Часовой станок с 1: С-1 Станок токарный настольный часовой. Схемы, описание, характеристики
alexxlab | 05.07.2023 | 0 | Разное
С-1 Станок токарный настольный часовой. Схемы, описание, характеристики
Сведения о производителе токарного станка С-1
Производитель токарного часового станка модели С-1 – Пензенский часовой завод “Заря”. Станок выпускался в 50-е годы прошлого века.
Станок С 1 изготовлен по бразцу станка Schaublin 70 швейцарской фирмы Schaublin, основанной в 1915 году.
На просторах страны можно встретить станки С-1 производства Дубненский литейно-механический завод “Октябрь” – г. Дубно Ровенской области, Украина.
Станки, выпускаемые Пензенским часовым заводом “Заря”
- С-1 – Станок токарный настольный часовой Ø 170, РМЦ 350 мм
- С-28 – Станок токарный настольный часовой Ø 200, РМЦ 280 мм
С-1 Станок токарный настольный часовой. Назначение, область применения
Станок С-1 является настольным прецизионным токарным станком и предназначается для всевозможных мелких чистовых токарных работ в приборостроении, при производстве инструмента, для часовой индустрии. Станок снабжен устройством фрезерования и шлифования.
Станок снабжен устройством фрезерования и шлифования.
Для выполнения массовых операций в основных цехах часового производства целесообразно использовать токарный станок модели С-1А. Станок С-1а имеет рычажный суппорт, рычажный цанговый зажим на передней и задней бабке, и не имеет фрезерного и шлифовального приспособлений.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Сверление и ряд других работ
- Несложные фрезерные и доводочные работы
- Шлифование
Комплект поставки токарного станка с-1
- Станина
- Передняя бабка, имеющая ручной винтовой цанговый зажим. Шпиндель на подшипниках скольжения
- Задняя бабка, винтовая
- Винтовой суппорт с резцедержателем
- Люнет
- Контрпривод основной
- Контрпривод для приспособлений
- Приспособление для фрезерования
- Приспособление для шлифования
- Комплект цанг из 15 шт, для передней бабки
- Передний центр
- Поводковая планшайба
- Задний центр
- Комплект цанг из 4 шт для фрезерного приспособления
- Запасные части к станку
- ключи
Выбор люфта переднего подшипника производятся гайкой, помещенной на шпинделе и стопорящейся винтами. Выбор люфта заднего подшипника производится гайкой, помещенной на заднем конце подшипника.
Выбор люфта заднего подшипника производится гайкой, помещенной на заднем конце подшипника.
Если задний подшипник сработался и не поддается регулировке гайкой, то следует подогнать имеющуюся в нем прокладку.
Выбор люфтов в суппортах производится при помощи клиньев.
Габаритные размеры рабочего пространства токарного станка С-1
Габаритные размеры рабочего пространства токарного станка С-1
Фото токарного станка С-1
Фото токарного станка С-1
Фото токарного станка С-1
Фото токарного часового станка Schaublin-70
Фото токарного часового станка Schaublin-70
Фото токарного часового станка Schaublin-70
Фото токарного часового станка Schaublin-70. Смотреть в увеличенном масштабе
Фото токарного часового станка Schaublin-70
Фото токарного часового станка Schaublin-70. Смотреть в увеличенном масштабе
Общий вид токарного станка С-1
Общий вид токарного станка С-1
Общий вид токарного станка С-1. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Расположение органов управления токарным станком С-1
Расположение органов управления токарным станком С-1
Особенности конструкции станка и дополнительных приспособлений для станка с-1
Суппорт станка перемещается от руки вдоль станины и укрепляется в требуемом положении маховичком-гайкой 1 установленным под суппортом.
После установки и закрепления суппорта в нужном положении резец укрепляется на резцовой части суппорта и может перемещаться в поперечном направлении от маховичка 2, а в продольном — от маховичка 3. Величина поперечного и продольного перемещений суппорта регулируется лимбом с точностью до 0,1 мм.
Кроме того, резцовая часть суппорта может быть повернута на угол до 90°.
Для использования токарного станка при сверлении на заданную глубину пиноль задней бабки станка имеет деления. Каждое деление пиноли равно 1 мм.
Всего на пиноли имеется 70 делений.
Для выполнения сверлильной работы обрабатываемая деталь устанавливается в патроне передней бабки, сверло же укрепляется или непосредственно в пиноли задней бабки, или в патроне, вставляемом в заднюю бабку. Бабка подводится к обрабатываемой детали, закрепляется от продольного перемещения рукояткой 4, после чего вращением маховичка 5 сверлу сообщается подача, глубина же, на которую следует просверлить отверстия, контролируется по делениям пиноли.
Бабка подводится к обрабатываемой детали, закрепляется от продольного перемещения рукояткой 4, после чего вращением маховичка 5 сверлу сообщается подача, глубина же, на которую следует просверлить отверстия, контролируется по делениям пиноли.
При обработке детали в центрах на место сверла устанавливается задний центр, а пиноль закрепляется рукояткой 6 для предупреждения продольного перемещения.
Для закрепления детали в цанговом патроне пользуются маховичком 7 цангодержателя.
При обработке длинных и тонких деталей, т. е. деталей, длина которых в 10—12 раз больше диаметра, во избежание их прогиба устанавливают неподвижный (концевой) люнет, показанный на фиг. 16.
К рассматриваемому станку прилагаются устройства для фрезерования и шлифования, что придает ему некоторую универсальность, особенно необходимую при использовании станка в опытных цехах и лабораториях.
Устройство шлифования и фрезерования для станка С-1
Устройства для фрезерования и шлифования крепятся на суппорте станка.
На фиг. 17 показано устройство для шлифования, а на фиг. 18 — устройство для фрезерования. Рукоятка 1 служит для перемещения фрезерных салазок в вертикальном направлении, рукоятка 2 — для зажима ограничителя хода фрезы, а рукоятка 3 — для закрепления суппорта фрезы от вертикального перемещения (рукоятка для зажима клина).
Кинематическая схема устройств фрезерования для станка С-1
Кинематика передачи движения от приводного шкива контрпривода к шпинделю фрезы показана на фиг. 19.
На фиг. 19 с правой стороны показан двухступенчатый шкив, приводящийся в движение круглым ремнем от контрпривода устройства. Через вал движение передается к паре косозубых колес z1 и z2. От колеса z2 движение передается шпинделю, в котором при помощи цанги крепится фреза.
Для более полного использования фрезерного приспособления станок имеет еще одно устройство, которое дает возможность делить обрабатываемую деталь при фрезеровании на нужное число частей.
Для этой цели на торцах приводного шкива бабки с левой и правой сторон расположен ряд концентрических окружностей с надсверленными отверстиями. С левой стороны шкива располагаются три окружности, разделенные на 100, 60 и 48 равных частей, с правой же стороны располагается окружность, разделенная на 12 равных частей.
С левой стороны шкива располагаются три окружности, разделенные на 100, 60 и 48 равных частей, с правой же стороны располагается окружность, разделенная на 12 равных частей.
Для того чтобы шпиндель передней бабки с укрепленной на нем деталью не мог повертываться во время обработки, в одно- из отверстий входит стопорный штифт. Перед поворотом обрабатываем мой детали стопорный штифт выводится из отверстия, деталь поворачивается на нужный угол, и штифт снова вводится в соответствующее отверстие. Передняя бабка станка имеет два штифта — один для отверстий, расположенных с левого, а другой — для отверстий, расположенных с правого торца шкива.1
Кинематическая схема передачи движения от электродвигателя к шпинделю станка, а также к шпинделю шлифовального и фрезерного устройств приведена на фиг. 20. Станок приводится в движение от электродвигателя мощностью 0,52 кВт, делающего 1400 об/мин.
На валу электродвигателя установлен трехступенчатый шкив. Две ступени для плоского ремня предназначены для передачи движения основному контрприводу станка, а третья ступень для круглого ремня предназначена для передачи движения контрприводу устройства.
Кинематическая схема токарного станка С-1
Кинематическая схема токарного станка С-1
Передняя бабка токарного станка С-1
Передняя бабка токарного станка С-1
Передняя бабка токарного станка С-1. Смотреть в увеличенном масштабе
С-1 Станок токарный настольный часовой. Видеоролик.
Основные технические характеристики станка С-1
| Наименование параметра | Т-65 | С-1 | Т-28 |
|---|---|---|---|
| Основные параметры станка | |||
| Наибольший диаметр заготовки над станиной, мм | 120 | 170 | 130 |
| Наибольший диаметр заготовки над суппортом, мм | 30 | 50 | 14 |
| Высота центров над плоскими направляющими станины, мм | 65 | 102 | 65 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 200 | 350 | 220 |
| Наибольшая длина обтачивания без перестановки суппрта, мм | 70 | 95 | 55 |
| Наибольшая высота держателя резца, мм | 7 х 7 | 10 х 15 | 8 х 8 |
| Высота от опорной поверхности резца до линии центров, мм | 6 | 13. 5 5 | 6 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 50 | 30 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 10 | 20 | 10 |
| Конус Морзе шпинделя | № 1 | нет | № 0 |
| Число ступеней частот прямого вращения шпинделя | 3 | 11 | 3 |
| Частота прямого вращения шпинделя, об/мин | 77, 66, 55 | 3100..1500 | 1440, 2500, 4300 |
| Суппорт. Подачи | |||
| Наибольшее поперечное перемещение суппорта, мм | 70 | 98 | 55 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Наибольшее перемещение резцовых салазок, мм | 70 | 95 | 55 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Угол поворота резцовых салазок, град | ±90° | ±90° | ±60° |
| Задняя бабка | |||
| Конус задней бабки | Морзе №1 | Морзе №1 | Морзе №0 |
| Наибольшее перемещение пиноли, мм | 45 | 80 | 45 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 0,25 1400 об/мин | 0,52 2700 об/мин | 0,27 2800 об/мин |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 675 х 300 х 250 | 1000 х 660 х 1000 | 650 х 255 х 222 |
| Масса станка, кг | 19 | 70 | 25 |
Связанные ссылки. Дополнительная информация
Дополнительная информация
Часовые станки различных производителей | Станочный Мир
(Из книги Е. Васильева “Маленькие станки”)
Обычно такие станки не имеют ни патрона, ни резцедержателя. Заготовка закрепляется цангами, а точится ручными резцами с опорой на линейку-подручник – примерно как на токарном станке по дереву. Тем не менее, такие станки очень точные и достаточно дорогие. Станина маленького часового станка в виде стержня D-образного сечения (так называемый Женевский тип) обычно закреплена только одним краем. Привод шпинделя изначально был ножным от большого колеса и педали (как в швейной машине), позже применялись электродвигатели.
Часовые станки имеют очень много всяких приспособлений, среди которых встречаются и токарные патроны (трёх, четырёх и, реже, шести кулачковые), и резцедержатели на двухкоординатном и даже на трёхкоординатном столике. Шпиндель таких станков имеет сквозное внутреннее отверстие диаметром 8 мм (у редких моделей 10мм или 6мм) и вращается в бронзовых конических втулках.
Даже при оснащении двухкоординатным крестовым столиком, часовой станок не имеет продольной подачи суппорта, в общепринятом смысле. Резец перемещается вдоль заготовки по верхним салазкам, а поперёк – по нижним. Нижние салазки прикручены к станине и могут быть передвинуты по ней в нужное место после ослабления крепёжного винта. Диаметр патрона такого станка около 65мм. Длина часовых станков – 250-350мм.
Основные страны-производители часовых станков – это Германия, Швейцария, Англия, США. Сейчас такие станки производит, например, швейцарская фирма Бергеон (Bergeon). Цена современного часового станка может составлять 20 тысяч Евро и даже выше.
Часовой станочек фирмы Bergeon. Цена около $25000.
Цена на станок зависит, прежде всего, от количества приспособлений – всяких оправок, цанг, центров, делительных устройств и т.д. То есть полностью укомплектованный станок может состоять из собственно станка, изображённого на фото, плюс ещё два деревянных чемодана с различной оснасткой, которая и определяет стоимость всего комплекта.
На аукционе www.ebay.com старенький часовой станок с трёхкулачковым патроном и двухкоординатным столиком находит покупателя обычно за сумму от $350 и выше.
Токарный станок Boley F1 (довольно необычная компоновка станины)
Местное освещение на часовом токарном станочке (кстати, станина здесь может поворачиваться вокруг шпиндельной бабки).
“Schaublin 70“. Швейцарский Шаублин – что-то вроде короля в мире часовых станочков.
Королева тоже присутствует – высокомерная красавица Pultra, как обычно, вся в белом, и аккуратностью не уступит даже Шаублину.
Tony Griffith на своём известнейшем станочном сайте https://www.lathes.co.uk/ пишет, что Pultra в производстве станков достигла уникальной точности и гарантировала полную взаимозаменяемость отдельных частей с разных станков. Можно было переставить, например, заднюю бабку с другой Палтры, и станок сохранял прежнюю юстировку без потери точности.
Можно было переставить, например, заднюю бабку с другой Палтры, и станок сохранял прежнюю юстировку без потери точности.
Попутно, интересный факт о станках Палтра (Pultra): был вариант их установки на столы от промышленных швейных машин. Швейные машины в условиях производства создают такие сильные вибрации и нагрузки, что требования к столам для промышленных швейных машин не отличаются от требований к столам точных станков.
Фирма продолжала единичный выпуск станков, по крайней мере, до 2003 года, правда, на заказ и по очень высокой цене.
Белая Палтра мне нравится больше, но так как основные поставки этого станка были для военной промышленности, на этом фото Палтра более военного, зелёного цвета.
А в СССР когда-то вполне удачно скопировали Шаублин. Копия выпускалась, например, на Минском часовом заводе под именем Т-28. Фото с форума https://www.chipmaker.ru
Добротный механизм на фото – часовой станочек Gem Glorious. С большим делительным диском, зубофрезерным приспособлением и.. с оптическим прицелом!
С большим делительным диском, зубофрезерным приспособлением и.. с оптическим прицелом!
Часовой станок не точнее большого токарного, которые и сами бывают очень точными при своих больших размерах. Просто часовой станок предназначен для мелких деталей, изготовление которых требуют специальной оснастки и особых приёмов, таких как закрепление деталей в цангах, а не в патроне, применение кондукторов при сверлении инструментом малого диаметра и др.
Также, для обеспечения необходимой скорости резания при очень малом диаметре детали нужна высокая частота вращения шпинделя, зачастую недоступная большим станкам.
Часовой токарный станочек Star (Швейцария).
На фото задняя бабка придвинута к шпинделю, показано точное совпадение конусов.
Но основным фактором, влияющим на точность изготовления как таковую, являются руки мастера, работающего за станком. Часовщик достигает требуемой точности изготовления детали даже без крестового столика, работая обычным ручным резцом.
Студент Техасского Института Ювелирной Технологии за работой на часовом токарном станке.
Хорошо видно, как производится точение без крестового столика, простым ручным резцом с опорой на линейку. Фото с сайта https://www.frankpoye.com/time/
Часовщики частенько спрашивают меня, где купить токарный станок для изготовления деталей и какой он должен быть, чтобы можно было изготавливать оси для колёс, баланса, доводить цапфы на них, нарезать зубья на трибах. И можно ли на токарном станке резать зубья на колесе? Или нужен фрезерный?
Как раз сейчас наблюдаю за продажей такого станочка для часовщиков на аукционе https://www.ebay.co.uk – торги закончатся через сутки, посмотрим тогда на цену.
У этого станочка очень хорошее состояние и модель очень редкая – это цену повысит. Правда станок произведён в бывшей ГДР, то есть без звучного имени, и двигатель на 220В, в США такой в розетку не воткнуть, и описание на немецком – это цену снижает.
Но фото сами за себя говорят, вещь хорошая – такая будет дорого стоить (сейчас, за 20 часов до закрытия торгов цена 800 Евро). Обычно основные торги проходят на последней минуте, для этого есть даже специальные программы, позволяющие делать ставку автоматически, за несколько секунд до закрытия. То есть хорошие вещи достаются обычно не тем, кто за них предварительно торговался.
Станок имеет интересно выполненное фрезерное приспособление на “переламывающейся” станине.
Символическая начальная цена этого лота равнялась одному Евро, а всего за время торгов было сделано 53 ставки. Выиграл покупатель, сделавший только одну ставку, то есть до этого не торговавшийся, но победившая ставка сделана лишь за семь секунд до закрытия лота. В итоге станок продан по окончании торгов за 1600 Евро.
При этом за последнюю минуту торгов было сделано шесть ставок от покупателей, имеющих специальные программы для торгов, и настроивших эти программы на участие в аукционе в последнюю минуту. Именно между ними и проходил реальный торг. А все десять дней до этого был такой своеобразный цирк.
Именно между ними и проходил реальный торг. А все десять дней до этого был такой своеобразный цирк.
На фото этот станочек в чисто токарном варианте, без фрезерной приставки.
О покупке подобных станков и приспособлений можно поспрашивать и на часовых форумах. Дополнительно к этому, попадается очень редко что-то на www.molotok.ru, и на рынках в Москве иногда старые часовые станочки встречаются. И у антикваров можно что-то поискать.
Часовые заводы в СССР выпускали для внутреннего пользования часовые станки, в основном, копируя иностранные. В частном владении их было очевидно, очень мало, потому встретить сейчас их трудно, но вблизи от часовых заводов (в тех же городах, например Минск, Харьков, Челябинск) иногда встречаются станочки. Правда редко и бессистемно – то есть что-то можно купить, только если очень повезёт.
Ещё одно из предложений. Как видим, фрезерное приспособление уже в комплекте.
Но у этого станочка есть существенный недостаток: он для левши. И со слов владельца поменять руку простой перестановкой частей и разворотом узлов нельзя.
Конечно, Lorch – известный производитель часовых станочков с добрым именем. Но если станок нельзя перевернуть в состояние “под правую руку”, то работать на нём сможет только левша. И для него такой станочек – настоящая находка.
В одном из моих станочков был самодельный винт подачи с резьбой в другую сторону – мне показалось, что так совсем невозможно работать.
На фото – очень интересный часовой станочек. Сомневаюсь, что его можно назвать токарным. Это скорее целый “обрабатывающий центр”. Родом станок вроде бы с Украины, но уже переехал в Голландию.
Ремень (часового станка)
Передача вращения от двигателя к шпинделю часового станка обычно выполняется эластичным ремнём круглого сечения.
В токарной обработке часовых деталей, например, когда на оси диаметром 1 мм нужно обточить цапфу 0. 1 мм – круглый силиконовый ремень проблем не вызывает. И на фрезерном приводе, когда нарезается зубчик на тонкой шестерне, такой ремень справляется. А при резьбонарезной работе их конечно и не используют.
1 мм – круглый силиконовый ремень проблем не вызывает. И на фрезерном приводе, когда нарезается зубчик на тонкой шестерне, такой ремень справляется. А при резьбонарезной работе их конечно и не используют.
Для использования ремня круглого сечения шкивы имеют канавки треугольного профиля.
Если усилие чуть больше – привод выполняется плоским ремнём, например как на этом Шаублине. Также могут применяться и клиновые ремни, и даже зубчатые.
А для чисто часовой работы круглый длинный ремешок удобен, так как его можно протянуть куда угодно, по мере необходимости. Когда требуется поменять направление вращения, круглый ремень скрещивают восьмёркой. При этом ремень трётся сам об себя, да и ладно – усилия небольшие.
Глядя на этот часовой фрезерный станок, можно заметить, что круглый ремень допускает работу и на смещённых шкивах, не заботясь об их нахождении строго в одной плоскости.
Некоторые давно известные производители маленьких станков, за многие годы снискавшие признание и известность, продолжают их выпуск и сегодня.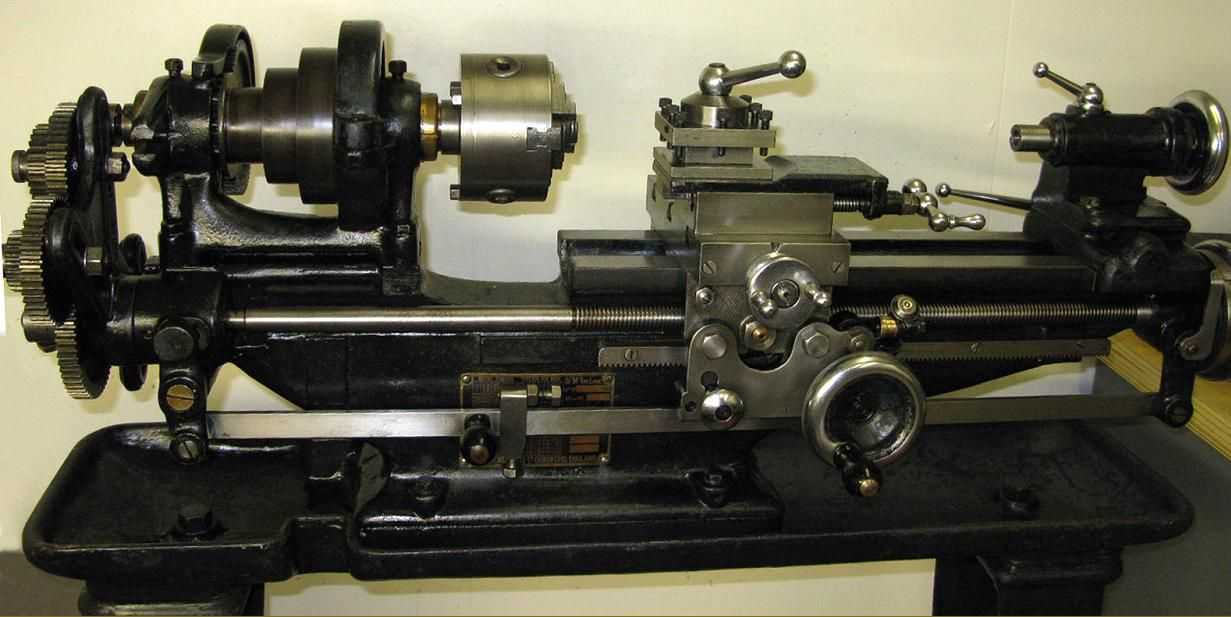 Современные часовые станки сейчас производит Cowells, Levin, Bergeon, Boley и Schaublin (из известных мне).
Современные часовые станки сейчас производит Cowells, Levin, Bergeon, Boley и Schaublin (из известных мне).
На фото: современный часовой токарный станок Cowells.
Фото из Фото галереи станков “Cowells”. Ещё один из таких современных часовых станков с давней историей – американский Levin.
На фото: токарный Levin с цифровой индикацией от Sony.
Немецкая фирма Boley GmbH также не нуждается в представлении.
На фото: токарный станок Boley Leinen WW 83
То обстоятельство, что какой-то из производителей, даже с громким именем, остался не названным, вовсе ни о чём не говорит – материалы по маленьким станкам, собранные здесь, не претендуют ни на полноту, ни на какую-то объективность. Я просто систематизировал имеющуюся у меня в наличии информацию, дополнив небольшими комментариями. Но ещё много кто остался не упомянутым. Например, Webster-Whitcomb, первые буквы этих фамилий дали название и часовым цангам WW-типа, и часовым станкам WW-типа, которые имеют станину с Т-образным пазом.
Но ещё много кто остался не упомянутым. Например, Webster-Whitcomb, первые буквы этих фамилий дали название и часовым цангам WW-типа, и часовым станкам WW-типа, которые имеют станину с Т-образным пазом.
Этот T-образный паз на центральном участке прорезан насквозь (на фото показан вид снизу).
Крестовой столик крепится через паз болтом снизу. Направляющие плоскости в этом типе станины получаются в виде усечённой треугольной призмы.
Второй вариант направляющей станины – “Женевский”, от швейцарских мастеров, где направляющая имеет D-образную форму круглого прутка с боковой лыской по всей длине.
Так выглядят WW-цанги для часового станочка, уложенные в красивой подставке-магазине.
Кварцевый тикающий механизм (машина), 1 год гарантии. – x8pick.com
Распродажа!
Рейтинг 2.00 из 5 на основании 1 отзыва клиента
₹
Резиновая и латунная шайба входят в комплект поставки в соответствии с количеством
Длина шпинделя *выберите длину шпинделя/вала 25мм17мм20мм23,5
.
Часовая и минутная стрелки *Выберите вариантНе требуетсяЧерный простой 1 [+₹15]Черный простой 2 [+₹15]Черный простой 3 [+₹15]Черный простой 4 [+₹15]Черный простой 5 [+₹15] Черный простой 6 [+₹15]Черный дизайн 1 [+₹20]Черный дизайн 2 [+₹20]Черный дизайн 3 [+₹20]Черный дизайн 4 [+₹20]Золотистый простой 1 [+₹20]Золотой простой 2 [+₹20]Золотой простой 3 [+₹20]Золотой дизайн 1 [+₹25]Золотой дизайн 2 [+₹25]Золотой дизайн 3 [+₹25]
.
Б/у *Выберите вариантНе требуетсяЧерныйЗолотистыйКрасный
.
Стальной подвес *
Требуется подвес [+₹25]
Подвес не требуется
.
Количество
R1 125 ₹
R2 110 ₹
R3 100 ₹ 9 0003
R4 80 ₹
R5
Навалом 60 ₹
Кварцевый тикающий механизм (автомат), 1 год гарантии. количество
количество
Товар будет отправлен в течение 3-5 рабочих дней
- Описание
- Отзывы (1)
- Больше предложений
- Политика магазина
- Запросы
Эти механизмы могут использоваться во многих проектах с циферблатами, изготовленными из различных материалов. Популярный выбор включает в себя старые грампластинки, колпачки ступиц, гончарные изделия и посуду, выбор в основном за вами, все, что вам нужно сделать, это установить правильную длину вала вашего механизма в соответствии с корпусом часов, просверлить центральное отверстие 8 мм ( диаметры валов стандартные 8мм) и найди куда его повесить!
Механизмы Takane будут служить заменой для многих серийно выпускаемых часов, срок службы которых подошел к концу. Для этого мы предлагаем варианты покупки без стрелок и цифр. Обратите внимание, что мы предоставим средний набор стрелок и цифр для клиентов, которые приобретут механизм СО стрелками и цифрами и не укажут свои предпочтения. Если вы хотите выбрать стрелки и цифры, пожалуйста, закажите их при заказе механизма(ов).
Для этого мы предлагаем варианты покупки без стрелок и цифр. Обратите внимание, что мы предоставим средний набор стрелок и цифр для клиентов, которые приобретут механизм СО стрелками и цифрами и не укажут свои предпочтения. Если вы хотите выбрать стрелки и цифры, пожалуйста, закажите их при заказе механизма(ов).
Убедитесь, что длина резьбы часового механизма достаточна для того, чтобы пройти через толщину материала, на который вы устанавливаете механизм (материалом циферблата часов может быть простой циферблат или декоративные элементы, такие как деревянная пластина).
Резьбовая часть вала (стержня) должна выходить из монтажной поверхности, оставляя около 1/8 дюйма длины для монтажного оборудования. (Примечание: некоторые часовые механизмы с нажимным механизмом не имеют резьбового вала.)
Общая длина стержня
При использовании стеклянного корпуса на часах помните об общей длине стержня (общая длина стойки). Вы должны убедиться, что под стеклом достаточно места, чтобы поместиться на всю длину вала, включая накидную гайку с минутной стрелкой, или если вы добавляете секундную стрелку.
Диаметр вала
Отверстие для крепления циферблата часов (или монтажный материал) должно иметь достаточно большой диаметр, чтобы через него прошел вал часового механизма.
Нет больше предложений для этого продукта!
Запросов пока нет.
Time Card Machine IAM10 для малого бизнеса
Установка времени между днями
Если у вашего сотрудника ночная смена, вы можете установить время отсечки, которое будет позже времени окончания ночной смены, не необходимо настроить график смен и легко отслеживать время.
Make Perfect Print
Таймер может автоматически идентифицировать лицевую и обратную стороны двусторонней карты учета рабочего времени, поэтому, когда неправильная сторона вставлена, карта учета рабочего времени автоматически выбрасывается во избежание неправильного набора текста.
Для малого бизнеса
Вы можете разделить рабочий день работника на три отдельных интервала, чтобы обеспечить столь необходимые перерывы на обед и перерывы на отдых.
12/24-часовые часы
12-часовые часы обычно используются при обсуждении времени суток. 24-часовые часы обычно используются там только в некоторых специализированных областях.
Не забудьте про пунш
Когда приближается время работы или выхода из нее, часы звонят. Вы можете настроить продолжительность и громкость звонка. Самая длинная установка времени 59секунд, а 0 — выключить.
Подходит для нескольких сценариев и людей
Настройка времени перехода через день
Если у вашего сотрудника ночная смена, вы можете установить время отсечки, которое будет позже времени окончания ночной смены, не Мне нужно составить график смен и легко отслеживать время.
Make Perfect Print
Таймер может автоматически идентифицировать лицевую и обратную стороны двусторонней карты учета рабочего времени, поэтому, когда неправильная сторона вставлена, карта учета рабочего времени автоматически выбрасывается во избежание неправильного набора текста.
Идеально подходит для малого бизнеса
В месячной карточке табель учета рабочего времени машина SVANTTO IAM10 может пробивать шесть раз в день, записывая время начала работы сотрудников, время перерывов, время обеда и время окончания работы. Вы можете разделить ежедневные часы работника на три отдельных интервала, чтобы обеспечить столь необходимые перерывы на обед и перерывы на отдых.
12/24-часовой формат времени
SVANTTO IAM10 поддерживает стандартное или военное время, поэтому независимо от того, выбирает ли ваша компания 12-часовой или 24-часовой формат отображения времени, мы обеспечим вас. Встроенная функция автоматического перехода на летнее время автоматически устанавливает часы, поэтому вам не нужно этого делать.
Не забывайте про пунш
Когда приближается время работы или выхода из нее, звонят часы. Вы можете настроить продолжительность и громкость звонка. Самая длинная настройка времени составляет 59 секунд, а 0 означает выключение.
Вы можете настроить продолжительность и громкость звонка. Самая длинная настройка времени составляет 59 секунд, а 0 означает выключение.
Простота установки
Благодаря удобным вариантам монтажа на стене или столе и простому шаблону установки вы быстро настроите и запустите свой компьютер. Комплект содержит различные продукты, которые помогут вам поддерживать эффективную систему хронометража, например, часы, которые просто крепятся к стене или столу и легко регистрируют часы работы сотрудников.
Электронные часы с перфокартами SVANTTO IAM10 просты в эксплуатации и оснащены такими функциями, как автоматический ввод карт и их выравнивание для правильной печати, а также большим четким ЖК-дисплеем. Машина также имеет набор ключей для блокировки крышки и предотвращения манипуляций персонала.
Подходит для различных сценариев и людей
| Заголовок таблицы 0 | Заголовок таблицы 1 |
|---|---|
| Тип дисплея | Цифровой |
| Источник питания | Проводной электрический |
| Размеры продукта | 7,4 x 1,5 x 10 дюймов |
| Тип крепления | Настенное крепление |
| Вес изделия | 5,6 фунта |
Дюймы The Box
| Заголовок таблицы 0 |
|---|
| Машина для карточек времени x 1 |
Карточки времени (50 шт. |