Центр вращающийся гост 8742 75 – 8742-75. .
alexxlab | 05.08.2019 | 0 | Разное
Центры станочные вращающиеся. Типы и основные размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЦЕНТРЫ СТАНОЧНЫЕ ВРАЩАЮЩИЕСЯ
ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
ГОСТ 8742-75
ГОСУДАРСТВЕННЫЙ
КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЦЕНТРЫ СТАНОЧНЫЕ ВРАЩАЮЩИЕСЯ Типы и основные размеры Machine tool rotary centres Types and basic dimensions | ГОСТ |
Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г № 2915 срок действия установлен
с 01.01.1978 г.
до 01.01.1983 г.
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на вращающиеся центры для токарных станков, в том числе для станков с числовым программным управлением (ЧПУ).
(Измененная редакция, Изм. № 2)
2. Центры должны изготавливаться двух типов:
А – с постоянным центровым валиком;
Б – с насадкой на центровой валик.
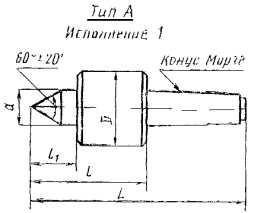
3. Основные размеры вращающихся центров должны соответствовать указанным на чертеже и в таблице.
Примечание. Чертеж не определяет конструкцию центров.
(Измененная редакция, Изм. № 2)
мм
Конус Морзе | Серия | d | D | L | l | D1 | l1 | ||
1-й ряд | 2-й ряд | 1-й ряд | 2-й ряд | ||||||
Не более | Не менее | ||||||||
2 | Нормальная | 22 | 56 | 160 | 90 | 56 | 24 | ||
3 | 25 | 63 | 180 | 185 | 94 | 99 | 63 | 26 | |
4 | 28 | 71 | 210 | 225 | 101 | 116 | 71 | 30 | |
5 | 32 | 80 | 240 | 260 | 104 | 124 | 80 | 34 | |
4 | Усиленная | 36 | 75 | 220 | 235 | 111 | 126 | 75 | 36 |
5 | 40 | 90 | 250 | 275 | 114 | 139 | 90 | 45 | |
6 | 56 | 125 | 340 | 360 | 150 | 125 | 56 | ||
Примечание. Вращающиеся центры нормальной серии по заказу потребителя могут изготавливаться повышенной точности.
Размеры по 2-му ряду для центров к станкам с числовым программным управлением (ЧПУ)
(Измененная редакция, Изм. № 2)
Пример условного обозначения центра типа А, исполнения 1 с конусом Морзе 4, нормальной серии:
Центр А-1-4-Н ГОСТ 8742-75
то же, усиленной серии:
Центр А-1-4-У ГОСТ 8742-75
То же, нормальной серии повышенной точности:
Центр А-1-4-НП ГОСТ 8742-75
То же, для станков с числовым программным управлением:
Центр А-1-4-Н ЧПУ ГОСТ 8742-75
То же, усиленной серии для станков с числовым программным управлением:
Центр А-1-4-У ЧПУ ГОСТ 8742-75
То же, нормальной серии повышенной точности для станков с числовым программным управлением:
Центр А-1-4-НП ЧПУ ГОСТ 8742-75
(Измененная редакция, Изм. № 1, 2)
4. Центровой валик центров типа А на длине l1 должен иметь твердость не менее HRCэ 59.
5. Насадка центров типа Б должна иметь твердость по наружному конусу не менее HRCэ 59.
(Измененная редакция, Изм. № 2)
6. Твердость посадочной конической поверхности центрового валика центров типа Б должна быть не менее HRCэ 51,5.
(Измененная редакция, Изм. № 2)
7. Твердость конуса Морзе хвостовика должна быть не менее HRCэ 46,5.
(Измененная редакция, Изм. № 2)
8. Конусы Морзе – по СТ СЭВ 147-75.
9. Радиальное биение конуса центрового валика центра не должно быть более;
для нормальной серии…………………………………………………………………… 0,0112 мм
для нормальной серии повышенной точности………………………………… 0,006 мм
для усиленной серии……………………………………………………………………… 0,016 мм
10. При вращении корпуса центра относительно неподвижного центрового валика радиальное биение хвостовика не должно быть более:
для нормальной серии…………………………………………………………………… 0,0,30 мм
для нормальной серии повышенной точности………………………………… 0,016 мм
для усиленной серии……………………………………………………………………… 0,040 мм
standartgost.ru
ГОСТ 8742-75 Центры станочные вращающиеся. Типы и основные размеры
Текст ГОСТ 8742-75 Центры станочные вращающиеся. Типы и основные размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
ЦЕНТРЫ СТАНОЧНЫЕ ВРАЩАЮЩИЕСЯ
ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
ГОСТ 8742—75
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
УДК 621.9—229.335 : 006J54 Группа Г27
Г О С У Д А РСТВЕННЫ Й СТАНДАРТ СОЮЗА С С Р
ЦЕНТРЫ СТАНОЧНЫЕ ВРАЩАЮЩИЕСЯ
Типы и основные размеры
Machine tool rotary centres Types and basic dimensions
гост
8742-75*
Взамен
ГОСТ 8742—62
Постановлением Государственного комитета стандарт?* Совета Министров СССР от 14 ноабра 1975 г. № 2915 срок действия установлен
с 01.01 1978 г. до 01,01 1983 г.
Несоблюдение стандарта преследуете* по закону
1. Настоящий стандарт распространяется на вращающиеся центры для токарных станков.
Стандарт соответствует рекомендации СЭВ по стандартизации PC 228—64 в части размеров конусов Морзе.
2. Центры должны изготавливаться двух типов:
А — с постоянным центровым валиком;
Б — с насадкой на центровой валик.
3. Основные размеры вращающихся центров должны соответствовать указанным на чертеже и в таблице.
Издание официальное Перепечатка воспрещена
★
* Переиздание (декабрь 1980 г.) с Изме^ением № 1, утвержденным в июне 1980 г. (ИУС 9—SO).
© Издательство стандартов, 1981
Тип_А
И( nu/uietiuP 1
JU*
Примечание. Чертеж не определяет конструкцию центров.
мм
|
Конус Морзе |
Серия |
d |
D |
L |
1 |
U | |
|
Не более |
1 Не менее | ||||||
|
2 |
Нормальная |
22 |
56 |
160 |
90 |
56 |
24 |
|
3 |
25 |
63 |
180 |
94 |
63 |
26 | |
|
4 |
28 |
71 |
210 |
101 |
71 |
W | |
|
5 |
32 |
80 |
240 |
104 |
80 |
34 | |
|
4 |
Усиленная |
36 |
75 |
220 |
111 |
75 |
36 |
|
5 |
40 |
90 |
250 |
114 |
90 |
45 | |
|
6 |
56 |
125 |
340 |
150 |
125 |
56 | |
Примечание. Вращающиеся центры нормальной серии по заказу потребителя могут изготавливаться повышенной точности.
Пример условного обозначения центра типа А, исполнения 1 с конусом Морзе 4, нормальной серии:
Центр А-1—4-Н ГОСТ 8742—75
то же, усиленной серии:
Центр А-1—4-У ГОСТ 8742—75
То же, нормальной серии повышенной точности:
Центр А-1—4-НП ГОСТ 8742—75
(Введен дополнительно, Изм. № 1).
4. Центровой валик центров типа А на длине 1\ должен иметь твердость не менее HRC 58.
5. Насадка центров типа Б должна иметь твердость по наружному конусу не менее HRC 58.
6. Твердость посадочной конической поверхности центрового валика центров типа Б должна быть не менее HRC 50.
7. Твердость конуса Морзе хвостовика должна быть не менее HRC 45.
8. Конусы Морзе — по СТ СЭВ 147—75.
9. Радиальное биение конуса центрового валика центра не должно быть более;
для нормальной серии ………..О,№12 мм
для нормальной серии повышенной точности , . . 0,006 мм
для усиленной серии…………0,010 мм
10. При вращении корпуса центра относительно неподвижного центрового валика радиальное биение хвостовика не должно быть более:
для нормальной серии ………..0.Q30 мм
для нормальной серии повышенной точности . . . 0,016 мм
для усиленной серии………… 0,040 мм
Редактор М. В. Глушкова Технический редактор Ф. И. Шрайбштейн Корректор В. А. Ряукайте
Сдано в наб. 05.05.81 Поди, в печ. 07.08.S1 0,375 п. л. 0,20 уч.-нзд. л. Тир. 6000 Цена 3 коп.
Ордена «Знак Почета- Издательство стандартов, Москва, Д-557, Новопресненский пер., д. 3. Вильнюсская типография Издательства стандартов, ул, Миндауго 12/14. Зак. 1964
Изменение ЛЬ 2 ГОСТ 8742—75 Центры станочные вращающиеся. Типы и основ* ные размеры
Постановлением Государственного комитета СССР по стандартам от 15.12.82 ЛЬ 4752 срок введения установлен
с 01.07.83
Пункт 1. Первый абзац дополнить словами; «в том числе для станков с числовым программным управлением (ЧПУ)»;
(Продолжение см. сгр, 118)
второй абзац исключить.
Пункт Э. Чертеж. 1Ът А. Исполнение 2. Исключить размер: 2; таблица. Графы Lai изложить в новой редакции:
(Продолжение см. стр. 119)
|
Конус Морзе |
Серия |
L |
1 | ||
|
1-Й ряд |
2-й ряд |
1-й ряд |
2-Д ряд | ||
|
не более | |||||
|
2 |
Нормальная |
160 |
90 | ||
|
3 |
180 |
185 |
94 |
99 | |
|
4 |
210 |
225 |
101 |
по | |
|
5 |
240 |
260 |
104 |
124 | |
|
4 |
Усиленная |
220 |
235 |
111 |
126 |
|
5 |
250 |
275 |
114 |
139 | |
|
6 |
340 |
360 |
150 |
170 | |
(Продолжение см* стр. 120)
Примечание дополнить абзацем: «Размеры по 2-му ряду для центров к станкам с числовым программным управлением (ЧПУ)».
Примеры условных обозначений дополнить примерами:
«То же* для станков с числовым программным управлением:
Центр А—1—4—Н ЧЛУ ГОСТ 8742—75
То же, усиленной серии для станков с числовым программным управлением:
Центр А—1—4—У ЧПУ ГОСТ 8742—75
То же, нормальной серии повышенной точности для станков с числовы» программным управлением:
Центр А—1—4—ИЛ ЧЛУ ГОСТ 8742—75»
Пункты 4, 5. Заменить значение: HRC 58 на HRC9 59.
Пункт 6. Заменить значение: HRC 50 на HRC3 51,5.
Пункт 7. Заменить значение: HRC 45 на HRC3 45,5.
(ИУС № 3 1983 г.)
allgosts.ru
Центры станочные вращающиеся. Типы и основные размеры
ГОСТ 8742-75*
Группа Г27
ЦЕНТРЫ СТАНОЧНЫЕ ВРАЩАЮЩИЕСЯ
Типы и основные размеры
Machine tool rotary centres. Types and basic dimensions
Дата введения 1978-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г. N 2915 срок действия установлен с 01.01.78
ВЗАМЕН ГОСТ 8742-62
* ПЕРЕИЗДАНИЕ (март 1987 г.) с Изменениями N 1, 2, утвержденными в июне 1980 г., декабре 1982 г. (ИУС 9-80, 3-83).
1. Настоящий стандарт распространяется на вращающиеся центры для токарных станков, в том числе для станков с числовым программным управлением (ЧПУ).
(Измененная редакция, Изм. N 2).
2. Центры должны изготовляться двух типов:
А – с постоянным центровым валиком;
Б – с насадкой на центровой валик.
3. Основные размеры вращающихся центров должны соответствовать указанным на чертеже и в таблице.
Тип А
Тип Б
Примечание. Чертеж не определяет конструкцию центров.
мм
Конус Морзе | Серия | ||||||||
1-й ряд | 2-й ряд | 1-й ряд | 2-й ряд | ||||||
не более | не менее | ||||||||
2 | Нормальная | 22 | 56 | 160 | 90 | 56 | 24 | ||
3 | 25 | 63 | 180 | 185 | 94 | 99 | 63 | 26 | |
4 | 28 | 71 | 210 | 225 | 101 | 116 | 71 | 30 | |
5 | 32 | 80 | 240 | 260 | 104 | 124 | 80 | 34 | |
4 | Усиленная | 36 | 75 | 220 | 235 | 111 | 126 | 36 | |
5 | 40 | 90 | 250 | 275 | 114 | 139 | 90 | 45 | |
6 | 56 | 125 | 340 | 360 | 150 | 170 | 125 | 56 | |
Примечание. Вращающиеся центры нормальной серии по заказу потребителя могут изготавливаться повышенной точности. Размеры по 2-му ряду для центров к станкам с числовым программным управлением (ЧПУ).
Пример условного обозначения центра типа А, исполнения 1 с конусом Морзе 4, нормальной серии:
Центр А-1-4-Н ГОСТ 8742-75
то же, усиленной серии:
Центр А-1-4-У ГОСТ 8742-75
То же, нормальной серии повышенной точности:
Центр А-1-4-НП ГОСТ 8742-75
То же, для станков с числовым программным управлением:
Центр А-1-4-Н ЧПУ ГОСТ 8742-75
То же, усиленной серии для станков с числовым программным управлением:
Центр А-1-4-У ЧПУ ГОСТ 8742-75
То же, нормальной серии повышенной точности для станков с числовым программным управлением:
Центр А-1-4-НП ЧПУ ГОСТ 8742-75
(Измененная редакция, Изм. N 1, 2).
4. Центровой валик центров типа А на длине должен иметь твердость не менее 59 НRС.
5. Насадка центров типа Б должна иметь твердость по наружному конусу не менее 59 НRС.
6. Твердость посадочной конической поверхности центрового валика центров типа Б должна быть не менее 51,5 НRС.
7. Твердость конуса Морзе хвостовика должна быть не менее 46,5 НRС.
(Измененная редакция, Изм. N 2).
8. Конусы Морзе – по ГОСТ 25557-82*.
_______________
* На территории Российской Федерации действует ГОСТ 25557-2006. – Примечание изготовителя базы данных.
9. Радиальное биение конуса, центрового валика центра не должно быть более:
для нормальной серии | 0,012 мм |
для нормальной серии повышенной точности | 0,006 мм |
для усиленной серии | 0,016 мм |
10. При вращении корпуса центра относительно неподвижного центрового валика радиальное биение хвостовика не должно быть более:
для нормальной серии | 0,030 мм |
для нормальной серии повышенной точности | 0,016 мм |
для усиленной серии | 0,040 мм |
Электронный текст документа
подготовлен ЗАО “Кодекс” и сверен по:
официальное издание
М.: Издательство стандартов, 1988
star-pro.ru
ГОСТ 8742-75 Центры станочные вращающиеся. Типы и основные размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЦЕНТРЫ СТАНОЧНЫЕ ВРАЩАЮЩИЕСЯ
ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
ГОСТ 8742-75
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЦЕНТРЫ СТАНОЧНЫЕ ВРАЩАЮЩИЕСЯ Типы и основные размеры Machine tool rotary centres Types and basic dimensions | ГОСТ Взамен |
Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г № 2915 срок действия установлен
с 01.01.1978 г.
до 01.01.1983 г.
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на вращающиеся центры для токарных станков, в том числе для станков с числовым программным управлением (ЧПУ).
(Измененная редакция, Изм. № 2)
2. Центры должны изготавливаться двух типов:
А – с постоянным центровым валиком;
Б – с насадкой на центровой валик.
3. Основные размеры вращающихся центров должны соответствовать указанным на чертеже и в таблице.

Примечание. Чертеж не определяет конструкцию центров.
(Измененная редакция, Изм. № 2)
мм
Конус Морзе | Серия | d | D | L | l | D1 | l1 | ||
1-й ряд | 2-й ряд | 1-й ряд | 2-й ряд | ||||||
Не более | Не менее | ||||||||
2 | Нормальная | 22 | 56 | 160 | 90 | 56 | 24 | ||
3 | 25 | 63 | 180 | 185 | 94 | 99 | 63 | 26 | |
4 | 28 | 71 | 210 | 225 | 101 | 116 | 71 | 30 | |
5 | 32 | 80 | 240 | 260 | 104 | 124 | 80 | 34 | |
4 | Усиленная | 36 | 75 | 220 | 235 | 111 | 126 | 75 | 36 |
5 | 40 | 90 | 250 | 275 | 114 | 139 | 90 | 45 | |
6 | 56 | 125 | 340 | 360 | 150 | 170 | 125 | 56 | |
Примечание. Вращающиеся центры нормальной серии по заказу потребителя могут изготавливаться повышенной точности.
Размеры по 2-му ряду для центров к станкам с числовым программным управлением (ЧПУ)
(Измененная редакция, Изм. № 2)
Пример условного обозначения центра типа А, исполнения 1 с конусом Морзе 4, нормальной серии:
Центр А-1-4-Н ГОСТ 8742-75
то же, усиленной серии:
Центр А-1-4-У ГОСТ 8742-75
То же, нормальной серии повышенной точности:
Центр А-1-4-НП ГОСТ 8742-75
То же, для станков с числовым программным управлением:
Центр А-1-4-Н ЧПУ ГОСТ 8742-75
То же, усиленной серии для станков с числовым программным управлением:
Центр А-1-4-У ЧПУ ГОСТ 8742-75
То же, нормальной серии повышенной точности для станков с числовым программным управлением:
Центр А-1-4-НП ЧПУ ГОСТ 8742-75
(Измененная редакция, Изм. № 1, 2)
4. Центровой валик центров типа А на длине l1 должен иметь твердость не менее HRCэ 59.
5. Насадка центров типа Б должна иметь твердость по наружному конусу не менее HRCэ 59.
(Измененная редакция, Изм. № 2)
6. Твердость посадочной конической поверхности центрового валика центров типа Б должна быть не менее HRCэ 51,5.
(Измененная редакция, Изм. № 2)
7. Твердость конуса Морзе хвостовика должна быть не менее HRCэ 46,5.
(Измененная редакция, Изм. № 2)
8. Конусы Морзе – по СТ СЭВ 147-75.
9. Радиальное биение конуса центрового валика центра не должно быть более;
для нормальной серии…………………………………………………………………… 0,0112 мм
для нормальной серии повышенной точности………………………………… 0,006 мм
для усиленной серии……………………………………………………………………… 0,016 мм
10. При вращении корпуса центра относительно неподвижного центрового валика радиальное биение хвостовика не должно быть более:
для нормальной серии…………………………………………………………………… 0,0,30 мм
для нормальной серии повышенной точности………………………………… 0,016 мм
для усиленной серии……………………………………………………………………… 0,040 мм
www.opengost.ru
ГОСТ 8742-75 ЦЕНТРЫ СТАНОЧНЫЕ ВРАЩАЮЩИЕСЯ ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЦЕНТРЫ СТАНОЧНЫЕ ВРАЩАЮЩИЕСЯ
ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
ГОСТ 8742-75
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЦЕНТРЫ СТАНОЧНЫЕ ВРАЩАЮЩИЕСЯ Типы и основные размеры Machine tool rotary centres Types and basic dimensions | ГОСТ Взамен |
Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г № 2915 срок действия установлен с 01.01.1978 г.до 01.01.1983 г.
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на вращающиеся центры для токарных станков, в том числе для станков с числовым программным управлением (ЧПУ).
(Измененная редакция, Изм. № 2)
2. Центры должны изготавливаться двух типов:
А – с постоянным центровым валиком;
Б – с насадкой на центровой валик.
3. Основные размеры вращающихся центров должны соответствовать указанным на чертеже и в таблице.
Примечание. Чертеж не определяет конструкцию центров.
(Измененная редакция, Изм. № 2)
мм
Конус Морзе | Серия | d | D | L | l | D1 | l1 | ||
1-й ряд | 2-й ряд | 1-й ряд | 2-й ряд | ||||||
Не более | Не менее | ||||||||
2 | Нормальная | 22 | 56 | 160 | 90 | 56 | 24 | ||
3 | 25 | 63 | 180 | 185 | 94 | 99 | 63 | 26 | |
4 | 28 | 71 | 210 | 225 | 101 | 116 | 71 | 30 | |
5 | 32 | 80 | 240 | 260 | 104 | 124 | 80 | 34 | |
4 | Усиленная | 36 | 75 | 220 | 235 | 111 | 126 | 75 | 36 |
5 | 40 | 90 | 250 | 275 | 114 | 139 | 90 | 45 | |
6 | 56 | 125 | 340 | 360 | 150 | 170 | 125 | 56 | |
Примечание. Вращающиеся центры нормальной серии по заказу потребителя могут изготавливаться повышенной точности.
Размеры по 2-му ряду для центров к станкам с числовым программным управлением (ЧПУ)
(Измененная редакция, Изм. № 2)
Пример условного обозначения центра типа А, исполнения 1 с конусом Морзе 4, нормальной серии:
Центр А-1-4-Н ГОСТ 8742-75
то же, усиленной серии:
Центр А-1-4-У ГОСТ 8742-75
То же, нормальной серии повышенной точности:
Центр А-1-4-НП ГОСТ 8742-75
То же, для станков с числовым программным управлением:
Центр А-1-4-Н ЧПУ ГОСТ 8742-75
То же, усиленной серии для станков с числовым программным управлением:
Центр А-1-4-У ЧПУ ГОСТ 8742-75
То же, нормальной серии повышенной точности для станков с числовым программным управлением:
Центр А-1-4-НП ЧПУ ГОСТ 8742-75
(Измененная редакция, Изм. № 1, 2)
4. Центровой валик центров типа А на длине l1 должен иметь твердость не менее HRCэ 59.
5. Насадка центров типа Б должна иметь твердость по наружному конусу не менее HRCэ 59.
(Измененная редакция, Изм. № 2)
6. Твердость посадочной конической поверхности центрового валика центров типа Б должна быть не менее HRCэ 51,5.
(Измененная редакция, Изм. № 2)
7. Твердость конуса Морзе хвостовика должна быть не менее HRCэ 46,5.
(Измененная редакция, Изм. № 2)
8. Конусы Морзе – по СТ СЭВ 147-75.
9. Радиальное биение конуса центрового валика центра не должно быть более;
для нормальной серии…………………………………………………………………… 0,0112 мм
для нормальной серии повышенной точности………………………………… 0,006 мм
для усиленной серии……………………………………………………………………… 0,016 мм
10. При вращении корпуса центра относительно неподвижного центрового валика радиальное биение хвостовика не должно быть более:
для нормальной серии…………………………………………………………………… 0,0,30 мм
для нормальной серии повышенной точности………………………………… 0,016 мм
для усиленной серии……………………………………………………………………… 0,040 мм
ГОСТ 8742-75.pdf
mirprom.ru
ГОСТ 8742-75 – Центры станочные вращающиеся. Типы и основные размеры.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЦЕНТРЫ СТАНОЧНЫЕ ВРАЩАЮЩИЕСЯ
ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
ГОСТ 8742-75
ГОСУДАРСТВЕННЫЙ
КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г № 2915 срок действия установлен
с 01.01.1978 г.
до 01.01.1983 г.
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на вращающиеся центры для токарных станков, в том числе для станков с числовым программным управлением (ЧПУ).
(Измененная редакция, Изм. № 2)
2. Центры должны изготавливаться двух типов:
А – с постоянным центровым валиком;
Б – с насадкой на центровой валик.
3. Основные размеры вращающихся центров должны соответствовать указанным на чертеже и в таблице.

Примечание. Чертеж не определяет конструкцию центров.
(Измененная редакция, Изм. № 2)
мм
|
Конус Морзе |
Серия |
d |
D |
L |
l |
D1 |
l1 |
||
|
1-й ряд |
2-й ряд |
1-й ряд |
2-й ряд |
||||||
|
Не более |
Не менее |
||||||||
|
2 |
Нормальная |
22 |
56 |
160 |
90 |
56 |
24 |
||
|
3 |
25 |
63 |
180 |
185 |
94 |
99 |
63 |
26 |
|
|
4 |
28 |
71 |
210 |
225 |
101 |
116 |
71 |
30 |
|
|
5 |
32 |
80 |
240 |
260 |
104 |
124 |
80 |
34 |
|
|
4 |
Усиленная |
36 |
75 |
220 |
235 |
111 |
126 |
75 |
36 |
|
5 |
40 |
90 |
250 |
275 |
114 |
139 |
90 |
45 |
|
|
6 |
56 |
125 |
340 |
360 |
150 |
170 |
125 |
56 |
|
Примечание. Вращающиеся центры нормальной серии по заказу потребителя могут изготавливаться повышенной точности.
Размеры по 2-му ряду для центров к станкам с числовым программным управлением (ЧПУ)
(Измененная редакция, Изм. № 2)
Пример условного обозначения центра типа А, исполнения 1 с конусом Морзе 4, нормальной серии:
Центр А-1-4-Н ГОСТ 8742-75
то же, усиленной серии:
Центр А-1-4-У ГОСТ 8742-75
То же, нормальной серии повышенной точности:
Центр А-1-4-НП ГОСТ 8742-75
То же, для станков с числовым программным управлением:
Центр А-1-4-Н ЧПУ ГОСТ 8742-75
То же, усиленной серии для станков с числовым программным управлением:
Центр А-1-4-У ЧПУ ГОСТ 8742-75
То же, нормальной серии повышенной точности для станков с числовым программным управлением:
Центр А-1-4-НП ЧПУ ГОСТ 8742-75
(Измененная редакция, Изм. № 1, 2)
4. Центровой валик центров типа А на длине l1 должен иметь твердость не менее HRCэ 59.
5. Насадка центров типа Б должна иметь твердость по наружному конусу не менее HRCэ 59.
(Измененная редакция, Изм. № 2)
6. Твердость посадочной конической поверхности центрового валика центров типа Б должна быть не менее HRCэ 51,5.
(Измененная редакция, Изм. № 2)
7. Твердость конуса Морзе хвостовика должна быть не менее HRCэ 46,5.
(Измененная редакция, Изм. № 2)
8. Конусы Морзе – по СТ СЭВ 147-75.
9. Радиальное биение конуса центрового валика центра не должно быть более;
для нормальной серии…………………………………………………………………… 0,0112 мм
для нормальной серии повышенной точности………………………………… 0,006 мм
для усиленной серии……………………………………………………………………… 0,016 мм
10. При вращении корпуса центра относительно неподвижного центрового валика радиальное биение хвостовика не должно быть более:
для нормальной серии…………………………………………………………………… 0,0,30 мм
для нормальной серии повышенной точности………………………………… 0,016 мм
для усиленной серии……………………………………………………………………… 0,040 мм
snipov.net
ГОСТ 8742-75 – Центры станочные вращающиеся. Типы и основные размеры
ГОСТ 8742-75*
Группа Г27
ЦЕНТРЫ СТАНОЧНЫЕ ВРАЩАЮЩИЕСЯ
Типы и основные размеры
Machine tool rotary centres. Types and basic dimensions
Дата введения 1978-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г. N 2915 срок действия установлен с 01.01.78
ВЗАМЕН ГОСТ 8742-62
* ПЕРЕИЗДАНИЕ (март 1987 г.) с Изменениями N 1, 2, утвержденными в июне 1980 г., декабре 1982 г. (ИУС 9-80, 3-83).
1. Настоящий стандарт распространяется на вращающиеся центры для токарных станков, в том числе для станков с числовым программным управлением (ЧПУ).
(Измененная редакция, Изм. N 2).
2. Центры должны изготовляться двух типов:
А – с постоянным центровым валиком;
Б – с насадкой на центровой валик.
3. Основные размеры вращающихся центров должны соответствовать указанным на чертеже и в таблице.
Тип А
Тип Б
Примечание. Чертеж не определяет конструкцию центров.
мм
Конус Морзе | Серия | ||||||||
1-й ряд | 2-й ряд | 1-й ряд | 2-й ряд | ||||||
не более | не менее | ||||||||
2 | Нормальная | 22 | 56 | 160 | 90 | 56 | 24 | ||
3 | 25 | 63 | 180 | 185 | 94 | 99 | 63 | 26 | |
4 | 28 | 71 | 210 | 225 | 101 | 116 | 71 | 30 | |
5 | 32 | 80 | 240 | 260 | 104 | 124 | 80 | 34 | |
4 | Усиленная | 36 | 75 | 220 | 235 | 111 | 126 | 75 | 36 |
5 | 40 | 90 | 250 | 275 | 114 | 139 | 90 | 45 | |
6 | 56 | 125 | 340 | 360 | 150 | 170 | 125 | 56 | |
Примечание. Вращающиеся центры нормальной серии по заказу потребителя могут изготавливаться повышенной точности. Размеры по 2-му ряду для центров к станкам с числовым программным управлением (ЧПУ).
Пример условного обозначения центра типа А, исполнения 1 с конусом Морзе 4, нормальной серии:
Центр А-1-4-Н ГОСТ 8742-75
то же, усиленной серии:
Центр А-1-4-У ГОСТ 8742-75
То же, нормальной серии повышенной точности:
Центр А-1-4-НП ГОСТ 8742-75
То же, для станков с числовым программным управлением:
Центр А-1-4-Н ЧПУ ГОСТ 8742-75
То же, усиленной серии для станков с числовым программным управлением:
Центр А-1-4-У ЧПУ ГОСТ 8742-75
То же, нормальной серии повышенной точности для станков с числовым программным управлением:
Центр А-1-4-НП ЧПУ ГОСТ 8742-75
(Измененная редакция, Изм. N 1, 2).
4. Центровой валик центров типа А на длине должен иметь твердость не менее 59 НRС.
5. Насадка центров типа Б должна иметь твердость по наружному конусу не менее 59 НRС.
6. Твердость посадочной конической поверхности центрового валика центров типа Б должна быть не менее 51,5 НRС.
7. Твердость конуса Морзе хвостовика должна быть не менее 46,5 НRС.
(Измененная редакция, Изм. N 2).
8. Конусы Морзе – по ГОСТ 25557-82*.
_______________
* На территории Российской Федерации действует ГОСТ 25557-2006. – Примечание изготовителя базы данных.
9. Радиальное биение конуса, центрового валика центра не должно быть более:
для нормальной серии | 0,012 мм |
для нормальной серии повышенной точности | 0,006 мм |
для усиленной серии | 0,016 мм |
10. При вращении корпуса центра относительно неподвижного центрового валика радиальное биение хвостовика не должно быть более:
для нормальной серии | 0,030 мм |
для нормальной серии повышенной точности | 0,016 мм |
для усиленной серии | 0,040 мм |
mvesta.ru