Чем нарезают внутреннюю резьбу: Особенности нарезания внутренней резьбы.
alexxlab | 05.03.2023 | 0 | Разное
Нарезание внутренней резьбы – Технарь
Внутреннюю резьбу нарезают в основном метчиками. Используют также резцы, гребенки, резьбовые фрезы. В зависимости от способа нарезания резьбы метчики разделяют на машинные для нарезания резьбы на станках и ручные, или слесарные, применяющиеся при нарезании резьбы вручную с помощью клуппов.
При нарезании машинными метчиками резьба нарезается за один ход одним метчиком. Лишь в случаях нарезания длинных резьб или резьб в глухих отверстиях применяют два метчика. Точные резьбы после нарезания доводят калибровочным метчиком вручную или на станке. Ручными метчиками резьбу нарезают за два или три рабочих хода в зависимости от размера резьбы соответственно различными метчиками, входящими в комплект. Машинными метчиками резьбу нарезают как в сквозных, так и в глухих отверстиях на резьбонарезных, сверлильных, револьверных станках, токарных автоматах и полуавтоматах.
Глухие отверстия сверлят перед нарезанием на несколько большую глубину (примерно на 3…4 нитки), чем требуемая глубина нарезки. Это облегчает нарезание резьбы, обеспечивает полноценность резьбы на требуемой глубине и предотвращает возможную поломку метчика.
Это облегчает нарезание резьбы, обеспечивает полноценность резьбы на требуемой глубине и предотвращает возможную поломку метчика.
Необходимым условием при нарезании метчиками резьбы на станке (кроме нарезания падающими метчиками) является быстрое переключение вращения с рабочего хода на обратный (реверсирование) после нарезания резьбы на требуемой глубине. Для нарезания резьбы в глухих отверстиях станки должны быть снабжены ограничителями рабочего хода с переключением на обратный при достижении метчиком конечного положения. Остановка вращения метчика может быть осуществлена также с помощью самовыключающихся патронов.
Переключение вращения шпинделя необходимо также и при использовании самовыключающихся патронов, за исключением специальных станков для нарезания гаек.
Для нарезания резьбы метчиками применяют различные типы патронов.
Жесткие патроны представляют собой простую державку для метчика. Эти патроны используют только на револьверных станках и автоматах, где обеспечивается соосность отверстия и метчика.
Плавающие патроны не только обеспечивают самоустановку метчика по оси нарезаемого отверстия, но и позволяют выполнять быструю смену метчика, не останавливая вращения шпинделя. Вместо плавающих патронов, особенно для метчиков небольших диаметров, применяют также посадку метчика в жестком патроне с некоторым зазором, позволяющим ему самоустанавливаться. Метчик с патроном чаще всего соединяют с помощью квадратного хвостовика метчика.
Самовыключающиеся от упора патроны применяют для нарезания резьбы метчиком (и круглыми плашками) на револьверных станках и автоматах, а также на многошпиндельных резьбонарезных станках. После прекращения продольной подачи шпинделя станка от действия упора дальнейшее ввинчивание метчика в нарезаемое отверстие заставляет выдвигаться подвижную часть патрона (рис. 171, а) до тех пор, пока полумуфта 3, жестко связанная с оправкой 2, не выйдет из зацепления с полумуфтой 1 выдвигаемой части патрона 4.
Самовыключающийся при перегрузке крутящим моментом патрон показан на рис. 171, б. На валике 1, конический хвостовик которого служит для закрепления патрона в шпинделе станка, посажена на шпонке полумуфта 4, имеющая торцевые кулачки, входящие в зацепление с такими же кулачками второй полумуфты 5, свободно установленной на валике. Полумуфта 4 перемещается в продольном направлении пружиной 3, осевая сила которой регулируется гайкой 2. Вращение метчику передается от полумуфты 5 через сменную втулку 7.
171, б. На валике 1, конический хвостовик которого служит для закрепления патрона в шпинделе станка, посажена на шпонке полумуфта 4, имеющая торцевые кулачки, входящие в зацепление с такими же кулачками второй полумуфты 5, свободно установленной на валике. Полумуфта 4 перемещается в продольном направлении пружиной 3, осевая сила которой регулируется гайкой 2. Вращение метчику передается от полумуфты 5 через сменную втулку 7.
Если крутящий момент превышает заранее установленное значение, втулка 6 начинает проскальзывать. В момент прекращения вращения метчика реверсируется вращение шпинделя.
Для нарезания гаек применяют гайконарезные станки, работающие длинными гаечными метчиками или метчиками, имеющими длинный изогнутый хвостовик.
Резьбу нарезают, применяя смазывающе-охлаждающие жидкости: в стали — осерненное масло (сульфофрезол), в чугуне — керосин.
При нарезании однозаходных и многозаходных нестандартных резьб для чистового нарезания используют резьбовые резцы. Основным недостатком фасонных резцов является низкая производительность, так как они не могут производительно работать при значительной толщине стружки и высоких скоростях резания. При обработке этим способом требуется несколько рабочих ходов: например, для резьбы средних размеров — от 12 до 20 ходов, а для резьб с крупным шагом, трапецеидальных и прямоугольных — до 50 ходов.
Основным недостатком фасонных резцов является низкая производительность, так как они не могут производительно работать при значительной толщине стружки и высоких скоростях резания. При обработке этим способом требуется несколько рабочих ходов: например, для резьбы средних размеров — от 12 до 20 ходов, а для резьб с крупным шагом, трапецеидальных и прямоугольных — до 50 ходов.
Гребенки для нарезания внутренних резьб почти не применяют, так как метчик представляет собой как бы комплект нескольких резьбонарезных гребенок, соединенных вместе, и в то же время он значительно проще в изготовлении, чем гребенка.
Как нарезать резьбу
Резьба — винтовая, спиральная нарезка, которая наносится на различные металлические заготовки. Сегодня используется 2 типа подобной нарезки: метрическая и дюймовая. Такие способы позволят сделать различную резьбу. Их профили не одинаковые из-за различного угла (55 — дюймовая и 60 — метрическая).
Если вы не знаете, как нарезать внутреннюю резьбу на трубе метчиком, осуществить работу можно соблюдая наши рекомендации.
Что такое резьба
Такое скрепление конструкций подразумевает использование 2х изделий. У первого есть резьба внутри, у второго — снаружи. Традиционно применяют правую резьбу.
Для закручивания элемента осуществляют вращение в правую сторону. Однако в некоторых вариантах применима левосторонняя резьба (закручиваются элементы благодаря вращению в обратную сторону).
Есть такой термин, как «размер резьбы» — это «шаг», расстояние между витками. Такая величина обычно стандартизирована и её размер можно увидеть в таблицах. Внутренние и внешние «шаги» напрямую связаны с размером элемента.
Кроме того встречается нестандартная резьба. Например, она применяются при изготовлении небольших деталей, для которых стандартизированные модели будут слишком большими.
Чем нарезают резьбу
Если вы хотите нанести резьбу, нужно использовать специализированное оборудование. Нанести резьбу можно не только на промышленном производстве, но и самостоятельно дома. Сделать нарезку можно используя специальные резьбонарезные инструменты. Например, плашки — изделия из металла, которые внешне напоминают гайки с засечками.
Сделать нарезку можно используя специальные резьбонарезные инструменты. Например, плашки — изделия из металла, которые внешне напоминают гайки с засечками.
Каким метчиком нарезать резьбу? Для работы нужны изделия из прочного металла. Внешне элемент похож на винт с бороздами. При резке применяется более 2х метчиков. Одни понадобятся для чернового прорезания канавок, другие — для чистовой отделки.
Как правильно нарезать резьбу на трубе плашкой и метчиком
Для работы необходимо использовать специализированные устройства — воротки (подбираются по диаметру к применяемой плашке/метчику). К инструменту, который вы используете, выдвигается много требований.
Главное — его острота. Если работа будет выполняться не заточенным предметом, нарезка будет плохой, инструмент может ещё и сломаться в процессе.
Как нарезать резьбу в домашних условиях плашкой
-
Подготовьте все инструменты для осуществления нарезки.

-
Металлическая заготовка плотно зажимается в металлических тисках.
-
Фаска на конце изделия убирается, а деталь покрывается машинным маслом, чтобы облегчить процесс нарезки.
-
Выбирается плашка по размеру, устанавливается в воротке, медленно надевается на край.
-
Сделать такую нарезку следует через 1-1.5 оборота в правую сторону, резьбонарезной инструмент поворачивается в другую сторону на пол-оборота. Так необходимо обработать всю заготовку.

Как нарезать резьбу в отверстии метчиком своими руками
-
Этот вариант подойдёт для проделывания внутренней нарезки. Просверлите изделие, чтобы режущий элемент мог пройти внутрь. Отверстие бывает как глухим, так и сквозным.
-
Если вы хотите правильно нарезать резьбу на станке метчиком, лучше использовать 3 инструмента. Первым инструментом осуществляется черновая нарезка.
-
Работать вторым метчиком следует, чтобы сформировать резьбу.
-
Используя третий метчик сделайте финальную обработку.

Если вы решили нарезать резьбу метчиком вручную, не забывайте время от времени доставать режущий элемент, чтобы устранить с него ненужную стружку. Это делается при помощи специальной щёточки или тряпочки. Чтобы дальше делать резьбу, необходимо снова смазать метчик.
Как нарезать резьбу на токарном станке — рекомендации
-
Если произошло смятие резьбы, ситуацию можно исправить таким образом — элемент зажимается, а метчик или плашка заново прогоняются по поверхности изделия.
-
Изделие лучше покрыть техническим вазелином, который предотвратит появление коррозии.
-
Если резьба перекосилась, нужно отпилить этот кусок и снова приступить к работе.
-
Если инструмент сломался и остался в изделии, можете его достать плоскогубцами (если часть видна) или воспользоваться пинцетом.

Такие простые советы позволят вам быстро сделать нарезку при помощи плашки или метчика.
Нарезание внутренней резьбы на токарном станке Atlas
Том Гриффин
Гость форума
- #1
После создания «Нарезание резьбы на токарном станке, часть четвертая» кто-то ныл о том, как каждый может нарезать хорошую резьбу на станке Hardinge, а как насчет нас, ребят из Атласа? Ну, как я сказал в видео, процесс нарезания резьбы практически одинаков на любом токарном станке, и чтобы доказать это, я собрал камеру и отправился к моему папе домой, чтобы нарезать сопряжение 1-12UNF 3B. резьбу на его токарном станке Atlas. Должен сказать, что я немного потел, так как не пользовался Atlas более 30 лет и 9 лет.0020 никогда не
Должен сказать, что я немного потел, так как не пользовался Atlas более 30 лет и 9 лет.0020 никогда не
В любом случае, вот результат, с вторая часть чуть позже.
Том
Кейсон
Зарегистрировано
- #2
Ух ты! Намного лучше, чем я себе представлял! Для моего первого проекта я обдумывал дизайнерские идеи, некоторые из которых требовали внутренней обработки.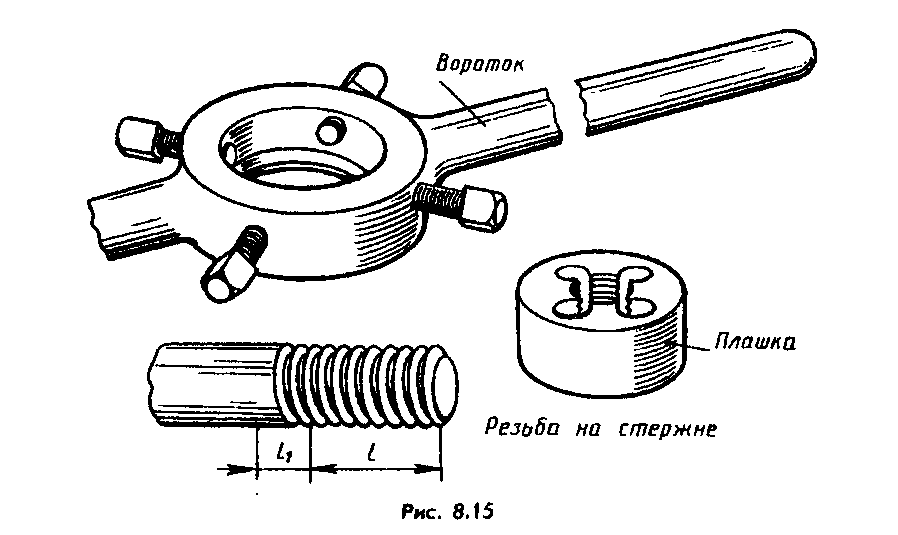
щор
Зарегистрировано
- #3
Спасибо за видео. У меня есть токарный станок Atlas без быстрой замены, и я боялся пытаться переключать шестерни. Сколько времени вам понадобилось, чтобы поменять шестерни и подготовить резьбу?
У меня есть 2 патрона. Мне нужно, чтобы задние пластины изменились с их нынешнего меньшего диаметра на 1-1/2 8tpi для моего атласа, и я подумал, что было бы классное видео, если бы вы могли показать, как устанавливать и резать эти задние пластины.
Когда-нибудь я куплю токарный станок получше с быстрой сменой, но сейчас этот бесплатный атлас – все, что у меня есть.
Еще раз спасибо за ваши видео.
GK1918
Активный пользователь
- #4
Кейсон сказал:
Ух ты! Намного лучше, чем я себе представлял! Для моего первого проекта я обдумывал дизайнерские идеи, некоторые из которых требовали внутренней обработки. После некоторых исследований я быстро отказался от него! Я во всех смыслах дилетант в токарной обработке, так что, наверное, это плохо кончилось бы!
Нажмите, чтобы развернуть.
 ..
.. Вы должны быть уверены, я верю, что Том делает все это не для развлечения. Создание видео намного сложнее, чем создание потоков. Так что вместо того, чтобы решить против этого
посмотри его видио вот для чего он все это делает. Так что я смотрю их и зарабатываю этим на жизнь, телевизионные новости раздражают!
Тампер84
Активный пользователь
- #5
Спасибо за все видео, Том!! У меня пускают слюни над хардинджем, лол. Но не обращайте внимания на парней, говорящих негативную чушь на ю-тубе!!!
Крис
Кейсон
Зарегистрировано
- #6
ГК1918 сказал:
Вы должны быть уверены, я полагаю, что Том делает все это не для развлечения. Создание видео намного сложнее, чем создание потоков. Так что вместо того, чтобы принять решение против
, посмотрите его видио, вот для чего он все это делает. Так что я смотрю их и зарабатываю этим на жизнь, телевизионные новости раздражают!Нажмите, чтобы развернуть…
Очень правильные пункты наверняка. Я обычно не боюсь просто прыгнуть прямо во что-нибудь. Я сварщик/производитель по профессии и сварил в некоторых сумасшедших положениях/местах, не задумываясь. Странно, но что-то в токарных станках и вообще в механообработке меня пугает. Как только я устрою свой Логан и включу его, я собираюсь познакомиться поближе и, надеюсь, это вселит в меня больше уверенности!
Том Гриффин
Гость форума
- #7
Уверенность рождается из опыта. Если вы, ребята, не попробуете этот материал и да, возможно, даже не совершите несколько ошибок, вы никогда этому не научитесь. Вам не нужно начинать со стали, алюминий намного легче обрабатывать. GK918 прав, такие видео очень сложно снимать. Если я с трудом справился с созданием видео, вы, ребята, с трудом сможете перерезать нить! Если вы все еще сомневаетесь и хотите убежать, вот вам небольшое вдохновение. :палец:
Том
pdentrem
Активный пользователь
- #8
Моим первым токарным станком был Атлас 10Ф24. Никакого QCGB, только переключение передач, как показывает Том. Вы просто должны пойти на это, на практике кусок BTW.
Естественно, сначала я начал резать снаружи, а затем через некоторое время перешел к внутренней части. На самом деле мой первый интерьер был оплачиваемой работой в местной компании.
В то время я очень нервничал. На самом деле я сначала сделал соответствующий вал с резьбой, чтобы сначала попробовать другую контргайку, а затем сделал подходящую гайку, чтобы соответствовать валу. Сделал это один! Какое облегчение, когда все сделано.
Atlas не может сравниться с более тяжелыми токарными станками, но с правильным подходом и вниманием к деталям я вырезал свой Savage 99 резьба хвостовика винтовки, адаптеры камеры, адаптеры телескопа, восстановленная резьба на паре соседних валов газонокосилки и т. д.
д.
Легкий токарный станок = легкие пропилы.
Пьер
Ray C
Зарегистрировано
- #9
Раньше я нарезал резьбу на Atlas TH-42, у которого не было GCGB. На что следует обратить внимание, так это на осевой люфт ходового винта. Убедитесь, что ваша исходная позиция обеспечивает перемещение каретки на полдюйма до начала резки. Таким образом, весь люфт компенсируется эндплеем. Некоторые из них имеют регулируемый подшипник на дальней правой стороне ходового винта, а некоторые нет. Кроме того, если у вас есть модель с переключателем вращения ходового винта под передней бабкой, корпус этой маленькой коробки передач известен своей изношенностью и служит упорным подшипником при движении каретки слева направо.
Рэй
Том Гриффин
Гость форума
- #10
Вторая часть загружалась намного дольше, чем я думал, но вот она (наконец-то).
Том
В видео есть техническая ошибка, поэтому оно временно приостановлено, пока я не решу, следует ли мне переснять его часть. Извините за задержку.
Последнее редактирование модератором:
Методы резьбофрезерования — ИНСТРУМЕНТ СЛЕДУЮЩЕГО ПОКОЛЕНИЯ
12. 01.2011
01.2011
1 Комментарий
через OSG Tap & Die
2 января 2023 г. Примечание редактора: эта статья была обновлена с новыми рисунками и видео с момента ее первоначальной публикации.
Технология обработки резьбовых фрез OSG была разработана для резьбофрезерования на 3-осевом, 4-осевом и 5-осевом станке с ЧПУ.
Резьба обрабатывается путем подачи на один шаг за оборот в осевом направлении с использованием планетарных вращательных и оборотных движений инструмента. Внутренняя и наружная резьба, правая или левая резьба могут быть изготовлены с помощью этого одного инструмента, просто путем изменения направления вращения и/или подачи. Этот процесс называется спиральной интерполяцией и будет объяснен более подробно ниже.
Процесс нарезания резьбы
- Переход к краю (сохранение зазора)
- Фрезерование по спирали
- Фрезерование по окружности
- Отвод от края
- Удаление инструмента
Переход между началом и концом операции фрезерования должен быть плавным, а подача должна быть соответствующей имеет важное значение для минимизации сопротивления фрезерованию.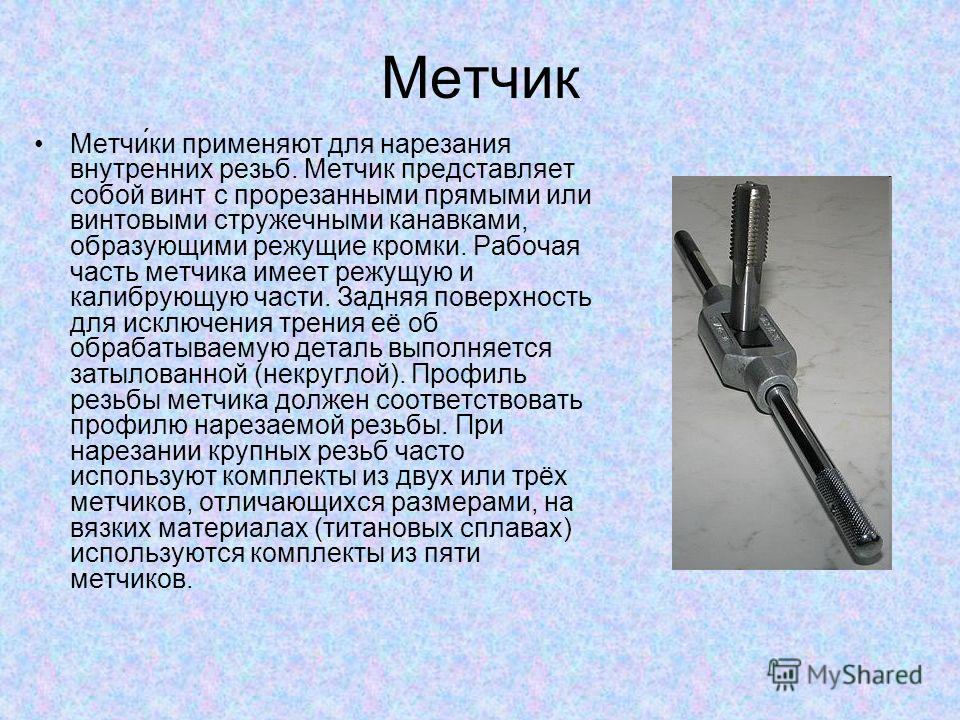
Существует множество различных методов использования этого инструмента, но наши исследования показали, что этот метод обеспечивает наиболее точную и эффективную работу.
Загрузить программное обеспечение OSG Thread Mill
Общие сведения о резьбовых фрезах
Рис. 1. Спиральная интерполяция
Для фрезерования резьбы можно использовать любую трехосную фрезу, поддерживающую винтовую интерполяцию. Винтовая интерполяция предполагает одновременное перемещение трех осей. Две оси, «X» и «Y», движутся по кругу, а ось «Z» движется по прямой.
Например, путь из точки А в точку В ( Рисунок 1 ) на периферии цилиндра сочетает в себе круговое движение в плоскости «X-Y» с линейным движением по оси «Z». Круговые движения «X» и «Y» определяют диаметр резьбы. Линейное движение по оси Z сокращает шаг (или ход) резьбы.
Резьбовые фрезы должны полностью войти во внутренний диаметр резьбы перед нарезанием внутренней резьбы. В большинстве каталогов производителей резьбовых фрез указана наименьшая внутренняя резьба, которую может изготовить каждая резьбовая фреза. На одном и том же резьбовом станке можно производить резьбу любого большего размера с тем же шагом. Кроме того, для небольших размеров лучше всего по возможности использовать нашу короткую серию с уменьшенной длиной реза. | Рис. 2. Резьбовые фрезы должны полностью войти во внутренний диаметр резьбы перед нарезанием внутренней резьбы. |
 ( F igu re 2 )
( F igu re 2 )Все фрезы с прямыми канавками предназначены только для внутренней резьбы. Все резьбофрезы со смещенными зубьями нарезают как внутреннюю, так и наружную резьбу. Винторезные фрезы диаметром более 0,187 также нарезают как внутреннюю, так и наружную резьбу.
Резьбовые фрезы со смещенными зубьями удаляют каждый второй зуб в шахматном порядке; по мере вращения инструмента соседняя канавка заполняет удаленный зуб. Это помогает уменьшить боковое режущее давление, тем самым уменьшая вибрацию. Это может быть чрезвычайно полезно при небольших внешних размерах и для установок, которым не хватает жесткости.
Это помогает уменьшить боковое режущее давление, тем самым уменьшая вибрацию. Это может быть чрезвычайно полезно при небольших внешних размерах и для установок, которым не хватает жесткости.
Резьбовые фрезы со спиральными канавками также предназначены для снижения бокового давления резания за счет распределения давления резания вдоль спиральной канавки. Хотя эти инструменты стоят немного дороже, их высокопроизводительная конструкция обеспечивает меньшую вибрацию и более высокие скорости подачи.
Как пользоваться резьбовыми фрезами
Для нарезания внутренней резьбы просверлите меньший диаметр резьбы до соответствующего размера. Затем установите резьбовую фрезу на необходимую глубину. Затем фрезеруйте ось «X» или «Y» до требуемого диаметра шага резьбы. При небольших размерах и труднообрабатываемом материале может потребоваться удаление материала за несколько проходов. При фрезеровании резьбы всегда лучше использовать «вход по дуге» и «выход по дуге».
Любые движения «вход по дуге» и «выход из дуги» должны иметь соответствующее движение по оси «Z» во время круговых перемещений «X-Y». Например, если «изгиб» превышает 90 градусов, отклонение по оси Z должно составлять 1/4 шага резьбы. (90 градусов это 1/4 окружности).
- Правосторонняя резьба получается путем вращения по орбите против часовой стрелки с перемещением оси Z на один шаг вверх на 360 градусов.
- Левая резьба получается путем вращения по часовой стрелке с перемещением оси Z вверх на один шаг за каждые 360 градусов.
Весь процесс может быть выполнен интерполяцией в нисходящем направлении и изменением направления орбиты.
Тем не менее, это настоятельно рекомендуется сделать, так как инструменты удаляют гораздо меньше материала. Если инструмент должен быть интерполирован в восходящем направлении, необходимо использовать спиральную интерполяцию.
Для резьбовых фрез можно использовать ту же площадь в футах в минуту, что и для концевых фрез того же размера. Однако скорость подачи должна быть ниже, поскольку резьбофрезерование часто требует неблагоприятного отношения длины к диаметру. Кроме того, имейте в виду, что резьбовые фрезы имеют большую контактную поверхность, чем концевые фрезы такой же длины. Большинство фрезерных станков с ЧПУ запрограммированы в дюймах в минуту, которые применяются по центральной линии шпинделя.
Однако скорость подачи должна быть ниже, поскольку резьбофрезерование часто требует неблагоприятного отношения длины к диаметру. Кроме того, имейте в виду, что резьбовые фрезы имеют большую контактную поверхность, чем концевые фрезы такой же длины. Большинство фрезерных станков с ЧПУ запрограммированы в дюймах в минуту, которые применяются по центральной линии шпинделя.
При внутренних работах внешний диаметр инструмента будет перемещаться быстрее, чем осевая линия инструмента. Обратное верно для внешних приложений. Лучше всего начать с консервативных значений скорости подачи и количества необходимых проходов, а затем увеличить их в соответствии с передовой практикой обработки.
Внешняя резьба ( Рисунок 3 ) перед использованием резьбовой фрезы должна иметь фрезерование большого диаметра. Правая резьба нарезается интерполяцией вверх и против часовой стрелки. Те же нити можно разрезать, интерполируя вниз и изменяя направление орбиты. |
