Болт с маркировкой с: Страница не найдена |
alexxlab | 01.09.1989 | 0 | Разное
расшифровка обозначений, что означают цифры на головках изделий, крепость и прочность
Использование крепежных элементов — стандартная практика при сборке большинства современных изделий, применяемых в бытовой или производственной сфере. Важным фактором является грамотный выбор с учетом технических характеристик. Крепления должны выдерживать не только механическую нагрузку, возникающую после окончательной установки, но и справляться с влиянием внешних факторов, обеспечивая прочность, безопасность и надежность эксплуатации. Для простоты ориентирования в разнообразии существующих видов существует маркировка болтов — расшифровка обозначений позволяет уточнить свойства метизов.
Общее представление
Металлические крепежи, изготавливаемые в соответствии с нормами ГОСТ, отличаются по многим параметрам — начиная с диаметра и размера резьбы, и заканчивая классом материала. Информация, необходимая для понимания специфики конкретного изделия, наносится на головку или шляпку. Перед выбором нужно рассчитать прочностные показатели, уточнить химический состав и устойчивость к воздействию отдельных категорий веществ, а также принять во внимание особые требования, связанные с условиями эксплуатации.
Перед выбором нужно рассчитать прочностные показатели, уточнить химический состав и устойчивость к воздействию отдельных категорий веществ, а также принять во внимание особые требования, связанные с условиями эксплуатации.
Как маркируются болты
Условные обозначения регламентированы государственным стандартом, впервые принятым еще в 1977 году. Последнее обновление нормативных положений датируется 2006 г., однако, как показывает практика, в обращении по-прежнему находится достаточно много креплений старого образца — а это значит, что для полноценной работы требуется навык чтения не только новой, но и предшествовавшей маркировки.
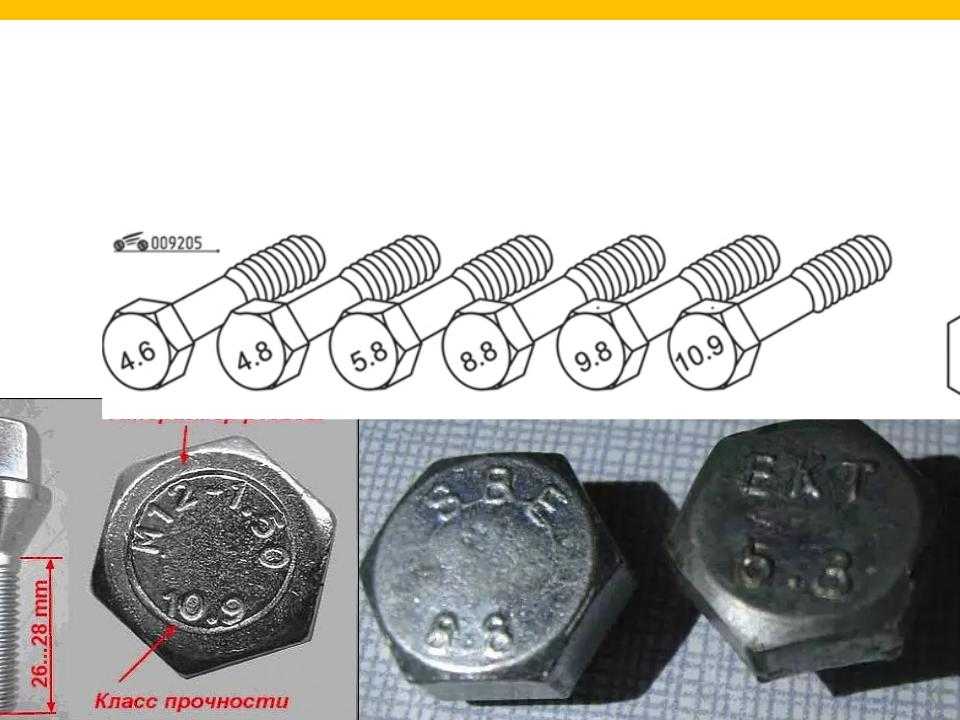
Базовая кодификация метизов предусматривает использование цифровых и буквенных обозначений. Для продукции, выпускаемой отечественными производителями, характерным признаком считается следующий алгоритм: буквы располагаются в верхней части, тогда как цифры на болтах наносятся непосредственно под ними.
Первый ГОСТ, № 22353-77, предусматривает особый порядок расшифровки.
Изменения, содержащиеся в рамках ГОСТ Р 52644, утвержденного в 2006 году, предусматривают указание цифрами параметров крепости болтов — в соответствии с обновленной таблицей норм, — а также климатической сферы эксплуатации, номера партии, прочности и габаритов. Для обозначения последних применяется стандартная метрическая система — так, к примеру, маркер 16х32 означает, что сечение метиза составляет 16, а длина — 32 мм.
Готовые решения для всех направлений
Ускорь работу сотрудников склада при помощи мобильной автоматизации. Навсегда устраните ошибки при приёмке, отгрузке, инвентаризации и перемещении товара.
Навсегда устраните ошибки при приёмке, отгрузке, инвентаризации и перемещении товара.
Узнать больше
Мобильность, точность и скорость пересчёта товара в торговом зале и на складе, позволят вам не потерять дни продаж во время проведения инвентаризации и при приёмке товара.
Узнать больше
Обязательная маркировка товаров – это возможность для каждой организации на 100% исключить приёмку на свой склад контрафактного товара и отследить цепочку поставок от производителя.
Узнать больше
Скорость, точность приёмки и отгрузки товаров на складе — краеугольный камень в E-commerce бизнесе. Начни использовать современные, более эффективные мобильные инструменты.
Узнать больше
Повысь точность учета имущества организации, уровень контроля сохранности и перемещения каждой единицы. Мобильный учет снизит вероятность краж и естественных потерь.
Узнать больше
Повысь эффективность деятельности производственного предприятия за счет внедрения мобильной автоматизации для учёта товарно-материальных ценностей.
Узнать больше
Первое в России готовое решение для учёта товара по RFID-меткам на каждом из этапов цепочки поставок.
Узнать больше
Исключи ошибки сопоставления и считывания акцизных марок алкогольной продукции при помощи мобильных инструментов учёта.
Получение сертифицированного статуса партнёра «Клеверенс» позволит вашей компании выйти на новый уровень решения задач на предприятиях ваших клиентов..
Узнать больше
Используй современные мобильные инструменты для проведения инвентаризации товара. Повысь скорость и точность бизнес-процесса.
Узнать больше
Показать все решения по автоматизации
Чтение маркировки
Порядок расположения числовых и буквенных значений определяется нормами стандарта. Благодаря этому, расшифровка технических спецификаций, используемых при реализации строительных, монтажных и производственных проектов, становится значительно проще. Специалист, разбирающийся в том, что означают цифры на головке болта, без труда сможет понять, о каких конкретно креплениях идет речь и по каким критериям необходимо отбирать материал.
Благодаря этому, расшифровка технических спецификаций, используемых при реализации строительных, монтажных и производственных проектов, становится значительно проще. Специалист, разбирающийся в том, что означают цифры на головке болта, без труда сможет понять, о каких конкретно креплениях идет речь и по каким критериям необходимо отбирать материал.
Для наглядности стоит разобрать обозначения крепежа, технические характеристики которого выражены с помощью маркировки следующего вида: A2M12x1,50 LH-4gx60.66. C.097. Важно подчеркнуть, что, в соответствии с заданной последовательностью, первым в обязательном порядке указывается фактическое наименование. Это касается всех маркируемых изделий рассматриваемой категории, так что в нашем случае перед буквенно-числовой комбинацией будет расположено слово «болт».
В остальном принцип чтения будет выглядеть следующим образом:
- Первой по порядку идет буква А, определяющая класс точности метиза. Существующая градация предусматривает деление на три группы (А, В, С), так что в данном примере речь идет о лучшем варианте из возможных.
- Цифра 2 характеризует формат исполнения. Стандарты включают в себя 4 возможных разновидности, при этом первая из них не используется при маркировке.
- Литера М обозначает тип резьбы, нанесенной на стержневую часть крепежа. Есть три разновидности — коническая, трапециевидная и метрическая, о которой и идет речь в этом примере.
- Число 12 — миллиметровый диаметр стержня. Любопытно, что сочетание маркеров М12 свойственно только изделиям А-класса.
- 1,50 — значение, характеризующее резьбовой шаг. При этом в тех случаях, когда комбинация габаритов является типовой, внесение в описание не считается обязательным условием.
- Аналогично предыдущему пункту, отметка LH, свидетельствующая о том, что нанесена левая нарезка, относится к категории особых. Если обработка произведена стандартным образом, обозначение исключается из общего перечня.
- Маркировка 4g на головке болта обозначает, что точность резьбы находится на базовом уровне. Максимально возможный показатель по применяемой шкале — 8.

- Цифра 60 — длина метиза в миллиметровом выражении.
- Число 66 — прочностная характеристика, для разделения которой с предыдущим значением используется точка.
- С — марка стального сплава, выбранного при изготовлении. Конкретно этот маркер применяется при производстве крепежей из «спокойной» стали, тогда как буквой А обозначаются «автоматные» изделия.
- 097 — покрытие элемента. Существует тринадцать возможных вариантов, среди которых девятка — это оцинковка. 7 в данном случае — толщина внешнего слоя в микронах, равная семи мкм.
Обозначение на головке болта, соответствующее единому стандарту — практичный и удобный способ, позволяющий быстро и точно выбрать необходимые изделия. Стоит отметить, что продукция европейских и американских производителей имеет иное описание, в том числе — использующее дюймы в качестве базовой величины, так что для ее прочтения потребуется воспользоваться переводной таблицей.
Особенности маркирования высокопрочных метизов
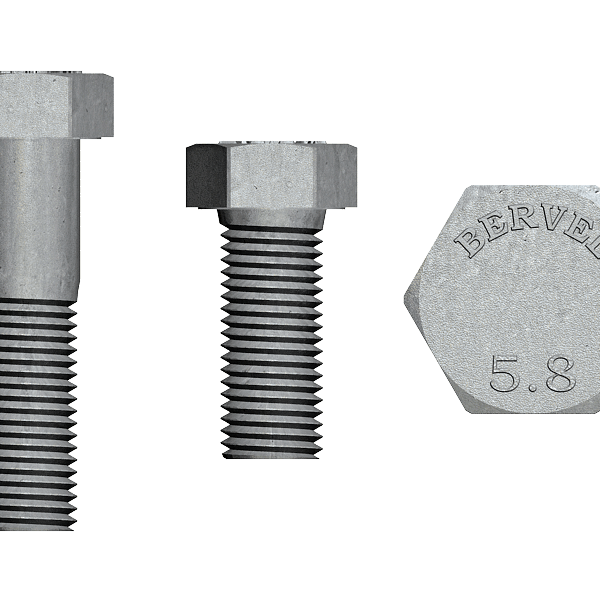
Крепежи, относящиеся к классу 8. 8 (либо выше), представляют группу прочных элементов, в отношении которых предъявляются особые требования. Это касается и буквенно-числовых обозначений — так, в соответствии с ГОСТ от 2006 г. маркировка на шляпке болтов из углеродистой стали будет выглядеть как W11.14 8.8S ХЛ, где:
8 (либо выше), представляют группу прочных элементов, в отношении которых предъявляются особые требования. Это касается и буквенно-числовых обозначений — так, в соответствии с ГОСТ от 2006 г. маркировка на шляпке болтов из углеродистой стали будет выглядеть как W11.14 8.8S ХЛ, где:
- W — клеймо завода-изготовителя.
- 11.14 — номер партии плавки.
- 8.8 — параметр, в котором произведение первой цифры и 100 дает величину предельной нагрузки для резьбы, тогда как второе число обозначает десятикратно увеличенное соотношение пределов текучести и прочности.
- S — соответствие категории высокопрочных креплений с большой шестигранной головкой.
- ХЛ — допустимость эксплуатации при низких температурах.
Таким образом, расшифровка значений, используемых при маркировке, также не представляет особой сложности — даже с учетом различий между старым и новым стандартами.
Какие обозначения наносятся на нержавеющие болты
А вот в случае с метизами, для изготовления которых применяются аустенитные стали, буквенно-числовой код будет отличаться от предыдущего варианта. Подобные изделия обычно маркируются как А2-50 или А4-60, с возможным добавлением клейма производителя в начале. Буква А и число после нее характеризует конкретную марку сплава, тогда как вторая группа цифр представляет собой значение, равное одной десятой предела прочности, установленного для моделей углеродистого типа. Так, нанесенный на креплениях маркер А4-80 будет свидетельствовать, что они изготовлены из нержавеющего материала с добавлением молибдена, и способны выдержать механическую нагрузку до 800 Мпа, соответствуя по своим характеристикам элементам из углеродной стали категории 8.8.
Подобные изделия обычно маркируются как А2-50 или А4-60, с возможным добавлением клейма производителя в начале. Буква А и число после нее характеризует конкретную марку сплава, тогда как вторая группа цифр представляет собой значение, равное одной десятой предела прочности, установленного для моделей углеродистого типа. Так, нанесенный на креплениях маркер А4-80 будет свидетельствовать, что они изготовлены из нержавеющего материала с добавлением молибдена, и способны выдержать механическую нагрузку до 800 Мпа, соответствуя по своим характеристикам элементам из углеродной стали категории 8.8.
Маркировка класса болтов
В содержании ГОСТ 1759.4-87 (а также ИСО 898/1-78) присутствует понятие прочностного маркирования. В данном случае количество факторов, влияющих на технические параметры, достаточно разнообразно — тип стали, термическая обработка, наличие добавок, а также вид покрытия, применяемого для повышения эксплуатационных свойств. Классификация предусматривает числовые обозначения, при необходимости разделяемые точкой для простоты чтения документации.
Современные требования
Обновленные стандарты, определяющие, что означают цифры и буквы в маркировке на шляпке болтов, мало чем отличаются от предыдущей редакции как в плане смысла, так и с точки зрения расположения элементов. Добавление прочностных характеристик, а также иных нюансов, связанных с эксплуатационными свойствами, не рассматривается специалистами в качестве радикального изменения — однако тем, чья профессиональная деятельность плотно связана проектированием и сборкой, важно уметь читать не только старый, но и новый формат.
Маркировочные обозначения
Показатель класса — две цифры, написанные через точку, или последовательно — является одной из наиболее значимых характеристик. Первое число используется для описания 1/100 номинальной величины прочностного предела крепежа, измеряемой в Мпа, второе — демонстрирует соотношение границ текучести и прочности, которое нужно умножить на 10 для получения итогового значения. Это, по сути, и есть максимальная рабочая нагрузка используемого метиза — при расчете соединений применяют коэффициент 0,5-0,6, исключающий превышение допустимой нормы.
Что значат цифры на болтах из нержавеющей стали
Аустенитные изделия маркируются с указанием конкретного типа сплава (А2, А4), а также одной десятой доли от предельного показателя (50, 60, 70), характерного для углеродистых составов.
Маркировка гаек
В случае с элементами данной категории применяется аналогичный принцип обозначения, однако, ввиду ограниченности свободного места, информация располагается на боковой стороне, и подается в сокращенном формате. Для полного прочтения понадобится заводская упаковка и сопроводительная спецификация.
Порядок маркирования остается неизменным — наименование, уровень точности, тип резьбы, диаметр, шаг и направление (при нестандартной нарезке), прочностная характеристика и толщина покрытия в микронах. При этом в конце описания проставляется ГОСТ, которому соответствует технология изготовления конкретной модели, из-за чего не все указанные пункты в обязательном порядке включаются в обозначение.
Готовые решения для всех направлений
Ускорь работу сотрудников склада при помощи мобильной автоматизации. Навсегда устраните ошибки при приёмке, отгрузке, инвентаризации и перемещении товара.
Навсегда устраните ошибки при приёмке, отгрузке, инвентаризации и перемещении товара.
Узнать больше
Мобильность, точность и скорость пересчёта товара в торговом зале и на складе, позволят вам не потерять дни продаж во время проведения инвентаризации и при приёмке товара.
Узнать больше
Обязательная маркировка товаров – это возможность для каждой организации на 100% исключить приёмку на свой склад контрафактного товара и отследить цепочку поставок от производителя.
Узнать больше
Скорость, точность приёмки и отгрузки товаров на складе — краеугольный камень в E-commerce бизнесе. Начни использовать современные, более эффективные мобильные инструменты.
Узнать больше
Повысь точность учета имущества организации, уровень контроля сохранности и перемещения каждой единицы. Мобильный учет снизит вероятность краж и естественных потерь.
Узнать больше
Повысь эффективность деятельности производственного предприятия за счет внедрения мобильной автоматизации для учёта товарно-материальных ценностей.
Узнать больше
Первое в России готовое решение для учёта товара по RFID-меткам на каждом из этапов цепочки поставок.
Узнать больше
Исключи ошибки сопоставления и считывания акцизных марок алкогольной продукции при помощи мобильных инструментов учёта.
Узнать больше
Получение сертифицированного статуса партнёра «Клеверенс» позволит вашей компании выйти на новый уровень решения задач на предприятиях ваших клиентов..
Узнать больше
Используй современные мобильные инструменты для проведения инвентаризации товара. Повысь скорость и точность бизнес-процесса.
Узнать больше
Показать все решения по автоматизации
Классы прочности резьбовых крепежных изделий
Согласно типовой классификации, для гаек выделяют семь категорий (4, 5, 6, 8, 9, 10, 12), которые, как и в случае с метизами, обозначают 1/100 от общего предельного значения, определяемого при расчете давления на конструкцию. При этом существуют и различия — в частности, указанные категории применимы только в отношении деталей со стандартным и завышенным профилем, тогда как на борта низких моделей наносятся обозначения 04 и 05, указывающие, что данный вариант не подходит для эксплуатации в условиях повышенной нагрузки.
При этом существуют и различия — в частности, указанные категории применимы только в отношении деталей со стандартным и завышенным профилем, тогда как на борта низких моделей наносятся обозначения 04 и 05, указывающие, что данный вариант не подходит для эксплуатации в условиях повышенной нагрузки.
Значимость правильного выбора крепежа
Продукция, предлагаемая современными производителями, отличается между собой с точки зрения технических и функциональных характеристик. Болты, шпильки, винты, гайки — для решения каждой конкретной задачи требуется соответствующая комплектация. Основные показатели зависят от марки стали, использованной для изготовления — при подборе подходящего варианта стоит уделить особое внимание параметрам, которые обеспечивает тот или иной сплав, а также условиям и при предельной нагрузке, способной возникнуть в процессе применения креплений.
Нюансы, связанные с маркировкой
Общепринятые нормы, на которых основываются государственные стандарты, соответствуют системе, разработанной Международной организацией по стандартизации. Помимо уже рассмотренных особенностей и требований, существует еще несколько правил, которые должны учитываться изготовителями крепежных элементов:
Помимо уже рассмотренных особенностей и требований, существует еще несколько правил, которые должны учитываться изготовителями крепежных элементов:
- Болты и винты, имеющие в диаметре более 6 мм, маркируются в обязательном порядке, тогда как для изделий с меньшим сечением процедура носит добровольный характер.
- Буквенно-числовое обозначение не наносится на метизы с крестообразным или прямым шлицем, а также на крепежи, изготовленные без применения штамповки, тогда как шестигранники с любой формой головки должны обозначаться во всех случаях.
- Для маркирования используется торец или боковая часть шляпки, при этом во втором варианте применяется метод нанесения углубленных знаков. В отношении выпуклых элементов применяются ограничения, напрямую связанные с диаметром резьбы — максимально допустимое значение составляет 0,3 мм.
Геометрия различных типов резьбового крепежа регламентируется отдельными стандартами, требующими строгого соблюдения.
Плюсы и минусы соединения по резьбе
К числу преимуществ, обуславливающих востребованность в быту и промышленности изделий с нанесенной резьбой, относят:
- Универсальность и надежность.

- Прочностные характеристики.
- Устойчивость к осевым и поперечным нагрузкам.
- Простоту монтажа и разбора.
- Доступную стоимость организации работ.
Из недостатков можно отметить разве что повышенное напряжение на участке профиля впадины, обуславливающее необходимость грамотного выбора методики нанесения маркировки. Соответствие нагрузок сокращает риск произвольного откручивания или разрыва.
Виды резьбового крепления
Рассматриваемый принцип соединения элементов основан на использовании как минимум двух деталей, на первую из которых нанесена внешняя, а на вторую — внутренняя резьба. При этом выделяют следующие типы конфигураций:
Болтовая — формирование сквозных отверстий с последующей вставкой стержня, затягиваемого с обратной стороны.
Винтовая — в этом случае в качестве фиксатора выступает само основание, каналы в котором подготавливаются заранее, или — при использовании саморезов — формируются в процессе интеграции.

С помощью шпилек — один из концов вворачивается в узловую деталь, а на второй специальным образом накручивается соответствующая гайка.
Как правильно затягивать и откручивать болт
Стандартный набор домашних инструментов, используемых при работе с соединительными элементами, представляет собой комплект гаечных ключей — торцевого, рожкового или накидного типа. Однако в тех случаях, когда речь идет о профессиональном производстве или ремонте, рекомендуется использовать пневматическое или динамометрическое оборудование, позволяющее выставить нужный уровень затяжки.
Заключение
Расшифровка обозначений маркировки болтов и гаек упрощает выбор подходящих крепежей и исключает вероятность технических ошибок, способных привести к серьезным проблемам в процессе эксплуатации оборудования. Учитывая постепенный переход различных отраслей на единую систему учета «Честный знак», следует заранее позаботиться об обеспечении условий, позволяющих работать с маркированными товарами. Готовые решения, предлагаемые компанией «Клеверенс», помогают оптимизировать бизнес-процессы и снизить издержки, связанные с рутинными операциями.
Готовые решения, предлагаемые компанией «Клеверенс», помогают оптимизировать бизнес-процессы и снизить издержки, связанные с рутинными операциями.
Количество показов: 3951
Класс прочности болтов: маркировка, виды по гост
1 Что представляют собой болты и гайки, когда они были созданы?
Под болтом понимают стержень цилиндрической формы, который располагает наружной резьбой и головкой. Последняя бывает овальной, конической, шестигранной, эллиптической, цилиндрической, квадратной. Самые первые болты, на которые не нарезалась резьба, появились, по мнению специалистов, еще в эпоху Древнего Рима. Такие изделия выполнялись в виде стержня со специальной прорезью, куда монтировали клин, который не позволял болту смещаться. В 15-м столетии были придуманы болты с резьбой.
Фото болтов
Гайки представляют собой шестигранные либо квадратные детали из металла. Они обязательно имеют отверстия в центральной части, внутри которых выполняется резьба. Видов гаек в наши дни немало. Они бывают:
Видов гаек в наши дни немало. Они бывают:
- крыльчатыми;
- с продольными шлицами;
- стопорными;
- корончатыми.
В гайках корончатого вида и гайках со шлицами предусмотрено отверстие, предназначенное для контровочной проволоки либо шплинта. Изделия стопорного типа всегда снабжаются нейлоновыми вкладышами для повышения сопротивляемости при кручении силам трения.
На фото — гайки для болтов
Как узнать?
Главные параметры для измерения размеров креплений — это длина, толщина и высота. Чтобы определить данные параметры, нужно сначала визуально понять, какой тип болта имеется. Диаметр крепежа можно измерить с помощью штангенциркуля или шаблонной линейки. Измерение точности проводится комплектом калибровки ПР-НЕ — проход-не проход, то есть одна составляющая навинчивается на анкер, вторая – нет. Длина также измеряется штангенциркулем или линейкой.
Измерения винтов имеют обозначения:
- М — резьба;
- D — размер диаметра резьбы;
- P — шаг резьбы;
- L —размер болта (длина).

Диаметр резьбы измеряется аналогично измерению параметров болта. Диаметр резьбы гаек определить сложнее. Обычно маркировка характеризует наружный диаметр болта, который будет ввинчиваться в гайку, то есть отверстие гайки будет меньше. Точность диаметра можно измерить также с помощью набора ПР-НЕ. Здесь стоит помнить о том, что размер гайки может быть уменьшенным, нормальным и увеличенным.
Во время стройки соединение конструкций в основном происходит при помощи болтовых соединений. Главное их преимущество — это несложный монтаж, особенно если брать для сравнения сварочные соединения. Формулы, применяющиеся для подсчета соединения на разрыв, зависят от материала основания (бетон, сталь, растворы и комбинации материалов).
Главное условие установки крепежей — это выдержка болтами общей конструкции. Самая высокая несущая способность у анкеров из легирующей стали повешенного качества. Сила дополнительных воздействий может быть динамической, статической и максимальной. Масса дополнительной нагрузки не превышает 25% от силы разрыва стержня болта.
Масса дополнительной нагрузки не превышает 25% от силы разрыва стержня болта.
Способ крепления болтами стал очень популярным в современном мире
Опираясь на все характеристики, можно выделить моменты, на которые стоит обратить особое внимание при выборе:
- сфера деятельности, где будет применяться крепление;
- конструкция головки;
- используемый материал;
- прочность;
- есть ли дополнительное защитное покрытие;
- маркировка по ГОСТ.
В следующем видео вас ждет дополнительная информация о классах прочности в маркировке болтов.
5 Как выполняется натяжение болтов?
Усилие при натяжении ВПБ может регулироваться несколькими способами. Мы приводим их ниже:
- По числу ударов гайковерта.
- По осевому натяжению крепежного изделия.
- По углу поворота гайки.
- По моменту закручивания.
Здесь нужно знать, что вне зависимости от варианта затяжки высокопрочного крепежа обязательно необходимо использовать стяжные болты. На начальном этапе натяжения головку ВПБ следует придерживать. Сам процесс выполняется от самого жесткого участка соединения либо от его середины. Для натяжения болта на определенное усилие пользуются динамометрическим ключом. Этот инструмент позволяет четко определять момент (коэффициент) затяжки соединения.
На начальном этапе натяжения головку ВПБ следует придерживать. Сам процесс выполняется от самого жесткого участка соединения либо от его середины. Для натяжения болта на определенное усилие пользуются динамометрическим ключом. Этот инструмент позволяет четко определять момент (коэффициент) затяжки соединения.
Порядок натяжения соединения динамометрическим ключом таков:
- производится стягивание пакета стяжными изделиями;
- все болты (в том числе и стяжные) затягиваются на заданное усилие;
- пробки выбиваются, на их место монтируются ВПБ.
После этого установленный крепеж затягивается до отказа ключом. Болты М24 часто натягиваются посредством гайковерта, который тарируется по повороту гайки на определенный угол. Такой инструмент позволяет получить момент закручивания не ниже 1600 Нм. Тарировку приспособления для болтов М24 осуществляют перед началом выполнения работ. Описанный гайковерт может снабжаться сменными конусными головками. Они имеют повышенный вес. За счет этого удается снижать потери мощности от скручивания. Большой вес головок – это не единственная их особенность. Кроме того, их обязательно подвергают термообработке. Причем выполняется она так, чтобы сменные приспособления имели твердость по шкале HRC в пределах 35–45 единиц.
За счет этого удается снижать потери мощности от скручивания. Большой вес головок – это не единственная их особенность. Кроме того, их обязательно подвергают термообработке. Причем выполняется она так, чтобы сменные приспособления имели твердость по шкале HRC в пределах 35–45 единиц.
Натяжение выспокопрочных болтов
Болты М24 могут затягиваться не одним ключом, а сразу двумя. Такая методика дает возможность получать максимально точный момент закручивания. Используется она достаточно часто. В данном случае первым ключом (его называют малым) создают момент закручивания не более 200 Нм. После этого берут второй инструмент (большой). И уже этим ключом выполняют финальную затяжку. Он обеспечивает момент закручивания на уровне 1600 Нм. Натяжение высокопрочных болтов М20, М16, М30 и так далее (всех, кроме М24) осуществляют в большинстве случаев с ориентиром на осевое усилие. Операция выполняется электрическим либо пневматическим ключом. Его обязательно тарируют перед сборкой металлоконструкции.
Металлические конструкции
Сфера применения металлических конструкций чрезвычайно широка. Они используются практически во всех зданиях гражданского и промышленного назначения, для возведения инженерных сооружений. Без них не обойтись тогда, когда нужно соорудить большие пролеты на значительной высоте и испытывающие немалые нагрузки. Чаще всего металлические конструкции применяются в производственных зданиях, при строительстве эстакад, мостов, мачт и башен. Их также активно используют для создания каркасов многоэтажных зданий, а также в разнообразных листовых конструкциях.
У металлических конструкций есть множество достоинств, благодаря которым их можно столь широко и успешно применять в строительстве.
Ключевым фактором, который обеспечивает высокую степень надежности металлоконструкций, является то, что реальные значения такой их важнейшей характеристики, как распределение напряжений и деформаций, практически совпадают с расчетными. Сталь и алюминиевые сплавы различных марок, из которых изготавливают металлические конструкции, очень однородны по своей структуре.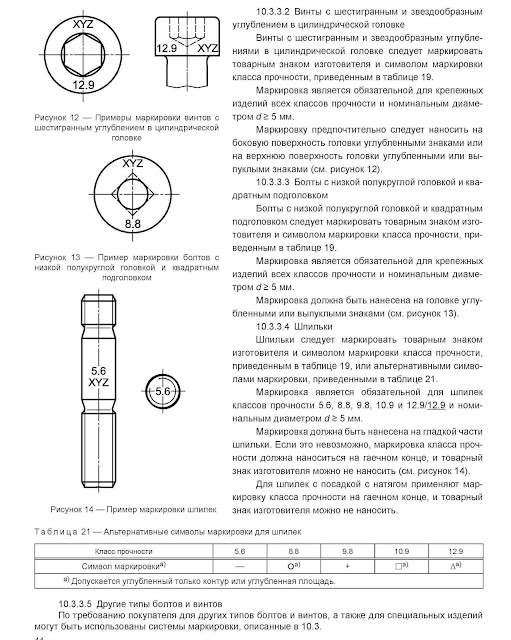 Кроме того, они также имеют очень близкие к расчетным показатели упругопластической и упругой работе этих материалов.
Кроме того, они также имеют очень близкие к расчетным показатели упругопластической и упругой работе этих материалов.
Изготовлением разнообразных металлических конструкций, используемых при строительстве, занимается немало промышленных предприятий. Те из них, которые оснащены современным высокопроизводительным оборудованием, изготавливают изделия с высокой степенью готовности. Что касается установки металлических конструкций, то эта процедура отличается высокой технологичностью и осуществляется персоналом специализированных организаций с использованием современной техники.
Проектирование металлических конструкций осуществляется с учетом предъявляемых к ним технологических требований и требований, касающихся монтажа. Кроме того, оно производится с использованием самых современных и эффективных методик, которые обеспечивают минимизацию трудоемкости этого процесса.
После того как металлические конструкции, предназначенные для использования в качестве элементов каких-либо строительных объектов, изготовлены на предприятии, их необходимо доставить непосредственно на место монтажа или же целиком, или же по частям (так называемыми отправочными элементами). Для этого используют специализированные транспортные средства.
Для этого используют специализированные транспортные средства.
Долговечность металлических конструкций определяется сроками их морального и физического износа. Длительность последнего связана, прежде всего, с процессами электрохимической коррозии. Для того чтобы обеспечить защиту металла от нее, сейчас используют самые передовые технологии обработки, а также новейшие лакокрасочные и полимерные покрытия.
Вне зависимости от того, для чего именно предназначена та или иная металлическая конструкция и в какой именно степени она загружена и функциональна, она должна обладать гармоничными (с точки зрения эстетики) формами. Это требование является наиболее существенным для тех металлоконструкций, которые используются при строительстве различных общественных зданий и сооружений.
Точность болтов
Еще одним важным показателем можно назвать класс точности болтов. Это связано с тем, что при изготовлении могут применяться самые различные методы нарезания резьбы и обработки цилиндрической поверхности. Рассматривая показатель точности отметим нижеприведенные моменты:
Рассматривая показатель точности отметим нижеприведенные моменты:
- С повышение точности получаемое резьбовое соединение служит намного дольше.
- Предложение обладает более точной геометрической формой.
- Между крепежным изделием и образованным отверстием нет пространства, которое может стать причиной расшатанности соединения.
Именно поэтому крепежные материалы, применяемые при изготовлении не ответственных механизмов, обладают средним показателем точности. Применение современного оборудования при точении позволяет получить крепежи с высоким показателем точности.В заключение отметим, что производством рассматриваемых материалов занимаются различные компании. Во многом качество получаемого изделия зависит от применяемого оборудования и технологии производства. Некоторые производители могут снизить качество крепежа для того, чтобы уменьшить его стоимость.
2 Требования Госстандарта Р 52644–2006 – вес, длина, сечение ВПБ
ВПБ выпускаются с диаметром резьбы М16, М20, М24, М30, М36, М42, М48, классами прочности – 8. 8, 9.8, 10.9, 12.9. Длина болтов варьируется в пределах 40–300 мм. Вес изделий зависит от их длины и диаметра. Он колеблется в достаточно широких пределах. Вес 1000 штук ВПБ М16 равняется 116–514 кг, М20 – 204–804 кг, М24 – 377–1210 кг. Масса болтов М30–М42 изменяется от 633 до 3830 кг. А вот вес 1000 ед. М48 равняется 2495–5002 кг. Изделия высокой прочности производятся со специальным покрытием либо без такового. Толщина дополнительно слоя регламентируется ГОСТ. Для метизов М16 она должна быть не выше 25 мкм, для М20 – 30, для М24 – 40, М30–М48 – не более 50 мкм.
8, 9.8, 10.9, 12.9. Длина болтов варьируется в пределах 40–300 мм. Вес изделий зависит от их длины и диаметра. Он колеблется в достаточно широких пределах. Вес 1000 штук ВПБ М16 равняется 116–514 кг, М20 – 204–804 кг, М24 – 377–1210 кг. Масса болтов М30–М42 изменяется от 633 до 3830 кг. А вот вес 1000 ед. М48 равняется 2495–5002 кг. Изделия высокой прочности производятся со специальным покрытием либо без такового. Толщина дополнительно слоя регламентируется ГОСТ. Для метизов М16 она должна быть не выше 25 мкм, для М20 – 30, для М24 – 40, М30–М48 – не более 50 мкм.
Высокопрочные болты М 20
Теоретический вес 1000 единиц ВПБ, который мы указывали выше, рассчитывается для изделий без специального покрытия. Высокопрочные метизы обязаны изготавливаться с постоянным уровнем качества резьбовой поверхности. Это является гарантией требуемого обеспечения затяжки соединений, выполняемых посредством ВПБ. Уровень качества обуславливается показателем закручивания (так называемый коэффициент или момент затяжки). Его величина зависит от типа смазки и дополнительного покрытия болтов. Высокопрочные изделия с произвольным покрытием должны иметь коэффициент закручивания в пределах 0,11–0,2. Метизы со стандартной смазкой и покрытием – 0,14–0,2. Проверяют коэффициент закручивания по Госстандарту Р 52643.
Его величина зависит от типа смазки и дополнительного покрытия болтов. Высокопрочные изделия с произвольным покрытием должны иметь коэффициент закручивания в пределах 0,11–0,2. Метизы со стандартной смазкой и покрытием – 0,14–0,2. Проверяют коэффициент закручивания по Госстандарту Р 52643.
ВПБ чаще всего выпускаются из сталей 40Х и 40Х Селект. Второй из указанных сплавов по своему химическому составу является максимально качественным. Он, по сути, представляет собой выборку из нескольких партий 40Х. Сплавы с маркировкой Селект имеют стабильные механические показатели. Достигаются они именно за счет проведения выборки. Болты из стали 40Х Селект используются для соединения конструкций высокой степени ответственности (эксплуатируемых в особых условиях, имеющих большой вес). В остальных случаях применяются ВПБ из обычных сплавов 40Х. Выборка стали 40Х Селект осуществляется непосредственно на литейном производстве.
Покрытие описываемых болтов бывает следующих видов:
- электролитическое кадмиевое;
- электролитическое цинковое;
- горячее цинковое.

Related Posts via Categories
- Класс прочности болтов – насколько хорошо метизы противостоят разрушению?
- Анкерный болт с гайкой – испытанный вариант крепежа
- Дюбель-гвоздь – какие крепежные изделия самые качественные?
- Анкерные болты – особый вид крепежа для сложных конструкций
- Как заклепать заклепку – автоматические и ручные методы для разных материалов
- Изготовление болтов – понятный технологический процесс
- Игольчатый пружинный шплинт – ушастый крепеж для сферы машиностроения
- Высокопрочные болты – полная информация о крепежных изделиях
- Размеры вытяжных заклепок – над чем следует подумать при расчете?
- Шайба пружинная – соединения никогда не раскрутятся самопроизвольно!
Маркировка высокопрочных болтов по ГОСТ 22353-77
Строго говоря, ГОСТ 22353-77 сегодня уже утратил силу в Российской Федерации. Вместо него болты теперь делают по ГОСТу Р 52644-2006, о котором мы скажем чуть ниже.
Но, поскольку изготовленные по этому ГОСТу болты все еще встречаются на практике, давайте посмотрим, какая выполнялась на них маркировка, и что она означает.
Состоит она из двух частей: в верхней части — какие-то буквенные символы, снизу — цифры.
Так что же означают цифры и буквы на головке болта по ГОСТ 22353-77?
1. Буквенное обозначение вверху, которое идет первым — это клеймо завода изготовителя (D, OC, L, Ч, WT, и др.)
2. Ряд цифр следом за буквами — временное сопротивление болта в МПа, деленное на 10
3. Климатическое исполнение ХЛ (для холодного климата)
4. Номер плавки.
Если резьба на болте левая, то такой болт дополнительно маркируется стрелкой (против часовой), если резьба правая, то никакой стрелкой болт не маркируется.
3 Как производится маркировка резьбовых соединений?
Маркировка болтов осуществляется с учетом требований DIN, ANSI/ISO и других стандартов, о которых мы говорили выше. На головку изделия наносят:
- класс прочности материала, из которого изготавливается болт;
- клеймо производителя;
- стрелку левой резьбы (правая резьба никак не маркируется).

Указанные знаки могут быть выпуклыми либо углубленными. А их величина определяется на заводе, который выпускает болты.
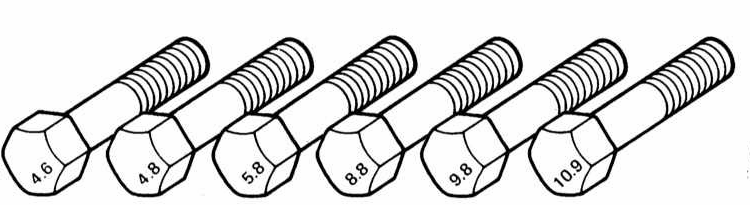
Класс прочности изделий из углеродистых сталей указывается в виде двух цифр, разделенных точкой – 3.6, 10.9, 8.8 и так далее. Первая цифра показывает, какую нагрузку может выдержать соединение. Вторая является отношением, умноженным на 10, двух пределов – текучести и прочности. Так, если вы видите маркировку на болтах – «8.8», это означает, что при нагрузке более 8 тонн на квадратный сантиметр они порвутся.
Фото маркировки болтов из углеродистых сталей
Метизы из нержавеющей стали маркируются следующим образом: А2 (А4) – 50 (80, 60). А2 либо А4 – это марка стали (А4 устойчива против щелочей, солей и воздействия кислот, А2 – водоустойчивая), а число – показатель предела прочности болта.
Крепеж, изготавливаемый из мартенситных сталей с малым содержанием углерода, маркируется аналогично изделиям из углеродистой стали. Но в данном случае цифры подчеркиваются – 10.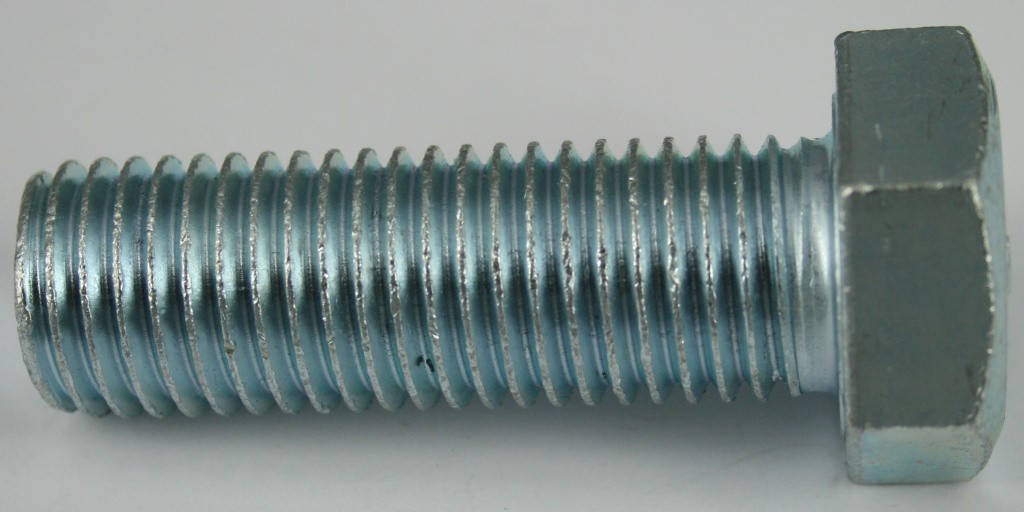 9 (допускается не ставить точку между цифрами – 109).
9 (допускается не ставить точку между цифрами – 109).
На фото — маркировка болта из мартенситной стали
В чем же отличаются болты высокой прочности от обычных?
Все элементы крепления обязаны соответствовать классу прочности указанному в действующих стандартах ГОСТ. Существует 11 маркировочных категорий класса прочности. Маркировочные цифры обозначают прочность. Умножая на 100 первую цифру — получим предельную прочность. Умножая на 10 вторую цифру – получим соотносимый предел прочности в процентной ставке.
Высокопрочные болты подразумевают продукт класса 9.8, 10 и выше. Главным отличием обычных и болтов с максимальным классом прочности, является физическая и механическая особенность, которая дает возможность крепежам воспринимать тяжелую нагрузку. Эксплуатация высокопрочных болтов может проходить в условиях сурового климата (Маркирование «ХЛ»), при средней холодной температуре (Маркирование «У»). Болты производятся с резьбой м12 – м36.
Критерии выбора высокопрочного крепежа
- Тип, размер и класс прочности крепежных изделий должен соответствовать проектной документации.

- Замену одних деталей крепления на другие вправе производить только специалист после проведения соответствующих нормативных расчетов.
- Крепежные изделия должны быть равны или превышать по прочности материал конструкции.
- Несущая способность БВП должна соответствовать поставленной задаче, а антикоррозийная защита соответствовать эксплуатационным условиям.
- Необходимо учитывать совместимость металла конструкции и метиза во избежание гальванической коррозии.
- Не стоит покупать высокопрочные метизы у поставщиков с сомнительной репутацией.
- Перед покупкой желательно провести визуальный контроль для выявления возможных дефектов.
Высокопрочные болты, винты и шпильки – это особый вид метизов, на которые возлагается большая ответственность за надежность и долговечность автомобилей, станков, грузоподъемной техники, мостов, эстакад, портовых сооружений, спортивных арен, других масштабных строительных объектов. сотрудничает только с ответственными производителями, на предприятиях которых исследуется состав поступающего сырья, а каждая партия готового крепежа проходит испытания, установленные действующими стандартами. Кроме того, в собственной лаборатории «Крепком» осуществляется входной контроль поступающей продукции на соответствие стандартным прочностным показателям.
Кроме того, в собственной лаборатории «Крепком» осуществляется входной контроль поступающей продукции на соответствие стандартным прочностным показателям.
Высокопрочка 29.09.2020 13:57:13
Описание
На высокопрочные болты есть официальный действующий ГОСТ 52644-2006. В данном акте нормируются:
габариты болтов;
длина резьбы такого крепежа;
вариации конструктивных элементов и исполнений;
коэффициенты закручивания;
теоретическая масса каждого изделия.
На них распространяется еще и стандарт DIN 6914. По умолчанию это изделие имеет шестигранную головку под ключ. Оно предназначается для высоконапряженных стальных соединений. Диаметр крепежа может составлять от М12 до М36. Их размер колеблется от 3 до 24 см.
Такие болты могут использоваться в машиностроении, в двигателестроении. Они пригодятся еще и для участков, где действует сильная вибрация; их можно, наконец, использовать в строительных конструкциях различного рода.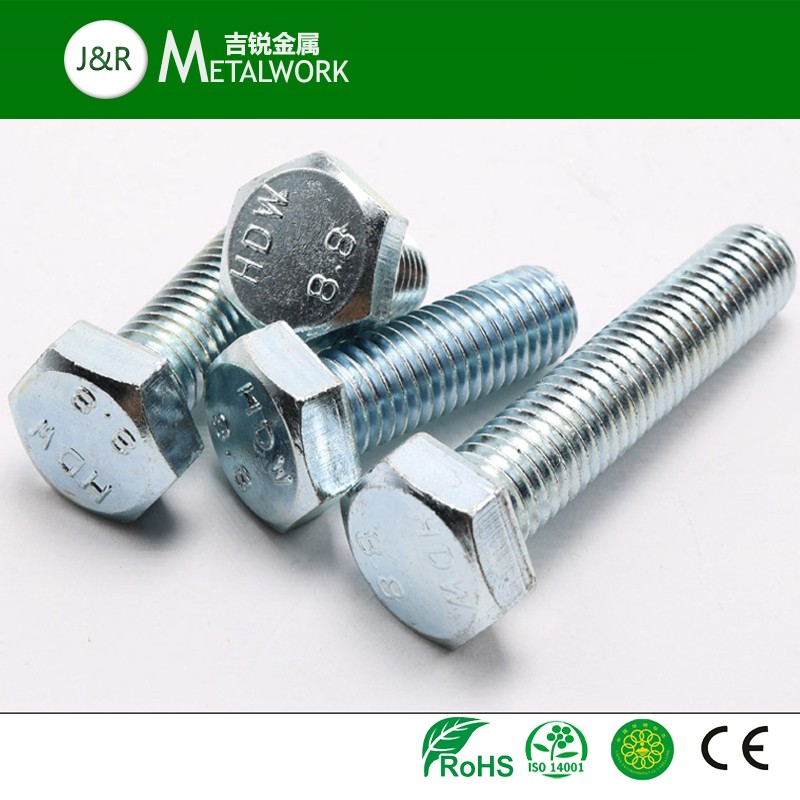 Большую роль, однако, играет правильно выбранное усилие затягивания. Слишком слабый нажим часто приводит к преждевременному разрушению соединения, слишком сильный — способен навредить крепежу или соединяемым конструкциям.
Большую роль, однако, играет правильно выбранное усилие затягивания. Слишком слабый нажим часто приводит к преждевременному разрушению соединения, слишком сильный — способен навредить крепежу или соединяемым конструкциям.
Крепеж: болты
Уважаемый Vadim_Omsk! Вы несколько не точно описываете процесс цементации и термообрвботки:
1.
— цементация — процесс используемый для деталей из низкоуглеродистых сталей, которые не закаливаются вообще. Суть процесса — детали нагревают в неком ящичке с некой химией состоящей в основном из углерода и за счет диффузии углерода поверхностный слой детали превращается из неуглеродистой стали (практически чистого железа) в углеродистую сталь. Толщина такого слоя от нескольких микрон до долей миллиметра в зависимости от длительности процесса. Смысл процесса — сделать детали из самой дешевой стали, но придать детали стойкость к истиранию, сама деталь под твердой корочкой остается сырой и низкопрочной, т.к. низкоуглеродистая сталь не закаливается вообще. Некоторые японские конторы (а япошки любят экономить) делают подобным образом распредвалы (описывать технологию нагрева которая при закалке практически не ведет к искривлению валов я здесь не буду), высокая прочность распредвалу по всей толщине не нужна, а поверхность (цементированная) по которой катаются всякие коромысла, рокера и т.д. твердая и поэтому обычно служит долго. Если вал сильно старый или цементированный на не достаточную толщину и цементированный слой истерся (это случится при качественной цементации через сотни тысяч км.) то дальнейший износ такого вала идет буквально на глазах — я видел распред вал от Мазды с выработкой около сантиметра, естественно клапана уже почти не открывались и мотор едва работал……
2.
— Никакие детали в солях не калят. Все виды стали калят или в воду (обычно простые углеродистые стали), или в масло (обычно легированные хромосодержащие стали и иные виды сталей которые легко закаливаются) — это дает меньшую скорость охлаждения по сравнению с водой (другая теплоемкость). Кстати некоторые стали с большим содержанием хрома уже слегка закаливаются при охлаждении даже на воздухе. Если сталь при закаливании слишком быстро охлаждать, то есть риск что деталь треснет (поэтому сталь с большим содержанием хрома на воду обычно не калят).
Кстати некоторые стали с большим содержанием хрома уже слегка закаливаются при охлаждении даже на воздухе. Если сталь при закаливании слишком быстро охлаждать, то есть риск что деталь треснет (поэтому сталь с большим содержанием хрома на воду обычно не калят).
Солевой расплав в термообработке используется для изоляции деталей от атмосферы в процессе нагрева перед закалкой, это важно когда надо избежать обезуглероживания (выгорания углерода в поверхностных слоях металла, а железо без углерода не закаливается вообще). Это важно при изготовлении деталей у которых надо сделать закалку не только на большую глубину, но и сохранить твердость поверхности — пример таких деталей: подшипники качения (шариковые и роликовые), режущий инструмент
Нагрев в солевых расплавах зто только одна из многих технологий избежать взаимодействия поверхностей ответственных деталей с воздухом в процессе нагрева. Есть еще нагрев в среде защитных газов, нагрев токами высокой частоты (очень быстрый, при котором окисление поверхности детали просто не успевает произойти).
В термообработке есть еще такая операция — «отпуск». При закаливании получить нужную твердость практически не возможно, она получается больше необходимой. Что бы получить нужную твердость детали нагревают до некоторой температуры (меньшей чем необходимая для закаливания) и твердость детали начинает сравнительно медленно снижаться, что делает возможным спокойно привести твердость к нужной величине.
Если Вас интересуют конкретные температуры, то Вы можете посмотреть диаграммы состояний для различных сплавов (не только сталей) в любом учебнике по металловедению….
Класс прочности резьбового крепежа
Класс прочности гаек определяет его механическими свойствами. Для классификации изделия по этому параметру применяется ГОСТ 1759 4-67. Согласно нормативной документации класс прочности делится на 11 категорий.
Применяемое обозначение винтов имеет следующие особенности:
- Расшифровать класс прочности 10 или 9 достаточно просто. Применяемые правила маркировки позволяют упростить поставленную задачу по выбору подходящих крепежных элементов.

- Определить класс прочности шайб или других крепежных материалов можно при рассмотрении нормативной документации. Первая цифра обозначения умножается на 100, за счет чего получается показатель прочности на растяжение и на разрыв. Предел прочности определяет то, насколько прочным является применяемое крепежное изделие.
- В маркировке есть и второе число, которое может применяться при расчете основных показателей. К примеру, класс точности 8.8 говорит о том, что второй показатель соответствует соотношение предела текучести к временному сопротивлению. В данном случае показатель составляет 80%.
При изготовлении крепежного материала из нержавеющей стали или других материалов следует учитывать следующие моменты:
- Предел текучести – значение нагрузки, при которой материал после деформации не подлежит восстановлению. При расчете нагрузки, которая оказывает воздействие на резьбу, учитывается тот момент, что должен быть трехкратный запас прочности.
- Таблица прочности болтов применяется для выбора наиболее подходящего крепежного материала.
Разрушающие нагрузки для болтов
Применяемые болты по ГОСТУ с сопротивлением 800 МПа и больше могут выдерживать существенную нагрузку. Именно поэтому они получили широкое распространение при строительстве мостов или других ответственных конструкций.
3 Как производится маркировка резьбовых соединений?
Маркировка болтов осуществляется с учетом требований DIN, ANSI/ISO и других стандартов, о которых мы говорили выше. На головку изделия наносят:
- класс прочности материала, из которого изготавливается болт;
- клеймо производителя;
- стрелку левой резьбы (правая резьба никак не маркируется).
Указанные знаки могут быть выпуклыми либо углубленными. А их величина определяется на заводе, который выпускает болты.
Класс прочности изделий из углеродистых сталей указывается в виде двух цифр, разделенных точкой – 3.6, 10.9, 8.8 и так далее. Первая цифра показывает, какую нагрузку может выдержать соединение. Вторая является отношением, умноженным на 10, двух пределов – текучести и прочности. Так, если вы видите маркировку на болтах – «8.8», это означает, что при нагрузке более 8 тонн на квадратный сантиметр они порвутся.
Так, если вы видите маркировку на болтах – «8.8», это означает, что при нагрузке более 8 тонн на квадратный сантиметр они порвутся.
Фото маркировки болтов из углеродистых сталей
Метизы из нержавеющей стали маркируются следующим образом: А2 (А4) – 50 (80, 60). А2 либо А4 – это марка стали (А4 устойчива против щелочей, солей и воздействия кислот, А2 – водоустойчивая), а число – показатель предела прочности болта.
Крепеж, изготавливаемый из мартенситных сталей с малым содержанием углерода, маркируется аналогично изделиям из углеродистой стали. Но в данном случае цифры подчеркиваются – 10.9 (допускается не ставить точку между цифрами – 109).
На фото — маркировка болта из мартенситной стали
Маркировка высокопрочных болтов расшифровка – Автомобильный портал AutoMotoGid
Содержание
- Класс прочности болтов
- Класс прочности гаек
- Сопрягаемые болты и гайки
- Разрушающие нагрузки для болтов
Каталог / класс прочности болты, гайки 8. 8, 10.9 высокопрочные 8, 10.9 высокопрочные |
Класс прочности – характеризует предел прочности, предел текучести с обязательной маркировкой на головке болта.
Крепеж изготавливают грубой, нормальной и повышенной точности или классов точности С, В и А соответственно.
Класс прочности болтов
| Класс прочности болтов | Характеристики высокопрочных болтов |
|---|---|
| 4.8 5.8 | |
10. 9 912.9 |
| Класс прочности гаек | Характеристики высокопрочных гаек |
|---|---|
| 5,0 6,0 | |
| 10,0 12,0 |

| Класс прочности гайки | Сопрягаемые болты | |
|---|---|---|
| Класс прочности | Диаметр резьбы | |
| 4 | 3.6; 4.6; 4.8 | М16 |
| 5 | 3.6; 4.6; 4,8 | M16 |
| 5.6; 5.8 | М48 | |
| 6 | 4,5; 5,8 | М48 |
| 8 | 8.8 | М48 |
| 9 | 8.8 | М16 М48 |
| 9.8 | M16 | |
| 10 | 10.9 | М48 |
| 12 | 12.9 | М48 |
Гайки высших классов прочности могут заменить гайки низших классов прочности.
Такая замена рекомендуется для соединений болт-гайка, напряжение в которых будет выше предела текучести, или напряжения от пробной нагрузки болта.
Если же соединение будет затянуто выше пробной нагрузки болта, то конструкция гайки должна быть рассчитана так, чтобы обеспечить по крайней мере 10 % разрушении (в результате перезатяжки) по стержню болта для предупреждения потребителя о неправильном монтаже крепежных соединений.
Разрушающие нагрузки для болтов
| Резьба | Рабочая площадь поперечного сечения, мм кв. | Класс прочности | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 3.6 | 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 | ||
| Минимальная разрушающая нагрузка, кН | |||||||||||
| М5 | 14,2 | 4,69 | 5,68 | 5,96 | 7,1 | 7,38 | 8,52 | 11,35 | 12,8 | 14,8 | 17,3 |
| М6 | 20,1 | 6,63 | 8,04 | 8,44 | 10,0 | 10,4 | 12,1 | 16,1 | 18,1 | 20,9 | 24,5 |
| М7 | 28,9 | 9,54 | 11,6 | 12,1 | 14,4 | 15 | 17,3 | 23,1 | 26 | 30,1 | 35,3 |
| М8 | 36,6 | 12,1 | 14,6 | 15,4 | 18,3 | 19 | 22 | 29,2 | 32,9 | 38,1 | 44,6 |
| М10 | 58 | 19,1 | 23,2 | 24,4 | 29 | 30,2 | 34,8 | 46,4 | 52,2 | 60,3 | 70,8 |
| М12 | 84,3 | 27,8 | 33,7 | 35,4 | 42,2 | 43,8 | 50,6 | 67,4 | 75,9 | 87,7 | 103 |
| М14 | 115 | 38 | 46 | 48,3 | 57,5 | 59,8 | 69 | 92 | 104 | 120 | 140 |
| М16 | 157 | 51,8 | 62,8 | 65,9 | 78,5 | 81,6 | 94 | 125 | 141 | 160 | 192 |
| М18 | 192 | 63,4 | 76,8 | 80,6 | 96 | 99,8 | 115 | 159 | – | 200 | 234 |
| М20 | 245 | 80,8 | 98 | 103 | 122 | 127 | 147 | 203 | – | 255 | 299 |
| М22 | 303 | 100 | 121 | 127 | 152 | 158 | 182 | 252 | – | 315 | 370 |
| М24 | 353 | 116 | 141 | 148 | 176 | 184 | 212 | 293 | – | 367 | 431 |
| М27 | 459 | 152 | 184 | 193 | 230 | 239 | 275 | 381 | – | 477 | 560 |
| М30 | 561 | 185 | 224 | 236 | 280 | 292 | 337 | 466 | – | 583 | 684 |
| М33 | 694 | 229 | 278 | 292 | 347 | 361 | 416 | 576 | – | 722 | 847 |
| М36 | 817 | 270 | 327 | 343 | 408 | 425 | 490 | 678 | – | 850 | 997 |
| М39 | 976 | 322 | 390 | 410 | 488 | 508 | 586 | 810 | – | 1020 | 1200 |
Высокопрочные болты и гайки, высокопрочный крепеж находят применение в различных отраслях народного хозяйства.
Пример обозначения болта высокопрочного по ГОСТ Р 52644-2006
Болт с шестигранной головкой с увелченным размером под ключ с диаметром резьбы d = 24 мм , длинной L = 110 мм , класса прочности 10.9, климатического исполнения ХЛ:
Болт М24х110 10.9 ХЛ ГОСТ Р 52644-2006
Болт с шестигранной головкой с увелченным размером под ключ с диаметром резьбы d = 20 мм , длинной L = 100 мм , класса прочности 10.9, климатического исполнения У, с термодиффузионным цинковым покрытием (ТД) толщиной 10 мкм:
Болт М20х100 10.9 ТД10 ГОСТ Р 52644-2006
Пример обозначения гайки высокопрочной по ГОСТ Р 52645-2006
Гайка с резьбой диаметром d = 20 мм , класса прочности 10 без покрытия:
Гайка М20.10 ГОСТ Р 52645-2006
Гайка с резьбой диаметром d = 24 мм , класса прочности 9 с термодиффузионным цинковым покрытием (ТД) толщиной 10 мкм:
Гайка М24.9 ТД10 ГОСТ Р 52645-2006
Пример обозначения шайбы высокопрочной по ГОСТ Р 52646-2006
Шайба закаленная и отпущенная для высокопрочных конструкционных болтов с резьбой диаметром d = 16 мм без покрытия:
Шайба 16 ГОСТ Р 52646-2006
Пример обозначения болта высокопрочного по ГОСТ 22353-77
Болт диаметром резьбы d = 16 мм , полем допуска 6g, длинной L = 100 мм , с наименьшим временным сопротивлением 110 кгс/мм2, климатического исполнения У, категории размещения 1:
Болт М16-6gx100. 110 ГОСТ 22353-77
110 ГОСТ 22353-77
То же, климатического исполнения ХЛ, категории размещения 1:
Болт М16-6gx100.110 ХЛ1 ГОСТ 22353-77
Пример обозначения гайки высокопрочной по ГОСТ 22354-77
гайка диаметром резьбы d = 24 мм , полем допуска 6Н, для болта с наименьшим временным сопротивлением 110 кгс/мм2, климатического исполнения ХЛ, категории размещения 1:
Гайка М24-6Нx100.110.ХЛ1 ГОСТ 22354-77
Пример обозначения шайбы высокопрочной по ГОСТ 22355-77
Шайба для болта диаметром резьбы d = 20 мм:
Прочность резьбового крепежа – главный вопрос при подборе крепежных элементов, включая гайки, болты и др. Она полностью зависит от механических свойств материала и технологического процесса изготовления, влияющего на свойства. Чтобы изготовить крепежный элемент определенной прочности нужно подобрать материал и необходимый режим термообработки.
Все требования в отношении механических свойств метрических крепежных изделий в России подробно описаны в ГОСТ 1759. 0-87«Болты, винты, шпильки и гайки. Технические условия», в ГОСТ 1759.4-87 «Болты, винты, шпильки. Механические свойства и методы испытаний» и в ГОСТ 1759.5-87 «Гайки. Механические свойства и методы испытаний».
0-87«Болты, винты, шпильки и гайки. Технические условия», в ГОСТ 1759.4-87 «Болты, винты, шпильки. Механические свойства и методы испытаний» и в ГОСТ 1759.5-87 «Гайки. Механические свойства и методы испытаний».
В этих документах четко указано понятие «класс прочности» болтов и гаек, и система для обозначений классов прочности болтов, винтов, шпилек и гаек.
Крепежные изделия из углеродистой стали с наружной метрической резьбой – болты, винты, шпильки – подразделяются на 10 классов прочности. Их принято обозначать двумя числами, которые разъединяет точка.
| 3.6 | 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 |
Две цифры имеют условные обозначения:
Первая цифра – уменьшенное в 100 раз минимальное значение предела прочности (это отношение разрушающей растягивающей нагрузки к площади напряжённого поперечного сечения), которое выражено в Н/мм². Так, например, у класса прочности 6.8 первое число означает, что у изделия, относящегося к этому классу, предел прочности будет не менее 600 Н/мм².
Так, например, у класса прочности 6.8 первое число означает, что у изделия, относящегося к этому классу, предел прочности будет не менее 600 Н/мм².
Вторая цифра – это умноженное на 10 отношение минимального предела текучести (напряжения, при котором уже начинается пластическая деформация) к пределу прочности. Например, в маркировке 10.9 второе число означает, что у изделия, относящегося к этому классу, минимальный предел текучести будет равен 90% от значения предела прочности на растяжение, то есть будет равен: 1000х0,9=900(Н/мм²). Если, например, сравнить два класса прочности 5.6 и 5.8, то можно сказать, что у изделий, изготовленных по этим классам, минимальный предел прочности будет одинаков – 500 Н/мм², а вот пластическая деформация у изделия по первому классу начнётся раньше, чем у изделия по второму, то есть в первом случае минимальный предел текучести будет 500х0,6=300(Н/мм²), а во втором – 500х0,8= 400(Н/мм²).
Маркировка на болты, винты и шпильки из углеродистой стали с диаметром резьбы более М5 наносится на головку или торец изделия, согласно международным нормам.
На гайки стандартной высоты (0,8 d) также наносится маркировка с определенным классом прочности, но для этого используется только одна цифра.
Классы прочности гаек:
| 4 | 5 | 6 | 8 | 10 | 12 |
Эта цифра означает уменьшенное в 100 раз минимальное значение предела прочности болта, который идет в паре с гайкой. Такое соединение способно выдержать определенную нагрузку, например, гайка с маркировкой 10 может подойти к болту с минимальным пределом прочности 1000 Н/мм², т. е. с болтом класса прочности 10.9.
Болты, винты, шпильки и гайки из нержавеющей стали имеют свою классификацию по прочности, но она отличается от системы обозначения классов прочности для метизов из углеродистой стали.
Существует всего три класса прочности для изделий из нержавеющей стали:
-50, -70 и -80. Это уменьшенные в 10 раз минимальные значения пределов прочности, т.е. 500, 700 и 800 Н/мм². Помимо этих параметров на изделиях из нержавеющей стали указывается и марка стали. Например, маркировка А4-70 на головке болта означает, что изделие сделано из аустенитной нержавеющей стали А4 (обозначение в системе ENISO), минимальный предел прочности – 700 Н/мм².
Помимо этих параметров на изделиях из нержавеющей стали указывается и марка стали. Например, маркировка А4-70 на головке болта означает, что изделие сделано из аустенитной нержавеющей стали А4 (обозначение в системе ENISO), минимальный предел прочности – 700 Н/мм².
Резьбовое соединение может разрушиться, если болт сильно затянут или стержень болта разорвался, а также из-за срыва резьбы гайки и (или) болта. Если разрушился сам стержень болта, то это легко выявить, а вот срыв резьбы гайки – постепенный процесс, который сложно установить сразу, поэтому есть опасность наличия в соединениях частично разрушенных крепежных деталей.
Чтобы сделать соединение максимально прочным, следует подбирать крепежные элементы в соответствии с их классом прочности.
Болт или винт, соединенный с гайкой подходящего класса прочности в соответствии с таблицей, призваны обеспечивать прочное соединение без появления срыва резьбы.
Как подобрать крепежные элементы указано в таблице:
| Класс прочности гайки | Класс прочности сопрягаемого болта | Диаметр резьбы сопрягаемого болта |
| 4 | 3. 6; 4.6; 4.8 6; 4.6; 4.8 | более М16 |
| 5 | 3.6; 4.6; 4.8 | менее или равное М16 |
| 5 | 5.6; 5.8 | менее или равное М48 |
| 6 | 6.8 | менее или равное М48 |
| 8 | 8.8 | менее или равное М48 |
| 9 | 8.8 | более М16 и менее или равное М48 |
| 9 | 9.8 | менее или равное М16 |
| 10 | 10.9 | менее или равное М48 |
| 12 | 12.9 | менее или равное М48 |
Как правило, гайки высших классов прочности могут заменить гайки низших классов прочности. Такая замена рекомендуется для соединения болт–гайка, напряжение в которых будет выше предела текучести, или напряжения от пробной нагрузки болта.
Маркировка высокопрочных болтов
Маркируются особым образом и высокопрочные болты – данные о прочности наносят на поверхность головки болта (цифры могут быть вдавленными или выпуклыми). Она обозначает класс высокопрочных болтов и идентификационную марку изготовителя.
Она обозначает класс высокопрочных болтов и идентификационную марку изготовителя.
Высокопрочные болты с шестигранной головкой под ключ увеличенного размера промаркированы буквой S. Иногда при нанесении маркировки указывают условный номер плавки. Болты климатического исполнения маркируются буквами ХЛ. Высокопрочные болты с такой маркировкой предназначены для использования в районах, где температура опускается от -40 до -65 ˚С (ГОСТ 15150-69). Категория размещения -1.
Также есть высокопрочные болты климатического исполнения У, которые применяются при температуре до -40 ˚С. Их относят к первой категории размещения.
Они классифицируются ГОСТ 22356-77. Болты высокопрочные с шестигранной головкой соответствуют этому стандарту, диаметр резьбы болтов – от 16 до 48 мм. Их используют в тяжелом машиностроении, в конструкциях из металла, в строительных стальных конструкциях.
Механические свойства высокопрочных болтов
Марка стали болтов влияет на предел прочности: чем меньше его диаметр, тем больше предел прочности. Чтобы изготовить высокопрочные болты применяются такие марки стали: 4543-71, 40Х «селект», 30Х3МФ, 30Х2НМФА. В стали 4543-71 процентное содержание углерода ограничено пределами от 0,37 до 0,42%.
Чтобы изготовить высокопрочные болты применяются такие марки стали: 4543-71, 40Х «селект», 30Х3МФ, 30Х2НМФА. В стали 4543-71 процентное содержание углерода ограничено пределами от 0,37 до 0,42%.
Сталь 40Х «селект» используется для создания климатических болтов исполнения ХЛ. При этом твердость стали не должна превышать НВ363.
В случае особого обоснования разрешается следующее:
• буква S не обязательно ставится в маркировке высокопрочных болтов с увеличенной шестигранной головкой под ключ;
• условный номер плавки в маркировке может не указываться;
• класс прочности в маркировке заменяется на группу материала. Эта группа указывается в виде значения наименьшего временного сопротивления в ньютонах на квадратный миллиметр, соответствующего данному классу прочности, делённого на 9,81.
Высокопрочные болты ГОСТ 22353–77 и ГОСТ Р 52644–2006. Сравнение
Отличительные особенности болтов высокой прочности
Знакомство с маркировкой и классами гаек и болтов
Почему гайки и болты имеют маркировку?
При покупке гаек и болтов вы могли заметить, что на головке крепежа выгравированы маркировки. Эти маркировки имеют определенное назначение, которое поможет вам глубже понять застежку. Маркировка указывает на марку, материал и размер крепежной детали.
Эти маркировки имеют определенное назначение, которое поможет вам глубже понять застежку. Маркировка указывает на марку, материал и размер крепежной детали.
Производитель инструмента гравирует эти маркеры, чтобы клиенты знали, что они покупают и используют. Каждый производитель должен нанести уникальный маркер, характерный для его бренда. Фирменный маркер особенно полезен, так как позволяет отследить крепеж до производителя в случае обнаружения дефекта. Посмотрите видео ниже, чтобы узнать больше!
Общая маркировка на гайках и болтах
Когда дело доходит до гаек и болтов, вы можете встретить множество маркировок. Общие маркеры включают буквы, цифры, тире, косые черты, точки и многое другое. Многие гайки и болты соответствуют стандартам SAE или метрическим стандартам, что обеспечивает прочность и надежность.
SAE и метрическая маркировка
Маркировка головок болтов SAE
Общество автомобильных инженеров создало систему оценок для определения ценной информации о крепеже. Классы крепежа могут указывать на то, из какого материала он сделан, диапазон его твердости и прочностные характеристики. В классах SAE используется имперская система измерения. Имперская система измерения использует дюймы.
Стандарт SAE J429 предъявляет особые требования к болтам, винтам, шпилькам, шпилькам и U-образным болтам диаметром до 1-1/2 дюйма. Болты, соответствующие стандартам SAE J429, имеют радиальные линии, выгравированные на головке болта.
класса 2, 5 и 8 являются наиболее распространенными классами крепежа в соответствии со стандартом Общества автомобильных инженеров. Чем выше класс, тем прочнее материал, из которого состоит застежка. Класс также представляет собой предел прочности при растяжении, предел текучести и расчетную нагрузку крепежа.
SAE класс 2
Не имеет маркировки радиальной линии
Самый низкий класс SAE с наименьшей прочностью
Изготовлен из низко- или среднеуглеродистой стали
SAE класс 5
Выгравированы три радиальные линии
Средний уровень прочности
Изготовлен из углеродистой стали средней закалки и отпуска
SAE класс 8
Выгравированы шесть радиальных линий
Самый высокий класс SAE с максимальной прочностью
Изготовлен из легированной углеродистой стали средней закалки и отпуска
Маркировка головок метрических болтов
Метрические классы устанавливаются ISO (Международной организацией по стандартизации). Метрическая маркировка состоит из двух чисел, разделенных точкой. Цифры выгравированы на верхней или боковой части головки болта. Общие классы показателей – 5,8, 8,8, 10,9.и 12.9. Чем выше цифры, тем прочнее материал крепления.
Метрическая маркировка состоит из двух чисел, разделенных точкой. Цифры выгравированы на верхней или боковой части головки болта. Общие классы показателей – 5,8, 8,8, 10,9.и 12.9. Чем выше цифры, тем прочнее материал крепления.
Число перед десятичной запятой, умноженное на 100, дает приблизительную минимальную прочность болта на растяжение. Число после запятой, умноженное на 10, даст приблизительный процент предела текучести по отношению к минимальному пределу прочности.
Маркировка головок болтов из нержавеющей стали 304
Метрические болты из нержавеющей стали 304 имеют маркировку на головке болта A2-70. A2 представляет нержавеющую сталь 304, а 70 представляет прочность на растяжение. Прочность на растяжение соответствует 700 МПа для нержавеющей стали общего назначения. Число после A2 будет варьироваться в зависимости от прочности болта на растяжение. Нержавеющая сталь 304 имеет достойную коррозионную стойкость.
Маркировка головок болтов из нержавеющей стали 316
Метрические болты из нержавеющей стали 316 имеют маркировку на головке болта A4-70. A4 представляет нержавеющую сталь 316, а 70 представляет прочность на растяжение. Прочность на растяжение соответствует 700 МПа морской нержавеющей стали. Число после A4 будет варьироваться в зависимости от прочности болта на растяжение.
A4 представляет нержавеющую сталь 316, а 70 представляет прочность на растяжение. Прочность на растяжение соответствует 700 МПа морской нержавеющей стали. Число после A4 будет варьироваться в зависимости от прочности болта на растяжение.
Нержавеющая сталь марки 316 обладает высокой коррозионной стойкостью. Болт из нержавеющей стали 316 обычно используется вблизи соленой воды и во множестве других наружных работ.
Прочность на растяжение
Прежде чем использовать какой-либо крепеж, важно знать его прочность на растяжение, испытательную нагрузку и предел текучести, чтобы крепеж не сломался и не потерял свою эластичность во время использования.
Прочность на растяжение — это величина напряжения или нагрузки, которую крепежный элемент может выдержать со стороны материала до того, как он растянется и сломается. Прочность на растяжение проверяется приложением механических нагрузок к крепежному элементу. Это давление определяет его устойчивость. Понимание прочности на растяжение невероятно важно при выборе оборудования, чтобы было ясно, достаточно ли оно прочно для приложения.
Понимание прочности на растяжение невероятно важно при выборе оборудования, чтобы было ясно, достаточно ли оно прочно для приложения.
Пробная нагрузка
Пробная нагрузка — это предел диапазона упругости болта. Если болт натянут сверх установленной расчетной нагрузки, его нельзя использовать, так как он испытывает пластическую деформацию. Если он натянут в пределах установленной пробной нагрузки и сохранил свой первоначальный размер и форму, его можно использовать повторно. Как только пробная нагрузка превышена, он начинает поддаваться и терять пластичность.
Предел текучести
Наконец, предел текучести — это максимальное усилие, которое крепеж может выдержать до того, как его форма будет достаточно деформирована. Любая деформация, вызванная напряжением, превышающим предел текучести, приводит к тому, что оборудование не подлежит восстановлению.
Таблица маркировки головок болтов
Болты США | |||||
| Маркировка головки | Марка и материал | Диапазон номинальных размеров (дюймы) | Механические свойства | ||
|---|---|---|---|---|---|
| Пробная нагрузка (psi) | Мин. Предел текучести Предел текучести (psi) | Мин. Прочность на растяжение (psi) | |||
307АНизкоуглеродистая сталь | от 1/4″ до 4″ | Н/Д | Н/Д | 60 000 | |
| Без маркировки | Класс 2Низко- или среднеуглеродистая сталь | от 1/4″ до 3/4″ | 55 000 | 57 000 | 74 000 |
| От 3/4″ до 1-1/2″ | 33 000 | 36 000 | 60 000 | ||
| 3 радиальные линии | 5 классСреднеуглеродистая сталь, закаленная и отпущенная | от 1/4″ до 1″ | 85 000 | 92 000 | 120 000 |
| От 1 дюйма до 1-1/2 дюйма | 74 000 | 81 000 | 105 000 | ||
| 6 радиальных линий | 8 классСреднеуглеродистая легированная сталь, закаленная и отпущенная | от 1/4″ до 1-1/2″ | 120 000 | 130 000 | 150 000 |
Марка A325Углеродистая или легированная сталь с бором или без него | от 1/2″ до 1-1/2″ | 85 000 | 92 000 | 120 000 | |
| Нержавеющая сталь Маркировка варьируется | Нержавеющая сталь 18-8 и 316Сплав стали с хромом и никелем | Все размеры до 1 дюйма | Н/Д | 20 000 мин.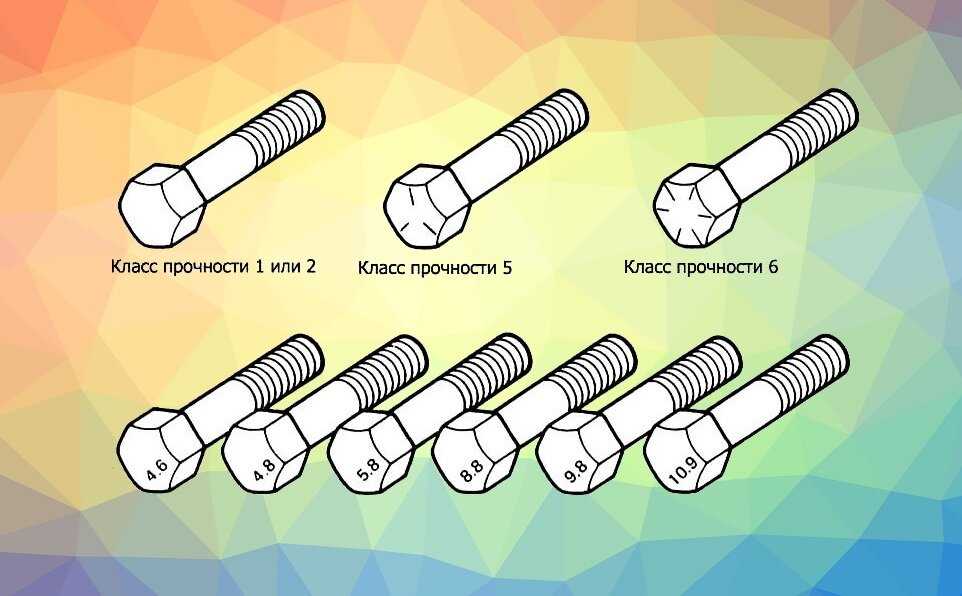 65 000 тип. 65 000 тип. | 65 000 мин. 100 000 – 150 000 Типовое значение |
651 Кремниевая бронзаСплав в основном меди и олова с небольшим количеством кремния | от 1/4″ до 3/4″ | Н/Д | 55 000 | 70 000 | |
| от 7/8″ до 1-1/2″ | Н/Д | 40 000 | 55 000 | ||
Алюминий 2024Алюминиевый сплав с медью, магнием и марганцем; термообработка на твердый раствор и старение | Все размеры | Н/Д | 36 000 | 55 000 | |
Метрические болты | |||||
| Маркировка головки | Класс и Материал | Диапазон номинальных размеров (мм) | Механические свойства | ||
| Пробная нагрузка (МПа) | Мин. Предел текучести (МПа) | Мин. Прочность на растяжение Прочность на растяжение (МПа) | |||
Класс 8.8Среднеуглеродистая сталь, закаленная и отпущенная | Все размеры менее 16 мм | 580 | 640 | 800 | |
| 16–72 мм | 600 | 660 | 830 | ||
Класс 10.9Легированная сталь, закаленная и отпущенная | 5 мм – 100 мм | 830 | 940 | 1040 | |
Класс 12.9Легированная сталь, закаленная и отпущенная | 1,6 мм – 100 мм | 970 | 1100 | 1220 | |
| Обычно штамп А-2 или А-4 | A-2 и A-4 нержавеющая стальСплав стали с хромом и никелем | Все размеры до 20 мм | Н/Д | 210 Мин. | 500 мин. |
Прочность на растяжение: Максимальная нагрузка при растяжении (растягивании), которую может выдержать материал до разрыва или разрушения. Предел текучести: Максимальная нагрузка, при которой материал проявляет определенную остаточную деформацию. Пробная нагрузка: Осевая растягивающая нагрузка, которую изделие должно выдерживать без признаков постоянной деформации. 1 МПа = 1 Н/мм 2 = 145 фунтов/дюйм 2 | |||||

Маркировка винтов
Многие винты имеют единую маркировку, позволяющую легко определить размер винта. Винты Conquest, например, имеют длину в десятичной форме для дюймов, проштампованную на головке винта. Кроме того, шурупы для бетона Conquest помечены символом щита, отштампованным на головке шурупа, который представляет бренд Conquest.
Маркировка клинового анкера
Маркировка клиновых анкеров для бетона отличается от маркировки винтов. Клиновые анкеры Conquest, например, имеют буквенную маркировку на головке анкера. Буква означает длину застежки. Ознакомьтесь с техническими характеристиками клиновых анкеров Conquest, чтобы узнать, что означают буквы в размерах длины. Клиновые анкеры Conquest также имеют щит Conquest, отштампованный на зажиме в нижней части застежки.
Клиновые анкеры Conquest, например, имеют буквенную маркировку на головке анкера. Буква означает длину застежки. Ознакомьтесь с техническими характеристиками клиновых анкеров Conquest, чтобы узнать, что означают буквы в размерах длины. Клиновые анкеры Conquest также имеют щит Conquest, отштампованный на зажиме в нижней части застежки.
Быстро найти. Получите это быстро.
Fasteners Plus содержит различные винты, соединители, анкеры, гвозди, электроинструменты и многое другое! Размещайте заказы на FastenersPlus.com, и наша преданная команда отправит вам качественную продукцию. Если у вас есть какие-либо вопросы о вариантах крепежа, обращайтесь к нашим экспертам по продуктам по телефону (888) 794-1590 или по электронной почте [email protected] .
О крепеже плюс
Компания Fasteners Plus, основанная в 2005 году, является признанным лидером в области крепления с помощью шурупов и прочего. Благодаря превосходному опыту покупок в Интернете, отраслевым экспертам, доступным по телефону, и расположению в центре Среднего Запада, USCC стремится предоставить вам то, что вы хотите, когда вам это нужно. Для получения дополнительной информации посетите веб-сайт www.fastenersplus.com
Благодаря превосходному опыту покупок в Интернете, отраслевым экспертам, доступным по телефону, и расположению в центре Среднего Запада, USCC стремится предоставить вам то, что вы хотите, когда вам это нужно. Для получения дополнительной информации посетите веб-сайт www.fastenersplus.com
Направляющие для крепежа — классы болтов и маркировка головок | Fastener SuperStore
Направляющие для крепежа – классы болтов и маркировка головок | Супермагазин крепежа | Объемные промышленные крепежные детали(866) 688-2500
- Войти / Зарегистрироваться
- Корзина
- Электронная почта
- Винты
- Болты
- Орехи
- Шайбы
- Заклепки
- Распорки и стойки
- Гайки для монтажа в стойку
- Метрика
- Розетки
- Mil-Spec
- Другие категории продуктов
- Дом
- > Направляющие крепежа
- > Марки болтов и маркировка головок
Многие из наших типов болтов доступны в различных вариантах прочности и класса, каждый из которых имеет отличительную маркировку на головке. Следующие маркировки являются основными индикаторами, используемыми на наших деталях.
Следующие маркировки являются основными индикаторами, используемыми на наших деталях.
Загрузить руководство
Стандартные детали
Марка материала | Маркировка | Внешний вид | Диапазон номинальных размеров | Пробная нагрузка | Предел текучести | Прочность на растяжение | ||||||||
2 класс | Без маркировки |
|
|
|
| |||||||||
5 класс | 3 радиальные линии |
|
|
|
| |||||||||
8 класс | 6 радиальных линий | 1/4″ – 1 1/2″ | 120 000 | 130 000 | 150 000 | |||||||||
Нержавеющая сталь 18-8 и 316 | Без стандартной маркировки | До 1 дюйма | 45 000 | 85 000 | ||||||||||
Конструкционные болты A325 | А325 |
|
|
|
|
Метрические детали
Класс материала | Маркировка | Внешний вид | Диапазон номинальных размеров | Испытательная нагрузка | Предел текучести | Прочность на растяжение | ||||||||
Класс 8. | 8,8 |
|
|
|
| |||||||||
Класс 10.9 | 10,9 | 5 мм – 100 мм | 830 / 120 350 | 940 / 136 300 | 1040 / 150 800 |
 8
8 *MPA = Мегапаскаль. 1 МПа = 145 фунтов на квадратный дюйм (фунтов на квадратный дюйм)
1 МПа = 145 фунтов на квадратный дюйм (фунтов на квадратный дюйм)
Пробная нагрузка – Величина напряжения растяжения (разрыва), которое болт должен выдерживать без остаточной деформации.
Предел текучести – Величина напряжения растяжения, при котором будет иметь место определенная остаточная деформация.
Прочность на растяжение – Максимальное усилие на растяжение, которое может возникнуть до разрыва или разрушения болта.
Fastener SuperStore предлагает эти варианты марок в следующих стандартных категориях:
Fastener SuperStore предлагает эти варианты марок в следующих метрических категориях:
Загрузить руководство
Маркировка болтов с шестигранной головкойМаркировка болтов с шестигранной головкой
 Чаще всего,
болты, используемые в машинах, изготовлены по SAE
стандартный J429, а болты, используемые в конструкциях, изготавливаются в соответствии с различными стандартами ASTM.
стандарты. В таблицах ниже приведены маркировки голов и некоторые наиболее
часто необходимая информация о болтах. Для дополнительной информации,
см. соответствующий стандарт.
Чаще всего,
болты, используемые в машинах, изготовлены по SAE
стандартный J429, а болты, используемые в конструкциях, изготавливаются в соответствии с различными стандартами ASTM.
стандарты. В таблицах ниже приведены маркировки голов и некоторые наиболее
часто необходимая информация о болтах. Для дополнительной информации,
см. соответствующий стандарт. | САЕ Класс № | Размер диапазон | Растяжение прочность, тыс.фунтов/кв.дюйм | Материал | Маркировка головы |
| 1 2 | от 1/4 до 1-1/2 от 1/4 до 3/4 | 60 74 | Низкий или средний углеродистая сталь | |
| 5 | от 1/4 до 1 от 1-1/8 до 1-1/2 | 120 105 | Среднеуглеродистая сталь, закалка и отпуск | |
| 5,2 | от 1/4 до 1 | 120 | Низкоуглеродистый
мартенситная сталь , закалка и отпуск | |
| 7 | от 1/4 до 1-1/2 | 133 | Средний углерод
легированная сталь , закалка и отпуск | |
| 8 | от 1/4 до 1-1/2 | 150 | Средний углерод
легированная сталь , закалка и отпуск | |
| 8,2 | от 1/4 до 1 | 150 | Низкоуглеродистый
мартенситная сталь , закалка и отпуск |
| АСТМ стандарт | Размер диапазон | Растяжение прочность, тыс.  фунтов/кв.дюйм фунтов/кв.дюйм | Материал | Маркировка головки |
| А307 | от 1/4 до 4 | 60 | Низкоуглеродистая сталь | |
| А325 Тип 1 | от 1/2 до 1 от 1-1/8 до 1-1/2 | 120 105 | Среднеуглеродистая сталь, закалка и отпуск | |
| А325 Тип 2 | от 1/2 до 1 от 1-1/8 до 1-1/2 | 120 105 | Низкоуглеродистый
мартенситная сталь , закалка и отпуск | |
| А325 Тип 3 | от 1/2 до 1 от 1-1/8 до 1-1/2 | 120 105 | Атмосферостойкая сталь, закалка и отпуск | |
| А449 | 1/4 через 1 от 1-1/8 до 1-1/2 1–3/4–3 | 120 105 90 | Среднеуглеродистая сталь, закалка и отпуск | |
| А490 Тип 1 | от 1/4 до 1-1/2 | 150 | Легированная сталь, закалка и отпуск | |
| А490 Тип 3 | от 1/4 до 1-1/2 | 150 | Атмосферостойкая сталь, закалка и отпуск |
Часто на головке болта можно найти «лишние» метки.