из нескольких сегментов. Например (рис. 4C), вершина b соединена с сегментом 1 с весом 0,5 и с сегментом 2 с весом 0,5, как показано в соответствующей таблице или «массиве весов». Массив весов показывает веса, назначенные вершине для каждого сегмента, которые в сумме должны равняться 1,0.
На примере секции дорсального ребра, содержащего один крупный перелом (рис. 4D), оранжевый/желтый внутренний сегмент соединен с вышележащей поверхностной сеткой, соответствующей фрагменту (серому), неэластичными соединителями, так что вращение сегмента ( изогнутая розовая стрелка) или трансляцией (прямая светло-голубая стрелка) жестко перемещает большую часть фрагмента без искажений.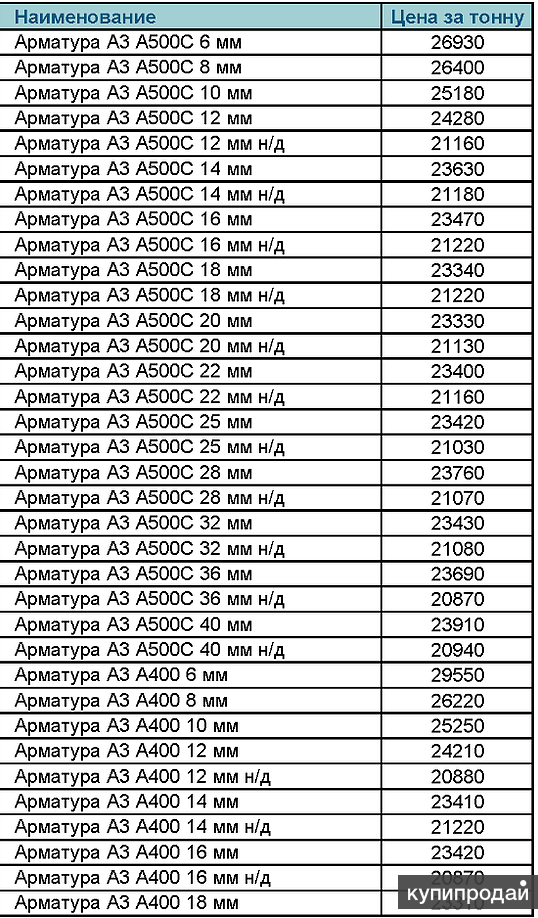 Узкие зоны сетки, соответствующие близлежащим переломам (красный/зеленый/синий), эластично связаны с сегментом, при этом вес уменьшается поперек перелома по направлению к соседним фрагментам, которые остаются незатронутыми (индиго) (рис. 4D). В этом случае красные/зеленые/синие границы — это вершины, соединенные с последовательными сегментами. Чтобы смоделировать физический ремонт, мы ограничили массив весов вершин так, чтобы он в сумме был равен 1. Таким образом, влияние каждого сегмента на общую вершину меньше 1. Диапазон влияния сегмента ограничен его «группой вершин», которая включает в себя все ненулевые соединения вершин (светло-синий прямоугольник на рисунке 4C). Группа вершин оранжево-желтого сегмента (рис. 4D) состоит из всех вершин, не относящихся к индиго, что показывает полный диапазон влияния этого отдельного сегмента. Использование групп вершин и весов позволяет сегментам эффективно манипулировать вершинами.
Узкие зоны сетки, соответствующие близлежащим переломам (красный/зеленый/синий), эластично связаны с сегментом, при этом вес уменьшается поперек перелома по направлению к соседним фрагментам, которые остаются незатронутыми (индиго) (рис. 4D). В этом случае красные/зеленые/синие границы — это вершины, соединенные с последовательными сегментами. Чтобы смоделировать физический ремонт, мы ограничили массив весов вершин так, чтобы он в сумме был равен 1. Таким образом, влияние каждого сегмента на общую вершину меньше 1. Диапазон влияния сегмента ограничен его «группой вершин», которая включает в себя все ненулевые соединения вершин (светло-синий прямоугольник на рисунке 4C). Группа вершин оранжево-желтого сегмента (рис. 4D) состоит из всех вершин, не относящихся к индиго, что показывает полный диапазон влияния этого отдельного сегмента. Использование групп вершин и весов позволяет сегментам эффективно манипулировать вершинами.
Чтобы присвоить веса группам вершин, или «весовой краске», Blender использует кисть весовой краски. Для дорсального ребра и лобной кости часть сетки, соответствующая фрагменту, была окрашена в серый цвет (вес 1) с промежуточными весами, присвоенными близлежащим зонам перелома. Секции сетки, четко соответствующие другому фрагменту, остались индиго (вес 0) (рис. 4D). Этот процесс повторялся для каждого фрагмента и соответствующего сегмента каркаса. Приведены конкретные шаги по взвешиванию в Blender (дополнительный S2. A2). После того, как все фрагменты сетки окрашены весом, каждый сегмент каркаса можно вращать или перемещать, чтобы настроить форму окаменелости в процессе, называемом позированием каркаса.
Для дорсального ребра и лобной кости часть сетки, соответствующая фрагменту, была окрашена в серый цвет (вес 1) с промежуточными весами, присвоенными близлежащим зонам перелома. Секции сетки, четко соответствующие другому фрагменту, остались индиго (вес 0) (рис. 4D). Этот процесс повторялся для каждого фрагмента и соответствующего сегмента каркаса. Приведены конкретные шаги по взвешиванию в Blender (дополнительный S2. A2). После того, как все фрагменты сетки окрашены весом, каждый сегмент каркаса можно вращать или перемещать, чтобы настроить форму окаменелости в процессе, называемом позированием каркаса.
Ретродеформация арматуры
В Blender «постановка арматуры» относится к изменению положения сегментов арматуры для перемещения соответствующих окрашенных фрагментов. Текущее положение сегментов в арматуре может быть записано как «поза». Затем эта поза сохраняется в «библиотеке поз», которая представляет собой компиляцию сохраненных пользователем поз, которые можно повторно применить к каркасу в любое время (рис. 5А). Пошаговый процесс ретродеформации (рис. 5B-D) можно задокументировать, периодически сохраняя позы в библиотеке поз. Здесь мы различаем хрупкую и пластическую ретродеформацию, первая из которых связана с перестройкой фрагментов посредством трансляции и вращения, а вторая — с деформацией фрагмента. При хрупкой ретродеформации данный сегмент транслируется и/или вращается для жесткого перемещения соответствующего фрагмента (рис. 5В, С). При пластической ретродеформации единственный внутренний сегмент фрагмента может быть разделен, а затем повернут, чтобы наилучшим образом отразить необходимое изменение формы (рис. 5C, D). Как при хрупкой, так и при пластической ретродеформации смещение и вращение сегмента можно зарегистрировать графически с помощью инструмента «Измерение» Блендера (угловые измерения на рисунках 5B–D). Приведены конкретные шаги по постановке и измерению арматуры в Blender (дополнительный S2. A3). Искажение сетки, вызванное позированием арматуры, можно зарегистрировать с помощью двухцветной карты натяжения на 3D-модели окаменелости (рис.
5А). Пошаговый процесс ретродеформации (рис. 5B-D) можно задокументировать, периодически сохраняя позы в библиотеке поз. Здесь мы различаем хрупкую и пластическую ретродеформацию, первая из которых связана с перестройкой фрагментов посредством трансляции и вращения, а вторая — с деформацией фрагмента. При хрупкой ретродеформации данный сегмент транслируется и/или вращается для жесткого перемещения соответствующего фрагмента (рис. 5В, С). При пластической ретродеформации единственный внутренний сегмент фрагмента может быть разделен, а затем повернут, чтобы наилучшим образом отразить необходимое изменение формы (рис. 5C, D). Как при хрупкой, так и при пластической ретродеформации смещение и вращение сегмента можно зарегистрировать графически с помощью инструмента «Измерение» Блендера (угловые измерения на рисунках 5B–D). Приведены конкретные шаги по постановке и измерению арматуры в Blender (дополнительный S2. A3). Искажение сетки, вызванное позированием арматуры, можно зарегистрировать с помощью двухцветной карты натяжения на 3D-модели окаменелости (рис. 5B–D). Приведены конкретные шаги для расчета и отображения карты натяжения в Blender (дополнительный S2. A7).
5B–D). Приведены конкретные шаги для расчета и отображения карты натяжения в Blender (дополнительный S2. A7).
РИСУНОК 5 . (A) Панель библиотеки поз Blender, содержащая три позы для лобной кости (B-D, ниже). (B) Поза NoRetrodeformation, в которой ни один каркасный сегмент не был перемещен. (C) Поза хрупкой ретродеформации, в которой сегмент 5 (зеленый) был повернут, чтобы закрыть зазор между фрагментом 5 и фрагментом 6. Во время этого процесса сегмент 5 был повернут против часовой стрелки в общей сложности на четыре градуса, как показано измерениями угла ( повернутый сустав отмечен знаком X). (D) Поза PlasticRetrodeformation, в которой второй подсегмент сегмента 5 был повернут против часовой стрелки на два градуса, пластически ретродеформируя фрагмент 5. Сегменты и фрагменты пронумерованы в соответствии с рисунком 2. сетка для заполнения трещин и/или воссоздания недостающих частей; и сглаживание сетки для устранения мелких трещин и нарушений поверхности. Функции скульптинга Blender примерно соответствуют тем, которые используются в других программах скульптинга, таких как ZBrush. Благодаря сочетанию лепки и маскировки (которая предотвращает лепку) трещины заполняются, а недостающие части реконструируются. После того, как скульптура завершена, эти изменения затем отмечаются на скульптурной кости путем цветного проецирования копии ретродеформированной кости, окрашенной не в серый цвет, на скульптурную, окрашенную в серый цвет. Таким образом, только реконструированные части скульптурной кости будут отмечены серым цветом. Приведены конкретные шаги для реконструкции на основе скульптуры и проекции цвета в Blender (дополнительный S2. A5). Процесс цифровой реставрации часто завершается сглаживанием неровностей поверхности. Мы использовали повторное создание сетки, чтобы сгладить ребро и фронтальную часть. Приведены конкретные шаги для повторного создания сетки в Blender (дополнительный S2. A6).
Функции скульптинга Blender примерно соответствуют тем, которые используются в других программах скульптинга, таких как ZBrush. Благодаря сочетанию лепки и маскировки (которая предотвращает лепку) трещины заполняются, а недостающие части реконструируются. После того, как скульптура завершена, эти изменения затем отмечаются на скульптурной кости путем цветного проецирования копии ретродеформированной кости, окрашенной не в серый цвет, на скульптурную, окрашенную в серый цвет. Таким образом, только реконструированные части скульптурной кости будут отмечены серым цветом. Приведены конкретные шаги для реконструкции на основе скульптуры и проекции цвета в Blender (дополнительный S2. A5). Процесс цифровой реставрации часто завершается сглаживанием неровностей поверхности. Мы использовали повторное создание сетки, чтобы сгладить ребро и фронтальную часть. Приведены конкретные шаги для повторного создания сетки в Blender (дополнительный S2. A6).
Ретроанимация
Ретроанимация определяется здесь как анимация процесса цифровой реставрации. Для ретроанимации в Blender сначала анимируются движения фрагментов окаменелостей с помощью арматуры, начиная с окаменелости после оконтуривания и заканчивая ретродеформированной окаменелостью. Blender делает это путем интерполяции между сохраненными пользователем позами, называемыми «ключевыми кадрами» в анимации, которые были сохранены в библиотеке поз, чтобы создать плавную анимационную последовательность ретродеформации. Затем ретродеформированная окаменелость заменяется реконструированной окаменелостью — как после скульптурных дополнений, так и после сглаживания — чтобы выделить изменения, выполненные во время реконструкции. Визуализированная анимация может быть остановлена, замедлена, реверсирована или стоп-кадр, что позволяет другим исследователям понять последовательность модификаций между исходной окаменелостью после оконтуривания и окончательной восстановленной окаменелостью. Приведены конкретные шаги для ретроанимации в Blender (дополнительный S2. B). Доступны фильмы для ретроанимированных спинных ребер и лобных костей (дополнительные фильмы S1, S2).
Для ретроанимации в Blender сначала анимируются движения фрагментов окаменелостей с помощью арматуры, начиная с окаменелости после оконтуривания и заканчивая ретродеформированной окаменелостью. Blender делает это путем интерполяции между сохраненными пользователем позами, называемыми «ключевыми кадрами» в анимации, которые были сохранены в библиотеке поз, чтобы создать плавную анимационную последовательность ретродеформации. Затем ретродеформированная окаменелость заменяется реконструированной окаменелостью — как после скульптурных дополнений, так и после сглаживания — чтобы выделить изменения, выполненные во время реконструкции. Визуализированная анимация может быть остановлена, замедлена, реверсирована или стоп-кадр, что позволяет другим исследователям понять последовательность модификаций между исходной окаменелостью после оконтуривания и окончательной восстановленной окаменелостью. Приведены конкретные шаги для ретроанимации в Blender (дополнительный S2. B). Доступны фильмы для ретроанимированных спинных ребер и лобных костей (дополнительные фильмы S1, S2).
Результаты
Для цифровой реставрации мы выбрали дорсальное ребро и лобную кость небольшого бронированного юрского динозавра. Каждую кость рассматривали под увеличением и обнаружили, что она состоит из шести обломков, сдвинутых относительно друг друга или подвергшихся деформации. Мы использовали арматуру Блендера для ретродеформации и записи манипуляций с фрагментами, сохраняя этапы процесса цифровой реставрации, которые мы затем смогли анимировать. Для каждой кости мы начали ретродеформацию на основе арматуры с одного конца, а затем последовательно репозиционировали последовательные фрагменты. Затем мы убрали любые однофрагментные искажения. Наконец, мы вылепили недостающие части и при необходимости сгладили их на заключительном этапе цифровой реставрации.
Пальцевая реставрация дорсального ребра
Мы устранили хрупкую деформацию дорсального ребра, скорректировали недостающие края, а затем сгладили ребро, чтобы свести к минимуму мелкие трещины и нарушения поверхности.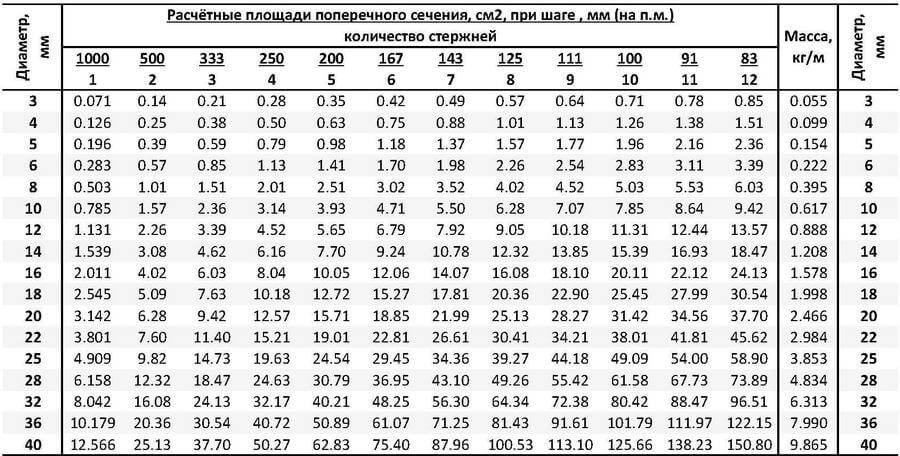 Спинное ребро имело признаки хрупкой деформации, в результате которой ребро раскололось на шесть фрагментов. Чтобы ретродеформировать ребро, сначала создали арматуру и выровняли ее с дорсальным ребром таким образом, чтобы каждый сегмент соответствовал каждому фрагменту (рис. 6А). Затем ребро было окрашено весовой краской, чтобы каждый сегмент соответствовал соответствующему фрагменту. Затем каждый сегмент каркаса, начиная с проксимального конца, последовательно перемещали для перемещения каждого фрагмента ребра в нужное положение, выполняя хрупкую ретродеформацию дорсального ребра, как описано выше (рис. 6В).
Спинное ребро имело признаки хрупкой деформации, в результате которой ребро раскололось на шесть фрагментов. Чтобы ретродеформировать ребро, сначала создали арматуру и выровняли ее с дорсальным ребром таким образом, чтобы каждый сегмент соответствовал каждому фрагменту (рис. 6А). Затем ребро было окрашено весовой краской, чтобы каждый сегмент соответствовал соответствующему фрагменту. Затем каждый сегмент каркаса, начиная с проксимального конца, последовательно перемещали для перемещения каждого фрагмента ребра в нужное положение, выполняя хрупкую ретродеформацию дорсального ребра, как описано выше (рис. 6В).
РИСУНОК 6 . Цифровая реставрация дорсального ребра. (A) Сохранившееся спинное ребро с наложенным каркасом. (Б) Спинное ребро после хрупкой ретродеформации. Соответствующая двухцветная карта натяжения документирует локальные искажения сетки. (C) Спинное ребро со скульптурными участками, отмеченными серым цветом. (D) Последнее спинное ребро после сглаживания.
(D) Последнее спинное ребро после сглаживания.
Чтобы визуализировать любые деформации сетки, которые произошли во время изменения положения сегмента, мы использовали карту натяжения, чтобы отметить растянутые полигоны желтым цветом, сжатые полигоны синим цветом и неизмененные полигоны черным цветом (рис. 6В). Поскольку дорсальное ребро подвергалось только хрупкой ретродеформации, вдоль изломов ребра видны только тонкие полосы желтых многоугольников.
Затем мы реконструировали отсутствующие края ребра, оставив эти области серыми (рис. 6С). Наконец, сетка была сглажена (перестроена), чтобы свести к минимуму трещины и нарушения поверхности (рис. 6D). Дана ретроанимация восстановления спинного ребра (дополнительный фильм S1).
Цифровая реставрация лобной кости
Мы устранили хрупкую и пластическую деформацию лобной кости, скорректировали недостающие части, а затем сгладили лобную часть, чтобы свести к минимуму мелкие трещины и нарушения поверхности. Лобная кость показала признаки хрупкой деформации, которая расколола лобную кость на шесть фрагментов. Пластическая деформация кости также присутствовала. Для ретродеформации лобной кости сначала был создан каркас, который был совмещен с лобной костью таким образом, чтобы каждый сегмент соответствовал каждому фрагменту (рис. 7А). Затем лобная часть была окрашена весовой краской, чтобы каждый сегмент соответствовал соответствующему фрагменту. Затем каждый сегмент каркаса, начиная с заднего конца, последовательно перемещали для перемещения каждого фрагмента лобной кости в выравнивание, выполняя хрупкую ретродеформацию лобной кости, как описано выше (рис. 7В). Для выполнения пластической ретродеформации потребовалась повторная репозиция. Фрагменты, имевшие признаки пластической деформации, сначала подразделялись на сегменты. Затем их веса в областях сетки, окружающих суставы, образованные посредством разделения, были пересмотрены. Наконец, второй подсегмент каждого пластически затронутого фрагмента был перемещен для выполнения пластической ретродеформации (рис.
Лобная кость показала признаки хрупкой деформации, которая расколола лобную кость на шесть фрагментов. Пластическая деформация кости также присутствовала. Для ретродеформации лобной кости сначала был создан каркас, который был совмещен с лобной костью таким образом, чтобы каждый сегмент соответствовал каждому фрагменту (рис. 7А). Затем лобная часть была окрашена весовой краской, чтобы каждый сегмент соответствовал соответствующему фрагменту. Затем каждый сегмент каркаса, начиная с заднего конца, последовательно перемещали для перемещения каждого фрагмента лобной кости в выравнивание, выполняя хрупкую ретродеформацию лобной кости, как описано выше (рис. 7В). Для выполнения пластической ретродеформации потребовалась повторная репозиция. Фрагменты, имевшие признаки пластической деформации, сначала подразделялись на сегменты. Затем их веса в областях сетки, окружающих суставы, образованные посредством разделения, были пересмотрены. Наконец, второй подсегмент каждого пластически затронутого фрагмента был перемещен для выполнения пластической ретродеформации (рис. 7C).
7C).
РИСУНОК 7 . Цифровая реставрация лобной кости. Синяя линия представляет среднюю линию черепа. (A) Сохранившаяся лобная кость с наложенным каркасом. Сегменты произвольно окрашены для наглядности. (B) Лобная кость после хрупкой ретродеформации и (C) после последующей пластической ретродеформации с кумулятивными двухцветными картами натяжения, документирующими локальные деформации сетки. Каждый из трех нижних сегментов (фиолетовый, зеленый, розовый) был разделен на два подсегмента. Второй подсегмент каждого подразделения используется для пластической ретродеформации, в то время как первый подсегмент сохраняет свое использование для хрупкой ретродеформации. (D) Восстановленная лобная кость.
Чтобы визуализировать любые деформации сетки, которые произошли во время изменения положения сегмента, мы использовали карты натяжения, чтобы отметить растянутые полигоны желтым цветом, сжатые полигоны синим цветом и неизмененные полигоны черным цветом (рис. 7B, C). Поскольку лобная кость подвергалась обоим типам ретродеформации, на переломах видны тонкие полосы цветных многоугольников, что соответствует хрупкой деформации (рис. 7В), и скопление цветных участков внутри пластически пораженных фрагментов, что соответствует пластической деформации (рис. 7С). .
7B, C). Поскольку лобная кость подвергалась обоим типам ретродеформации, на переломах видны тонкие полосы цветных многоугольников, что соответствует хрупкой деформации (рис. 7В), и скопление цветных участков внутри пластически пораженных фрагментов, что соответствует пластической деформации (рис. 7С). .
Далее мы реконструировали фронтальную часть. Недостающие части фронтальной части были реконструированы путем лепки. Наконец, сетка была сглажена (перестроена), чтобы свести к минимуму трещины и нарушения поверхности (рис. 7D). Дана ретроанимация лобной кости (дополнительный фильм S2).
Обсуждение
Мы используем каркасы Блендера, которые были созданы для цифровой анимации персонажей, чтобы манипулировать группами вершин меша контролируемым и обратимым образом как идеализированное манипулирование физическими фрагментами костей. Мы подчеркиваем потенциал ретродеформации на основе арматуры для записи промежуточных этапов цифровой реставрации окаменелостей и оживления процесса. Используя арматуру Blender, определенные манипуляции, включая вращение, перемещение, масштабирование и искажение, доступны для воспроизведения, оценки и критики. Blender — это программа с открытым исходным кодом, и ее использование согласуется с открытыми научными принципами доступа и воспроизводимости (Kraker et al., 2011).
Используя арматуру Blender, определенные манипуляции, включая вращение, перемещение, масштабирование и искажение, доступны для воспроизведения, оценки и критики. Blender — это программа с открытым исходным кодом, и ее использование согласуется с открытыми научными принципами доступа и воспроизводимости (Kraker et al., 2011).
Пригодность ретродеформации на основе арматуры
Удлиненные кости, такие как ребра или длинные кости конечностей, хорошо подходят для ретродеформации с помощью арматуры, поскольку они могут быть снабжены одинарной линейной арматурой (с небольшим Y-разветвлением или без него). Плоские кости различной формы могут быть снабжены Y-образным каркасом, который позволяет изменять положение фрагментов в большем количестве направлений или исправлять искажения. Более сложные кости, такие как позвонки, сложнее оснастить арматурой, так как арматура должна компенсировать фрагменты и деформации в нескольких направлениях. В этом случае предпочтительным методом ретродеформации является другая работа с сеткой, такая как ручное манипулирование группой выбранных вершин с помощью кисти или преобразователя.
Проблемы ретродеформации на основе арматуры
Проблемы, характерные для ретродеформации на основе арматуры, включают в себя эффективность размещения сегментов, сложность весовой окраски и переход от ретродеформации к реконструкции. Мы смогли сформулировать правила здравого смысла для размещения сегментов, включая идею о том, что начальные номера сегментов должны совпадать с количеством фрагментов. Однако центрирование или позиционирование сегментов внутри фрагмента остается в зависимости от пользователя. Следующий шаг, рисование веса, требует точности рисования и осведомленности об активных настройках кисти и группах вершин. Кроме того, хотя Blender содержит инструменты для автоматического взвешивания, количество полигонов в большинстве мешей костей намного превышает лимит. Как для размещения сегментов, так и для рисования весов можно создать новые пользовательские инструменты, которые, например, вычисляют центральную ось фрагмента или эффективно рисуют группы вершин.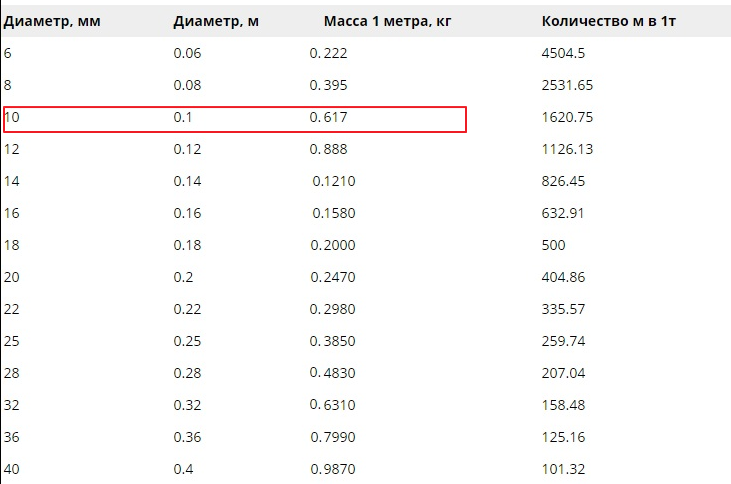 Еще одна проблема заключается в том, что арматура Блендера должна быть удалена в конце ретродеформации, чтобы можно было провести реконструкцию. Кроме того, этапы реконструкции должны быть добавлены к анимации ретродеформации, чтобы создать полную запись цифровой реставрации. Таким образом, интеграция стандартизации и учета ретродеформации и реконструкции в Blender остается сложной задачей. Эти вопросы более подробно рассматриваются в другом месте (Дополнительный S2. C).
Еще одна проблема заключается в том, что арматура Блендера должна быть удалена в конце ретродеформации, чтобы можно было провести реконструкцию. Кроме того, этапы реконструкции должны быть добавлены к анимации ретродеформации, чтобы создать полную запись цифровой реставрации. Таким образом, интеграция стандартизации и учета ретродеформации и реконструкции в Blender остается сложной задачей. Эти вопросы более подробно рассматриваются в другом месте (Дополнительный S2. C).
Автоматическая ретродеформация
Цифровая реставрация окаменелостей никогда не будет полностью автоматизирована из-за сложности тафономических и диагенетических посмертных процессов. Несмотря на это, автоматизация некоторых шагов, которые в настоящее время полностью выполняются вручную, желательна по причинам времени, последовательности и объективности. Современные методы автоматизации ретродеформации используют основанную на ориентирах геометрическую морфометрию (GMM) в сочетании с алгоритмом интерполяции тонкопластинчатого сплайна (TPS) для деформирования деформированного окаменелости либо в сторону билатерально-симметричной средней формы, либо в сторону идеальной формы (Gunz et al. , 2009).). Ориентиры – это точки анатомического значения на окаменелости, которые можно идентифицировать либо внутри вида, либо среди сходных видов; полуориентиры — это точки, характеризующие кривизну окаменелости (Webster and Sheets, 2010).
, 2009).). Ориентиры – это точки анатомического значения на окаменелости, которые можно идентифицировать либо внутри вида, либо среди сходных видов; полуориентиры — это точки, характеризующие кривизну окаменелости (Webster and Sheets, 2010).
GMM на основе ориентиров с TSP полезен только для меньшинства окаменелостей, включая те, которые симметричны, представлены многими экземплярами или имеют близко сохранившиеся до наших дней аналоги (Gunz et al., 2009). GMM с TSP не подходит для костей в этом исследовании, потому что, как и в случае со многими окаменелостями, существует мало образцов, нет близких дошедших до нас аналогов и мало подходящих ориентиров. Тем не менее возможна будущая автоматизация некоторых этапов ретродеформации на основе арматуры, которая может включать: автоматическое/полуавтоматическое размещение сегментов в арматуре; автоматическая весовая окраска, предназначенная для жестких костных отломков; и автоматический поворот и перевод сегментов для выравнивания соседних фрагментов.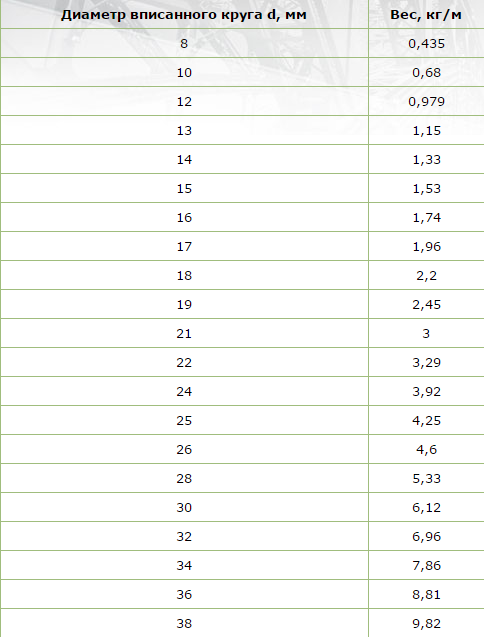 Идеальная ретродеформация на основе арматуры, вероятно, будет включать в себя комбинацию автоматизированных инструментов и инструментов под наблюдением пользователя.
Идеальная ретродеформация на основе арматуры, вероятно, будет включать в себя комбинацию автоматизированных инструментов и инструментов под наблюдением пользователя.
Заключение
Арматуры Blender предоставляют бесплатно доступные средства с открытым исходным кодом для записи и анимации этапов процесса цифровой реставрации окаменелостей, тем самым открывая эти в основном скрытые манипуляции для тщательного изучения. Шаги, предпринятые во время цифровой реставрации, которые подразделяются на ретродеформацию (перемещение, вращение, масштабирование, искажение) с последующей реконструкцией (заполнение перелома, скульптурирование отсутствующих частей, сглаживание), должны быть лучше документированы и открыты для оценки, чтобы процесс можно было рассматривать как полноценный. строго научно. Мы надеемся, что описанные здесь методы являются шагом в этом направлении.
Заявление о доступности данных
Первоначальные материалы, представленные в исследовании, включены в статью/дополнительный материал, дальнейшие запросы можно направлять соответствующим авторам.
Вклад авторов
RD и PS: написал первоначальный проект статьи. RD: задумал использовать Blender для цифровой реставрации и сгенерировал все цифровые модели. DV и SB: внесли свой вклад в методы, рисунки, ссылки и текст окончательного проекта.
Финансирование
Это исследование было поддержано Бобом и Эллен Владем для PCS в Чикагском университете.
Конфликт интересов
Авторы заявляют, что исследование проводилось при отсутствии каких-либо коммерческих или финансовых отношений, которые могли бы быть истолкованы как потенциальный конфликт интересов.
Примечания издателя
Все претензии, изложенные в этой статье, принадлежат исключительно авторам и не обязательно представляют претензии их дочерних организаций или издателя, редакторов и рецензентов. Любой продукт, который может быть оценен в этой статье, или претензии, которые могут быть сделаны его производителем, не гарантируются и не поддерживаются издателем.
Благодарности
Мы благодарим препаратора Эрин Фитцджеральд и студентов Чикагского университета за подготовку окаменелостей, а также Лорен Конрой и Марию Витери за компьютерную томографию. Мы благодарим Evan Saitta за комментарии к более ранним версиям статьи.
Мы благодарим Evan Saitta за комментарии к более ранним версиям статьи.
Дополнительный материал
Дополнительный материал к этой статье можно найти в Интернете по адресу: https://www.frontiersin.org/articles/10.3389/feart.2022.833379/full#supplementary-material
Ссылки
Беренсмейер А.К., Кидвелл С.М. и Гастальдо Р.А. (2000). Тафономия и палеобиология. Палеобиология 26 (S4), 103–147. doi:10.1017/s0094837300026907
Полный текст CrossRef | Google Scholar
Бойер, Д. М., Ганнелл, Г. Ф., Кауфман, С., и МакГири, Т. М. (2016). Morphosource: Архивирование и обмен трехмерными цифровыми данными образцов. Палеонтол. соц. Пап. 22, 157–181. doi:10.1017/scs.2017.13
Полный текст CrossRef | Академия Google
Каннингем, Дж. А., Рахман, И. А., Лаутеншлагер, С., Рэйфилд, Э. Дж., и Донохью, П. С. Дж. (2014). Виртуальный мир палеонтологии. Тренды Экол. Эвол. 29 (6), 347–357. doi:10.1016/j.tree.2014.04.004
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Дэвис Т.![]() Г., Рахман И. А., Лаутеншлагер С., Каннингем Дж. А., Ашер Р. Дж., Барретт П. М. и др. (2017). Открытые данные и цифровая морфология. Проц. биол. науч. 284, 20170194. doi: 10.1098/rspb.2017.0194
Г., Рахман И. А., Лаутеншлагер С., Каннингем Дж. А., Ашер Р. Дж., Барретт П. М. и др. (2017). Открытые данные и цифровая морфология. Проц. биол. науч. 284, 20170194. doi: 10.1098/rspb.2017.0194
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Диес Диас В., Маллисон Х., Асбах П., Шварц Д. и Бланко А. (2021). Сравнение методов оцифровки поверхности в палеонтологии с использованием показателей визуального восприятия и расчета расстояний между трехмерными сетками. Палеонтол 64 (2), 179–202. doi:10.1111/pala.12518
Полный текст CrossRef | Google Scholar
Ферретти А., Медичи Л., Савиоли М., Маскиа М. Т. и Мальферрари Д. (2021). Мертвые, ископаемые или живые: диагенез и окаменение биоапатита. Палеогеогр. Палеоклимат. Палеоэколь. 579, 110608. doi:10.1016/j.palaeo.2021.110608
CrossRef Полный текст | Google Scholar
Gunz, P., Mitteroecker, P., Neubauer, S., Weber, GW, and Bookstein, F.L. (2009). Принципы виртуальной реконструкции черепов гоминидов. Дж. Гум. Эвол. 57 (1), 48–62. doi:10.1016/j.jhevol.2009.04.004
Принципы виртуальной реконструкции черепов гоминидов. Дж. Гум. Эвол. 57 (1), 48–62. doi:10.1016/j.jhevol.2009.04.004
Полный текст CrossRef | Google Scholar
Гутьеррес-Гарсия, Дж. К., Гутьеррес-Гарсия, Т. А., Мосиньо, Дж. Ф., Васкес-Домингес, Э., Мартинес, А., и Арройо-Кабралес, Дж. (2015). Новое применение дуэта проекции белого света и бахромы: восстановление высокоточных трехмерных изображений из окаменелостей для цифрового сохранения морфологии. Палеонтол. Электроника 18 (2), 1–13. doi:10.26879/516
CrossRef Полный текст | Google Scholar
Камбич, Р. Э., Бивенер, А. А., и Пирс, С. Э. (2017). Экспериментальное определение трехмерной подвижности шейных суставов в шее птиц. Перед. Зоол 14 (1), 1–37. doi:10.1186/s12983-017-0223-z
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Кракер П., Леони Д., Рейнхардт В., Гю Н. А. и Бехам н. (2011). Случай открытой науки в обучении с расширенными технологиями. Ийтел 3 (6), 643–654. doi:10.1504/ijtel.2011.045454
Ийтел 3 (6), 643–654. doi:10.1504/ijtel.2011.045454
Полный текст CrossRef | Google Scholar
Криппнер М.Л. и Петерсон Дж. Э. (2017). Сравнение точности оцифровки и 3D-печати окаменелостей позвоночных. Дж. Палеонтол. Тех. 22, 1–9. doi:10.1130/abs/2017NE-2
Полный текст CrossRef | Google Scholar
Лаутеншлагер, С. (2016a). Цифровая реконструкция структур мягких тканей в окаменелостях. Палеонтол. соц. Пап. 22, 101–117. doi:10.1017/scs.2017.10
Полный текст CrossRef | Google Scholar
Лаутеншлагер, С. (2016b). Реконструкция прошлого: методы и приемы цифровой реставрации окаменелостей. Р. Соц. Открытая наука. 3 (10), 160342. doi:10.1098/rsos.160342
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Лаутеншлагер, С. (2017). От кости до реставрации и реконструкции пиксельных ископаемых с помощью цифровых технологий. Геология. Сегодня 33 (4), 155–159. doi:10. 1111/gto.12194
1111/gto.12194
Полный текст CrossRef | Google Scholar
Magnenat-Thalmann, N., Laperrire, R. and Thalmann, D. (1988). «Совместно-зависимые локальные деформации для анимации рук и захвата объектов», в Proceedings on Graphics interface ’88, Эдмонтон, Альберта, Канада, декабрь 1989 г. (Колледж информационных наук и технологий Пенсильванского государственного университета), 22–33.
Google Scholar
Маршалл А.О. и Маршалл С.П. (2015). Колебательная спектроскопия окаменелостей. Палеонтология 58 (2), 201–211. doi:10.1111/pala.12144
Полный текст CrossRef | Google Scholar
Муди, Р. Т., и Сатклифф, П. Дж. (1991). Меловые отложения бассейна Юллеммеден в Нигере, Центрально-Западная Африка. Исследования мелового периода 12, 137–157. doi:10.1016/S0195-6671(05)80021-7
Полный текст CrossRef | Google Scholar
Мойя-Коста, Р., Куэнка-Бескос, Г., и Баулуз, Б. (2019). Протокол реконструкции микромлекопитающих из окаменелостей. Два тематических исследования: Черепа Beremendia Fissidens и Dolinasorex Glyphodon . PLoS ONE 14 (3), e0213174. doi:10.1371/journal.pone.0213174
Два тематических исследования: Черепа Beremendia Fissidens и Dolinasorex Glyphodon . PLoS ONE 14 (3), e0213174. doi:10.1371/journal.pone.0213174
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Саитта, Э. Т., Лян, Р., Лау, М. К., Браун, К. М., Лонгрич, Н. Р., Кэй, Т. Г., и др. (2019). Кость мелового динозавра содержит свежий органический материал и создает среду, благоприятную для микробных сообществ. eLife 8, e46205. doi:10.7554/eLife.46205
Реферат PubMed | Полный текст перекрестной ссылки | Google Scholar
Шлагер С., Профико А., Ди Винченцо Ф. и Манзи Г. (2018). Ретродеформация ископаемых образцов на основе трехмерных двусторонних полуориентиров: реализация в R-пакете «Морфо». PLoS ONE 13 (3), e0194073. doi:10.1371/journal.pone.0194073
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Шопф Дж. В., Кудрявцев А. Б., Агрести Д. Г., Чайя А. Д. и Вдовяк Т. Дж. (2005). Рамановские изображения: новый подход к оценке геохимической зрелости и биогенности перминерализованных докембрийских окаменелостей. Астробиология 5 (3), 333–371. doi:10.1089/ast.2005.5.333
Дж. (2005). Рамановские изображения: новый подход к оценке геохимической зрелости и биогенности перминерализованных докембрийских окаменелостей. Астробиология 5 (3), 333–371. doi:10.1089/ast.2005.5.333
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Серено, П. К., Уилсон, Дж. А., Ларссон, Х. К., Дютейл, Д. Б., и Сьюз, Х.-Д. (1994). Динозавры раннего мелового периода из Сахары. Наука 266 (5183), 267–271. doi:10.1126/science.266.5183.267
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Саттон, доктор медицинских наук, Рахман, И., и Гарвуд, Р. (2014). Методы виртуальной палеонтологии . Чичестер, Западный Сассекс, Великобритания: John Wiley and Sons.
Google Scholar
Саттон М., Рахман И. и Гарвуд Р. (2017). Виртуальная палеонтология — обзор. Палеонтол. соц. Пап. 22, 1–20. doi:10.1017/scs.2017.5
Полный текст CrossRef | Google Scholar
Видаль Д. , Мочо П., Аберастури Санс А. Дж. Л., Санс Дж. Л. и Ортега Ф. (2020). Адаптация скелета у спинофорозавров с высоким уровнем просмотра раскрывает эволюционные инновации у динозавров-зауроподов. науч. Rep. 10, 6638. doi:10.1038/s41598-020-63439-0
, Мочо П., Аберастури Санс А. Дж. Л., Санс Дж. Л. и Ортега Ф. (2020). Адаптация скелета у спинофорозавров с высоким уровнем просмотра раскрывает эволюционные инновации у динозавров-зауроподов. науч. Rep. 10, 6638. doi:10.1038/s41598-020-63439-0
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Webster, M., and Sheets, HD (2010). Практическое введение в геометрическую морфометрию на основе ориентиров. Палеонтол. соц. Пап. 16, 163–188. doi:10.1017/s1089332600001868
Полный текст CrossRef | Google Scholar
Williams, SH (1990). Компьютерные исследования граптолитов. В редакторах Д. Л. Брутон и Д. А. Т. Харпер. Микрокомпьютеры в палеонтологии, материалы Палеонтологического музея . Осло: Университет Осло.
Google Scholar
Вес вершин — Руководство по Blender
Ссылка
- Режим
Режимы редактирования и взвешивания
- Панель
Область боковой панели ‣ веса вершин
.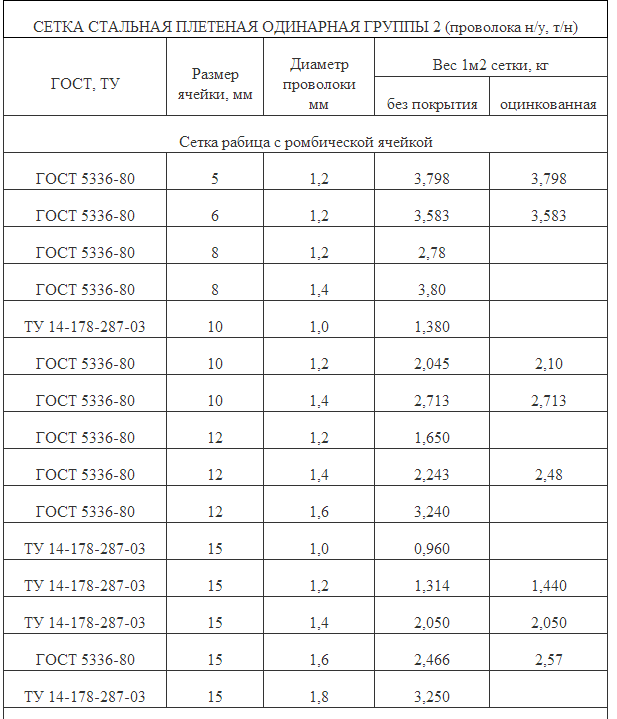
(1) Категории групп вершин, (2) Таблица весов, (3) Инструменты.
Как упоминалось ранее в Группах вершин каждая запись в группе вершин также содержит значение веса в диапазоне от (0,0 до 1,0). Блендер обеспечивает 9Панель 2103 Vertex Weights , откуда можно получить (и отредактировать) информация о значениях веса каждой вершины сетки. То есть: каким группам вершин присваивается вершина с каким значением веса.
Панель весов вершин находится в области боковой панели окна 3D-просмотра. Он доступен в режиме редактирования и в режиме весовой окраски. (когда также включено маскирование выделения вершин).
Категории групп вершин
На самом деле у нас нет никаких строгих категорий групп вершин в Blender. Технически все они ведут себя одинаково. Однако мы можем выделить две неявные категории групп вершин:
Группы деформации
Эти группы вершин иногда также называют «весовыми группами» или «весовыми картами».
Они используются для определения весовых таблиц арматурных костей. Все группы деформации объекта строго связаны друг с другом через свои значения веса.
Все группы деформации объекта строго связаны друг с другом через свои значения веса.
Строго говоря, сумма всех весов деформации для любой вершины сетки должна быть ровно 1,0. В Blender это ограничение немного ослаблено (см. ниже). Тем не менее группы деформаций всегда следует рассматривать как связанные друг с другом. Поэтому мы предоставили фильтр, который позволяет ограничить панель веса вершин до отображать только кости деформации объекта.
Другие группы
Все другие виды использования групп вершин объединены в категорию Other . Эти группы вершин можно найти в ключах формы, модификаторах и т. д. Для этой категории действительно нет хорошего названия, поэтому мы упростили его и назвали Other .
Весовой стол
Таблица весов показывает все веса, связанные с активной вершиной .
Обратите внимание, что вершина не обязательно должна быть связана с какой-либо группой вершин.
В этом случае панель весов вершин не отображается.
Подсказка
Активная вершина
Это последняя выбранная вершина. Эта вершина всегда подсвечивается, чтобы вы могли легко увидеть ее в сетке. Если активная вершина не имеет весов или в данный момент не выбрана активная вершина, затем панель Vertex Weights исчезнет.
Каждая строка таблицы веса содержит четыре активных элемента:
Изменить активную группу.
Установить активную группу
Как только вы выберете любое из имен группы вершин в таблице веса, указанная группа вершин становится новой активной группой.
Отображение весов в режиме редактирования
Включить отображение весов в режиме редактирования.
Когда вы находитесь в режиме редактирования, вы можете сделать веса активной группы видимыми на сетке:
Выберите всплывающее окно Viewport Overlays в заголовке 3D Viewport.
И там включите опцию Vertex Group Weights .
Теперь вы можете видеть веса активной группы вершин, отображаемые на поверхности сетки.
Вес в режиме редактирования.
Редактировать веса в режиме редактирования
Теперь очень легко работать с группами вершин в режиме редактирования. Доступны все параметры редактирования сетки. у вас есть прямой визуальный контроль над изменением веса при редактировании значений веса.
Изменить значение веса.
Изменить вес
Вы можете ввести новое значение веса вручную (нажмите на число и отредактируйте значение), или можно изменить вес на ЛКМ и удерживая нажатой кнопку мыши, перетащите вправо или влево, чтобы увеличить/уменьшить значение веса. Вы также можете использовать правый/левый стрелки, отображаемые вокруг значения веса, для пошагового изменения веса.
Вставить гири.
Склеивание
ЛКМ Кнопка Вставить позволяет перенаправить один вес активной вершины на все выбранные вершины.
Но обратите внимание, что веса вставляются только в вершины, которые уже имеют значение веса в затронутой группе вершин.
Удалить веса.
Удаление
ЛКМ Кнопка Удалить мгновенно удалит вес с активной вершины. Таким образом, вся строка исчезает, когда вы нажимаете на значок удаления.
Инструменты
Панель весов вершин.
- Нормализация
Нормализация веса активной вершины. То есть пересчитываются все веса активной вершины таким образом, чтобы их относительный вес сохранялся, а сумма весов равнялась 1,0.
- Копировать
Копирует все веса, определенные для активной вершины, во все выбранные вершины. Таким образом, все ранее определенные веса перезаписываются.
Наконечник
Настройки фильтра соблюдены
Обратите внимание, что оба инструмента работают только с группами вершин, отображаемыми в настоящее время в таблице весов. Так что, если, например, отображаются только веса деформации , затем Normalize и Copy влияют только на кости Deform.
Блокировка
Панель заблокированных весов вершин.
Всякий раз, когда блокируется весовая группа, все инструменты изменения данных отключаются:
Нормализация весов вершин.
Скопируйте веса вершин.
Изменить вес активных вершин.
Вставить в выбранные вершины.
Подсказка
Настройка фильтра соблюдается
Если, например, у вас разблокированы все группы веса деформации и заблокированы все остальные группы вершин, то вы можете смело выбирать Deform из строки фильтра и снова используйте все доступные инструменты из таблицы веса.
добавить кости в таблицу веса вершин? – Основы и интерфейс
Херосэндвич (Херосэндвич)
#1
столкнулся с проблемой с моей первой моделью. это несколько нестандартно, и когда я собираюсь оснастить его автовесами, он делает беспорядок на столе вертикального веса, втягивая в него практически все неправильные кости. Я знаю, что вы можете удалить кости, которые вам НЕ нужны, прикрепленные к вертам из таблицы, но много раз автоматические веса не обнаруживают кости, которые мне нужны, и я не вижу никаких вариантов добавить конкретную кость в эту таблицу, кто-нибудь знает как это сделать?
это несколько нестандартно, и когда я собираюсь оснастить его автовесами, он делает беспорядок на столе вертикального веса, втягивая в него практически все неправильные кости. Я знаю, что вы можете удалить кости, которые вам НЕ нужны, прикрепленные к вертам из таблицы, но много раз автоматические веса не обнаруживают кости, которые мне нужны, и я не вижу никаких вариантов добавить конкретную кость в эту таблицу, кто-нибудь знает как это сделать?
большое спасибо.
казингер (казингер)
#2
Я не слежу за тобой. «Удалить ненужные кости»? вы не добавляете кости, которые вы не хотите. можешь выложить бленд файл? http://www.pasteall.org/
Херосэндвич (Херосэндвич)
#3
№ Я говорю, что понимаю, как удалять кости из таблицы, но не могу понять, как добавить кости, которые я хочу включить в таблицу.
Ориноко (Ориноко)
#4
Таблица представляет собой не что иное, как набор групп вершин, каждая из которых имеет то же имя, что и прикрепленная к ней
кость. Если вы добавляете кость к каркасу и хотите добавить ее в «Таблицу веса вершин», просто добавьте новую группу вершин (используйте значок +) и назовите ее так же, как кость.
Херосэндвич (Херосэндвич)
#5
который + значок, я должен пропустить что-то большое…? то, что я вижу в разделе свойств, просто интерфейс для весов? если да, то как мне добраться до главного интерфейса… это конечно расстраивает, как будто оно прямо здесь… но это не так.
Херосэндвич (Херосэндвич)
#6
хорошо, спасибо за помощь. наконец нашел интерфейс групп, который я искал под арматурой. это окно свойств объекта НЕВЕРОЯТНО отвлекает.
Ориноко (Ориноко)
#7
Что ж, возможно, вы все еще ищете какие-нибудь дополнения на интерфейсе.
Здесь все начинается. У меня выбран меш (не арматура), и он находится в режиме редактирования (создание группы вершин также работает в объектном режиме, но вы не можете назначать вершины группе в объектном режиме). Обратите внимание, что в свойствах 3D Viewport SHELF у меня нет панелей между жирным карандашом и видом. Вот почему я думаю, что вы можете использовать аддон для получения этой панели Vertex Weights. Во всяком случае, посмотрите на РЕДАКТОР свойств справа.
Я выбрал вкладку сетки (значок треугольника) и открыл панель Vertex Groups. Именно здесь находится значок +, о котором я говорил ранее. Чтобы добавить новую группу вершин, нажмите + и дайте новой группе имя. Здесь я назвал новую группу «Костяное имя».
Теперь, если я хочу назначить вершины этой группе, я могу выбрать их в окне 3D-просмотра, а затем нажать кнопку «назначить».