Чем характеризуется марка электрода: ГОСТы и ТУ компании МЕТАЛЛСЕРВИС
alexxlab | 07.02.2023 | 0 | Разное
От чего зависит правильный выбор сварочных электродов
Правильный выбор электродов является одним из условий получения качественного сварочного шва. На первый взгляд, покупая изделие, легко запутаться в обилии выпускаемых марок, типов, материалов покрытия, диаметров и прочих характеристик, однако все перечисленные параметры поддаются определенной классификации.
Всего насчитывается около 500 марок плавящихся и неплавящихся электродов для ручной дуговой сварки.
Схема проведения ручной дуговой сварки
Режимы работы
Первое, с чем необходимо определиться – полярность и род тока. Для ручной дуговой сварки наиболее удобен постоянный ток. Он позволяет получить лучшее качество швов и уменьшает разбрызгивание металла. Если рабочий электрод подключается к «минусу», то это прямая полярность. При таком способе больше нагревается заготовка, и он удобен для соединения толстостенных изделий и металлов с высокой температурой плавления.
Диаметр электрода, толщина соединяемых изделий и величина сварочного тока тесно связаны между собой:
|
Толщина изделия, мм |
Ø электрода, мм |
Величина сварочного тока, А |
|
2 |
2-2,5 |
55-80 |
|
3 |
2,5-3 |
65-130 |
|
4-5 |
3-4 |
70-160 |
|
6-12 |
4-5 |
130-210 |
|
13 и более |
5-6 |
180-240 |
Вид покрытия
Электрод состоит из сварочной проволоки и покрытия, которое определяет возможность выполнения работ в определенных пространственных положениях, требуемую величину тока, вероятность образования в швах трещин и пор.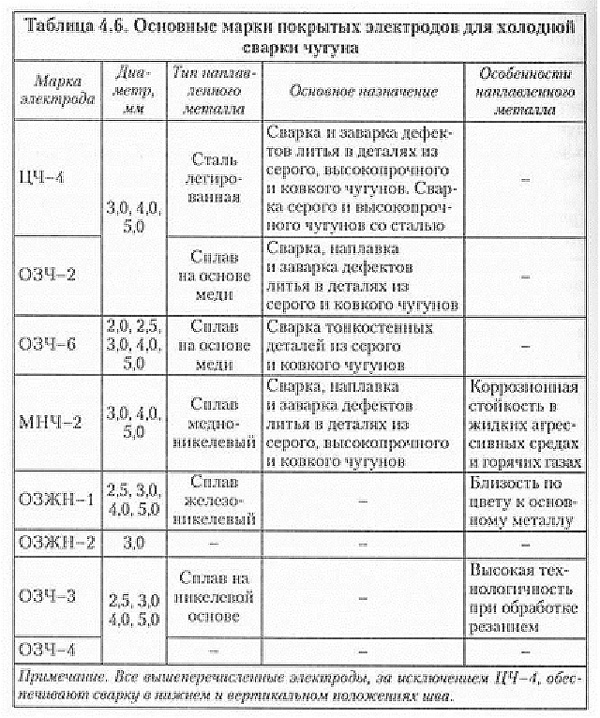
- шлакообразующие – защищают металл от вредного воздействия воздуха и уменьшают скорость его охлаждения;
- раскисляющие – необходимы для связывания кислорода;
- газообразующие – предотвращают образование соединений металла с кислородом и азотом;
- легирующие – придают металлу шва требуемые механические и специальные свойства;
- связующие – необходимы для крепления покрытия на стержне электрода.
Процесс сварки плавящимся электродом
Различают четыре основных вида покрытия электродов, каждое из которых характеризуется своими свойствами:
- Кислое (маркируется «А») состоит из оксидов кремния, марганца и железа. При применении электродов с таким покрытием в сварочных швах возможно образование горячих трещин, они характеризуются низкой ударной прочностью и пластичностью, но не образуют пор даже при работе с коррозированными изделиями.
 Используются для сварки сталей, имеющих показатель временного сопротивления на разрыв до 42 кгс/см2. Подходят для работы на постоянном и переменном токе.
Используются для сварки сталей, имеющих показатель временного сопротивления на разрыв до 42 кгс/см2. Подходят для работы на постоянном и переменном токе. - Рутиловое покрытие (Р) состоит из диоксида титана. Сварочные швы, полученные при применении электродов с таким покрытием, более устойчивы к образованию горячих трещин. Электродам свойственно стабильное горение дуги при работе на переменном токе, малое разбрызгивание, хорошее качество швов и отсутствие пор. Они предназначены для работы с металлами с временным сопротивлением разрыву до 46 кгс/см2.
- Основное покрытие (Б) состоит из фтористых соединений и карбонатов. Металл шва характеризуется рядом высоких показателей: стойкостью к образованию горячих трещин, ударной вязкостью, в том числе и при низких температурах, пластичностью. Высокая влажность или некачественная подготовка кромок свариваемых изделий приводят к образованию пор. Электроды используются для сварке на обратной полярности металлов, имеющих показатель временного сопротивления на разрыв до 60 кгс/см
- Целлюлозное покрытие (Ц) в основном состоит из целлюлозы. Электроды преимущественно используются для односторонней сварки на весу на переменном токе или постоянном токе прямой полярности в любом пространственном положении. При этом происходит большое разбрызгивание металла. Такое покрытие применяется для сварки металлов, имеющих показатель временного сопротивления на разрыв до 50 кгс/см2.
 Используются для сварки сталей, имеющих показатель временного сопротивления на разрыв до 42 кгс/см2. Подходят для работы на постоянном и переменном токе.
Используются для сварки сталей, имеющих показатель временного сопротивления на разрыв до 42 кгс/см2. Подходят для работы на постоянном и переменном токе.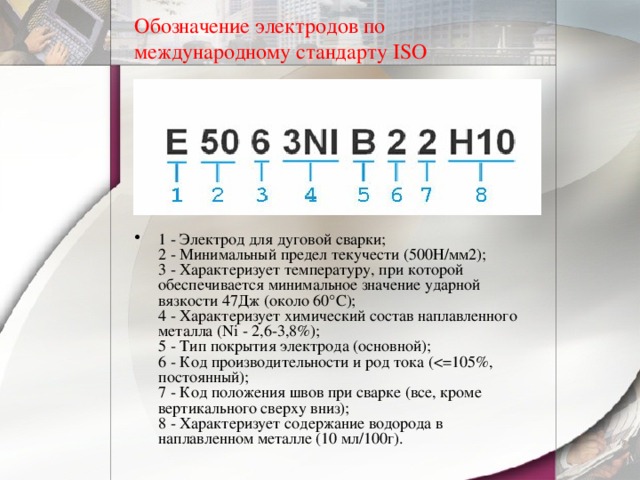
Характеристики электродов
Важнейшими технологическими характеристиками электродов являются: влияние на стабильность горения дуги, форма образующегося сварного шва, производительность работы, возможность ведения сварки в различных пространственных положениях.
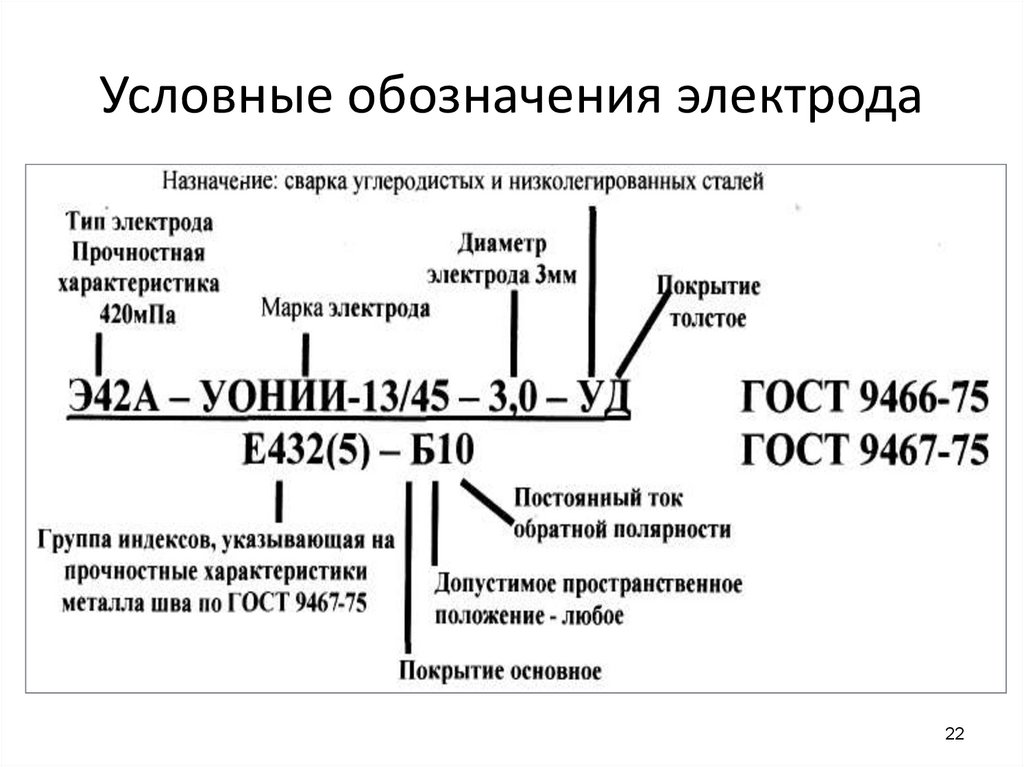
Технические характеристики электродов отражены в их маркировке
Все показатели имеют точную расшифровку. По назначению электроды делятся на предназначенные для углеродистых конструкционных (У), высоколегированных (В), легированных конструкционных (Л), теплоустойчивых легированных сталей (Т) и наплавки (Н).
Толщина покрытия может быть тонкой (М), средней (С), толстой (Д) и особо толстой (Г). По качеству изготовления предусмотрено деление на три группы. Самые высокие требования предъявляются к третьей. Группа индексов характеристик металла шва описывает его механические свойства: временное сопротивление разрыву, относительное удлинение, ударную вязкость.
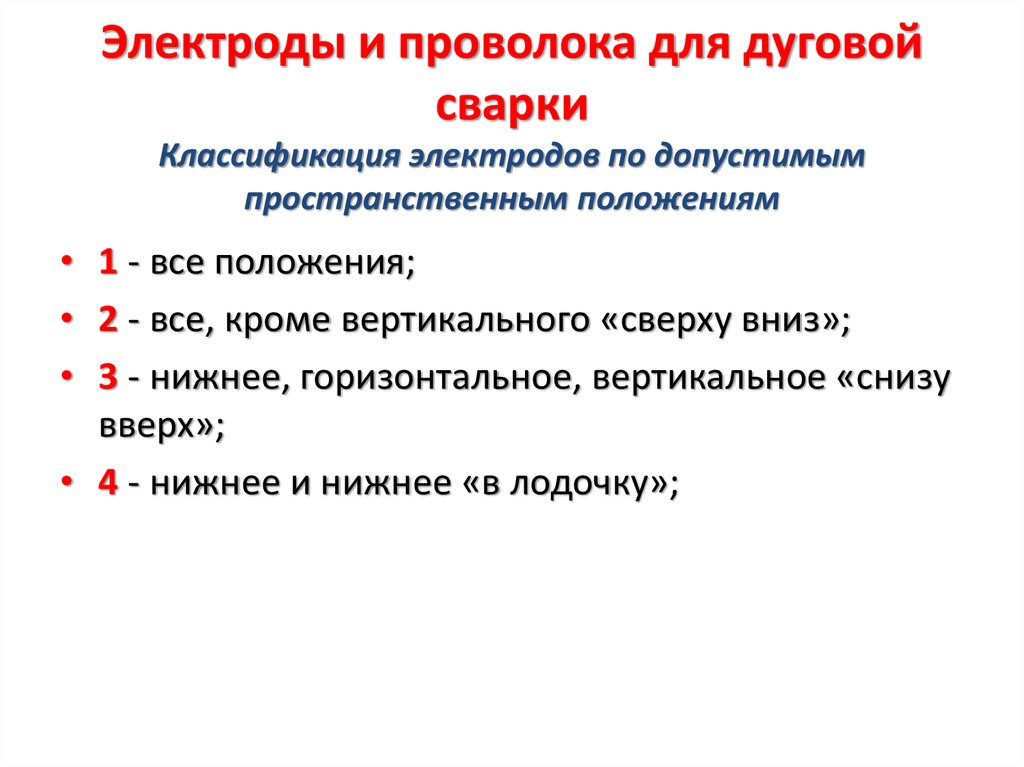
Допустимых пространственных положений может быть 4: любое (1), за исключением вертикально сверху вниз (2), за исключением вертикального сверху вниз и потолочного (3), нижнее (4). Показатель питания дуги может быть от 0 до 9. Он характеризует напряжение холостого хода для переменного тока или полярность для постоянного.
Получение прочного и аккуратного сварного шва зависит не только используемым аппаратом для сварки, но и квалификацией мастера. А одним из ее показателей, в свою очередь, является знание маркировки комплектующих и расходных материалов. Так что если вы научились разбираться в непростых обозначениях на электродах, значит, прошли еще один шаг на пути к тому, чтобы стать профессиональным сварщиком.
Электроды
| Наименование: | Описание: | Характеристики: | Производитель: |
| Сварочные электроды АНО-4: д3; д3.25; д4; д5 | Электроды марки АНО-4 предназначены для сварки ответственных конструкций из углеродистых сталей с временным сопротивлением до 450 МПа во всех пространственных положениях шва переменным током и постоянным током прямой и обратной полярности.Допускают сварку влажного, ржавого, плохо очищенного от окислов и других загрязнений металла. Сварочные электроды марки АНО-4 отличаются легким зажиганием дуги. Допускают сварку на повышенных режимах. Отличаются малой склонностью к образованию пористости в корне тавровых швов. | Покрытие электродов: рутил-карбонатное. Коэффициент наплавки:8,3 г/А·ч. Производительность наплавки марки АНО-4 (для диаметра 4,0 мм):1,4 кг/ч. Расход электродов на 1 кг наплавленного металла:1,7 кг. | Орловские сварочные электроды, которые производятся заводом «Межгосметиз-Мценск» совместно с Lincoln Electric |
| Сварочные электроды АНО-21: д2; д2.5; д3; | Сварочными электродами АНО-21 возможно сваривать стыковые, угловые и нахлесточные швы металлоконструкций из металла толщиной 1÷5мм, во всех пространственных положениях. Возможно использование электродов для сварки корневого шва металла большей толщины. | Покрытие электродов: рутил-целлюлозное. Коэффициент наплавки: 7,0÷8,0г/А·ч Выход металла:63÷68 % Расход электродов на 1 кг наплавленного металла:1,65 кг | ЗАО”КОМЗ-Экспорт” Торговая марка “TIGARBO”(ТИГАРБО) |
| Сварочные электроды УОНИИ-13/55: д3; д4; д5; | широко распространенный электрод с основным покрытием для сварки ответственных конструкций из углеродистых и низколегированных сталей, работающих при отрицательных температурах и знакопеременных нагрузках. Металл шва характеризуется высокой стойкостью против образования кристаллизационных трещин и низким содержанием водорода. Сварка производится постоянным током на короткой дуге. Свариваемые кромки должны быть тщательно очищены от грязи, масла и окалины. Металл шва характеризуется высокой стойкостью против образования кристаллизационных трещин и низким содержанием водорода. Сварка производится постоянным током на короткой дуге. Свариваемые кромки должны быть тщательно очищены от грязи, масла и окалины. | Покрытие: основное Коэффициент наплавки: 9,5 г/А·ч. Производительность наплавки (для диаметра 4,0 мм): 1,4 кг/ч. Расход электродов на 1 кг наплавленного металла: 1,7 кг. | Орловские сварочные электроды; ESAB-SVEL |
| Сварочные электроды МР-3С: | Обеспечивают отличное качество сварных соединений в монтажных условиях , при сварке неповоротных стыков трубопроводова , а так же при постановке прихваток. Сварочные электроды МР-3С допускают сварку влажного , ржавого и плохо очищенного от окислов и других загрязнений металла. | Покрытие электродов: Рутил-целлюлозное. Коэффициент наплавки: 8,5 г/А·ч. Производительность наплавки (для диаметра 4,0 мм): 1,4 кг/ч. Расход электродов МР-3С на 1 кг наплавленного металла: 1,7 кг. | Орловские сварочные электроды |
| Сварочные электроды ОЗС-12: д3; д4; | Обеспечивают легкость ведения процесса сварки, в том числе при выполнении швов в потолочном положении и при постановке прихваток, а также при сварке неповоротных стыков трубопроводов. Сварочные электроды ОЗС-12 позволяют выполнять сварку на предельно низких токах, а для электродов малого диаметра – от источников питания, включаемых в бытовую электросеть. Имеют повышенную эффективность при сварке тавровых соединений с гарантированным получением вогнутых швов. Сварочные электроды ОЗС-12 допускают сварку по окисленной поверхности | Покрытие сварочных электродов: рутиловое. Коэффициент наплавки: 8,5 г/А·ч. Производительность наплавки электрода ОЗС-12 (для диаметра 4,0 мм): 1,2 кг/ч. Расход электродов на 1 кг наплавленного металла: 1,7 кг. | Орловские сварочные электроды; ESAB-SVEL |
| Сварочные электроды ОК-46: д2; д2,5; д3; д4; | Универсальный электрод, обеспечивающий высокие свойства шва. Легко поджигается, в том числе и повторно. Идеален для прихваток, коротких и корневых швов. Сварка отличается пониженным тепловложением, что делает электрод привлекательным при заварке широких зазоров, особенно на монтаже. Широко применяется при сварке листов с гальваническим покрытием. Не чувствителен к ржавчине и поверхностным загрязнениям. Рекомендуется для сварки углеродистых конструкционных и судовых сталей. | Покрытие сварочных электродов:рутиловый Ток: переменный, постоянный + – Uxx: 50 В | ESAB-SVEL |
Сварочные электроды ОК-61. 30:д1.6; д2; д2,5; д3.2; д4; д5; 30:д1.6; д2; д2,5; д3.2; д4; д5; | Универсальный электрод со сверхнизким содержанием углерода для сварки нержавеющих сталей. Легко зажигается(в том числе и повторно), дает хорошее формирование шва, при сварке шлак самоотделяется. Обепечивает стойкость против межристаллитной коррозии. Жаростойкость: до 475°C.Свариваемые стали по AISI: 302, 304, 308, 403, 410, 416, 420, 430, 431Свариваемые стали по ГОСТ: 03Х18Н11, 06Х18Н11, 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т и т.п. | Содержание феррита 1,5…6% (FN 3-10). Тип: рутилово-кислый Ток: постоянный +, переменный | ESAB-SVEL |
| Сварочные электроды ЦЛ-11: д2; д2.5; д3; д4; д5; | Предназначены для сварки изделий из коррозионно-стойких хромоникелевых сталей марок 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т, 08Х18Н12Б и им подобных, когда к металлу шва предъявляют жесткие требования стойкости к межкристаллитной коррозии. Сварка во всех пространственных положениях шва постоянным током обратной полярности. Сварка во всех пространственных положениях шва постоянным током обратной полярности. | Покрытие электродов – основное. Коэффициент наплавки ЦЛ-11 – 11,0 г/А·ч. Производительность наплавки (для диаметра 4,0 мм) – 1,5 кг/ч. Расход электродов на 1 кг наплавленного металла электродов ЦЛ-11 – 1,7 кг. | Лосиноостровский электродный завод |
| Сварочные электроды Цт-15: д2; д2.5; д3; д4; д5; | предназначены для сварки узлов конструкций из хромоникелевых сталей марок Х20Н12Т-Л, Х16Н13Б, 12Х18Н9Т, 12Х18Н12Т и им подобных, работающих при температуре 570-650°С и высоком давлении, а также для сварки сталей тех же марок, когда к металлу шва предъявляют жесткие требования стойкости к межкристаллитной коррозии. Сварка электродами ЦТ-15 во всех пространственных положениях шва постоянным током обратной полярности. | Покрытие электродов – основное. Коэффициент наплавки ЦТ-15 – 10,5 г/А·ч. Производительность наплавки ЦТ-15 (для диаметра 4,0 мм) – 1,3 кг/ч. Расход электродов на 1 кг наплавленного металла – 1,7 кг. | Завод «СиМ-Электрод» |
| Сварочные электроды LB-52U: д4; д3,2; д2.6; | предназначены для сварки труб из сталей прочностных классов до К54 включительно и от К55 до К60 включительнои рекомендованы и ВНИИСТом для использования при строительстве и ремонте магистральных трубопроводов..Сварочный электрод с пониженным содержанием водорода, что позволяет значительно улучшить характеристики сварного шва. Использование данного электрода позволяет получить отличный наплавленный металл шва и аккуратный корневой чешуйчатый валик без дефектов при сварке с одной стороны соединения.Обеспечивает высокую ударную вязкость и его часто используют для сварки труб, морских конструкций и сооружений типа резервуаров, которые необходимо сваривать только с одной стороны. Обеспечивает намного лучшую стабилизацию дуги и проплавление, чем другие низководородные электроды. Обеспечивает намного лучшую стабилизацию дуги и проплавление, чем другие низководородные электроды. | KOBELCO (Япония) | |
| Сварочные электроды ТМЛ-15: д4; д3; | Для заварки дефектов в литых деталях энергооборудования из сталей 20ХМЛ, 20ХМФЛ, 15Х1М1ФЛ и им подобных без последующей термообработки.Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности | Коэффициент наплавки: 9 г/Ач Расход электродов на 1 кг наплавленного металла: 1,6кг | ЗАО”Электродный завод” |
| Сварочные электроды ЦЧ-4: д4; 3д; | Холодная сварка, ремонтная наплавка и заварка дефектов литья в деталях из серого, высокопрочного и ковкого чугунов, а также сварка таких чугунов со сталью. Наплавка первых одного-двух слоев на изношенные чугунные детали под последующую наплавку специальными электродами. | Покрытие – основное. Коэффициент наплавки – 10,0 г/А ч. Производительность наплавки (для диаметра 4,0 мм) – 1,1 кг/ч. Расход электродов на 1 кг наплавленного металла – 1,8 кг. | Судиславский завод сварочных материалов |


 Сварка в нижнем положении шва постоянным током обратной полярности (при высоком напряжении холостого хода сварочного трансформатора и малой длине сварочных кабелей возможна сварка переменным током).
Сварка в нижнем положении шва постоянным током обратной полярности (при высоком напряжении холостого хода сварочного трансформатора и малой длине сварочных кабелей возможна сварка переменным током).Сварочный электрод и проволока
Поиск по категориям
- Перчатки черного жеребца
- Перчатки Тиллмана
- Удлинители и соединительные кабели
- Джек Хедс
- Три стенда
- Отрезные пилы
- Измельчитель
- Регулятор
- Самозащитная проволока с флюсовой проволокой
- Перчатки черного жеребца
- Перчатки Тиллмана
- Удлинители и соединительные кабели
- Джек Хедс
- Три стенда
- Отрезные пилы
- Измельчитель
- Регулятор
- Самозащитная проволока с флюсовой проволокой
Сортировать по: Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
Классификация популярных стержневых электродов помогает сварщикам принимать решения
Система нумерации электродов помогает сварщикам принимать решения о том, когда, почему и как использовать три широко используемых стержневых электрода: E6010, E6011 и E7018.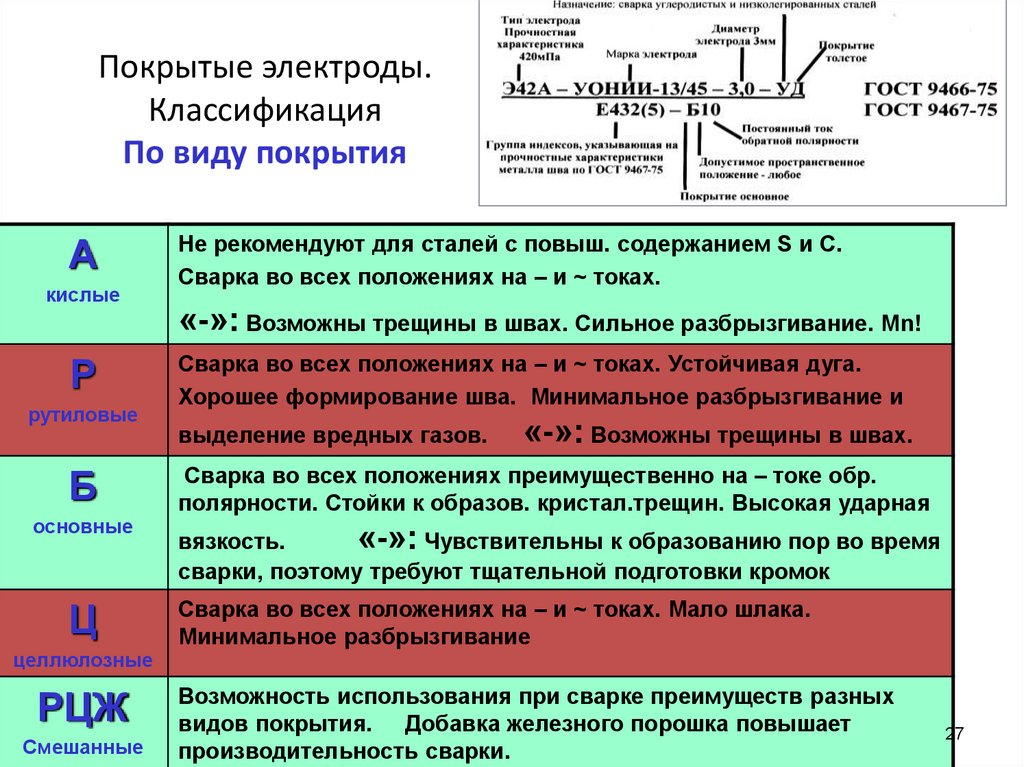
Когда вы берете в руки держатель для электродуговой сварки в среде защитного газа (SMAW), вы сталкиваетесь с широким выбором электродов. Но не все расходные материалы для SMAW, также известные как стержни, подходят для любого материала или работы.
Решение о том, какой из них использовать, и предотвращение каких-либо дефектов сварки или отказов в результате вашего решения зависит от множества факторов. Выбирая сварочную проволоку для работы, вы должны убедиться, что она соответствует составу основного металла, толщине и прочности на растяжение. Вам также необходимо учитывать посадку соединения, длину сварного шва, направление движения и положение сварного шва.
Американское общество сварщиков (AWS) упростило процесс с помощью системы нумерации, которая может рассказать вам о конкретных электродах, о том, какие области применения лучше всего подходят для них и как их следует использовать для достижения максимальной производительности. Давайте посмотрим, как это работает и что это означает для трех часто используемых сварочных электродов: E6010, E6011 и E7018.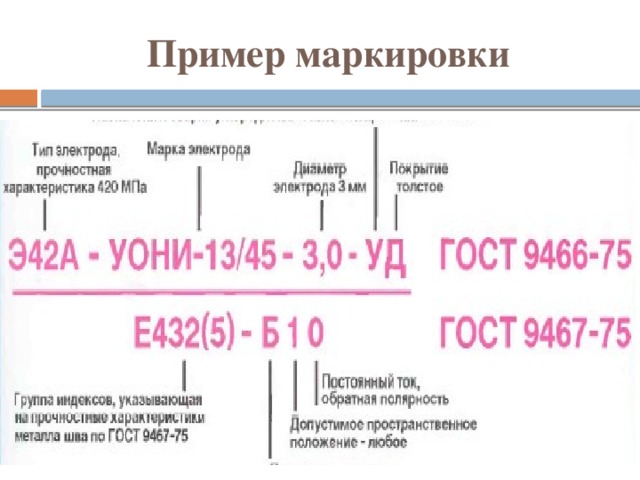
Знакомство с системой нумерации
В системе нумерации AWS все классификации электродов для сварки электродами начинаются с буквы «E». Эта буква означает, что это электрод для дуговой сварки.
Первые две цифры после буквы «Е» обозначают прочность электрода на растяжение. Предпоследняя цифра указывает позицию. Цифра «1» означает, что это всепозиционный электрод; «2» указывает на то, что электрод следует использовать в плоском и горизонтальном положениях; а «4» означает, что он лучше всего подходит для плоского, горизонтального, вертикального вниз и над головой. Последняя цифра обозначает тип флюсового покрытия электрода, будь то постоянный ток (DC) или переменный ток (AC), а также уровень проплавления, необходимый для получения качественного сварного шва.
Разборка часто используемых электродов
Эта буква «Е» и последующие четыре или пять цифр многое говорят об электроде. Как сварщик, вы обнаружите, что постоянно используете определенные электроды, в первую очередь популярные стержневые электроды E6010, E6011 и E7018.
Электроды E6010 и E6011. Первые два электрода похожи тем, что оба являются универсальными расходными материалами, идеально подходящими для трубопроводов, производства, строительства, ремонта и обслуживания. Это электроды E60XX, что означает, что они имеют предел прочности при растяжении 60 000 фунтов на квадратный дюйм при стандартных условиях сварки.
Оба сварочных материала с целлюлозным покрытием; около 30% веса покрытия этих целлюлозных электродов приходится на это органическое соединение. Газовый щит, создаваемый при сжигании этих электродов, содержит угарный газ, двуокись углерода и водород. Водород придает электродам E6010 и E6011 жесткую дугу, высокую скорость наплавки и более глубокое проникновение в основной металл, прорезая грязные, ржавые, окрашенные, жирные или масляные поверхности.
Сварщики-новички обычно избегают быстрозамерзающих электродов E6010 и E6011. Шлак, образующийся в результате использования электродов, быстро затвердевает и сдерживает расплавленный металл при удалении от лужи расплавленного металла, что позволяет выполнять сварку на высоте с минимальным вытеканием металла из шва. Это усложняет использование этих расходных материалов для менее опытных сварщиков в плане получения качественных результатов, поскольку необходимо правильно выполнить сварку при укладке валика в стык.
Это усложняет использование этих расходных материалов для менее опытных сварщиков в плане получения качественных результатов, поскольку необходимо правильно выполнить сварку при укладке валика в стык.
И наоборот, это дает специалистам преимущество, предотвращая значительное смещение сварочной ванны до ее затвердевания, что особенно важно при сварке во всех положениях. Оба электрода также образуют плоские наплавленные валики с легким образованием шлака, который легко удаляется и очищается.
Выбор правильного стержневого электрода не ограничивается ценой и предпочтениями. Вы также должны учитывать основной металл, который вы свариваете, состояние этого металла, тип сварки и доступный источник питания.
Какими бы похожими ни были эти два стержневых электрода, у них есть различия. Наряду с целлюлозой покрытие E6010 содержит натрий, а E0611 — калий. Электрод E6010 подходит только для источников питания постоянного тока и имеет более плотную дугу и более глубокое проплавление, чем электрод E6011, который предназначен для машин как постоянного, так и переменного тока. Это учитывает бюджет, поскольку для сварки только постоянным током требуется более мощный (и более дорогой) источник питания.
Это учитывает бюджет, поскольку для сварки только постоянным током требуется более мощный (и более дорогой) источник питания.
Многие сварщики сообщают, что E6010 работает более плавно, чем E6011, особенно на очень грязных или ржавых поверхностях. Он может легко пробить ржавчину, жир или другую грязь, в то время как 6011 может потребоваться небольшая очистка перед зажиганием дуги.
Сварщики труб любят использовать электроды E6010 для нанесения корневого валика на внутреннюю часть трубы, для корневых и горячих проходов, а также для заполнения и закрытия труб класса X52. Электроды Э6010 хорошо подходят для сварки трубопроводов большого диаметра в положении вертикально вниз («печка-трубопровод»). Эти электроды также способны выполнять сварные швы рентгеновского качества в неустановленном положении.
Однако следует помнить, что если прочность трубы выше, вам также потребуются более прочные целлюлозные электроды, которые имеют такие же сварочные характеристики, как E6010, например E7010 или E8010.
Электроды E6011 создают мощную дугу распылительного типа с превосходными механическими свойствами при использовании с источниками питания переменного или постоянного тока с положительным электродом (DCEP). Они, как правило, являются расходным материалом первого выбора для ремонта и технического обслуживания, когда оборудование постоянного тока недоступно, и они хорошо работают при сварке листового металла и применениях с низким содержанием кремния. Электроды
E6011 могут использоваться со средне- и высокоуглеродистой и низколегированной сталью в таких областях, как общее производство, судостроение и ремонт, железнодорожные вагоны, фитинги для сосудов под давлением и оцинкованная сталь.
Поскольку электроды E6011 могут прорезать грязь, жир и ржавчину почти так же, как E6010, и работать на более доступных машинах переменного тока, они популярны среди путешествующих сварщиков, фермеров и других лиц, которым нужны экономичные решения для обслуживания и ремонтной сварки. рабочие места.
рабочие места.
E7018 Электроды. Пожалуй, самым популярным электродом на сегодняшний день является электрод E7018 с низким содержанием водорода, который позволяет получать качественные сварные швы с превосходной ударной вязкостью и высокой пластичностью. Он используется для сварки металлов с повышенным риском растрескивания наплавленного валика при определенных условиях, таких как вибрационная нагрузка. Этот электрод снижает риск растрескивания из-за водородного охрупчивания, которое может возникнуть при сварке толстых участков основного материала.
«70» в номенклатуре означает, что электрод имеет предел прочности при растяжении 70 000 фунтов на квадратный дюйм, а «1» в третьем разряде снова означает, что этот сварочный материал имеет ровную дугу и четкую ванну практически во всех положениях. Единственное направление, в котором E7018 не работает, — вертикально вниз.
E7018 может работать от любого источника питания постоянного или переменного тока, хотя лучше всего он работает от источника постоянного тока. Маломощное оборудование может быть не в состоянии работать с большими диаметрами (3/16 дюйма или выше).
Маломощное оборудование может быть не в состоянии работать с большими диаметрами (3/16 дюйма или выше).
Несмотря на то, что на рынке представлен широкий выбор вариантов электродов E7018, не все они созданы равными. Обычно за E7018 следует номер «H» (H8, h5, h5R). Число после «H» описывает количество водорода, присутствующего в сварном шве, когда электрод хранится и сваривается в стандартных условиях.
Например, h5 означает менее 4 мл водорода на 100 г металла сварного шва. Что касается числа H: чем оно ниже, тем лучше.
Буква «R» после номера H (т. е. h5R) означает, что электрод соответствует требованиям AWS по влагопоглощению. Электрод можно использовать в течение девяти часов после вскрытия герметичной упаковки, после чего его необходимо повторно высушить в условиях, указанных производителем.
В то время как E7018 идеально подходит для многих типов сварки, для большинства применений требуются именно электроды E7018 h5R: конструкционная сталь, производство электроэнергии, нефтехимия, сосуды под давлением, трубопроводы и мягкая сталь. Он позволяет получить более однородный металл шва, обладающий лучшими ударными характеристиками при отрицательных температурах.
Он позволяет получить более однородный металл шва, обладающий лучшими ударными характеристиками при отрицательных температурах.
Наконец, если у вас есть особые требования для низкотемпературных применений, убедитесь, что вы используете электрод E7018-1 h5R. «-1» в конце указывает на лучшие механические характеристики при низких температурах (-40 градусов по Фаренгейту в случае E7018-1).
Какой стержневой электрод подходит именно вам?
При выборе подходящего стержневого электрода помимо стоимости и предпочтений необходимо учитывать множество факторов. Вы также должны учитывать тип основного металла, который вы свариваете, состояние этого металла, тип сварки, которую вы выполняете, и доступный источник питания.
Понимание того, как работает каждый из этих трех стержневых электродов и в чем они превосходны, в конечном итоге поможет вам сделать выбор. И помните, что не все стержневые электроды производятся в соответствии со строгими стандартами, поэтому вам также следует помнить о качестве.