Чеканка на металле: медная ЧЕКАНКА и ЧЕКАНКА по латуни
alexxlab | 31.03.2021 | 0 | Разное
медная ЧЕКАНКА и ЧЕКАНКА по латуни
ЧЕКАНКА – один из видов древнейшего декоративно-прикладного искусства и художественной обработки металла.
ЧЕКАНКА – технологический процесс изготовления рисунка, надписи или изображения, заключающийся в выбивании на пластине определённого рельефа.
Чеканка по металлу является одним из удивительных искусств. Ковкость металла и его способность к растяжению хорошо использовали еще древние художники и мастера, но и сегодня традиции и техника ЧЕКАНКИ существуют, в том числе, благодаря и нашим чеканщикам.
Чеканка по металлу – это обширный раздел художественной обработки металла, который охватывает разнообразные изделия, различные по своему художественному принципу: от рельефных орнаментальных до горельефных и круглых фигурных композиций, от линейно-графических двухмерных решений до объемно-скульптурных трехмерных изделий.
Чеканка по металлу – наиболее трудный из всех видов художественной чеканки

Настоящая ЧЕКАНКА – сложное и требующее высокого профессионализма мастерство. Профессионально изготовить чеканку – небольшое изделие или крупную картину, которая доставит несомненное удовольствие Вам, друзьям и близким, – может только опытный мастер чеканщик.
ЧЕКАНКА, выполненная нашими мастерами чеканки, никогда не остается незамеченной. Картины, предметы интерьера, чеканные изделия – станут объектом гордости и подчеркнут неповторимый стиль Вашего дома или заведения.
ЧЕКАНКА широко распространена при изготовлении различных декоративных и художественных изделий из меди, алюминия, латуни и других материалов.
Сейчас ЧЕКАНКА по металлу широко используется в оформительских архитектурных работах, при изготовлении рельефов, скульптуры. Также ЧЕКАНКА применяется при создании посуды, декоративных панно, различных ювелирных украшений.
Наши мастера чеканки используют технику художественной чеканки, создавая неповторимые произведения, применяя уникальные технологические приемы.
В технологии чеканки много своих профессиональных секретов, дающих различные художественные эффекты. Знание большинства из них и большой практический опыт изготовления чеканки позволяют нам гарантировать высокое качество чеканки.
ЧЕКАНКА и вид выполняемых работ, в первую очередь, зависят от пожелания заказчика и стиля интерьера, который планируется.
Мы выполняем чеканку на заказ:
- выполняем разработку эскизов для картин, дизайн интерьеров под ЧЕКАНКУ и эскизов для эксклюзивных изделий
- изготавливаем изделия от классических до многослойных картин, в том числе с комбинацией металлов для придания многоцветности
- выполняем изготовление деталей интерьера из художественной чеканки различной сложности по заданным размерам
- делаем финишную отделку от классического чернения до придания металлу различных цветных оттенков
- осуществляем инсталляцию чеканных фрагментов в деревянную мебель
- применяем чеканное искусство в авто и мото тюнинге
- кованые столы с чеканной поверхностью и закаленным стеклом
- кровати и комоды с ручной резьбой по дереву и элементами чеканки
- чеканные колонны и ширмы, чеканные карнизы
- панно из ЧЕКАНКИ и картины
- медные подносы и тарелки
- камины, мангалы и т.
 д. с элементами ЧЕКАНКИ
д. с элементами ЧЕКАНКИ
Мы можем оформить индивидуальной авторской ЧЕКАНКОЙ элитные рестораны, интерьеры квартир, загородных домов и коттеджей.
Чтобы создать неповторимую и индивидуальную ЧЕКАНКУ для Вас мы используем несколько традиционных способов.
Ажурная ЧЕКАНКА ПО МЕТАЛЛУ
Этот вид чеканного мастерства еще называется «железными кружевами». Фон изображения высекается с помощью специальных сечек, потом по этим линиям проводится высечка. Отжиг таких чеканных изделий производится с особенной осторожностью, чтобы не расплавить тонкие перегородки.
Часто материалом для ажурной ЧЕКАНКИ служит уже готовое объемное изделие. В этом случае мы выполняем главное условие изготовления чеканки
Контурная художественная ЧЕКАНКА
Контурная ЧЕКАНКА выполняется на плоском листовом металле без выколотки рельефа. Контурная ЧЕКАНКА напоминает гравировку, но, в отличие от последней, может быть как вогнутой, так и выпуклой. Чаще всего контурной ЧЕКАНКОЙ украшаются различные предметы интерьера. Очень хорошо смотрится орнамент, выполненный контурной художественной чеканкой в одну линию. При этом для придания линиям дополнительной четкости фон можно немного опустить. Также часто фон покрывается мелким орнаментом.
Контурная ЧЕКАНКА напоминает гравировку, но, в отличие от последней, может быть как вогнутой, так и выпуклой. Чаще всего контурной ЧЕКАНКОЙ украшаются различные предметы интерьера. Очень хорошо смотрится орнамент, выполненный контурной художественной чеканкой в одну линию. При этом для придания линиям дополнительной четкости фон можно немного опустить. Также часто фон покрывается мелким орнаментом.
ЧЕКАНКА на объемных изделиях
У этого вида ЧЕКАНКИ есть свои особенности. Он более сложен по сравнению с ЧЕКАНКОЙ на плоской поверхности. Но и с такой сложной работой могут успешно справиться наши чеканщики. При этом при создании рисунка с учетом формы изделия мы делаем несколько разверток – плоских изображений будущего объемного изделия.
Изготовление рельефа
Это самая сложная часть изготовления чеканки. Высокий рельеф обычно выколачивается комбинированным способом. Вначале выколачиваются общие контуры, а на следующем этапе изделию придается рельеф четкости и формы окончательно выравниваются.
Окончательная прочеканка изделия
Детальная обработка всех форм ЧЕКАНКИ производится в самую последнюю очередь. Эта работа направлена на создание завершенного вида изделия.
Большую роль в придании чеканки по металлу дополнительного блеска играет фон и фактура чеканных поверхностей. Очень выигрышным является комбинация различных орнаментов, матовой и гладкой поверхностей, другие стилистические приемы и их сочетание.
Прекрасные декоративные свойства ЧЕКАНКИ позволяют нам создавать новые интересные и уникальные изделия, как в сложившихся традициях этого вида творчества, так и добавлять свои формы подачи.
Мы изготавливаем ЧЕКАНКУ в основном в историческом, современном и в этническом стилях (восточный, марокканский, грузинский, узбекский и т.д.).
Но можем выполнить художественную чеканку и в древнерусском стиле, и в модерне.
Мы применяем такие металлы для ЧЕКАНКИ как медь, латунь, алюминий, в редких случаях – сталь.
Материалом для чеканных работ служит листовой металл различной толщины. Одним из основных свойств металла для чеканки является его пластичность, т.е. способность деформироваться под действием внешних сил без разрушения и давать остаточную деформацию.
Наиболее часто мы используем листы толщиной от 0,2 мм до 1 мм. Однако для крупных работ с высоким рельефом мы применяем и более толстые листы, например, для чеканки по меди – красную медь толщиной до 2 мм, для изделий из алюминия – листы до 2,5-3 мм.
Для художественной чеканки в основном мы применяем листы толщиной от 0,3 мм до 1 мм, для строительных работ, например, для угольников, ворот, калиток, барбекю, вытяжек и т.д. – листы толщиной от 0,8 мм до 3 мм.
Металлы и сплавы для ЧЕКАНКИ – особенности
Для ЧЕКАНКИ красная медь применяется довольно широко. Красная медь обладает исключительной пластичностью и вязкостью и легко восстанавливает свои пластические свойства после отжига. Из меди легко чеканить. Она легко принимает самую разнообразную форму, допускает выколотку высокого рельефа. Медь хорошо прокатывается, из нее изготовляют тончайшие листы и ленты (фольга), толщина которых составляет не более 0,05 мм. Кроме того, медь отличается высокой стойкостью против коррозии.
Из меди легко чеканить. Она легко принимает самую разнообразную форму, допускает выколотку высокого рельефа. Медь хорошо прокатывается, из нее изготовляют тончайшие листы и ленты (фольга), толщина которых составляет не более 0,05 мм. Кроме того, медь отличается высокой стойкостью против коррозии.
Латунь – сплав меди с цинком (до 50%), а иногда с добавками небольших количеств (до 10%) алюминия, железа, марганца и др. Большинство латуней имеет красивый золотисто-желтый цвет. Латунь хорошо обрабатывается на режущих станках, полируется и надолго сохраняет полированную поверхность, хорошо сваривается и паяется как мягкими, так и твердыми припоями. Большинство латуней хорошо прокатывается, штампуется и чеканится. Латунь легко и прочно покрывается различными гальваническими покрытиями – никелем, серебром и золотом. Латунь уступает меди в пластичности, но обладает большей твердостью. Латунь хорошо принимает химические оксидировки.
Латуни с содержанием цинка от 3 до 12% называются томпаками, они отличаются красновато-желтым цветом, могут применяться для ЧЕКАНКИ при изготовлении художественной посуды, нагрудных спортивных и юбилейных значков, а также дешевых ювелирных изделий.
Алюминиевая фольга долгое время сохраняет высокую пластичность, не требует термической обработки. Этот материал позволяет долгое время работать над одним орнаментом, выравнивая ошибки. Алюминий и его сплавы (листовой) чеканится очень мягко и легко, допускает глубокую вытяжку, но требует особой предосторожности при отжиге, так как обладает низкой температурой плавления и цвета каления не позволяют проследить за отжигом.
- Кровельная и нержавеющая сталь
Для ЧЕКАНКИ по металлу некоторых простых декоративных изделий можно применять листовую кровельную сталь (кровельное железо). Она позволяет производить ЧЕКАНКУ без глубокой вытяжки, так называемые контурные чеканки с опусканием фона и нанесением фактуры.
Нержавеющая сталь (хромоникелевая) – красивый, современный материал, который чеканится трудно. Она применяется для крупных экстерьерных декоративных изделий. Нержавеющая сталь отличается высокой коррозионной стойкостью. Для художественной чеканки применяется листовая сталь толщиной до 0,5-0,8 мм.
- Никелевые сплавы
Никелевые сплавы также применяются для чеканных работ. Из этих сплавов наиболее часто используются мельхиор и нейзильбер. Содержание меди в них достаточно высокое (81% и 65% соответственно), поэтому они обладают достаточной пластичностью, хорошо полируются, легко принимают разнообразную отделку и различные оттенки при воздействии растворов гипосульфита натрия и уксуснокислого свинца.
- Черные металлы
Черные металлы – мягкая малоуглеродистая сталь, предварительно отожженная и протравленная, так называемый декопир, – материал более трудный в ЧЕКАНКЕ по сравнению с медью, но очень красивый в отделке. Из декопира можно чеканить как небольшие декоративные изделия с нанесением различной фактуры, так и крупные декоративные изделия, позволяющие выколачивать высокий рельеф.
Из декопира можно чеканить как небольшие декоративные изделия с нанесением различной фактуры, так и крупные декоративные изделия, позволяющие выколачивать высокий рельеф.
Основные этапы изготовления чеканки – по листовому металлу создается рисунок по стилю, затем выполняется ЧЕКАНКА и затем – окончательная отделка.
Окончательная отделка ЧЕКАНКИ позволяет, как придать законченный вид изделию, так и создать необходимый защитный слой.
В обработке чеканки по металлу мы выполняем следующие виды финишной отделки:
- Шлифовка и полировка
Выполняется для придания изделию законченного вида после выполнения всех чеканных работ. Делается это не только для красоты, но и для того, чтобы художественная ЧЕКАНКА стала более стойкой к коррозии и окислению.
- Патинирование
Патинирование – это обработка чеканки по металлу соединениями серы или хлора.
После того как полировка ЧЕКАНКИ закончена, можно придать изделию разнообразные цветовые оттенки обработкой различными химическими веществами. В результате их взаимодействия с металлом возникают новые соединения, которые образуют на поверхности несмываемый налет.
В результате их взаимодействия с металлом возникают новые соединения, которые образуют на поверхности несмываемый налет.
В зависимости от технологии патинирования ЧЕКАНКЕ можно придать сероватый цвет, налет черного цвета или полностью черный цвет. Так же можно получить всю гамму оттенков от коричневого до черного. Цвет ЧЕКАНКИ при патинировании получается более насыщенным.
Патинирование латуни позволяет получить темный с красивыми оттенками цвет или ЧЕКАНКА может быть окрашена в серый, зеленый, синий или фиолетовый цвет.
- Окраска меди и латуни
Позволяет окрасить медную чеканку в различные цвета – от оранжевого до темно-красного. Окрашенная тем же образом латунная чеканка будет иметь сходный спектр красок, более смещенный в сторону желтого.
Латунь можно окрасить в темно-коричневый цвет или более насыщенный цвет с красноватым отливом. Для окраски латуни мы применяем как химический способ (см. патинирование), так и механический способ окраски с помощью порошковых красок или мелкой металлической пыли различных цветов. Впоследствии выполняется обработка поверхности ЧЕКАНКИ лаком.
Впоследствии выполняется обработка поверхности ЧЕКАНКИ лаком.
Этому способу окрашивания подвергаются чаще всего небольшие художественные изделия или их отдельные участки. Эмаль представляет собой стеклянный сплав, содержащий различные цветовые добавки.
- Оксидирование
Этот способ обработки поверхности художественной чеканки дает возможность получить различные цвета. Оксидирование меди и латуни позволяет придать ЧЕКАНКЕ различную окраску от зеленого до черного цвета. Оксидирование алюминия хорошо защищает чеканку от коррозии, позволяет получить насыщенность цвета и богатую гамму оттенков – от синего до черного.
Тауширование представляет собой процесс вколачивания в металл тонких проволок, что позволяет подчеркнуть границы рисунка.
Закажите изготовление ЧЕКАНКИ у нас, и Вы получите лучшее качество и авторское исполнение.
Похожие статьи:
Последние статьи:
ЧЕКАНКА.
 ЧЕКАНКА по металлу. ЧЕКАНКА
ЧЕКАНКА по металлу. ЧЕКАНКАПонятие ЧЕКАНКА произошло от французского слова, означающего «резец». Первоначально под этим понимали процесс окончательной обработки литья и доработки отлитых заготовок.
В настоящее время ЧЕКАНКОЙ называют вид художественной обработки металлов давлением специальными пуансонами-чеканами, в результате чего заготовка принимает рельефное изображение, без изменения толщины металла.
Сущность процесса ЧЕКАНКИ ПО МЕТАЛЛУ заключается в том, что в результате оказанного на чекан удара молотком на металле остается след, по форме боя чекана. Многократными ударами чеканов чеканщик и выбивает заданный рисунок.
Художественные произведения, выполненные в технике чеканки похожи на металлопластику. Однако основным отличием технологии художественной чеканки является динамический режим процесса.
Чеканы представляют собой кованые стальные стержни длиной, порядка 150 мм круглого или восьмигранного сечения для лучшего удержания в руке.
При работе чекан необходимо держать в левой руке тремя пальцами, опираясь безымянным пальцем на материал, несколько отклоняя назад, чтобы его рабочая поверхность – «бой» – была косо приподнята. Вследствие этого, при ударе чеканочным молотком по противоположному торцу чекана, на металле остается дорожка, формой соответствующая бою.
Что бы правильно передать рисунок и узор на ЧЕКАНКУ, чеканный молоток нужно держать в правой руке и наносить удары с его продвижением по заготовке.
Различают следующие группы чеканов:
- канфарники – чеканы с заостренным концом, в форме тупой иглы служащие для перевода рисунка с бумаги на металл и для отделки фона точками – канфарения;
- расходники – или обводные чеканы, предназначены для воспроизведения рисунка по точкам канфарника в виде сплошной линии;
- лощатники имеют плоский бой различной конфигурации, предназначены для выравнивания (лощения) фона. Фактура следа – матовая, шероховатая или кованая;
- пурошники – чеканы с круглой, сферической головкой.
 Служат для выколотки (подъема) сферических форм при чеканке с изнанки. Аналогичные чеканы с овальным, или продолговатым боем называют бобошниками или обжимными чеканами;
Служат для выколотки (подъема) сферических форм при чеканке с изнанки. Аналогичные чеканы с овальным, или продолговатым боем называют бобошниками или обжимными чеканами; - трубочки – чеканы с вогнутой шаровидной поверхностью боя. Образуют на металле выпуклый, шаровидный отпечаток;
- сечки – чеканы, заточенные, как зубильца. Служат для просечки фона при ажурных работах;
- фигурные чеканы дают отпечаток или фрагмент рисунка.
Инструмент для ЧЕКАНКИ: трубочки, расходники, лощатники, пурошники, пуансоны, чеканный молоток.
В качестве подсобных материалов и приспособлений для изготовления чеканки можно использовать чеканные молотки, приспособления для насмолки, брезентовые и кожаные мешки с песком, подложки различной пластичности, рихтовочные плиты и слесарный инструмент.
Подробнее виды инструмента для изготовления чеканки можно смотреть в специализированной литературе.
Технологический процесс ЧЕКАНКИ нужно разработать в соответствии с эскизом художественного изделия.
Операции технологического процесса изготовление чеканки можно осуществлять в следующей последовательности.
Рисунок чеканного изделия выполнить на бумаге в натуральную величину в контурной манере (без теней).
При помощи кровельных ножниц из выбранного листового металла, вырезать заготовку, с припуском на сторону около 30-40 мм. Заготовку отрихтовать и подогнуть края для лучшей последующей насмолки.
Следующий этап изготовления чеканки – насмолка – классический способ фиксации заготовки. В упрощенной технологии чеканки он может отсутствовать. Для насмолки можно использовать специальные доски с углублениями, которые до краев заливают расплавленной смолой. После остывания и затвердевания смолы, ее верхний слой оплавляют паяльной лампой или горелкой и накладывают сверху подготовленную заготовку для чеканки. Основное внимание нужно уделить тому, что бы под нее не попал воздух, так как в противном случае это вызовет отслаивание металла от подложки.
Далее рисунок чеканки нужно наложить на заготовку и канфарником перевести рисунок на заготовку в виде точек. При канфарении следует строго следить за тем, чтобы в металле не были пробиты отверстия. В противном случае можно испортить всю работу.
Канфаренный рисунок чеканки обводится расходниками. Форму расходников необходимо подобрать в соответствии с конфигурацией рисунка художественной чеканки.
После получения чеканного рисунка на металле производится опускание и выравнивание фона вокруг рисунка посредством лощатников. В результате чего рисунок чеканки приобретет четкость.
Эти операции вызывают значительный наклеп металла. Для обеспечения дальнейшей, работы необходим отжиг металла.
После прогревания пластины пламенем горелки нужно снять ее со смолы, нагреть до красного каления и остудить. Медь, никель и их сплавы необходимо резко охлаждать, что повышает их пластичность. Алюминий и его сплавы необходимо отжигать при температуре 300-350 град. С и охлаждать вместе с печью.
С и охлаждать вместе с печью.
Следующая операция чеканки – выколотка рельефа. Операция заключается в подъеме и обработке рельефа. Рельеф необходимо чеканить с обратной стороны заготовки на различных подложках – резине, войлоке, мешках с песком. При этом следует производить последовательное, поэтапное выравнивание фона лощатниками.
После выколотки рельефа пластину нужно отжечь вновь и доработать на смоле.
По окончании процесса изготовление чеканки пластину снимают со смолы и протравливают. Далее производится ее отделка и обработка химическими, механическими, гальваническими и т.д. методами.
Похожие статьи:
Последние статьи:
Прошлые статьи:
| ОГЛАВЛЕНИЕ Предисловие 3
ПРЕДИСЛОВИЕ ||||||||||||||||||||||||||||||||| |
 Сегодня изделия из чеканки находят самое широкое применение в быту, в художественном оформлении интерьеров общественных зданий, часто их можно видеть на различных выставках изобразительного и декоративноприкладного искусства.
Сегодня изделия из чеканки находят самое широкое применение в быту, в художественном оформлении интерьеров общественных зданий, часто их можно видеть на различных выставках изобразительного и декоративноприкладного искусства. 
 Совершенствовать знания по этой профессии можно в художественных институтах, училищах и. профессионально-технических училищах, в которых есть специальность «художественная обработка металла». По для этого нужно хорошо учиться и хорошо уметь рисовать.
Совершенствовать знания по этой профессии можно в художественных институтах, училищах и. профессионально-технических училищах, в которых есть специальность «художественная обработка металла». По для этого нужно хорошо учиться и хорошо уметь рисовать.  Техника металлопластики заключается в том, что барельефное изображение на тонком листе металла выдавливают специальными лопаточками, так называемыми давильниками.
Техника металлопластики заключается в том, что барельефное изображение на тонком листе металла выдавливают специальными лопаточками, так называемыми давильниками. е. получите все те навыки, которые помогут вам перейти к следующему, более сложному виду чеканки — рельефной.
е. получите все те навыки, которые помогут вам перейти к следующему, более сложному виду чеканки — рельефной. 
 Так называется тиснение или выколотка рельефного изображения из листового металла на матрице. Отличительной особенностью ее является возможность изготовлять большое количество совершенно одинаковых изделий. Чаще всего этой техникой выполняют настенные декоративные плакетки.
Так называется тиснение или выколотка рельефного изображения из листового металла на матрице. Отличительной особенностью ее является возможность изготовлять большое количество совершенно одинаковых изделий. Чаще всего этой техникой выполняют настенные декоративные плакетки.  Тогда-то и начали зарождаться многие виды художественной обработки металлов, в том числе и чеканка. Об этом свидетельствуют многочисленные археологические находки, обнаруженные при раскопках древних памятников материальной культуры на территории Египта и Мексики, Индии и Ирана, Китая и Греции. Так, древнегреческие мастера еще в VIII веке до н. э. в технике дифовки создавали замечательные по красоте статуи, которыми украшали площади, храмы и общественные здания.
Тогда-то и начали зарождаться многие виды художественной обработки металлов, в том числе и чеканка. Об этом свидетельствуют многочисленные археологические находки, обнаруженные при раскопках древних памятников материальной культуры на территории Египта и Мексики, Индии и Ирана, Китая и Греции. Так, древнегреческие мастера еще в VIII веке до н. э. в технике дифовки создавали замечательные по красоте статуи, которыми украшали площади, храмы и общественные здания.  Уже в XII в. в Древней Руси появилась такая разновидность чеканки как басма — тиснение тонкого листа на деревянной или бронзовой матрице. Материалом для изготовления различных чеканных изделий являлись золото, сереб-
Уже в XII в. в Древней Руси появилась такая разновидность чеканки как басма — тиснение тонкого листа на деревянной или бронзовой матрице. Материалом для изготовления различных чеканных изделий являлись золото, сереб- 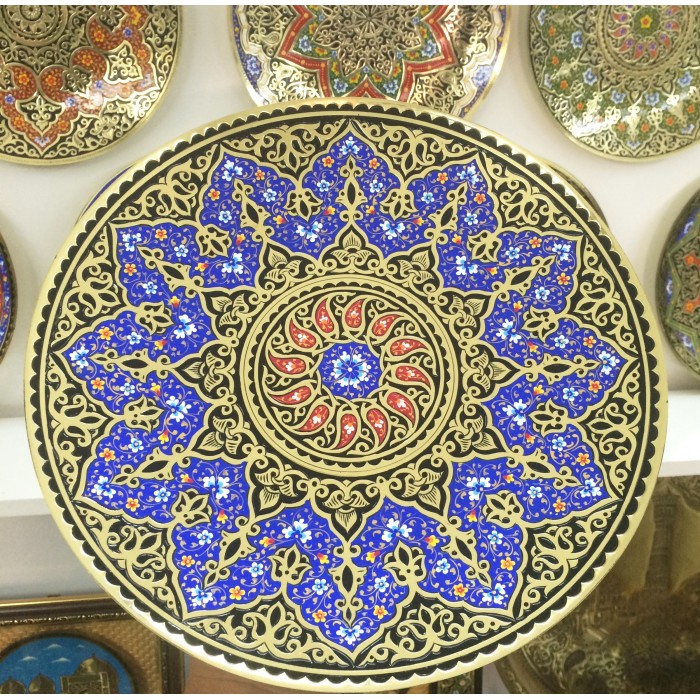 Так, в Петербурге начал развиваться такой замечательный вид чеканки как дифовка — выколачивание из листового металла объемной скульптуры. Выдающимися памятниками русской культуры стали созданные С. Пименовым и В. Демут-Малиновским скульптурные группы для арки Главного Штаба и Александрйнского театра (ныне Ленинградский академический театр драмы им. А. С. Пушкина), а также многие другие замечательные работы русских скульпторов. На Урале и Северном Кавказе большое распространение получила чеканка разнообразных сосудов и оружия (цветная вклейка 3).
Так, в Петербурге начал развиваться такой замечательный вид чеканки как дифовка — выколачивание из листового металла объемной скульптуры. Выдающимися памятниками русской культуры стали созданные С. Пименовым и В. Демут-Малиновским скульптурные группы для арки Главного Штаба и Александрйнского театра (ныне Ленинградский академический театр драмы им. А. С. Пушкина), а также многие другие замечательные работы русских скульпторов. На Урале и Северном Кавказе большое распространение получила чеканка разнообразных сосудов и оружия (цветная вклейка 3).  скульптурная группа «Рабочий и колхозница» (скульптор В. Мухина), увенчала советский павильон на Всемирной выставке в Париже (ныне установлена на ВДНХ СССР в Москве). Она стала своего рода символом первого в мире государства, строящего коммунизм, свободного и героического труда советских людей.
скульптурная группа «Рабочий и колхозница» (скульптор В. Мухина), увенчала советский павильон на Всемирной выставке в Париже (ныне установлена на ВДНХ СССР в Москве). Она стала своего рода символом первого в мире государства, строящего коммунизм, свободного и героического труда советских людей. 
 Со свойствами и характеристиками этих металлов мы сейчас и познакомимся.
Со свойствами и характеристиками этих металлов мы сейчас и познакомимся. 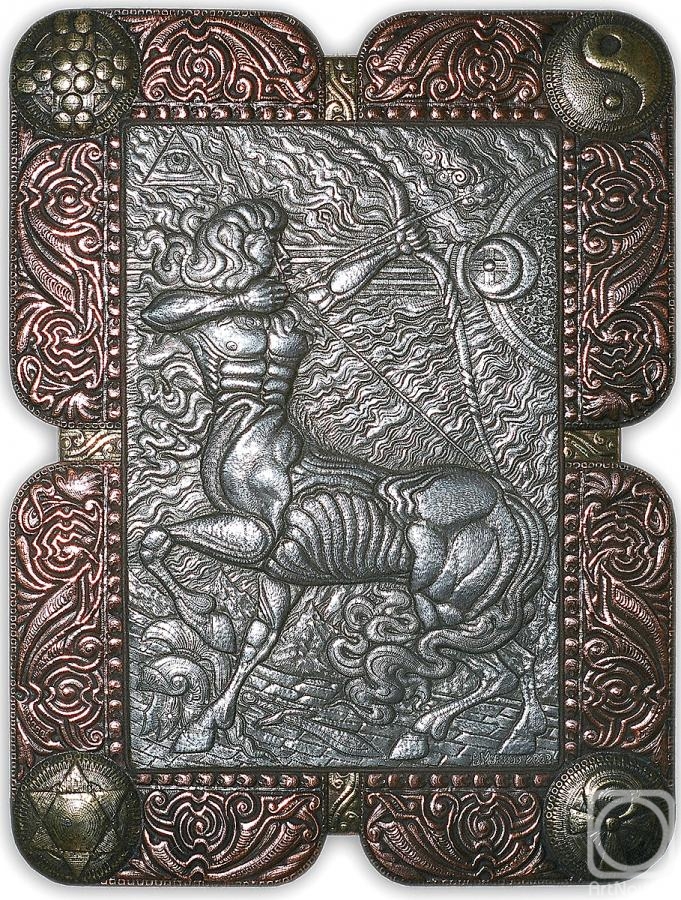

 3), ручки прямые. Изготавливаются рукоятки из древесины твердых неслоистых пород дерева (березы, клена, ясеня, бука, граба). Готовую, уже отшлифованную рукоятку желательно положить на 8… 10 часов в льняное масло, олифу или покрыть лаком, затем высушить.
3), ручки прямые. Изготавливаются рукоятки из древесины твердых неслоистых пород дерева (березы, клена, ясеня, бука, граба). Готовую, уже отшлифованную рукоятку желательно положить на 8… 10 часов в льняное масло, олифу или покрыть лаком, затем высушить. 
 4, г, д) — чекан с плоским боем в виде круга, квадрата, прямоугольника, треугольника, овала. Грани у него слегка закругленные, чтобы при работе они не оставляли на металле вМятин. Служит для выравнивания и осаживания фона, других ровных поверхностей.
4, г, д) — чекан с плоским боем в виде круга, квадрата, прямоугольника, треугольника, овала. Грани у него слегка закругленные, чтобы при работе они не оставляли на металле вМятин. Служит для выравнивания и осаживания фона, других ровных поверхностей. 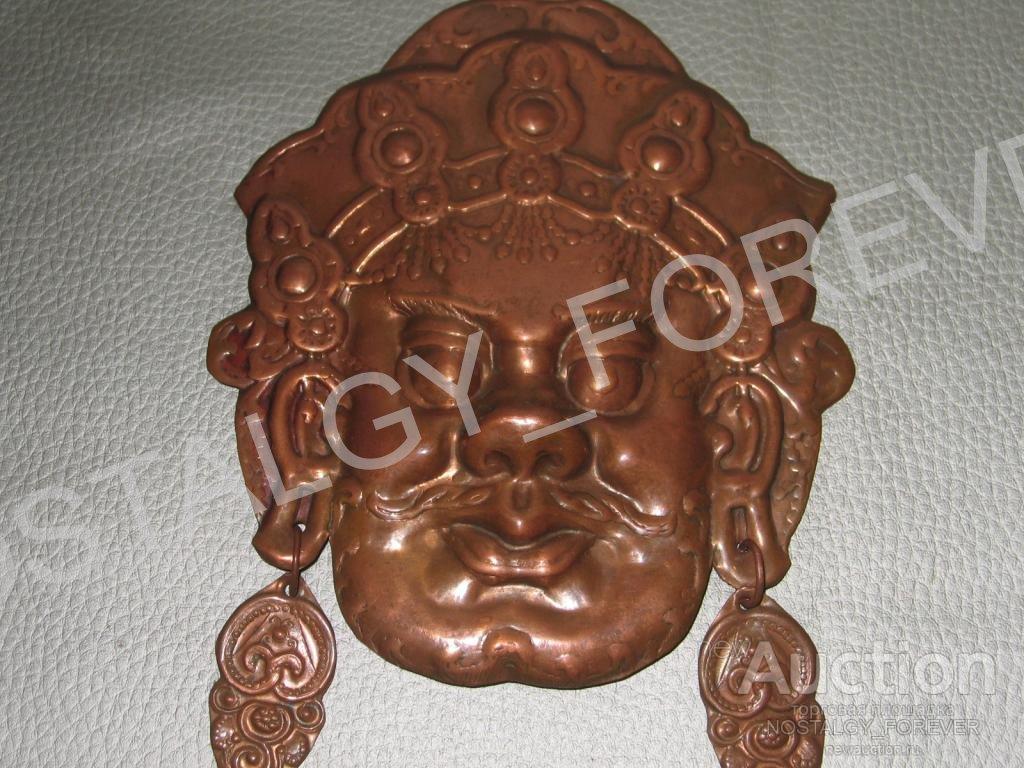 С помощью сечки на металл наносятся тонкие линейные рисунки или вырубается (просекается) фон в просечной или ажурной чеканке.
С помощью сечки на металл наносятся тонкие линейные рисунки или вырубается (просекается) фон в просечной или ажурной чеканке.  Размерами они значительно больше по сравнению с металлическими. Рабочую часть деревянного чекана делают наподобие металлического, тщательно выравнивают и шлифуют наждачной шкуркой. Применяют для осаживания чрезмерно выпуклых участков рельефа и выравнивания фона. Бить по деревянному чекану следует деревянной киянкой.
Размерами они значительно больше по сравнению с металлическими. Рабочую часть деревянного чекана делают наподобие металлического, тщательно выравнивают и шлифуют наждачной шкуркой. Применяют для осаживания чрезмерно выпуклых участков рельефа и выравнивания фона. Бить по деревянному чекану следует деревянной киянкой. 


 После этого чекан закаливают.
После этого чекан закаливают. 
Художественная чеканка, тиснение металла и гравирование по металлу – техники декора ювелирных изделий
В отдельных статье мы описывали химические методы художественной обработки металла – такие как травление ювелирных изделий, покрытие золотом (золочение) и другими металлами, а также чернение серебра. А сейчас поговорим о механических способах декорирования.
Чеканка по металлу
Художественная чеканка (англ. — hammering) была известна практически повсеместно с древнейших времён. В этой технике создавались как масштабные, так и миниатюрные изделия (культового или бытового назначения).
Техника чеканки
Художественную чеканку выполняют из листового металла, или по «литью» — то есть на поверхности отлитого изделия. Это два технологически разных способа. При первом из листовой заготовки чеканят новое изделие. При втором способе — только оттачивают исходную художественную форму. Мастер действует чеканом (специальным стержнем, который ставят вертикально, ударяя по нему сверху молотком). Нижний, рабочий конец (бой) чекана и оставляет отпечаток на материале.
Чеканщик берёт металл с определённой пластичностью и вязкостью, способный менять форму под действием силы. Пригодны большинство металлов и их сплавов (исключая особо колкие, например чугун). Работают с листами металла толщиной от 0,4 до 1 мм подходящей пластичности.
Инструменты для художественной чеканки
Ученикам Хогвардса полагалось по одной палочке, но у чеканщиков всё не просто. Чувство координации при ведении чекана и точном ударе молотка — результат упорной практики. В помощь дан целый арсенал вспомогательных средств для чеканов — расходники, лощатники, пурошники, бобошники и трубочки длиной 120—170 мм, восьмигранного (реже круглого) сечения. Не забудем про пуансоны — чеканы, на рабочей стороне которых установлены фрагменты орнамента (завитки, листы, цветы, розетки) или буквы и цифры. Древнерусские чеканщики применяли и пуансоны с изображением рук, глаз и тому подобного. Это оптимизировало чеканку лицевых, культовых изображений.
Как наносят рисунок для чеканки? Приём канфарения по металлу
Отрезанной от листа металлической бляшке нужен припуск вокруг рисунка 30—40 мм для закрепления бляшки на смоле при чеканке.
Для нанесения рисунка на металл, заготовку грунтуют белой акварелью. Затем на нее переводят (через копирку) рисунок, — контурный, в натуральную величину. Полученный контур закрепляют нитролаком, чтобы он не стирался при работе. Но в серьёзных случаях (больших многофигурных композиций, портретов и тому подобное) лучше применять канфарение. Суть этой техники в следующем. Закреплённый на металле рисунок «перфорируют» специальным инструментом — канфарником, пробивая по контурам рядами точек, образующих пунктирные линии.
Чеканка по металлу: что идет за нанесением орнамента?
Дальнейшие этапы в работе чеканщика включают: расходку, создание рельефа и отделку (нанесение фактуры).
В ходе расходки канфарный рисунок чеканом-расходником соединяют в сплошную линию. Затем лощатниками «опускают» фон вокруг рисунка. Выколотку рельефа (если это в планах) проводят с обратной стороны, на резине или мешке с песком. Далее финальная доводка.
Легко ли найти настоящие чеканные изделия?
Ручной труд дело непростое, ценник рядом с изящной вещицей тому подтверждение. «От и до» вручную отчеканенное украшение — это редкий гость в современном ювелирном ассортименте. Заводы и фабрики давно перешли на литьё и штамповку с последующим «доведением» — в том числе и чеканкой. Тем не менее, сохранились промысловые предприятия, практикующие создание украшений в традиционном стиле. Яркий представитель подобных ювелирных бизнесов — дагестанские Кубачи, широко применяющие техники чеканки, гравирования, чернения и зернения.
Примеры работ Кубачинских мастеров с применением чеканки:
Художественное гравирование по металлу
Так называемое плоскостное гравирование (англ. engraving) – это нанесение линейного рисунка или рельефа на металл с помощью резца. При плоскостном гравировании (двухмерном) обрабатывается только поверхность металла. Это широко распространенный приём в художественной обработке металла. Его назначение — декорировать поверхность изделия нанесением простого узора или сложных портретных, многофигурных или ландшафтных композиций, надписей и шрифтовых работ. Графика резцом на металле — еще более тонкая и совершенная, чем карандашом или даже пером, так как штрихи резца значительно тоньше и четче линий, проведенных пером.
Техника гравирования
Отлично подходят для гравировки латунь, серебро, некоторые стали. Неплохо гравируются бронза, цинк, никелевые сплавы. Хуже — золото, платина, алюминий. Поверхность металла, который планируется подвергнуть гравированию, должна быть матовой (шлифованной), а не блестящей (полированной) — излишний блеск слепит.
Перенос рисунка на металл проводят так же, как при чеканке. Мелкие ювелирные изделия и медали перед работой крепят к доске, по размерам большей, чем заготовка или изделие. Небольшие заготовки крепят сургучом или канифолью. Основное орудие гравировщика — штихель (резец). Общая длина штихеля колеблется от 100 до 130 мм; его изготовляют из лучших марок инструментальных сталей, способных держать заточку. Ювелиры Кубачинского промысла (как и вообще мастера Кавказа) блестяще гравируют эффектные украшения — примеры их работ с чернёным гравированием можно увидеть выше, в разделе чеканки..
Художественное тиснение на металле
Техника тиснения по металлу зародилась еще в домонгольский период (X—XI вв.). Её преимущество по сравнению с чеканкой — в быстроте производства изделий, а также в значительной экономии золота и серебра (тиснение проводят на материале значительно меньшей толщины по сравнению с чеканкой). В работе, как и в случае чеканки, используют пуансоны. Одного удара пуансона достаточно, чтобы его рабочий конец сообщил металлу соответствующую, желаемую форму.
Как и в случае чеканки, при тиснении не обязательно добиваться определенного рисунка или орнамента. Вместо этого ювелир может создать изделие с игрой света путём тиснения «неровностей» на поверхности. То же самое может служить цели обеспечения «эффекта древнего украшения». Однако, довольно часто тиснят именно определённый орнамент.
Басма («отпечаток» на тюркском) — это тиснение рельефных рисунков с помощью специальных матриц — басманных досок. Матрицы — это шаг в развитии тиснения, заменяющего чеканку. Они представляют собой невысокий монолитный металлический рельеф с мягкими, плавными формами без острых краев и углов и резких выступов (иначе рвётся тонкий металл при тиснении).
Техника тиснения по металлу
Суть процесса тиснения: на матрицу кладут лист подготовленного металла толщиной 0,2—0,3 мм. Сверху кладут прокладку из листового свинца. По ней работают деревянным молотком или прессуют винтовыми ручными прессами мощностью от 5 до 10 (15)т. Под действием силы свинец (в силу пластичности) вдавливается во все углубления матрицы, копируя ее рельеф. После тиснения свинец удаляют и с матрицы снимают басму — тонкий рельеф, повторяющий детали матрицы, включая и фактуру. Иногда контур узора канфарят, подчёркивая рисунок.
В древнерусском искусстве басмы применялись для оковки ларцов, икон, окладов и подобных изделий. Основу изделия делали из дерева и на нее при помощи мелких гвоздей набивалась басма, сплошь закрывающая столярную конструкцию и превращающая изделие как бы в чеканное. Для получения орнамента на матрице выполнялся только один рапорт — «шаг». Затем после каждого тиснения заготовка передвигалась на величину рапорта и вновь оттискивалась (на готовой басме такие стыки хорошо видны). По наличию стыков на басме легко отличить тиснение от чеканки.
Надеемся, теперь всеми понят смысл названия московской Басманной улицы).
ИЗГОТОВЛЕНИЕ ЮВЕЛИРНЫХ ИЗДЕЛИЙ | Виды ювелирных техник | Серебряная чернь — одна из техник химической обработки металлов | Травление серебряных изделий и других металлов. Родирование ювелирных изделий, и другие техники химического декора по металлу
Ювелирные изделия с эмалью | Техника горячей и холодной эмали | Перегородчатая эмаль | Традиции грузинской перегородчатой эмали | Украшения из ростовской финифти | Техника ювелирной филиграни
Поделитесь статьей с друзьями
Работы дизайнеров из каталога ЮВЕЛИРУМ
Что такое чеканка по металлу
Искусство чеканки по металлу
Чеканка представляет собой способ художественной обработки металла, при котором на заготовку наносят изображение в виде неглубокого рельефа, выполненное с помощью специальных инструментов, имеющих наконечники различной формы.
Искусство чеканки было известно человечеству с древнейших времен, когда искусные мастера делали удивительно красивые чеканные браслеты, чаши, подносы, а также пояса из чеканных пластин. Но постепенно чеканку заменили другими, более простыми в изготовлении изделиями. И только в середине XX века началось возрождение этого старинного декоративно — прикладного искусства.
Чеканка по металлу
Технология выполнения чеканки состоит в нанесении рисунка или надписи путем выбивания заданного изображения на металлической пластине. До наших дней сохранились удивительно красивые изделия древних мастеров, которые заложили основы оригинальной техники чеканки.
На сегодняшний день чеканка представляет собой обширный раздел художественной обработки металлов, в который входит изготовление разнообразных изделий: от круглых фигурных композиций до рельефных орнаментов на плоскости; от линейных графических рисунков до трехмерных объемных скульптурных изделий.
Чеканка по металлу считается самым сложным видом чеканного искусства, так как в процессе работы с металлическим листом возникает необходимость создания рисунка и рельефа. При этом нужно обязательно учитывать фактуру и особенности свойств каждого металла и знать качественные характеристики всех используемых материалов.
Медная чеканка
Материалы
Раньше для изготовления чеканных изделий чаще всего использовали драгоценные металлы — золото и серебро. На сегодняшний день мастера отдают предпочтение более дешевым и доступным видам металлов.
Среди самых распространенных материалов, которые используются для изготовления чеканки, можно назвать следующие:
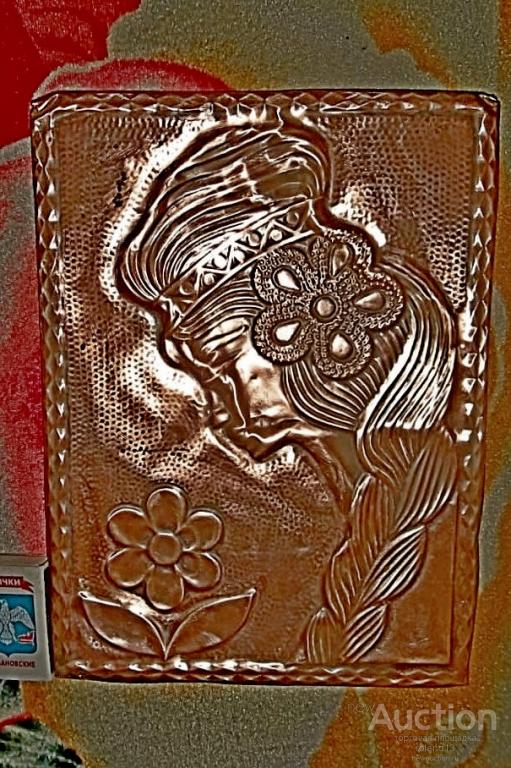
- Медь — чеканку выполняют на прокатных металлических листах или пластинах толщиной 0,3 — 1, 5 миллиметров. Чаще всего используют листы меди различных марок. Пластичность меди, ее податливость и легкость в обработке, а также красивые красноватые оттенки в различных вариантах всегда привлекали мастеров. Надо сказать, что медные чеканные изображения всегда выглядят просто потрясающе, и станут настоящим украшением современного интерьера.
- Красная медь — исключительно пластичный и податливый материал, широко использующийся для изготовления чеканки. Мягкость меди позволяет придавать ей различные формы и наносить фактурные рельефные изображения. Из красной меди можно делать тончайшие листы толщиной не более 0,05 мм. Высокие антикоррозионные свойства позволяют использовать медные чеканки в качестве элементов наружного декора зданий.
Медная чеканка
- Латунь — марки Л96, Л90 и Л80. Латунь представляет собой сплав на основе меди с добавлением цинка, массовая доля которого может составлять до 50%. Иногда в сплав добавляют до 10% других компонентов — железа, алюминия, марганца и некоторых других составляющих. Отличительным качеством латуни являются красивые золотисто — желтые оттенки различного тона, благодаря чему мастера широко применяют этот сплав для чеканных работ.
Латунь легко режется, полируется и отлично сваривается разными видами припоев. На латунный лист хорошо наносятся чеканные изображения, хотя она несколько тверже и уступает меди по пластичным качествам.
Латунная чеканка » Георгий Победоносец».
- Томпак — разновидность латунного сплава, изготовленного с добавлением цинка ( 3 — 12%). Для томпака характерен красновато — желтый оттенок, который прекрасно смотрится в художественных изделиях. Чаще всего томпак применяется для изготовления значков, юбилейных медалей, качественной бижутерии, а также декоративной посуды, ваз и подсвечников.
Памятная медаль » Экспедиция на ледоколе » Владивосток» ( томпак, чеканка).
- Алюминий — в чеканных работах применяется алюминиевая фольга многих марок, длительное время сохраняющая свои пластичные качества. Кроме того, алюминиевые изделия не нужно подвергать термической обработке.
Чистый алюминий и различные сплавы на его основе чеканятся очень легко, однако требуют соблюдения мер предосторожности в процессе отжига. Это обусловлено тем, что для алюминия характерна низкая температура плавления, и тонкие детали изделия могут деформироваться.
Панно » Львы» ( художественная чеканка, алюминий, чернение).
- Жесть — используется для первых чеканных работ благодаря простоте обработки и нанесения изображения. Чеканка на жестяных листах доступна даже для новичков.
Чеканка на жести
- Черные металлы — представляют собой стали мягких марок, с низким содержанием углерода, из которых путем предварительного отжига и травления получают декопир. Из него можно выполнять различные виды изделий, как крупного рельефа, так и мелкой декоративной фактуры.
- Кровельное железо — используется для изготовления наиболее простых декоративных изделий. На листовой кровельной стали можно производить чеканку без глубокой вытяжки, делать контурные рисунки с опусканием фона и нанесением фактурных изображений.
- Нержавеющая сталь — это очень красивый вид современного материала, обладающего повышенными антикоррозионными свойствами. Однако хромоникелевая сталь представляет определенную сложность в художественной обработке из — за прочности и плотности своей текстуры. Поэтому сталь чеканится трудно. Для изготовления художественной чеканки применяется листовая сталь 0,5 — 0,8 мм толщиной.
- Никелевые сплавы — в чеканных работах зачастую используются мельхиор и нейзильбер, которые являются сплавами на основе никеля с добавлением меди. Причем, массовая доля меди в них достаточно значительная ( мельхиор содержит 81% меди, а нейзильбер — 65%).
Чеканка на нейзильбере
Именно поэтому никелевые сплавы пластичны, отлично полируются, легко подвергаются разнообразным видам отделки и принимают различные оттенки в результате воздействия растворов гипосульфита натрия и уксуснокислого свинца.
Образец чеканного изделия
При умелой обработке поверхности эти дешевые материалы могут приобретать вид то древней патинированной бронзы, то блестящую золотую или искрящуюся серебряную поверхность.
Объемная чеканка по металлу
Все эти металлы и сплавы при выколотке легко принимают заданную форму и позволяют создать любой задуманный рельеф. При выборе той или иной пластины нужно следить, чтобы она обязательно была качественной. Лист не должен расслаиваться, иметь пузыри, выбоины, пятна и царапины.
Чеканка на металле
Для выполнения чеканки на смоляных подложках — подушках применяется смола. Чаще всего это искусственная смола — битум, который получают путем перегонки нефти. В зависимости от степени вязкости битум различается по номерам. Для изготовления чеканки используются смолы № 4 и 5.
Для химической обработки поверхности металлической пластины потребуются следующие виды реактивов:
- Соляная кислота
- Азотная кислота
- Серная кислота
- Поташ
- Сернокислая медь
Чтобы придать металлу приятный оттенок и сделать его более светлым, используют кварцевый песок и порошок пемзы. Для удаления смолы и протирки чеканной пластины после химической обработки используется машинное масло или керосин.
Чеканное изображение на металле
Техника чеканки
Что касается особенностей техники нанесения чеканных изображений, то она мало изменилась со времен своего изобретения. Обычно металлический лист кладут на эластичную подложку из свинца или смолы. С обратной стороны мастер с помощью специальных инструментов выбивает молотком общий рисунок фигур, а затем уже по лицевой стороне чеканом наносит контуры и отдельные части рельефа.
Панно » Георгий Победоносец» ( 1993 год). Алюминий, латунь, медь, чернение.
Обработка готового изделия
Нанесение изображения на металлический лист проводится в несколько этапов, каждый из которых имеет собственные характерные особенности:
I этап — создание эскиза рисунка на листовом металле
II этап — выполнение чеканного изображения
III этап — проведение окончательной отделки
Среди основных видов финишной обработки чеканных изделий можно назвать следующие:
- Шлифовка — используется для удаления с поверхности готового изделия всевозможных оставшихся неровностей и шероховатостей.
- Полировка — выполняется для придания чеканному изделию законченного вида, а также для повышения антикоррозионных свойств металла.
- Патинирование — представляет собой вид обработки чеканного изделия соединениями хлора или серы.
- Окраска латуни и меди — позволяет окрасить латунную чеканку в желтовато — коричневые тона. Для окрашенной меди будут характерны различные оттенки оранжевого, красного и темно — красного.
- Эмалирование — представляет собой особый способ окрашивания, который используется для отдельных участков изделия или для маленьких предметов. Эмаль является стеклянным сплавом, который содержит различные цветовые добавки.
- Оксидирование — способ обработки поверхности чеканки специальными химическими реактивами, с помощью которого изделиям можно придать различную окраску от зеленого до черного оттенка, а также защитить поверхность металла от коррозии.
- Тауширование — процесс вколачивания в металл тончайших проволочек, которые подчеркивают границы рисунка. Это инкрустация металлического листа другим металлом, более мягким по своей структуре и имеющим меньшую температуру плавления.
Образец техники тауширования.
Виды чеканки
В процессе изготовления чеканных изделий мастера используют несколько традиционных видов нанесения изображения на металл, среди которых можно назвать следующие:
- Ажурная чеканка — один из самых красивых и эффектных видов чеканного искусства, которое выглядит как настоящие кружева, выполненные на металле. Сначала с помощью специальных сечек высекается фон изображения, а далее по этим же линиям производится высечка.
При этом получаются тонкие ажурные металлические перегородки, которые требуют особенно осторожного обращения при отжиге, чтобы не расплавить их и не повредить фактуру изделия. Чаще всего ажурная чеканка выполняется на готовых объемных предметах в качестве финишной отделки изделия.
Ажурная чеканка по металлу
- Контурная чеканка — контурная художественная чеканка выполняется на плоских металлических листах без предварительного нанесения рельефа. По своим внешним качествам контурная чеканка очень похожа на гравировку, однако отличается тем, что может быть выпуклой и вогнутой.
Контурная чеканка применяется для различных видов работ, однако чаще всего подобная техника используется для декорирования предметов интерьера и создания выразительных орнаментов.
- Чеканка объемных изделий — этот вид чеканки считается более сложным по сравнению с остальными ввиду того, что изображение наносится не на плоский лист металла, а на объемные предметы различной формы. Но для опытных мастеров — чеканщиков подобная техника не представляет особой сложности.
Чеканка объемных изделий
- Рельефная чеканка — тоже считается сложным видом художественной обработки металлов. Сначала делается черновая разметка и выколачиваются общие контуры изображения, а затем изделию придается четкий контурный рельеф, а формы окончательно выравниваются и полируются.
Рельефная чеканка
Заключительным этапом работы является окончательная прочеканка изделия, которая направлена на создание завершенного вида изделия.
Фон и фактура чеканных поверхностей также играют огромную роль в придании изделию дополнительного блеска. Весьма утонченно смотрится сочетание нескольких орнаментов, выполненных на матовых и гладких поверхностях, а также комбинация других стилистических приемов.
Чеканка по металлу
Оборудование и рабочее место
В хорошо освещенном помещении небольшой площади устанавливают малогабаритный стол — верстак, на котором можно выполнять работы по художественной обработке металлов.
- Стол обязательно должен быть устойчивым. Его необходимо установить с таким расчетом, чтобы дневной свет падал слева. Для работы в вечернее время кроме общего освещения должны быть оборудованы дополнительные источники света.
Это может быть настенная или подвесная лампа, установленные на расстоянии 30 — 50 см от рабочей поверхности стола. Таким образом рабочее место будет освещаться ровно и правильно. Глаза мастера не будут уставать, а на поверхности будущего изделия не возникнут резкие тени, мешающие работе.
- Тиски, точило и другие специальные приспособления размещают в местах, удобных для работы, таким образом, чтобы мастер мог легко до них дотянуться в случае необходимости.
- Шкаф или стеллаж служат для хранения инструментов, заготовок, моделей, образцов изделий и графических листов.
На рабочем столе инструменты и необходимые в данный момент материалы нужно располагать как можно удобнее, потому что они должны быть всегда под рукой мастера.
Необходимо также помнить о том, чтобы в рабочем помещении всегда был чистый и свежий воздух, поэтому в комнате нужно периодически производить влажную уборку, протирать пыль, выбрасывать ненужные отходы, чтобы не загромождать рабочую зону.
Также нужно соблюдать правила техники безопасности во время работы с различными режущими инструментами и механическим оборудованием.
Для выполнения чеканных работ потребуется и специальное оборудование:
- Небольшой котел для варки смолы
- Два брезентовых мешка размером 50 х 50 см, наполненных хорошо просеянным и просушенным песком
- Ванночка для отбеливающих растворов
- Ящик с древесными опилками для сушки металлических пластин
- Электроплита для разогрева смолы
- Паяльная лампа для прокаливания пластин
- Кузнечные щипцы для захвата обжигаемой металлической пластины
- Ножницы для резки металла
- Слесарный лобзик ( для выполнения ажурных чеканных работ)
- Резиновые перчатки для работы с химическими реактивами
- Брезентовые рукавицы для работы с разогретыми пластинами
- Шаберная плита для правки чеканных пластин
Только при наличии всего необходимого для работы оборудования мастер может приступать к изготовлению высокохудожественных чеканных изделий.
Художественная чеканка
Инструменты для чеканки
Основными инструментами мастера чеканки являются различные чеканы, пуансоны и специальные молотки — металлические или деревянные.
- Чеканы — это специальные стержни из металла или древесины, имеющие разные размеры и особую обработку нижней части, так называемого боя.
Длина стержня составляет 120 — 180 мм в зависимости от сечения. Металлические стержни обычно утолщены в средней части, а их сечение представляет собой четырехгранник. Подобные чеканы легко держать в руке, ими удобно работать, потому что данные особенности конструкции исключают возникновение вибраций в процессе нанесения ударов по металлической пластине.
- Штихель — применяется для нанесения линейного рисунка на металлическую пластину. Гравировка штихелем осуществляется напрямую от руки, без ударов молотком.
Штихель можно изготовить из пружины от старого матраса. Для этого отрезают кусок пружины длиной 80 — 100 мм, накаляют на огне, а после распрямляют.
После этого выпрямленные конец опять накаляют на огне, и расплющивают легким молотком — эта часть и будет рабочей частью штихеля. Ей придают вид двугранной или трехгранной пирамидки. Для придания дополнительной прочности штихель можно снова накалить, а затем насадить на него деревянную ручку.
- Деревянные чеканы — применяются для выполнения крупных и глубоких рельефных изображений. Также они используются для выравнивания фона металлической пластины.
Деревянные чеканы представляют собой четырехгранные брусочки с обработанной рабочей частью, по форме близкой к форме металлических чеканов, но при этом гораздо больших размеров.
- Металлические молотки — применяются для выколачивания разных форм на металле и для удара по чекану, поэтому головка молотка часто имеет сферическую форму с одной стороны, а с другой — плоские квадратные или округлые очертания.
- Деревянные молотки — делают из тех же пород древесины, что и чеканы.
- Ножницы по металлу — нужны для разрезания тонких металлических листов. Ножницы для резания металла более прочные, чем обычные. Однако для небольших листов толщиной 0,2 — 0,4 мм используются медицинские ножницы.
- Слесарная ножовка — применяется для распиловки металла.
- Напильники — служат для изготовления и отделки металлических пластин. Они различаются по величине насечки. Напильники с крупной насечкой — это рашпили, а с маленькой — надфили. С их помощью выполняют различные виды работ по отделке больших и мелких отверстий.
- Пробойник — это небольшой стержень из стали с закаленным концом. Он потребуется для закрепления пластины на деревянной подложке.
- Измерительные инструменты — складной метр, стальная линейка, стальной циркуль, кронциркуль, рейсмус и угольник ( металлический или деревянный).
Рельеф на металле
Стили чеканки
Высокие декоративные свойства чеканных изделий позволяют мастерам — чеканщикам создавать новые уникальные образцы в различных стилях, среди которых можно назвать следующие:
- Исторический стиль
- Древнерусский стиль
- Восточные стиль
- Грузинский стиль
- Марокканский стиль
- Узбекский стиль
- Современный стиль
- Модерн и многие другие.
Темы изображений
Тематика чеканных изображений может быть самой разнообразной, и затрагивать самые различные сферы жизни и деятельности человека. Среди наиболее распространенных тем изображений на чеканке можно назвать следующие:
- Изображение литературных и мифологических героев
- Жанровые и бытовые сцены из жизни людей
- Пейзажные зарисовки
- Сюжеты сказок и легенд
- Подвиги современных героев
- Исторические миниатюры, посвященные знаменитым событиям мировой истории
- Типический портрет и многие другие жанры живописи
Чеканные изделия
Среди всего разнообразия изделий, украшенных чеканным изображением, можно назвать следующие:
- Картины на металле
- Элементы декора интерьера
- Чеканные фрагменты для деревянной мебели
- Детали автотюнинга
- Кованные столы с чеканной поверхностью
- Кровати с элементами чеканки
- Комоды, украшенные резьбой по дереву и чеканкой
- Панно из чеканки
- Чеканные ширмы и колонны
- Карнизы с чеканным декором
- Чеканные подносы
- Художественные тарелки
- Камины с декором из чеканки
- Мангалы с чеканными элементами
Кроме этого, мастера могут нанести чеканное изображение практически на любой предмет, исходя из индивидуальных пожеланий заказчика. Так, индивидуальные изделия авторской чеканки подходят для украшения интерьеров квартир, загородных домов и коттеджей, а также элитных ресторанов и гостиниц.
Что такое литье металла? (с иллюстрациями)
Металлическое литье – это метод обработки металла, при котором расплавленный металл заливают в форму и оставляют для затвердевания перед удалением, чтобы открыть металлическую деталь, которую можно обработать шлифованием, шлифованием и полировкой перед продажей. Это один из старейших методов обработки металла в мире, свидетельства о том, что на археологических раскопках по всему миру находят отливки из металла, иногда демонстрируют очень высокий уровень мастерства. Этот метод по-прежнему используется сегодня во многих отраслях промышленности.
Для создания металлических статуй можно использовать ряд методов литья.В зависимости от обрабатываемого металла, для изготовления форм для литья металлов можно использовать самые разные материалы. Материал должен быть достаточно прочным и долговечным, чтобы выдерживать воздействие горячего металла, и в то же время быть достаточно пригодным для обработки, чтобы его можно было вырезать или превратить в форму.Дерево, известняк, гипс и керамика использовались для изготовления форм, а неочищенное литье металла выполнялось путем заливки расплавленного металла в формы, сделанные путем выдавливания песка или глины. Многоразовые формы для литья металла защелкиваются, удерживая металл, пока он застывает, а затем разъединяются.
Литье металла – это метод обработки металла, при котором расплавленный металл выливают в форму и дают ему затвердеть.Некоторые формы изготавливаются путем вырезания формы из воска с высокой степенью детализации, чтобы изделие было максимально законченным. Воск можно вставить во влажный керамический или гипсовый блок из парижского блока, а затем обжечь, оставляя форму формы, пока воск вытекает. Эта техника известна как «литье по выплавляемым моделям», и ее достаточно просто преподавать в художественных классах начальной школы.
Для литья металла людям обычно требуется доступ к литейному цеху, который специально оборудован для работы с горячими металлами. В литейных цехах есть очень горячая печь или камин, известный как кузница, который можно использовать для обработки металла непосредственно для кузнечного дела или для плавки металлов для литья металла.После того, как металл расплавлен, его можно сплавить с другими металлами для придания желаемых свойств, а затем осторожно разлить в формы для литья.
Для работы с разными металлами требуется уникальный уровень навыков, на что указывают термины «бронзовый век», «железный век» и так далее для разных периодов в истории человечества.Некоторые литейные заводы оснащены оборудованием для обработки различных металлов, включая металлы, для работы которых требуется очень высокая температура, в то время как другие являются более грубыми и предназначены для использования с более мягкими металлами, которые легче обрабатывать. Литье по металлу также может выполняться из таких благородных металлов, как серебро и золото, для изготовления литых ювелирных изделий.
.Объяснение процесса литья металла
Что такое литье металла?
Литье металла – это современный процесс с древними корнями. В процессе литья металла металлические формы формируются путем заливки расплавленного металла в полость формы, где он охлаждается, а затем извлекается из формы. Литье металла, возможно, является самым ранним и самым влиятельным промышленным процессом в истории. Из него изготавливают многие металлические предметы, используемые в нашей повседневной жизни: автомобильные детали, колеса поездов, фонарные столбы, педали школьного автобуса и многое другое.Кроме того, литейные заводы полагаются на вторичную переработку металла как на экономичный источник сырья, значительно сокращая отходы металлолома, который может оказаться на свалках.
История литья металлов
Самая старая известная металлическая отливка – это отливка из медной лягушки. Считается, что она была произведена в 3200 году до нашей эры в Месопотамии, когда медь была широко используемым материалом. Позже, примерно в 2000 году до нашей эры, было обнаружено железо. Но только примерно в 700 г. до н.э. в Китае было освоено первое производство чугуна.Достаточно интересно, что процесс литья металлов из песка также был изобретен в Китае в 645 году до нашей эры.
Тигельный процесс, метод, используемый для производства тонкой или инструментальной стали, появлялся и исчезал в различных местах по всему миру с начала 1-го тысячелетия нашей эры. Эта техника впервые появилась в Индии и Центральной Азии, пока не появилась в Северной Европе около 800 г. н.э., где ее использовали для изготовления мечей викингов. Эта техника не использовалась до 1750 года, когда Бенджамин Хантсман заново изобрел ее в Англии.Хантсман нагревает небольшие кусочки углеродистой стали в закрытом тигле, который представляет собой керамический котел с огнеупорными свойствами, способный выдерживать высокую степень нагрева. Хантсман впервые достиг температуры, достаточной для плавления стали.
За последние тысячи лет отливка металлов в пригодные для использования предметы эволюционировала, чтобы стать более точными и автоматизированными, но процесс, по сути, остался прежним. Инновации в автоматизации литейных процессов, такие как кондиционер для литья в песчаные формы VIBRA-DRUM® компании General Kinematics, упростили обработку больших объемов отливок, а также улучшили качество отливок.Эта машина является революционной в области обработки больших объемов пресс-формы и песка для литейного производства.
Процесс литья металла
- Изготовление выкройки – Выкройка является точной копией внешнего вида отливки. Выкройки обычно изготавливаются из дерева, металла, пластика или гипса. Изготовление лекал невероятно важно для промышленного изготовления деталей, где необходимы точные расчеты, чтобы детали подходили друг другу и работали вместе.
- Изготовление стержней – Если отливка полая, дополнительный кусок песка или металла (так называемый сердечник) придает внутренней форме форму, чтобы сделать ее полой.Сердечники обычно прочные, но разборные, поэтому их можно легко удалить из готовой отливки.
- Отливка – Чтобы представить себе процесс литья металла, представьте, что вы идете по пляжу в сторону океана. Посмотрите на след, который вы оставляете на мокром песке. Ваша ступня будет стержнем, а отпечаток, оставленный на песке, – это слепок вашей ступни. Формование – это многоэтапный процесс, при котором формируется слепок вокруг шаблона с использованием формовочного песка. При литье форма помещается в раму, называемую колбой.В колбу вокруг выкройки набивается зеленый песок или формовочный песок. Это называется литьем металла в песчаные формы. Когда песок плотно набит, узор можно удалить, а гипс останется. В качестве альтернативы можно создать неразрушаемую металлическую форму, состоящую из двух частей, чтобы форму можно было многократно использовать для отливки идентичных деталей для промышленного применения.
- Плавка и разливка расплавленного металла – После плавления металл заливается в полость формы и оставляется для застывания.После затвердевания начинается процесс вытяжки: формы подвергаются вибрации для удаления песка из отливки. В промышленных применениях такое оборудование, как наши двухмассовые встряски, поддерживает высокий уровень производительности благодаря своей эффективной и бесперебойной работе. Удаленный песок обычно собирается, охлаждается и восстанавливается для повторного использования в будущих отливках. Кондиционер для литья песка VIBRA-DRUM® улучшает этот процесс отделения песка от отливок, удаляя и охлаждая песок и отливки и испаряя влагу, одновременно уменьшая повреждения отливок, которые являются обычным явлением на этом этапе процесса.Конечным результатом является чистая отливка и песок, готовый к процессу рекультивации.
- Очистка – На этом последнем этапе отлитый металлический объект извлекается из формы и затем очищается. Во время зачистки предмет очищается от формовочного материала, удаляются неровности.
Современные отливки
Сегодня почти все механические устройства, которые мы используем, от автомобилей до стиральных машин, производятся из металлических деталей, созданных с помощью процесса литья.Разница между сегодняшними изделиями из литого металла и изделиями, которые были изготовлены еще 100 лет назад, заключается в точности и допусках, которые могут быть достигнуты с помощью компьютеризированного автоматизированного процесса проектирования, а также современных методов изготовления детализированных стержней и форм. Современное литье металла представляет собой инновации в действии.
На протяжении веков были разработаны различные комбинации сырья для производства различных типов металлов. Некоторые литые изделия используются в двигателях, требующих высокой устойчивости к жаре и холоду.Чугунные трубы должны противостоять коррозии и высокому давлению. Остальные литые детали должны быть легкими, но прочными. Во многих приложениях детали конструируются с учетом точных допусков между расширением и сжатием.
Другие процессы литья включают гипсовое литье, литье под давлением и литье по выплавляемым моделям. Литье из гипса просто заменяет песок гипсовой формой.
Для литья под давлением требуются две большие движущиеся детали из цветных металлов, которые зажимаются вместе под высоким давлением. Расплавленный металл вводится в матрицу, и после затвердевания металлические части отделяются.
Процесс литья по выплавляемым моделям начинается с заполнения формы воском. После затвердевания воск многократно покрывается керамическим материалом. Его нагревают до тех пор, пока воск не расплавится и не останется керамическая форма. Форма заполняется расплавленным металлом, охлаждается, после чего керамический материал отламывается.
Горжусь тем, что служу литейной промышленности
General Kinematics гордится тем, что является ведущим производителем оборудования для автоматизированной вибрационной обработки, который занимается инновациями вместе с литейной промышленностью на протяжении почти 60 лет.Чтобы получить более подробную информацию обо всем литейном оборудовании General Kinematics, свяжитесь с нами сегодня!
.Процесс литья по выплавляемым моделям (подробное руководство)
Вы любите металл так же сильно, как и мы? Это руководство создано, чтобы помочь вам узнать больше об одном из основных процессов металлообработки – литье. До 90% всех промышленных товаров и оборудования имеют по крайней мере одну деталь, которая была изготовлена с использованием литья, причем размеры варьируются от небольшого крепежа до важных компонентов двигателей промышленного класса. В этом руководстве вы получите представление об основных особенностях, преимуществах и недостатках литья металла по сравнению с другими производственными технологиями.
Что такое литье металла?
Литье металла – это процесс формования объекта из расплавленного металла, который был залит в форму, которая затем затвердевает. Это одна из самых древних технологий обработки металлов давлением, насчитывающая тысячи лет. Металлическое литье часто используется для формования деталей сложной формы, которые сложно изготовить с помощью других технологий. Это один из наиболее распространенных методов производства колес поездов, шестерен и других прочных металлических деталей. Некоторые из ведущих рынков литья металлов – тяжелое оборудование, транспорт и станки.
Какой металл можно использовать для литья?
К наиболее часто литым металлам относятся сплавы железа, алюминия, олова, цинка, магния, меди и свинца. Серый чугун (сплав чугуна с графитовой микроструктурой) широко используется в литье для промышленного производства. Ковкий чугун, как следует из названия, используется там, где требуется большая прочность, чем у серого чугуна. Для украшений используют золото, серебро и другие драгоценные металлы.
Отливка в формы длительного и длительного пользования
Проще говоря, форма – это просто полый контейнер, который удерживает и формирует материалы в жидком состоянии (например, воск или металл). Литейные формы обычно делятся на две основные категории: одноразового использования и длительного пользования .
Литье в расходные формы – это общая классификация, которая включает формованные изделия из песка, пластика, ракушечника, гипса и лепные изделия (техника выплавляемого воска). Этот метод литья в формы предполагает использование временных одноразовых форм.
Известные технологии металлического литья
Литье по выплавляемым моделям (также известное как литье по выплавляемым моделям)
Литье по выплавляемым моделям включает в себя паковку (окружение) шаблона огнеупорным материалом и может применяться для литья нержавеющей стали, латуни и алюминиевых сплавов . Жидкий металл заливают в полость в огнеупорном материале. Литье по выплавляемым моделям создает изделия с исключительно качественной поверхностью.
Основные характеристики:
- Высокая точность
- Идеально подходит для деталей сложной формы
- Высококачественная обработка поверхности
- Подходит как для черных, так и для цветных металлов
Литье под давлением
Во время штамповки В процессе литья расплавленный металл нагнетается в полость под высоким давлением, обычно с использованием цветных металлов, таких как цинк, медь и сплавы на основе алюминия.Литье под давлением широко используется там, где требуется много мелких деталей с множеством деталей, а также высококачественная поверхность.
Основные характеристики:
- Высокая точность
- Подходит для небольших деталей с большим количеством деталей
- Не требует обширной обработки
- Идеально подходит для крупносерийного производства
Литье в песчаные формы (литье в песчаные формы)
Литье в песчаные формы, также известное как литье в песчаные формы, представляет собой процесс литья металла, характеризующийся использованием песка в качестве основного материала для форм.Основная часть всех металлических отливок производится методом литья в песчаные формы. Несмотря на то, что песчаные формы можно использовать только один раз, они все же намного дешевле, чем другие типы форм. Для этого метода песок смешивается со связующим веществом, таким как глина. После распространения технологий 3D-печати песчаные формы также можно изготавливать, формируя песок вокруг 3D-печатных шаблонов. Самый распространенный тип литья в песчаные формы называется формованием из сырого песка и часто используется для изготовления форм для металлических деталей малых и средних размеров.Зеленый песок – это совокупность песка, бентонитовой глины, угольной пыли и воды.
Основные характеристики:
- Идеально подходит для крупных деталей
- Может формировать сложные формы
- Подходит для широкого спектра материалов
- Относительно низкая стоимость
- Обрезки могут быть переработаны
Литье по потере пены
Литье по потерянной пене использует структуру вспененного пенополистирола (EPS). Первым шагом в этом процессе является создание инструмента из пеноматериала, из которого изготавливаются кусочки пенопласта.После того, как пена готова, ее покрывают огнеупорным слоем и помещают в колбу. После высыхания пену насыпают рыхлым песком, пока колбу встряхивают. Затем жидкий металл заливается в колбу, выгорает и заменяет пену. После охлаждения деталь можно подвергнуть постобработке.
Основные характеристики:
- Нет необходимости в добавках, связующих или стержнях
- Минимальные отходы
- Гибкость конструкции отливок
- Высокая рентабельность
- Подходит для сложных форм
- Можно использовать для деталей различных размеров
- Не требует обширной механической обработки
Какой метод литья металла лучше?
Литье по выплавляемым моделям или литье под давлением?
Не существует идеального решения, которое можно было бы применить ко всем продуктам, потому что все продукты в определенной степени отличаются друг от друга.Однако одно можно сказать наверняка – в случаях, когда гибкость конструкции требуется для массового производства, литье по выплавляемым моделям – лучший выбор. Он также предлагает высокий уровень точности, возможность создавать сложные геометрические формы, а также тонкостенные детали. Вообще говоря, чем меньше размер отливки, тем выше требуется точность размеров. Существенно крупные отливки по выплавляемым моделям могут потерять некоторую точность размеров, поэтому литье под давлением может быть лучшим вариантом для относительно крупных деталей.Литье по выплавляемым моделям обходится дороже, чем литье под давлением, потому что это ручной процесс, позволяющий производить детали с превосходной точностью и отличной обработкой поверхности. Однако литье под давлением требует более высоких затрат на инструменты и обычно требует, по крайней мере, некоторой вторичной механической обработки для надлежащей отделки продукта. По этим причинам литье под давлением является наиболее рентабельным для крупносерийных работ.
Литье в песчаные формы или литье по выплавляемым моделям?
Типичная чистовая обработка поверхности отливок в песчаные формы требует обширной постобработки для создания отделки поверхности, приемлемой для большинства применений.Кроме того, керамические формы, которые используются при литье по выплавляемым моделям, позволяют получить гораздо более гладкую поверхность. Как правило, отливки по выплавляемым моделям имеют более высокую точность и почти наверняка требуют меньшей обработки, чем отливки в песчаные формы.
Обработка с ЧПУ или литье металла?
Механическая обработка в основном используется для производства простых деталей и из-за большого количества отходов может привести к более высоким затратам. Обработка также может быть довольно длительным процессом, что приводит к более медленному производственному циклу и более дорогим деталям.
Литье под давлением или 3D-печать металлами?
Аддитивное производство обеспечивает инженерам высокую степень гибкости проектирования, позволяя им создавать практически любые формы с помощью 3D-печати. В этой области аддитивное производство не имеет аналогов в других производственных технологиях. Однако когда дело доходит до высокоскоростного и крупномасштабного производства, литье металла под давлением не имеет себе равных и позволяет изготавливать все более сложные детали с высокой воспроизводимостью и точностью.Он предлагает несколько методов отделки, обеспечивает жесткие допуски и обеспечивает прочные и долговечные детали. На Treatstock у вас есть доступ к широкому спектру производственных технологий для производства пресс-форм и металлических деталей. Если есть вопросы – свяжитесь с нами !
.различных типов процессов литья, используемых в производстве
Изображение предоставлено: Funtay / Shutterstock.com
Производство отливок – это процесс, при котором жидкий материал, такой как расплавленный металл, заливается в полость специально разработанной формы и дает возможность затвердеть. После затвердевания заготовка вынимается из формы для различных отделочных обработок или для использования в качестве конечного продукта. Методы литья обычно используются для создания сложных твердых и полых форм, а литые изделия находят широкое применение, включая автомобильные компоненты, аэрокосмические детали и т. Д.
Различные виды литья и процесс литья
Хотя литье является одним из старейших известных методов производства, современные достижения в технологии литья привели к появлению широкого спектра специализированных методов литья. Каждый из процессов горячей штамповки, таких как литье под давлением, литье по выплавляемым моделям, гипсовое литье и литье в песчаные формы, дает свои уникальные производственные преимущества. Сравнение преимуществ и недостатков общих типов процессов литья может помочь в выборе метода, наиболее подходящего для данного производственного цикла.
Литье в песчаные формы
Для литья в песчаные формы обычно используются материалы на основе диоксида кремния, такие как синтетический или природный песок. Песок для литья обычно состоит из мелко измельченных сферических зерен, которые можно плотно упаковать в гладкую формовочную поверхность. Отливка спроектирована так, чтобы уменьшить вероятность разрыва, растрескивания или других дефектов, обеспечивая умеренную степень гибкости и усадки во время фазы охлаждения. Песок также можно укрепить с помощью глины, которая помогает частицам более плотно сцепляться.Автомобильные продукты, такие как блоки двигателей, производятся методом литья в песчаные формы.
Литье в песчаные формы включает несколько этапов, в том числе изготовление моделей, формование, плавление и заливку, а также очистку. Узор – это форма, вокруг которой набивается песок, обычно состоящий из двух частей: рифление и сопротивление. После того, как песок достаточно уплотнен, чтобы воспроизвести узор, колпачок удаляется и узор извлекается. Затем устанавливаются любые дополнительные вставки, называемые стержневыми ящиками, и заменяется колпачок. После заливки и затвердевания металла отливку снимают, очищают от стояков и ворот, которые использовались в процессе заливки, и очищают от приставшего песка и окалины.
К основным преимуществам литья в песчаные формы относятся:
- Относительно низкие производственные затраты, особенно при малых тиражах.
- Возможность изготовления больших компонентов.
- Емкость для литья как черных, так и цветных металлов.
- Низкая стоимость оснастки после литья.
Несмотря на свои преимущества, литье в песчаные формы дает более низкую степень точности, чем альтернативные методы, и может быть сложно отливать в песчаные формы компоненты с заранее определенными размерами и массой.Кроме того, этот процесс имеет тенденцию давать продукты со сравнительно шероховатой поверхностью.
Вы можете использовать платформу Thomas Supplier Discovery Platform, чтобы найти компании по литью в песчаные формы для ваших нужд.
Литье по выплавляемым моделям
Литье по выплавляемым моделям или выплавляемым моделям использует одноразовый восковой узор для каждой литой детали. Воск впрыскивается непосредственно в форму, удаляется, затем покрывается огнеупорным материалом и связующим веществом, обычно в несколько этапов для создания толстой оболочки.На общие литники собраны несколько шаблонов. После того, как скорлупа затвердеет, узоры переворачивают и нагревают в печах для удаления воска. Затем расплавленный металл заливается в оставшиеся оболочки, где он затвердевает, принимая форму восковых узоров. Огнеупорная оболочка выламывается, чтобы обнажить законченную отливку. Литье по выплавляемым моделям часто используется для изготовления деталей для автомобильной, энергетической и аэрокосмической промышленности, например, лопаток турбин. Некоторые из основных преимуществ и недостатков литья по выплавляемым моделям включают:
- Высокая точность и точные результаты размеров.
- Возможность создания тонкостенных деталей сложной геометрии.
- Емкость для литья как черных, так и цветных металлов.
- Относительно качественная обработка поверхности и детализация готовых компонентов.
Несмотря на высокую точность, литье по выплавляемым моделям обычно дороже, чем другие сопоставимые методы литья, и, как правило, рентабельно только тогда, когда невозможно использовать отливки из песка или гипса. Однако затраты иногда можно компенсировать снижением затрат на механическую обработку и оснастку благодаря качеству поверхности отливок по выплавляемым моделям.
Вы можете использовать платформу Thomas Supplier Discovery Platform для поиска инвестиционных литейных компаний для ваших нужд.
Гипсовая отливка
Литье из гипса аналогично процессу литья в песчаные формы с использованием смеси гипса, упрочняющего состава и воды вместо песка. Штукатурный рисунок обычно покрывается антиадгезионным составом, чтобы предотвратить его прилипание к форме, а штукатурка способна заполнить любые зазоры вокруг формы. После того, как гипсовый материал был использован для отливки детали, он обычно трескается или образует дефекты, требующие замены на свежий материал.К преимуществам гипсового литья можно отнести:
- Очень гладкая поверхность.
- Возможность отливать сложные формы с тонкими стенками.
- Способность формировать большие детали с меньшими затратами по сравнению с другими процессами, такими как литье по выплавляемым моделям.
- Более высокая точность размеров по сравнению с литьем в песчаные формы.
Этот процесс имеет тенденцию быть более дорогим, чем большинство операций литья в песчаные формы, и может потребовать частой замены гипсового формовочного материала.Обычно это более эффективно и экономично, когда важным требованием является качество отделки поверхности. Его применение обычно ограничивается литьем алюминия и сплавов на основе меди.
Вы можете использовать платформу Thomas Supplier Discovery Platform, чтобы найти компании по литью гипса для ваших нужд.
Литье под давлением (процесс литья металлов)
Литье под давлением – это метод формования материалов под высоким давлением, обычно с использованием цветных металлов и сплавов, таких как цинк, олово, медь и алюминий.Форма многоразового использования покрыта смазкой, которая помогает регулировать температуру штампа и способствует выталкиванию компонентов. Затем расплавленный металл под высоким давлением впрыскивается в пресс-форму, которое остается непрерывным, пока заготовка не затвердеет. Эта вставка под давлением происходит быстро, предотвращая затвердевание любого сегмента материала перед заливкой. После завершения процесса компонент вынимается из фильеры и удаляются все отходы. Некоторые из основных преимуществ, обеспечиваемых литьем под давлением, включают:
- Минимальные допуски по размерам и форме.
- Высокая стабильность размеров компонентов и унифицированный дизайн.
- Снижение потребности в обработке после литья.
Несмотря на свои преимущества, литье под давлением как процесс литья металла требует относительно высоких затрат на инструмент, что делает его более рентабельным при больших объемах производства. Также может быть трудно обеспечить механические свойства отлитого под давлением компонента, что означает, что эти изделия обычно не функционируют как конструктивные детали. Поскольку формы обычно состоят из двух частей, литье под давлением ограничивается продуктами, которые могут быть извлечены из формы без разрушения формы, как это делается в других процессах литья.
Для получения дополнительной информации о литье под давлением вы можете ознакомиться с нашим руководством по типам литья под давлением, в котором подробно рассматриваются различные типы, сплавы и соображения по выбору конкретной комбинации процесса / сплава.
Центробежное литье
Центробежное литье используется для производства длинных цилиндрических деталей, таких как чугунные трубы, за счет перегрузки, возникающей в литьевой форме. Расплавленный металл, введенный в форму, разбивается о внутреннюю поверхность формы, в результате чего получается отливка без пустот.Первоначально изобретенный как процесс де Лаво с использованием форм с водяным охлаждением, этот метод применяется к симметричным деталям, таким как грунтовая труба и большие стволы орудий, и имеет преимущество изготовления деталей с использованием минимального количества стояков. Для асимметричных деталей, которые не могут вращаться вокруг своих осей, вариант центробежного литья, называемый литьем под давлением, размещает несколько деталей вокруг общего литника и вращает формы вокруг этой оси. Аналогичная идея применяется при отливке очень больших зубчатых колес и т. Д.В зависимости от отливаемого материала могут использоваться металлические или песчаные формы.
Отливка в постоянную форму
Литье в постоянную форму имеет сходство с литьем под давлением и центробежным литьем, особенно с использованием форм многократного использования. Они могут быть сделаны из стали, графита и т. Д. И обычно используются для литья таких материалов, как свинец, цинк, алюминиевые и магниевые сплавы, некоторые виды бронзы и чугун. Это процесс при низком давлении, когда заливка обычно выполняется вручную с использованием нескольких форм на поворотном столе.По мере того как формы вращаются через различные станции, они последовательно покрываются, закрываются, наполняются, открываются и опорожняются. Один из таких методов известен как литье под давлением, когда форма заполняется, но опорожняется до того, как металл полностью затвердеет. Расплавленный металл выгружается из отливки для получения полой литой оболочки. Похожая идея используется при лепке полых шоколадных изделий, например, пасхальных кроликов. Использование металлических форм способствует более быстрой передаче тепла через форму, позволяя оболочке затвердеть, в то время как ядро остается жидким.
Сводка
В этой статье представлено краткое обсуждение различных типов процессов литья. Для получения дополнительной информации о связанных продуктах или процессах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Прочие литейные изделия
Прочие «виды» изделий
Больше от Custom Manufacturing & Изготовления
.Художественные ремесла и обучение : Чеканка по металлу обучение
Чеканка по металлу обучениеДля чеканки по металлу, применяется цветной металл – медь, латунь, алюминий и драгоценные металлы и так далее.
Чтобы сделать чеканку по металлу для этого понадобиться ваше желание и терпение и инструменты!
| разные чеканы |
Создание эскиза, рисунка
1. Вы подыскиваете тему, которую вы хотели передать на свой металл создать свое произведение искусств.
2. Эскиз свой разрабатываете под чеканку, короче стилизация (упрощение рисунка под чеканку), со временем, когда вы будите заниматься, с металлом, вы будите искать свой стиль.
3. Создали на бумаге свое произведение, которая должна выглядеть одной четкой линией (без штрихов), чтобы вам было удобно переводить на металл через копировальную бумагу.
4. Металл вы протрите растворителем, «обезжирить», потом покрасить, белой гуашью, водоэмульсионной краской (только не масленой краской), дайте просохнуть.
5. Потом переводите свой рисунок через копировальную бумагу на металл, покрытый белой краской, рисунок вы перевели.
6. Потом покрываете его нит ро лаком прозрачным, чтобы ваш рисунок было виден, тонким слоем (нужен лак который быстро высыхает, чтобы вам не ждать следующего дня когда он высыхает). Ваш рисунок закрепляется, для того чтобы вы не стирать руками, потому что ваши руки будит ложиться на металл, когда вы будите держать чекан «расходник» и будите водить по своей работе, и будите стирать свой рисунок. Есть еще способ – все также вы перевели свой рисунок на метал, а потом обведите «острым конфарником» выдавливая на металле контуры рисунка, чтобы оставались бороздки (черточки). И можете потом чеканить, не боясь, когда вы сотрете рисунок рукой при работе, у вас останутся на металле бороздки рисунка. Я делал вот эту работу. Но если вы делаете большую и сложную работу, лучше первый вариант.
| инструменты чеканы РАЗНЫЕ 6. РАСХОДНИК 5. ПРЯМОУГОЛЬНАЯ ПЛОЩАДКА – ЛОЩАТНИК 4. ВИД ШАРИКА – ПУРОШНИК 7. ВОГНУТАЯ СФЕРА – ТРУБОЧКА 3. ЗАТУПЛЕННОЕ ОСТРИЕ – КОНФАРНИК 2.ОСАДОЧНЫЙ РЕШЕТЧАТЫЙ МАТЕРИАЛ |
| мои инструменты |
| чеканка наружная сторона |
| чеканка внутренняя сторона |
| инструмент чеканы |
Чеканка по металлу и подготовка материла и
инструмента.
Для того чтобы начинать заниматься чеканкой по металлу, вам нужно изготовить инструменты, из прочного материала из «легированной» стали. Не пугайтесь это слово «легированный», если у вас есть металлический прут, можно проверить его ударить острым металлическим предметом, если вмятина слабая металл хороший. Для этого вам нужно металлический прут из стали, разного диаметра, я использовал арматуру в те времена очень прочный материал, от автомобиля клапана разных машин легковых и грузовых, найти можно через своих близких и знакомых. Длина чекана примерно от 12 до 15 см, а диаметр желательно разный. Лучше их делать своими руками, так больше вы узнаете о их изготовление.
Когда вы делаете инструменты их нужно отпускать и закаливать можно паяльной лампой когда их будите обтачивать под нужную форму, с начало их отпускаете нагреваете наконечник до алого красного цвета остужаете и обрабатываете – обтачиваете, металл хорошо поддается обработки. Когда вы закончите обрабатываете металл и сделаете инструмент, тогда его нужно закалить. Для этого нагреваете паяльной лампой до конца до ярко красного цвета, и опустить в машинное масло в отработку.| чекан расходник |
Главный первый чекан – РАСХОДНИК, он похоже на отвертку, только края много закругленные, для того чтобы когда вы бьете молоточком по чекану, он у вас скользил мягко рисовал и проходил вперед оставлял ровное углубление. К этому нужно немного приноровиться. Тренируйте себя, возьмите кусок пластины металла, я раньше пользовался аллюминевой пластиной, она была дешевой, толщина примерно 3, 4, 5, мм. Тонкий металл можно выдавливать без молотка и чекана, путем выдавливания руками самодельными инструментами, но эта тема отдельная.
Этим чеканом, вы обводите контур вашего рисунка, оставляя равномерное углубление. Ставите расходник на линию рисунка и равномерно начинаете стучать молотком по чекану, ваш мозг начинает понимать, как нужно стучать по чекану и какую силу применять для удара, чтобы не разорвать металл и углубление должны быть одинаково ровными, стараться делать без зазубрин. Стучать контур лучше на твердой деревянной поверхности, на ровной гладкой доске, положите на доску, можете прихватить гвоздями края металлической пластины к дереву, чтобы вам было удобно пройти контуры рисунка и не сбивалось металлическая пластина. Когда вы обойдете весь рисунок «расходником», потом вам нужно открепить пластину от доски. На доске остался рисунок, доску можете обратно подстрогать рубанком, и потом следующий заготовку делать на ней. Ваш металл стал упругим, и его повело в разные стороны. Для этого делаете обжиг, прогреваете вашу металлическую пластину, постепенно паяльной лампой до красного цвета, всю пластину, смотрите не пережгите, как краснота появилась, переходите на другой участок, и постепенно всю пластину обожгите, чтобы ваш металл дал отпуск, он становиться мягким и гибким и податливым.
Потом вы можете обработать свою работу убрать гарь и черноту, которая появилась, когда вы обжигали металл.
Вы можете этого и не делать, если вы начинающий, главная ваша суть понять весь процесс работы. Я обтираю растворителем металл темный, но я вишу и без отбеливания. Ну а по правилам и лучшего варианта вы должны делать вот так. Обрабатывают специальным раствором, его изготавливают из 5 – 10% водным раствором серной кислоты. Будьте внимательные с серной кислотой, она очень опасная и вредная. Главное вы должны наливать серную кислоту в воду, если вы будите делать наоборот, то ваш раствор закипит, и серная кислота будит разбрызгивать, и может повредить и навредить вам. Наливать нужно тонкой струей и непрерывное помешивание стеклянной палочкой. Корпус ванны делают из красной меди или свинца, и желательно в железный кожух. Пользоваться нужно в перчатках и фартуке специального изготовления. Укладывать или вынимать вашу работу, пользоваться железными щипцами. Когда вы вынули, с раствора обязательно промойте, в проточной водой и сушат. Работа становиться у вас чистой и светлой и будите видеть, всю вашу работу все линии, не напрягая зрения. После просушки, переходим к другой процедуре.
Прикрепляете на ровную деревянную доску обработанная рубанком, чтобы поверхность была ровной и гладкой без всяких ям и шероховатостей, специально вырезанная доска под вашу работу чуть больше, чтобы вы могли прикрепить ее гвоздями, положите вашу работу из металла с лицевой стороны, где вы проходили расходником. Берете, чекан лощатник, и начинаете стучать, по чекану молоточком по краям вашего контура рисунка опускаете вниз металл, метал вокруг вашего рисунка, где вы проходили расходником, все зависит от вашего рисунка и его сложности. Чекан лощатник должен быть разного размера маленькие большие. Чтобы вам удобно было проходить во всех местах, где нужно опустить металл. У вас должна развиваться интуиция, где нужно опускать металл, а другие места оставлять, короче, по возрастанию объема, нижний металл опускаете, верхней остается.
| чекан лощатник |
После того как вы прошли чеканом лощатником ваши места где металл должен быть опущен вниз. Переходим к следующей процедуре. Снимаете металл с деревянной доски. Смотрим на металл, если его сильно натянуло и повело, обратно ожигаете свою работу из металла. Металл стал мягкий и податливый.
У вас должна быть резиновая пластина, размер по вашей возможности, чтобы ваша работа вмещалась на ней, на которой вы будите выколачивать объем с обратной стороны вашей работы. Для этого нужно вам найти резиновую пластину или упругий войлок, я пользуюсь резиновой пластиной на рабочем столе, кусок транспортерной ленты для подачи угля, толщина нормальная и не сильно упругая. Но вы можете использовать любую резиновую пластину, я написал для примера, где я нашел.
Для этого вам нужен чекан, ПУРОШНИК конец похож на полусферу. Чекан пурошник нужен разного размера, если вам нужно выбивать большой объем, тогда можно использовать деревянные чеканы, которые вы можете изготовить сами из дерева. Бруски разного объема, концы должны быть закруглены, как пурошник и легко можете выбивать большой объем. У вас большой объем будит ровный, и красивый. Большие объемы с мелкими деталями, лучше делать на специально приготовленной смоле. Делаете ящик…. ПРОДОЛЖЕНИЕ СЛЕДУЕТ заходите смотрите буду дополнять….
Смотрите видео обучение: Как сделать чеканку по металлу?
Как подготовить для чеканки металл чтобы сделать эскиз тигра урок № 1
Как сделать чеканку по металлу и как пользоваться чеканами урок №2
Чеканка по металлу обучение урок № 3. Продолжаем обучение мы весь рисунок проходим чеканом расходником, он рисует контурные линии. Расходник похож на отвертку, но края полукруглые и от полированные что он легко при ударе молотка скользил по поверхности
металла.
Чеканка по металлу обучение урок № 4. Продолжаем делать чеканку рычащего тигра. Мы прошли все контуры расходником и теперь по контуру мы начинаем работать чеканом сапожком.
Как сделать чеканку по металлу алюминий и все цветные металлы урок № 5, и какой способ лучший для начинающих с наименьшими затратами времени? Мы продолжаем пятый урок, какие дополнительные материалы нужны для вашей чеканки?
Чеканка
Ремесло чеканщика уходит своими корнями в толщу глубины веков, высоко в горы Кавказа. Однако в условиях представленного производства с тех пор изменилось многое: ручной труд переместился на плечи мощных машин. При этом неизменной осталась основа данного процесса — эффективная пластическая деформация металлических поверхностей.
По художественной ценности она сравнима разве только с легендарными работами Златоустовских мастеров гравюры.
Прежде чем приступить к работе над изображением, на металлической поверхности листа, мастер должен нанести рельеф согласно предоставленного эскиза. Делается это при помощи специального инструмента и молотка, обладающего характерными выступами. При этом выделяют несколько основных видов чеканки: рельефную, объемную, плоскорельефную.
Следует отметить, что чеканка металла кардинально отличается от ковки. Зачастую она неотделима от художественной ковки и слесарного ремесла. Непревзойденные мастера нашего завода готовы взяться за любую чеканку художественного литья, а также кованого металла как декоративной обработки.
Развитие новейших технологий в данной области в тесном сочетании с лучшими базовыми традициями, многовековым опытом и, безусловно, золотыми руками специалистов позволяют получать истинные произведения искусства на листах латуни, меди, алюминия. Здесь рождаются самые сложные, неординарные и непревзойденные орнаменты и сказочные рельефные изображения.
Мастерские электротехнологического завода «МиассЭлектроАппарат» предоставляют уникальные готовые изделия, которые за счет широты творческого подхода, отличаются изысканностью филигранной отделки.
Такие изделия внушительных размеров особенно хороши для интерьера просторных помещений. Всевозможные декоративные барельефы, щиты, удивительные картины на металлических листах способны добавить нотки неповторимого шарма и эксклюзивности даже самым современным корпоративным помещениям, гостиницам, офисам, бизнес–центрам и т.д.
ОАО «МиассЭлектроАппарат» предлагает вам уникальную услугу — чеканка металла под заказ. У нас предоставлено как ручное, так и механизированное выполнение индивидуальных заказов на самом высочайшем профессиональном уровне. Кроме того мы можем предоставить свои эскизы, а также выполнить работу с учетом индивидуальных предпочтений. Заказать чеканку в Челябинске, Миассе. Троицке, Златоусте, Магнитогорске вы можете на нашем сайте, а также позвонив по телефону.
Методы тиснения по металлу и олова Нинетт Крюгер Академия искусства и тиснения по металлу
Определение тиснения по металлуТиснение по металлу или Pewter Repousse (французский язык) – древняя форма искусства, используемая для придания рисунка пластичным металлическим листам. Подходящие металлы включают олово, алюминий или медь. Это ремесло также называют repujado en lamina (по-испански) или Pewter work (по-английски).
Тиснение – это искусство создания рельефных трехмерных рисунков на поверхности металла.Первый шаг – перенести рисунок или рисунок по вашему выбору на металл, а затем сдвинуть рисунок с обратной стороны с помощью инструмента для тиснения или стилуса, чтобы создать эффект выпуклости на противоположной стороне. Этот процесс придает ему объем и текстуру.
Какие металлы подходят для тиснения по металлуСуществуют различные металлы, которые можно использовать для тиснения металла. К ним относятся олово, алюминий, медь, бронза, алюминий с медным и цветным покрытием.
Эти металлы обычно поставляются в листах или рулонах и стоят около 0.Толщина 3-0,5 мм. Если вы живете в Соединенных Штатах, толщина металла также выражается как «калибр». Когда вы покупаете расходные материалы, вам нужно будет покупать металл от 36 до 38 калибра. Как правило, чем выше толщина, тем металл тоньше.
В этом коротком видео я кратко описываю, что такое тиснение по металлу, а также объясняю, какие металлы можно использовать.
Основные методы, используемые при тиснении по металлу
Четыре основных метода включают:
1) Низкий рельеф:Низкий рельеф – это процесс создания единой выпуклой линии на металле.Если вы посмотрите на картинку ниже, вы увидите, что эти рисунки были выполнены полностью с низким рельефом.
Этот метод отлично подходит для простых дизайнов, когда вы хотите выделить рисунок рисунка и сохранить ровный и ровный остальной металл, окружающий область.
Низкий рельеф достигается путем переноса выбранного вами рисунка на лицевую часть вашего металла. Затем вы перевернете свое металлическое лицо лицевой стороной вниз на слой фетра / ткани и обведите рисунок стилусом со средним давлением.Это вытолкнет металл и приподнимет его на передней части вашей конструкции.
Подняв леску, переверните лицевую сторону металлической лицевой стороны на твердую поверхность и определите обе стороны от выпуклой линии. Это создаст красивую резкую линию и сгладит металл, окружающий выступающую линию.
2) ГорельефГорельеф – это процесс подъема определенных частей вашего шаблона дизайна на более высокий уровень. Их необходимо заполнить воском / наполнителем, чтобы поддержать дизайн.
В приведенном ниже рисунке мандалы я использовал технику горельефа, чтобы поднять «точки» вокруг центра, округлый цветочный узор и заостренную цветочную часть рисунка.
Остальное выполнено в барельефе и гравюре.
Высокорельефное тиснение по металлуЧтобы выполнить эту технику, рисунок снова переносится на лицевую сторону металла. Повторите те же шаги, что и для низкого рельефа, но при переворачивании металла лицевой стороной вверх на твердой поверхности / рабочей доске вы будете ТОЛЬКО определите СНАРУЖИ выпуклой линии.
Это создаст небольшую границу. Затем вы снова перевернете свой дизайн лицевой стороной вниз на мягкой поверхности. Используя бумажный карандаш / лепешку, аккуратно «раскрасьте» внутреннюю часть рисунка, чтобы вытолкнуть металл наружу и приподнять его на передней части.
Переверните металл лицевой стороной вверх на твердой поверхности и при необходимости снова определите внешний вид дизайна. Убедитесь, что приподнятые части поднимаются равномерно, прежде чем перевернуть его обратно вверх, чтобы заполнить воском или другим наполнителем по вашему выбору.
3) ГравировкаГравировка в основном используется для создания глубины и текстуры вокруг выступающих частей вашего рисунка, но также очень эффективна для написания слов или цитат на металле.
На картинке ниже я установил керамическую плитку на оловянную посуду в качестве фокуса, а затем создал вокруг нее узоры в стиле зентангл, используя технику гравировки.
Гравировка выполняется так, чтобы металл лежал лицевой стороной вверх на нескольких листах бумаги или ткани (в зависимости от того, насколько глубоки линии вам нужны), а затем обрабатывается спереди, нажимая стилусом.
4) ТрафаретыТрафареты можно использовать для создания эффекта тиснения по металлу, но это такая забавная тема, мы отложим ее на другой день!
Вот несколько примеров того, как я использовал трафареты для создания креста и сердечка.
Примеры использования трафаретов для тиснения по металлуВ этом коротком видео я демонстрирую 3 основных техники: низкий рельеф, горельеф и гравировка.
Объяснение и демонстрация основных методов тиснения по металлу
Чтобы скачать БЕСПЛАТНО базовые методы тиснения по металлу PDF , щелкните здесь. шаги правильно и в правильном порядке.
Если вы хотите узнать больше о оловянном и металлическом тиснении, нажмите кнопку ниже, чтобы зарегистрироваться.
Купите свой металл здесь:
Раскрытие информации: как партнер Amazon я зарабатываю на соответствующих покупках. Обратите внимание, что я рекомендую только те продукты, которые я использую и которые люблю. Вы можете прочитать наш полный отказ от ответственности здесь
Металлы, используемые для металлического тиснения, можно приобрести, используя мои партнерские ссылки здесь
Для получения дополнительной информации, пожалуйста, не стесняйтесь оставлять комментарии.
Обработка металлов :: чеканка металлов
На главную> Металл Советы и факты по изготовлению> Процесс тиснения
Тиснение – штамповка металла процесс изготовления выпуклых или утопленных конструкций или рельефов из листового материала с помощью согласованных роликов с наружной и внутренней резьбой, теоретически без изменение толщины металла или пропускание листа или полосы металла между рулоны нужного узора.
Металлический лист протягивается через фильеры с наружной и внутренней резьбой, производя узор или рисунок на металлическом листе. В зависимости от используемых роликовых матриц, На металлическом листе можно изготавливать различные узоры.
Характеристики процесса тиснения металла включают:
- Его способность образовывать пластичные металлы,
- Его использование в средних и крупных производственных циклах,
- Способность сохранять одинаковую толщину металла до и после тиснение,
- Возможность изготовления неограниченного количества узоров в зависимости от валков, и
- Возможность воспроизвести продукт без изменений.
Внутри подставки для тиснения расположены два выгравированных и сопряженных валки из закаленной стали, соединенные вместе для сохранения рисунка сверху вниз Регистрация. Ширина и диаметр этих рулонов зависит от полосы. ширина, толщина материала, глубина рисунка и прочность материала на разрыв и твердость.
В большинстве машин верхние блоки валков неподвижны, а нижние роликовые блоки подвижные.Давление, с которым поднимается нижний валок называется грузоподъемностью. Этот показатель также зависит от вышеупомянутые параметры.
Машины для тиснения обычно имеют размер, обеспечивающий зазор полосы 2 дюйма на каждой стороне гравированного валика для тиснения. Многие машины для тиснения изготавливаются по индивидуальному заказу, поэтому нет стандартной ширины. Нет редко можно найти в эксплуатации машины для тиснения, производящие меньше узоров шириной от 6 футов до машин, производящих модели шириной 70 дюймов и выше.
На следующем рисунке показано двухмерное изображение типичного установка линии тиснения с валиком для тиснения посередине. Иллюстрация показывает металлический лист, входящий в ролик, а затем тисненый лист уходя к волочильным роликам.
Металлы с тиснением используются в промышленности по двум причинам: (1) эстетическая и (2) функциональный. Эстетические применения также включают панели бытовой техники, здания изделия, панели лифта, панели гаражных ворот, автомобильная отделка, металл офисная мебель и др.
Функциональные приложения – это те, в которых характеристики производительности усиливается. Это может включать способность металлических изделий диспергировать жидкость. более эффективно, снижает трение и статику, увеличивает жесткость и жесткость, увеличивают площадь поверхности металла для акустических или применения теплопередачи и улучшения тяги.
В процессе тиснения можно получить множество рисунков.Несколько из наиболее распространенные узоры включают лепнину, текстуру кожи, текстуру дерева, погодные условия зерно и грубый пиленый кедр. Большинство тиснителей найдут инструмент для формирования любых необходимых выкройка в зависимости от задействованных стоимостных параметров.
Материалы, обычно используемые в процессе тиснения металла, включают:
- Алюминий (все сплавы)
- Алюминий (T1 / T2)
- Латунь
- Сталь холоднокатаная
- Медь
- Сталь оцинкованная
- Высокопрочная, низколегированная, сталь
- Сталь горячекатаная
- Сталь (все сплавы)
- Цинк
Посмотреть обзор услуг по тиснению любой процессов обработки металлов давлением, предлагаемых Воспользуйтесь преимуществами готовых металлов или просмотрите полную таблицу, которая соответствует металлам к предлагаемым нами услугам по обработке металла.
Для получения дополнительной информации о Advantage Fabricated Metals и металле услуги по изготовлению, обработке металлов давлением и сварке, которые мы предоставляем, заполните, пожалуйста, нашу контактную информацию форму или позвоните нам по телефону 1-815-323-1310 .
Сопутствующие услуги по изготовлению металлов, советы и факты:
О компании Advantage Fabricated Metals
| Услуги по обработке металлов давлением
Материалы | Преимущества
| FAQs | Глоссарий по обработке металлов давлением
Советы и факты | Ссылки
И ресурсы | Карта сайта
Свяжитесь с нами | Дом
Advantage Fabricated Metals
подразделение Corrugated Metals, Inc.
Мы инвестируем в наших клиентов. ™
3575 Morreim Drive • Бельвидер, Иллинойс 61008
Телефон: 1-815-323-1310 • Факс: 1-815-323-1317
Эл. Почта: [email protected]
Авторские права © Advantage Fabricated Metals, Inc., 2003-2009.
Все права защищены.
1.Определитесь с желаемым мотивом. Положите его на металлический лист для тиснения и немного скотчите, чтобы он не соскользнул. Подложите кусок забавной пены под два слоя для мягкого подполья. | |
2.Используя стилус, обведите все линии своего рисунка. Это оставит изображение на металлическом листе. Когда закончите, удалите ленту и бумагу. | |
3.Вот так изображение выглядит на металлическом листе. | |
4. Снова воспользуйтесь стилусом и снова проведите по линиям, чтобы углубить их. | |
5.Переверните лист. Это оборотная сторона. Продолжайте оставлять пену под вашим проектом, выполняя следующие шаги. | |
6.Возьмите любой гладкий округлый предмет и протрите между штрихованными линиями. Это рельефное тиснение между линиями в противоположном направлении, что делает изделие объемным. Вы также можете использовать более мелкие предметы. Не касайтесь линий своим предметом. | |
7.Крючок или стилус с шариком большего размера также полезны для прохождения мельчайших участков вашего рисунка. | |
8. Когда тиснение закончено, вырежьте узор и переверните его на лицевую сторону.Теперь используйте краску для окон, чтобы заполнить области. Опять же, избегайте линий. | |
9. Продолжайте заполнять области первым цветом, пока не заполните все области. | |
10. При необходимости измените цвета для заполнения любых других областей. | |
11.Когда закончите, дайте детали высохнуть в течение ночи. В мокром состоянии он выглядит молочно-белым, но при высыхании становится прозрачным. |
Орнамент с тиснением из алюминиевой фольги и металла (Repousse)
Твитнуть Приколи это
Орнамент для тиснения алюминиевой фольги
Я успешно выполнил этот проект в своем внешкольном художественном классе, который состоит из учеников 1-6 классов.Им понравился этот проект!
Принадлежности : Алюминиевые листы – калибр 36 – Сент-Луис Ремесла, рулон листа алюминиевой металлической фольги – калибр 36 – 12 дюймов x 25 футов, инструменты для тиснения металла Стилус, листы пенопласта, деревянные стержни для дюбелей с заточкой или тупые карандаши, перманентные маркеры, опционально : пластины и инструменты для тиснения
| Инструменты, которые мы используем в классе, – это Ten Seconds Studio Metal Tools. У нас есть как базовые инструменты, так и наборы текстур. Они отлично работают и стоят вложений! У нас также есть текстурные пластины для втирания – от Fiskar – я думаю, они должны быть в объятиях, но мы не используем их, мы просто кладем металл на поверхность пластины и натираем инструментами для вязания крючком или лепешками. Менее дорогие варианты – инструменты для вязания крючком и деревянные палочки (только если это толстый металл) |
Вот шаблоны для протирки Fiskar – набор Fiskars Texture Plate Double-Sided Assortment III, который мы используем (12 дизайнов), которые мы используем – они изготовлены из твердого пластика, который хорошо держится при трении металла о него.
Видеоурок: Repousse – Техника тиснения фольгойИнструкции:
- Отрежьте алюминиевую фольгу нужной формы обычными ножницами.
- Обведите контур орнамента на листе бумаги. Нарисуйте рисунки и узоры на бумаге.
- Вырежьте форму и приклейте ее к алюминию.
- Поместите лист пенопласта под алюминий. Это жизненно важно для процесса тиснения!
- Обведите все линии карандашом. Это повредит алюминий.
- Переверните алюминий и визуально убедитесь, что вы проследили все линии.
- Удалите бумагу с алюминия и используйте принадлежности для тиснения для дальнейшего тиснения металла.
- После того, как вы закончите тиснение, используйте перманентные маркеры, чтобы покрасить алюминий.
Металлическая оснастка – Repousse
Если вы решите использовать этот урок или репостить какую-либо его часть, пожалуйста, свяжите его с моим блогом. Создавайте искусство с ME
Дополнительные уроки репутации по металлическому тиснению:
Металлические маски для тиснения – Урок Repousse
Проект по металлу и рисованию Talavera Repousse – Искусство средней школы
Радиальные весы с изображением керамики Талавера и проектом чертежа
Принципы проектирования Металлический корпус и рисунок
ПОЖАЛУЙСТА, поделитесь этим сообщением:
- Tumblr
- Печать
Как это:
Нравится Загрузка…
СвязанныеТиснение по металлу | Музей изящных искусств, Бостон
Многие цивилизации коренных народов в Северной и Южной Америке использовали технику обработки металла, называемую репуссе или тиснением по металлу, при котором металлу придают форму путем удара или прессования с тыльной стороны, чтобы создать дизайн, который появляется спереди. Эти цивилизации часто использовали репуссе для создания красиво оформленных пекторалей и подвесок из золота.Художники часто изображали животных и растения в своем окружении, чтобы представить силу солнца и природы. Какой дизайн вы сделаете?
Инструкции
Материалы
Вам понадобится:
- Двухцветная фольга для инструментов 38-го калибра или алюминиевая фольга
- картон
- бумага
- карандаш
- дырокол (опция)
- строка (необязательно)
- бусины (по желанию)
Шаг 1
Попросите взрослого помочь вам ножницами вырезать инструменты или алюминиевую фольгу до нужного вам размера и формы.Будьте очень осторожны с острыми углами и краями! Если у вас нет фольги для инструментов, вы можете использовать два или три слоя алюминиевой фольги, уложенные друг на друга.Шаг 2
Вырежьте лист бумаги того же размера и формы, что и ваша фольга.Шаг 3
Карандашом нарисуйте на бумаге рисунок или рисунок. Ваше изображение выйдет в обратном направлении, поэтому, если вы хотите рисовать слова, пишите их справа налево и переверните каждую букву, как будто вы смотрите на них в зеркало.Шаг 4
Если вы используете фольгу для инструментов, решите, хотите ли вы использовать золотую или серебряную сторону, и положите сторону, которую вы хотите показать, лицевой стороной вниз на кусок картона.Если вы используете алюминиевую фольгу, при укладке кусочков убедитесь, что обе стороны гладкие, а затем поместите их на картон.Шаг 5
Поместите рисунок поверх фольги и обведите его карандашом. Сильно дави!Шаг 6
Когда вы закончите рисовать, поднимите бумагу и посмотрите на свой рисунок на фольге! Если следы недостаточно глубокие, вы можете провести по нему еще раз, прямо на фольге.Шаг 7
Переверните фольгу – теперь ваш дизайн должен появиться с другой стороны.Если хотите, добавьте детали с помощью перманентных маркеров, мелков или цветных карандашей!Шаг 8
В качестве дополнительного заключительного шага вы можете превратить свой рисунок в кулон, используя дырокол или острый карандаш, чтобы проделать отверстие в верхней части фольги. Проденьте веревку через отверстие и свяжите концы, чтобы закончить. Вы даже можете заняться нашим делом по изготовлению ювелирных изделий и добавить свои собственные творения из бисера!Автоматические машины для тиснения металла | Промышленный тиснитель
Типы автоматических тиснителей металлических бирок
CIM ME550 Портативный автоматический прибор для тиснения собачьих жетонов и металлических пластин
Машина для собачьих жетонов ME550 – это портативное, полностью автоматическое решение для маркировки собачьих жетонов и медицинских бирок.Благодаря 7-дюймовому цветному сенсорному экрану, удаленному доступу и управлению, а также возможности подключения через USB / Ethernet / WiFi, это в настоящее время одна из самых надежных и простых в использовании машин на рынке.
CIM ME550 Flexi Tag Автоматический тиснитель для металлических пластин среднего объема
ME550 Flexi Tag – это портативное решение для тиснения металлических ярлыков, предназначенное для тиснения различных размеров, материалов, форм и толщины. Благодаря увеличению скорости производства на 10%, полностью обновленному дизайну и новым функциям, ME550 Flexi Tag представляет собой передовое решение, которое может быть интегрировано в любую существующую производственную или офисную сеть.
CIM ME550 Flexi Cable Tag Автоматический металлический маркер-тиснитель
ME550 Flexi Cable Tag – это решение, предназначенное для маркировки на маркерных пластинах и бирках, которые легко вводятся. Устройство включает в себя регулируемый загрузчик маркерных пластин, который можно адаптировать к разным размерам маркерных пластин в зависимости от требований области применения.
CIM MDT1000 Высокоскоростной автоматический эмбоссер для собачьих бирок
CIM MDT1000 – это компактный, высокоскоростной аппарат для тиснения металлических ярлыков, созданный на основе надежной и проверенной технологии.MDT1000 является гибким и разработан специально для приложений маркировки военных в США.
CIM ME1500S Автоматический тиснитель металлических ярлыков среднего объема
Разработанный специально для промышленных пользователей, ME1500S представляет собой прочное, надежное и экономичное решение для производства тисненых металлических пластин и ярлыков для идентификации активов и незавершенного производства в самых суровых условиях.
CIM ME1500S Data Matrix Автоматический тиснитель для металлических пластин среднего объема
Data Matrix ME1500S – это передовое решение для надежных и долговечных промышленных маркировочных приложений, требующих автоматического сбора данных и управления штрих-кодом 2D Data Matrix, считываемого портативным сканером .
CIM ME2000S Автоматическая машина для крупногабаритного тиснения по металлическим пластинам
ME2000S – это прочный и надежный электронный тиснитель, разработанный для тяжелых условий эксплуатации и способный обрабатывать большие объемы металлических пластин. Серия ME поддерживает широкий спектр размеров, форм и толщин, включая нержавеющую сталь, алюминий, медь и латунь.
CIM ME2000 Vision System Устройство для тиснения металлических пластин
Система CIM M etal Embosser 2000 Vision – это интеллектуальное решение для тиснения металлических пластин со встроенной системой визуального контроля и проверки.
Matica C330 Компактный автоматический тиснитель для металлических пластин
Matica C330 – это компактный тиснитель с бесшумным механизмом тиснения. C330 может быть настроен как для тиснения, так и для нанесения отступов с возможностью выбора стиля символов.
Matica C410 Автоматическая машина для крупносерийного тиснения металлических листов
Matica C410 – это машина для тяжелых условий эксплуатации, предназначенная для непрерывного производства тяжелых листов. C410 долговечен и может штамповать бирки самых разных размеров, материалов, форм и толщины.
CIM ME2000S Data Matrix Автоматическая машина для крупногабаритного тиснения на металлических пластинах
CIM ME2000DM – это передовое решение для надежных и долговечных промышленных маркировочных приложений, требующих автоматического сбора данных и управления посредством штрих-кода 2D-матрицы данных, считываемого портативным сканером .
Курсы тиснения по металлу
Важное сообщение:
Чтобы обслуживать вас на самом высоком уровне, я сделал оба своих курса доступными на моем членском сайте по металлическому тиснению
В нынешнем экономическом климате и кризисе, связанном с Covid-19, я чувствую, что таким образом могу предоставить вам наиболее значимый контент и финансовую ценность.Получите мгновенный доступ к следующему:
1) Курс Metal Embossing Made EASY (125 $): Комплексный курс для начинающих, который обучает основным методам тиснения металла, как работать с оловянным, алюминиевым и металлическим листом с цветным покрытием, как перенести любой дизайн на металл и многое другое более. Прочтите полное описание, нажав на курс Metal Embossing Made EASY слева внизу).
Получите немедленный полный доступ к курсу и проработайте его в удобное для вас время при поддержке нашего частного сообщества на Facebook.
2) Курс по записной книжке с металлической лентой (45 долларов): Научитесь трансформировать повседневные предметы с помощью металлической ленты. Пошаговый видео-урок, обучающий основным техникам использования металлических лент.
Получите немедленный полный доступ к курсу «Записная книжка на металлической ленте» и проработайте его в удобное для вас время.
3) Постоянная ежемесячная поддержка от нашего замечательного сообщества энтузиастов металла: Наше сообщество – самая невероятная часть этого предложения! Вдохновляйтесь и поддерживайте единомышленников.Заведите новых друзей с любителями искусства из металла со всего мира. Учитесь у тех, кто немного впереди вас в пути, и поощряйте тех, кто позади вас. Мы охотно делимся своими знаниями и помогаем друг другу развиваться и расти в своем ремесле.
4) Бесплатный доступ к проектам, ресурсам, рекомендациям по продуктам и постоянное обучение по металлическому тиснению: В рамках нашей программы членства у вас будет доступ к бонусным ресурсам, бесплатным дизайнам, загрузке выкроек, мини-руководствам, сеансам вопросов и ответов, интервью со специалистами по металлическому тиснению, рекомендации по продуктам, специальные предложения и многое другое!
5) Доступ к сообщениям в блогах и видео на YouTube сразу после их публикации: Будьте первым, кто увидит новый контент в блоге и на YouTube, и оставайтесь на вершине своей игры!
6) Получите бонусную скидку для членов на классы и новые курсы!
Все это для:
Единовременный авансовый ежегодный членский взнос в размере всего 150 долларов США (оплата за 10 месяцев, получите 2 раза бесплатно)
ИЛИ
Ежемесячный платеж 15 долларов в месяц
.