Чем определяется мощность сварочной дуги: Электрическая сварочная дуга: источники, характеристика, напряжение
alexxlab | 18.08.2018 | 0 | Разное
Электрическая сварочная дуга: свойства, строение, характеристики Область применения
Классификация сварочной дуги

Строение сварочной дуги

Свойства дуги

Характеристики
Чем определяется мощность сварочной дуги?
 Сварочной дугой называют мощный, длительно существующий электрический разряд между находящимися под напряжением электродами в смеси газов и паров. Дуга характеризуется высокой температурой и большой плотностью тока. Сварочная дуга как потребитель энергии и источник питания дуги (сварочный трансформатор, генератор или выпрямитель) образует взаимно связанную энергетическую систему.
Сварочной дугой называют мощный, длительно существующий электрический разряд между находящимися под напряжением электродами в смеси газов и паров. Дуга характеризуется высокой температурой и большой плотностью тока. Сварочная дуга как потребитель энергии и источник питания дуги (сварочный трансформатор, генератор или выпрямитель) образует взаимно связанную энергетическую систему.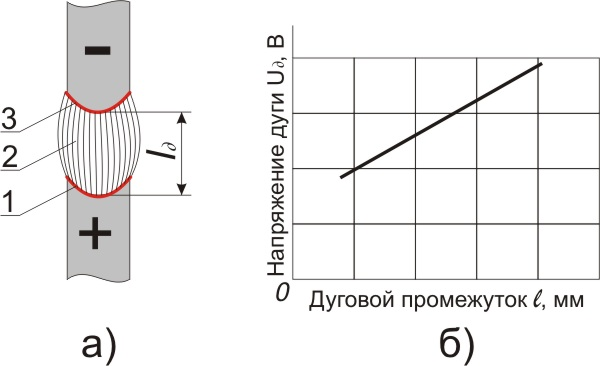

 Устройство инвертора для сварки.
Устройство инвертора для сварки. Зависимость сварочного тока от толщины металла и диаметра электрода.
Зависимость сварочного тока от толщины металла и диаметра электрода. Принципиальная схема регулятора тока.
Принципиальная схема регулятора тока. Таблица характеристик сварочного аппарата.
Таблица характеристик сварочного аппарата. Необходимая мощность инвертора для сварки разных металлов.
Необходимая мощность инвертора для сварки разных металлов.
 Принципиальная схема сварочного инвертора.
Принципиальная схема сварочного инвертора.
Во время дуговой сварки сварочная дуга является основным инструментом, который должен расплавлять основной металл заготовки и присадочный материал, чтобы создать шов и соединить две части неразрывно. В большинстве случаев, явление электрической дуги является вредным для электрических приборов. Оно возникает всегда, когда размыкаются контакты. В бытовых выключателях, магнитных контакторах и в прочих устройствах данное явление неизбежно, так что принимаются различные меры, чтобы погасить дугу и сделать ее более короткой. В сварке она является главной особенностью, но ею нужно научиться управлять.
Электрическая сварочная дуга возникает в тот момент, когда контакт, образованный между основным металлом и электродом, размыкается. В это время образуется длительный и мощный заряд электричества, который обладает высокой температурой. В данном месте наблюдается высокая плотность тока, способствующая расплавлению. Для ее создания требуется высокий уровень затрат энергии.
Область применения 
Сварочная дуга применяется в обыкновенной ручной дуговой сварке, которая на данный момент является наиболее простым методом стандартного сваривания. Здесь она защищается обмазкой электродов, которая при сгорании образует газовые испарения, препятствующие проникновению посторонних элементов внутрь ванны расплавленного металла.
Также дуга используется в полуавтоматической газовой сварке. Здесь используется сварочная электрическая дуга, которая подается не на обыкновенный электрод, а на неплавкий вольфрамовый. Соответственно, расплавления металла идет не с одного из выходов, как это было в предыдущем методе. На дугу подается сварочная проволока, которая расплавляет материал.
Еще одним вариантом являются автоматы. Они проще в создании, чем газовые, так что получили широкое распространение в промышленности. Они могут быть как с плавкими, так и с неплавкими электродами. С одной установки может зажигаться несколько электродуг, если они имеют многопостовую конструкцию.
В ручной дуговой сварке идет работа с обыкновенными конструкционными сталями. Иногда пробуют сваривать цветные металлы, но это сложно и не всегда успешно. Лучше дуга проявляет себя при защите газа. Она оказывается более стабильной при горении, а также позволяет создавать качественные надежные швы.
Классификация сварочной дуги
Электрические свойства сварочной дуги могут отличаться в зависимости от того, с какого источника подается электричество. Для ее создания используют инверторы, генераторы, выпрямители, трансформаторы и прочую технику. Выделяют два основных типа получаемой дуги:
- В первом случае наблюдаются статичные параметры. Они не меняются в течение длительного времени использования. Допустимы минимальные отклонения, но они не являются существенными и не влияют на характеристики накладываемого шва.
- Во втором случае получается динамические параметры. Это переходные, когда параметры в системе изменяют и из-за них меняется характеристика дуги.
Классифицировать дугу можно еще по другим признакам:
- Открытая – горение происходит в воздухе;
- Закрытая – горение происходит во флюсе;
- С подачей защитных газов – в дугу поставляются газы с защитными функциями.
Классификация сварочной дуги
Строение сварочной дуги
Сварочная дуга представляет собой явление, в котором можно выделить несколько основных областей, определяющих ее строение. Выделяют три основные области:
- Столб дуги – это основная доля всего дугового промежутка. В него входят положительные и отрицательные ионы. Столб обладает нейтральным зарядом, так как положительные и отрицательные элементы здесь находятся в одинаковом количестве.
- Катодная область – это источник электронов, которые ионизируют газы, находящиеся рядом. Здесь очень высокое напряжение. Выделившиеся электроды удаляются из данной области под действием электрического поля. Это поле притягивает положительные ионы. Ионов здесь всегда больше, чем электронов.
- Анодная область – это самая широкая область из всей дуги. Ток анода условно считают сугубо электронным, но на самом деле здесь присутствуют и ионы, пусть и в незначительном количестве. Здесь создается отрицательный объемный заряд. В анодной области присутствует низкий уровень напряжения.
Схема строения сварочной дуги
Во время горения дуги на электроде можно выделить несколько активных пятен. Они разделяются по степени нагревания, так как есть несколько зон нагретых по-разному, и они наблюдаются практически при каждом процессе сваривания. Если пятно находится на аноде, то его называют анодным, а если на катоде, то катодным.
Свойства дуги
Дуга обладает очень ярким светом, который оказывается вредным для глаз и может привести к их ожогу во время своего горения. Помимо видимого спектра, она излучает еще ультрафиолетовые и инфракрасные лучи. Если расстояние между электродом и заготовкой слишком большое, то дуга тухнет. Она обладает очень высокой силой тока и температурой, которая увеличивается, если размер столба будет расти. При подаче плотного воздуха или газа под давлением, а также масла, дуга может потухнуть.
Свойства сварочной электрической дуги
Характеристики
Вольтамперная характеристика сварочной дуги зависит от напряжения и сварочного тока, которые формируются источником питания. При изменении какого-либо из параметров меняются и другие значения данного явления. Существует три основных разновидности характеристик:
- Жесткая;
- Возрастающая;
- Падающая.
Падающая характеристика получается, когда производится сварка в обыкновенных условиях в среде защитных газов. Она характеризуется относительно небольшими значениями сварочного тока. Если сила тока будет повышаться, то возрастает и уровень процесса ионизации. Дуга увеличивает площадь своего сечения, а также температура горения.
«Важно!
Если сила тока находится от 80 до 300 А, то дуга получает жесткую характеристику.»
Здесь характерны низкие значения напряжения. Площадь сечения напрямую зависит от силы тока, так что можно легко регулировать ширину свариваемого шва.
Возрастающая характеристика присущая наиболее высоким значениям сварочного тока, более 300 А. Напряжение может увеличиваться тогда, когда скапливается большое количество зарядов на электроде. Это де приводит к падению напряжения на катоде.
Чем определяется мощность сварочной дуги?
От мощности сварочной дуги зависит много факторов, но и сама она является результатом определенных воздействий. Длина сварочной дуги является одним из определяющих факторов. Даже при одних и тех же параметрах на источнике электричества, при более высокой длине мощность будет расти. Также она зависит от силы тока, который подается на электрод. Он позволяет развивать мощность на более широком диапазоне, так что даже при длинном столбе она не будет тухнуть. Толщина и плотность также оказывают решающие значения на мощность, но для их увеличения требуется обеспечить достаточную силу тока.
Заключение
Сварочная электрическая дуга является одним из основных инструментов для данной области. Практически все инновации современных инверторов направлены на то, чтобы лучше освоить управление ее свойствами.
Что такое сварочная дуга
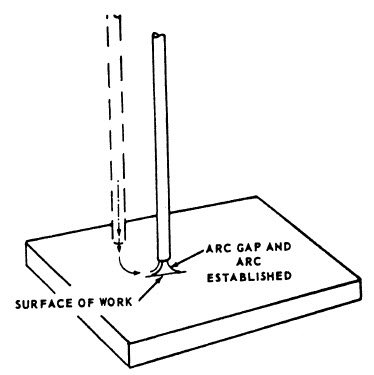
Метод сварки используется людьми для герметичного соединения металлов уже больше века. Изучал его еще физик Вольт. Его работы были использованы в процессе создания первого сварочного аппарата. Генерируется электрический разряд в момент, когда между электродом и рабочей поверхностью образуется короткое замыкание. Подаваемая на сварочный аппарат электрическая энергия преобразуется в тепловую, в результате чего появляется ванна расплава. В таких условиях формируется на месте стыка образуется однородный металлический шов.
Со временем, детально проанализировав вольтамперные характеристики, ученые сделали сварку более совершенной. Были созданы современные устройства, которые отлично поддерживали стабильность сварочной дуги.
Что такое сварочная дуга

Генерируемая сварочным аппаратом электрическая дуга представляет собой ни что иное, как состоящий из ионизированных частиц проводник. Он существует в определенном временном промежутке благодаря тому, что поддерживается электрическим полем. Такой разряд образуется в способной к ионизации газовой среде, характеризуется непрерывной формой и высокой температурой.
В учебных пособиях по сварочному делу данное явление определяется как электрический разряд в плазме длительного характера. Плазма является смесью защитных, ионизированных атмосферных газов в сочетании с испарениями от металлов, которые образуются под воздействием высокой температуры.
Строение сварочной дуги

Разогреть металл до температуры плавления за очень короткое время можно, но для этого потребуется мощная электрическая дуга. Основные ее характеристики – вольтаж, ампераж и плотность потока заряженных частиц. Как электротехническое явление дуговой столб представляет собой проводник между полярными полюсами, состоящий из газовой среды. При этом он обладает большим сопротивлением и способен светиться.
Детальный анализ построения дуги помогает разобраться с течением температурного воздействия на металл. Сравнительно небольшая длина электрической дуг – 5 см, которые состоят из трех зон:
- собственно, столб – это видимая светящаяся часть;
- катодная – 1 микрон;
- анодная – 10 микрон.
Поток свободных электронов определяет температуру сварочной дуги. Они формируются на катоде, который нагревается до 38% от температуры плазмы. В газовой среде отрицательные частички – электроны двигаются по направлению к аноду, в то время как положительные элементы направляются к катоду. Столб лишен какого-либо заряда и все время остается нейтральным.
Температура частиц внутри достигает 10 000 градусов Цельсия. Воздействуя на металл, они разогревают его до 2350 градусов. Точка входа электронов среди специалистов называется анодным пятном. По сравнению с катодным оно имеет температуру на 6% выше. Поскольку плазма генерирует ультрафиолетовые, световые и инфракрасные волны, то она находится в видимом для человека спектре. Но важно учесть, что данные волны вредны для человека: и для кожи, и для глаз. Поэтому для сварщиков были разработаны специальные средства защиты.
Виды сварочной дуги
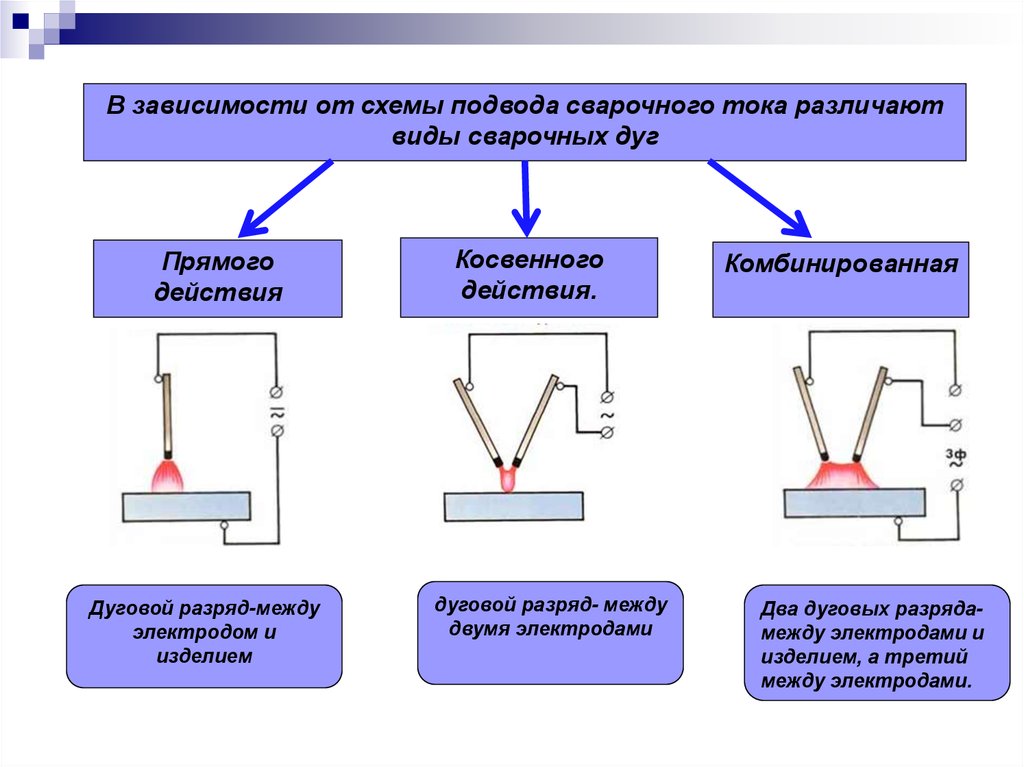
Классифицируется сварочная дуга по нескольким параметрам. В зависимости от пространственного положения электрода и типу тока она бывает:
- прямого действия. Разряд располагается перпендикулярно по отношению к рабочей поверхности и параллельно относительно электрода;
- косвенного действия. Разряд образуется между электродом, который располагается относительно рабочей поверхности под углом 40-60 градусов и самим металлом.
По составу плазменный столб делится на:
- открытый. Образуется в атмосферных газах. Питающей средой являются компоненты, испаряемые из обмазки и заготовки;
- закрытый. Генерируется под флюсом при условии присутствия газообразной фазы, которая получается из частиц, испаряемых от металла, электрода и компонентов флюса;
- с подачей инертного газа или другой защитной смеси.
Сварочная дуга отличается и в зависимости от применяемого расходного материала. В работах используются электроды:
- тугоплавкие из вольфрама;
- графитовые или угольные;
- стальные с обмазкой, содержащей ионизирующие включения.
В зависимости от времени воздействия принято различать дугу постоянную и импульсную.
Условия горения

Сварочный процесс основан на преобразовании электрической энергии в тепловую. Сварочный столб может удерживаться как угодно долго при условии быстрой ионизации газа. Свариваемые заготовки прогреваются, воздух вокруг них теплый и насыщен испаряемыми компонентами. Альтернативный метод – в рабочую зону специально подается газ, который может ионизироваться. Лучше всего ионизации поддаются частицы щелочноземельных и щелочных металлов. Они становятся активными сразу, как только начинает проходить ток.
Другое обязательное условие для поддержания сварочного столба – постоянная высокая температура на катоде. Ее значение зависит от химического состава и площади катода. Для этого требуется источник электричества. В условиях производства показатель температуры катодной области может доходить до 7 000 градусов.
Как образуется электрическая дуга
Сварочная дуга является ничем иным, как электрическим разрядом. Возникает она в случае замыкания цепи. В тот момент, когда электрод прикасается к поверхности свариваемого металла, начинает вырабатываться тепловая энергия в большом количестве. В точке соприкосновения металл начинает плавиться. Расплав притягивается к окончанию расходника, образуя тонкую шейку. Она почти что мгновенно распыляется под влиянием сильного электрического поля. В это время молекулы газа ионизируются, образуется защитное облако и обеспечивается свободное перемещение электродов.
Вид тока определяет направленность потока. Поджечь дугу можно на токе прямой и обратной полярности, переменном или постоянном. Частота, с какой дуга гаснет и разжигается напрямую зависит от выбранных сварщиком параметров тока.
Чем определяется мощность сварочной дуги
Основные факторы, оказывающие влияние на параметры мощности:
- напряжение. Увеличение мощности сварки достигается за счет увеличения питающего напряжения. Но в сравнительно небольшом диапазоне значений. Есть определенные ограничения и по размеру расходных материалов;
- сила тока. Прямая зависимость: чем больше показатель – тем стабильнее горит дуга;
- величина напряжения плазмы находится в прямой зависимости от мощности.
Длиной дуги принято называть расстояние от электрода доя рабочей поверхности в момент выполнения сварочных работ. От данного показателя зависит величина продуцированного тепла.
Мощность дуги определяет скорость плавления металла. Данная характеристика имеет большое значение, поскольку от нее зависит скорость выполнения операций по соединению металлов. Силой тока меняется рабочая температура в зоне плавления. Даже длинная электрическая дуга не будет затухать при большой силе тока. Во время сварочных работ изменение настроек ампеража требуется очень редко.
Вольт-амперная характеристика сварочной дуги
Выражают параметры питания. Данные позволяют определить:
- время горения;
- мощность дуги;
- условия гашения.
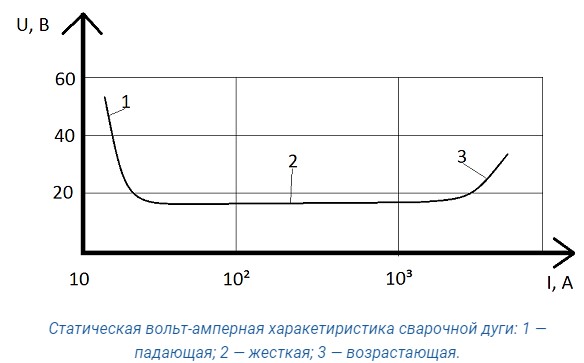
Динамика вольтамперных показателей показывает изменение длины электрической дуги в период ее нестабильности. Статическая вольт-амперная характеристика дуги, наоборот, указывают на зависимость между напряжением и силой тока в период стабильности длины электродуги. Ее свойства выражены графиком, разделенным на три сектора:
- падающий. В случае увеличения силы тока резко уменьшается напряжение. Связано это с образованием столба: возрастает площадь потока плазмы и изменяется показатель ее электропроводимости;
- жесткий. Характерные особенности сектора – понижение напряжения при неизменной плотности тока. Наблюдается рост показателей силы тока в диапазоне значений 100-1000А. Прямо пропорционально увеличивается дуговой столб в диаметре. Помимо этого, изменяются анодное и катодное пятна;
- растущий. Размер катодного пятна стабилен и зависит от диаметра электрода. При увеличении силы тока в большую сторону меняются показатели дугового столба.
Вольтамперные характеристики (ВАХ) ручной дуговой сварки с неплавящимися или плавящимися электродами не доходят до третьего сектора графика, а варьируются только в первых двух. Механизированная сварка, подразумевающая использование флюсов, описывается показателями графика второго и третьего сектора. Третий сегмент в полной степени соответствует сварке плавящимся электродом в защитной среде.
В случае использования сварочного аппарата в режиме переменного тока. В каждом полупериоде на пике розжига случается возбуждение сварочной дуги. При переходах через нулевую отметку электрическая дуга затухает. Прекращается нагрев активных пятен. Ионизация газов удерживается стабильной за счет испарений активных щелочных металлов, которые присутствуют в покрытии электродов. При работе на переменном токе труднее разжечь дугу в защитной среде, нежели в случае постоянного тока.
При выборе оборудования для выполнения конкретного вида работ важно учесть, что ВАХ электрической дуги напрямую зависят от внешних вольтамперных показателей. К примеру, для ручной дуговой сварки требуется питание с падающими характеристиками вольт-ампер (повышенное напряжение на холостом ходу). При этом специалист будет иметь возможность с помощью регулятора ампеража менять длину дуги.
Сила тока при коротком замыкании во время плавления электрода на 20-50% выше показателя силы тока дуги. Выполнение работ плавящимися электродами оптимально в случае использования дуги размыкания. Для того, чтобы разжечь электродугу угольным или вольфрамовым электродом, не помешает вспомогательный разряд.
Высокие показатели силы тока при коротком замыкании могут спровоцировать прожиг заготовки. Короткое замыкание имеет место в момент, когда падает капля расплава электрода. После этого показатели резко возвращаются к исходным значениям. Возрастает ампераж до уровня тока короткого замыкания, мостик, образовавшийся между металлом и электродом быстро перегорает, и электрическая дуга снова возбуждается. Все эти изменения в столбе происходят моментально. Установка должна успеть за этот период отреагировать на изменения с тем, чтобы стабилизировать рабочие показатели.
Особенности дуги
Благодаря широкому диапазону значений, электродуга совместима как с тугоплавкими, так и с привычными плавящимися электродами. Под ее воздействием металл быстро разогревается, после чего образуется ванна расплава. Преобразование электроэнергии в тепловую происходит с минимальными потерями.
По своей природе электрическая дуга сопоставима с другими видами зарядов. Ее отличительные особенности:
- созданная плотным током высокая температура;
- небольшое снижение катодного и анодного напряжения, которое в малой степени зависит от изначально заданного вольтажа;
- электрическое поле между полюсами распределяется неравномерно;
- устойчивость электрической дуги в пространстве;
- мощность и вольтамперные характеристики саморегулируются;
- границы электродуги четко очерчены.
Зажечь дугу можно одним из двух способом: чирканьем или коротким прикасанием.
Сварочная дуга. Характеристика сварочной дуги
Сварочной дугой называют мощный, длительно существующий электрический разряд между находящимися под напряжением электродами в смеси газов и паров. Дуга характеризуется высокой температурой и большой плотностью тока. Сварочная дуга как потребитель энергии и источник питания дуги (сварочный трансформатор, генератор или выпрямитель) образует взаимно связанную энергетическую систему.Различают два режима работы этой системы: 1) статический, когда величины напряжения и тока в системе в течение достаточно длительного времени не изменяются; 2) переходной (динамический), когда величины напряжения и тока в системе непрерывно изменяются. Однако во всех случаях режим горения сварочной дуги определяется током (IД), напряжением (UД), величиной промежутка между электродами (так называемым дуговым промежутком) и связью между ними.
В дуговом промежутке IД (рис. 1, а) различают три области: анодную 1, катодную 2 и столб дуги 3. Падение напряжения в анодной и катодной областях постоянно для данных условий сварки. Падение напряжения в единице длины столба дуги — также величина постоянная. Поэтому зависимость напряжения дуги от ее длины имеет линейный характер (рис. 1, б).
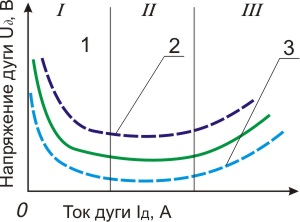
Устойчивость сварочной дуги определяется соотношением между током и напряжением. Графическое изображение этой зависимости (рис. 2) при постоянной длине дуги называется статической вольт-амперной характеристикой дуги. На графике отчетливо видны три основных участка: увеличение тока на участке I сопровождается понижением напряжения на дуге; на участке II напряжение на дуге изменяется мало; на участке III напряжение возрастает. Режимы горения сварочной дуги, соответствующие первому участку, неустойчивы при напряжениях существующих источников питания. Практически сварочная дуга будет устойчивой на втором и третьем участках вольт-амперной характеристики. С увеличением или уменьшением длины дуги характеристики сместятся соответственно в положение 2 и 3 (см. рис. 2). Для электродов меньшего диаметра характеристики смещаются влево, большего диаметра — вправо.
Рис. 1. Сварочная дуга, горящая между неплавящимися электродами:а — схема дуги, б — зависимость напряжения дуги (Уд) от величины дугового промежутка (/д): 1 — анодная область, 2 — катодная область, 3 — столб дуги
Рис.2 Вольт-амперная характеристика дуги (ВАХ)
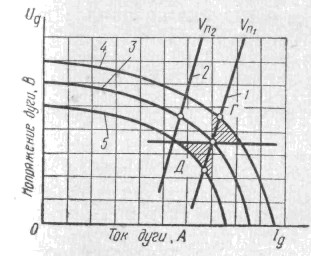
Показанная на рис. 2 вольт-амперная характеристика дуги снята при постоянной длине сварочной дуги. При сварке плавящимся электродом непрерывно меняется длина дугового промежутка. В этих случаях следует пользоваться характеристиками, определяющими зависимость между напряжением и током дуги при постоянной скорости подачи электродной проволоки (рис. 3, кривые 1 и 2). Каждой скорости подачи соответствует определенный диапазон токов, при котором устойчиво горит сварочная дуга и плавится электрод. В этом случае при малых изменениях тока напряжение изменяется в больших пределах. Эту зависимость принято называть характеристикой устойчивой работы. Она так же, как и вольт-амперная характеристика, зависит от длины вылета электрода и скорости подачи.
Эти закономерности справедливы для постоянного и переменного тока, так как род тока не влияет на форму вольт-амперных характеристик электрической дуги. На форму характеристики влияют геометрия и материал электродов, условия охлаждения столба дуги и характер среды, в которой происходит разряд.
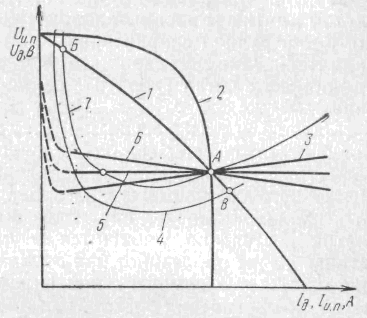
Устойчивость сварочной дуги и режима сварки зависят от условий существования дугового разряда и свойств, параметров источников питания и электрической цепи. Внешней характеристикой источника питания (кривая 3 на рис. 3) называется зависимость напряжения на его зажимах от тока нагрузки. Различаются следующие внешние характеристики источников питания (рис. 4): падающая 1, полого-падающая 6, жесткая 5, возрастающая 3 и вертикальная 2. Источник питания с той или иной внешней характеристикой выбирается в зависимости от способа сварки. Регулировочное устройство каждого источника дает ряд внешних характеристик («семейство характеристик»). Установившийся режим работы системы: «сварочная дуга — источник питания» определяется точкой пересечения А внешней характеристики источника питания (1, 2, 3, 5 или 6) и вольт-амперной характеристики 7 сварочной дуги.
Рис.3 Вольт-амперная характеристика сварочной дуги (ВАХ) 1,2 при постоянной скорости подачи проволоки (характеристика устойчивой работы) и внешние характеристики источников питания 3, 4 и 5
Рис.4 Внешние характеристики источников питания 1, 2, 3, 5, 6 и вольт-амперные характеристики сварочной дуги 4, 7
Процесс сварки будет устойчив, если в течение длительного времени дуговой разряд существует непрерывно при заданных значениях напряжения и тока. Как видно из рис. 4, в точках А и В пересечения внешних характеристик дуги 7 и источника питания будет иметь место равновесие по току и напряжению. Если по какой-либо причине ток в сварочной дуге, соответствующий точке А, уменьшится, напряжение ее окажется меньше установившейся величины напряжения источника питания; это приведет к увеличению тока, т. е. к возврату в точку А. Наоборот, при случайном увеличении тока установившиеся напряжения источника питания оказываются меньше напряжения дуги; это приведет к уменьшению тока и, следовательно, к восстановлению режима горения сварочной дуги. Из аналогичных рассуждений ясно, что в точке Б сварочная дуга горит неустойчиво. Всякие случайные изменения тока развиваются до тех пор, пока он не достигнет величины, соответствующей точке устойчивого равновесия А или до обрыва дуги. При пологопадающей внешней характеристике (кривая 6) устойчивое горение дуги будет также происходить в точке А.
При работе на падающем участке вольт-амперной характеристики дуги внешняя характеристика источника в рабочей точке должна быть более крутопадающей, чем статическая характеристика сварочной дуги. При возрастающих характеристиках дуги внешние характеристики источника могут быть жесткими 5 или даже возрастающими 3.
При ручной сварке, когда возможны изменения длины дуги, она должна обладать достаточным запасом устойчивости.
При прочих равных условиях запас устойчивости возрастает с ростом крутизны внешней характеристики источника питания. Поэтому для ручной сварки применяют источники с крутопадающими характеристиками: сварщик может удлинить дугу, не опасаясь, что она оборвется, или укоротить ее, не боясь чрезмерного увеличения тока.
Саморегулирование сварочной дуги. При автоматической или полуавтоматической сварке плавящимся электродом скорость подачи его (va) равна скорости плавления. При случайном уменьшении дугового промежутка (кривая 4 на рис. 4) ток увеличивается и проволока начнет плавиться быстрее. В итоге дуговой промежуток постепенно увеличится и сварочная дуга достигнет первоначальной длины. То же произойдет при случайном удлинении дуги. Это явление называется саморегулированием сварочной дуги, так как восстановление исходного режима происходит без воздействия какого-либо регулятора. Саморегулирование происходит тем активнее, чем положе внешняя характеристика источника питания и больше скорость подачи электрода. Поэтому для механизированной сварки плавящимся электродом следует выбирать источники питания с пологопадающими внешними характеристиками. При сварке на постоянном токе в защитных газах, когда статическая характеристика сварочной дуги приобретает возрастающую форму, для систем саморегулирования рационально применять источники с жесткой характеристикой. Однако их напряжение холостого хода невелико и может быть даже меньше рабочего напряжения дуги, что затрудняет ее первоначальное возбуждение. В этих случаях желательно применение источников питания, у которых внешняя характеристика в рабочей части жесткая или пологовозрастающая вольт-амперная характеристика, а напряжение холостого хода несколько повышенное, как это показано пунктиром на рис. 4.
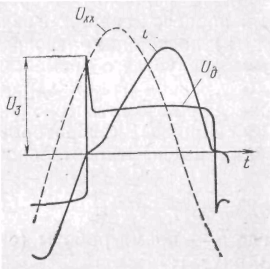
Сварочная дуга переменного тока требует от источников питания надежного повторного возбуждения сварочной дуги. Это достигается правильным выбором соотношений между напряжениями холостого хода, зажигания и горения дуги и параметрами сварочной цепи. Наиболее простой способ получения устойчивой сварочной дуги — включение в сварочную цепь реактивного сопротивления. Благодаря этому, в момент повторного возбуждения дуги напряжение на дуге может резко увеличиться (рис. 5) до значения напряжения зажигания (U3). Пунктирная кривая t/xx изображает напряжение источника питания при холостом ходе. При нагрузке, в связи с наличием реактивного сопротивления, сварочный ток отстает по времени от напряжения.
При обрыве дуги напряжение на дуговом промежутке должно подняться до величины, соответствующей мгновенному значению напряжения холостого хода источника питания. Благодаря отставанию тока от напряжения, такое напряжение оказывается достаточным для повторного возбуждения сварочной дуги (Un).
Перенос металла в сварочной дуге и требования к динамическим свойствам источников питания. Различают следующие виды переноса металла электрода в сварочную ванну: крупнокапельный, характерный для малых плотностей тока; мелкокапельный, струйный, когда металл стекает с электрода очень мелкими каплями. Капли расплавленного металла периодически замыкают дуговой промежуток, либо если не происходят короткие замыкания, периодически изменяют длину дуги. При большой плотности тока в электроде наблюдается мелкокапельный перенос металла, без заметных колебаний длины и напряжения сварочной дуги.
Напряжение, ток и длина дуги претерпевают периодические изменения от холостого хода к короткому замыканию; в рабочем режиме происходит горение дуги, образование и рост капли. В дальнейшем при коротком замыкании между каплей и ванной ток резко увеличивается. Это приводит к сжатию капли и к разрушению мостика между каплей и электродом. Напряжение почти мгновенно возрастает и сварочная дуга снова возбуждается, т. е. процесс периодически повторяется. Смена режимов происходит в течение долей секунды. Поэтому источник питания должен обладать высокими динамическими свойствами, т. е. большой скоростью повышения напряжения при разрыве цепи и нужной скоростью нарастания тока.
Рис. 5 Осциллограмма тока и напряжения дуги при сварке переменным током.
При малой скорости нарастания тока в ванну поступает нерасплавленная проволока. Она сравнительно медленно разогревается па большом участке, которым затем разрушается. Если ток возрастает слишком быстро, мостик между ванной и каплей электродного металла быстро перегревается и разрушается со взрывом. Часть расплавленного металла разбрызгивается и не попадает в шов.
Чтобы избежать разбрызгивания, необходимо повысить электромагнитную инерцию источника питания путем увеличения индуктивности сварочной цепи.
Дуга, ее тепловая мощность. Сварка
Дуга, ее тепловая мощность
В тепловую энергию электрической дуги преобразуется энергия мощных потоков заряженных частиц, бомбардирующих катод и анод.
Суммарное количество теплоты Q (Дж), выделяемое дугой на катоде, аноде и столбе дуги, определяется по формуле:
где: lсв – сварочный ток, А;
Uд – напряжение дуги, В;
t – время горения дуги, с.
При этом не вся теплота дуги затрачивается на расплавление металла, другими словами – на саму сварку. Значительная часть ее расходуется на теплоотдачу в окружающую среду, расплавление электродного покрытия или флюса, разбрызгивание и т. п.
Термином «тепловой баланс дуги» определяют характер распределения полной тепловой мощности по отдельным статьям расхода.
Наибольшее количество теплоты выделяется в зоне анода (42–43 %) при питании дуги постоянным током. Это объясняется тем, что анод подвергается более мощной бомбардировке заряженными частицами, чем катод, а при столкновении частиц в столбе дуги выделяется меньшая доля общего количества теплоты.
В столбе дуги среднее значение температуры составляет 600 °C. При сварке угольным электродом температура в катодной зоне достигает 3200 °C, в анодной – 3900 °C. При сварке металлическим электродом температура анодной зоны составляет около 2600 °C, а катодной – 2400 °C.
При решении технологических задач используются разная температура катодной и анодной зон и разное количество теплоты, выделяющееся в этих зонах. Прямую полярность, при которой анод (плюсовая клемма источника тока) подсоединяют к детали, а катод (минусовая клемма источника тока) – к электроду, применяют при сварке деталей, требующих большого подвода теплоты для прогрева кромок.
Сварку постоянным током обратной полярности применяют при сварке тонкостенных изделий, тонколистовых конструкций, а также сталей, не допускающих перегрева (нержавеющие, жаропрочные, высокоуглеродистые и др.). В этом случае катод подсоединяют к свариваемой детали, а анод – к электроду. При этом не только обеспечивается относительно меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного материала за счет более высокой температуры анодной зоны и большего подвода теплоты. Полярность клемм источника постоянного тока может быть определена с помощью раствора поваренной соли (половина чайной ложки соли на стакан воды). Если в такой раствор опустить провода от клемм источника тока, то у отрицательного провода будет происходить бурное выделение пузырьков водорода.
Различие температур катодной и анодной зон и распределение теплоты сглаживаются вследствие периодической смены катодного и анодного пятен с частотой, равной частоте тока при питании дуги переменным током.
Практика показывает, что в среднем при ручной сварке только 60–70 % теплоты дуги расходуется на нагревание и плавление металла. Остальная часть теплоты рассеивается в окружающую среду через излучение и конвекцию.
Эффективной тепловой мощностью дуги называется количество теплоты, используемое на нагрев и плавку свариваемого металла в единицу времени. Она равна полной тепловой мощности дуги, умноженной на эффективный коэффициент полезного действия нагрева металла дугой. Коэффициент полезного действия зависит от способа варки, материала электрода, состава электродного покрытия и других факторов. При ручной дуговой сварке электродом с тонким покрытием или угольным электродом он составляет 0,5–0,6, а при качественных электродах – 0,7–0,85. При аргонодуговой сварке потери теплоты значительны и составляют 0,5–0,6.
Наиболее полно теплота используется при сварке под флюсом.
Для характеристики теплового режима процесса сварки принято определять погонную энергию дуги, иначе говоря, количество теплоты, вводимое в металл на единицу длины однопроходного шва, измеряемое в Дж/м. Погонная энергия равна отношению эффективной тепловой мощности к скорости сварки. Потери теплоты при ручной дуговой сварке составляют примерно 25 %, из которых 20 % уходят в окружающую среду дуги через излучение и конвекцию паров и газов, а остальные 5 % – на угар и разбрызгивание свариваемого металла. Потери теплоты при автоматической сварке под флюсом составляют только 17 %, из которых 16 % расходуется на плавление флюса, а на угар и разбрызгивание затрачивается около 1 % теплоты.
Эффективной тепловой мощностью дуги q (Дж/с) называют часть общей тепловой мощности дуги, расходуемой непосредственно на нагрев и расплавление основного и присадочного металлов. Она всегда меньше полной тепловой мощности дуги. Эффективная тепловая мощность сварочной дуги представляет собой количество теплоты, введенное дугой в свариваемую деталь в единицу времени. Она определяется уравнением:
где ? является коэффициентом полезного действия дуги, представляющим собой соотношение эффективной тепловой мощности к полной тепловой мощности дуги.
Эффективная тепловая мощность зависит от способа сварки, материала электрода, состава покрытия или флюса и ряда других факторов.
Данные значений для различных способов сварки приведены в таблице.
Эти данные показывают, что теплота дуги наиболее рационально используется при автоматической сварке под флюсом.
Данный текст является ознакомительным фрагментом.Читать книгу целиком
Поделитесь на страничкечем определяется и сколько потребляет инвертор
На чтение 8 мин. Просмотров 10.4k. Опубликовано
Мощность сварочного аппарата – это одна из основных характеристик, на которые необходимо обращать внимание при его выборе.
Чтобы лучше разобраться во всех тонкостях, связанных со сварочными устройствами и понять основные моменты для расчета данного параметра, необходимо прояснить несколько важных аспектов. Информацию будет полезно знать всем тем, кто занимается сваркой.
Основные типы сварочных аппаратов
Устройство инвертора для сварки.Инверторные сварочные аппараты подразделяются на три категории:
- бытовые;
- полупрофессиональные;
- профессиональные.
Отмеченное разделение выполнено, в первую очередь, исходя из области и частоты использования устройства. Чтобы понять, какой нужен аппарат для сварки, необходимо определиться с условиями его применения.
Бытовые рассчитаны на непродолжительное время работы. Использовать подобные приборы для постоянной и длительной сварки не представляется возможным. Уже после 5-10 минут использования аппарату необходимо дать «отдохнуть» в течение такого же, а иногда большего, промежутка времени.
В то же время возможность подключения подобного инвертора в бытовую однофазную сеть делает его весьма удобным для использования в домашних целях. Для быстрой сварки металлических конструкций на даче или для домашней работы не столь критично, сколько сварочный инвертор сделает перерывов.
Инверторы полупрофессионального класса способны функционировать дольше, что достигается благодаря особенностям их конструкции. Подобные устройства используют при ремонте труб, изготовлении каркасов и металлоконструкций. Питаются они, как правило, от трехфазной сети.
Аппараты профессионального класса способны работать без перерыва на протяжении суток. Их сварочный ток может достигать 500 ампер. Это значит, что потребляемая мощность сварочного инвертора подобного типа будет наибольшей.
Все бытовые, некоторые полупрофессиональные и профессиональные аппараты способны питаться от сети 220 вольт. В то же время не стоит забывать, что ток электросети не может превышать 160 ампер.
Приобретая инвертор необходимо заранее рассчитывать, какая мощность ему необходима и какой ток он будет потреблять.
Подключение устройства с более высокими показателями может привести к выключению автомата, либо к выгоранию контактов розетки, так как оборудование рассчитано на большее количество киловатт.
Итак, на что же следует обращать внимание при выборе бытового инвертора? В первую очередь на сварочный ток, характеристика которого указывается производителем в паспорте или руководстве к прибору.
Данный критерий показывает при каком токе будет обеспечена нормальная работа инвертора без перегрузок, с учетом продолжительной нагрузки. Конечно лучше отдать предпочтение аппаратам с запасом по мощности на 30-50% к показателю рабочего тока.
Зависимость сварочного тока от толщины металла и диаметра электрода.В обычной городской электросети часто бывают скачки напряжения. Как правило, такие перепады происходят в обе стороны на 15-20 % от номинального значения в 220 вольт.
Обычно бытовые и не столь чувствительны к подобным скачкам. Даже при их наличии они способны эффективно работать.
Однако во время подключении к генератору колебания могут быть существенно больше. В связи с этим лучше выбрать сварочный аппарат с защитой от перепадов напряжения.
[box type=”info”]Последний, но не менее важный фактор – цена. Купить недорогой инвертор с необходимыми параметрами – задача непростая. Это связано с тем, что некоторые производители указывают ложные характеристики в паспортах устройств.[/box]Проверить все параметры приборов непосредственно при покупке достаточно сложно, даже при наличии в аппаратах цифровых дисплеев. Даже они могут выводить неправильную информацию и ввести покупателя в заблуждение.
Расчет мощности аппарата
Перед тем, как приступать к расчету мощности аппарата, необходимо знать следующие параметры:
- диапазон входного напряжения и сварочного тока;
- напряжение сварочной дуги;
- КПД конкретного прибора;
- продолжительность включения;
- коэффициент мощности.
Интервал сварочного тока показывает, при каких параметрах сети можно работать. Это связано с тем, что на самом деле в бытовых электросетях не наблюдается заявленных 220 вольт. Иногда напряжение может быть меньше 200 В, а иногда – существенно превышать 220 В.
При подключении сварочного аппарата к электросети может наблюдаться падение напряжения на 5-10 процентов от номинального значения.
Принципиальная схема регулятора тока.В связи с этим целесообразно обратить внимание на модели, для которых заявлен рабочий интервал от 150-170 до 220-250 вольт. Именно такие устройства способны обеспечить лучшие показатели мощности.
Диапазон сварочного тока определяет его наибольшее и наименьшее значение. От данной характеристики напрямую зависит мощность инвертора. Для бытовых моделей минимальные значения могут варьироваться от 10 до 50 А, а максимальные – от 100 до 160 А.
[box type=”fact”]Напряжение выходного тока или напряжение сварочной дуги варьируется в интервале 20-30 В для дешевых моделей. КПД у приборов с максимальным током в 160 А обычно не превышает 0,85%.[/box]Одной из важных характеристик является продолжительность включения. Данный параметр фактически свидетельствует о том, насколько качественно то или иное устройство. Смысл критерия сводится к соотношению времени работы к «отдыху».
Например, если данный показатель составляет 50%, то на каждые пять минут работы устройство должно охлаждаться такой же промежуток времени. Таким образом, чем ниже этот параметр, тем длиннее будут перерывы.
Высокий процент наоборот свидетельствует о том, что прибор можно использовать продолжительный период времени без перерывов.
Коэффициент мощности напрямую зависит от продолжительности включения. Расчет для определения данной характеристики определяется из соотношения времени непрерывной работы к общему времени.
Давайте рассмотрим все на простом примере. Рассчитаем мощность инверторного аппарата для сварки, проработавшего 4 минуты до срабатывания защиты. Затем ему необходимо было остывать две минуты, прежде чем он стал готовым к работе.
Итак, чтобы узнать какой коэффициент у данного устройства, необходимо три разделить на пять – общее время работы, и умножить на сто. Получаем искомую величину. Для бытового мини варианта и полупрофессионального оборудования коэффициент не превышает 0,6-0,7.
Таблица характеристик сварочного аппарата.Допустим, имеется прибор, для которого необходимо электроснабжение 160-220 В, а его максимальный ток равен 160 ампер при напряжении дуги 23 вольта. Пусть коэффициент полезного действия такого прибора составляет 0,89, а ПВ 60%.
Перечисленных выше параметров вполне достаточно для расчета потребляемой мощности. Необходимо умножить ток на напряжение дуги и разделить все это на КПД. В результате получиться 4135 Ватт.
Данное значение показывает мощность, потребляемую непосредственно во время работы. Однако, как уже было сказано ранее, необходимо учитывать также и продолжительность включения. Чтобы это сделать, нужно 4135 умножить на 0,6. Получится 2481.
Данная величина является средней мощностью. Она считается наиболее актуальной и правильной при определении расхода электроэнергии.
Подобный подход наиболее приближен к действительности. Ведь очень редко можно встретить ситуацию, когда инвертор работал бы сутками напролет без перерывов. Паузы и задержки случаются всегда, без них просто не обойтись.
Стоит хотя бы учесть время, необходимое для смены электродов или для подготовки деталей к сварке.
Таблица мощности
Выбирая необходимо принимать во внимание и другие факторы, кроме потребляемых кВт. Особенно это касается профессиональных моделей. К ним предъявляются более высокие запросы, чем к бытовым версиям.
Необходимая мощность инвертора для сварки разных металлов.Необходимо учитывать толщину свариваемых материалов. От данного критерия будет также зависеть и мощность инверторного сварочного аппарата и толщина электродов. Необходимые параметры приведены в таблице ниже.
Она существенно упрощает расчет потребляемой мощности в зависимости от условий работы. Кроме того данная таблица пригодится новичкам, которые нередко задаются вопросом о выборе электрода правильного диаметра.
| Толщина металла, мм | Сварочный ток, А | Диаметр электрода, мм |
| 1,5 | 30-50 | 2 |
| 2 | 45-80 | 2,5 |
| 3 | 90-130 | 3 |
| 4 | 120-160 | 3 |
| 5 | 130-180 | 4 |
| 8 | 140-200 | 4 |
| 10 | 150-220 | 4-5 |
| 15 и более | 160-320 | 4-6 |
Интенсивность и объем работ – критерий, по которому выбирают прибор с определенной продолжительностью включения. Как уже было описано выше, данный параметр показывает, какую продолжительность времени устройство сможет работать с проволокой определенной толщины при заданных режимах.
Условия эксплуатации инвертора определяют класс его защиты. Если использовать прибор предстоит в помещении, тогда достаточно будет сертификации по IP21, а вот в случае эксплуатации на улице, когда температура понижена или присутствует высокая влажность, понадобится защита класса IP21.
Принципиальная схема сварочного инвертора.Что касается сети питания, то бытовые аппараты можно включать и в обычную розетку. Профессиональные инверторы работают, как правило, от трехфазной сети с напряжением 380 вольт.
Помимо приведенных выше критериев необходимо также обращать внимание и на дополнительные параметры. может существенно упростить выполнение определенных операций.
Например форсаж дуги за счет оптимизации силы тока предотвратит залипание. Горячий старт позволяет быстро зажечь дугу. Антизалипание отключает инвертор в случае залипания электрода.
Наличие дисплея у аппарата никогда не будет лишним. На нем могут отображаться рабочие режимы, что значительно упрощает эксплуатацию прибора.
[box type=”info”]В некоторых устройствах присутствует возможность переключения на аргонодуговую сварку одним касанием. Такие инверторы являются наиболее универсальными и позволяют решать широкий спектр задач.[/box]Итог
В данной статье описано, какими параметрами режима определяется мощность, показано, что на нее влияет напряжение сварочной дуги, сила тока, продолжительность включения и т.д.
Кроме того рассмотрены различные классы сварочных аппаратов, а также их особенности и отличия. Данный материал, однозначно, будет полезен начинающим сварщикам, которые еще только думают над приобретением сварочного аппарата.
Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
Билеты общего экзамена для проверки знаний специалистов сварочного производства УРОВЕНЬ I (РДС)
Ответы на вопросы выделены желтым цветом
Ответы на вопросы для экзамена по охране труда вы можете посмотреть здесь: «Ответы на билеты по охране труда»
Ответы, необходимые для проверки знаний у лиц, ответственных за безопасное производство работ кранами
БИЛЕТ 1
ВОПРОС 1. Какие признаки наиболее правильно отражает сущность ручной электродуговой сварки штучными электродами (РДС)?
1. Расплавление металлического стержня ограниченной длины и основного металла производится электрической дугой с защитой расплавленных металлов от воздействия атмосферы.
2. Защита дуги и сварочной ванны газом от расплавления покрытия электрода.
3. Расплавление основного металла от теплового воздействия электрической дуги, стержня и покрытия электрода.
ВОПРОС 2. К какой группе сталей относятся сварочные проволоки марок Св-08А, Св-08АА, Св-08ГА, Св-10ГА?
1. Низкоуглеродистой.
2. Легированной.
3. Высоколегированной.
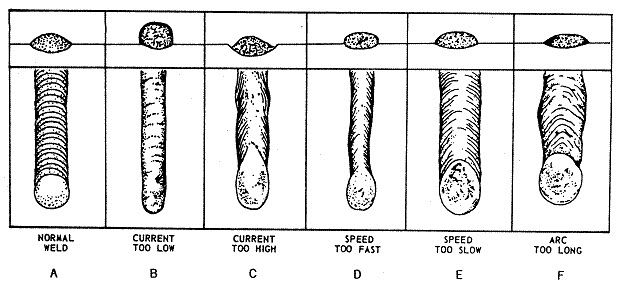
ВОПРОС 3. Укажите, какое влияние оказывает увеличение тока при ручной дуговой сварке на геометрические размеры шва?
1. Увеличивается глубина провара и высота усиления шва.
2. Глубина провара увеличивается, а высота усиления шва уменьшается.
3. Уменьшается глубина провара и увеличивается высота усиления шва .
ВОПРОС 4. Какое определение сварочной дуги наиболее правильно?
1. Электрический дуговой разряд в месте разрыва цепи.
2. Электрический дуговой разряд в межэлектродном пространстве в частично ионизированной смеси паров металла, газа, компонентов электродов, покрытий, флюсов.
3. Электрический дуговой разряд в смеси атомов и молекул воздуха.
ВОПРОС 5. Какими параметрами режима определяется мощность сварочной дуги?
1. Сопротивлением электрической цепи.
2. Величиной напряжения дуги.
3. Величиной сварочного тока и напряжения дуги.
ВОПРОС 6. Какой должна быть величина тока при дуговой сварке в потолочном положении по сравнению с величиной тока при сварке в нижнем положении?
1. Величина тока при сварке в потолочном положении должна быть меньше, чем при сварке в нижнем положении.
2. Величина тока при сварке в потолочном положении должна быть больше, чем при сварке в нижнем положении.
3. Величина тока не зависит от положения сварки в пространстве.
ВОПРОС 7. Какие требования предъявляются к сварочных материалов при входном контроле?
1. Наличие сертификата: полнота и правильность приведенных в нем данных, наличие на каждом упаковочном месте этикеток с контролем данных, приведенных в них, состояние материалов и упаковок.
2. Наличие сертификата: полнота и правильность приведенных в нем данных.
3. Требования к контролю устанавливается в каждом отдельном случае в зависимости от требований Заказчика.
ВОПРОС 8. Для какого класса сталей применяют при сварке электроды типов Э38, Э42, Э42А, Э46, Э46А?
1. Для сварки теплоустойчивых низколегированных сталей.
2. Для сварки углеродистых сталей.
3. Для сварки сталей аустенитного класса.
ВОПРОС 9. Укажите назначение электродного покрытия
1. Упрощает возбуждение дуги, увеличивает коэффициент расплавления металла электродного стержня и глубину проплавления.
2. Защищает металл стержня электрода от окисления, улучшает санитарно-гигиенические условия работы сварщика.
3. Повышает устойчивость горения дуги, образует комбинированную газошлаковую защиту расплавленного электродного металла и сварочной ванны, легирует и рафинирует металл шва и улучшает его формирование.
ВОПРОС 10. Какие род тока и полярность рекомендуются применять при ручной дуговой сварке конструкций из низкоуглеродистой стали электродами с основным покрытием?
1. Переменный.
2. Постоянный ток обратной полярности.
3. Постоянный ток прямой полярности.
ВОПРОС 11. Что понимают под магнитным дутьем дуги?
1. Отклонение дуги от оси шва под действием магнитного поля или воздействия больших ферромагнитных масс.
2. Периодическое прерывание дуги.
3. Колебания капли электродного металла при сварке длинной дугой.
ВОПРОС 12. Какую вольтамперную характеристику должен иметь сварочный источники питания для ручной дуговой сварки?
1. Жесткую или полого падающую.
2. Возрастающую.
3. Падающую.
ВОПРОС 13. Электроды каких марок, имеют рутиловое покрытие?
1. УОНИИ 13/45, СМ-11.
2. АНО-3, АНО-6, МР-3.
3. АНО-7, АНО-8.
ВОПРОС 14. Какие дефекты образуются при сварке длинной дугой электродами с основным покрытием?
1. Газовые поры.
2. Шлаковые включения.
3. Закалочные трещины.
ВОПРОС 15. Какой дефект преимущественно может образоваться при быстром удалении электрода от деталей?
1. Кратерные трещины
2. Непровар
3. Поры
ВОПРОС 16. Укажите наиболее правильное определение понятия свариваемости?
1. Технологическое свойство металлов или их сочетаний образовывать в процессе сварки соединения, обеспечивающие прочность и пластичность на уровне основных материалов.
2. Металлургическое свойство металлов, обеспечивающее возможность получения сварного соединения с общими границами зерен околошовной зоны и литого шва.
3. Технологическое свойство металлов или их сочетаний образовывать в процессе сварки соединения, отвечающие конструктивным и эксплуатационным требованиям к ним.
ВОПРОС 17. Что может способствовать образованию прожога при сварке?
1. Малая величина притупления кромок деталей с V — образной разделкой.
2. Отсутствие зазора в собранном под сварку стыке.
3. Сварка длинной дугой.
ВОПРОС 18. Укажите следует ли удалять прихватки, имеющие недопустимые наружные дефекты (трещины, наружные поры и т.д.) по результатам визуального контроля?
1. Следует.
2. Не следует, если при сварке прихватка будет полностью переварена.
3. Следует удалять только в случае обнаружения в прихватке трещины.
ВОПРОС 19. Какое должно быть напряжение светильников при производстве работ внутри сосуда?
1. 220 В.
2. 36 В.
3. Не выше 12 В.
ВОПРОС 20. Как обозначается сварное соединение на чертеже?
1. Обозначается тип соединения, метод сборки и способ сварки, методы контроля.
2. Указывается ГОСТ, тип соединения, метод и способ сварки, катет шва, длина или шаг, особые обозначения.
3. Указывается метод и способ сварки, длина или шаг, сварочный материал, методы и объем контроля.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
Страницы: 1 2 3 4 5 6 7 8 9 10определение, строение, свойства, длина, температура и мощность, какие зоны называются анодным и катодным пятнами, кто ее изобрел? – Дуговая сварка на Svarka.guru


Метод царапин для запуска дуги (также известный как чистка):
Техника постукивания для начала дуги!
Прилипает ли ваша сварочная штанга?
В дуговой сварке это все о лужи!




Наконечники дуговой сварки, их типы и сварочные лужи:




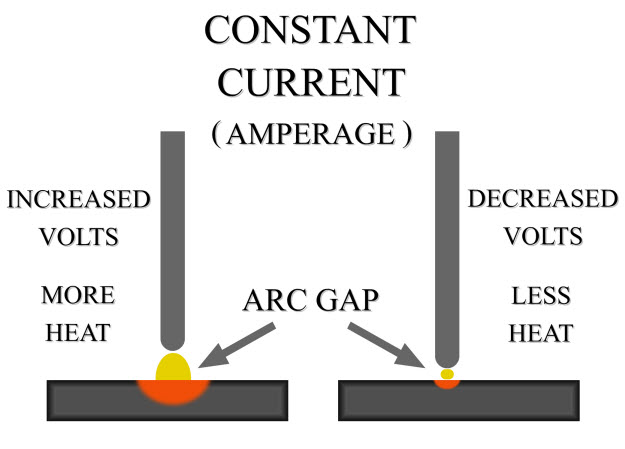
Подробнее о Arc Gap!
Разработка собственной техники дуговой сварки!
Сварной шов и его влияние на металл!
 Ад-формат данных = «горизонтальный»> ,
Ад-формат данных = «горизонтальный»> ,
Без сварочных работ невозможно представить себе возведение мостовых сооружений, решение производственных задач во многих отраслях промышленности. Чтобы ответить на вопрос, что такое сварочная дуга надо углубиться в описание физических процессов, происходящих в газовой среде между разноименно заряженными полюсами.
Электрическая дуга преобразует энергию вырабатываемого тока в тепло, мгновенно создается температурный режим, при котором плавятся все известные науки металлы.
Краткое описание и история изобретения
 Какая дуга называется сварочной? Это субстанция, несущая в себе мощь электрического разряда, протекающего среди паров плавящегося металла и присадок. Она обладает индивидуальными особенностями:
Какая дуга называется сварочной? Это субстанция, несущая в себе мощь электрического разряда, протекающего среди паров плавящегося металла и присадок. Она обладает индивидуальными особенностями:
- образование характеризуется большими выделениями тепла — температура достигает 6 тыс. градусов;
- при этом выделяется мощный световой поток, поэтому сварщику необходимо специальное снаряжение для защиты лица и органов зрения, плотная одежда и рукавицы;
- это отличный проводник тока высокой силы, поэтому представляет опасность для человека;
- лучший способ надежного соединения металлических конструкций разной сложности.
О первенстве в том кто ее изобрел и в первичном описании физического явления до сих пор идут споры среди ученых мужей — официально первооткрывателем считается британский химик, физик и геолог сэр Гемфри Дэви, описавший в 1808 году дугу электрического разряда. Русский ученый-изобретатель, профессор физики из медико-хирургической академии Санкт-Петербурга В. В. Петров открыл аналогичное явление и подробно его описал на 6 лет раньше англичанина.
Типы разрядов
Существуют несколько видов аналогичных разрядов:
- Тлеющий. Образуется при низком давлении, используется в люминесцентных источниках света.
- Искрового типа. Характеризуется прерывистой формой, возникает при нормальном давлении: например, разряды молнии или искрение свечи зажигания в двигателях.
- Не прерывистой формы электрическая дуга, возникающая при атмосферном давлении. Применяется для освещения или электродуговой сварки металлов.
- Коронный — самый интересный из всех видов, появляется в неоднородном поле, когда один из электродов во много раз больше другого. Применяется в промышленности для очистки используемых газов от посторонних вкраплений пыли.
Все разряды крайне опасны для живых организмов — при работе с ними надо строго выполнять правила безопасности.
Природа явления
Сварочной дугой называют электрический разряд, имеющий большую мощность и время воздействия, он возникает между разноименными полюсами, расположенными в смеси газов, при подаче на них напряжения. Она характеризуется ярким световым потоком, большой температурой, способной расплавлять металлы для их надежного соединения.
Важно! Электрод играет роль катода, а металлические заготовки — имеют противоположный заряд, поэтому между ними возникает электрический разряд.
Чтобы световой поток не обжигал кожу и сетчатку глаз, применяется спецснаряжение для защиты исполнителя.
Строение
 Какие зоны называются катодным и анодным пятнами? Катодное пятно — это источник электронов, разогревающийся до высокой температуры, чем обеспечивается плавление металлов. Здесь сосредоточено до 38% общей тепловой энергии, а также теряется 12—18 V напряжения.
Какие зоны называются катодным и анодным пятнами? Катодное пятно — это источник электронов, разогревающийся до высокой температуры, чем обеспечивается плавление металлов. Здесь сосредоточено до 38% общей тепловой энергии, а также теряется 12—18 V напряжения.
Анодное пятно — характеризуется температурой до 26000C и выделением до 42% тепловой энергии. Потери напряжения до 11 V, из-за постоянной атаки электронов оно имеет форму кратера.
Столб дуги — это нейтральный участок, в нем содержится около 20% от общего тепла и максимальная температура, потери напряжения не более 12 V.
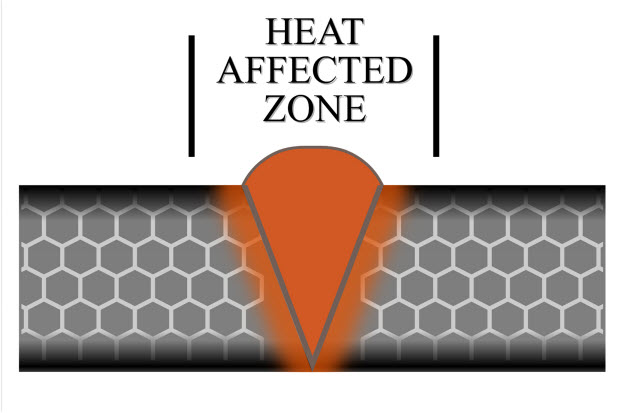
Благоприятная длина столба до 6 мм, при этом размере температура дуги устойчивая, что благотворно сказывается на прочности шва.
При ручной сварке или в механизированной среде плавящимися электродами в защитном газе и использовании источника постоянного тока, пользуются методом обратной и прямой полярности, например, при соединении толстостенных деталей, анод подключают к ним, чтобы обеспечить максимум тепла, а также достаточную глубину проварки.
Виды
- прямого воздействия, устойчиво горит между соединяемыми деталями и электродом;
- непрямого действия — ее создают два электрода, а конструкция, предназначенная к соединению воедино, не задействована в общей цепи;
- трехфазный вариант — к каждому участнику процесса подключается одна фаза;
- плазменная — столб сжимается защитными газами.
Для создания дуги при использовании трансформатора, надо прикоснуться электродом к соединяемым заготовкам, но современное оборудование для сварочных работ позволяет активировать дугу бесконтактным методом, для этого применяется осциллятор.
Классификация
Электрическая дуга имеет различные виды, что напрямую зависит от типа производимой сварки и среды, где она выполняется.
- Открытого типа. Сварка выполняется на открытом пространстве без применения газа, участвуют только пары плавящегося металла, обмазки электрода, а также молекулы воздуха.
- Закрытый вид. Для этого используется флюс, который защищает место сварки от воздействия окружающей среды.
- Дуговая сварка плавящимся электродом в защитном газе. Сварочные работы производятся при использовании инертного газа, подающегося под большим давлением.
Кроме этого, используется классификация по параметрам:
- ток;
- длительность горения;
- какие используются электроды;
- принцип работы.
Момент возникновения
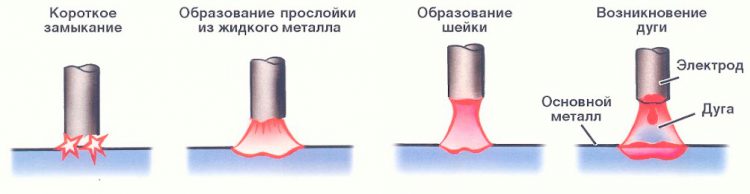 Образование электрической дуги при сварке — это результат короткого замыкания между разноименными полюсами: от большой температуры металл начинает плавиться, появляется его полоска между соединяемыми деталями.
Образование электрической дуги при сварке — это результат короткого замыкания между разноименными полюсами: от большой температуры металл начинает плавиться, появляется его полоска между соединяемыми деталями.
Затем вытягивается шейка длиною около 5 мм, нагрев поднимается до максимума, происходит ионизация молекул столба воздуха, которая необходима для стабилизации горения дуги, а сварная дуга прочно соединяет конструкции. Опытные сварщики постоянно удерживают электрод на одном расстоянии от поверхности заготовок. поэтому в результате шов получается ровный, без наплывов.
Условия горения
Газообразные субстанции отличаются одной особенностью — при обычных условиях они не могут проводить ток, потому что их молекулы в этот момент нейтральны. Требуется ионизация, чтобы в зоне соединения появился электрический импульс.Второе условие — нужно постоянно поддерживать температуру катода на одном уровне, важную роль играет и аналогичное состояние окружающего воздуха.
Возникшая дуга должна устойчиво гореть, на это влияет сила тока — чем она мощнее, тем выше температура создается в зоне сварки, вплоть до максимума. Когда исполнитель соблюдает оговоренные условия, то с помощью сварки можно расплавить любой металл. Немаловажное значение имеет источник питания, ведь от устойчивой работы аппарата зависит качество сварного соединения.
В. А. Савченко, образование: Институт профессионального обучения промышленной безопасности, электрогазосварщик 5 разряда, опыт работы с 1999 года: «Опытный сварщик чувствует малейшее увеличение столба дуги, но это возможно только после многолетней профессиональной деятельности».
Особенности
Это физическое явление имеет индивидуальные отличия:
- В столбе плотность достигает 10—20 А/мм2.
- Электрическое поле распределено неравномерно — малые величины в середине столба и огромные ближе к периферии.
- Из-за ее свойств в виде большой плотности газов в дуге концентрируется высокая температура, чем меньше длина столба, тем быстрее она достигает максимума.
- С помощью регулировки длины дуги получают и различия вольт-амперных характеристик.

Сварка заслуженно признается надежным способом соединения различных конструкций, не имеющей альтернативы. Она используется во всех сферах промышленности, но для получения высокого качества соединений нужно учитывать все параметры, влияющие на прочность и пластичность шва.
Чем определяется мощность?
Этот параметр зависит от множества причин: основа — длина столба, затем идет мощность и высокой силы ток, подающийся на электрод. При удлинении дуга не затухает, на мощность влияет только толщина столба, а также его плотность.
Продолжительность
На практике чаще всего используется непрерывный режим, а импульсный — во время выполнения контактной сварки, когда соединение происходит не сплошным швом, а только в специально рассчитанных точках. Герметичность в таком режиме не обеспечивается, но соединение тонкостенных корпусов выполняется прочно.
Чтобы получить герметическое соединение, электродом становится ролик, передвигающийся по кромке свариваемого изделия. Импульс подается с малым промежутком, поэтому зоны оплавления металла частично перекрываются — в результате получается сплошной шов. Такая методика выполняется при автоматическом соединении трубопроводов.
Температурные зоны
Центральная часть столба дуги при любом варианте сварки имеет высокие температурные значения, а рядом с катодом или анодом она составляет только 60—70% от всей тепловой энергии. При подключении переменного тока полярность отсутствует, потому что расположение полюсов меняется с интервалом 50—60 колебаний за секунду.
Сварочная дуга при таком режиме обладает намного меньшей устойчивостью, а температура её постоянно изменяется. Из преимуществ такого процесса соединения металлов отмечается простое и недорогое оборудование, а также полное отсутствие области негативного явления, называемого магнитное дутье.
Вольт-амперная характеристика
Известны три таких аналога внешних источников питания:
- падающая, когда напряжение снижается, а сила и плотность тока растет;
- жесткая — величина напряжения не зависит от силы тока;
- возрастающая, напряжение возрастает вместе с силой тока.

На графике хорошо видны красного цвета диаграмма, отображающая падение напряжения при образовании дуги, а далее во время устойчивого горения. Начинаются кривые от точки, которая указывает холостой ход трансформатора (около 50 V). В момент образования сварочной дуги напряжение довольно резко падает, но потом стабилизируется и становится постоянной величиной.
Инвертор для сварочных работ
Коротко отметим, что отличие инвертора от других аппаратов для сварки заключается в следующем:
- Потребляет в два раза меньше электроэнергии.
- Параметры тока позволяют быстрое образование дуги.
- Стабильность горения во время проведения сварки.
- Это сложная конструкция, способная изменять силу тока для максимальной стабильности дуги.
- Он преобразует переменный ток в постоянный, но уже с большей частотой и наоборот.
- У изделия имеется встроенный понижающий трансформатор.
Последняя фаза заключается в направлении постоянного тока высокой частоты к выпрямителю и далее на электрод.
Выводы
Мы выяснили природу возникновения электрической дуги, ее технические характеристики, классификацию, а также основные параметры. Для начинающего сварщика всё вышеописанное — это аксиома, чем больше теоретических знаний, тем быстрее молодой исполнитель научится правильно соединять различные металлы, приобретет необходимый опыт.
Советы по дуговой сварке
Вот несколько простых советов и приемов по дуговой сварке, которые вы можете использовать, чтобы улучшить свои навыки сварки палкой. Давай начнем.
Кстати, при сварке обязательно наденьте качественные перчатки, шлем, чистые качественные линзы в шлеме и защитные очки.
Когда вы зажигаете свою удочку, убедитесь, что вам удобно. Нет ничего хуже, чем получить тендинит или карпель.
Я знаю, потому что он у меня есть, и мне хотелось бы немного лучше следовать некоторым эргономическим позициям.
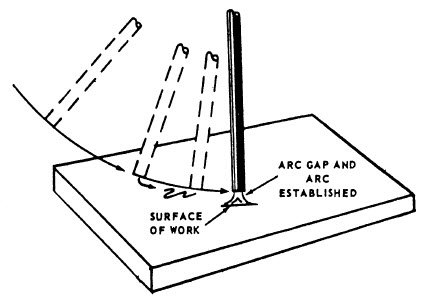
Метод царапин для запуска дуги (также известный как чистка):
Поцарапайте стержень на своем металле, и верните стержень обратно, чтобы начать расплавленную сварочную ванну и начать сварку.
Техника постукивания для начала дуги!
Вы также можете использовать метод постукивания, чтобы начать дугу. Вот как это работает. Вам нужно держать сварочный стержень под углом 90 градусов к основному металлу.
Вы начинаете дугу, постукивая по металлической поверхности.После того, как вы нажмете на него, вы поднимите его примерно на расстояние от диаметра сварочного стержня. Поэтому, если у вас есть стержень 1/8 дюйма, вы держите его на расстоянии 1/8 дюйма от поверхности.
Вы также можете «подпрыгивать» сварочным прутом, а не постукивать по нему.
Вы узнаете, что у вас есть дуга, когда вы услышите отчетливый звук сварки палкой, который трещит.
Прилипает ли ваша сварочная штанга?
Независимо от того, используете ли вы метод постукивания или царапины, чтобы зажечь дугу, вы можете обнаружить, что сварочный стержень заклинивает, когда вы вытягиваете его, чтобы начать сварку.Чтобы освободить сварочный стержень, вы можете слегка взмахнуть рукой в боковом движении.
Если это не сработает, вам придется выключить сварочный аппарат или вынуть сварочный стержень из держателя ручки. Затем используйте молоток, чтобы снять стержень с материала.
В дуговой сварке это все о лужи!
Когда
Вы начинаете свою сварочную ванну, убедитесь, что дуговой разрядник устойчив, и установите
ваши настройки силы тока на нужном уровне, чтобы учесть
сварить лужу, чтобы разложить.
Сварочная ванна, расплавленная
металл, будет следовать за теплом, генерируемым вашей дугой. Так что избегайте подрезания
заполняя и вдоль краев вашего материала.
Простой, но хороший наконечник для дуговой сварки – это добавить немного присадочного металла в вашу сварочную ванну перед тем, как вынуть его и вернуть поверх сварного шва.
Всегда
наблюдать за вашей сварочной лужей, потому что хороший сварочный шов всегда
достигается путем сосредоточения внимания на том, что происходит именно оно. Как вы свариваете
вам нужно будет контролировать, сколько наполнителя вы будете использовать и контролировать
сколько тепла выделяется, что полностью влияет на сварку
лужа.
То, что вы не хотите делать, это смотреть прямо на удочку или свет. Но то, что вы хотите сделать, это сосредоточить свое внимание на расплавленный металл или сварочная ванна (другие называют это сварочной ванной).
Посмотрите, сколько сварочных швов вы накапливаете. Посмотрите на края сварного шва, посмотрите, насколько плавным является сварной шов, и немного отрегулируйте, как вы делаете все это.
Основной контроль нагрева обеспечивается настройками усилителя. Усилок Настройки на вашей машине – это то, что определяет, насколько вы ток отправка через ваш сварочный пруток.
Если ваши настройки слишком низки, вы увидите, что сварочная лужа будет просто образовываться под концом сварочного стержня, как показано здесь:
Но если вы увеличите амперы, вы будете генерировать больше тепла, а затем создадите лужу расплава (сварочную ванну). Это где вы хотите, чтобы ваша лужа была:
Это это точка, где вы сможете контролировать наращивание сварного шва, и края вашей лужи, и начинают проникать в вашу базу металл (всегда хочется хорошего проникновения).
Хорошая лужа для дуговой сварки будет красиво вытекать из краев сварочного стержня вот так, но не слишком сильно, потому что вы потеряете контроль над своей лужей:
Количество выделяемого тепла изменится, когда произойдет следующее:
- Изменение толщины металла.
- Изменение положения сварки
As Я упомянул выше, вы должны смотреть лужу. И что ты хочешь наблюдать, как сварочная лужа течет по обе стороны от вашей сварки стержень.
Когда вы увеличиваете амперы, ваш сварной шов будет разрастаться и проникать глубже.
Если Вы слишком сильно увеличиваете температуру, вы не сможете контролировать свой лужа. Итак, что вы хотите сделать, это поиграть с силой тока настройки до точки, где вы обнаружите, что вы получаете гладкие сварные швы в то же время получая хорошее проникновение.
Другими словами, вы хотите, чтобы усилители были как можно выше, но не до такой степени, чтобы лужу было трудно контролировать.
Наконечники дуговой сварки, их типы и сварочные лужи:
Сварочные стержни имеют покрытие из флюса, и эти стержни входят в разные диаметры, и они имеют разные характеристики, которые влияет на вид вашей сварочной ванны.
6010 и 6011 Стержни – видна сварочная ванна:
6013 Жезлы – Шлак покрывает край вашей лужи. Но сварная лужа с обеих сторон видна удочка, и лужа движется довольно легко:
7018 Прутки – Шлак покроет всю сварочную ванну.
Тем не менее, с помощью сварочных стержней 7018 вы хотите видеть, как лужа течет по бокам стержня, а также затвердевающий за ним шлак.
Кроме того, при сварке материал наполнителя затвердевает под покрытием из шлака. Но шлак все еще расплавлен. Так что получается, что шлак может капать, если вы выполняете сварку в вертикальном или горизонтальном положении.
Сварщики-новички считают, что сварной шов слишком горячий, так как он видит, как капает шлак, но это не всегда так.
Ад-формат данных = «горизонтальный»> 7018 не самая простая сварочная проволока
работать, но это займет немного практики, и вам нужно будет играть
вокруг с настройками силы тока, а также. Тем не менее, вы получите лучше
Общий сварной шов, если вы можете запустить его немного жарко.
Что определяет, насколько быстро металл нагревается при дуговой сварке?
Настройки силы тока дают только то тепло, которое вам нужно. Именно угол ваших стержней определяет, насколько быстро металл будет нагреваться.
Если Ваш сварочный стержень находится под перпендикулярным углом, вы обнаружите, что расплавленный шов будет распространяться быстрее, что позволит вам сваривать быстрее скорость. Это также накладывает ограничение на то, как сильно вы проникаете в материал. И это хорошо, если вы проводите сварку на более тонких материалах.
Вы будете
также наносить меньше присадочного металла, создавая меньший шов или
при использовании перпендикулярного угла у вас будет более плоский сварной шов.
Когда вы берете угол с помощью сварочного стержня, вы будете меньше нагревать материал (основной металл).Это создаст возможность путешествовать на более медленная скорость, и таким образом вы можете создать больше сварного шва (коронованный валик).
Однако, если вы берете слишком большой угол, вы не получите достаточно тепла для вашего основной металл, и у вас будет более жидкая ванна расплава (на вид). шарик сложится, и тогда вы потеряете контроль над вашей сварочной лужей.
Это хороший угол:
Мост времени вы будете поддерживать один и тот же угол стержня для большинства соединений, предполагая, они были хорошо подготовлены с хорошей подготовкой.Однако бывают случаи, когда вам нужно будет изменить угол вашей штанги.
Например, вы можете нужно заполнить пробел. Таким образом, вы будете делать больше угла, который замедлится ваша скорость перемещения, и поэтому вы будете вкладывать больше металла в разрыв. А затем вы вернетесь к исходному углу, чтобы завершить сварной шов.
Для изменения и контроля угла удилища требуется немного немного практики. Тем не менее, вы будете лучше, быстрее, если вы можете остаться смягчены.
Главная цель – сохранить расплавленную сварочную ванну в равномерный размер всей вашей сварки. И не важно, если вы наклонить стержень, чтобы нарастить сварной осадок, или если вам нужно сплющить бусину, взяв более перпендикулярный угол. Вы должны всегда поддерживать размер лужи в зависимости от скорости движения.
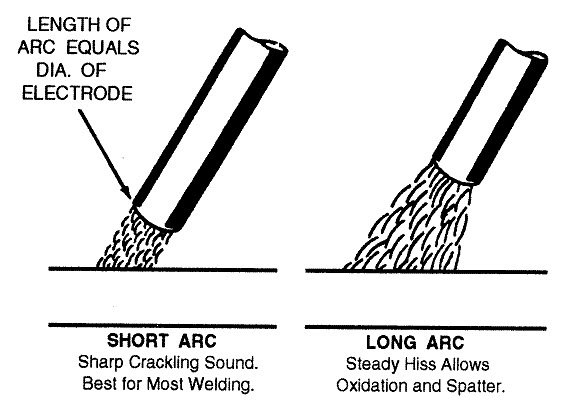
Подробнее о Arc Gap!
расстояние между металлом и кончиком сварочного стержня после дуги Удар называется дуговым разрядником. И палочные сварочные аппараты (дуговая сварка машины) использовать источник постоянного тока.Поэтому, когда сила тока Установленное напряжение меняется, так как оно поддерживает дугу.
Вы не хочу, чтобы ваш дуговой разрядник был слишком коротким или слишком длинным. Но вы можете использовать маленький регулировка длины дуги, чтобы помочь контролировать сварочную ванну.
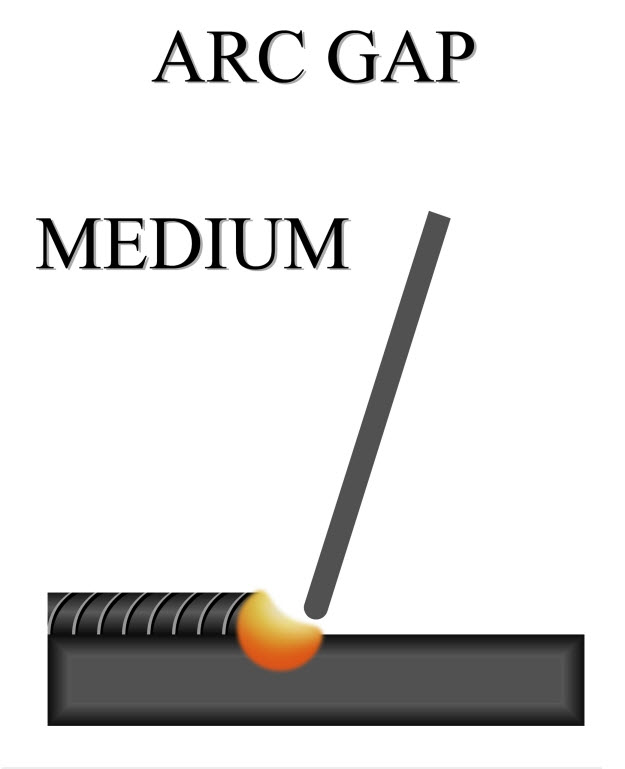
Вообще
говоря, средний дуговой разрядник хорош для наращивания сварного шва.
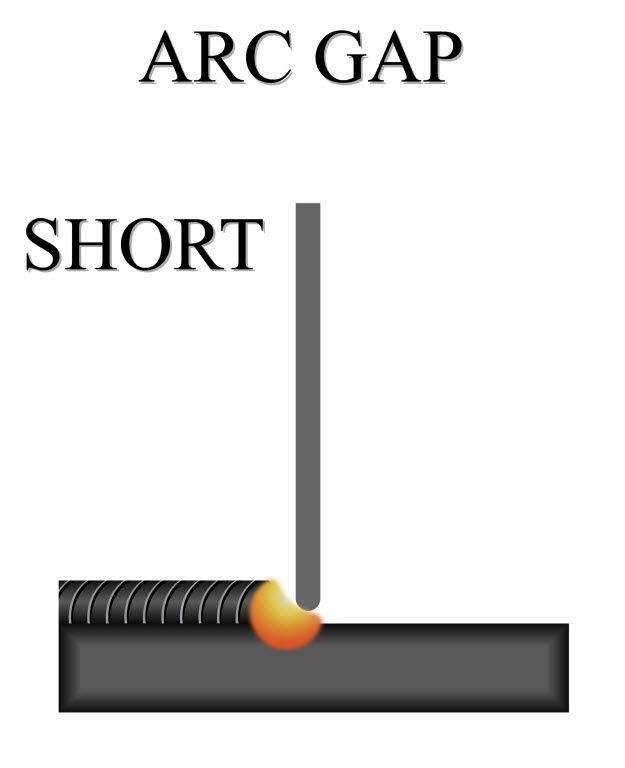
наоборот, короткая длина дугового промежутка будет ограничивать тепло расплавленного металла, который в повернуть остывает
7018 Наконечник дуговой сварки Совет: При использовании стержня 7018 может потребоваться более короткий дуговой разрядник, если требуется наращивание сварного шва.
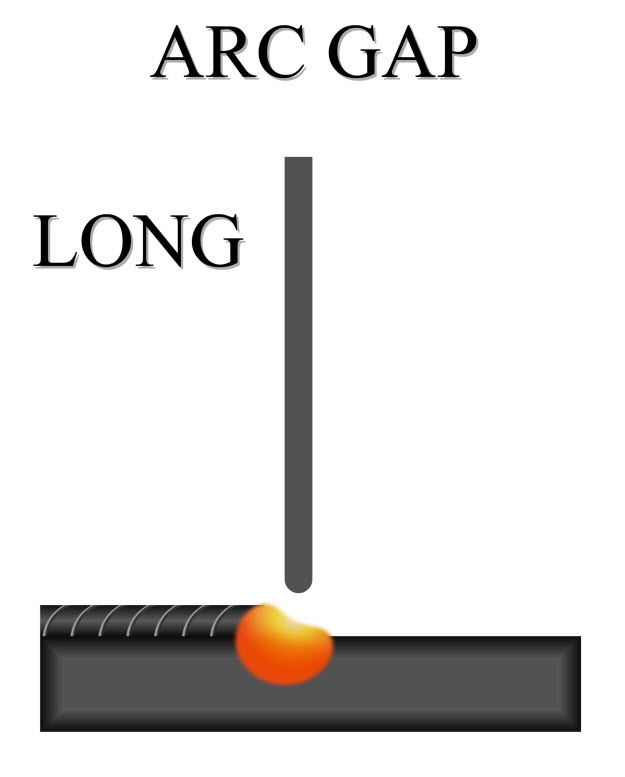
Если Вы немного удлиняете дугу, увеличиваете температуру и распределяете сварной шов лужа
Если вы комбинируете более длинный дуговой разрядник с более перпендикулярным угол вы будете делать меньший шарик или выровняете шов на толще металл.
Разработка собственной техники дуговой сварки!
Наиболее важным фактором при сварке является сохранение согласованность при сварке. Когда вы меняете дуговой разрядник при сварке изменить количество тепла на сварочную ванну и создание равномерного сварного шва трудно.
Как вы изучаете все эти различные техники и технические особенности сварки вы скоро обнаружите, что есть много способов запустить сварной шов. И это причина того, что большинство сварщиков немного отличается друг от друга.
Что есть у всех хороших сварщиков сделано или продолжаете делать, это тренироваться и возиться со своими сварными швами так что они могут найти способы манипулировать сварочной лужей. Смотри и контролировать его, и, как вы будете практиковать, вы создадите стиль сварки для сами.
Сварной шов и его влияние на металл!
Вырабатываемое тепло влияет на металл, которым вы являетесь сварка. Видите, металл состоит из атомов, которые были связаны, образуя зерно. И когда металл, который вы свариваете, нагревается и охлаждается, вы создавать более мелкие зерна, что делает металл еще тяжелее.
Охлаждение
металл с низкой скоростью дает возможность атомам связываться и образовывать
более крупные зерна, которые, в свою очередь, делают металл мягче.
Когда вы сваривают металл, металл, который находится рядом с бусинкой формование становится очень горячим, что меняет структуру металлических зерен.
И так как есть небольшая область, которая нагревается от сварного шва металл быстро остынет, и если ты последуешь тому, что я говорил выше, зерна сформированы прямо вдоль стороны сварного шва. зерна меньше по размеру, и они становятся твердыми.
Кроме того, Сварной шов приводит к тому, что соединение, которое вы свариваете, «затягивается». Другими словами, это расширяется при сварке. И когда он остывает, он сжимается.
металл притянется к вашему сварному шву. Другими словами, металл движется, нет независимо от того, что и это вызывает напряжение в металле, если металлу некуда идти.
То, что вы хотите сделать, это сварка с обеих сторон совместный всякий раз, когда у вас есть возможность. Вы также можете попробовать прихватить, а мы прерывистую сварку (ошеломить) ваш сварной шов, чтобы избежать этого как можно более серьезного, особенно на квадратных трубах или трубах.
При сварке по металлу и есть существенные проблемы с температурой, есть большее влияние на материал.Например, если металл действительно холодный, вы должны Предварительно нагрейте материал перед сваркой горелкой. Когда вы предварительно нагреть замерзая металл, вы увидите, как влага нарастает. Прекратите нагревать металл пока не исчезнет влага (высыхает).
Кроме того, когда вы
дуговая сварка более твердого металла (высокоуглеродистая сталь) вы, вероятно, захотите
предварительно нагреть его, потому что высокоуглеродистая сталь не любит расширение и
сокращение. Может расколоться, когда остынет.
В сварке многое нужно учитывать.Но не думайте слишком сильно. Просто сделайте все возможное, чтобы закончить сварку, как только она началась.
- Не создавайте больше сварных швов, чем необходимо.
- Дайте металлу медленно остыть, когда закончите сварку.
Если Ваш материал трескается или ломается рядом с вашим сварным швом, а затем занимает секунду посмотрите на дизайн, над которым вы работаете, а также на толщину металла подходит для дизайна.
Рекомендуемые советы по дуговой сварке Артикул:
Ад-формат данных = «горизонтальный»> ,Стратегия и процесс дуговой сварки
Дуговая сварка – это процесс процедур сварки плавлением, который содержит: –
1 – Процессы дуговой сварки (неплавящиеся электроды)
Газовый вольфрам – дуговая сварка
Плазма – дуговая сварка
Атомно-водородная сварка
2 – Дуговая сварка (расходные электроды)
Дуговая сварка защитным материалом
Дуговая сварка под флюсом
Газовая дуговая сварка стали
Дуговая сварка порошковой проволокой
Электрогазосварка
Электрошлаковая сварка
3 – Электронно-лучевая сварка
4 – Лазерная сварка
Основная идея сварки плавлением – это неполное плавление и плавление соединения между двумя пользователями и присадочными металлами.
В процессе дуговой сварки необходимое тепло извлекается из электричества. Дуга создается между подсказкой электрода и обрабатываемой деталью при использовании источника переменного или постоянного тока.
Дуговая сварка защитным материалом (SMAW) является одним из самых старых, простых и универсальных методов соединения. Около 50% большинства коммерческих и ремонтных сварочных работ в настоящее время проводится по этой технологии.
Электрическая дуга генерируется путем соприкосновения конца многослойного электрода с рабочим элементом и быстрого удаления его на расстояние, достаточное для поддержания дуги.Вырабатываемое тепло плавит некоторые части электрода, его покрытие и основную сталь в непосредственной близости от дуги, и эта смесь сортирует сварной шов, когда он затвердевает.
Классификация дуговой сварки
Дуговая сварка, обозначенная многими различными видами, имеющимися в коммерческой области, у каждого из них есть свои преимущества и недостатки, отличающиеся от других типов, так что пользователь выбирает требуемый тип на основе требований и текущих аспектов экономического климата. В приведенной ниже форме мы показываем для классификации дуговой сварки, которые появляются в промышленности (31)
Ключ диаграммы
SMAW: щитовая дуговая сварка
SAW: дуговая сварка под флюсом
TIG: дуговая сварка вольфрамовым инертным газом
MIG: сварка металлическим инертным газом
PAW: плазменная сварка
ESW: электро-шлаковая сварка
Приведенный выше перечень для типов дуговой сварки, которые используются в профессиональных областях.
Преимущества дуговой сварки
Есть некоторые характеристики для дуговой сварки, а не другие способы подписки на металлы, которые символизируют преимущества дуговой сварки, как указано ниже
- Сильное и плотное соединение
- Экономическая эффективность (у дуговой сварки низкие капитальные и эксплуатационные расходы)
- Простота конструкции сварной конструкции
Рисунок 3.2: использование дуговой сварки в промышленности
(http: // 64. 78. 42. 182 / sweethaven / BldgConst / Welding / lessonmain. Asp? LesNum = 4 & modNum = 1)
Принципы И Определение
Дуговую сварку щитовой сталью (SMAW) рассматривают как процесс, при котором коалесценция стали вырабатывается за счет тепла, генерируемого электрической дугой, которая поддерживается между намеком на расходуемый электрод и нижний металлический элемент в области сварки. На других рисунках изображена схема, обнаруженная в щитке стальной дуговой сварки
Блок питания
Источник электричества для дуговой сварки обеспечивает постоянный ток (см 3), он может быть разным током (Ac) или постоянным током (DC) в зависимости от используемого электрода, но в наилучшей сварке обычно используется постоянный ток (DC) в качестве мощности для цепи.
Количество способностей, необходимых для процесса сварки, определяется из соотношения
(P = IV) Где я обозначаю существующее & V представляет напряжения
В процессе выбора источника питания мы видим, что напряжение складывается до постоянного значения, поэтому ток является основными параметрами в процессе выбора, о котором говорилось в следующем разделе
.Текущая настройка
Величина тока, необходимого для плавления рабочей части, и предложение электрода будет зависеть от нескольких факторов, как
- Тип и положение сустава
- Тип заготовки и ее толщина
- Тип электрода и его собственный диаметр
Фактически, почти все сварщики выбирают ток в зависимости от диаметра используемого электрода, который он оценивал по внутреннему сечению без диаметра с покрытием, как показано на приведенном ниже тексте
.Основное руководство по электродам для дуговой сварки Брюса Бауэрлайна
http: // www.metalwebnews. ком / HOWTO / weldrod. HTML
http: // www. weldershop. info / 282 / типы сварочных электродов /
Электрод
Электрод, используемый в процессе (SMAW), состоит из металлического стержня, покрытого смесью материалов, называемой флюсом, выделяющим газы, поскольку он разлагается, чтобы избежать загрязнения сварного шва, представляет раскислитель для очистки сварного шва, вызывает шлак, обеспечивающий безопасность сварного шва, и обеспечивает увеличение количества легирующих элементов. качество сварки. Существует три типа электродов, используемых в процессе (SMAW), которые рассмотрены ниже.
Электрод для быстрого заполнения: этот тип электрода предназначен для быстрого плавления, чтобы максимально увеличить скорость сварки. Этот вид используется всякий раз, когда мы выполняем сварку в нормальных условиях при вертикальной сварке, поэтому мы можем выполнять сварку с использованием широкополосной связи, поэтому мы используем этот тип электрода.
Электрод быстрого замораживания: этот тип из электрода, предназначенного для быстрого затвердевания, что позволяет выполнять сварку в различных положениях, предотвращая смещение сварочной ванны.
Промежуточные электроды: популярный тип и промежуточный тип при плавлении в двух случаях и замораживании, но если мы свариваем с высокой скоростью с использованием этого вида, мы получаем низкое качество, поэтому этот тип не подходит в случае высокой скорости.
Американская группа сварщиков создала систему, которая использовалась для назначения электродов с использованием 4 или 5 цифровых величин. Покрытые электроды, изготовленные из мягкой стали или низколегированной стали, отмечены значком (E) и их количеством. первые два. Первые несколько цифр номера обозначают предел прочности материала сварного шва в тысячах фунтов на квадратный дюйм. Предпоследняя цифра обычно распознает сварочные позиции, допустимые для электрода, как правило, с использованием значений 1 (обычно электроды с быстрым замораживанием, подразумевающие сварку с любым положением) и 2 (обычно электроды с быстрым заполнением, подразумевающие только горизонтальную сварку).Сварочный ток и тип покрытия электрода определяются двумя последними цифрами вместе.
Пример серийного номера электрода
E7018
E показывает электрод
70 предлагает прочность на разрыв 70 000 фунтов на квадратный дюйм
1 предлагает использовать для сварки в каждой позиции
8 означает низкий водород
2. Провода: есть два провода для подключения рабочего кабеля, которые соединяли основной материал, и кабель с электродным кабелем, который соединен с электродом. Один из них обозначает положительный, а другой – отрицательную сторону в соответствии с полярностью процесса сварки.
Устранение неисправностей при сварке
В этом разделе обсуждается проблема устранения неполадок, с которыми она может столкнуться во время ускорения сварки, как
1-пористость: небольшие полости или отверстия, образующиеся в газовых кошельках в металлическом шве.
www. мельник. ком. pdf
Пористость при сварке может быть вызвана запылением на рабочей части и корректирующими действиями по ее устранению. Перед сваркой удалите всю смазку, масло, влагу, ржавчину, краски, покрытия, шлак и грязь с рабочей поверхности.
Чрезмерное разбрызгивание: рассеивание загрязняющих примесей расплавленной стали, которые охлаждаются до прочного состояния вблизи сварного шва, как показано в приведенном ниже количестве.
www. мельник. ком. pdf
Основным триггером экстремального разбрызгивания является слишком большой ток для электрода, и его можно избежать с помощью более низкого тока или выбора большего электрода.
3- искажение: сжатие металла сварного шва во время сварки, которое толкает основной металл к движению.
www. мельник. ком. pdf
Искажение при сварке выглядит как результат чрезмерного нагрева. И есть много способов решить эту проблему как
- Используйте удерживающее устройство (зажим) для переноса металлического основания в положение
- Выполнить прихватку вдоль стыка перед началом процедуры сварки.
- Выберите нижнюю силу тока для электрода.
- Увеличить скорость движения
- Отсутствие проникновения: неглубокий сплав между сварочным материалом и основной сталью.
www. мельник. ком. pdf
Отсутствие проникновения проявляется как результат для большинства причин, как показано ниже
Возможные причины | Корректирующее действие |
Неправильная подготовка суставов | Материал слишком толстый. Предварительная подготовка и конструкция соединения должны обеспечивать доступ к нижнему уровню канавки. |
Неправильная техника сварки. | 1-Держите дугу на передней кромке сварочной ванны. 2-Уменьшить скорость перемещения. |
Недостаточное понимание тепла. | Увеличьте силу тока. Выберите гораздо больший электрод и увеличьте силу тока |
Преимущества материала щитка дуговой сварки
У защитной дуговой сварки есть еще одно основное преимущество, которое представляет преимущества, указанные ниже
- Сильное и ограниченное соединение, а не другие методы
- Стоимость успеха (низкий капитал и стоимость работы)
- Дуговая сварка Простота конструкции сварных конструкций
- Может быть механизированным и компьютеризированным или ручным в некоторых случаях
Недостатки дуговой сварки
Использование защитного материала дуговой сварки приводит к некоторым недостаткам, как
- Внутренние напряжения, искажения и изменения для микроструктуры в области сварного шва
- имеют вредное воздействие как излучение и пары
Применение этой дуговой сварки щитом
,дуговой сварки 101: CV или CC
В: Какая разница между постоянным током и постоянным напряжением?
A: Меня часто просят объяснить эту тему, когда я преподаю. Электродуговая сварка имеет две основные переменные: ток и напряжение. Сварочные аппараты будут поставлять оба, но они способны последовательно поддерживать только одну из этих переменных, в то время как другая поддерживается некоторыми другими средствами.
Источники постоянного тока (постоянного тока) могут быть постоянного напряжения (CV) или постоянного тока (CC). CV-оборудование, обычно используемое для полуавтоматических и проволочных процессов, таких как дуговая сварка металлическим газом (GMAW) или дуговая сварка с флюсовой сердцевиной (FCAW), обеспечивает постоянное заданное напряжение. Предварительная настройка напряжения сварки на источнике питания CV будет поддерживать постоянную длину дуги, потому что длина дуги напрямую связана с напряжением сварки.
Так что же определяет текущую ничью? На CV оборудовании скорость подачи проволоки, диаметр проволоки и ток выбега электрода потребляют от машины.Установите на 28 В, ваше оборудование GMAW или FCAW установит длину дуги, которая будет оставаться постоянной. При увеличении скорости подачи проволоки или диаметра проволоки вы увеличиваете сварочный ток. Увеличивая ток, вы увеличиваете проникновение. С другой стороны, поддержание такой скорости подачи проволоки и увеличение электрического торможения вносит сопротивление в электрод и уменьшает ток, тем самым уменьшая проникновение.
Чтобы избежать выгорания, вы увеличите торможение, что уменьшает ток и проникновение.Вы можете легко уменьшить сварочный ток от 25 до 50 ампер, просто увеличив торможение.
ОборудованиеCC, обычно используемое для ручных сварочных процессов, таких как дуговая сварка в защитном металле (SMAW), обеспечивает постоянный заданный ток. Источник питания CC с заданным током будет поддерживать эту настройку силы тока.
Так что же определяет напряжение? Помните, что я говорил ранее о том, что напряжение напрямую связано с длиной дуги? Вы регулируете напряжение вручную во время SMAW или GTAW. Перемещая этот стержень или вольфрамовый электрод ближе или дальше от работы (вообще говоря, чем меньше, тем лучше).
PPT – Электродуговая сварка PowerPoint Presentation, free download
Электродуговая сварка
Определение Электродуговая сварка: группа процессов сварки плавлением, в которых используется электрическая дуга для получения тепла, необходимого для плавления металла и наполнитель материала. Преимущества электрической дуги по сравнению с газовой сваркой?
Обычные процессы электродуговой сварки • SMAW • GMAW • FCAW • GTAW Что означают эти аббревиатуры?
Дополнительные процессы дуговой сварки • SAW • ESW • EGW • PAW • ASW Сварка под флюсом с электродуговой сваркой Сварка электрогазом Плазменная сварка дуговой сваркой
Требования к дуговой сварке Каким образом эти процессы дуговой сварки соответствуют требованиям
три требования к дуговой сварке? Наполнитель Материал Защитное тепло SMAW GMAW FCAW GTAW
Heat
Электрические термины для дуговой сварки Чтобы понять, как электродуговая сварочная машина производит правильное тепло для дуговой сварки, вы должны понимать следующие четырнадцать (14) электрических компонентов. условия.• Электрическая цепь • Постоянный ток (DC) • Переменный ток (AC) • Ампер • Вольт • Сопротивление • Закон омов • Постоянный потенциал • Постоянный ток • Падение напряжения • Напряжение разомкнутой цепи • Напряжение дуги • Полярность • Ватт
Условия 1 – Электрическая цепь • Электрическая цепь – полный путь для электричества. • Установление дуги замыкает электрическую цепь. Почему это важно для дуговой сварки?
Условия 2 – Постоянный ток • Постоянный ток: тип тока, при котором поток электронов идет в одном направлении.• В дуговой сварке направление потока называется полярностью. • Рекомендуется для сварки вне позиции и использования электродов с низким содержанием водорода. • Как изменение полярности влияет на подачу тепла?
Термины3 – Переменный ток • Переменный ток: Тип тока, при котором поток электронов меняет направление на регулярные промежутки времени. • Рекомендуемый ток для электродов SMAW общего назначения и плоского положения.
Термины 4 – Ампер • Амперы: единица измерения для тока.• Один ампер равен 6,24150948 × 1018 электронов, проходящих через точку в секунду. • Электричество, проходящее через сопротивление, вызывает тепло. • Воздушный зазор – это высокое сопротивление. Зная эти факты, как вы меняете количество тепла в сварном шве? Каковы характеристики электрода, который использовался с чрезмерной плотностью тока? Каков эффект, когда электрод использовался с недостаточным током?
Условия 5 – Напряжение • Напряжение – это мера электродвижущей силы (ЭДС).• ЭДС измеряется в единицах вольт. • Напряжение на электроде для SMAW определяет легкость запуска и резкость дуги. • Напряжение регулируется на устройствах с двойным управлением. Если у дуговой сварочной машины есть двойное управление, что отрегулируют эти два управления? Почему электричество перепрыгивает через воздушный зазор?
Условия 6 – Сопротивление • Сопротивление – это характеристика материала, который препятствует протеканию электрического тока. • Измеряется в единицах Ом (). • Когда электрический ток проходит через сопротивление, вырабатывается тепло (BTU).Что определяет количество тепла, которое будет производить электрический ток? Регулируется ли сопротивление в процессе SMAW? Регулируется ли сопротивление в процессе GMAW?
Термины 7 – Закон Ома • Обычно выражается как: • Напряжение равно сопротивлению х ампер • Для дуговой сварки, изменяемой как: • Величина – это напряжение, деленное на сопротивление. Как закон Ома применяется к дуговой сварке?
Термины 7 – Закон Ома – продолжение • Закон Ома также используется для обучения принципам электробезопасности.• Сила тока – это вредная часть электрического тока. • Закон переупорядочения Ома для силы тока показывает, что сила тока (ток) определяется напряжением, деленным на сопротивление. • Напряжение фиксируется схемой конструкции. • Чем выше сопротивление, тем меньше будет ток для данного напряжения. Что нужно сделать, чтобы сохранить высокое сопротивление при дуговой сварке? Если вы случайно соприкоснулись с электрическим током во время дуговой сварки, серьезность удара определяется напряжением в цепи и вашим сопротивлением.
ТерминыПостоянный потенциал и постоянный ток • При нормальной работе трансформатора сила тока и напряжение изменяются в противоположном направлении. • При увеличении силы тока напряжение уменьшается, и наоборот. • Блоки питания электрической дуговой сварки предназначены для ограничения этого эффекта.
Условия 8 – Постоянный потенциал Источник питания с постоянным потенциалом предназначен для создания относительно постоянного напряжения в диапазоне изменений силы тока.В основном используется для GMAW FCAW
Термины8 – постоянный потенциал – продолжение. У напряжения есть только небольшое изменение для большого изменения силы тока. Что это значит для GMAW и FCAW?
Условия 9 – Постоянный ток • В источнике постоянного тока ток (сила тока) остается относительно постоянной в узком диапазоне напряжений. • В основном используется для: • SMAW • TIG
Термины 9 – Постоянный ток – продолжение. Увеличение напряжения с 20 до 25 вольт (25%) приводит к изменению силы тока от 123 до 132 А (4).8%). Напряжение не регулируется для большинства источников постоянного тока. Можно ли изменить напряжение во время сварки с источником питания SMAW? Да как?
Условия 10 – Падение напряжения • Падение напряжения – это снижение напряжения в электрической цепи между источником и нагрузкой. • Основной причиной является сопротивление. • Чрезмерное падение напряжения уменьшает нагревание дуги. • Существуют ли обстоятельства, при которых чрезмерное падение напряжения может стать проблемой при сварке палкой? Да объясни!
Условия 11 – Напряжение разомкнутой цепи • Напряжение разомкнутой цепи – это потенциальное напряжение между электродом и работой, когда дуга отсутствует.• Чем выше OCV, тем легче дуга начинается. • Чем выше OCV, тем круче кривая вольт-ампер. Регулируется ли OCV на сварочном источнике питания?
Условия 12 – Напряжение дуги Напряжение дуги – это электрический потенциал между электродом и металлом после начала дуги. Который будет иметь более высокое значение, OCV или напряжение дуги? Постоянно ли напряжение дуги после начала дуги?
Термины 13 – Полярность Полярность (положительная и отрицательная) присутствует во всех электрических цепях.Электричество течет от отрицательного к положительному. Контроль полярности позволяет сварщику влиять на расположение тепла. Когда электрод положительный (+), он будет немного горячее основного металла. Когда основной металл положительный (+), базовый металл будет немного горячее электрода. Какие сокращения используются для обозначения полярности электрода?
Термины14 – Ватт Ватт – это количество потребляемой электрической энергии.Вт = Вольт х Ампер Чем больше Вт энергии, проходящей через воздушный зазор, тем больше выделяется тепло. Управляется ли мощность сварного шва регулировкой вольт или ампер?
Источники питания для дуговой сварки – продолжение Тип тока и полярность сварочного тока являются одним из различий между процессами дуговой сварки. • SMAW Постоянный ток (CC), AC, DC + или DC- • GMAW Постоянное напряжение (CV) DC + • FCAW Постоянное напряжение (CV) DC- • GTAW Постоянный ток (CC)), AC, DC + или DC- Что следует изменить когда переключать сварщика MIG между GMAW и процессом FCAW?
Безопасные методы • Сварочные аппараты нуждаются в защите от: • лучей дуги • дыма при сварке • искр • контакта с горячим металлом Какие BMP используются для каждой опасности?
Двенадцать (12) соображений при выборе источника дуговой сварки Источник питания • Максимальная сила тока • Рабочий цикл • Диапазон значений силы тока • Механизм регулировки силы тока • Требования к входной мощности • Первоначальные затраты и эксплуатационные расходы • Размер и портативность • Будущие потребности в электропитание • Доступные навыки • Безопасность • Поддержка производителя • Напряжение разомкнутой цепи
1: выходная мощность по току • Максимальная выходная мощность источника питания определяет толщину металла, который можно сваривать до того, как потребуется совместное скашивание.• От 185 до 225 ампер – общий размер. Что определяет лучшую силу тока для сварного шва?
2: Рабочий цикл • Количество времени непрерывной сварки, которое может использоваться источник питания, определяется рабочим циклом источника питания. • Рабочий цикл основан на 10-минутном интервале. • Многие источники питания имеют наклонный рабочий цикл. • Обратите внимание, что на рисунке есть круг вокруг настройки 75 А Почему это там? Каков гарантированный результат превышения рабочего цикла источника питания?
Соединения, сварные швы и позиции В электродуговой сварке используются те же пять (5) типов соединений и пять (5) типов сварных швов и пять (5) позиций, обсуждаемых при сварке плавлением.Назовите пять (5) типов суставов. Назовите пять (5) типов сварных швов. Назовите пять (5) позиций сварки.
Дефекты сварного шва • Дефектом сварного шва является любая физическая характеристика в готовом сварном шве, которая снижает прочность и / или влияет на внешний вид сварного шва. • Отличительной чертой хорошего сварщика является способность выявлять дефекты сварки и регулировать параметры сварки, чтобы устранить их. • Дефекты, которые не видны, должны быть обнаружены с помощью разрушающего или неразрушающего контроля.• Если дефекты в сварном шве превышают технические характеристики, сварной шов должен быть удален и переделан. • Сварные швы удаляются шлифовкой, строжкой и резкой. • Устранение дефекта сварного шва занимает много времени и стоит дорого – вы должны быть в состоянии правильно выполнить сварку с первого раза.
Распространенные дефекты и причины Описание Причина (ы) Чрезмерное нагревание Чрезмерная скорость. Глубина сварного шва меньше спецификации. Металл сварного шва не полностью сплавлен с основным металлом, или проходы не полностью сплавлены.Неправильный угол. Неправильная манипуляция. Недостаточный нагрев. Материал сварного шва течет, но не соединен с основным металлом. Низкая скорость
Распространенные дефекты и причины – продолжение Описание Причина (ы) Сварной шов не распространяется на желаемую глубину. Низкое нагревание Длинная дуга Неправильная конструкция соединения Небольшие вмятины на поверхности сварного шва • Избыток газа в зоне сварки. • Влага • Ржавчина • Грязь • Ускоренное охлаждение Небольшие пустоты по всему материалу сварного шва.
Распространенные дефекты и причины – продолжение Описание Причина (ы) Обычно видимые трещины на поверхности или в сварном шве Ускоренное охлаждение Ограниченное соединение Небольшой объем сварного шва Трещины в переходной зоне между сварным швом и основным металлом Индуцированный водород Несовместимый электрод или проволока Ускоренное охлаждение Деформация и / или неравномерная рябь Непостоянная скорость Неправильные манипуляции Неправильные настройки сварщика
вопросы