Баббитовые подшипники: Ремонт подшипников (перезаливка баббитом)
alexxlab | 02.05.2021 | 0 | Разное
Ремонт подшипников (перезаливка баббитом)
АО «Уралкомпрессормаш» производит ремонт и перезаливку баббитом, вкладышей (подшипников) скольжения, упорных и опорных колодок компрессоров.
Баббиты – это специальные сплавы на основе олова с добавками свинца и других металлов. Они названы по имени американского изобретателя И. Баббита. Такие сплавы обладают высокими антифрикционными свойствами, т.е. низким коэффициентом трения. Их используют для заливки вкладышей подшипников скольжения. Характерной особенностью баббитовых сплавов является то, что они представляют собой пластичную массу с равномерно вкрапленными твердыми кристаллами, которые служат опорными точками для шеек валов и при неравномерной нагрузке вдавливаются вглубь мягкой основы. Давление вала на вкладыш в этом случае равномерно распределяется по всей поверхности скольжения, что позволяет подшипнику выдерживать большую нагрузку. Твердость баббитов всегда меньше твердости материала шейки вала, поэтому поверхность баббитового подшипника подвергается более интенсивному износу.
Основными показателями работы баббитовых подшипников являются низкий коэффициент трения и гетерогенность структуры. Роль баббитовой заливки в упорных и опорных подшипниках различна. В опорных вкладышах баббит играет роль антифрикционного материала, эксплуатируемого в режиме полусухого трения. В большинстве упорных подшипников сегменты расположены в масляной ванне, и режима полусухого трения практически не возникает. Износ баббитовой заливки вызывает увеличение радиального зазора в подшипниках и появление при работе двигателя глухих металлических стуков; чтобы устранить этот дефект, производят перезаливку баббита или замену вкладышей.
Толщину баббитовой заливки принимают обычно 3 – 6 мм для чугунных, 2 – 4 мм для стальных и 0, 5 – 3 мм для бронзовых вкладышей. Меньшие значения относятся к диаметрам валов порядка 50 мм, большие – к диаметрам валов 150 – 2005 мм. Ширину и количество пазов выбирают по конструктивным соображениям. Толщина заливки определяется из расчета, чтобы в случае перемещения ротора, при расплавлении баббита, не произошло задевания его за диафрагмы.
Заливка подшипников баббитом не является простым делом. Разные баббиты имеют разные свойства. Каждый из них требует точного соблюдения режимов плавки и заливки. Строгое соблюдение всех технологических требований дает возможность получить подшипники скольжения более высокого качества. Такую качественную заливку можно получить только на оборудовании, которое специально спроектировано для этих целей.
Удаляют изношенную баббитовую заливку путем нагрева вкладыша в горне ( в противне) лампой или газовой горелкой с тыльной стороны вкладыша до 240 – 260 °С, что соответствует началу его размягчения. В результате удара вкладыша о плиту баббит легко отстает.
Типичной для современных российских условий является повторная заливка удаленного баббита с добавлением небольшого количества нового материала. Именно это и приводит к большинству типовых проблем — посторонние включения, окислы, каверны, пустоты и расслоения, которые ведут к снижению коэффициента трения, преждевременному выходу из строя подшипникового узла, аварийной остановке механизма.
Опыт, накопленный АО «Уралкомпрессормаш», позволяет с уверенностью гарантировать высочайшее качество восстановления подшипников скольжения, упорных и опорных колодок.
Высокое качество изготовления достигается благодаря следующим факторам:
– входной контроль качества баббита;
– современное оборудование для заливки баббитом;
– точные токарные и фрезерные работы;
– опытный высококвалифицированный персонал;
– проверка качества продукции с помощью УЗК.
Ремонт и восстановление подшипников скольжения.Перезаливка баббитовых подшипников.Ремонтно-механическое предприятие.
Восстановление подшипников скольжения
На базе ООО РМП мы производим ремонт и восстановление подшипников скольжения.
Перезаливку подшипников центробежным способом.
Дефекты
Основными дефектами подшипников скольжения являются: износ и искажение формы рабочих поверхностей; отслоение,
выкрашивание или частичное выплавление баббита; риски, увеличенные зазоры, сколы, трещины, раковины на поверхностях скольжения; искажение
профиля смазочных канавок; отсутствие запаса на регулирование в подшипниках с регулируемым зазором; износ торцов вкладышей; нарушение
крепления втулок и вкладышей; поломка деталей корпуса и крышки, срыв резьбы, засорение и повреждение маслоподводящих отверстий и трубопроводов.
Подбор материала для производства
В качестве антифрикционного материала в подшипниках мы применяем БАББИТ (Белый металл).
При ремонте мы стараемся подбирать оптимальный сорт БАББИТА , под определенные условия дальнейшей работы изделия.
Технология литья
При ремонте сложных подшипников мы применяем технологию высококачественного центробежного литья.
К преимуществами этого способа можно отнести: возможность улучшения заполняемости форм расплавом под действием давления,
развиваемого центробежными силами; повышение плотности отливок вследствие уменьшения количества усадочных пор, раковин,
газовых, шлаковых и неметаллических включений; уменьшение расхода металла
При выполнении ремонта мы контролируем температуру материала на всем протяжении процесса заливки подшипника. Контроль температуры обеспечивает полное сохранение всех своих свойств в применяемом металле.
Контроль температуры обеспечивает полное сохранение всех своих свойств в применяемом металле.
Выходной контроль
При проведении ремонта БАББИТОВЫХ подшипников мы используем ультразвуковой контроль.
Вкладыши подшипников скольжения, подшипники скольжения / НЕВА-диз
Работоспособность подшипника скольжения в значительной степени определяется материалом вкладышей. Материал вкладыша должен быть выбран так, чтобы в сочетании с материалом цапфы была образована антифрикционная пара. В свою очередь, подшипники работают тем надежнее, чем выше твердость поверхностей цапф.
К подшипниковым материалам могут быть предъявлены следующие комплексные требования, соответствующие основным критериям работоспособности подшипников:
а) низкий коэффициент трения;
б) высокая сопротивляемость изнашиванию и заеданию;
в) достаточная усталостная прочность (при пульсирующей нагрузке).
Для обеспечения этих требований наиболее важны следующие основные свойства подшипниковых материалов:
а) теплопроводность, обеспечивающая интенсивный теплоотвод от поверхностей трения, и малый коэффициент линейного расширения во избежание больших изменений зазоров в подшипниках;
б) прирабатываемоcть, обеспечивающая умень-шение кромочных и местных давлений, связанных с упругими деформациями и погрешностями изготовления;
в) хорошая смачиваемость маслом и способность образовывать на поверхностях стойкие и быстро восстанавливаемые масляные пленки;
г) коррозионная стойкость.
Кроме того, существенное значение имеют технологические свойства: литейные, хорошая обрабатываемость резанием и т. д. Хорошим антифрикционным свойствам материала благоприятствует структура, характеризуемая пластической основой и более твердыми вкрапленными в неё составляющими.
Подшипниковые антифрикционные материалы по своему химическому составу делятся на следующие группы: баббиты, бронзы, сплавы на цинковой основе, сплавы на алюминиевой основе, антифрикционные сплавы на железной основе.
Баббиты
Наиболее давними подшипниковыми материалами являются мягкие сплавы на оловянной и свинцовой основах. Первый подшипниковый сплав был разработан в 1839 г. англичанином
И. Баббитом. Он содержал 82–84 % Sn, 5–6 % Сu и 11–12 % Sb. Этот сплав положил начало использо-ванию мягких белых антифрикционных сплавов в технике, и поэтому все последующие сплавы на оловянной и свинцовой основах стали называть баббитами. Баббиты обладают низкой твердостью (НВ 13–32), имеют невысокую температуру плавления (240–320 °С), повышенную размягчаемость (НВ 9–24 при 100 °С), отлично прирабатываются и обладают высокими антифрикционными свойствами. В то же время они обладают низкой усталостной прочностью, что сказывается на работоспособности подшипников.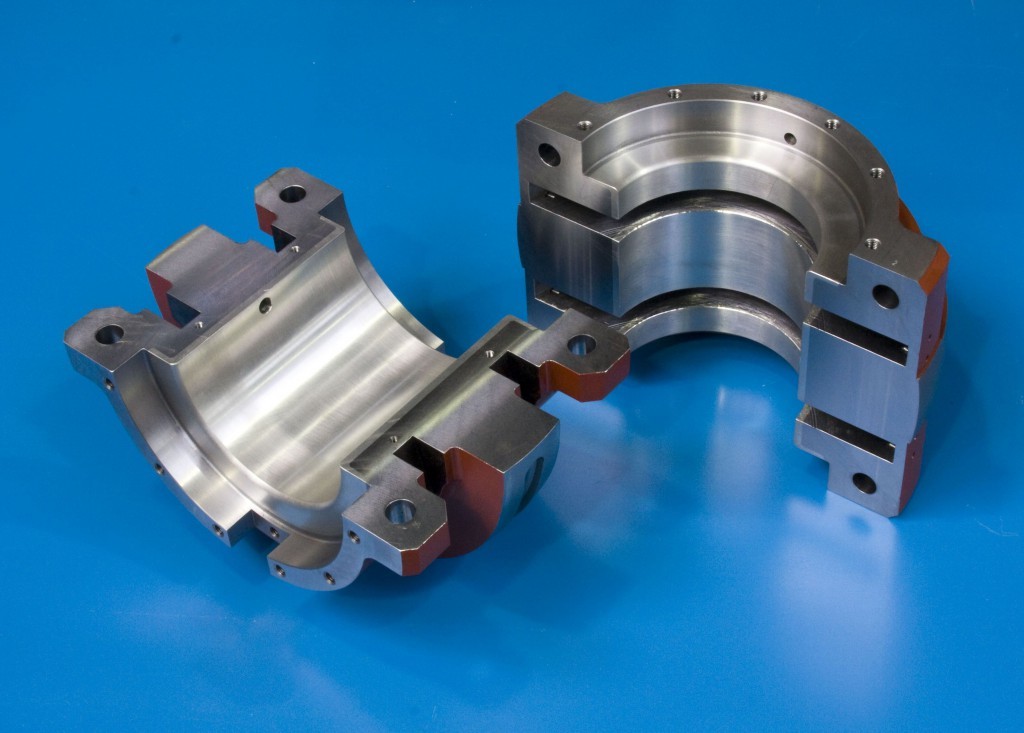
К выбору подшипниковых сплавов необходимо подходить с учетом толщины баббитового слоя подшипника. Гетерогенное микростроение сплавов типа Б83 с крупными твердыми кубическими кристаллами химического соединения SnSb (β-фазы) не способствует удовлетворительной сопротивляемости усталостным повреждениям под действием циклических нагрузок в тонкослойных подшипниках (толщина слоя менее 1 мм). В отдельных локальных объемах кристаллов β-фазы накапливается пластическая деформация, и в слое баббита возникают остаточные напряжения. В тонком слое внедрение в пластичную основу кристаллов твердой составляющей, принимающей на себя нагрузку, затруднительно. Размеры таких кристаллов нередко соизмеримы с толщиной слоя (достигают нескольких десятых мм).
Гетерогенная структура, состоящая из мягкой легкоприрабатывающейся основы и твердых включений, способствует удержанию пленки смазки, что снижает коэффициент трения.
Баббиты применяются в подшипниках в виде слоя, залитого по корпусу вкладыша из бронзы, латуни, стали или чугуна. Наиболее прочное соединение заливаемого слоя баббита с корпусом вкладыша достигается специальным процессом заливки, включающим очистку поверхности корпуса и его облуживание. Тонкостенные вкладыши двигателя легкового автомобиля изготовляются штамповкой из биметаллической ленты, получаемой непрерывной заливкой баббита по движущейся стальной калиброванной ленте.
Тонкостенные вкладыши двигателя легкового автомобиля изготовляются штамповкой из биметаллической ленты, получаемой непрерывной заливкой баббита по движущейся стальной калиброванной ленте.
При правильной подготовке поверхности вкладыша и его заливке прочное соединение баббита и металла корпуса (бронза, сталь, чугун) происходит по всей поверхности вкладыша, что позволяет значительно уменьшить толщину слоя баббита. Способ механического крепления баббита к вкладышу (путем устройства во вкладыше пазов и отверстий, заполняемых баббитом при заливке) пригоден лишь для малонапряженных баббитов.
Таблица 20.1
Химический состав баббитов (%), используемых в РФ
А. Баббиты по ГОСТ 1320–98
Марка | Sn | Sb | Сu | Cd | Ni | As | Pb |
Б88 | Остальное | 7,3–7,8 | 2,5–3,5 | 0,8–1,2 | 0,15–0,25 | – | – |
Б83 | 10,0–2,0 | 5,5–6,5 | – | – | – | – | |
Б83С | 9,0–11,0 | 5,0–6,0 | – | – | – | 1,0–1,5 | |
Б16 | 15,0–17,0 | 15,0–7,0 | 1,5–2,0 | – | – | – | Остальное |
БН | 9,0–11,0 | 13,0–5,0 | 1,5–2,0 | 0,1–0,7 | 0,1–0,5 | 0,5–0,9 | |
БСб | 5,5–6,5 | 5,5–6,5 | 0,1–0,3 | – | – | – |
Б. Сплавы по ГОСТ 1209–99
Сплавы по ГОСТ 1209–99
Марка | Sn | Са | Na | Mg | А1 | Pb |
БКА | – | 0,95–1,15 | 0,7–0,9 | – | 0,05–0,20 | Остальное |
БК2 | 1,5–2,1 | 0,30–0,55 | 0,2–0,4 | 0,06–0,11 | – | |
БК2Ш | 1,5–2,1 | 0,65–0,90 | 0,7–0,9 | 0,11–0,16 | – |
Таблица 20. 2
2
Химический состав (%) наиболее употребительных баббитов, используемых в США
Марка | Sn | Sb | Pb | As |
SAE11 | 86,0 (min) | 6,0–7,5 | 0,5 | 0,1 |
SAE12, ASTM2 | 88,25 (min) | 7,0–8,0 | ||
SAE13 | 5,0–7,0 | 9,0–11,0 | Остальное | 0,25 0,6 0,8–1,2 |
SAE14, ASTM7 | 9,25–10,75 | 14,0–1,6,0 | ||
SAE15, ASTM15 | 0,9–1,25 | 14,0–15,5 |
Примечание. Примесей < 0,2%.
Примесей < 0,2%.
Для тонкослойных вкладышей баббит должен удовлетворять следующим требованиям:
не иметь резко выраженной неоднородной структуры. Для них возможно использование однофазных сплавов при достаточном сопротивлении металла смятию;
обладать повышенной сопротивляемостью усталостному разрушению, поскольку работа тонкослойных прецезионных вкладышей должна протекать, в основном, в условиях жидкостного трения;
баббитовый антифрикционный слой желательно применять с пониженной твердостью — до НВ 15–20. При этом улучшается прирабатываемость. Это важно в связи с тем, что сопротивляемость смятию в тонком слое повышается за счет влияния подложки;
для обеспечения надлежащей долговечности подшипников существенное значение имеет прочность соединения баббита с корпусом, определяемая способностью слоя полуды сопротивляться усталостному разрушению.

В России разработаны и применяют для тонкослойных подшипников сплавы Б88, БК2 с добавкой переплава и другие, состав которых приведен в табл. 20.3.
Подшипники с толщиной баббитового слоя > 3 мм используют при сравнительно легких условиях работы. Баббитовый слой таких подшипников (Б83, Б16, БН, БКА) обладает хорошей способностью прирабатываться и является своеобразным компенсатором всякого рода неточностей, образованных при обработке и монтаже трущихся деталей и возникающих в процессе эксплуатации. К такому типу относятся подшипники скольжения вагонов, вкладыши тихоходных мощных судовых двигателей, компрессоров и др.
Таблица 20.3
Химический состав (%) баббитов, используемых для тонкослойных подшипников
Марка | Sn | Sb | As | Са | Pb |
СОС6-6 | 5,5–6,5 | 5,5–6,5 | – | – | Остальное |
БС2 | 1,5–2,5 | 9,0–10,0 | 0,5–0,8 | – | |
БК2 с добавкой переплава | 1,5–2,1 | 0,15–0,3 Na | 0,04–0,09 Mg | 0,08–0,3 |
Сплавы на медной основе
Из сравнительно большого количества сплавов на медной основе в качестве антиффикционных используются обычно бронзы (оловянные и безоловянные) и латуни. Подшипники изготовляют из бронзы в монометаллическом и биметаллическом исполнении. Монометаллические подшипники (вкладыши, втулки и др.) изготовляют из бронз, обладающих достаточной прочностью и твердостью. Бронзы, употребляемые в таких подшипниках, подразделяются на сплавы с высоким (до 10 %) и низким (до 3 %) содержанием олова. В состав легирующих добавок входят Zn, Pb, Ni, P и др. Стандартом (ГОСТ 613–79) определены составы малооловянистых бронз. Бронзы же с высоким содержанием олова используют в ответственных случаях по ведомственным техническим условиям. Состав наиболее употребительных оловянных бронз приведен в табл. 20.4.
Подшипники изготовляют из бронзы в монометаллическом и биметаллическом исполнении. Монометаллические подшипники (вкладыши, втулки и др.) изготовляют из бронз, обладающих достаточной прочностью и твердостью. Бронзы, употребляемые в таких подшипниках, подразделяются на сплавы с высоким (до 10 %) и низким (до 3 %) содержанием олова. В состав легирующих добавок входят Zn, Pb, Ni, P и др. Стандартом (ГОСТ 613–79) определены составы малооловянистых бронз. Бронзы же с высоким содержанием олова используют в ответственных случаях по ведомственным техническим условиям. Состав наиболее употребительных оловянных бронз приведен в табл. 20.4.
Для изготовления свертных втулок, торцовых дисков и других антифрикционных деталей применяют деформируемые оловянные бронзы. Состав некоторых из таких сплавов приведен в табл. 20.5.
Для биметаллических подшипников в качестве антифрикционного слоя употребляются бронзы, содержащие повышенное количество свинца, без олова или с небольшим количеством олова. Распространенным сплавом первого вида является бронза БрСЗО, содержащая 30 % Pb. Сплав второго вида содержит 22 % Pb и 1 % Sn. Для монометаллических подшипников иногда используется свинцовистая бронза БрОС5-25 (5 % Sn и 25 % Pb).
Распространенным сплавом первого вида является бронза БрСЗО, содержащая 30 % Pb. Сплав второго вида содержит 22 % Pb и 1 % Sn. Для монометаллических подшипников иногда используется свинцовистая бронза БрОС5-25 (5 % Sn и 25 % Pb).
Помимо оловянных бронз сравнительно широко используют сплавы, не содержащие олово (безоловянные). Некоторые из сплавов по свойствам не уступают, а иногда и превосходят оловянные бронзы. Химический состав и области применения ряда таких бронз приведены в табл. 20.6.
В тяжелонагруженных трущихся деталях (дорожные машины, тяжелое станочное оборудование, скользящие соединения теплопередаточного оборудования и др.) с успехом применяют высокопрочные алюминиевые бронзы. Состав и механические свойства ряда алюминиевых бронз, применяемых в отечественном машиностроении, даны в табл. 20.7.
В меньшей степени, чем бронзы, употребляются в качестве антифрикционных материалов латуни (сплавы меди с цинком и другими металлами). В качестве антифрикционных используются так называемые кремнистые и марганцовистые латуни и находят применение алюминиевожелезные латуни (ГОСТ 17711–93).
В качестве антифрикционных используются так называемые кремнистые и марганцовистые латуни и находят применение алюминиевожелезные латуни (ГОСТ 17711–93).
Химический состав, свойства и области использования наиболее употребительных антифрикционных латуней приведены в табл. 20.8.
Сплавы на медной основе широко распространены во всем мире. Составы их мало отличаются один от другого. Для примера в табл. 20.9 приведены составы стандартных бронз, применяемых в ФРГ и США.
В табл. 20.15 приведены некоторые свойства отдельных бронзовых и латунных сплавов, а также допустимые режимы их работы.
Таблица 20.4
Химические составы (%) наиболее употребительных оловянных литейных бронз
Марка | Sn | Zn | Pb | Назначение | Cu |
Стандартные бронзы | Остальное | ||||
БрОЦСНЗ-7-5-1*l | 2,5–4,0 | 6,0–9,5 | 3,0–6,0 | В трущихся парах при | |
БрОЦСЗ-12-5 | 2,0–3,5 | 8,0–15,0 | 3,0–6,0 | ||
БрОЦС5-5-5 | 4,0–6,0 | 4,0–6,0 | 4,0–6,0 | Антифрикционные детали | |
БрОЦС4-4-17 | 3,5–5,0 | 2,0–6,0 | 14,0–20,0 | ||
БрОЦСЗ,5-7-5 | 3,0–4,5 | 6,0–9,5 | 3,0–6,0 | ||
Нестандартные бронзы | |||||
БрОЦ10-2 | 9,0–11,0 | 1–3,0 | – | Антифрикционные детали ответственного назначения | |
БрОФ10-1*2 | 9,0–11,0 | – | – | ||
БрОСН10-2-3*3 | 9,0–11,0 | – | 2,0–3,25 | ||
БрОС10-10 | 8,0–10,0 | 6,0–11,0 | – | ||
БрОС16-5 | 15,0–17,0 | 4,0–6,0 | – | ||
БрОС8-12 | 7,0–9,0 | – | 11,0–13,0 | ||
*1 Содержит 0,5–2,0 % Ni.
*2 Содержит 0,4–1,0 % Р.
*3 Содержит 3,0–4,0 % Ni.
Таблица 20.5
Химический состав (%) деформируемых подшипниковых бронз, содержащих олово
Марка | Основные элементы | ГОСТ или ТУ | |||
Sn | Р | Ni | Cu | ||
БрОФ6,5-0,15 | 6,0–7,0 | 0,1–0,25 | – | Остальное | ГОСТ 5017–90 |
БрОФ6,5-0,4 | 6,0–7,0 | 0,3–0,4 | – | ||
БрОФ7,0-0,2 | 7,0–8,0 | 0,1–0,25 | – | ||
БрОФ8,0-0,3 | 7,5–8,5 | 0,25–0,35 | 0,1–0,2 | ТУ 48-21-214–72 | |
БрОФ6,5-0,4 | 6,0–7,0 | 0,3–0,4 | 0,1–0,2 | ||
БрОЦС4-4-2,5* | 3,0–5,0 | – | – | ГОСТ 5017–90 | |
*Содержит 3,0–5,0 % Zn и 1,5–3,5 % Pb.
Таблица 20.6
Химический состав (%) безоловянных подшипниковых бронз
Марка | Сu | Sb | Pb | Р | Заменяемые сплавы | Назначение |
БрСуСФ6-12-0,3 | 81,7 | 6,0 | 12,0 | 0,3 | БрОС8-12 БрОС10-10 | Втулки, золотники, скользуны и другие детали, работающие при высоких скоростях скольжения |
БрСуНЦСФ-3-3-3-20-0,2 | 69,3 | 3,5 | 20 | 0,2 | БрОС10-10 БрОС8-12 | Подшипники, соприкасающиеся с морской и пресной водой и другими агрессивными жидкостями |
БрСуН6-2 БрСуФ6-1 | 91,3 93,0 | 6,0 6,0 | – – | – 1,0 | БрОФ10-1 | Антифрикционные детали |
БрКМцЗ-1 | 96,0 | – | – | – | БрОЦ10-2 БрОЦ4-3 БрОЦ8-4 БрОЦС6-6-3 БрОЦС5-5-5 | Материал для пружин, втулок и фасонных отливок |
Примечание. Бронза марки БрСуНб-2 также содержит 2,0 % Ni и 0,7 % Zn, a марки БрКМцЗ-1 — 3,0 % Si и 1,0 % Мn и БрСуНЦСФ-3-3-3-20-0,2 содержат 3,5 % Zn и 3,5 % Ni.
Бронза марки БрСуНб-2 также содержит 2,0 % Ni и 0,7 % Zn, a марки БрКМцЗ-1 — 3,0 % Si и 1,0 % Мn и БрСуНЦСФ-3-3-3-20-0,2 содержат 3,5 % Zn и 3,5 % Ni.
Таблица 20.7
Химический состав (%) и механические свойства алюминиевых бронз
Марка | Аl | Ni | Mn | Fe | s в, кгс/мм2 | d , % | Способ литья |
БрАМц9-2Л | 8–10 | – | 1,5–2,5 | – | 40 | 20 | К |
БрАМц10-2 | 9–11 | – | 1,5–2,5 | – | 50 | 12 | 3 и К |
БрАЖ9-4Л | 9–10 | – | – | 2–4 | 40 | 10 | 3 |
БрАЖМц10-3-1,5 | 9–11 | – | 1,0–2,0 | 2–4 | 50 | 12 | К |
БрАЖН10-4-4Л | 9,5–11,0 | 3,5–5,5 | – | 3,5–5,5 | 60 | 5 | К |
БрАЖН11-6-6 | 10,5–11,5 | 5,0–6,5 | – | 5,0–6,5 | 60 | 2 | К |
Примечание. Условные обозначения: К — литье в кокиль; 3 — литье в песчаные формы.
Условные обозначения: К — литье в кокиль; 3 — литье в песчаные формы.
Таблица 20.8
Химический состав (%) и механические свойства антифрикционных латуней
Марка | Си | Mn | Pb | Zn | s в, кгс/мм2 | d ,% | Назначение |
ЛАЖ60-1-1Л*1 | 58–61 | 0,1–0,6 | – | Остальное | 40 | 20 | Арматура, втулки, подшипники |
ЛКС80-3-3*2 | 77–81 | – | 2,0–4,0 | 30–40 | 15–25 | Подшипники, втулки | |
ЛМцС58-2-2 | 57–60 | 1,5–2,5 | 1,5–2,5 | 30–42 | 20 | Подшипники, втулки и другие детали, в том числе армировка вагонных подшипников |
*1 Содержит 0,8–1,5 % Аl; 0,8–1,5 % Fe.
*2 Содержит 2,5–4,5 % Si.
Таблица 20.9
Химический состав (%) бронз, применяемых за рубежом
Марка | Стандарт | Сu | Pb | Sn | Zn | Прочие |
Бронзы, употребляемые в ФРГ | ||||||
GCuPb22Sn | DIN1716 | 84 | 22 | 1 | – | – |
GСuPb10Sn | DIN1716 | 80 | 10 | 10 | – | – |
GCuSn7ZnPb | DIN 1705 | 83 | 6 | 7 | 4 | – |
GСuSn1O | DIN1705 | 90 | – | 10 | – | – |
GCuSn8 | DIN 17662 | 92 | – | 8 | – | – |
CuZn31Si | DIN17660 | 68 | – | – | 31 | 1As |
CuA119Mn | DIN17665 | 88 | – | – | – | ЗМn |
Бронзы, употребляемые в США | ||||||
Свинцовистая медь | SAE480 | 65 | 35 | – | – | – |
То же | SAE48 | 70 | 30 | – | – | – |
Свинцовистооловянистая бронза | AMS4840 | 70 | 25 | 5 | – | – |
Полупластичная бронза | SAE67 | 78 | 16 | 6 | – | – |
Свинцовистая красная бронза | SAE40 | 85 | 5 | 5 | 5 | – |
Бронзовые подшипники | SAE660 | 83 | 7 | 7 | 3 | |
Фосфористая бронза | SAE64 | 80 | 10 | 10 | – | 1 Р |
Пушечная бронза | SAE62 | 88 | 2 | – | 2 | – |
То же | SAE620 | 88 | 4 | – | 4 | – |
Свинцовистая пушечная бронза | SAE65 | 88 | 2 | 10 | – | – |
Алюминиевая бронза | ASTMB148-52-9C | 85 | 4Fe, 11A1 | |||
Сплавы на алюминиевой основе
За последнее время в нашей стране и за рубежом резко возросло использование алюминиевых подшипниковых сплавов. Они обладают достаточной усталостной прочностью, коррозионной стойкостью в маслах, имеют сравнительно высокую задиростойкость и хорошие антифрикционные свойства. Эти качества во многом определили тенденцию замены ими антифрикционных сплавов на свинцовой и оловянной основе, а также свинцовистой бронзы.
Они обладают достаточной усталостной прочностью, коррозионной стойкостью в маслах, имеют сравнительно высокую задиростойкость и хорошие антифрикционные свойства. Эти качества во многом определили тенденцию замены ими антифрикционных сплавов на свинцовой и оловянной основе, а также свинцовистой бронзы.
Алюминиевые сплавы употребляют для изготовления монометаллических деталей (втулок, подшипников, шарниров и др.) и биметаллических подшипников. Последние изготовляют штамповкой из биметаллической полосы или ленты со слоем алюминиевого сплава, соединенного со сталью в процессе совместного пластического деформирования при прокатке. Для монометаллических подшипников употребляются сравнительно твердые прочные сплавы, а слой биметаллических вкладышей изготовляют из менее твердого пластичного металла.
Алюминиевые сплавы классифицируют преимущественно по микроструктурному признаку. Эта классификация отражает в большей степени антифрикционные свойства сплавов, так как общепризнанной является роль мягких структурных составляющих в уменьшении износа и увеличении сопротивляемости задиру трущейся пары. К I группе относят сплавы, имеющие включения твердых структурных составляющих (FеАl3, Аl3Ni, CuAl2, Mg2Si, AlSb, кремний и др.) в пластичной основе металла. В сплавах II группы, наряду с твердыми составляющими, имеются мягкие включения.
К I группе относят сплавы, имеющие включения твердых структурных составляющих (FеАl3, Аl3Ni, CuAl2, Mg2Si, AlSb, кремний и др.) в пластичной основе металла. В сплавах II группы, наряду с твердыми составляющими, имеются мягкие включения.
В РФ сплавы на алюминиевой основе стандартизованы ГОСТ 14113–78. Их состав приведен в табл. 20.10.
В зарубежной практике получили большее распространение сплавы II группы, но в последние годы сравнительно широко используют и сплавы I группы. Подробные сведения о составах приведены в табл. 20.11.
За последние годы в связи с появлением тяжелонагруженных двигателей в автомобилестроении, тракторостроении, транспортном машиностроении и других появилась острая необходимость в материалах подшипников, обладающих повышенной задиростойкостью. В связи с этим в РФ, Японии, Англии и Америке разрабатываются алюминиевооловянные сплавы, содержащие до 30 и даже 40 % Sn и отрабатывается технология изготовления сплавов, содержащих свинец. Такие сплавы обладают способностью хорошо сопротивляться задиру при ультратонких смазочных слоях, однако эта особенность достигается наиболее полно при содержании 14 % Pb. В России разработан метод получения алюминиевосвинцовых (до 30 % Pb) сплавов из гранул. Отливка гранул производится во вращающемся стакане с круглыми отверстиями при частоте вращения 1500 об/мин. Струя разбивается на капли, которые через отверстия попадают в воду и кристаллизуются.
Такие сплавы обладают способностью хорошо сопротивляться задиру при ультратонких смазочных слоях, однако эта особенность достигается наиболее полно при содержании 14 % Pb. В России разработан метод получения алюминиевосвинцовых (до 30 % Pb) сплавов из гранул. Отливка гранул производится во вращающемся стакане с круглыми отверстиями при частоте вращения 1500 об/мин. Струя разбивается на капли, которые через отверстия попадают в воду и кристаллизуются.
Последующее прессование гранул производят различными способами. Хорошие результаты были получены при прессовании на шнековых прессах. Прессованные заготовки достаточно хорошо обрабатываются давлением и соединяются с помощью прокатки со стальными полосами для последующего изготовления биметаллических подшипников.
В табл. 20.15 приведены некоторые свойства отдельных алюминиевых сплавов и допустимые режимы их работы.
Таблица 20.10
Химический состав (%) алюминиевых антифрикционных сплавов
Группа | Марка сплава | Ni | Mg | Sb | Сu | Si | Sn | Ti | Al |
I | АН-2,5 | 2,7–3,3 | – | – | – | – | – | – | Остальное |
АСМ | – | 0,3–0,7 | 3,5–6,5 | – | – | – | – | ||
II | А09-1 | – | – | – | 1,0 | – | 9,0 | – | |
А0З-1 | 0,4 | – | – | 1,0 | 1,85 | 3,0 | – | ||
А09-2 | 1,0 | – | – | 2,25 | 0,5 | 9,0 | – | ||
А09-2Б | – | – | – | 1,75 | – | 9,0 | 0,02–0,10 | ||
А020-1 | – | – | – | 1,0 | – | 20,0 | 0,02–0,10 |
Таблица 20. 11
11
Химический состав (%) сплавов на алюминиевой основе, применяемых за рубежом
Марка и страна | Sn | Ni | Сu | Si | Cd | Pb | Mg | Al |
SAE770 (США) | 6,5 | 1,0 | 1,0 | Остальное | ||||
SAE780 (США) | 6,5 | 0,5 | 1,0 | 1,5 | – | – | – | |
SAE781 (США) | – | – | – | 4,0 | 1,0 | – | – | |
AS–15 (Англия), | ||||||||
SAE783 (США) | 20,0 | – | 1,0 | 0,15 | – | – | – | |
Аl—Рb сплав | – | – | 1,0 | – | – | 8,0 | – | |
KS1275 (ФРГ) | – | 1,0 | 1,0 | 13,0 | – | – | 1,0 | |
AS–78 (Англия) | – | – | 1,0 | 11,0 | – | – | – |
Сплавы на цинковой основе
Цинковые сплавы в качестве антифрикционных, хотя и известны с давних времен, не получили достаточно широкого распространения. В то же время цинковые сплавы обладают рядом ценных свойств, которые дают возможность использовать их во многих случаях взамен бронз и баббитов.
В то же время цинковые сплавы обладают рядом ценных свойств, которые дают возможность использовать их во многих случаях взамен бронз и баббитов.
Сплавы на цинковой основе, обладая низкой температурой плавления (» 400 °С), в большей степени, чем бронзы и алюминиевые сплавы, размягчаются с нагревом, благодаря чему легче прирабатываются. По этой причине подшипники из цинковых сплавов меньше изнашивают сопряженные поверхности цапфы при попадании абразивов. Частицы абразивов легче внедряются в трущуюся поверхность и меньше повреждают за счет микрорезания цапфу.
Цинковые сплавы являются весьма технологичными при изготовлении как монометаллических, так и биметаллических трущихся деталей. Легко достигается соединение цинкового сплава со сталью литейным способом и совместной прокаткой со стальной заготовкой. Соединение жидкого цинкового сплава со сталью достигается за счет слоя жидкого цинка, наносимого способом горячего цинкования.
Подшипники и другие детали из цинковых сплавов употребляются в литом и обработанном давлением (прокатка, прессование) состояниях. Составы стандартных сплавов (ГОСТ 21438–95) и свойства их в литом и прокатанном виде приведены в таблицах 18.6 и 18.7 гл. 18. В этой главе представлены особенности изготовления деталей из антифрикционных цинковых сплавов.
Особенностью цинковых сплавов в отличие от алюминевых и бронз является повышение прочности и пластичности сплавов после горячей обработки давлением при 250–300 °С. Это сказывается и на показателях усталостной прочности. Так,
например, для литого сплава ЦАМ9-1,5 предел выносливости при переменном изгибе вращающихся круглых образцов 5,0 кгс/мм2, а для прессованного металла — 10–11 кгс/мм2.
Цинковые сплавы в качестве антифрикционных материалов больше всего используют в нашей стране, причем опыт их массового применения накоплен на железнодорожном транспорте. В других странах цинковые сплавы используют в сравнительно небольших количествах. Состав наиболее употребительных сплавов дан в табл. 20.12.
В других странах цинковые сплавы используют в сравнительно небольших количествах. Состав наиболее употребительных сплавов дан в табл. 20.12.
Таблица 20.13
Химический состав (%) зарубежных цинковых сплавов
Марка, | А1 | Сu | Mg | Mn | Zn |
1010 (ФРГ) | 9–11 | 0,6–1,0 | 0,02–0,05 | Остальное | |
410 (ФРГ) | 3,7–4,3 | 0,6–1,0 | 0,02–0,05 |
| |
Япония | 10 | 2 |
| 0,2 | |
Алцен 305 (Австрия) | 30 | 5 |
|
|
Сплавы на железной основе
Как антифрикционные материалы стали используют сравнительно редко и при очень легких условиях работы (при небольших удельных давлениях и невысоких скоростях скольжения). Будучи твердыми и имея высокую температуру плавления, стали плохо прирабатываются, сравнительно легко схватываются с сопряженной поверхностью цапфы и образуют задиры. Обычно используют так называемые «медистые стали», содержащие малое количество углерода, либо «графитизированные стали», имеющие включения свободного графита. Состав некоторых сталей, рекомендуемых к использованию взамен бронз в легких условиях работы, приведен в табл. 20.13.
Будучи твердыми и имея высокую температуру плавления, стали плохо прирабатываются, сравнительно легко схватываются с сопряженной поверхностью цапфы и образуют задиры. Обычно используют так называемые «медистые стали», содержащие малое количество углерода, либо «графитизированные стали», имеющие включения свободного графита. Состав некоторых сталей, рекомендуемых к использованию взамен бронз в легких условиях работы, приведен в табл. 20.13.
Чугуны применяют для подшипников и других трущихся деталей в большем количестве и ассортименте, чем стали. Антифрикционные свойства чугунов представлены в табл. 20.15. Они определяются в значительной степени строением графитовой составляющей.
Чугун с глобулярной формой графита и с тол-стыми пластинками более износостоек, чем чугун с тонкими пластинками. В структуре антифрикционного чугуна желательно иметь минимальное количество свободного феррита (не более 15 %) и должен отсутствовать свободный цементит.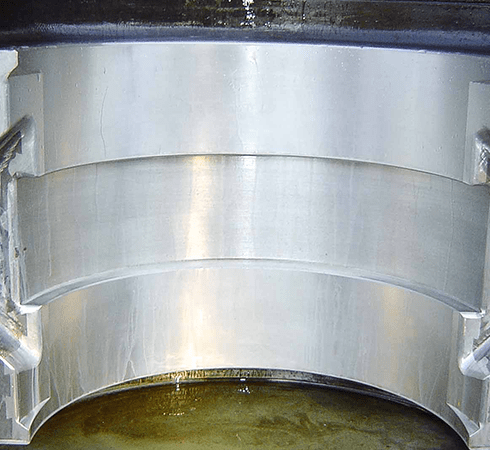 Состав антифрикционных чугунов приведен в табл. 7.13 главы 7.
Состав антифрикционных чугунов приведен в табл. 7.13 главы 7.
Таблица 20.13
Химические составы (%) антифрикционных сталей
Марка стали | Сu | А1 | С | Si | Mn | S | P | Fe |
Медистая | 32 | 2,5 | 0,1 | – | – | – | Остальное | |
Графитизированная сталь | – | – | 1,6 | 1,0 | 0,3 | < 0,03 | < 0,03 |
Области использования антифрикционных чугунов ограничиваются легкими условиями работы. Рекомендуемые границы применения чугунов в узлах трения представлены в табл. 7.14 главы 7.
Рекомендуемые границы применения чугунов в узлах трения представлены в табл. 7.14 главы 7.
Сплавы, изготовляемые методом порошковой металлургии
Изготовляемые методом порошковой металлургии подшипниковые материалы выполняются путем спекания заготовок, спрессованных предварительно (в пресформах) из надлежащим образом обработанных металлических порошков, часто с добавкой небольшого количества графита. Степень пористости обычно около 25 %. В качестве обязательной добавки к железным и медным пористым изделиям, помимо графита, используют самосвязывающие порошки дисульфита молибдена, нитрита бора и др.
Готовые втулки калибруются обжатием (резанием со стороны рабочей поверхности не обрабатываются) и пропитываются в вакууме маслом. Главное их назначение — подшипники малого размера, работающие при малых нагрузках, без подвода смазки. Срок службы ограничен запасом смазки в слоях, прилегающих к поверхности трения.
Составы наиболее распространенных пористых сплавов на железной, алюминиевой и медной основах и некоторые их свойства приведены в табл. 20.14.
Таблица 20.14
Состав и основные характеристики металлокерамических подшипниковых материалов
Марка | Состав, % | Плотность, 103 × кг/м3 | Пористость, % | s в, кгс/мм2 | s сж, кгс/мм2 | НВ | Ударная вязкость, кгс/мм2 (на образах без надреза) | Коэффициент трения | Допустимые нагрузки, | Максимально допустимая |
Пористое | 100 Fе | 6,0–6,5 | 18–22 | 12–14 | 30–40 | 40–55 | 1,6–2,0 | 0,019–0,023 | 40–45 | 100–120 |
ЖГр-1-20пф | 99,0 Fe + 1,0 графита | 6,0–6,3 | 17–23 | 14–18 | 40–45 | 60–100 | 0,3–0,6 | 0,06–0,09 | 34–38 | 100–120 |
ЖГр-2-20пф | 98,0 Fe + 2,0 графита | 5,8–6,2 | 17–23 | 14–16 | 38–42 | 50–80 | 0,25–0,35 | 0,06–0,09 | 34–38 | 100–120 |
ЖГр-3-20пф | 97,0 Fe 4 – 3,0 графита | 5,5–6,0 | 17–23 | 12–14 | 30–35 | 50–80 | 0,18–0,22 | 0,04–0,06 | 40–45 | 100–140 |
ЖГр-3-Д-3 | 94,0 Fe + 3,0 графита + 3,0 меди | 5,7–6,2 | 22–27 | 25–35 | 120–130 | 70–100 | 0,4–0,8 | 0,04–0,07 | 50–70 | 120–150 |
ЖГр-3-Це-4 | 93,0 Fe + 3,0 графита + 4,0 ZnS | 5,4–5,8 | 17–23 | 12–14 | 75–80 | 60–100 | 0,15–0,25 | 0,001–0,0075 | 80–100 | До 150 |
ЖГр-1-Дс-3 | 96,0 Fe + 1,0 графита + 3,0 Сu2S | 6,2–6,3 | 18–22 | – | 90–120 | 90–120 | 0,4–0,5 | – | 80–100 | До 150 |
АЖГр-6-3 | 90 A1 – 6Fe + 4 графита | 2,6–2,8 | 5–10 | – | 14–15 | 20–24 | 0,4–0,5 | 0,005–0,008 | 40–60 | 100–120 |
AM Г-10-3 | 87,0 Al + 10,0 Сu + 3,0 графита | 2,8–2,9 | 5–10 | 23–24 | 30–35 | – | – | 35–50 | 100–120 | |
БрОГ10-2 | 88 Cu + 10,0 Sn + 2 графита | 6,0–6,8 | 20–25 | – | 50–60 | 18–20 | – | 0,004–0,008 | 25–30 | 80–90 |
Примечание. ПФ — перлитно-ферритная структура.
ПФ — перлитно-ферритная структура.
Таблица 20.15
Сравнительные характеристики антифрикционных материалов
Материал | НВ | Коэффициент трения по стали | Допустимый режим работы | |||
без смазочного материала | со смазочным | p × 10–5, | v, | vp × 10–5, | ||
Баббиты: Б83 | 300 | 0,07–0,12 | 0,004–0,006 | 150 | 50 | 750 |
Б16 | 300 | 100 | 30 | 30 | ||
БК2 | 320 | 150 | 15 | 60 | ||
Бронзы: Бр010Ф1 | 1000 | 0,1–0,2 | 0,004–0,009 | 150 | 10 | 150 |
Бр05Ц5С5 | 600 | 80 | 3 | 120 | ||
БрС30 | 250 | 250 | 12 | 300 | ||
Латуни: ЛЦ16К4 | 1000 | 0,15–0,24 | 0,009–0,016 | 120 | 2 | 100 |
ЛЦ38Мц2С2 | 800 | 106 | 1 | 100 | ||
Алюминиевый сплав: А09–2 | 310 | 0,1–0,15 | 0,008 | 250 | 20 | 1000 |
Антифрикционные серые чугуны: АЧС–1 | 2200 | 0,12–0,23 | 0,008 | 25 | 5 | 100 |
АЧС–3 | 1600 | 0,016 | 60 | 0,75 | 45 | |
Производство баббитовых подшипников- Заказать баббитовые вкладыши в Москве- Компания Русское Морское Оборудование
Компания «Русское морское оборудование» поставляет баббитовые вкладыши в широком ассортименте. Мы производим их по индивидуальным размерам из высококачественного антифрикционного сплава, наделяющего изделия высокими пользовательскими характеристиками.
Мы производим их по индивидуальным размерам из высококачественного антифрикционного сплава, наделяющего изделия высокими пользовательскими характеристиками.
1. Рассмотрение и согласование чертежей с заказчиком.
2. Предварительное изготовление корпуса подшипника (сталь).
3. Заливка рабочей поверхности подшипника баббитом.
4.Окончательная механическая обработка подшипника
5. Приёмка ОТК.
6. Отгрузка.
Используемые марки Б-16 и Б – 83ГОСТ 1320-74
Существует несколько различных подвидов материалов, используемых при изготовление баббитовых подшипников и вкладышей:
Антифрикционный свинцовый сплав, который способен работать при большом длительном нагреве. В химический состав входит пропорциональное содержание сурьмы, олова, меди. Баббит Б-16 обладает повышенной пластичностью при 100ºC и невысокой t плавления (240 – 320ºС). Предельная рабочая температура достигает отметки +110 градусов Цельсия.
В химический состав входит пропорциональное содержание сурьмы, олова, меди. Баббит Б-16 обладает повышенной пластичностью при 100ºC и невысокой t плавления (240 – 320ºС). Предельная рабочая температура достигает отметки +110 градусов Цельсия.
Один из самых популярных легкоплавких сплавов для антифрикционных подшипников. В химическом составе этого сплава преобладает содержание олова (80,941-84,5%), сурьмы (10-12%) и меди (5,5-6,5%), также присутствует небольшое количество железа, свинца, мышьяка, алюминия, висмута и цинка. Данное обстоятельство определяет свойства этого соединения, придает ему характеристики, которые сказываются на выборе сферы использования.
Преимущества баббита Б-83
К числу достоинств баббита Б-83 следует отнести его отличную стойкость к износу и сравнительно не высокую стоимость. Нагревать рабочую поверхность не стоит более, чем до отметки в +110 градусов Цельсия. Б-83 склонен к хрупкости, поэтому необходимо бережно относиться к рабочей поверхности. Его не рекомендуется использовать на производстве подшипников, эксплуатируемых в условиях вибраций и ударных нагрузок.
Его не рекомендуется использовать на производстве подшипников, эксплуатируемых в условиях вибраций и ударных нагрузок.
Применять баббит этой марки следует при производстве трущихся деталей (баббитовых вкладышей) и подшипников, которые эксплуатируются на средних нагрузках и высоких скоростях. Преимущественно в данную категорию входят подшипники стационарных и судовых паровых двигателей, подшипники турбокомпрессоров, дизелей низкого оборота, турбин, компрессоров и других изделий.
Хранение баббита должно осуществляться в хорошо проветриваемых помещениях, так как содержащийся в сплаве свинец относится к 1-ой группе, а сурьма – ко 2-ой группе опасности.
Изготавливаем из различных марок – Б-16, а также Б-83. Они характеризуются хорошей пластичностью, относительно малой температурой плавления, что позволяет минимизировать расходы на производство. Также состав продукции предопределяет ее преимущества. Баббитовые вкладыши подшипников:
- Практически не подвергаются усталости и разрушению.

- Инертны к воздействию коррозионных процессов.
- Имеют четкие размеры, обладают качественно поверхностью без сколов, наслоений, трещин.
- Благодаря применяемым материалам повышенной прочности, детали дают лучшую оцентровку, что существенно продлевает срок службы и снижает общие затраты на обслуживание оборудования.
- Они подходят для судовых, стационарных паровых моторов, турбокомпрессоров, дизельдвигателей низких оборотов, турбин и других устройств.
На баббитовые подшипники цена устанавливается персонально, исходя из специфики самой конструкции, размерных параметров, срочности заказа и прочих факторов. Но мы самостоятельно производим элементы и устанавливаем адекватную стоимость.
Купить у нас баббитовые подшипники скольжения – всегда удобно и выгодно, потому что:
- Предоставляем большой выбор продукции.
- Оперативно выполняем заказы.
- Предоставляем гарантию качества товара, независимо от его типа.

- Помогаем выбрать подходящие разновидности комплектующих.
- Доставляем в любые регионы и предлагаем забрать товар самовывозом.
Обращайтесь, гарантируем высокое качество и профессиональный подход.
Восстановление баббитовых подшипников — Центр защитных покрытий — Урал
Восстановление баббитовых подшипников на производственной площадке ООО ЦЗПУ методом газопламенного напыления позволяет получить изделия с высокой адгезией баббитового слоя. Толщина напыленного баббитового слоя может составлять от 1,5 до 30 мм. Баббит это антифрикционный сплав на основе олова или свинца, предназначенный для использования в виде слоя, залитого или напыленного по корпусу вкладыша подшипника. У такого сплава получаются отличные свойства скольжения, и минимальный показатель по трению.
Вкладыши подшипников изготавливаются из стали, чугуна или бронзы, а внутренние части вкладышей лудятся и производится заливка баббитом. При заливке вкладышей баббитом выполняются следующие операции: выплавление из вкладыша старого баббита, обезжиривание, травление, облуживание, плавление баббита заливка подшипника, определение качества заливки, шабрение. Только при точном соблюдении всех технологических требований получаем подшипник скольжения высокого качества. Основными дефектами подшипников скольжения являются: износ и искажение формы рабочих поверхностей, отслоение, выкрошивание или частичное выплавление баббита. Следствием износа рабочих поверхностей подшипника является увеличение зазора, появление овальности, конусообразности и бочкообразности.
При заливке вкладышей баббитом выполняются следующие операции: выплавление из вкладыша старого баббита, обезжиривание, травление, облуживание, плавление баббита заливка подшипника, определение качества заливки, шабрение. Только при точном соблюдении всех технологических требований получаем подшипник скольжения высокого качества. Основными дефектами подшипников скольжения являются: износ и искажение формы рабочих поверхностей, отслоение, выкрошивание или частичное выплавление баббита. Следствием износа рабочих поверхностей подшипника является увеличение зазора, появление овальности, конусообразности и бочкообразности.
Восстановление баббитовых подшипников напыление баббита
Восстановление баббитовых подшипников является дорогим и трудоемким процессом при заливке. Срок службы подшипника, напыленного баббитом, в среднем в полтора, два раза больше, чем подшипника, изготовленного методом наплавки, благодаря микропористости около пяти процентов и удержанию масляной пленки после длительной остановки оборудования. При помощи газопламенного напыления производятся покрытия с повышенными качественными характеристиками.
При помощи газопламенного напыления производятся покрытия с повышенными качественными характеристиками.
Преимущества газопламенного напыления:
- это меньший припуск на предварительную механическую обработку детали
- отсутствие канавок «ласточкин хвост» на новых вкладышах
- возможность напыления баббита по слою залитого баббита на ремонтируемых вкладышах
- мы пылим не только баббит, но и бронзу, медь, латунь
Таким образом сокращается расход дорогостоящего баббита и уменьшается стоимость изготовления или ремонта вкладышей подшипников примерно на двадцать процентов по сравнению с заливкой.
ООО ЦЗПУ производит восстановление баббитовых подшипников методом газопламенного напыления. Газопламенное напыление при восстановлении баббитовых подшипников полностью исключает вероятность возникновения каверн или твердых включений. При газопламенном напылении равномерно распределяется баббит по поверхности подшипника — это позволяет снизить общую толщину баббитового слоя.
При газопламенном напылении равномерно распределяется баббит по поверхности подшипника — это позволяет снизить общую толщину баббитового слоя.
Технология, газопламенное напыление, позволяет ремонтировать и восстанавливать местный износ баббитового слоя подшипника после предварительного обезжиривания и механической обработки. При напылении невозможно использование бывшего в употреблении баббита. Заказывая газопламенное напыление в ООО ЦЗПУ, вы гарантированно получаете новый баббит в качестве антифрикционного слоя. Преимуществом нашей технологии при восстановлении подшипников скольжения, является тот факт, что в баббитовом слое в результате напыления образуются микропоры, что позволяет осуществлять пропитку маслом и удерживание масляной пленки в случае нарушения подачи масла и после длительной остановки машины, в результате чего исключается режим сухого трения.
При нанесении баббита напылением достигается более однородная прочность сцепления напыляемых слоев с основой подшипника скольжения, а величина адгезии покрытия к стали составляет 20 МПа, к баббиту — 15 МПа. Восстановление баббитовых подшипников скольжения напылением дает повышенные антифрикционные свойства и высокое сопротивление усталостным разрушениям. При применении очень мягких легкоплавких подшипниковых сплавов обеспечивается меньший износ шейки вала. Баббит, кроме того, имеет и минимальный коэффициент трения со сталью и хорошо удерживают смазку.
Восстановление баббитовых подшипников скольжения напылением дает повышенные антифрикционные свойства и высокое сопротивление усталостным разрушениям. При применении очень мягких легкоплавких подшипниковых сплавов обеспечивается меньший износ шейки вала. Баббит, кроме того, имеет и минимальный коэффициент трения со сталью и хорошо удерживают смазку.
Качество напыления баббита проверяют после того, как подшипник совсем остынет. При внешнем осмотре следят за тем, чтобы поверхность была без пор, трещин, раковин и имела серебристый цвет.
Восстановление баббитовых подшипников технология
Как ООО ЦЗПУ производит восстановление баббитовых подшипников методом газопламенного напыления:
- удаляется старый баббит, токарной обработкой или выплавляется. Старый баббит в дело больше не идет
- если есть ласточкины гнезда, то они вскрываются так, чтобы можно было дотянуться струей, т.е. подшипник, восстановленный напылением — под наплавку уже не годится
- если подшипник чугунный и ранее работал, то он подвергается термообработке для выжигания остатков масла в порах
- на подготовленную поверхность напыляется ХХХХХХХ (секрет фирмы).
 У него отличная адгезия, что дает гарантированное равномерное сцепление баббитового покрытия с корпусом подшипника
У него отличная адгезия, что дает гарантированное равномерное сцепление баббитового покрытия с корпусом подшипника - если были ласточкины хвосты, ныне вскрытые, они запыляются или заплавляются. В общем заполняются так, чтобы получить равномерный цилиндр
- производится напыление подшипника баббитом, либо в сборе, либо по частям, в зависимости от габаритов
- если пылили в сборе, подшипники разрезаются, притираются, при необходимости
- подшипники растачиваются, если заказчик требует, то производится расточка
- . ООО ЦЗПУ не шабрит подшипники, так как это надо делать по месту, а место от нас может находиться в сотнях и тысячах километров.
Подшипники баббитовые | Технологические системы защитных покрытий
Отрасли: Химическая промышленность, Нефтегазовая промышленность,Металлургия, Машиностроение, Горнодобывающая промышленность, Автомобильная промышленностьМетод нанесения: Газопламенное напыление
Материал покрытия: Баббит
Покрытие: Износостойкие покрытия
Преимущества: Ресурсосбережение
Производство и восстановление баббитовых подшипников методом газопламенного напыления баббита. Напыление бронзы, латуни, спрабаббита — гарантия высокого качества антифрикционного слоя. Производство и восстановление баббитовых подшипников традиционно выполняется с помощью заливки расплавленного баббита. Хорошо известны и недостатки данной технологии — высокий риск отслоения баббитового слоя, появления каверн или твердых включений в баббитовом слое. Перечисленные производственные риски часто ставят под вопрос само применение баббита в качестве антифрикционного материала.
Напыление бронзы, латуни, спрабаббита — гарантия высокого качества антифрикционного слоя. Производство и восстановление баббитовых подшипников традиционно выполняется с помощью заливки расплавленного баббита. Хорошо известны и недостатки данной технологии — высокий риск отслоения баббитового слоя, появления каверн или твердых включений в баббитовом слое. Перечисленные производственные риски часто ставят под вопрос само применение баббита в качестве антифрикционного материала.
Применение метода газотермического напыления баббита перевернуло представления о качестве производства подшипников по следующим причинам:
- При напылении невозможно использование бывшего в употреблении баббита. Заказывая напыление, вы гарантированно получаете новый баббит в качестве антифрикционного слоя.
- Спрабаббит, специально разработанный для напыления, обеспечивает меньший коэффициент трения, чем стандартный баббит Б-83, Б-88 при более высокой адгезии и когезии покрытия.
 Высокая адгезия напыленного покрытия позволяет избежать использования «ласточкиного хвоста», существенно снижая трудоемкость и материалоемкость процесса..
Высокая адгезия напыленного покрытия позволяет избежать использования «ласточкиного хвоста», существенно снижая трудоемкость и материалоемкость процесса.. - Газопламенное напыление полностью исключает вероятность возникновения каверн или твердых включений, равномерно распределяя баббит по поверхности подшипника — это позволяет снизить общую толщину баббитового слоя..
- Ламельная структура покрытия обуславливает наличие микропор, которые накапливают масло в ходе работы. При аварии масло выделяется из пор, обеспечивая дополнительную смазку — и дополнительные минуты работы механизма, так нужные при аварии..
- Газопламенное напыление позволяет выполнить антифрикционный слой слоистой структуры — например, бронза + баббит, что позволяет еще более снизить риск серьезной аварии..
Толщина напыленного баббитового слоя может составлять от 1,5 до 30 мм, рекомендуемая толщина для производства подшипников — от 2 мм. Очевидно, напыление нового баббита стоит несколько больше, чем перезаливка старого. Вопрос состоит исключительно в том, есть ли у заказчика работ желание получить качественный подшипник или риск аварии из-за поломки только что залитого подшипника в самый ответственный момент.
Вопрос состоит исключительно в том, есть ли у заказчика работ желание получить качественный подшипник или риск аварии из-за поломки только что залитого подшипника в самый ответственный момент.
В активе компании «Плакарт» сотни напыленных подшипников и несколько комплексов напыления под ключ. обращайтесь в наши региональные центры для выполнения работ по напылению баббита.
, – 2.1
§ 2.1 Подшипники скольжения
Ремонт
В процессе работы у подшипников скольжения нарушается геометрическая форма трущихся поверхностей, появляются риски и задиры, расслаивается и выкрашивается баббитовый слой и т.д.
Рисунок – Подшипник скольжения
1 – корпус подшипника; 2 – маслоподающее кольцо;
3 – вырез в верхнем вкладыше; 4 – масло.
Когда износ трущихся поверхностей достигает предельно допустимой величины, вал и подшипник ремонтируют (вал шлифуют, а у подшипника восстанавливают правильную геометрическую форму).
Неразъемные (глухие) подшипники скольжения восстанавливают расточкой с последующей запрессовкой новой втулки.
Разъемные подшипники скольжения восстанавливают шабрением или перезаливкой вкладышей.
Если износ не большой, то выполняют шабрение. Шабровка осуществляется путем соскабливания неровностей с поверхности баббитовой заливки.
Рисунок – Крепление вкладыша подшипника к постели для шабрения
1 – прижим; 2 – постель; 3 – вкладыш
При значительном износе вкладышей или расслоении баббита их перезаливают.
Восстанавливая баббитовые вкладыши, необходимо удалить старый слой баббита. Для этого вкладыши подогревают до температуры 250 – 300 °С. Подогрев ведут с тыльной стороны вкладыша, чтобы уменьшить процесс межкристаллитной коррозии баббита. После удаления старого баббита внутреннюю поверхность вкладыша тщательно очищают механическим путем и протравливают в 10 –15 %-ном растворе серной или в 50%-ном растворе соляной кислоты, затем промывают теплой водой и обезжиривают 80%-ным раствором каустической соды с последующей промывкой и сушкой.
Для получения качественной заливки баббита поверхности вкладыша лудят чистым оловом или третником (70% свинца и 30% олова), в результате чего поверхность вкладыша должна иметь чистый блестящий вид.
После лужения вкладыши собирают в заливочной форме, подогревают до 200 – 250 °С и при строго определенной температуре заливают баббитом.
Заливку подшипников осуществляют вручную или центробежным способом в специальной форме.
При ручном способе возможна одновременная заливка двух половинок подшипника в сборе или каждой половинки отдельно. Перед заливкой вкладыш прогревается на стальном листе до температуры 180 – 200 °С. Расплавленный баббит, объем которого несколько больше объема заливки, перегревается на 25 – 50 °С выше температуры плавления и быстро заливается непрерывной струей. После заливки поверхность баббита протыкается нагретым докрасна стальным прутком для выхода газа.
При центробежной заливке оба вкладыша в сборе устанавливаются на специальных станках или приспособлениях. Заливка баббита ведется при вращении вкладышей. Центробежная заливка уменьшает газонаполнение слоя.
Заливка баббита ведется при вращении вкладышей. Центробежная заливка уменьшает газонаполнение слоя.
Рисунок – Приспособление для центробежной заливки вкладышей подшипников
1 – крепежная планшайба; 2 – торцевая крышка; 3 – вкладыш;
4 – задняя крышка; 5 – барабан; 6 – заливной бункер.
После остывания подшипники подвергаются контролю. Поверхность их должна иметь ровный серебристый цвет. Плотность сцепления баббита с поверхностью подшипника проверяют простукиванием молотком.
В залитых вкладышах фрезеруются смазочные канавки, сверлятся смазочные отверстия, затем осуществляется шабровка.
Монтаж
При монтаже подшипников скольжения решающее значение имеет установление нормального зазора между верхним и нижним вкладышами. От этого зависит степень затяжки подшипника. На плоскость разъема кладут свинцовую проволоку и затягивают подшипник до тех пор, пока не будет устранен люфт в сопряжении с валом при свободном проворачивании последнего. По толщине деформированной проволоки подбирают металлическую прокладку, окончательно устанавливаемую при сборке.
По толщине деформированной проволоки подбирают металлическую прокладку, окончательно устанавливаемую при сборке.
Как заливать подшипники из баббита
У вас есть старые подшипники из баббита, которые необходимо заменить? Баббит – это особый тип металла, который был разработан для использования в качестве подшипников из-за его термостойкости и долговечности. Металл обычно состоит из меди, сурьмы, свинца, мышьяка и олова. Точные проценты зависят от сорта. Например, наш баббит марки ASTM B-23 Grade 13, который рекомендуется для низкоскоростных приложений, состоит из 6 процентов олова, 10 процентов сурьмы и свинца, а наш баббит ASTM B-23 Grade 3 для свинцовых нагрузок состоит из 84 процента олова, 8 процентов свинца и 8 процентов меди.Конечно, когда у вас будет баббитовый металл подходящего типа, вам нужно будет заливать баббитовые подшипники.
- Расплавьте старый подшипник, чтобы удалить его
Для того, чтобы снять старый подшипник, вам необходимо открыть имеющийся кожух подшипника и расплавить подшипник с помощью горелки, предпочтительно газокислородной сварки и резака. Не забудьте расплавить окружающие компоненты, включая отверстия в вкладышах подшипников и любые канавки. Это обеспечит чистую поверхность для работы.
Не забудьте расплавить окружающие компоненты, включая отверстия в вкладышах подшипников и любые канавки. Это обеспечит чистую поверхность для работы.
- Очистите поверхность, на которой будет располагаться подшипник
Затем вам нужно очистить внутреннюю часть картера подшипника. Это связано с тем, что корпуса подшипников часто залиты маслом, и вам нужно будет удалить все это масло, чтобы обеспечить исправную работу вашего нового подшипника. Корпус подшипника можно очистить щелочным растворителем, пескоструйным аппаратом или шлифовальным кругом. Если вы решите использовать растворитель, не забудьте тщательно смыть весь растворитель с корпуса.
После очистки корпуса рекомендуется проверить чистоту теплом, особенно если корпус и подшипник очень старые и изношенные.Если вы заметите, что из металла вытекает дополнительное масло, вам нужно будет очистить его снова, и, возможно, вы захотите повторить этот процесс несколько раз.
- Повторное покрытие вала подшипника
Поскольку вы удалили все изношенные масло и смазку, что необходимо сделать, вам необходимо повторно покрыть вал подшипника, чтобы новый баббитовый подшипник не прилипал к нему.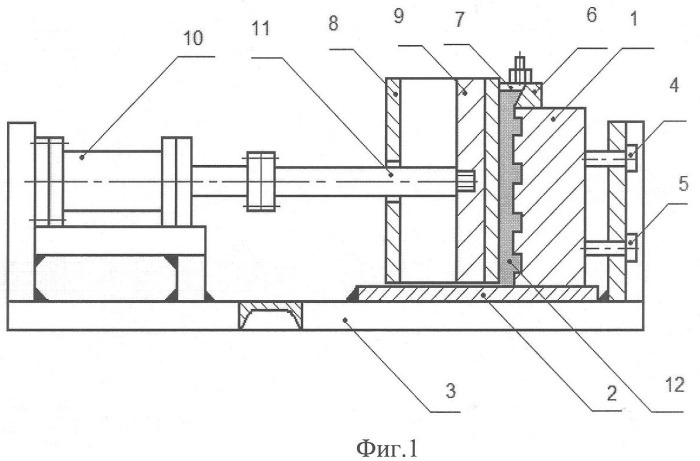 Есть несколько способов добиться этого. Вы можете покрыть стержень дымом свечой или натереть стержень оловом или припоем.Если вы решите использовать олово или припой, вам нужно будет быстро потереть его проволочной щеткой, чтобы закрепить олово или припой на валу подшипника.
Есть несколько способов добиться этого. Вы можете покрыть стержень дымом свечой или натереть стержень оловом или припоем.Если вы решите использовать олово или припой, вам нужно будет быстро потереть его проволочной щеткой, чтобы закрепить олово или припой на валу подшипника.
- Снова соберите вкладыш подшипника
Затем снова соедините вкладыш подшипника и вал. Лучше всего это сделать, установив корпус вертикально и вставив вал прямо в центр корпуса. После того, как вы соберете корпус и вал вместе, заполните отверстия для подшипников герметиком или другим материалом, например листовым металлом или глиной.Просто не забудьте убедиться, что материал, которым вы затыкаете отверстия, является жаро- и огнестойким.
- Растопите новый баббитовый металл
Теперь вы готовы расплавить новый баббитовый металл. Вы можете использовать свинцовый электротехнический котел или котелок другого типа, специально предназначенный для плавки металла. Пока баббит тает, не забывайте помешивать его, чтобы поддерживать равномерную температуру. Поскольку вам нужно убедиться, что баббит достиг желаемой температуры, важно проверить ее термометром.Обычно мы рекомендуем использовать термометр, предназначенный для отливки пуль.
Пока баббит тает, не забывайте помешивать его, чтобы поддерживать равномерную температуру. Поскольку вам нужно убедиться, что баббит достиг желаемой температуры, важно проверить ее термометром.Обычно мы рекомендуем использовать термометр, предназначенный для отливки пуль.
- Сведите к минимуму вероятность теплового удара в металлах
Поскольку металл подшипника горячий, важно нагреть вкладыш подшипника и вал перед заливкой, чтобы снизить риск теплового удара и повреждения вкладыша подшипника и вала. Однако, если вы уже нагрели вкладыш подшипника во время чистки, нагревать его повторно не нужно.
- Очистите свой баббитовый металл
Баббит металлический может содержать примеси.Их можно увидеть на поверхности металла после того, как он будет нагрет до желаемой температуры. Удалите эти загрязнения с металла с помощью ковша с мешалкой.
- Залейте свой новый подшипник
А теперь пора заливать подшипник. Вам понадобится большой ковш, который сможет вместить все количество нового подшипникового металла. Если у вас нет одного достаточно большого ковша, вы можете использовать два ковша, но вам придется одновременно заливать оба ковша в корпус подшипника, чтобы предотвратить образование пограничных слоев.Независимо от того, каким способом вы заливаете металл, вы должны позаботиться о том, чтобы заливать металл равномерно и медленно.
Вам понадобится большой ковш, который сможет вместить все количество нового подшипникового металла. Если у вас нет одного достаточно большого ковша, вы можете использовать два ковша, но вам придется одновременно заливать оба ковша в корпус подшипника, чтобы предотвратить образование пограничных слоев.Независимо от того, каким способом вы заливаете металл, вы должны позаботиться о том, чтобы заливать металл равномерно и медленно.
- Восстановить отверстия для масла в подшипнике
После того, как вы вылили металл подшипника в вал, дайте ему постоять достаточно долго, чтобы он полностью остыл и затвердел. Когда новый подшипник остынет, пора просверлить масляные отверстия, которые вы переместили на шаге 4, чтобы жидкий баббитовый металл не просачивался из отверстий.
- Проверить новый подшипник
В некоторых случаях вы можете захотеть проверить свой новый подшипник с помощью небольшого двигателя и ремня. Для этого теста вы смажете подшипник маслом или смазкой, наденьте подшипник на ремень и включите двигатель. При движении ремня подшипник будет двигаться, что позволит вам убедиться, что он выдерживает высокие уровни тепла и рабочий шум.
Для этого теста вы смажете подшипник маслом или смазкой, наденьте подшипник на ремень и включите двигатель. При движении ремня подшипник будет двигаться, что позволит вам убедиться, что он выдерживает высокие уровни тепла и рабочий шум.
Баббитовый металл от Belmont Metals
Если вам нужны новые подшипники из баббита, возможно, вам будет сложно их найти. Это связано с тем, что подшипники из баббита больше не производятся серийно. К счастью, вы можете приобрести собственный баббитовый металл, чтобы вручную изготовить новые подшипники.Здесь, в Belmont Metals, мы можем предложить вам баббитовый металл, который вам понадобится для заливки ваших собственных подшипников из баббита различных марок, в том числе марок с 1 по 15. Это означает, что вы можете получить баббитовый металл, который идеально подходит для низкоскоростных и высокоскоростных применений. а также применения с тяжелым свинцом.
Чтобы узнать больше о наших баббитовых металлах, позвоните нам по телефону 718-342-4900 или разместите заказ онлайн.
Babbitt: Другая смазка подшипников
Подшипники скольжения играют важную роль в оборудовании с крупными и высокоскоростными вращающимися компонентами.В основном они используются в машинах мощностью более 500 лошадиных сил, которые работают со скоростью более 3000 оборотов в минуту (об / мин).
Раньше их самой важной задачей было уменьшение трения между двумя поверхностями при относительном движении. Теперь опорные подшипники не только уменьшают трение, но и обеспечивают отвод тепла и мусора, одновременно обеспечивая защиту более дорогих компонентов, таких как валы и роторы.
Таблица 1. Общий ASTM B-23
Классификация Бэббита
Большинство опорных подшипников, используемых в современном промышленном оборудовании, имеют поверхность из баббитового материала.Этот материал имеет гладкую гладкую поверхность, которая легко смачивается жидкостями. Мягкий материал устойчив к истиранию, но легко изнашивается, защищая более твердую поверхность обычно стального вала.
Поверхность подшипника приносится в жертву, баббит фактически становится смазкой, а поверхность вала сохраняется на случай потери смазки или других аномалий в работе.
В 17 веке Роберт Гук начал использовать «колокольный» металл в качестве материала несущей поверхности.Колокола часто изготавливались из бронзового сплава, который обычно содержал смесь меди и олова в соотношении 4: 1. В 1839 году Исаак Бэббит запатентовал подшипниковый сплав, аналогичный используемому сегодня. Эти составы сплавов стали настолько популярными, что название «Бэббит» стало синонимом материала.
Стандартный баббитовый сплав состоит в основном из твердой матрицы олова с различным количеством кубоидов сурьмы и / или медных нитей. В таблице 1 показаны некоторые физические свойства наиболее распространенных форм классификации баббита в промышленности.
Рис. 1. Возможное изображение
повреждение подшипника обломками
Хотя олово переходит в жидкую фазу около 450 градусов по Фаренгейту, жидкая фаза для микроструктуры сплава Бэббит не возникает до тех пор, пока температура не превысит 600 градусов по Фаренгейту. Это позволяет машине работать при более высоких температурах, что часто является результатом более тяжелых нагрузок и более высоких скоростей.
Это позволяет машине работать при более высоких температурах, что часто является результатом более тяжелых нагрузок и более высоких скоростей.
Подшипники скольжения довольно прочные и могут выдерживать большие нагрузки, если они правильно смазаны.Смазка образует защитный барьер между валом и поверхностью баббита, а также удаляет тепло и мусор из подшипника, образующиеся при трении.
Теоретически опорный подшипник может иметь бесконечный срок службы, поскольку между опорной поверхностью и шейкой нет контакта. Этот смазочный барьер также обеспечивает демпфирующие характеристики при прохождении через критические скорости ротора, обеспечивая стабильную работу оборудования.
Опорный подшипник легче снимать и ремонтировать, учитывая его раздельную конструкцию.Обычно они производят меньше шума, чем подшипники качения, и обладают естественными электрическими изоляционными свойствами.
Одна из основных проблем, связанных с опорными подшипниками, – это необходимость непрерывной смазки, которая должна быть чистой и охлажденной. Загрязнение является основной причиной многих отказов подшипников в промышленности. Мягкие характеристики материала баббита делают его восприимчивым к повреждениям во время укладки. Это также означает, что баббит может быть легко разрушен, если подвергаться значительным динамическим нагрузкам в течение длительных периодов времени.Бэббит со временем треснет и отломится, оставив пустоты, как показано на Рисунке 2.
Загрязнение является основной причиной многих отказов подшипников в промышленности. Мягкие характеристики материала баббита делают его восприимчивым к повреждениям во время укладки. Это также означает, что баббит может быть легко разрушен, если подвергаться значительным динамическим нагрузкам в течение длительных периодов времени.Бэббит со временем треснет и отломится, оставив пустоты, как показано на Рисунке 2.
Рис. 2. Усталостное растрескивание, вызванное чрезмерными гидродинамическими силами
Другой распространенной причиной выхода из строя подшипников является то, что машина работает на малых оборотах во время запуска или остановки. Для правильной работы подшипника поверхность вала должна двигаться с достаточной скоростью, чтобы втягивать охлаждающую смазку, создавать в ней давление для образования гидродинамического слоя и вытеснять его вместе с любым мусором, образующимся во время процесса.
На рисунке 1 показано, как твердые частицы могут привести к повреждению подшипников. Это может произойти с мелкими частицами при медленном качении, когда поверхность вала и подшипника близко друг к другу, или с более крупными частицами во время нормальной работы. На рис. 3 показан опорный подшипник, который был поврежден во время останова при снижении скорости до менее 200 об / мин.
Это может произойти с мелкими частицами при медленном качении, когда поверхность вала и подшипника близко друг к другу, или с более крупными частицами во время нормальной работы. На рис. 3 показан опорный подшипник, который был поврежден во время останова при снижении скорости до менее 200 об / мин.
Для правильной работы бэббита небольшая часть олова должна расплавиться и вымыться смазкой. Это создает каналы вокруг более твердых частиц сурьмы и меди, которые фактически поддерживают вал и несут нагрузку.Эти каналы позволяют маслу проходить через них, охлаждая поверхности и смывая мусор, образовавшийся во время нормальной работы.
Пример # 1: Питательный насос котла с приводом от паровой турбины
В большом насосе при нормальной работе вышел из строя подшипник. Цепочка вала составляла 5,75 дюйма, а типичный зазор подшипника составлял от 7 до 9 мил. Для определения возможной причины неисправности был проведен патологоанатомический анализ. На рис. 4 показан подшипник, снятый с насоса. Подшипник пострадал от значительной потери материала наплавки, как показано на Рисунке 5.
Подшипник пострадал от значительной потери материала наплавки, как показано на Рисунке 5.
Таяние по краям материала покрытия можно увидеть на Рисунке 6. Вероятно, это произошло из-за значительного нагрева, хотя не было никаких тепловых данных, указывающих на то, что событие произошло. На этом рисунке также показано повторное отложение расплавленного материала на опорной поверхности.
Изображение поверхности подшипника с большим увеличением (рис. 7), полученное с помощью сканирующего электронного микроскопа (SEM), показывает микроструктуру поверхности сплава Бэббит.Он включает в себя медные иглы и кубоиды сурьмы, внедренные в сплав олова. Поверхность вала фактически скользит по более твердым иглам и кубоидам, в то время как смазка обтекает их по каналам внутри олова. Это позволяет охладить поверхность подшипника и удалить любой мусор, который может попасть в подшипник.
Персонал завода считал, что причиной неисправности была электрическая дуга. Результаты исследования не обнаружили свидетельств возникновения электрической дуги, но указали на перегрев (вероятно, из-за потери смазки) как на главную причину.Поскольку подшипник был сильно поврежден, точный диагноз был затруднен. Это допускало возможность простого нарушения связи между основным металлом и материалом баббита в качестве основной причины.
Результаты исследования не обнаружили свидетельств возникновения электрической дуги, но указали на перегрев (вероятно, из-за потери смазки) как на главную причину.Поскольку подшипник был сильно поврежден, точный диагноз был затруднен. Это допускало возможность простого нарушения связи между основным металлом и материалом баббита в качестве основной причины.
Пример # 2: отказ подшипника вентилятора
Большой центробежный вентилятор (показан на Рисунке 8) работал нормально, когда температура металла подшипника поднялась до 212 градусов по Фаренгейту. Это было зафиксировано контрольно-измерительными приборами и системами мониторинга, что привело к возникновению критического аварийного состояния.
Проверки вентилятора показали, что скачок температуры металла подшипника произошел после общей тенденции к повышению температуры, начавшейся почти за пять дней до отказа. Скачок температуры привел к внезапному увеличению вибрации и повышению температуры подшипников на обоих концах вентилятора. Уровень смазочного масла в резервуаре системы также упал до очень низкого уровня.
Уровень смазочного масла в резервуаре системы также упал до очень низкого уровня.
На рисунке 9 показан насос охлаждения смазки, используемый для перемещения масла через радиатор, прикрепленный к впускному отверстию вентилятора.Уплотнение на насосе вышло из строя, и во время работы вытекало масло. Расположение насоса привело к засасыванию вытекшего масла в вентилятор. Таким образом, обычные визуальные проверки со стороны обслуживающего персонала не обнаружили образования лужи. Это позволило уровню масла в резервуаре падать с постоянной скоростью без видимых признаков проблемы.
Авария произошла в период эксплуатации с рекордно низкими температурами. Блок должен быть доступен для работы с полной нагрузкой и должен работать независимо от предполагаемого состояния подшипников.Для этого резервуар был заполнен новым маслом. Тележки для фильтрации смазочного масла устанавливались непосредственно на сливы обоих подшипников и постоянно контролировались.
Чтобы определить, было ли состояние подшипника стабильным или ухудшающимся, параметры загрязнения смазочного масла контролировались и отслеживались регулярно, как показано на Рисунке 12. Это позволяло агрегату работать до тех пор, пока не пройдут суровые погодные условия.
Это позволяло агрегату работать до тех пор, пока не пройдут суровые погодные условия.
Рис. 12. График тенденции загрязнения смазочного масла подшипника вентилятора
После того, как узел был снят для ремонта и снята верхняя половина подшипника, повреждение стало очевидным, как показано на Рисунке 11.Материал баббита работал так, как задумано, плавясь в отсутствие смазки для защиты вала.
После того, как масло было восстановлено в подшипнике, Бэббит охладился и преобразовался, что позволило машине продолжить работу до тех пор, пока не будет запланировано отключение. Подшипники были заменены во время кратковременного планового простоя, и машина вернулась к нормальной работе.
Список литературы
Руководитель, M. «Что такое подшипники скольжения»
Авторы Википедии.«Бэббит (металл)». Википедия, свободная энциклопедия. http://en.wikipedia.org/wiki/Babbitt_(metal)
Подшипники Babbitt – Prime Machine, Inc.

Prime Machine специализируется на подшипниках Babbitt. Наши возможности включают центробежное литье и статическое литье подшипников из баббита. Наше приспособление для прядения способно вращать подшипники весом 10 тонн и 150 дюймов в диаметре.Наши запатентованные методы позволяют нам добиться 100% -го отсутствия сцепления и пористости подшипников. Все подшипники проверяются по размерам с использованием технологии трехмерных измерений для проверки посадки отверстия и корпуса. Подшипники с радиальной нагрузкой, упором и опрокидывающимися накладками восстанавливаются мастерами Prime, имеющими опыт производства качественной продукции.
Мы ремонтируем и восстанавливаем все типы упорных, скользящих и радиальных баббитовых подшипников:
| Подшипник Babbitt Bearing был подвергнут обратному проектированию, сканирован с использованием технологии лазерного сканирования, затем смоделирован с использованием специального программного обеспечения для создания поверхностей и трехмерного моделирования для литья и обработки. | Подшипник из баббита турбины центробежно-отлитый и обработанный полностью проверены в трех измерениях с помощью лазерного измерения. Упорные подушечки баббитового подшипника отлиты и обработаны. |

Центробежное литье баббитовых подшипников и ультразвуковой контроль связки.
Подшипник из баббита большой центробежного литья. Центробежное литье баббитового подшипника гидроагрегата с цапфой 54 ″. | Ультразвуковой контроль упорного подшипника большой коробки передач сырьевой мельницы. |
Заливка, обработка и осмотр на заводе означает быстрое выполнение работ.
Ремонт подшипников заводов баббита. Подшипники измеряются по прибытии и проверяется соответствие корпуса. Подшипник отлит, чтобы обеспечить максимальную прочность сцепления и отсутствие прыщей. Обработаны по размеру, проверены и упакованы для отправки.
Обработаны по размеру, проверены и упакованы для отправки.
Типы бэббита Обычно используемые
Babbitt имеет хорошую грузоподъемность от 800 до 1500 фунтов на квадратный дюйм. Максимальная рабочая температура для Бэббита составляет 300º F.В двигателях от 180 ° F до 190 ° F считается горячим. В некоторых турбинах температура достигает 225 ° F. Однако многие техники устанавливают сигнал тревоги на 185º F и отключают при 205º F. Температура плавления обычного баббита варьируется от 350 ° F до 475 ° F. bullet Для металлургического склеивания баббита требуются специальные методы склеивания. к металлу. Баббит на основе олова (# 2) примерно на 89% состоит из олова с остальным будучи сурьмой и медью. Твердость этого сплава обеспечивает отличные несущие характеристики.Бэббит на основе свинца (№7) составляет 75% или более свинца. Обычный свинцово-базовый бэббит содержит сурьму и олово, которые значительно увеличивают прочность и твердость свинца.Этот сплав полностью подходит для низких нагрузок и умеренных температур.
| Баббит на основе олова | ||||||
| Состав вагонки из баббита | Нагрузка VS Температура | |||||
| ID | % Sn | % Сб | % Pb | % Cu | 68 ° F | 212 ° F |
| № 1 | 91.0 | 4,5 | 4,5 | 4400 | 2650 | |
| № 2 | 89,0 | 7,5 | 3,5 | 6100 | 3000 | |
| № 3 | 83,3 | 8,3 | 8,3 | 6600 | 3150 | |
| № 11 | 87,0 | 7,0 | 6,0 | |||
| Бэббит на основе свинца | ||||||
| Состав вагонки из баббита | Нагрузка VS Температура | |||||
| ID | % Sn | % Сб | % Pb | % Cu | 68 ° F | 212 ° F |
| № 7 | 10. 0 0 | 15,0 | 75,0 | 3550 | 1600 | |
| № 8 | 5,0 | 15,0 | 80,0 | 3400 | 1750 | |
| № 13 | 6,0 | 10,0 | 83,5 | 0,5 | ||
| № 15 | 1,0 | 16,0 | 82,4 | 0,6 | ||
Сцена из прошлого: фабричные рабочие идут к пикету возле компании в Сиракузах
Syracuse, N.Y. – Пикеты рабочих с табличками когда-то были обычным явлением у заводов Carrier, General Motors, New Process Gear и других заводов в Сиракузах.
В связи с закрытием многих заводов и сокращением членства в профсоюзах, забастовки промышленных рабочих стали редкостью для местных жителей. Но теперь в Сиракузах можно увидеть то, что было столь обычным в прошлом.
За последний месяц 26 членов профсоюзов вышли на пикет у фабрики в северной части города в знак протеста против выплаты заработной платы и льгот. Поздним утром в пятницу они остались на тротуаре возле офиса на Бернет-авеню из-за удушающей жары, сидя на складных стульях и держа таблички с табличками.
Поздним утром в пятницу они остались на тротуаре возле офиса на Бернет-авеню из-за удушающей жары, сидя на складных стульях и держа таблички с табличками.
Члены Local 1947 бастуют против Babbitt Bearings Inc., семейного предприятия в третьем поколении, основанного в 1943 году, которое когда-то производило подшипники для многих местных компаний, включая Carrier Corp.
Local 1947 является членом Workers United out Регионального объединенного совета Рочестера, который является филиалом Международного союза обслуживающего персонала.Профсоюз проводит митинг со сторонниками возле завода в 16:00. Пятница.
Забастовки за последние годы снизились на местном уровне и, согласно федеральной статистике, в национальном масштабе.
Одной из причин является сокращение числа производственных рабочих в профсоюзах, сказала Кейт Бронфенбреннер, директор по исследованиям в области трудового просвещения Школы производственных и трудовых отношений Корнельского университета.
По данным U. С. Бюро статистики труда. В последнее десятилетие в год происходило в среднем 16 забастовок такого масштаба.
С. Бюро статистики труда. В последнее десятилетие в год происходило в среднем 16 забастовок такого масштаба.
Федеральные данные не отражают всей картины, потому что они не включают забастовки с участием менее 1000 человек, сказала она. По ее словам, это не объясняет рост забастовок в государственном секторе – подобных забастовкам, возглавляемым профсоюзами учителей – в последние годы.
Для бастующих производственных рабочих основные проблемы напоминают проблемы прошлого: это чрезмерная заработная плата и льготы.
На этой фотографии 1995 года из архива Post-Standard мужчина проверяет свою работу над подшипниками для Carrier Corp.во время работы в Babbitt Bearings Inc. в Сиракузах. Syracuse.com | Архивы Post-Standard
Дэвид Буткинс, проработавший в Babbitt Bearings 28 лет, сказал, что финансовые трудности вынудили рабочих бастовать. Например, по его словам, дополнительные деньги, которые сотрудники должны вкладывать в медицинское страхование, «съедают» свои прибавки.
«Мы здесь не только для себя, но и для всех, кто много работает за все меньше и меньше денег», – сказал он.
В своем заявлении руководство Бэббита опровергло утверждения профсоюза, заявив, что забастовка произошла после нескольких месяцев переговоров и того, что, по всей видимости, было предварительным соглашением.
«Пытаясь разобраться в этих вопросах, мы внимательно прислушивались к публичным обвинениям, выдвинутым в адрес нас руководством профсоюзов с объяснением причин, по которым была объявлена забастовка», – говорится в заявлении. «По меньшей мере, мы категорически не согласны с тем, что было печальным в нашей компании и в нас лично».
Федеральный посредник пытается урегулировать забастовку.
Сотрудники считают, что компания у них в долгу.
Пять лет назад компания из Сиракуз попросила своих профсоюзных работников временно отказаться от некоторых льгот, чтобы помочь находящемуся в трудном положении бизнесу оставаться открытым, сказала Эрин Янг из Workers United, которая работает с базирующимся в Сиракузах профсоюзом. Уверенная, что они получат обратно свои льготы, она сказала, что профсоюзные работники пошли на уступки, отказавшись от льгот, варьирующихся от четырех оплачиваемых выходных до половины их зарплаты в 401 тыс.
Уверенная, что они получат обратно свои льготы, она сказала, что профсоюзные работники пошли на уступки, отказавшись от льгот, варьирующихся от четырех оплачиваемых выходных до половины их зарплаты в 401 тыс.
Когда в этом году пришло время заключать новый контракт, профсоюз попросил компанию вернуть своим членам льготы, которые они предоставили, сказал Юнд.
Babbitt Bearings Inc, как показано на этой фотографии, сделанной в пятницу, 10 июля 2020 года, давно называет Бернет-авеню в Сиракузах своим домом. Дом Саманта | shouse @ syracuse
Компания отказалась, сказал Янг.Тогда профсоюз решил, что пора объявить забастовку.
По словам Бронфенбреннера, члены профсоюзов часто отказываются от льгот, когда их компании испытывают трудности. По ее словам, когда компании выздоравливают, они также очень часто «забывают» сотрудников, которые помогли им пережить трудные времена.
Babbitt Bearings разместила на своей странице в Facebook объявления о вакансиях фрезерного станка и токарного станка. В своем заявлении руководство сообщило сотрудникам, что им придется рассмотреть вопрос о замене сотрудников, поскольку забастовка продолжается.
В своем заявлении руководство сообщило сотрудникам, что им придется рассмотреть вопрос о замене сотрудников, поскольку забастовка продолжается.
В связи с пандемией коронавируса компания Babbitt Bearings была среди множества предприятий в Центральном Нью-Йорке, получивших ссуду от федерального правительства, чтобы помочь удержать рабочих в напряженной экономике.
Согласно данным, опубликованным на этой неделе федеральным правительством, компания получила от 350 000 до 1 миллиона долларов в рамках программы защиты зарплаты.
Деньги считаются ссудой. Но если деньги в основном используются для оплаты труда рабочих, большую часть ссуд можно простить.
Babbitt Bearings сообщила правительству, что ссуда поможет компании сохранить работу 42 человек. Более половины этих рабочих в настоящее время бастуют. Непонятно, какое влияние окажет забастовка на компанию, использующую деньги.
ПОДРОБНЕЕ: Барбекю динозавров, Destiny USA, подробнее: Какие компании в районе Сиракуз получили больше всего денег в рамках ГЧП?
Штатный писатель Саманта Хаус освещает последние новости, преступления и общественную безопасность. У вас есть подсказка, идея для рассказа, вопрос или комментарий? Позвоните ей по телефону shouse @ syracuse.ком .
У вас есть подсказка, идея для рассказа, вопрос или комментарий? Позвоните ей по телефону shouse @ syracuse.ком .
Заливка подшипников из баббита – Журнал газовых двигателей
Рассел Фармер | 1 сентября 2002 г.
1/5
Печь сантехника для плавки баббита.
2/5
Сгребание загрязнений с расплавленного баббита.
3/5
Деревянный брусок, который использовался для плотины баббита.
4/5
Заливка баббита.
5/5
Удаление излишков баббита проволочным колесом.
❮ ❯ Износ нефтяного двигателя, который испытывает одна из наших игрушек, вероятно, довольно незначителен по сравнению со злоупотреблениями, которые он испытывал за время работы в поле. Мы балуем наши двигатели, следя за тем, чтобы они были хорошо смазаны и находились в хорошем рабочем состоянии. К сожалению, эти двигатели не всегда приходят к нам в хорошем состоянии, что заставляет нас заниматься ремонтом старинных газовых двигателей. Я видел много старых двигателей, которые стучат из-за изношенных подшипников, и я даже видел двигатель, в котором использовались прокладки из старой коробки для хлопьев.
Некоторые двигатели даже не заливали новые подшипники, когда они изнашивались. Я видел несколько таких, которые были снова введены в эксплуатацию с обернутым вокруг вала куском кожаного ремня и большим количеством масла, чтобы исправить неисправный подшипник.Иногда изношенный вкладыш снизу заменялся другой половиной крышки подшипника. Однако, как коллекционерам, наш труд любви заставляет нас должным образом устранять эти проблемы, что часто означает заливку подшипников из баббита.
Баббит
Баббит представляет собой смесь свинца и олова и по очевидным причинам намного мягче, чем ваш коленчатый вал. Обычно это 80-1 / 4 процента свинца, 14-3 / 4 процента сурьмы и 5 процентов олова. Этот материал будет служить долговечным подшипником для изнашиваемых поверхностей в течение многих лет, если он хорошо смазан и не нагревается.Баббит можно купить во многих местах, но вы также можете спасти то, что вы расплавили из своего старого подшипника или других гильз при повторной баббите двигателя. Когда вы расплавляете старый бэббит, все неприятные вещи (например, грязь, старое масло и жир) сгорают или поднимаются на поверхность расплавленной ванны. Используя старый паяльник (или другой кусок плоской стали), вы можете сгребать загрязнения с верхней части расплавленной ванны. Можно капнуть небольшое количество воска из кольца унитаза, чтобы помочь отделить баббит от грязи.Хороший трюк при нагревании баббита – это использовать кусок кедровой древесины, чтобы определить, достаточно ли горячий баббит, чтобы его можно было перелить. Окуните древесину в расплавленную ванну, и если дерево горит пламенем, баббит достаточно горячий, чтобы вылить его.
Обычно это 80-1 / 4 процента свинца, 14-3 / 4 процента сурьмы и 5 процентов олова. Этот материал будет служить долговечным подшипником для изнашиваемых поверхностей в течение многих лет, если он хорошо смазан и не нагревается.Баббит можно купить во многих местах, но вы также можете спасти то, что вы расплавили из своего старого подшипника или других гильз при повторной баббите двигателя. Когда вы расплавляете старый бэббит, все неприятные вещи (например, грязь, старое масло и жир) сгорают или поднимаются на поверхность расплавленной ванны. Используя старый паяльник (или другой кусок плоской стали), вы можете сгребать загрязнения с верхней части расплавленной ванны. Можно капнуть небольшое количество воска из кольца унитаза, чтобы помочь отделить баббит от грязи.Хороший трюк при нагревании баббита – это использовать кусок кедровой древесины, чтобы определить, достаточно ли горячий баббит, чтобы его можно было перелить. Окуните древесину в расплавленную ванну, и если дерево горит пламенем, баббит достаточно горячий, чтобы вылить его. Если древесина только обгорела, ей нужно больше тепла. Мне сказали, что это около 650 градусов F.
Если древесина только обгорела, ей нужно больше тепла. Мне сказали, что это около 650 градусов F.
Прежде чем продолжить эту тему, я должен подчеркнуть необходимость абсолютной осторожности, так как горячий баббит может вызвать сильные ожоги. При обращении с расплавленными металлами следует соблюдать здравый смысл и строгие правила техники безопасности.Всегда носите защитную одежду и защитное снаряжение и помните, что воде запрещено находиться рядом с расплавленным баббитом: она может вызвать его взрыв. Пожалуйста, прежде всего соблюдайте безопасность.
Подготовка к работе
Первое, что вам понадобится, это как-нибудь расплавить баббит. Я использую старую газовую плиту сантехника, но подойдет фонарик из бутонов розы. Вам понадобится горелка, чтобы расплавить остатки старого подшипника и сжечь остатки старого масла и смазки. Потребуются ацетиленовая горелка и набор ковшей и котлов для плавления баббита – самое главное, для разливки вам понадобится хороший ковш с длинной ручкой и зубчатым носиком.
Вам также понадобится коммерческая версия забойной глины, которую обычно можно найти в промышленных каталогах, и, конечно же, все необходимое оборудование для подъема и блокировки маховиков и коленчатого вала. Держите под рукой несколько плоских деревянных и кожаных прокладок для прокладок и, возможно, кольцо для унитаза или пчелиный воск и кедровую черепицу.
Самая большая работа при изготовлении нового подшипника из баббита – это подготовка – фактическая заливка – это один из последних шагов. Если плотина не подготовлена должным образом или упускаются из виду другие детали, вы обнаружите, что переделываете проливной дождь.Это случилось со мной однажды, когда отверстие, которое я сделал, чтобы позволить воздуху выходить из плотины, также позволяло жидкому баббиту вытекать быстрее, чем я мог его добавить! Моя ошибка заключалась в том, что я не смог продлить вентиляционное отверстие над самой высокой точкой подшипника.
Первым делом после того, как маховик и коленчатый вал будут подняты и заблокированы, нужно расплавить весь старый баббит и очистить или сжечь старую масляную смазку и грязь. Затем коленчатый вал должен быть выровнен относительно опорной плиты двигателя и расположен так, чтобы учесть дополнительную толщину нового подшипника.Пузырьковый уровень полезен для этого, если и кривошип, и опорная плита выровнены вместе. Измерения снимаются с коленчатого вала относительно опорной плиты и ее опоры подшипника, чтобы обеспечить наилучшее выравнивание. Затем коленчатый вал (но не область седла) затемняется ацетиленовой газовой горелкой при слабом пламени, чтобы образовалась «сажа». Это предотвращает прилипание баббита к коленчатому валу.
Затем коленчатый вал должен быть выровнен относительно опорной плиты двигателя и расположен так, чтобы учесть дополнительную толщину нового подшипника.Пузырьковый уровень полезен для этого, если и кривошип, и опорная плита выровнены вместе. Измерения снимаются с коленчатого вала относительно опорной плиты и ее опоры подшипника, чтобы обеспечить наилучшее выравнивание. Затем коленчатый вал (но не область седла) затемняется ацетиленовой газовой горелкой при слабом пламени, чтобы образовалась «сажа». Это предотвращает прилипание баббита к коленчатому валу.
Всегда заливайте сначала нижнюю половину. Вырежьте деревянные бруски, чтобы они вошли в седла, где раньше была кепка.Они служат в качестве перегородки вдоль лицевой стороны вала и в шве между верхней и нижней половиной подшипника. Затем в области вокруг концов опорной стойки засыпают плотную глину. Это может быть глина для лепки или пластилин, или один из имеющихся в продаже продуктов в промышленных каталогах поставок, таких как «Dammtight» или «Casting фиксирующая замазка». Эти последние продукты работают лучше всего, поскольку они созданы для работы. Например, замазка для фиксаторов плавится при температуре 978 градусов по Фаренгейту, но стоит немного дороже.Тесто для лепки подойдет, но обязательно используйте его в большом количестве, так как оно растает до застывания баббита, что не займет много времени. Кажется, что пластилин довольно хорошо сопротивляется нагреванию, но он не так хорош, как коммерческий материал. Я видел, как многим людям везет со смесью пластилина и пластилина.
Эти последние продукты работают лучше всего, поскольку они созданы для работы. Например, замазка для фиксаторов плавится при температуре 978 градусов по Фаренгейту, но стоит немного дороже.Тесто для лепки подойдет, но обязательно используйте его в большом количестве, так как оно растает до застывания баббита, что не займет много времени. Кажется, что пластилин довольно хорошо сопротивляется нагреванию, но он не так хорош, как коммерческий материал. Я видел, как многим людям везет со смесью пластилина и пластилина.
Также неплохо обернуть выводной провод вокруг вала в том месте, где подшипник забит, чтобы кромка подшипника выглядела красиво. Если вы этого не сделаете, по крайней мере, убедитесь, что ваша глина аккуратно упакована на этом этапе.Вам также необходимо определить, как отводить воздух из области разливки, чтобы предотвратить образование воздушных карманов, пустот и пузырей. Для этого необходимо сделать отверстие или отверстия в забивающей глине, чтобы позволить воздуху выходить во время заполнения подшипника.
Разливка
Помните, что ковш, полный баббита, может быть обманчиво тяжелым – вы поднимаете жидкий металл. Отверстие для заливки баббита должно находиться в самой высокой точке нижнего подшипника между коленчатым валом и опорной шайбой. Верхняя половина подшипника, которая заливается в крышку подшипника, обычно заливается через масляное отверстие.Верхняя половина перекрывается таким же образом, как и нижняя половина. Всегда нужно заливать за один прием, полностью заполняя опорную поверхность.
Окончательная обработка
После удаления всего забивающего материала, заусенец и другой баббит, который мог просочиться в области, где он не нужен, можно соскоблить или очистить с помощью проволочного колеса ручной дрели. Масляные отверстия необходимо будет просверлить в крышке, а масляные канавки (неглубокие каналы для равномерного распределения масла) следует прорезать на поверхности баббита с помощью скребка или фрезы ручной дрели. Эти канавки никогда не должны выходить за край подшипника, так как это будет направлять масло, а не равномерно распределять его внутри подшипника. Во время окончательной установки коленчатого вала на подшипники вы должны вырезать несколько кожаных или деревянных прокладок, чтобы положить их под крышки подшипников, чтобы обеспечить надлежащие допуски. Эти же прокладки можно снимать, чтобы компенсировать износ подшипников, если этого требуют время и износ.
Эти канавки никогда не должны выходить за край подшипника, так как это будет направлять масло, а не равномерно распределять его внутри подшипника. Во время окончательной установки коленчатого вала на подшипники вы должны вырезать несколько кожаных или деревянных прокладок, чтобы положить их под крышки подшипников, чтобы обеспечить надлежащие допуски. Эти же прокладки можно снимать, чтобы компенсировать износ подшипников, если этого требуют время и износ.
Я хотел бы поблагодарить Лероя Гудвина и Рона Трента за помощь в подготовке этой статьи, а также Дона Ромина и Дэйва Артмайера за то, что позволили мне сфотографировать их проекты подшипников.Я уверен, что есть еще что написать на эту тему, и если кто-то из наших читателей захочет поделиться своим опытом наливания баббита, я хотел бы услышать их мнение.
Как всегда, членство в Сообществе нефтяных машиностроителей является бесплатным, если вы написали или отправили электронное письмо по указанному ниже адресу.
Свяжитесь с Обществом нефтяных двигателей по адресу: 1231 Banta’s Creek Road, Eaton, OH 45320-9701, или по электронной почте: oilengine@embarqmail. com
com
Дональд В.Голдсби | 1 сен 1983 г.
1/7
Изображен коленчатый вал с регулировочными шайбами.
Фото Кена Лоу
2/7
Изображен коленчатый вал с регулировочными шайбами.
Фото Кена Лоу
3/7
Показывает упаковку из влажного асбеста для дополнительной герметизации любого отверстия перед заливкой.Правая сторона «забита», а левая еще не упакована.
Фото Кена Лоу
4/7
Заливка расплавленного металла. Немного поздно – моя вина!
Немного поздно – моя вина!
Фото Кена Лоу
5/7
Крышка подшипника установлена на место, чтобы «запечатать» отсек, и плотно зажата небольшими зажимами.
Фото Кена Лоу
6/7
Это сделано! Обратите внимание на одну небольшую «утечку» спереди по центру.
Фото Кена Лоу
7/7
Заливка расплавленного металла.Немного поздно – моя вина!
Фото Кена Лоу
❮ ❯ Заливка подшипников из баббита – тема, которая вызвала большой интерес в нашей рубрике Smoke Rings. В ответ на этот интерес двое подписчиков прислали эти статьи: одна представляет собой письменное описание, а другая – набор фотографий с описанием процедуры. Статья на этой странице написана Дональдом В. Голдсби, RR # 2, RD 150 South, Crawfordsville, Indiana 47933.Фотографии на противоположной странице были предоставлены Кеном Лоу, Прескотт, Аризона, 86301. Кен делал снимки в мастерской своего соседа Ричарда Аллена Эккерта, пока Экерт заливал подшипники для мальчика Ватерлоо.
Старые газовые двигатели меня интересовали с тех пор, как я был помоложе, около 40 лет назад. В последнее время я действительно стал более вовлеченным. У меня есть воспламенитель международного типа на 1 л.с., примерно модели 1919 года, и газовый двигатель модели Z Фэрбенкса Морриса 1918 года, 6 л.с., который я ремонтирую.Я работаю механиком и машинистом, а также ремонтирую велосипеды в качестве подработки. У меня есть очень близкий друг, который ушел на пенсию подмастерьем машинистом. Он научил меня заливать баббитовые подшипники. Надеюсь, это поможет таким энтузиастам, как я.
Аналогично заливке шатунных подшипников. Вам понадобится баббит, горелка, разливочный ковш, скребок для подшипников, зубило ромбовидной формы, небольшой кусочек газеты, немного тонкого картона, асбестовый порошок, моторное масло (новое или бывшее в употреблении около 30 или 40 мас.%), Грубый напильник, металлическое ведро для асбестового порошка. отверткой, ветошью, сверлом и метчиком, чтобы прочистить масляное отверстие в верхней части подшипника. Вы также можете использовать фартук и пузырек для лица.
Вы также можете использовать фартук и пузырек для лица.
Обязательно очистите весь старый баббит с корпуса подшипника и из отверстий под анкеры.
Теперь предположим, что корпуса подшипников чистые. Затем у вас должно быть достаточно асбестового порошка, чтобы покрыть подшипник. Смешайте асбест и масло в ведре. Смешайте с асбестом достаточно масла, чтобы он склеился. Асбест предназначен для удержания тепла в подшипнике, когда он нагревается и заливается баббит.Заранее перемешайте, чтобы при необходимости было готово.
Сначала заливается дно. Вы можете заливать подшипник с маховиком на коленчатый вал двигателя или даже на подшипник линейного вала. Заблокируйте и убедитесь, что вал находится в центре, а также что ваши зубчатые колеса установлены с достаточным зазором, чтобы не заедать. Вырежьте картон по размеру вала и так, чтобы он охватил нижнюю половину и корпус подшипника, чтобы баббит не выходил за концы. Теперь нагрейте корпус нижнего подшипника и коленчатый вал горелкой. Не держите фонарик на одном месте. Переместите его, и если используется ацетиленовая горелка, будьте осторожны, чтобы не подойти слишком близко к валу и не увидеть его. Все должно быть равномерно нагрето примерно до 120–125 ° F, достаточно горячим, чтобы вы не могли держать его рукой в течение длительного времени. Нагрейте его, затем оберните разрезанный картон вокруг вала и на концах днища корпуса подшипника. Затем оберните смесью масла и асбеста корпус и вал как можно лучше. Это держит тепло. Теперь возьмите тряпки и обвяжите ими асбест, чтобы он держался.Изготовление воронки из асбеста с обеих сторон будет служить носиками для разливки. Вылейте одну сторону, а затем при необходимости доделайте другую сторону. Вылейте до верхней части нижней половины подшипника и дайте остыть. После охлаждения заправьте баббит так, чтобы колпачок был заподлицо. Возможно, вам захочется снять вал, чтобы не порезать и не поцарапать его гладкую часть (шейку подшипника).
Не держите фонарик на одном месте. Переместите его, и если используется ацетиленовая горелка, будьте осторожны, чтобы не подойти слишком близко к валу и не увидеть его. Все должно быть равномерно нагрето примерно до 120–125 ° F, достаточно горячим, чтобы вы не могли держать его рукой в течение длительного времени. Нагрейте его, затем оберните разрезанный картон вокруг вала и на концах днища корпуса подшипника. Затем оберните смесью масла и асбеста корпус и вал как можно лучше. Это держит тепло. Теперь возьмите тряпки и обвяжите ими асбест, чтобы он держался.Изготовление воронки из асбеста с обеих сторон будет служить носиками для разливки. Вылейте одну сторону, а затем при необходимости доделайте другую сторону. Вылейте до верхней части нижней половины подшипника и дайте остыть. После охлаждения заправьте баббит так, чтобы колпачок был заподлицо. Возможно, вам захочется снять вал, чтобы не порезать и не поцарапать его гладкую часть (шейку подшипника).
Заменить коленчатый вал, если снимали его, чтобы нарядить залитый баббитовый подшипник снизу.
Заливая крышку подшипника, вы вырезаете тонкий кусок картона, как прокладку, только так, чтобы он касался вала.Это отделяет баббит сверху от низа и предотвращает слипание. Надеть колпачок с картонными прокладками между колпачком и залитым баббитом. Прижмите гайками к колпачку, затяните вручную. Теперь нагрейте верхний корпус горелкой и постарайтесь не прожечь картон между корпусом и нижним подшипником. После нагрева оберните картон торцы корпуса крышки подшипника и засыпьте промасленным асбестом. Также сделайте воронку на крышке вокруг отверстия для масла или смазки с асбестом, чтобы залить баббит.Залить баббитом и дать остыть.
При нагревании баббита в разливочном ковше убедитесь, что баббит достаточно горячий, чтобы подрумянить кусок газеты, или достаточно горячий, чтобы бумага загорелась. Снимите грязь с верхней части баббита, когда он горячий, и перед тем, как заливать баббит. Причем корпус при этом должен быть горячим, иначе баббит выскочит назад и обожжет вас, а также возникнут воздушные карманы в подшипнике. Подшипник и баббит теперь остыли, тряпку и асбест можно снимать.Далее снимаем крышку подшипника. Возможно, вам придется поддеть крышку отверткой. Возьмите напильник и оденьте крышку подшипника. Просверлите отверстие в верхней части крышки и используйте метчик для очистки резьбы, если требуется резьба. Затем переверните крышку подшипника вверх дном и с помощью алмазного долота прорежьте две канавки в виде креста, используя отверстие для масла или смазки в качестве центра. Не вырезать; смажьте канавки до конца. Выйти с конца.
Возможно, вам понадобится скребок для подшипников, чтобы ослабить некоторые подшипники и соскоблить заусенцы.Также снимите коленчатый вал и при необходимости обработайте баббит напильником, а при необходимости используйте скребок для подшипников. Скорее всего, при сборке вам потребуется подкладывать некоторые прокладки.
Если все это не работает, я предлагаю вам начать все сначала. Когда я впервые залил подшипник сам, пришлось переделать. Лучше всего, если с вами будет кто-то поработать, особенно если вы оставите маховики на коленчатом валу.
СТАТЬИ ПО ТЕМЕ
Посмотрите, как скоро будет перемещен старинный двигатель Murray Corliss 1939 года выпуска мощностью 1000 л.с.
Посмотрите тандемный составной паровой двигатель Corliss 1902 года, построенный компанией J and W McNaught Ltd.
Посмотрите на этот бензиновый двигатель Abenaque мощностью 5 л.с., первоначально разработанный Фредериком М.Гилберт в Новой Англии, беги.
Преимущества подшипников Babbitt | Конструкция подшипников скольжения и воздушный подшипник
Изобретенный в начале 19 -х годов века, баббитовый металл с тех пор ассоциируется с самым мягким типом металлических несущих материалов. Тип литейного производства Бэббита, производимый сегодня, не совсем тот тип металла, который первоначально производил Исаак Бэббит, поскольку эти составы хранились в качестве коммерческой тайны.Сегодня баббитовые металлы классифицируются ASTM International и делятся на две основные категории. Первый – это оловянный баббит, наиболее распространенный сплав которого – ASTM B23, сорт 2. Вторая категория – это свинцовые баббитовые сплавы, наиболее часто используемый – ASTM B23, сорт 7. Первый используется чаще всего из-за ограничений на использование свинца.
Выбор материалов для опорных и упорных подшипников основан на пяти основных факторах: (1) совместимость, (2) способность к заделке и прилегаемость, (3) коррозионная стойкость, (4) прочность на сжатие и усталость и (5) стоимость и доступность.По сравнению с популярными бронзовыми подшипниками, алюминиевыми подшипниками и подшипниками из цинкового сплава, баббитовые подшипники превосходят другие подшипниковые материалы по первым трем показателям. Нанесение тонкого слоя баббита на стальную основу заметно улучшает сопротивление усталости и несущую способность. Хотя это требует больших затрат труда, добавление недорогой основы снижает общую стоимость подшипника, делая баббитовый подшипник лучшим по всем желаемым характеристикам подшипника.
По сравнению с шариковыми и роликовыми подшипниками, наиболее существенными преимуществами подшипников Babbitt являются их постепенный и предсказуемый износ.В то время как подшипники качения обычно связаны с катастрофическим отказом, это не относится к подшипникам Babbitt. По этой причине подшипники с футеровкой из баббита обычно используются в высокоскоростных компрессорах, больших двигателях, генераторах, турбинах и двигателях внутреннего сгорания.
Wheeler Industries соблюдает строгие процедуры литья баббита с использованием методов центробежного литья для обеспечения высокопрочных соединений между баббитовой опорной поверхностью и твердым материалом основы. Следуя практике, предписанной в DOD-STD-2183 и MIL-STD-271F, наши ультразвуковые испытания опорных поверхностей подтверждают целостность металлургической связи между футеровкой и основой.В Wheeling Industries мы можем производить широкий спектр дизайнов. Обладая почти вековым опытом, мы можем помочь в разработке, испытании и производстве практически любого типа подшипника.
Бэббит – Что такое Бэббит?
AlrightOkGetterPretty GoodAwesome Вернуться на главную страницу Бэббит Бэббит-металл, также называемый белым металлом, представляет собой мягкий белый сплав цветных металлов, используемый для обеспечения опорной поверхности. Он обладает свойствами, которые помогают снизить трение, что делает его хорошим материалом для подшипников скольжения.Babbitt был впервые создан Исааком Бэббитом. Бэббит родился 26 июля 1799 года в Тонтоне, штат Массачусетс, и был хорошо известен как изобретатель по профессии. В 1839 году он получил патент на белый металлический сплав, показавший превосходные несущие свойства. Первоначальная формула подшипникового металла Бэббита состояла из 89,3% олова, 7,1% сурьмы и 3,6% меди, и эта формула до сих пор продается некоторыми производителями как Бэббит 2-го сорта ASTM B-23 или «Настоящий Бэббит».
Хотя баббитовый металл мягкий и может быть легко поврежден при неправильном обращении, и на первый взгляд кажется маловероятным кандидатом на роль несущей поверхности, его внешний вид обманчив.Структура сплава состоит из мелких твердых кристаллов, рассеянных в матрице более мягкого сплава. По мере износа подшипника более твердый кристалл обнажается, а матрица несколько размывается, чтобы обеспечить путь для смазки между выступами, которые образуют фактическую поверхность подшипника. {Ссылка: http://www.frymetals.com/products/babbitt. html? product = babbitt | Справочное руководство Fry Metals Babbitt}
Принцип работы Babbitt на самом деле довольно прост. Чтобы любой подшипник работал, он должен создавать ситуацию с низким коэффициентом трения.Чем меньше трение на вращающемся валу, тем легче он вращается.В случае подшипников Babbitt этот низкий коэффициент трения достигается двумя способами. Во-первых, сам материал подшипника (баббит) имеет относительно низкий коэффициент трения. Это означает, что даже без смазки баббитовые подшипники будут иметь гораздо меньшее трение, чем если бы вал вращался в других металлах, таких как сталь или чугун.
Однако, если добавить простую смазку, баббитовые подшипники могут иметь удивительно низкий коэффициент трения – даже ниже, чем у шариковых подшипников.
Для достижения такого низкого уровня трения подшипники должны быть правильно смазаны. В идеальных условиях движение вращающегося вала по поверхности баббита будет втягивать любое масло, которое может присутствовать, которое образует тонкую пленку в соответствии с законами, регулирующими поток жидкости.
В качестве примера того, как это работает, когда вал неподвижен и не вращается, вся нагрузка вала приходится на опорную поверхность. В идеале в этот момент в подшипнике должно быть масло, которое будет окружать вал по обе стороны от точки контакта.
Когда вал начинает вращаться, масло вокруг подшипника будет вытягиваться под вращающийся вал до тех пор, пока не появится клиновидная масляная пленка, полностью покрывающая вал. При подходящих условиях и наличии достаточной смазки вал фактически будет плавать на тонкой масляной пленке и не будет контактировать с материалом подшипника, что приведет к чрезвычайно низкому коэффициенту трения.
Смазка жидкой пленкой |
Если масла недостаточно для создания этой масляной пленки, или если однажды образовавшаяся она разрушается из-за недостаточной скорости, низкой вязкости масла, недостаточного количества масла или чрезмерной нагрузки, существует обычно присутствует достаточно масла для смачивания поверхностей и предотвращения высоких коэффициентов трения.В этой ситуации нередко подшипник становится теплее, чем хотелось бы, но обычно это не вызывает серьезных проблем. {Ссылка: Элементы конструкции машины. Авторы С. Дж. Берард и Э. О. Уотерс. Опубликовано D. Van Nostrand Company, Inc., Нью-Йорк, второе издание, 1932 г. Стр. 166-168}
Термин «бэббит» обычно используется для описания любого типа несущего материала из «белого металла», независимо от фактического состава. Металлы баббита обычно можно разделить на два основных семейства: на основе олова и на основе свинца.Баббит на основе олова – лучший выбор для высокоскоростных или трудно смазываемых подшипников, в то время как свинец лучше всего подходит для низкоскоростных или тяжелых подшипников. {Ссылка: http://www.alchemycastings.com/lead-products/babbitt.htm | Alchemy Castings, Inc., Babbitt Metal}Выбор типа Babbitt
Чтобы определить, какой материал подшипника лучше всего подходит для вашего применения, предлагаем следующие рекомендации: {Ссылка: http://www.alchemycastings.com/lead-products/ babbitt.htm | Alchemy Castings, Inc., Babbitt Metal}| Классификация Бэббита | ПРЕДЕЛЫ | |||
| Поверхностные скорости (количество футов / мин) | НАГРУЗКА (фунт / кв.дюймов) | |||
| МИН. | МАКС. | МИН. | МАКС. | |
| Баббиты на оловянной основе | 1 000 90 4 75 90 20 5 | 2,400 | 0 | 2 000 |
| Бэббиты на основе свинца | 100 | 1 000 90 4 75 90 20 5 | 0 | 500 |
Расчет поверхностной скорости
Поверхностная скорость вала определяется как количество футов, пройденных валом в минуту по окружности.Чтобы рассчитать это значение для вашего вала, используйте следующую формулу: {Ссылка: http://www.alchemycastings.com/lead-products/babbitt.htm | Alchemy Castings, Inc., Babbitt Metal}Surface Speed = Pi x D x RPM / 12
Где:
Pi = 3,1416
D = Диаметр вала в дюймах
RPM = Число оборотов в минуту
Пример: Определите поверхностную скорость 2-дюймового вала при 1500 об / мин.
3,1416 x 2 x 1500/12 = 785 фут / мин
Расчет нагрузки на подшипник
Нагрузка, которую должен выдерживать подшипник, – это вес, который действует через совокупный вес вала и любые другие прямые веса на вал и измеряется в фунтах на квадратный дюйм.{Ссылка: http: //www.alchemycastings.com/lead-products/babbitt.htm | Alchemy Castings, Inc., Babbitt Metal} Для большинства старых деревообрабатывающих станков нагрузка на подшипники не имеет большого значения, так как вес отношение площади к поверхности обычно достаточно велико, чтобы не создавать проблем. Нагрузка играет большую роль, когда вы используете чрезвычайно тяжелый вал на больших участках, например, в системах с линейным валом, когда на пару небольших подшипников приходится большой вес. Несмотря на то, что нагрузка, вероятно, не повлияет на принятие решения о типе баббита на большинстве деревообрабатывающих станков, все же рекомендуется рассчитать это значение, чтобы быть уверенным.Нагрузка на подшипник = Ш / ВД x Д
Где:
W = Общий вес в фунтах, переносимый подшипником (включая валы, шкивы, режущие головки и т. Д.)
ID = Внутренний диаметр подшипника в дюймах
L = Длина Подшипник в дюймах
Пример: Определите нагрузку на подшипник с внутренним диаметром 2 дюйма, длиной 4 дюйма и весом 100 фунтов.
100/2 x 4 = 12,5 фунта / кв. Дюйм
Баббит на основе свинца
Обычно эти составы составляют от 10 до 15% сурьмы, до 10% олова, а остальное количество – свинец.По сравнению с оловянным баббитом материалы на основе свинца менее дорогостоящие, а поскольку они мягче, чем баббиты на основе олова, они менее склонны к задирам вала. Однако бэббит на основе свинца плохо держится на высокоскоростных валах или при больших нагрузках. Бэббит на основе свинца отлично подходит для большинства легких и низкоскоростных применений, таких как оправка ленточной пилы. Для высокоскоростных оправок более 1000 об / мин предпочтителен баббит на основе олова. {Ссылка: http://www.frymetals.com/products/babbitt.html? Product = babbitt | Справочное руководство по баббиту Fry Metals}Баббит на основе олова
Эти материалы состоят из 80-90% олова с добавлением примерно 3-8% меди и 4-14% сурьмы.Увеличение содержания меди или сурьмы увеличивает твердость и предел прочности на разрыв и снижает пластичность. Увеличение процентного содержания этих упрочняющих сплавов выше этого диапазона снижает как сопротивление растрескиванию, так и усталостную прочность, согласно бумаге.Баббит на основе олова – лучший выбор для высокоскоростных приложений (таких как фуганки и строгальные станки) и трудносмазываемых подшипников. На самом деле, вероятно, перебор для подшипников ленточной пилы, но, конечно, не повредит, чем потом сожалеть. Хотя более высокое содержание олова действительно делает этот баббит более дорогим, если учесть затраты времени и труда на заливку подшипников, вероятно, деньги потрачены не зря.Стоимость продуктов на основе олова намного выше, чем на продукты на основе свинца. {Ссылка: http://www.frymetals.com/products/babbitt.html? Product = babbitt | Справочное руководство Fry Metals Babbitt}
Многие люди, которые заливают подшипники из баббита, заинтересован в восстановлении старого баббита из изношенных подшипников и повторном использовании материала на новых подшипниках. Поскольку в старых оболочках редко остается достаточно баббита, чтобы завершить новую заливку, чтобы сэкономить деньги, у некоторых людей возникнет соблазн смешать старый металл с новым. Это не рекомендуется.Очень редко кто-то узнает точный состав своего старого баббита, тем более, если это продукт на основе олова или свинца. Неизбежно, когда кто-то пытается смешать старый и новый баббит, они в конечном итоге смешивают свинцовый сплав с баббитом на основе олова. Их смешение приводит к образованию легкоплавкой эвтектики 63Sn / 37Pb. Этот баббит будет избирательно вытекать из подкладки и оставлять на подшипнике «губку». 63/37 плавится при 361 ° F, а баббит Grade 2 не плавится полностью до 669 ° F.Результатом является преждевременный выход из строя подшипника.
Пользователи не должны смешивать неизвестные баббиты, а все кастрюли, смесители и ковши не должны содержать свинца. Даже если баббит представляет собой известный баббит на основе олова, не более 30% заливки должно быть переработанным сплавом. Большее количество может привести к попаданию чрезмерного количества окалины в отливку. {Ссылка: http://www.frymetals.com/products/babbitt.html? Product = babbitt | Справочное руководство Fry Metals Babbitt}
Американское общество тестирования и Материалы (ASTM) были созданы в 1898 году для стандартизации многих материалов, используемых инженерами для различных целей.Это гарантирует, что продукты, производимые разными компаниями, соответствуют одним и тем же стандартам по составу.Среди множества стандартов ASTM включены различные марки баббита. Таким образом, многие производители баббита часто предоставляют класс ASTM для разных марок баббита, позволяя потребителям сравнивать один продукт с другим, зная, что его состав аналогичен.
В то время как количество марок, определяемых ASTM, с годами изменилось, и сегодня стандартными являются меньшее количество марок, чем до 1959 года, ASTM по-прежнему признает восемь марок баббита.Вот действующие стандарты ASTM для металла баббита. {Ссылка: http://www.astm.org/ | ASTM International}
Таблица анализа баббита ASTM – ASTM B-23
| Химический Состав,% | Олово на основе марок баббита НОМЕР СПЛАВА (МАРКА) | |||
| 1 | 2 | 3 | 11 | |
| UNS-L13910 | UNS-L13890 | UNS-L13840 | UNS-L13870 | |
| Олово | 90.0-92,0 | 88,0-90,0 | 83,0-85,0 | 86,0–89,0 |
| Сурьма | 4,0-5,0 | 7,0-8,0 | 7,5-8,5 | 6.0-7,5 |
| Свинец | 0,35 | 0,35 | 0,35 | 0,50 |
| Медь | 4,0-5,0 | 3.0-4,0 | 7,5-8,5 | 5,0-6,5 |
| Утюг | 0,08 | 0,08 | 0,08 | 0,08 |
| Мышьяк | 0.10 | 0,10 | 0,10 | 0,10 |
| Висмут | 0,08 | 0,08 | 0,08 | 0.08 |
| Цинк | 0,005 | 0,005 | 0,005 | 0,005 |
| Алюминий | 0,005 | 0.005 | 0,005 | 0,005 |
| Кадмий | 0,05 | 0,05 | 0,05 | 0,05 |
| Всего названо элемент, мин | 99.80 | 99,80 | 99,80 | 99,80 |
| Химический Состав,% | Свинцовая основа Баббит НОМЕР СПЛАВА (МАРКА) | |||
| 7 | 8 | 13 | 15 | |
| UNS-L53585 | UNS-L53565 | UNS-L53346 | UNS-L53620 | |
| Олово | 9.3-10,7 | 4,5-5,5 | 5,5-6,5 | 0,8-1,2 |
| Сурьма | 14,0-16,0 | 14,0-16,0 | 9,5-10,5 | 14.5-17,5 |
| Свинец | остаток * | остаток * | остаток * | остаток * |
| Медь | 0.50 | 0,50 | 0,50 | 0,6 |
| Утюг | 0,10 | 0,10 | 0,10 | 0.10 |
| Мышьяк | 0,30-0,60 | 0,30-0,60 | 0,25 | 0,8-1,4 |
| Висмут | 0,10 | 0.10 | 0,10 | 0,10 |
| Цинк | 0,005 | 0,005 | 0,005 | 0,005 |
| Алюминий | 0.005 | 0,005 | 0,005 | 0,005 |
| Кадмий | 0,05 | 0,05 | 0,05 | 0.05 |
| Всего названо элемент, мин | ||||
Все значения, не указанные в качестве диапазонов, являются максимальными, если не указано иное.
Сплав номер 9 был прекращен, а номера 4,5,6,10,11,12,16 и 19 были сняты с производства в 1959 году.
Новый номер 11, аналогичный SAE Grade 11, был добавлен в 1966 году. .