Быстросъемный резцедержатель для токарного станка – Быстросменный резцедержатель для Школьников ТВ – Станки серии ТВ-х
alexxlab | 27.01.2020 | 0 | Разное
Быстросменный резцедержатель для Школьников ТВ – Станки серии ТВ-х
ExproSE,
у меня стоит такой как по вашей ссылке на е-бей..
коноплев такие же продает..
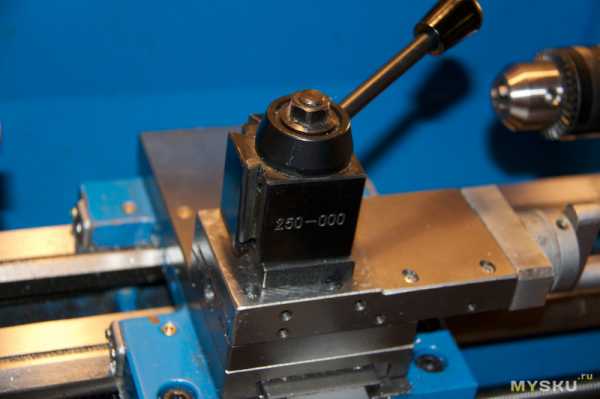
модель называется 250.. блин, на котором она стоит, из дюраля.. поворотными салазками я пожертвовал, т.к. точил конус один раз в жизни.. если понадобиться снова, то заменяется за пять минут.. зато жесткость по ощущениям возросла..
резцы до 12мм встают свободно, т.к. в ней паз 14мм.. резцы 16мм приходится дорабатывать снизу по державке..
высота резца у меня сделана так..
ну и сразу ищите запасные блоки.. т.к. в комплекте только 5 штук разных.. я резцов много не бывает..
www.chipmaker.ru
Быстросменный резцедержатель. Делаем дополнительную кассету.
В одном из предыдущих обзоров зоркие читатели увидели на моем токарном станке быстросменный резцедержатель. Попросили его обозреть. Выполняю заявки трудящихся ☺Для чего нужен быстросменный резцедержатель? Из названия очевидно, что для быстрой смены резцов. Зачем нужна быстрая смена резцов? В токарном деле используется несколько десятков различных резцов: проходные, расточные, подрезные, резьбовые внутренние и наружние, канавочные, отрезные и т.д. и т.п. Какие-то чаще, какие-то реже, но используются все.
Обычный резцедержатель может удерживать одновременно до четырех резцов, что бывает достаточно для производственного процесса. Как правило, детали однотипные и точатся на потоке. Установив утром один набор резцов, до вечера можно работать только им.

При штучной работе или в условиях домашнего применения резцы постоянно нужно менять. Откручивать- закручивать винты, вынимать резец и подбирать подкладки для выставления высоты резца довольно муторно. Для этих целей и существует быстросменный резцедержатель со сменными картриджами (кассетами).
Купил я данный резцедержатель уже достаточно давно, лет 5 назад точно. Так что он прошел огонь, воду и медные трубы. Зарекомендовал себя с наилучшей стороны.
Крепится резцедержатель следующим образом: в верхний суппорт ввинчивается ось, на которую насаживается резцедержатель. Сверху он фиксируется гайкой. В комплекте шла пластина, позволяющая подкладывать ее по резцедержатель, если необходимо приподнять его повыше.

У меня на суппорте было цилиндрическое утолщение, и я расточил в пластине отверстие в диаметр утолщения.
Фиксация картриджа происходит за счет подвижной клинообразной планки, которая распирает паз «ласточкиного хвоста». Фиксация просто намертво.
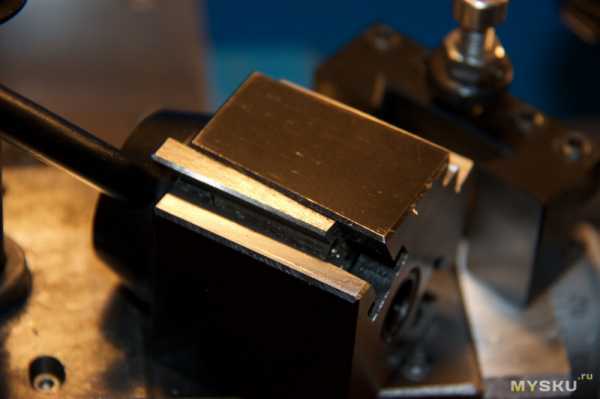
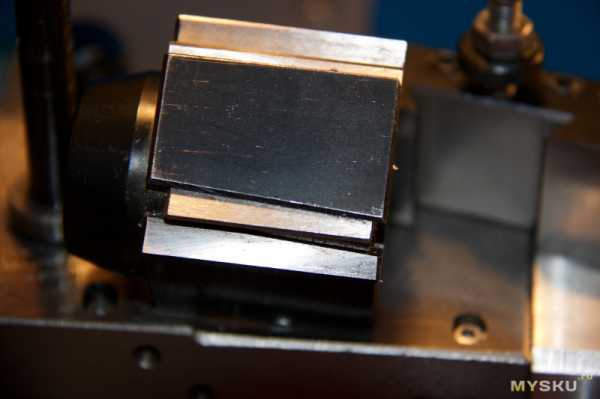
В комплекте идут 5 картриджей
Первый под обычные прямоугольные державки. Высота паза 13 мм
mysku.me
Резцедержатель быстросменный, вариант два, почти как взрослый.
Представляет более удобную эксцентриковую конструкцию с ласточкиным хвостом, работающим на отжим кассеты…
Добавил упорный подшипник на механизм эксцентрика , хотелось ещё поставить один под ручку прижима резцедержателя но не вышло, двухсотый оказался великоват, надо чуть меньше, можно будет доработать позже.
Делал я его под свои кассеты от первого варианта, хотелось отметить что, за время работы у первого проблем не обнаружилось, просто надоело брать шестигранник при каждой переустановке.
Вот и решил исправить этот недостаток, тем более что металл подходящий под это, у меня был …
Нашлось немножко время и можно поковырять железки.
А время для хобби, это самое главное, что трудней всего найти.

Вот как это было…
Сделал заготовку кубика.
Резал обычной пальчиковой фрезой, так просто тише идёт процесс.







Обдирал фрезой с напайками из твердого сплава.
Примерился к заготовке и установил по разметке.
Расточил под внутренности.




Вот такое у меня ещё приспособление есть, по своей сути тоже быстро сменное, под расточной резец.




Установил обойму подшипника на место.

Выточил шток распора кассеты…




Теперь сверлим в штоке отверстие для эксцентрика.
Сверлим по центру, полностью задвинутого штока, для этого подложены подкладки.

Изготовил новую шпильку чуть толще.



Шпилька готова и уже на месте

Выточил поворотный эксцентрик.












Проверил как работает механизм в сборе, сделал ручку.



Профрезеровал ласту под свои кассеты и запломбировал дефекты заготовки.





Примерил свои кассеты.




Теперь немного напильника и шабер.



Собрал…








Проверил на станке всё работает тут видео если не загрузится.
Снятие и установка кассеты тут видео если не загрузится.
Ну что стало заметно удобней … и это радует.
P.S.
Старый резцедержатель не выбросил, адаптировал под новую шпильку- пригодится в работе.



Не найдя подходящего подшипника, решил просто добавить немного шариков, расположив их в два ряда под гайкой. Сами шарики взяты от переднего велосипедного подшипника…
Теперь не нужно прикладывать больших усилий, всё легко и просто…

На последок занялся кассетами, заменил им винты на потайные и сделал новые установщики высоты.







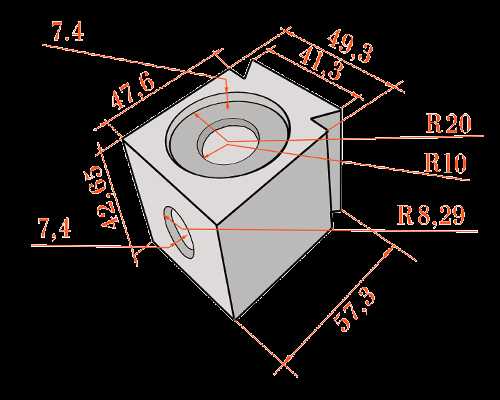
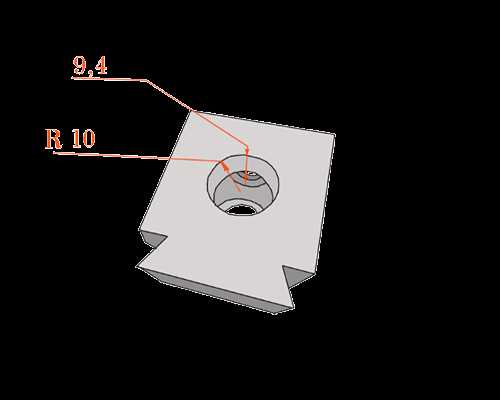
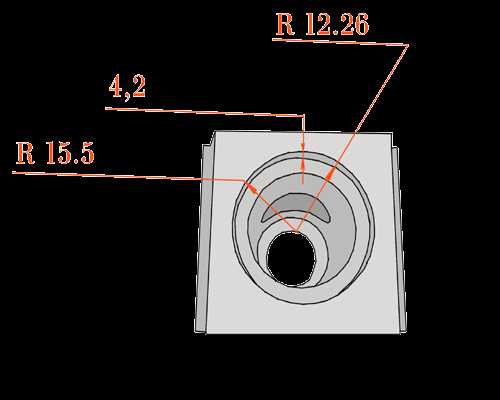
Ну и по просьбам граждан… Где чертёж?
Чертёж отсутствует, но есть эскиз, с приближёнными размерами, в прочем они у вас и так могут отличатся от указанных, тут ведь всё зависит от размеров и исходных заготовок.
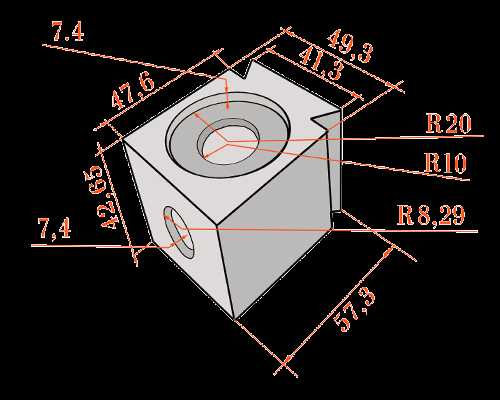
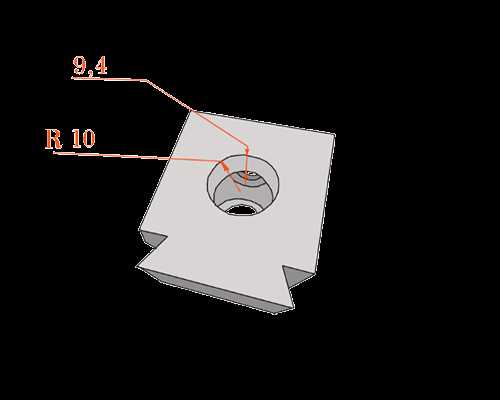
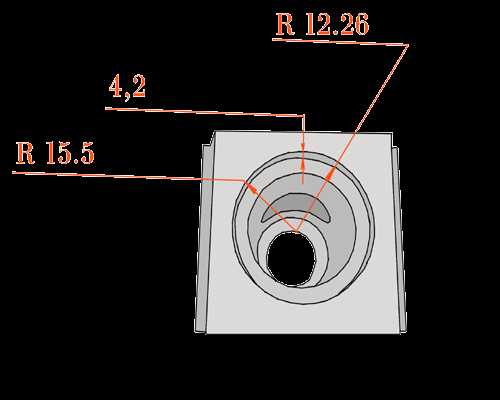
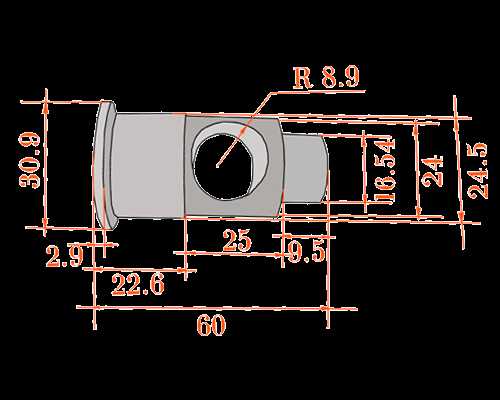
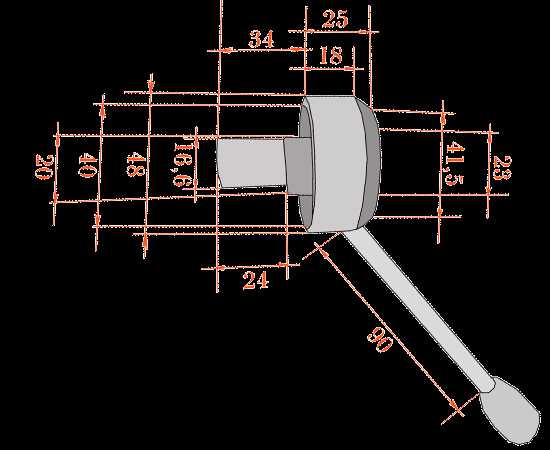
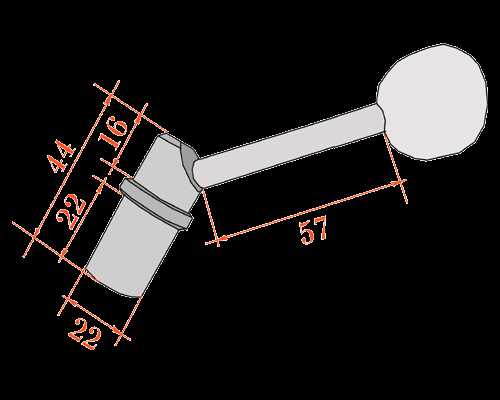
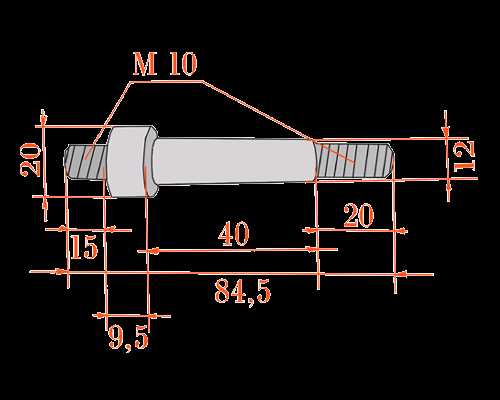
Открыть или скачать одним файлом зскиз для станков Sieg C3 ,Калибр СТМ-350, JET BD-7 Резцедержатель быстросменный …
На мой взгляд, вышло не так плохо.
На днях добавил три кассеты и наконец установил упорный подшипник под гайку.
Вот как это выглядит.




Переделал надпись, теперь она гравированная.

На одну кассету добавил ролики для накатки, теперь у меня будет и мелкий и крупный рисунок.


Этой кассетой, прокатал для пробы регулировочные гайки.


Вот результат, остаётся только разрезать пружинку на три части и нарезать резьбу для винтов.

Удачи всем в занятиях творчеством, и много свободного времени.
www.alenkindom.ru
Резцедержатель для токарного станка
Резцедержатели для токарных станков по металлу
Резцедержатель служит для закрепления резцов на суппорте токарного станка, и как следствие, он перемещается в поперечном и продольном направлениях относительного заготовки. Другое название этого устройства — резцовая головка.

Резцедержатель токарного станка
Подразделяются на двухпозиционные и четырехпозиционные, т.е. в первом варианте в резцедержатель одновременно можно закрепить винтами два резца, во втором – четыре. Это позволяет быстро менять инструмент во время работы, поворачивая резцовую головку в другую позицию с нужным резцом.
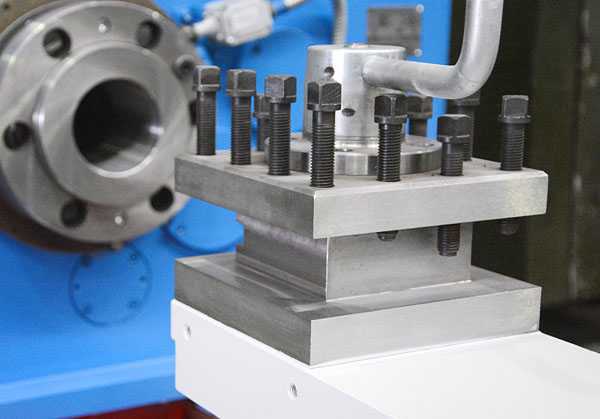
Четырехпозиционная резцовая головка
Для быстрой смены инструмента применяют резцедержатели картриджного типа, которые могут устанавливаться практически на все типы токарных станков. Сменные картриджи изготавливаются для резцов с четырехгранной и круглой державкой.

Быстросменный резцедержатель
Документация
- ГОСТ 24900-81
- DIN 69880
- VDI 3425
Резцедержатель (державка) своими руками
При желании или необходимости резцедержатель можно изготовить самостоятельно. Материал заготовки – сталь 45.
Еще одно видео по переделке державки
Чертежи резцедержателей
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
(голосов: 3, в среднем: 4,67 из 5) Загрузка…stankiexpert.ru
Токарные резцедержатели
 Резцедержатель представляет собой узел токарного станка, который предназначен для крепления режущего инструмента. От его точности в значительной мере зависит качество обработки детали.
Резцедержатель представляет собой узел токарного станка, который предназначен для крепления режущего инструмента. От его точности в значительной мере зависит качество обработки детали.
Поэтому было разработано несколько вариантов конструкции этого устройства, подходящие для разных условий. Помимо токарных станков, резцедержатели используются в строгальных и некоторых других металлорежущих станках, но там они имеют другую конструкцию.
Условное деление
По исполнению: – с осью вращения – со сменными блоками Деление резцедержателей с осью вращения: – с горизонтальной осью вращения (параллельно оси шпинделя) -с вертикальной осью вращения (перпендикулярно оси шпиделя) по источнику смены позиций: – механические (вручную) – электромеханические – гидравлические – серво По крепления инструмента – клиновым блоком – резцы 16х16, 20х20, 25х25 и 32х25 мм – VDI – крепление в круглом отверстии позиции торцевой поверхности диска резцедержателя одним болтом с клином. направление оси Чаще всего используются VDI30, VDI40. Размеры VDI20, VDI50 и VDI60 используются относительно редко. Может использоваться для статичного и приводного инструмента
– BMT – крепление в круглом отверстии на переферийном диаметре диска резцедержателя. Крепление четырьмя болтами. Наиболее распространены BMT-45, BMT-55, реже используются BMT-65, BMT-75. Может использоваться для статичного и приводного инструмента
На универсальном токарном станке резцедержатель располагается на верхних салазках суппорта. На суппорте также размещаются поперечные и поворотные салазки, а сам суппорт находится на продольных салазках станины. Комбинация этих узлов позволяет перемещать резец по всем трем координатам и поворачивать относительно продольной оси, что и обеспечивает большое количество доступных операций универсальному токарному станку.
У тяжелых обдирочных станков конструкция суппорта несколько отличается, поскольку на него приходится значительная нагрузка. В таких станках резцедержатель располагается на дополнительных салазках. Это требуется по той причине, что у станков этого типа поперечные салазки имеют слишком массивную конструкцию и их перемещение вручную затруднительно.
Использование резцедержателя
Резцедержатель является отдельным узлом станка, закрепленным болтами. Он существенно облегчает обработку деталей. Особенно важно применение резцедержателя при точной расточке отверстий. Конструкции резцедержателей отличаются высокой прочностью и надежностью, поскольку даже от небольшого люфта точность обработки может значительно снизиться.
Токарный резцедержатель предназначается для размещения резца по высоте и в горизонтальной плоскости. Установка резцедержателя по высоте имеет большое значение для процесса обработки. Если выполняется обточка, то резец устанавливается так, чтобы режущая кромка инструмента была выше, чем линия центров станка. Для расточки резец размещается ниже линии центров.
Простой резцедержатель
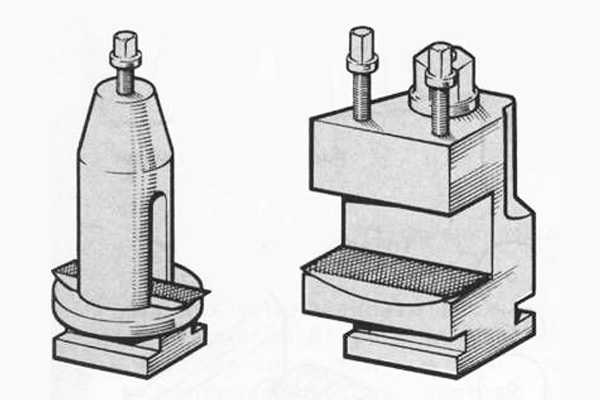 Самую простую конструкцию имеет резцедержатель, называемый «солдатиком». Это устройство имеет сферическую подкладку, которая позволяет быстро закрепить резец. Путем поворота сферической прокладки регулируется угол резки и положение по высоте. Закрепление резца выполняется при помощи одного болта.
Самую простую конструкцию имеет резцедержатель, называемый «солдатиком». Это устройство имеет сферическую подкладку, которая позволяет быстро закрепить резец. Путем поворота сферической прокладки регулируется угол резки и положение по высоте. Закрепление резца выполняется при помощи одного болта.
С одной стороны, это устройство резцедержателя токарного станка дает возможность установить резец за минимальное время, а с другой — вся нагрузка приходится на один болт, поэтому он должен быть плотно затянут. Однако, пытаясь обеспечить достаточный прижим, этот болт часто затягивается с избыточным усилием, отчего резьба быстро приходит в негодность. В результате происходит обрыв болта или срезание внутренней резьбы. Ремонт такого резцедержателя заключается в замене болтов и расточке отверстия на больший размер. Также возможна установка втулки с резьбой в отверстие. Для повышения стойкости болтов их изготавливают из прочных сталей, таких как 12ХН3А, подвергают цементации на глубину 0,6-0,8 мм и закалке, что позволяет добиться твердости поверхности 50-60 HRС. Благодаря этому стойкость болтов возрастает в 10-15 раз относительно сырых, изготовленных из стали 45, однако, повышается и их цена. Для большей части деталей резцедержателя используется сталь 45, у которой твердость находится в интервале 220—260 НВ.
Резцедержатель этой конструкции широко использовался на советских станках. Сейчас такая конструкция резцедержателя токарного станка считается устаревшей и используется только для некоторых легких станков. В этом резцедержателе можно закрепить только один инструмент, что требует частой замены резца. В промышленной металлообработке это приводит к большим потерям времени.
Поворотные резцедержатели
 Большое распространение получил кассетный резцедержатель для токарного станка, в котором можно одновременно закрепить четыре инструмента. Таким образом можно подготовить станок к четырем последовательным операциям без смены инструмента. Наибольший эффект от этого резцедержателя достигается при обработке деталей сложных форм.
Большое распространение получил кассетный резцедержатель для токарного станка, в котором можно одновременно закрепить четыре инструмента. Таким образом можно подготовить станок к четырем последовательным операциям без смены инструмента. Наибольший эффект от этого резцедержателя достигается при обработке деталей сложных форм.
Резцедержатель име
i-perf.ru
Быстросменный резцедержатель – Законченные проекты
наверное все видели стеклянные столы и полки. стекло там обычно приклеено к нескольким алюминиевым пятакам. так получилось, что эти пятаки мне и приходится делать в количестве 100-150 штук в неделю. деталь простая-2 диаметра, глухая резьба с одной стороны и чисто обработанный торец с лицевой. требование заказчика-в центре не должно быть ни впадины(при склейке остается пузырь), ни бобышки-идеально ровная поверхность. естественно, все упирается в установку резца по центру. причем, процесс этот нуден, долог и непродуктивен. уже после того, как появился электронный штангенрейсмасс, я выяснил, что точность установки резца для качественной обработки должна лежать в пределах 0,05мм. личный антирекорд времени установки составил 40 минут непрерывных тренировок по подкладыванию и снятию пластинок, правке резца на алмазе и зажиманию переднего винта с бОльшим усилием, нежели заднего(или наоборот). короче, озадачился я вопросом изготовления резцедержателя с возможностью быстрой установки резца по центру. внимательно изучив форум, гугл и яндекс, остановился вот на этом решении по совету уважаемого самоделкина.
после изготовления делительной головки, остался у меня обрезок 60-ого листа:
описания увлекательных процессов распиловки и фрезеровки габаритов я опущу, перейдем к фрезеровке профиля. “зуб” на корпусе я делал в поворотных тисках, развернутых на 45 градусов:
и сразу, не снимая тисков, ответную впадину в сменных модулях:
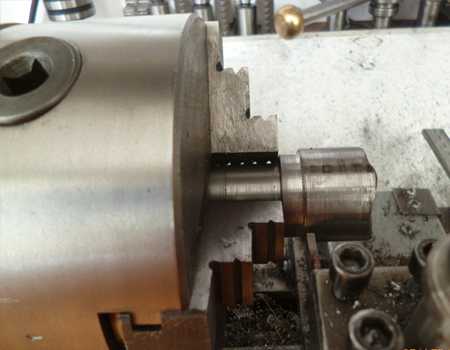
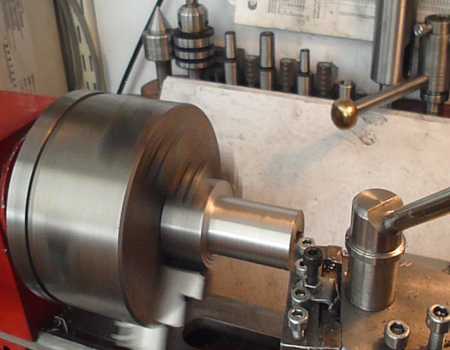
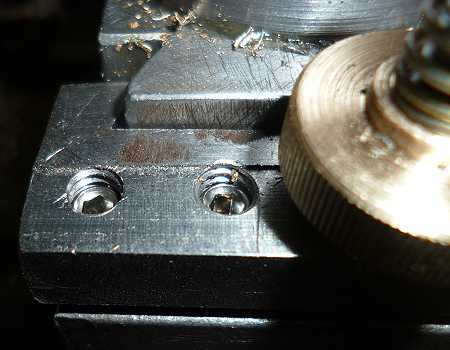
дальше перебрался на токарный станок и в четырехкулачковом патроне сделал центральное отверстие и расточил в боковых гранях 2 отверстия под “поршни”, притягивающие сменные модули:
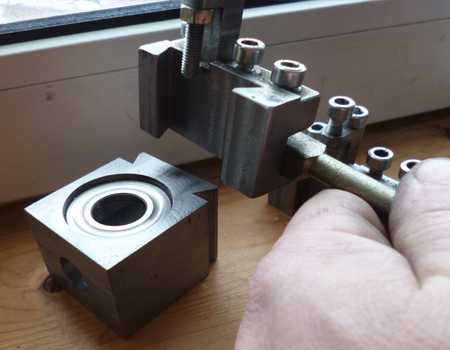
сразу выточил и сами “поршни и вернулся на фрезерный. корпус резцедержателя со вставленным в него поршнем зажал в тисках, таким образом, поршень оказался утопленным на максимально возможную глубину. с одного установа последовательно зацентровал и совместно просверлил на соответствующие глубины отверстия Ф8, Ф12,Ф15 и откалибровал последнее фрезой Ф16:
а у поршней отверстие разогнал до паза, чтобы не затирал будущий эксцентрик:
место под фото кончилось, :pardon: перехожу к следующему сообщению.
www.chipmaker.ru
Резцедержатель быстросменный, вариант два, почти как взрослый.
Представляет более удобную эксцентриковую конструкцию с ласточкиным хвостом, работающим на отжим кассеты…
Добавил упорный подшипник на механизм эксцентрика , хотелось ещё поставить один под ручку прижима резцедержателя но не вышло, двухсотый оказался великоват, надо чуть меньше, можно будет доработать позже.
Делал я его под свои кассеты от первого варианта, хотелось отметить что, за время работы у первого проблем не обнаружилось, просто надоело брать шестигранник при каждой переустановке.
Вот и решил исправить этот недостаток, тем более что металл подходящий под это, у меня был …
Нашлось немножко время и можно поковырять железки.
А время для хобби, это самое главное, что трудней всего найти.

Вот как это было…
Сделал заготовку кубика.
Резал обычной пальчиковой фрезой, так просто тише идёт процесс.







Обдирал фрезой с напайками из твердого сплава.
Примерился к заготовке и установил по разметке.
Расточил под внутренности.




Вот такое у меня ещё приспособление есть, по своей сути тоже быстро сменное, под расточной резец.




Установил обойму подшипника на место.

Выточил шток распора кассеты…





Теперь сверлим в штоке отверстие для эксцентрика.
Сверлим по центру, полностью задвинутого штока, для этого подложены подкладки.

Изготовил новую шпильку чуть толще.




Шпилька готова и уже на месте

Выточил поворотный эксцентрик.











Проверил как работает механизм в сборе, сделал ручку.



Профрезеровал ласту под свои кассеты и запломбировал дефекты заготовки.





Примерил свои кассеты.



Теперь немного напильника и шабер.



Собрал…








Проверил на станке всё работает тут видео если не загрузится.
Снятие и установка кассеты тут видео если не загрузится.
Ну что стало заметно удобней … и это радует.
P.S.
Старый резцедержатель не выбросил, адаптировал под новую шпильку- пригодится в работе.



Не найдя подходящего подшипника, решил просто добавить немного шариков, расположив их в два ряда под гайкой. Сами шарики взяты от переднего велосипедного подшипника…
Теперь не нужно прикладывать больших усилий, всё легко и просто…

На последок занялся кассетами, заменил им винты на потайные и сделал новые установщики высоты.






Ну и по просьбам граждан… Где чертёж?
Чертёж отсутствует, но есть эскиз, с приближёнными размерами, в прочем они у вас и так могут отличатся от указанных, тут ведь всё зависит от размеров и исходных заготовок.
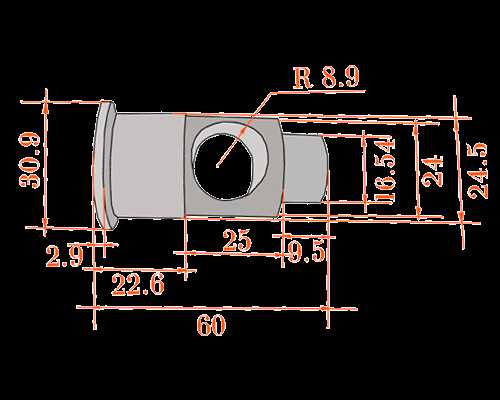
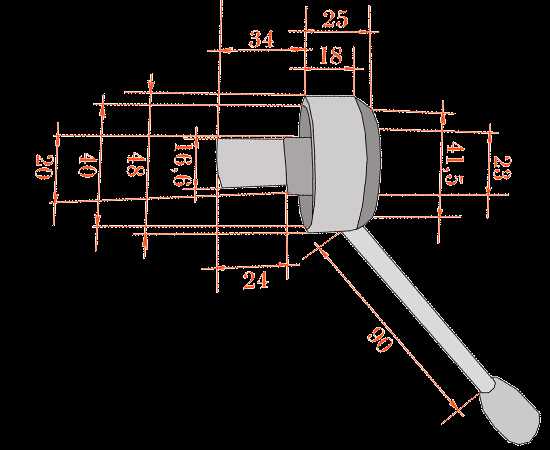
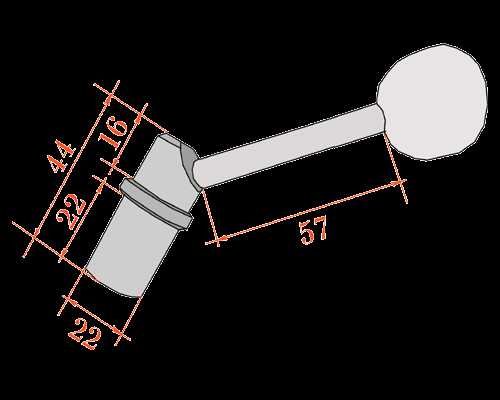
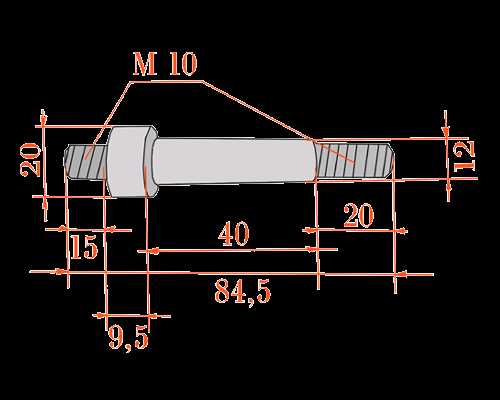
Открыть или скачать одним файлом зскиз для станков Sieg C3 ,Калибр СТМ-350, JET BD-7 Резцедержатель быстросменный …
На мой взгляд, вышло не так плохо.
На днях добавил три кассеты и наконец установил упорный подшипник под гайку.
Вот как это выглядит.




Переделал надпись, теперь она гравированная.

На одну кассету добавил ролики для накатки, теперь у меня будет и мелкий и крупный рисунок.


Этой кассетой, прокатал для пробы регулировочные гайки.


Вот результат, остаётся только разрезать пружинку на три части и нарезать резьбу для винтов.

Удачи всем в занятиях творчеством, и много свободного времени.
alenkindom.ru