Бабка задняя 16к20 – Вес задней бабки 16К20 (подскажите) – Токарные 1К62, 16К20 и модификации
alexxlab | 04.10.2019 | 0 | Разное
Задняя бабка в сборе для станка 16К20
Бабка задняя в сборе для токарно-винторезного станка 16К20 16Б20П.030.001. Пиноль задней бабки.
Задняя бабка. При высоких скоростях резания, которые применяются на современных токарных станках, не вращающиеся центры, обладающие достаточной жесткостью, оказываются неработоспособными вследствие быстрого износа поверхностей центровых углублений и самих центров. Вставные вращающиеся центры имеют недостаточную жесткость. Поэтому на ряде моделей токарных станков в пиноль задней бабки встраивается вращающийся шпиндель на подшипниках качения, в гнездо которого вставляется центр. Такая конструкция имеет высокую жесткость и обеспечивает возможность работы при высоких скоростях. На нашем сайте большой выбор запчастей.
Распространена также конструкция задних бабок, у которых пиноль проходит сквозь корпус (см. рисунок). В этом случае корпус 2 имеет сквозную расточку, через которую проходит пиноль 1. У последней с правой стороны смонтирован винт 5 и маховик 10. В средней части пиноль имеет прорезь, через которую проходит гайка 6, закрепленная винтами 7 в корпусе бабки. При вращении маховика перемещается не только
Фирма «Хейд» оснащает некоторые модели токарных станков сверлильными задними бабками, которые наряду с обычным назначением могут быть успешно использованы для сверлильных работ. Бабка снабжается бесступенчатым и независимым от других механизмов станка приводом подачи, обеспечивающим также возможность быстрого холостого перемещения пиноли. Механизм подачи имеет переставной упор для ограничения глубины сверления.
Также дополнительно вы всегда можете заказать:
Болт прижимной задней бабки 16Б20П.030.406
Болт прижимной задней бабки 16Б20П.030.505
Винт задней бабки 16Б20П.030.402
Винт задней бабки регулировачный 16Б20П.030.428
Винт с гайкой задней бабки 16Б20П.030.402/013
Гайка задней бабки 16Б20П.030.013
Задняя бабка в сборе 16Б20П.030.001СБ
Пиноль 16Б20П.030.401 ф75
Пиноль в сборе 16К20 ф80 16Б20П.030.401/402/013
Плита нижняя задн. бабки 16Б20П.030.020
Прижим задней бабки 16Б20П.030.443
Рычаг задней бабки 16Б20П.030.408
Фланец задней бабки 16Б20П.030.014
Фланец пиноли задней бабки 16Б20П.030.416
Штурвал задней бабки 16Б20П.030.019
sar-snab.ru
Бабка задняя в сборе 16К20 16Б20П.030.001. Пиноль.
Бабка задняя в сборе для токарно-винторезного станка 16К20 16Б20П.030.001
Задняя бабка. При высоких скоростях резания, которые применяются на современных токарных станках, не вращающиеся центры, обладающие достаточной жесткостью, оказываются неработоспособными вследствие быстрого износа поверхностей центровых углублений и самих центров. Вставные вращающиеся центры имеют недостаточную жесткость. Поэтому на ряде моделей токарных станков в пиноль задней бабки встраивается вращающийся шпиндель на подшипниках качения, в гнездо которого вставляется центр. Такая конструкция имеет высокую жесткость и обеспечивает возможность работы при высоких скоростях. Распространена также конструкция
Тепловое расширение обрабатываемых деталей может вызвать осевую перегрузку вращающегося центра задней бабки и шпинделя станка. Во избежание этого явления ряд фирм и, в частности, чехословацкие заводы «Шкода» и «ТОЗ» устанавливают на задних бабках токарных станков компенсаторы тепловых удлинений и приборы для определения фактического осевого усилия, действующего на центр задней бабки. Фирма «Хейд» оснащает некоторые модели токарных станков сверлильными задними бабками, которые наряду с обычным назначением могут быть успешно использованы для сверлильных работ. Бабка снабжается бесступенчатым и независимым от других механизмов станка приводом подачи, обеспечивающим также возможность быстрого холостого перемещения пиноли. Механизм подачи имеет переставной упор для ограничения глубины сверления. Наибольшее усилие подачи
sar-snab.ru
Задняя бабка токарного станка. Устройство и ремонт задней бабки
Устройство задней бабки токарно-винторезного станка
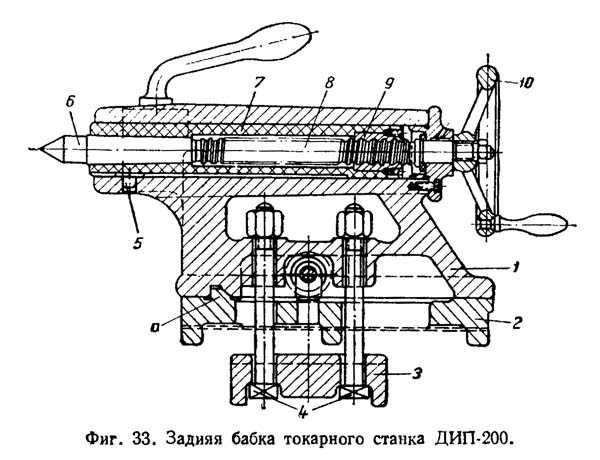
Общий вид и компоновка задней бабки токарно-винторезного станка показаны на рис. 33.
Задняя бабка служит для поддержания обрабатываемой заготовки при обработке в центрах и представляет собой вторую опору.
При сверлении задняя бабка специальным прихватом соединяется с кареткой суппорта и получает от него механическую подачу. Сверло вставляется в пиноль вместо центра.
Задняя бабка должна удовлетворять следующим условиям:
- ни при каких условиях произвольно не сдвигаться
- давать правильное положение оси центра
- давать возможность быстрой установки по оси станка
- предоставлять возможность точной установки обрабатываемой детали на обоих центровых отверстиях станка
- обеспечивать надежное направление шпинделя (пиноли) задней бабки и зажим его без нарушения положения оси
Устойчивость и надежное положение оси задней бабки являются необходимыми условиями для получения удовлетворительных результатов при обработке в центрах и устранения возможности аварий из-за вырывания обрабатываемой детали из центров. Это зависит от закрепления корпуса задней бабки на станине.
Конструкции задних бабок очень разнообразны, но основные принципиальные схемы их имеют много общего. Поэтому, зная принципиальное устройство задней бабки какого-либо универсального токарного станка средних размеров, можно без труда разобраться в конструкции бабок других токарных станков.
Рассмотрим конструкцию задней бабки токарного станка. Корпус задней бабки этого станка, как и большинства станков других типов, состоит из двух деталей: собственно корпуса 1 и основания (плота, мостика) задней бабки 2.
Плот (мостик) пришабривается по направляющим станины, а на верхнюю поверхность его устанавливается корпус.
Плоскости соприкосновения корпуса с плотом пришабриваются так, чтобы ось задней бабки по высоте совпадала с осью шпинделя станка и была ей параллельна. Параллельность осей достигается за счет пришабривания вертикальной грани направляющего буртика а плота. Боковое совпадение осей достигается перемещением корпуса по плоту при помощи винта с квадратной головкой и гайки. Корпус крепится к плоту и одновременно к станине при помощи двух болтов 4 и накладки 3.
Достижение совпадения осей шпинделей передней и задней бабок посредством шабровки опорных плоскостей корпуса бабки требует значительной затраты времени. Поэтому, как правило, при капитальном ремонте совпадение осей передней и задней бабки достигается за счет расточки отверстия под шпиндель задней бабки. При этом возникает необходимость замены шпинделя задней бабки, который окончательно протачивается по наружному диаметру лишь после расточки корпуса задней бабки.
Шпиндель (пиноль) задней бабки 7 представляет собой пустотелый цилиндр, передний край которого выполнен в виде конуса Морзе в который вставляется центр 6 или сверло, а в задний — гайка 9. При помощи этой гайки и винта 8 с маховиком 10 шпиндель может передвигаться вдоль оси. Шпонка 5 предохраняет шпиндель от поворота. Шпиндель зажимается рукояткой, которая имеет на конце правую и левую нарезки для зажимных сухарей. При убирании шпинделя полностью в заднюю бабку винт 8 своим торцом упирается в торец центра 6 и выталкивает его из корпуса шпинделя. Таким образом, в этой конструкции выбивание центра из конуса очень удобно.
У тяжелых станков шпиндель не имеет гайки, нарезка сделана непосредственно на шпинделе, а втулка маховика является гайкой. Из такого шпинделя выбить центр с торца невозможно. Поэтому обыкновенные центры для таких шпинделей не годятся; центры должны быть с нарезкой. На нарезку навертывается гайка, при помощи которой можно выпрессовывать центр, или на центрах делаются лыски, которые дают возможность ключом повернуть центр и тем самым освободить его из гнезда. Пользование простыми центрами у этих станков должно быть запрещено, так как они запрессовываются и выбить их можно только ударами кувалды или разогревом шпинделя паяльными лампами. Это приводит к порче конуса шпинделя.
При обработке пологих конусов необходимо смещать центр задней бабки в поперечном направлении. Для этой цели корпус задней бабки и основание связаны друг с другом поперечной шпонкой. Поперечное смещение корпуса бабки относительно основания производится винтами и гайкой.
Задняя бабка токарного станка 1к62. Сборочный чертеж
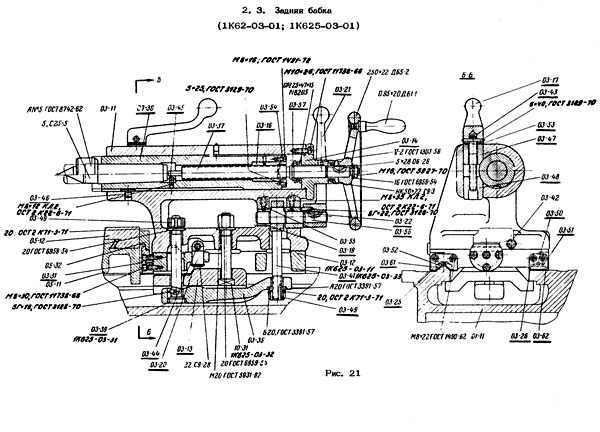
Задняя бабка токарного станка. Сборочный чертеж. Смотреть в увеличенном масштабе
Задняя бабка токарного станка 16к20. Сборочный чертеж
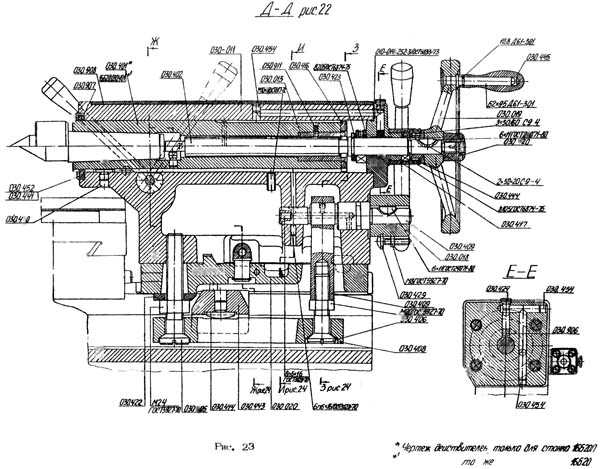
Задняя бабка токарного станка. Сборочный чертеж. Смотреть в увеличенном масштабе

Ремонт и восстановление задней бабки токарного станка
При ремонте задней бабки восстанавливают точность сопряжения поверхностей мостика со станиной и корпусом, точность отверстия корпуса и высоту центров передней и задней бабок, ремонтируют или изготовляют вновь пиноль, винт подачи и другие детали.
Наиболее трудоемкими являются операции по восстановлению точности отверстия в корпусе под пиноль и восстановлению высоты центров.
Отверстие под пиноль в корпусе ремонтируют притирами, растачиванием с последующей доводкой и с помощью акрилопластов.
Притирами обычно ремонтируют малоизношенные отверстия. При этом высоту центров восстанавливают постановкой на направляющие компенсационных накладок и изготовляют новую пиноль.
При ремонте растачиванием одновременно восстанавливают высоту центров. После расточки отверстие обычно доводят притирами, а пиноль изготовляют большего диаметра.
Акрилопластами восстанавливают как точность посадки пиноли, так и высоту центров. При этом пиноль не изготовляют, а ремонтируют.
Этот способ ремонта наиболее эффективный, так как он требует затрат времени и средств в 3—5 раз меньших, чем в первых двух способах.
Рассматриваемые ниже два варианта ремонта задней бабки наглядно подтверждают выгодность ремонта с применением акрилопластов, в частности стиракрила марки ТШ.
Ремонт корпуса и мостика задней бабки без применения акрилопласта
Последовательность ремонта следующая:
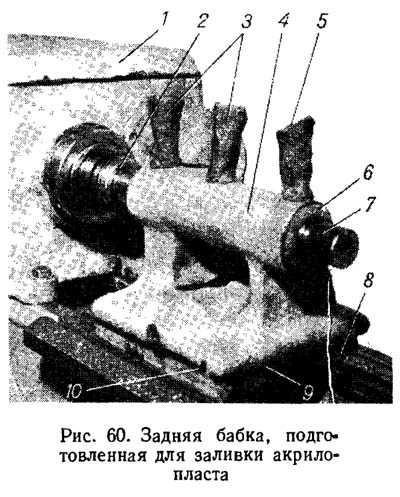
- Шабрят поверхность 9 корпуса (рис. 60). Количество отпечатков краски должно быть не менее 10 на площади 25 X 25 мм
- Фрезеруют поверхность 10 мостика 8 и устанавливают накладку на клею или на винтах. При плотном сопряжении выступа мостика с пазом корпуса эту операцию не производят
- Шабрят сопрягаемые с корпусом поверхности мостика (по корпусу). Количество пятен при проверке на краску — не менее 10 на площади 25 X 25 мм. Выступ мостика должен плотно входить в паз корпуса (без люфта)
- Шабрят поверхности мостика по направляющим станины. Количество отпечатков краски — 10—15 на площади 25 X 25 мм. Одновременно при шабрении добиваются горизонтальности поверхности, сопрягаемой с корпусом, с точностью 0,05 мм на 1000 мм длины. Проверку ведут по уровню, устанавливаемому на поверхности 9 вдоль и поперек направляющих станины. Станину устанавливают и выверяют по уровню, при этом плоскость для крепления коробки подач должна располагаться строго вертикально.
- Скрепляют мостик с корпусом
- Закрепляют бортштангу в шпинделе передней бабки станка. Ось бортштанги в месте крепления резца должна быть выше нормального положения оси шпинделя на 0,05 мм, для чего: измерительный стержень индикатора, закрепленный на суппорте станка, подводят к верхней образующей бортштанги (у места крепления резца) и фиксируют это положение; ослабляют передние болты крепления передней бабки (ось шпинделя уже выверена параллельно направляющим станины), с помощью рычага несколько приподнимают переднюю часть, под передние концы направляющих подкладывают фольгу толщиной 0,02—0,05 мм и закрепляют бабку на станине; подводят индикатор к верхней образующей бортштанги и замечают новое ее положение, при котором ось бортштанги должна быть расположена выше оси шпинделя на 0,05 мм.
- Устанавливают заднюю бабку впереди каретки суппорта и накладывают груз для жесткости
- Растачивают отверстие для пиноли в корпусе задней бабки (за 2—3 прохода), скорость вращения шпинделя 250 об/мин; подача 0,1 мм/мин. При этом чистота поверхности должна быть не ниже V5, конусность — не более 0,02 мм, овальность — не более 0,01 мм.
- Шлифуют отверстие в корпусе с помощью разжимной оправки, закрепленной в шпинделе, и наждачной бумаги. Скорость вращения шпинделя 500—800 об/мин, подача 10—15 м/мин. Чистота поверхности V7, конусность — не более 0,02 мм, овальность — не более 0,01 мм
- Производят доводку отверстия в корпусе с помощью чугунного притира. Скорость вращения шпинделя 200—300 об/мин, подача — 5—8 м/мин. При этом достигается чистота поверхности V 8, конусность должна быть не более 0,01 мм, овальность — не более 0,005 мм.
- Удаляют фольгу из-под направляющих передней бабки и закрепляют переднюю бабку на станине. Собирают заднюю бабку с вновь изготовленной и пригнанной по месту пинолью. Движение пиноли должно быть плавным, без люфтов. Зажим должен обеспечить надежное крепление пиноли.
- Проверяют положение пиноли по отношению к направляющим станины и совпадение центров передней и задней бабок, согласно техническим условиям по ГОСТу 42—56.
Рассмотренный технологический процесс задней бабки широко применяется на многих заводах, несмотря на значительную его трудоемкость.
Восстановление задней бабки акрилопластом
Восстановление задней бабки акрилопластом весьма прост и эффективен, так как отпадают операции по точной расточке и доводке отверстия корпуса и создается возможность сохранения старой пиноли. Ремонт мостика производят так же, как при ремонте без акрилопласта.
Технологический процесс восстановления отверстия корпуса задней бабки включает следующие операции:
- Отверстие под пиноль в корпусе 4 задней бабки (рис. 60) растачивают на расточном или токарном станке, при этом снимают слой металла, равный 2—3 мм. Чистота обработки должна соответствовать V 1, конусность и овальность допускаются не более 0,5 мм.
- В шпинделе 2 передней бабки 1 станка, ось которого выверена на параллельность направляющим станины, устанавливают пустотелую оправку с пробкой 7. Наружный диаметр цилиндрической части оправки соответствует наружному диаметру отремонтированной пиноли и имеет размер на 0,01 мм больший, чем пиноль.
Оправку устанавливают эксцентрично по отношению к оси шпинделя на 0,07—0,08 мм. Для этого в конусное отверстие шпинделя до установки оправки закладывают прокладку формы усеченного конуса толщиной 0,07—0,08 мм. Материалом для прокладки служит бумага или фольга. Форма прокладки (усеченный конус) обеспечивает равномерное биение на обоих концах оправки. - Вращением шпинделя 2 проверяют биение оправки, которое должно быть не более 0,15—0,18 мм, и устанавливают шпиндель так, чтобы образующая оправки с наибольшим плюсовым отклонением располагалась над осью шпинделя. Такое расположение оправки обеспечивает установление разности высоты центров передней и задней бабки (0,05—0,07 мм) в соответствии с требованиями технических условий.
- В корпусе задней бабки 4 над отверстием для пиноли сверлят три отверстия диаметром 6—8 мм; отверстия располагают по середине и по краям корпуса
- Обезжиривают расточенное отверстие корпуса и просушивают в течение 15—20 мин до полного испарения растворителя
- На оправку наносят тонкий равномерный слой мыла, устанавливают корпус задней бабки и закрепляют его болтами на станине
- Отверстие под пиноль (пространство между оправкой и корпусом бабки) герметизируют кольцами и пластилином 6; так же герметизируют отверстия устройств крепления пиноли, а над тремя просверленными отверстиями устанавливают из пластилина три воронки 3 и 5.
- Приготовляют раствор акрилопласта и заливают в среднюю воронку. Заливку завершают, когда масса стиракрила частично заполнит крайние воронки
- Залитую заднюю бабку выдерживают на месте не менее 2 ч при температуре 18—20° С
- Сдвигают заднюю бабку, защищают корпус от пластилина и приливов пластика, делают смазочные канавки, сверлят отверстия, долбят шпоночный паз и производят сборку задней бабки
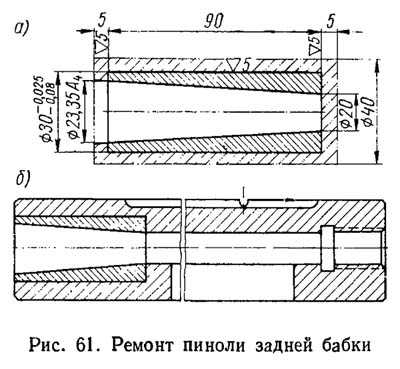
Ремонт пиноли задней бабки
Этот процесс включает операции по шлифованию наружного диаметра и восстановлению конусного отверстия путем установки компенсационной втулки.
Компенсационная втулка (рис. 61, а) имеет цилиндрическую форму снаружи и конус внутри. Втулку часто изготовляют из цементируемой стали, при этом конус закаливают до HRC 58—60. Толщина стенки втулки около наибольшего диаметра конуса принимается от 2 мм и более (в зависимости от диаметра пиноли).
Наружный диаметр втулки изготовляют по расточенному отверстию пиноли с зазором 0,05 мм, чистота обработанной поверхности V5—V6.
Втулку на клее устанавливают в пиноль и после затвердения (через 24 ч) шлифуют конусное отверстие.
Для примера приведем технологию восстановления пиноли задней бабки токарно-винторезного станка модели 1Е61, которая состоит из двух этапов:
- изготовление компенсационной втулки (рис. 61, а)
- ремонт пиноли (рис. 61, б)
- Вытачивают втулку с технологическими припусками, конус Морзе № 3, под шлифовку натяг 7—8 мм, не считая припуска 5 мм. Цементируют на глубину 0,8—1,2 мм. Снимают технологические припуски, оставив по 1 мм на сторону. Калят, HRC 58—62. Протачивают наружный диаметр и торцы по чертежу (выверяют на оправке от конуса).
- Растачивают отверстие в пиноли Ø30А на длине 90 мм (выверяют на биение с точностью 0,05 мм, чистота обработки V 5). Устанавливают втулку на эпоксидном клее и выдерживают 24 ч при температуре 18—20° С. Вставляют пробки с двух сторон, зацентровывают с точностью до 0,02 мм, протачивают пиноль по верху в размер и подрезают передний торец, снимают фаски. Шлифуют наружный диаметр в размер. Фрезеруют смазочную канавку по эскизу. Гравируют цифры по эскизу. Снимают пробки. Затем выверяют пиноль с точностью 0,01 мм, шлифуют конус Морзе № 3 по пробке и передний торец как чисто.
У отремонтированной по такой технологии пиноли повышена износостойкость конусного отверстия, а стоимость ремонта значительно ниже стоимости изготовления новой пиноли.
Ремонт мостика задней бабки токарно-винторезного станка 1к62
Расточка задней бабки токарно-винторезного станка
Притирка задней бабки токарно-винторезного станка
Юстировка задней бабки токарного станка
Литература
- Борисов Г. С. и Сахаров В. Л. Краткий справочник цехового механика. М., изд-во «Машиностроение», 1966.
- Гельберг Б. Т. Заводский опыт модернизации станков. Лениздат,1960.
- Гельберг Б. Т. и Пекелис Г. Д. Вопросы технологии и организации ремонта оборудования. М., Профтехиздат, 1960.
- Гельберг Б. Т. и Пекелис Г. Д. Ремонт промышленного оборудования. М., изд-во «Высшая школа», 1967.
- Единая система планово-предупредительного ремонта и рациональная эксплуатация технологического оборудования машиностроительных предприятий. М., изд-во «Машиностроение», 1967.
- Клягин В. Н. Технические условия на ремонт металлорежущих станков нормальной точности. М., изд-во «Машиностроение», 1967.
- Пекелис Г. Д. и Минкин А. С. Ремонт металлорежущих станков.Лениздат, 1962.
- Пекелис Г. Д. и Гельберг Б. Т. Восстановление и упрочнениедеталей технологического оборудования. М., изд-во «Машиностроение», 1964.
- Пекелис Г. Д. и Гельберг Б. Т. Механизация слесарно-ремонтных работ. М.—Л., изд-во «Машиностроение», 1967.
- Пекелис Г. Д. и Гельберг Б. Т. Ремонт металлорежущих станков и кузнечно-прессового оборудования по типовым технологическим процессам. М., изд-во «Машиностроение», 1967.
- Пекелис Г. Д., Гельберг Б. Т. и Гордин Ю. Н. Централизация и специализация ремонта оборудования в производственном объединении,ЛДНТП, 1967.
- Проников А. С. Расчет и конструирование металлорежущих станков. М., изд-во «Высшая школа», 1967.
- Шейнгольд Е. М., Нечаев Л. Н. Технология ремонта и монтажа промышленного оборудования. М.—Л., изд-во «Машиностроение», 1966.
- Щебров В. М. Ремонт машин и механизмов. М., изд-во «Высшая школа», 1964.
- Якобсон М. О. Технология станкостроения. М., изд-во «Машиностроение», 1968.
Полезные ссылки по теме
Каталог справочник металлорежущих станков
Паспорта и руководства металлорежущих станков
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Пекелис Г. Д., Гельберг Б.Т. Л., «Машиностроение». 1970 г.
stanki-katalog.ru
Задняя бабка в сборе для токарно-винторезного станка 16К20
В тяжёлой промышленности важнейшую роль осуществляет металлообрабатывающее оборудование. Для рабочего режима агрегатов и станков важен качественный и оперативный ремонт, а также детали для ремонта отличного уровня надёжности. В частности от нужного качества деталей, к примеру задняя бабка 16К20, может зависеть период эксплуатации без ремонта и эффективность оборудования. Временной срок работы оборудования без починки и производительность оборудования напрямую зависит от высокого качества запасных частей. Именно поэтому возникает не только необходимость в ремонте, но и необходимость в качественных запчастях для станков и агрегатов.
Сможем произвести для металлообрабатывающих станков большой перечень качественных деталей. Продаем уже готовые элементы агрегатов и станков и оснастки для металлообрабатывающих станков, что функционируют длительный срок без потребности в повторном ремонте. Сотни клиентов нашей компании ценят все выгоды от сотрудничества с нашей фирмой и выбрали качественность производимых нами запасных частей.
Вот явные выгоды запчасти для металлообрабатывающего оборудования заказывать как раз у нас:
– Самая лучшая цена на детали станков, оттого что вы покупаете напрямую от производителя, следовательно, без наценок посредников.
– Привезем транспортной компанией подходящие оснастку для станков или запчасти прямо к вам в населённый пункт. Привозим детали для оборудования по России и СНГ.
– Возможность возврата или обмена оснастки, деталей при обнаружении брака или изъяна.
– Гарантированно производственное качество на детали для оборудования, значит они работают положенное время и переносят требуемые нагрузки.
– Опытные эксперты произведут поиск подходящих деталей для ремонта вашего промышленного оборудования и консультацию перед заказом.
– Максимально быстрое производство необходимых запасных частей на заказ. Располагаем опытными специалистами и инженерами и в силах быстро создать нужные комплектующие для металлообрабатывающих станков.
Вы сами очень хорошо видите плюсы обращения в нашу компанию. Поэтому набирайте наш номер телефона прямо сейчас!
Ради чего производить опыты с поиском поставщика запчастей для 16К20? Без сомнений обращайтесь сразу к проверенным производителям деталей для металлообрабатывающих станков!
Ждем ваших звонков!
sar-snab.ru
Задняя бабка на токарно винторезный станок 16к20, 16к25, 1к62д
Уважаемые клиенты, если Вы не нашли нужных Вам позиций, обратитесь по телефону, либо электронной почте.
Задняя бабка 16к20, 16к25 ,16б20п токарного станка служит для надежной фиксации удлинённой заготовки,
которая крепится непосредственно в этот узел, кроме того задняя бабка служит для установки различного инструмента развертки зенкеры, центра, патроны, метчики, сверла, плашки.
|
Задняя бабка 16к20 |
|
|
|
|
33000 |
|
Гайка винта пиноли задней бабки (продается в сборе с винтом ) |
16Б20П.030.013 |
Поз. 49 |
Масса 0,3 |
|
4860 с ндс |
|
Пиноль задней бабки ф 80 |
16Б20П.030.401 |
Поз. 50 |
Масса 9,2 |
Диаметр 80мм |
11000 с ндс |
|
Винт пиноли задней бабки (продается в сборе с гайкой) |
16Б20П.030.402 |
Поз.51 |
Масса 1,5 |
Длина 410мм |
4860 с ндс |
|
Шпонка задней бабки |
16Б20П.030.440 |
Поз.52 |
Масса 0,02 |
|
|
zapchasti-k-stankam.ru
Ремонт 16к20 – Токарные 1К62, 16К20 и модификации
Привезли из чермета вот такой станок.
Буду делать капитальный ремонт. Сегодня раскидал его по узлам, немного пофотографировал процесс. Думаю кого нибудь заинтересует.
Если Да, просьба модератарам перенести в нужный раздел.
Итак… Снимаем все щитки и электрику. Тут всё понятно. пропустим. Далее, вот он без щитков. Задача снять валы.
Выбиваем шпильки показанные стрелками, нижняя выдёргивается шпилькодёром. Откручиваем болты задней опоры и выдёргиваем шпильки из неё.
На этой фотографии видно, что кто то выбивал валы зыбилом и молотком. Так делать не нужно… Достаточно включить маточную гайку, и штурвалом вытянуть валы из соединительных муфт. При чём винт выходя упрётся в шкив ускоренной подачи на ходовом валу и вытянет его тоже. Валик включения фрикциона в посадочной сидит как правило по скользящей и вытянется тоже без проблем.
В моём случае штурвал сломан,
Крутим газовым ключом за фтулку – остаток штурвала.
Итак, валы сняты.
Следующий шаг – снять фартук.
Отворачиваем болты и выдёргиваем шпильки показанные красными стрелками. Фартук остаётся висеть на двух болтах, обозначеных синими стрелками.Я, при полной разборке станка выворачиваю все болты, которые отворачиваются ключём который у меня в руках, за исключением двух, котые оставляю чтобы узел держался на месте( чтобы по нескольку раз за один и тот же ключ не хвататься, время экономит).
Далее, зачаливаем и снимаем.
www.chipmaker.ru