Бронзы обработка: Механическая обработка бронзы. Купить бронзу сегодня. Лучшая цена от поставщика. / Auremo
alexxlab | 31.03.2023 | 0 | Разное
Термическая и токарная обработка и производство бронзы
Производство бронзы Механическая обработка бронзы Полировка, резка и пайка бронзы
Производство и обработка
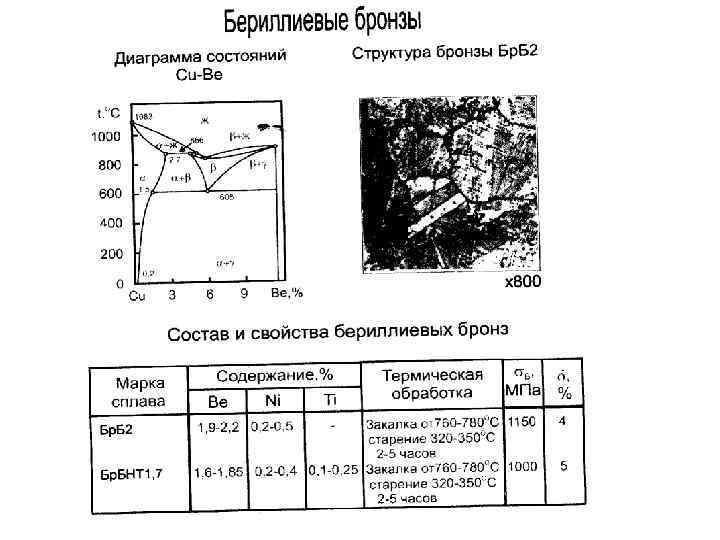
Многокомпонентные бронзовые сплавы являются более сложными в изготовлении, но при этом обладают лучшими показателями относительно твердости, прочности, устойчивости к износу и коррозии. Большинство бронзовых сплавов имеют температуру плавления около 1200 °C Термическую обработку бронз проводят при температуре до 1100 °C с последующим охлаждением сплава. Бериллиевая бронза изготавливается и обрабатывается в в более широком температурном диапазоне. А в производстве алюминиевых бронз 1100 °C — этот предельно допустимая температура.
Токарная обработка
Как правило, токарная обработка бронз выступает одним из заключительных этапов в получении готового изделия. Поскольку сплав бронзы относится к цветным металлам, то изделия из него очень хорошо обрабатываются как на токарных, так и фрезерных станках.
Кремнистая бронза отличается твердостью, износостойкостью коррозионной стойкостью, сравнительно недорога. Широко используется как конструкционный материал, в транспортном машиностроении,. Марганцевые бронзовые сплавы отличаются износостойкостью. Марганец, благодаря своим свойствам измельчает структуру, повышая тем самым прочность. Кроме перечисленных элементов, в составе используется еще и железо,. Fe снижает пластичность. Благодаря легированию, изделия характеризуются отличной пластичностью при обработке и превосходной стойкостью к образованию трещин. Полуфабрикаты хорошо обрабатываются резанием и удовлетворительно свариваются контактной сваркой. Литейные свойства улучшаются за счет добавки олова. Бериллий придаёт сплаву исключительную твердость, упругость. Никель — повышенную пластичность, повышенное электросопротивление. Алюминий придаёт лёгкость, коррозионную стойкость, это безальтернативный материал для судостроительных сплавов.
Оловянные литейные и деформируемые сплавы
Оловянные литейные бронзовые сплавы в своем составе содержат до 15% олова, свинца от 3 до 6%, цинка от 4 до 10% и фосфора от 0,4 до 1%. Бронзы литейные (ГОСТ 614−73) используются для получения разных фасонных отливок. Дефицитность и высокая стоимость олова является основным недостатком оловянных бронз. Бронзы деформируемые (ГОСТ 5017−74) применяются в производстве втулок деталей приборов, вкладышей подшипников и т. д. Их поставляют в виде полуфабриката (проволоки, прутки, полосы, ленты) в твердом (нагартованном) и мягком (отожженном) состояниях.
Бронзы литейные (ГОСТ 614−73) используются для получения разных фасонных отливок. Дефицитность и высокая стоимость олова является основным недостатком оловянных бронз. Бронзы деформируемые (ГОСТ 5017−74) применяются в производстве втулок деталей приборов, вкладышей подшипников и т. д. Их поставляют в виде полуфабриката (проволоки, прутки, полосы, ленты) в твердом (нагартованном) и мягком (отожженном) состояниях.
Поставщик
Вас интересуют термическая и токарная обработка и производство бронзы? Термическая и токарная обработка и производство бронзы от поставщика «Ауремо» соответствует ГОСТ и международным стандартам качества, цена — оптимальная от поставщика. Предлагаем купить продукцию со специализированных складов с доставкой в любой город. Купить бронзу сегодня. Оптовым заказчикам цена — льготная.
Купить, выгодная цена
Термическая и токарная обработка и производство бронзы от поставщика «Ауремо» предлагается сегодня в наиболее полном объёме. На складе поставщика «Ауремо» представлен самый широкий выбор продукции. Всегда в наличии бронза, цена — обусловлена технологическими особенностями производства без включения дополнительных затрат. Оптимальная цена от поставщика. Купить бронзу сегодня. Ждем ваших заказов. У нас наилучшее соотношение цена-качество на весь ряд продукции. На связи опытные менеджеры — оперативно помогут купить бронзу оптом или в рассрочку. Постоянные покупатели могут купить бронзовый прокат с дисконтной скидкой.
Всегда в наличии бронза, цена — обусловлена технологическими особенностями производства без включения дополнительных затрат. Оптимальная цена от поставщика. Купить бронзу сегодня. Ждем ваших заказов. У нас наилучшее соотношение цена-качество на весь ряд продукции. На связи опытные менеджеры — оперативно помогут купить бронзу оптом или в рассрочку. Постоянные покупатели могут купить бронзовый прокат с дисконтной скидкой.
Технология производства сувениров из бронзы
1. Создание мастер – модели
Данная модель может быть восковой, металлической, гипсовой, деревянной, пластилиновой или выполняться из других материалов.
Мастер-копия является прототипом будущей фигурки – по ней проще всего заказать изделия из бронзы. На фото показаны примеры пластиковых мастер – моделей
Здесь использована пластика «СОНЕТ» фирмы из Санкт-Петербурга Здесь польская полимерная глина “Пластишка”
Специалисты мастерской «БронзаМания» чаще всего подготавливают мастер – модели из полимеров, предназначенных для создания скульптур.
Профессиональные скульпторы – миниатюристы делают каждую модель вручную. При этом сложный дизайн фигурки требует создания нескольких деталей, то есть разборной модели.
На нее закрепляется литниковая система для подачи расплавленного металла – подводящие каналы потом будут удаляться, поэтому они не должны испортить изделие в местах своего соединения с фигуркой.
2. На следующем этапе мастер – модель
отделяется от формы из силикона
Так получается рабочая матрица с литниками для отливки восковой копии будущего изделия из бронзы.
Когда у нас заказывают скульптуру из бронзы, все происходит по такой же схеме.
Форма из материала на основе силиконаФорму разрезают особым способом, что бы можно было получить качественную восковку3. Далее в силиконовую форму
подается под давлением расправленный воск
Он равномерно заполняет все полости, образуя восковку – восковую копию разрабатываемого бронзового изделия.
После остывания восковки, она проверяется на дефекты – наличие воскового облоя, пузырьков: сначала снимается облой,
затем восковая копия просвечивается, и если нет пузырьков, то полируется.
На производство одной восковки уходит 12-15 минут, поэтому с силиконовой матрицы за час можно получить до 4-5 копий.
Так выглядит рабочее место восковщицы. На фото присутствуют резиновые формы и восковкиВосковки различных изделий4. Из готовых восковых копий формируется своеобразная елка
Для этого несколько заготовок крепятся на одну ось – в виде грозди под 45° к основанию.
После окончания этого этапа получается елка, состоящая из множества восковок.
Чем больше вам нужно заказать изделий из бронзы, тем большее количество елок будет подготовлено для следующего этапа.
Восковки с литниковой системой6. Елку с восковками располагают на основании из резины,
а сверху одевают короб без дна и верха (опоку)
Металлическая опока удерживает гипсовую смесь, которая заливается внутрь и полностью заполняет пространство между деталями елки.
Затем короб помещают в вакуумную камеру, где из смеси выводятся все пузырьки. В таких условиях гипс затвердевает.
7. После того как гипс стал твердым, из него выплавляют весь воск
Получается керамическая форма, в которую и будет заливаться металл – бронза.
Но перед этим форму нужно прокалить до температуры 1300°, чтобы жидкий металл при аналогичной температуре не разрушил ее во время литья.
Закалка происходит в течение суток – сначала температура постепенно подымается, потом также медленно опускается.
8. В готовые формы из гипса заливается жидкая бронза,
и сразу помещается под вакуум
Металл формирует в таких условиях идеальную поверхность, плотно прилегая к стенкам формы.
Процесс отливки нужного тиража бронзовых изделий идет в течение нескольких суток, не прекращаясь.
Чтобы температурный режим соблюдался постоянно, работа литейщиков происходит в несколько смен.
Именно такое художественное литье бронзы можно заказать по выплавляемым моделям в мастерской «БронзаМания».
9. Залитые формы после вакуума достаточно быстро охлаждают
(за 15-20 мин)
и механическим путем аккуратно разрушают,
чтобы достать бронзовую елку с фигурками
Каждое изделие отделяется от елки при помощи кусачек, подготавливая их к обработке.
Каждая фигурка отмывается от остатков формы (гипса), если присутствует накал, он удаляется методом отмачивания в особом растворе.
Изделия в формомассе10. Предпоследний этап – обработка изделий
Все места крепления литников полируются вручную, после их удаления бормашинами.
На специальных станках бронзовые фигурки обрабатываются щетками из латуни – их мягкая щетина снимает последние окалины.
Затем происходит полировка текстильными кругами с применением полировочных паст и специальных пропиток.
Мастер стачивает остатки литников бормашиной и полирует места их крепления к фигуркеИзделия перед чернением и полировкойОтполированные бронзовые изделия при необходимости
проходят процедуру чернения (антикварного старения)
Если вам нужно заказать скульптуру из бронзы в антикварном виде, этот этап обязателен.
После того как фигурки из бронзы прошли обработку кислотными составами, они выглядят как настоящий антиквариат.
В завершение производится финальная полировка и тонировка тканью – изделие окончательно приобретает товарный вид.
Только после этого оно попадает покупателю в руки.
Процесс литья бронзы
Художник Делеспри гордится тем, что десятилетиями работала над литьем бронзовых скульптур, статуй, скульптур в натуральную величину и монументальных скульптур с использованием процесса литья бронзы. Она работала совместно с застройщиками земли и зданий, архитекторами, ландшафтными архитекторами, строителями, подрядчиками, градостроителями и членами городского совета.
Нажмите на фото, чтобы посмотреть видео о процессе литья бронзы.
Шаг 1
Когда скульптура готова, она делится на секции. В зависимости от размера скульптуры будут использоваться специализированные пилы, ремесленная или ювелирная пила для мелких деталей и сабельная пила для памятников. Голова, туловище, ноги, руки, иногда кисти и любые формы, не прикрепленные к телу, напр. волосы, любая струящаяся одежда и другие аксессуары будут отрезаны для изготовления форм.
Этап 2
Гибкая резиновая форма изготовлена из оригинальной глины художника. Этот современный материал способен запечатлеть каждую деталь. Для скульптур размером с памятник изготовление форм может занять пару месяцев. Затем изготавливается форма из слоев силиконового каучука и ткани из стекловолокна. Затем добавляется подложка из гипса или стекловолокна, чтобы обеспечить поддержку и структуру формы. Исходная глина затем удаляется из форм.
Этот современный материал способен запечатлеть каждую деталь. Для скульптур размером с памятник изготовление форм может занять пару месяцев. Затем изготавливается форма из слоев силиконового каучука и ткани из стекловолокна. Затем добавляется подложка из гипса или стекловолокна, чтобы обеспечить поддержку и структуру формы. Исходная глина затем удаляется из форм.
Этап 3
Затем расплавленный воск заливают в резиновую форму, получая отливку оригинального 3D. Это называется восковой узор.
Этап 4
После охлаждения восковая отливка вынимается из формы и обрабатывается вручную, чтобы идеально соответствовать оригинальной скульптуре, с использованием стоматологических инструментов и термоинструментов. Художник наблюдает и добавляет окончательные детали.
Этап 5
Сложная система восковых стержней, называемых воротами или литниками, наносится на восковую модель или объемный воск.
Этап 6
Процесс литья по выплавляемым моделям начинается с того, что восковое изображение погружают в смесь кварцевого песка и суспензии (очень сложная клееобразная смесь, называемая жидким коллоидным силиконом). Этот шаг занимает несколько недель, чтобы отвердеть или затвердеть в камнеподобное вещество, способное выдерживать температуру заливаемой бронзы, которая колеблется от 1800° до 2100° по Фаренгейту. Чрезвычайно сложные детали, например. Пальцы размером ½ дюйма могут быть отлиты из бронзы. Расплавленная природа бронзы в сочетании с современными формовочными материалами позволяет обнаруживать такие мелкие детали, как отпечатки пальцев.
Этот шаг занимает несколько недель, чтобы отвердеть или затвердеть в камнеподобное вещество, способное выдерживать температуру заливаемой бронзы, которая колеблется от 1800° до 2100° по Фаренгейту. Чрезвычайно сложные детали, например. Пальцы размером ½ дюйма могут быть отлиты из бронзы. Расплавленная природа бронзы в сочетании с современными формовочными материалами позволяет обнаруживать такие мелкие детали, как отпечатки пальцев.
Этап 7
Керамическая форма помещается в автоклав (печь с чрезвычайно высокими температурами), в которой керамика обжигается, а воск выжигается, оставляя на своем месте полую полость. Любой оставшийся воск выпаривается, чтобы очистить форму от всех остатков воска. Таким образом, термин «Процесс выплавки воска». После того, как формы покрыты воском, их охлаждают и проверяют на наличие трещин.
Бронзовые слитки (бронзовые слитки) нагревают до жидкого состояния.
Керамическая форма затем заполняется расплавленной бронзой (бронза представляет собой сплав 85% меди, 5% свинца, 5% олова и 5% цинка). Цена бронзовых статуй зависит от всего труда и цены в основном на медь и все сложные материалы.
Цена бронзовых статуй зависит от всего труда и цены в основном на медь и все сложные материалы.
Шаг 8
После того, как бронзовая оболочка остынет, керамическая форма аккуратно отбивается и вырубается, открывая бронзовую скульптуру внутри.
Этап 9
Мелкие частицы песка обдуваются под давлением воздуха, чтобы удалить последние следы керамической оболочки, прилипшие к бронзе.
Этап 10
Затем необработанная отливка передается другому мастеру, который вырезает литники и литники. Бронзовые детали свариваются вместе, как большая головоломка, а затем повторно детализируются с помощью пневматических инструментов (также известных как пневматические инструменты). Детали свариваются с большой осторожностью и вниманием к выравниванию. Художнику, возможно, придется переработать участки в бронзе. Скульптура обработана стеклянными шариками, что обеспечивает превосходную отделку поверхности при подготовке к патине.
Шаг 11
Чеканная (передетализированная) бронза теперь обработана кислотой; с помощью паяльной лампы и аэрографа бронза нагревается и распыляется на нее кислотой, чтобы придать ей выбранный цвет в соответствии с требованиями художника и пожеланиями клиента. Варьируя тип кислоты и количество применяемого тепла, можно получить разные цвета. Мы предлагаем широкий спектр цветов, в том числе: музейный коричневый (он же французская бронза), светлая бронза, зеленый Верде (он же зеленый Родена), бордовый, сусальное золото и любой цвет по запросу комиссара. Наносится два-три слоя защитного покрытия, чтобы остановить процесс окисления и закрепить появившийся цвет. Внутри памятника сварены большие трубы из нержавеющей стали длиной не менее 2-3 футов, и эти же трубы выходят еще на 2-3 фута. Эти трубы будут помещены в цемент для постоянства. Памятник готов к установке. Или окончательные работы тщательно упаковываются и бережно доставляются нашим покровителям. На протяжении всего процесса художник наблюдает за всеми этапами, чтобы обеспечить качество и соответствие оригиналу.
Варьируя тип кислоты и количество применяемого тепла, можно получить разные цвета. Мы предлагаем широкий спектр цветов, в том числе: музейный коричневый (он же французская бронза), светлая бронза, зеленый Верде (он же зеленый Родена), бордовый, сусальное золото и любой цвет по запросу комиссара. Наносится два-три слоя защитного покрытия, чтобы остановить процесс окисления и закрепить появившийся цвет. Внутри памятника сварены большие трубы из нержавеющей стали длиной не менее 2-3 футов, и эти же трубы выходят еще на 2-3 фута. Эти трубы будут помещены в цемент для постоянства. Памятник готов к установке. Или окончательные работы тщательно упаковываются и бережно доставляются нашим покровителям. На протяжении всего процесса художник наблюдает за всеми этапами, чтобы обеспечить качество и соответствие оригиналу.
Шаг 12
Просмотр видео о процессе литья бронзы.
Процесс литья бронзы – Cast Technologies
Процесс литья бронзы
Все, что вы когда-либо хотели знать о литье бронзы сегодня Вы хотите отлить свою первую бронзовую деталь для нового продукта , или вы десятилетиями занимаетесь производством изделий из бронзы? В любом случае, у Cast Technologies есть опыт в области литья бронзы и оборудование, чтобы справиться со всем, что вам нужно.
Бронзу обычно можно определить как смесь (или сплав) меди и олова. Однако в процессе литья бронзы иногда добавляют другие металлы и вещества, включая алюминий, марганец, цинк, свинец, никель, железо и даже серебро. Точная смесь будет варьироваться в зависимости от желаемого качества готового изделия. В древние времена сочетание металлов, скорее всего, зависело от того, какой металлолом и другие материалы были доступны. Сегодня рецепты гораздо точнее и выбираются с научной точки зрения, чтобы иметь качества, наиболее подходящие для продукта или детали.
Почему литье из бронзы так популярно? Бронза обладает многими качествами, которые сделали ее популярным металлом с древних времен. Он тверже меди или железа. В зависимости от характеристик «рецепта», использованного для ее изготовления, бронза может быть особенно прочной, устойчивой к коррозии или твердой. Таким образом, будет ли бронза использоваться в статуе, в качестве шарикоподшипника или в качестве гребного винта лодки, потребуется решение об использовании того или иного сплава.
Бронза очень долговечна — настолько прочна, что изделия из бронзы, сделанные тысячи лет назад, все еще существуют и часто в отличном состоянии. Коррозионная стойкость бронзы делает ее идеальной для оборудования, которое будет использоваться на открытом воздухе и которое должно выдерживать экстремальные погодные условия. Бронза также является одним из самых простых металлов для сварки, что является преимуществом во многих различных отраслях промышленности. Его более низкая температура плавления по сравнению с железом является еще одним преимуществом. Ударная бронза не образует искры, что делает ее идеальной для использования рядом с легковоспламеняющимися материалами или парами.
Общие методы литья бронзы В самом простом случае литье бронзы в песчаные формы состоит из заливки расплавленной бронзы в углубление, сформированное в песке. Вы можете представить, как вдавливают предмет (называемый узором) во влажный песок, а затем заливают жидкий металл и дают ему остыть и застыть. Это самый простой метод литья в песчаные формы. Однако на протяжении всей истории металлурги изобретали бесчисленные усовершенствования процесса. Эти усовершенствования позволяют литейщикам песка создавать сложные трехмерные бронзовые изделия практически любой желаемой формы.
Это самый простой метод литья в песчаные формы. Однако на протяжении всей истории металлурги изобретали бесчисленные усовершенствования процесса. Эти усовершенствования позволяют литейщикам песка создавать сложные трехмерные бронзовые изделия практически любой желаемой формы.
Когда дело доходит до процесса литья бронзы, необходимо изучить несколько терминов. Вот некоторые из наиболее распространенных терминов, которые вы можете услышать в связи с литейным производством:
- Отливка в зеленый песок:
Название может немного вводить в заблуждение, так как песок, используемый в этом процессе, не имеет зеленого цвета. Зеленый песок обычно представляет собой смесь воды, песка и глины. Это простой, недорогой и распространенный процесс литья, но он имеет свои ограничения. Поверхность металлического компонента, отлитого из зеленого песка, не будет идеально гладкой. Если требуется абсолютно гладкая поверхность, деталь необходимо либо подвергнуть механической обработке после отливки, либо выбрать другой метод отливки бронзы.

- Литье по выплавляемым моделям :
Восковое литье — это метод литья бронзы, который включает сначала изготовление восковой модели, а затем построение по ней формы. После застывания формы воск расплавляется, оставляя место для расплавленной бронзы. Бронзе дают полностью остыть, а затем форму удаляют, оставляя после себя предмет из литой бронзы.
- Керамическое литье:
Керамическое литье связано с литьем по выплавляемым моделям. Это относится к керамическому покрытию, формируемому вокруг восковой модели.
- Инвестиции:
Вы можете столкнуться с термином «инвестиции» и задаться вопросом, что он означает в контексте бронзового литья. В литейном мире этот термин относится к методу создания очень твердой оболочки вокруг восковой модели. Восковую модель несколько раз погружают в керамический раствор, каждый раз создавая очень тонкий слой, которому необходимо дать высохнуть перед следующим погружением.
- Литейная колба:
Фляга представляет собой раму, обычно металлическую или деревянную, в которой находится зеленый песок.
- Перетаскивание :
Относится к верхней и нижней половинам литейной опоки. Выкройка (модель) нужной детали будет помещена внутрь литейной опоки, а песок плотно утрамбован вокруг выкройки. Когда песок как в крышке, так и во фризе плотно утрамбован, шаблон удаляется, а опока объединяется и прочно соединяется, так что полая полость готова к заполнению расплавленным металлом.
- Литник:
Литник – это просто туннель, сделанный в песке. Он обеспечивает путь для потока расплавленного металла в форму. После того, как компонент извлечен из формы, охлажденный металл в туннеле можно обработать.
Он обеспечивает путь для потока расплавленного металла в форму. После того, как компонент извлечен из формы, охлажденный металл в туннеле можно обработать.
- Подставка:
Подступенок очень похож на литник. Но вместо того, чтобы через него выливался расплавленный металл, он служит резервуаром. Идея состоит в том, что когда металл начинает остывать, он сжимается, что может привести к нежелательным пустотам в отливке. Резервуар горячего металла, содержащийся в стояке, может заполнить эту пустоту. Если все пойдет хорошо, любая полость, образованная недостатком объема металла, будет в стояке, а не в отливке. После того, как деталь остынет и будет извлечена из формы, охлажденный металл стояка, как и литник, можно просто отрезать или обработать.
Благодаря своим качествам бронза подходит для широкого спектра применений и объектов. Почти наверняка в любой момент рядом с вами будет несколько литых бронзовых предметов. Бронзовые детали широко используются в автомобильной, морской и аэрокосмической промышленности.
Бронзовые детали широко используются в автомобильной, морской и аэрокосмической промышленности.
Вы найдете бронзу в монетах, отделке мебели, музыкальных инструментах, колокольчиках, винтах, гитарных струнах, предметах декора, медалях и, конечно же, статуях. Некоторые статуи выставлялись на открытом воздухе на протяжении многих поколений, демонстрируя прочность и выносливость бронзы.
Какова история бронзового литья? Бронзовое литье настолько важно, что в его честь был назван исторический период. Бронзовый век начался 4000-5000 лет назад, хотя китайские и ближневосточные артефакты показывают, что бронза отливалась еще раньше. Как бы вы ни датировали это, ясно, что способность добывать, плавить и комбинировать материалы в бронзовые инструменты, оружие и искусство помогла сформировать и изменить цивилизацию. Всякий раз, когда культура разрабатывала бронзовое оружие, она сразу же получала преимущество перед любыми соседними культурами, которые все еще зависели от каменных орудий. У более примитивных групп людей были все основания учиться обрабатывать металл, чтобы они могли лучше конкурировать.
У более примитивных групп людей были все основания учиться обрабатывать металл, чтобы они могли лучше конкурировать.
Но бронза использовалась не только для оружия. Сельскохозяйственная революция предшествовала бронзовому веку, но вы можете себе представить, как ликовали фермеры эпохи неолита при мысли о литых бронзовых плугах и других сельскохозяйственных орудиях. До этого момента они ограничивались земледелием с использованием деревянных и каменных орудий. Использование бронзовых мотыг, плугов и других инструментов позволило фермерам легче расчищать землю, обрабатывать почву и собирать урожай.
Металл также быстро стал применяться в искусстве. У нас до сих пор сохранилось множество образцов древних металлических фигурок, украшений и других предметов декора, изготовленных тысячи лет назад. Похоже, что наши древние предки быстро поняли полезность этого металла и нашли способы включить литую бронзу почти во все сферы жизни — так же, как мы делаем это сегодня.
Как работают современные бронзолитейные заводы? Несмотря на то, что основы литья в песчаные формы аналогичны тем, что делались на протяжении веков, литье бронзы в песчаные формы сегодня намного безопаснее благодаря современному автоматизированному оборудованию. Достижения в области технологий позволяют нам делать гораздо более сложные предметы, чем это было возможно в прошлом. Кроме того, теперь у нас есть возможность вносить дополнительные усовершенствования в литые бронзовые орудия. Литой бронзовый предмет можно подвергнуть механической обработке, чтобы добавить сложные детали по мере необходимости.
Достижения в области технологий позволяют нам делать гораздо более сложные предметы, чем это было возможно в прошлом. Кроме того, теперь у нас есть возможность вносить дополнительные усовершенствования в литые бронзовые орудия. Литой бронзовый предмет можно подвергнуть механической обработке, чтобы добавить сложные детали по мере необходимости.
Cast Technologies — крупнейший литейный завод по литью латуни и бронзы в песчаные формы в Иллинойсе. Основанный в 1887 году литейный завод сегодня отливает более 30 различных сплавов латуни и бронзы, а также алюминия и других сплавов. Литейный цех может производить компоненты размером от нескольких унций до компонентов весом в сотни фунтов.
Вы ищете передовые возможности литья бронзы в песчаные формы? Свяжитесь с нами, чтобы узнать, что компания Cast Technologies может сделать для вас. Мы можем помочь вам на каждом этапе вашего проекта, от выбора идеального сплава и техники литья до разработки модели. У нас также есть станочный цех с ЧПУ, чтобы обеспечить полную отделку ваших компонентов.