Чем определяется мощность сварочной дуги: Вопрос: Чем определяется мощность сварочной дуги? : Смотреть ответ
alexxlab | 31.01.2019 | 0 | Разное
Страница не найдена – steelfactoryrus.com
Своими руками
Содержание1 Самодельный кромкообрезной станок своими руками — Металлы, оборудование, инструкции1.1 Кромкообрезной многопильный станок1.2 Работа
Металл
Своими руками
Содержание1 Печь-буржуйка из газового баллона своими руками1.1 Какой баллон взять для печки?1.2 Из чего и
Своими руками
Содержание1 Песок для пескоструя своими руками — Справочник металлиста1. 1 Различия абразивов1.2 Виды абразивов1.3 Кварцевый1.4
1 Различия абразивов1.2 Виды абразивов1.3 Кварцевый1.4
Металл
Содержание1 Чугун — электроды и сварка со сталью1.1 Электроды по чугуну1.2 Различают горячую и
Содержание1 Сверла для бетона, кирпича, камня, как правильно выбрать, советы мастера1.1 Классификация сверл1.2 Конструкция
Страница не найдена – steelfactoryrus.com
Металл
Содержание1 Сабельные пилы купить в нашем интернет магазине по доступной цене1.1 Применение1.2 Классификация1.3 Расходники2
Своими руками
Содержание1 Дорновый трубогиб: что это и в чем его особенности1. 1 Особенности гибки трубогибом с
1 Особенности гибки трубогибом с
Своими руками
Содержание1 Монограмма на свадьбу: дизайн семейного герба1.1 Рамка с инициалами на свадьбу2 Буквы на
Металл
Содержание1 Как варить оцинковку1.1 Особенности цинкового покрытия1.2 Выбор электродов1.3 Способы сварки оцинкованного металла2 Как
Дерево
Содержание1 Станки по дереву для домашней мастерской: технология изготовления1.1 Принципы оснащения домашней мастерской, подготовительные
Своими руками
Содержание1 Как создать стол для циркулярки своими руками с чертежами1.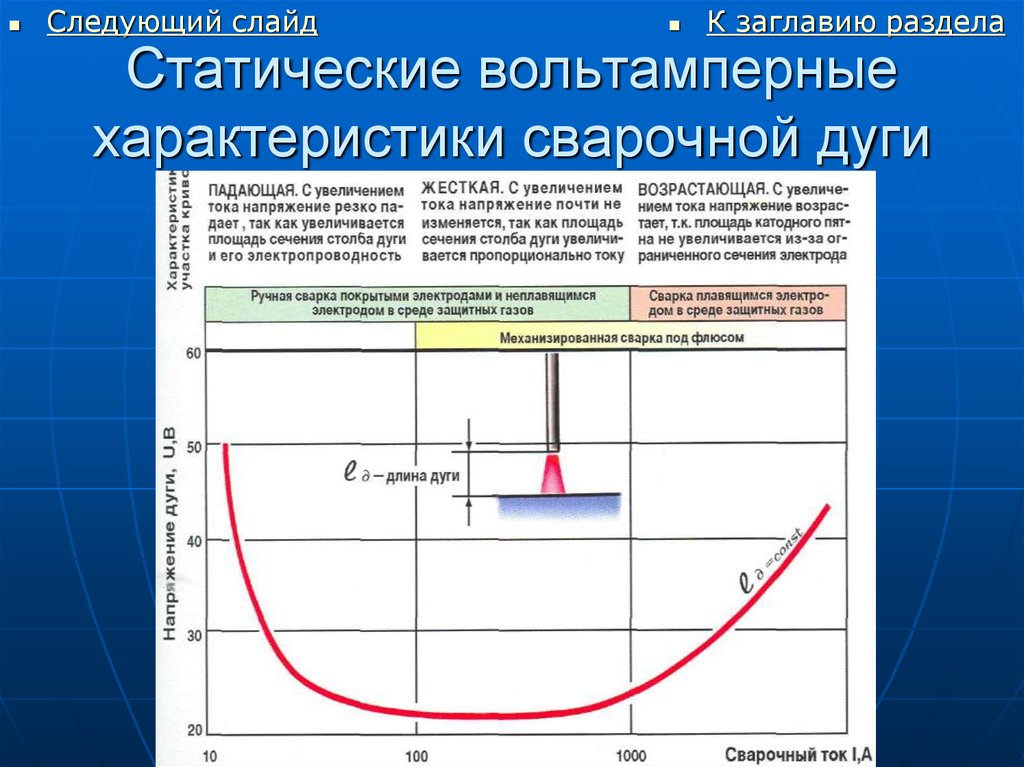
Сварочная дуга
В современной промышленности сварка имеет большое значение, она имеет очень широкую область применения во всех отраслях промышленности. Для осуществления сварочного процесса необходима сварочная дуга.
Что такое сварочная дуга, ее определение
Сварочной дугой считается очень большой по величине мощности и длительности электрический разряд, который существует между электродами, на которые подано напряжение, в смеси газов. Ее свойства отличаются высокой температурой и плотностью тока, благодаря которым она способна расплавлять металлы, имеющие температуру плавления выше 3000 градусов. Вообще можно сказать, что электрическая дуга – это проводник из газа, который преобразует электрическую энергию в тепловую. Электрическим зарядом называется прохождение электрического тока через газовую среду.
Существует несколько видов электрического разряда:
- Тлеющий разряд. Возникает в низком давлении, применяется в люминесцентных лампах и плазменных экранах;
- Искровой разряд. Возникает, когда давление равно атмосферному, отличается прерывистой формой. Искровому разряду соответствует молния, также применяется для зажигания двигателей внутреннего сгорания;
- Дуговой разряд. Применяет при сварке и для освещения. Отличается непрерывистой формой, возникает при атмосферном давлении;
- Коронный. Возникает, когда тело электрода шероховато и неоднородно, второй электрод может отсутствовать, то есть возникает струя. Применяется для очистки газов от пыли;
Природа и строение
Природа сварочной дуги не так уж и сложна, как может показаться на первый взгляд. Электрический ток, проходя через катод, затем проникает в ионизированный газ, происходит разряд с ярким свечением и очень высокой температурой, поэтому температура электрической дуги может достигать 7000 – 10000 градусов. После этого ток перетекает на обрабатываемый свариваемый материал.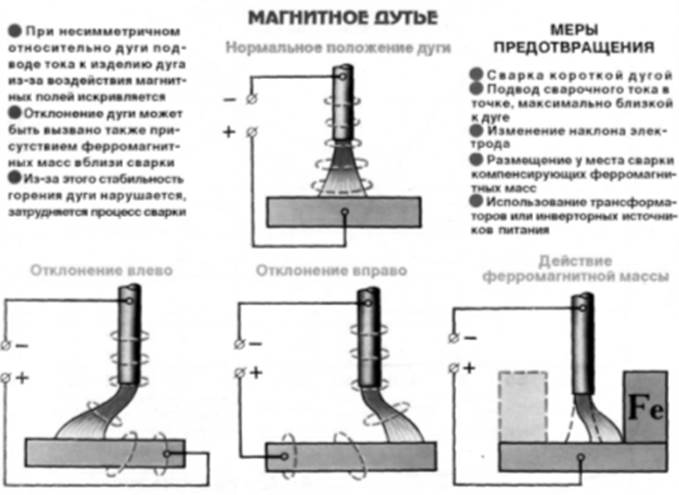
Строение сварочной дуги представляет собой три главные области: анодная, катодная и столб дуги. Во время горения дуги на катоде и аноде образуются активные пятна – области, в которых температура достигает самых высоких значений, именно через данные области проходит весь электрический ток, анодные и катодные области представляют собой более большие падения напряжения. А сам столб располагается между этими областями падение напряжения в столбе очень незначительно. Таким образом, длина сварочной дуги представляет собой сумму вышеперечисленных областей, обычно длина равна нескольким миллиметрам, когда анодные и катодные области, соответственно, равны 10-4 и 10-5 см. Самая благоприятная длина примерно равна 4-6мм, при такой длине обеспечивается постоянная и благоприятная температура.
Разновидности
Виды сварочной дуги отличаются схемой подвода сварочного тока и средой, в которой они возникают, наиболее распространенными вариантами являются:
- Прямое действие. При таком способе сварочный располагается параллельно свариваемой металлической конструкции и дуга возникает под углом девяносто градусов по отношению к электроду и металлу;
- Сварочная дуга косвенного действия. Возникает, когда используется два электрода, которые располагаются под углом 40-60 градусов к поверхности свариваемой детали, дуга возникает между электродами и сваривает металл;
Также существует классификация в зависимости от атмосферы, в которой они возникают:
- Открытый тип. Дуга данного типа горит на воздухе и вокруг нее образовывается газовая фаза, содержащая пары свариваемого материала, электродов и их покрытий;
- Закрытый тип. Горение такой дуги происходит под слоем флюса, в газовую фазу, образовавшуюся вокруг дуги входят пары металла, электрода и флюса;
- Дуга с подачей газов.
 В горящую дугу подаются сжатые газы – гелий, аргон, углекислый газ, водород и другие различные смеси газов, подаются они для того, чтобы не окислялся свариваемый металл, их подача способствует восстановительной или нейтральной среде. В газовую фазу вокруг дуги входят – подающийся газ, пары металла и электрода;
В горящую дугу подаются сжатые газы – гелий, аргон, углекислый газ, водород и другие различные смеси газов, подаются они для того, чтобы не окислялся свариваемый металл, их подача способствует восстановительной или нейтральной среде. В газовую фазу вокруг дуги входят – подающийся газ, пары металла и электрода;
 В горящую дугу подаются сжатые газы – гелий, аргон, углекислый газ, водород и другие различные смеси газов, подаются они для того, чтобы не окислялся свариваемый металл, их подача способствует восстановительной или нейтральной среде. В газовую фазу вокруг дуги входят – подающийся газ, пары металла и электрода;
В горящую дугу подаются сжатые газы – гелий, аргон, углекислый газ, водород и другие различные смеси газов, подаются они для того, чтобы не окислялся свариваемый металл, их подача способствует восстановительной или нейтральной среде. В газовую фазу вокруг дуги входят – подающийся газ, пары металла и электрода;Также различают по длительности действия – стационарная (для долгого применения) и импульсная (для однократного), по материалу используемого электрода – угольные, вольфрамовые – неплавящиеся электроды и металлические – плавящиеся. Самый распространенный плавящийся электрод – стальной. На сегодняшний день наиболее часто применяется сварка с неплавящимся электродом. Таким образом, виды сварочных дуг разнообразны.
Условия горения
При стандартных условиях, то есть температуре в 25 градусов и давлении в 1 атмосферу газы не способны проводить электрический ток. Для того, чтобы образовалась дуга необходимо, чтобы газы между электродами были ионизированы, то есть имели в своем составе различные заряженные частицы – электроны или ионы (катионы или анионы). Процесс образования ионизированного газа будет называться ионизацией, а работа, которую необходимо затратить на отрыв электрона у атомной частицы для образования электрона и иона – работой ионизации, которая измеряется в электрон-вольтах и называется потенциалом ионизации. Какую именно энергию необходимо затратить для отрыва электрона от атома зависит от природы газовой фазы, значения могут быть от 3,5 до 25 эВ. Самый маленький потенциал ионизации имеют металлы щелочной и щелочно-земельной группы – калий, кальций и, соответственно, их химический соединения. Такими соединениями покрывают электроды, для того, чтобы они способствовали устойчивому существованию и горению сварочной дуги.
Также для возникновения и горения дуги необходима постоянная температура на катод, которая зависит от природы катода, его диаметра, размера и температуры окружающей среды. Температура электрической дуги поэтому должна быть постоянной и не колебаться, благодаря огромным значениям силы тока температура может достигать 7 тысяч градусов, таким образом, сваркой можно присоединять абсолютно все материалы. Постоянная температура обеспечивается с помощью исправного источника питания, поэтому его выбор при конструировании сварочного аппарата очень важен, он оказывает влияние на свойства дуги.
Постоянная температура обеспечивается с помощью исправного источника питания, поэтому его выбор при конструировании сварочного аппарата очень важен, он оказывает влияние на свойства дуги.
Возникновение
Она возникает при быстром замыкании, то есть когда электрод соприкасается с поверхность свариваемого материала, из-за колоссальной температуры поверхность материала расплавляется, а между электродом и поверхность образуется небольшая полоса из расплавившегося материала. К моменту расхождения электрода и свариваемого материала образуется шейка из материала, которая моментально разрывается и испаряется из-за высокого значений плотности тока. Газ ионизируется и возникает электрическая дуга. Возбудить ее можно с помощью касания или чирканья.
Особенности
Она имеет следующие особенности по сравнению с другими электрическими зарядами:
- Высокая плотность тока, которая достигает нескольких тысяч ампер на квадратный сантиметр, благодаря чему достигается очень высокая температура;
- Неравномерность распределения электрического поля в пространстве между электродами. Вблизи электродов падение напряжения очень велико, когда в столбе – наоборот;
- Огромная температура, которая достигает самых больших значений в столбе из-за высокой плотности тока. При увеличении длины столба температура уменьшается, а при сужении – наоборот увеличивается;
- С помощью сварочных дуг можно получать самые различные вольт-амперные характеристики – зависимости падения напряжения от плотности тока при постоянной длине, то есть установившемся горении. На данный момент существует три вольтамперные характеристики.
Первая – падающая, когда при увеличении силы и ,соответственно, плотности тока, напряжение падает. Вторая- жесткая, когда изменение силы тока никак не влияет на значение величины напряжения итретья – возрастающая, когда при увеличении силы тока напряжение также увеличивается.
Таким образом, сварочную дугу можно назвать самым лучшим и надежным способом скрепления металлических конструкций. Сварочный процесс оказывает большое влияние на сегодняшнюю промышленность, потому что только высокая температура сварочной дуги способна скреплять большинство металлов. Для получения качественных и надежных швов необходимо правильно и верно учитывать все характеристики дуги, следить за всеми значениями, благодаря этому процедура пройдет быстро и наиболее эффективно. Также необходимо учитывать свойства дуги: плотность тока, температуру и напряжение.
Сварочный процесс оказывает большое влияние на сегодняшнюю промышленность, потому что только высокая температура сварочной дуги способна скреплять большинство металлов. Для получения качественных и надежных швов необходимо правильно и верно учитывать все характеристики дуги, следить за всеми значениями, благодаря этому процедура пройдет быстро и наиболее эффективно. Также необходимо учитывать свойства дуги: плотность тока, температуру и напряжение.
Поделись с друзьями
2
0
0
0
Билет № 1 Тестирование по экзаменационным билетам сварщика
Билет № 1
Инструкция
- Выберите один из вариантов в каждом из 10 вопросов;
- Нажмите на кнопку “Показать результат”;
- Скрипт не покажет результат, пока Вы не ответите на все вопросы;
- Загляните в окно рядом с номером задания. Если ответ правильный, то там (+). Если Вы ошиблись, там (-).
- За каждый правильный ответ начисляется 1 балл;
- Оценки: менее 5 баллов – НЕУДОВЛЕТВОРИТЕЛЬНО, от 5 но менее 7.5 – УДОВЛЕТВОРИТЕЛЬНО, 7.5 и менее 10 – ХОРОШО, 10 – ОТЛИЧНО;
- Чтобы сбросить результат тестирования, нажать кнопку “Сбросить ответы”;
- Какие признаки наиболее правильно отражает сущность ручной электродуговой сварки штучными электродами (РДС)?
Расплавление металлического стержня ограниченной длины и основного металла производится электрической дугой с защитой расплавленных металлов от воздействия атмосферы.
Защита дуги и сварочной ванны газом от расплавления покрытия электрода.
Расплавление основного металла от теплового воздействия электрической дуги, стержня и покрытия электрода. - К какой группе сталей относятся сварочные проволоки марок Св-08А, Св-08АА, Св-08ГА, Св-10ГА?
Низкоуглеродистой.
Легированной.
Высоколегированной. - Укажите, какое влияние оказывает увеличение тока при ручной дуговой сварке на геометрические размеры шва?
Увеличивается глубина провара и высота усиления шва.
Глубина провара увеличивается, а высота усиления шва уменьшается.
Уменьшается глубина провара и увеличивается высота усиления шва - Какое определение сварочной дуги наиболее правильно?
Электрический дуговой разряд в месте разрыва цепи.
Электрический дуговой разряд в межэлектродном пространстве в частично ионизированной смеси паров металла, газа, компонентов электродов, покрытий, флюсов.
Электрический дуговой разряд в смеси атомов и молекул воздуха. - Какими параметрами режима определяется мощность сварочной дуги?
Сопротивлением электрической цепи
Величиной напряжения дуги.
Величиной сварочного тока и напряжения дуги - Какой должна быть величина тока при дуговой сварке в потолочном положении по сравнению с величиной тока при сварке в нижнем положении?
Величина тока при сварке в потолочном положении должна быть меньше, чем при сварке в нижнем положении.
Величина тока при сварке в потолочном положении должна быть больше, чем при сварке в нижнем положении.
Величина тока не зависит от положения сварки в пространстве. - Какие требования предъявляются к сварочных материалов при входном контроле?
Наличие сертификата: полнота и правильность приведенных в нем данных, наличие на каждом упаковочном месте этикеток с контролем данных, приведенных в них, состояние материалов и упаковок.
Наличие сертификата: полнота и правильность приведенных в нем данных.
Требования к контролю устанавливается в каждом отдельном случае в зависимости от требований Заказчика. - Для какого класса сталей применяют при сварке электроды типов Э38, Э42, Э42А, Э46, Э46А?
Для сварки теплоустойчивых низколегированных сталей.
Для сварки углеродистых сталей.
Для сварки сталей аустенитного класса. - Укажите назначение электродного покрытия
Упрощает возбуждение дуги, увеличивает коэффициент расплавления металла электродного стержня и глубину проплавления.
Защищает металл стержня электрода от окисления, улучшает санитарно-гигиенические условия работы сварщика.
Повышает устойчивость горения дуги, образует комбинированную газошлаковую защиту расплавленного электродного металла и сварочной ванны, легирует и рафинирует металл шва и улучшает его формирование. - Какие род тока и полярность рекомендуются применять при ручной дуговой сварке конструкций из низкоуглеродистой стали электродами с основным покрытием?
Переменный.
Постоянный ток обратной полярности.
Постоянный ток прямой полярности.


Тепловая мощность дуги – Сварка металлов
Тепловая мощность дуги
Категория:
Сварка металлов
Тепловая мощность дуги
Полная тепловая мощность дуги расходуется на нагрев и плавление электродного и основного металла, нагрев и плавление электродного покрытия, рассеивание тепла в окружающую среду. Часть тепла, расходуемая на нагрев и плавление электродного и основного металла, электродного покрытия, вводимая дугой в изделие в единицу времени, называется эффективной тепловой мощностью сварочной дуги.
Погонная энергия сварочного процесса. Количество тепла, вводимое в изделие на единицу длины однопроходного шва, называется погонной энергией дуги (сварочного процесса).
При заданной скорости перемещения дуги вдоль свариваемых кромок v см/с количество тепла, вводимое в 1 см длины однопроходного шва, определяется отношением.
Это отношение называется погонной энергией дуги.
Погонная энергия дуги является одной из основных характеристик сварочного процесса и имеет важное значение при определении рационального режима сварки. Поперечное сечение однопроходного шва находится в прямой зависимости от величины погонной энергии.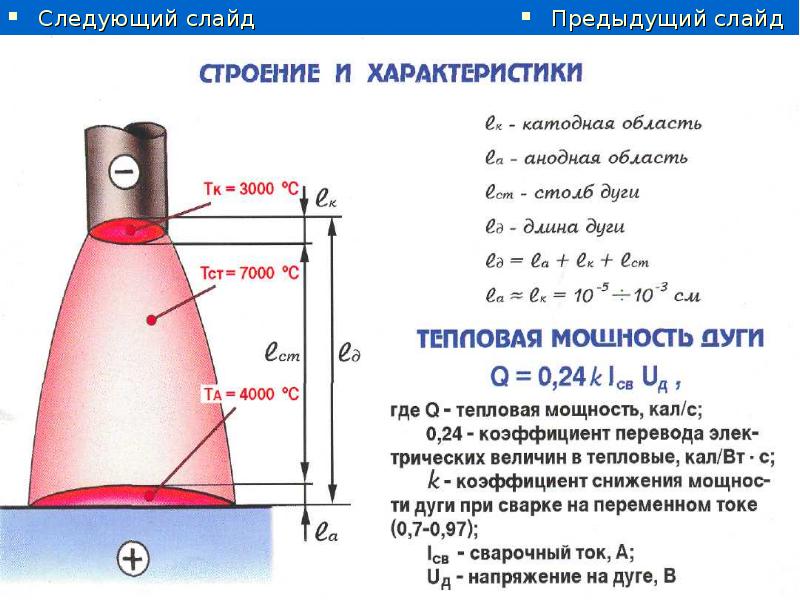
Коэффициент наплавки. В процессе сварки часть электродного металла теряется на разбрызгивание, испарение, окисление, поэтому в наплавленный металл (сварной шов) его переходит меньше. Потери электродного металла при ручной сварке штучными электродами составляют до 10%.
Коэффициент наплавки — масса электродного металла в граммах, наплавленная за один час горения дуги, отнесенная к 1 амперу сварочного тока.
Коэффициент наплавки ан зависит от состава электродного стержня и покрытия, рода и полярности сварочного тока. Коэффициент наплавки является удельной производительностью сварочного процесса, он служит важной характеристикой электродов. Для стальных электродов коэффициент наплавки колеблется в пределах, составляя в среднем 9—10 Г/А-ч.
Коэффициент наплавки учитывается при нормировании сварочных работ, по его значениям определяют расход электродов, скорость и время сварки.
Производительность процесса сварки. Производительность сварки а также объем сварочных работ определяются массой наплавленного металла.
Чем больше сварочный ток, тем выше производительность сварки. Ток должен быть максимально допустимым при условии высокого качества сварки. При чрезмерной величине тока электрод, металл шва и зона сплавления основного металла (околошовная зона) будут сильно перегреваться, увеличится разбрызгивание металла. Это резко снизит качество сварки.
Реклама:
Читать далее:
Металлургические основы ручной дуговой сварки
Статьи по теме:
Дуга сварочная тепловая мощность – Энциклопедия по машиностроению XXL
Определить тепловой эквивалент электрической мощности дуги, эффективную тепловую мощность и к. п. д. сварочной дуги по формулам (4), (5), (6). [c.23]Увеличение силы тока и напряжения на дуге повышает тепловую мощность, что позволяет увеличить скорость сварки. Однако увеличение скорости сварки за счет роста электрической мощности возможно только до определенного предела. Чрезмерное увеличение сварочного тока приводит к образованию дефектов на наружной поверхности трубы, а увеличение напряжения вызывает нарушение стабильности процесса горения дуги. При длине дуги Р мм процесс горения ее очень неустойчив.
[c.381]
Чрезмерное увеличение сварочного тока приводит к образованию дефектов на наружной поверхности трубы, а увеличение напряжения вызывает нарушение стабильности процесса горения дуги. При длине дуги Р мм процесс горения ее очень неустойчив.
[c.381]
Нагрев металла сварочной дугой. Полная тепловая мощность дуги соответствует тепловому эквиваленту ее электрической мощности, т. е. [c.25]
Угол между присадочной проволокой и электродом должен быть около 90″. Поперечные колебания вольфрамового электрода не допускаются для уменьшения опасности окисления размеры ванны должны быть минимальными. Длина дуги должна быть стабильной, так как от нее зависит величина сварочного тока и, следовательно, глубина проплавления. При увеличении длины дуги уменьшаются тепловая мощность дуги и глубина провара, а ширина зоны расплавления увеличивается. В этом случае снижается производительность сварки, увеличиваются коробления и загрязнения шва. Поэтому сварку алюминия надо вести с минимальной длиной дуги на максимальных для данной толщины сварочном токе и скорости сварки. Практически длина дуги устанавливается от 1 до 5 мм. [c.91]
Тепловые характеристики сварочной дуги. Полную тепловую мощность дуги приближенно считают равной тепловому эквиваленту ее электрической мощности (0,24 и кал/сек, где и — падение напряжения на дуге в в / — ток в а), хотя химические реакции в дуговом промежутке могут несколько изменять тепловой баланс дуги. [c.9]
Основными тепловыми характеристиками сварочной дуги является тепловая мощность и погонная энергия. [c.16]
В результате теплоотдачи в окружающую среду. Часть мощности дуги, расходуемая на нагрев заготовки, называется эффективной тепловой мощностью сварочной дуги, Дж/с [c.186]
По сравнению с аргонодуговой сваркой вольфрамовым электродом плазменная дуга имеет ряд преимуществ. Во-первых, она является более концентрированным источником теплоты и вследствие этого обладает большей проплавляющей способностью. Плазменной дугой можно сваривать металл толщиной до 10 мм без разделки кромок и применения присадочного металла. При этом снижается тепловое влияние дуги на свариваемый металл и уменьшаются сварочные деформации. Во-вторых, плазменная дуга обладает более высокой стабильностью горения, что обеспечивает повышенное качество сварных швов. Это позволяет выполнять так называемую микро-плазменную сварку металла толщиной 0,025—0,8 мм на токах 0,5— 10 А. В-третьих, увеличивая ток и расход газа, можно получить так называемую проникающую плазменную дугу. В этом случае резко возрастет тепловая мощность дуги, скорость истечения и давление плазмы. Такая дуга дает сквозное проплавление и выдувает расплавленный металл (процесс резки). Недостаток плазменной сварки — недолговечность горелок вследствие частого выхода из строя сопел и электродов.
[c.200]
Плазменной дугой можно сваривать металл толщиной до 10 мм без разделки кромок и применения присадочного металла. При этом снижается тепловое влияние дуги на свариваемый металл и уменьшаются сварочные деформации. Во-вторых, плазменная дуга обладает более высокой стабильностью горения, что обеспечивает повышенное качество сварных швов. Это позволяет выполнять так называемую микро-плазменную сварку металла толщиной 0,025—0,8 мм на токах 0,5— 10 А. В-третьих, увеличивая ток и расход газа, можно получить так называемую проникающую плазменную дугу. В этом случае резко возрастет тепловая мощность дуги, скорость истечения и давление плазмы. Такая дуга дает сквозное проплавление и выдувает расплавленный металл (процесс резки). Недостаток плазменной сварки — недолговечность горелок вследствие частого выхода из строя сопел и электродов.
[c.200]
Эффективная тепловая мощность сварочной дуги может быть определена калориметрическим методом. [c.20]
Задача 3. Определить силу тока, протекающего по сварочной цепи, если эффективная тепловая мощность дуги равна 2268 кал/с, (/д = 30 В, т] — 0,9. [c.21]
Что такое эффективная тепловая мощность дуги и что характеризует к. п. д. сварочной дуги [c.24]
Увеличение силы сварочного тока приводит к увеличению эффективной тепловой мощности дуги Q ф, вследствие чего увеличиваются глубина проплавления, выпуклость, ширина валика и скорость плавления электрода, В результате этого доля основного металла в металле шва повышается. [c.38]
Производительность процессов плавления. В наибольшей степени тепловую мощность дуги, производительность процесса плавления и глубину проплавления определяет величина сварочного тока. С увеличением силы тока дуги возрастает длина сварочной ванны, ее ширина и глубина проплавления Н, которая приближенно может быть оценена зависимостью, близкой к линейной Н—К .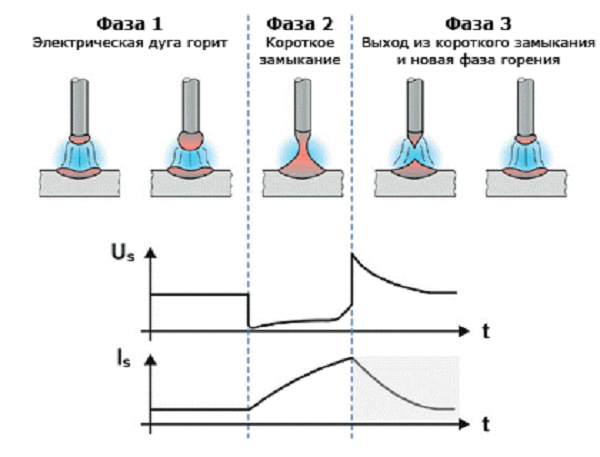 [c.22]
[c.22]
С увеличением напряжения также возрастает тепловая мощность дуги, а следовательно, и размеры сварочной ванны. Особенно интенсивно возрастают ширина В и длина ванны [c.22]
При сварке меди применяют также смеси аргона с азотом [(20…30%) N2], что повышает тепловую мощность сварочной дуги, а также аргона с гелием. [c.389]
Напряжение на дуге зависит от а) расстояния между концами электродов и б) подачи водорода в область вольтовой дуги. Оба фактора влияют на напряжение дуги, форму пламени и его тепловую мощность. Эта технологическая особенность используется для регулирования термического напора пламени в процессе сварки металлов различной толщины, а также при завершении отдельных этапов сварочного процесса. [c.318]
Полная тепловая мощность сварочной дуги, Дж/с [c.226]
Сварочная дуга является мощным концентрированным источником тепла, в которое преобразуется почти вся электрическая энергия дугового разряда. Полную тепловую мощность сварочной дуги принято определять из выражения [c.88]
Плазмообразующий газ, попадая в дугу, проникает в ее столб и, проходя вдоль канала, нагревается. Плотность газа уменьшается, возрастает его объем. Поэтому резко увеличивается скорость газа по мере его движения вдоль канала. Она достигает максимума на выходе из сопла. Нагретый в дуге газ, сталкиваясь с поверхностью свариваемой детали, нагревает и оплавляет ее. Под давлением газа расплавленный металл раздвигается, тепло передается непосредственно твердому металлу дна сварочной ванны. Поэтому эффективная тепловая мощность примерно в два раза выше, чем у свободной дуги. Меняя расход газа и диаметр канала сопла, можно изменять давление струи плазмы, а также плотность теплового потока, передаваемого от дуги к детали. Это основные технологические преимущества сжатой дуги, позволяющие регулировать размеры и форму сварочной ванны.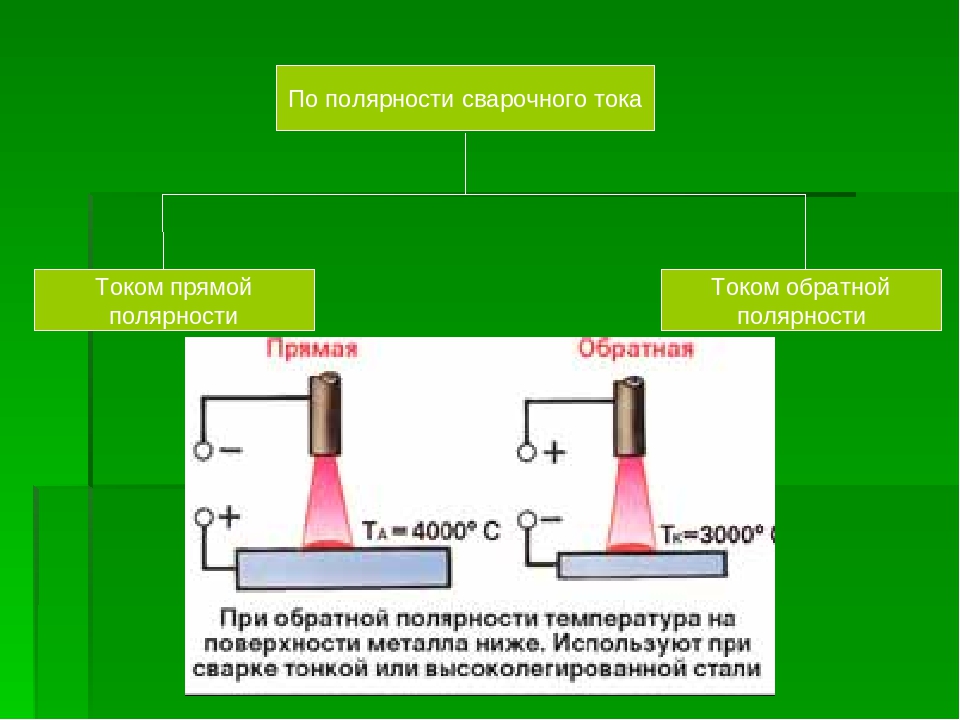 В сжатой дуге достигается более высокая плотность теплового потока, особенно при малой мощности дуги. Это позволяет получать узкие швы с малой шириной зоны термического влияния и увеличивать скорость сварки.
[c.225]
В сжатой дуге достигается более высокая плотность теплового потока, особенно при малой мощности дуги. Это позволяет получать узкие швы с малой шириной зоны термического влияния и увеличивать скорость сварки.
[c.225]
Теплота, переданная от сварочной дуги непосредственно в свариваемую деталь в единицу времени, является эффективной тепловой мощностью дуги. При ручной дуговой сварке покрытым электродом эффективная тепловая мощность составляет 70…85% полной тепловой мощности, при [c.30]
Значения эффективных КПД обычно определяют экспериментальным путем. Они представляют собой отношения тепловой мощности отдельных составляющих теплового баланса к тепловому эквиваленту электрической энергии дуги. Эффективный КПД процесса нагрева изделия сварочной дугой зависит главным образом от условий ее горения и при различных способах сварки имеет следующие значения [c.18]
Геометрические размеры сварочной ванны и условия ее формирования зависят от технологии и режимов сварки. Так, возрастание эффективной тепловой мощности, сосредоточенности источника, повышение давления дуги ведут не только к увеличению глубины проплавления, но и к уменьшению ширины ванны. [c.23]
Сила сварочного тока определяет тепловую мощность дуги. При увеличении возрастают длина сварочной ванны, ее ширина и глубина проплавления h. В определенных пределах величину h можно выразить зависимостью, близкой к линейной [c.24]
Изменение скорости сварки при постоянной тепловой мощности дуги заметно отражается на размерах сварочной ванны и шва. [c.24]
Полную тепловую мощность сварочной дуги приближенно считают равной тепловому эквиваленту ее электрической мощности [c.46]
Количество тепла, введенное сварочной дугой в изделие в процессе его нагрева за единицу времени, называется эффективной тепловой мощностью сварочной дуги, которая является суммой тепловой энергии, выделяющейся в пятне дуги на изделии, вводимой в изделие
[c. 46]
46]
Кристаллизация металла шва. Кристаллизация жидкого металла при охлаждении начинается с не полностью оплавленных зерен основного металла, расположенных на границе расплавления, к решетке которых и пристраиваются атомы кристаллизующейся фазы. После затвердения металла шва (кристаллизации) на участках расплавления образуются зерна, состоящие частично из основного металла и металла шва, обеспечивающие в сварном соединении непрерывную металлическую связь основной металл —шов — основной металл . При движении сварочной дуги вдоль свариваемых кромок в передней части ванны происходит процесс плавления, а в тыльной — процесс кристаллизации. Таким образом происходит формирование сварного шва. Протяженность сварочной ванны зависит от типа источника тепла, ero тепловой мощности, режимов сварки и теплофизических свойств свариваемого материала. [c.52]
В жидких средах, в том числе и в воде, можно также под водой получить достаточно устойчивый дуговой разряд, который, образуя высокую температуру и имея большую удельную тепловую мощность, испаряет и разлагает окружающую жидкость. Образующиеся при таком дуговом разряде пары и газы создают вокруг сварочной дуги газовую защиту в форме газового пузыря, т. е. в сущности дуга горит не в воде, а в газовой среде. Газ состоит в основном из водорода, образующегося при термической диссоциации водяного пара, а образующийся при диссоциации кислород окисляет материал электродов— происходит резка. [c.146]
Гелий — инертный газ в 10 раз легче воздуха. Расход гелия при сварке превышает расход аргона на 30—40%. При одном и том же сварочном токе дуга в гелии имеет большую тепловую мощность, чем в аргоне, и, следовательно, обладает большей проплавляющей способностью. [c.315]
При сварке в аргоно-кислородной смеси (95 — 97% Аг и 5 — 3%0г) понижается так называемый критический ток, при котором электродный металл начинает переходить в сварочную ванну не в виде отдельных капель, а в виде конической струи. Кроме того, повышается плотность наплавленного металла и увеличивается скорость сварки. Применение аргоно-водородной смеси (85% Аг + +15% Нз) позволяет увеличить напряжение на дуге, повысить ее тепловую мощность и способствует повышению чистоты и плотности металла шва. Добавление к аргону углекислого газа (90% Аг + 10%С02) позволяет устранить пористость швов и повышает устойчивость горения дуги и улучшает формирование наплавленного металла. Аргоно-азотная смесь (80—70% Аг + 20—30% N2) применяется при сварке плавящимся электродом меди и ее сплавов.
[c.316]
Кроме того, повышается плотность наплавленного металла и увеличивается скорость сварки. Применение аргоно-водородной смеси (85% Аг + +15% Нз) позволяет увеличить напряжение на дуге, повысить ее тепловую мощность и способствует повышению чистоты и плотности металла шва. Добавление к аргону углекислого газа (90% Аг + 10%С02) позволяет устранить пористость швов и повышает устойчивость горения дуги и улучшает формирование наплавленного металла. Аргоно-азотная смесь (80—70% Аг + 20—30% N2) применяется при сварке плавящимся электродом меди и ее сплавов.
[c.316]
С/д — напряжение дуги, в к — коэффициент, учитывающий влияние переменного тока на мощность дуги. При постоянном токе к= при переменном токе в зависимости от состава окружающей атмосферы и характеристики источника питания к=0,7—0,97 г]эф — отношение эффективной тепловой мощности сварочной дуги к полной тепловой мощности. [c.286]
Тепловая мощность дуги”. ИолТГая тепловая мощность сварочной [c.77]
При наплавке газовым пламенем нагрев и плавление металла происходят значительно медленнее, чем при дуговом процессе, так как тепловой поток, создаваемый ацетилено-кислородным пламенем, в 8—12 раз меньше теплового потока от открытой сварочной дуги. Эффективная тепловая мощность пламени — количество теплоты, введенное в металл в единицу времени и затраченное на его нагрев, — зависит от расхода газа, соотношения кислорода и горючего газа в пламени, от угла наклона оси пламени к поверхности металла, скорости наплавки, массы изделия и его теплофизических свойств. С увеличением расхода газа эффективная тепловая мощность пламени возрастает. Расход газа изменяют путем применения наконечников с различным диаметром сопла мундштука. [c.31]
Не все тепло сварочной дуги идет на нагре)в изделия часть тепла затрачивается на нагревание нерасплавив-шейся части электрода, часть — на излучение в окружающее пространство, некоторое количество тепла теряется с каплями электродного металла при его разбрызгивании. Поэтому вводят понятие эффективной тепловой мощности дуги.
[c.20]
Поэтому вводят понятие эффективной тепловой мощности дуги.
[c.20]
Тепловая мощность дуги. Основной характеристикой хварочной дуги как источника энергии для сварки является эффективная тепловая мощность Эффективная тепловая мощность источника сварочного нагрева — это количество теплоты, введенное в металл за единицу времени и затраченное на его нагрев. Эффективная тепловая мощность является частью общей тепловой мощности дуги д, так как некоторое количество тепла дуги непроизводительно расходуется на теплоотвод в металле, излучение, нагрев капель при разбрызгивании. [c.11]
Полную тепловую мощность сварочной дуги, т. е. количество теплоты, выделяемое дугой в единицу времени, приближенно считают равной тепловому эквиваленту ее электрической мощности д=Шд, где / — величина сварочного тока. А 11д — падение напряжения на дуге, В — тепловой эквивалент электрической мощности сварочной дугй, Дж/с. [c.11]
При моделировании тепловых процессов при сварке или наплавке необходимо предварительно определить закон распределения эффективной тепловой мощности источника Ур в изделии как функцию координат и времени. При умеренных скоростях перемещения сварочной дуги либо пламени сварочной горелки распределение эффективной тепловой могцности на поверхности изделия соответствует нормальнокруговому закону. Для задач, не связанных непосредственно с исследованием распределения температур в пределах сварочной ванны, в силу принципа местного влияния применим более простой закон распределения, например равномерное распределение по площади круга диа-2 [c.413]
Режимом сварки называют совокупность характеристик сварочного процесса, обеспечивающих получение сварных соединений заданных размеров, формы и качества. При ручной дуговой сварке к характеристикам режима относятся диаметр электрода, сила сварочного тока, напряжение на дуге, скорость перемещения электрода вдоль шва, род тока и его полярность и ряд других показателей. При газовой сварке под режимом в основном понимают тепловую мощность газового пламени, вид пламени, скорость нагрева, способ сварки. Режим сварки оказывает большое влияние на качество и форму сварного шва. Размеры и форма шва в значительной степени предопределяют стойкость металла шва против возникновения кристаллизационных трещин, плавность перехода от основного металла к металлу шва и вероятность образевания подрезов, непроваров, наплывов и других дефектов. Влияние факторов режима сварки на размеры и форму шва выражается по-разному.
[c.87]
При газовой сварке под режимом в основном понимают тепловую мощность газового пламени, вид пламени, скорость нагрева, способ сварки. Режим сварки оказывает большое влияние на качество и форму сварного шва. Размеры и форма шва в значительной степени предопределяют стойкость металла шва против возникновения кристаллизационных трещин, плавность перехода от основного металла к металлу шва и вероятность образевания подрезов, непроваров, наплывов и других дефектов. Влияние факторов режима сварки на размеры и форму шва выражается по-разному.
[c.87]
Тепловая мощность дуги
ЭЛЕКТРОГАЗАСВАРЩИК
Энергия мощных потоков заряженных частиц, бомбардирующих катод и анод, превращается в тепловую энергию электрической дуги. Суммарное количество теплоты Q (Дж), выделяемое дугой на катоде, аноде и столбе дуги, определяется по формуле Q = lUt, где I — сварочный ток, А; U — напряжение дуги, В; г — время горения дуги, с.
При питании дуги постоянным током наибольшее количество теплоты выделяется в зоне анода (42—43%). Это объясняется тем, что анод подвергается более мощной бомбардировке заряженными частицами, чем катод, а при столкновении частиц в столбе дуги выделяется меньшая доля общего количества теплоты.
При сварке угольным электродом температура в катодной зоне достигает 3200°С, в анодной — 3900°С, а в столбе дуги среднее значение температуры составляет 6000°С. При сварке металлическим электродом температура катодной зоны составляет около 2400°С, а анодной — 2600°С.
Разная температура катодной и анодной зон, а также и разное количество теплоты, выделяющееся в этих зонах, используются при решении технологических задач. При сварке деталей, требующих большого подвода теплоты для прогрева кромок, применяют прямую полярность, при которой анод (плюсовая клемма Источника тока) подсоединяют к детали, а катод (минусовая клемма источника тока) — к электроду. При сварке тонкостенных изделий, тонколистовых конструкций, а также сталей, не допускающих перегрева (нержавеющие, жаропрочные, высокоуглеродистые
и др. ), применяют сварку постоянным током обратной полярности. В этом случае катод подсоединяют к свариваемой детали, а анод — к электроду. При этом не только обеспечивается относительно меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного материала за счет более высокой температуры анодной зоны и большего подвода теплоты. Полярность клемм источника постоянного тока может быть определена с помощью раствора поваренной соли (половина чайной ложки соли на стакан воды). Если в такой раствор опустить провода от клемм источника тока, то у отрицательного провода будет происходить бурное выделение пузырьков водорода.
), применяют сварку постоянным током обратной полярности. В этом случае катод подсоединяют к свариваемой детали, а анод — к электроду. При этом не только обеспечивается относительно меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного материала за счет более высокой температуры анодной зоны и большего подвода теплоты. Полярность клемм источника постоянного тока может быть определена с помощью раствора поваренной соли (половина чайной ложки соли на стакан воды). Если в такой раствор опустить провода от клемм источника тока, то у отрицательного провода будет происходить бурное выделение пузырьков водорода.
При питании дуги переменным током различие температур катодной и анодной зон и распределение теплоты сглаживаются вследствие периодической смены катодного и анодного пятен с частотой, равной частоте тока:
Практика показывает, что в среднем при ручной сварке только 60—70% теплоты дуги используется на нагревание и плавление металла. Остальная часть теплоты рассеивается в окружающую среду через излучение и конвекцию.
Количество теплоты, используемое на нагрев и плавку свариваемого металла в единицу времени, называется эффективной тепловой мощностью дуги q. Она равна полной тепловой мощности дуги, умноженной на эффективный коэффициент полезного действия нагрева металла дугой г|:
q = 0,24 / ■ Ud – ц,
где I — величина сварочного тока, А;
Uд — напряжение дуги, В.
Коэффициент полезного действия зависит от способа сварки, материала электрода, состава электродного покрытия и других факторов. При ручной дуговой сварке электродом с тонким покрытием или угольным электродом он составляет 0,5—0,6; а при качественных электродах — 0,7—0,85. При аргонодуговой сварке потери теплоты значительны и составляют 0,5—0,6. Наиболее полно используется теплота при сварке под флюсом.
Для характеристики теплового режима процесса сварки принято определять погонную энергию дуги, т. е. количество теплоты, вводимое в металл на единицу длины однопроходного шва, измеряемое в Дж/м. Погонная энергия равна отношению эффективной тепловой мощности к скорости сварки
Погонная энергия равна отношению эффективной тепловой мощности к скорости сварки
q_ _ 0,24 • / • £/4 • rj V = V ’
где V — скорость сварки, см/с.
Величина погонной энергии необходима для определения рационального режима легированных термообрабатываемых сталей.
Потери теплоты при ручной дуговой сварке составляют примерно 25%, из которых 20% уходят в окружающую среду дуги через излучение и конвекцию паров и газов, а остальные 5% — на угар и разбрызгивание свариваемого металла. Потери теплоты при автоматической сварке под флюсом составляют только 17%, из которых 16% расходуются на плавление флюса, а на угар и разбрызгивание затрачивается около 1% теплоты.
Техника безопасности при работе с газосварочным оборудованием заключается в выполнении следующих требований: 1. Запрещается устанавливать оборудование и производить сварочные работы вблизи огнеопасных материалов. Подвижные ацетиленовые генераторы должны устанавливаться не ближе …
При работе на контактных машинах возможны поражения электрическим током, ожоги нагретым металлом, брызгами и выплесками расплавленного металла, отравление испарениями металла и его покрытий в зоне сварки, а также травматизм от …
§ 65. Техника безопасности при электрической сварке При электросварочных работах возможны следующие виды производственного травматизма: поражение электрическим током; поражение зрения и открытой поверхности кожи лучами электрической дуги; ожоги от капель …
Урок 1 – Основы дуговой сварки
Урок 1 – Основы дуговой сварки © АВТОРСКИЕ ПРАВА 1999 УРОК ГРУППЫ ЭСАБ, ИНК. I, ЧАСТЬ B 1.9 ПОСТОЯННАЯ ТОК ИЛИ ПОСТОЯННОЕ НАПРЯЖЕНИЕ Сварка Источники питания имеют разные размеры и формы. Они могут поставлять либо AC или DC, или оба, и они могут иметь различные средства контроля их напряжения и силы тока выход. Причина в том, что источник питания должен обеспечение надлежащих характеристик дуги для используемого сварочного процесса. Источник питания
который дает удовлетворительную дугу при сварке покрытыми электродами, будет меньше
чем удовлетворительно для сварки с
сплошные и порошковые проволоки. 1.9.1
Постоянный
Текущие характеристики
– Используются источники постоянного тока
в основном с электродами с покрытием. Этот
Тип источника питания имеет относительно небольшое изменение силы тока
и мощность дуги для соответствующего относительно большого изменения напряжения дуги или дуги
длина, отсюда и название постоянного тока.Характеристики этого источника питания лучше всего проиллюстрированы
наблюдая за графиком вольтампер
изгиб. Как видно на рисунке 20, кривая
машины постоянного тока падает вниз
довольно резко и по этой причине данный тип машин
часто называют «капельницей». 1.9.1.1
При сварке покрытыми электродами
выходной ток
или сила тока устанавливается оператором, пока
напряжение рассчитано на блок. Оператор
может несколько изменить напряжение дуги, увеличив
или уменьшение длины дуги.Небольшое увеличение
по длине дуги вызовет увеличение напряжения дуги
и небольшое уменьшение силы тока. Небольшое снижение
по длине дуги вызовет снижение напряжения дуги
и небольшое увеличение силы тока. 1.9.2
Постоянный
Характеристики напряжения
– Источники питания постоянного напряжения, а также
известны как постоянный потенциал, используются
при сварке сплошными и порошковыми электродами, а также
Из названия следует, что выходное напряжение остается относительно постоянным.На этом
тип источника питания,
напряжение устанавливается на машине, а сила тока определяется скоростью, которая
проволока подается к сварочному пистолету.
Увеличение скорости подачи проволоки увеличивает силу тока.
При уменьшении скорости подачи проволоки уменьшается
сила тока. 1.9.2.1
Длина дуги играет важную роль
при сварке сплошными и порошковыми электродами просто
как это происходит при сварке покрытым электродом. Однако при использовании константы
напряжение питания
источник и механизм подачи проволоки, который подает проволоку с постоянной скоростью, длина дуги
вызвано ошибкой оператора, неровностями пластины,
и движение лужи автоматически 34V
– 290 А
32В – 300 А 30В
– 308 А ВОЛЬТ /
ПОСТОЯННАЯ АМПЕРНОЙ КРИВОЙ
ТЕКУЩИЕ 100
200 300
ПОСТОЯННАЯ АМПЕР
ТОК НАПРЯЖЕНИЕ / АМПЕРНАЯ КРИВАЯ
20 80
70 60
50 40
30 20
10 В
О
L
Т С
Источник питания
который дает удовлетворительную дугу при сварке покрытыми электродами, будет меньше
чем удовлетворительно для сварки с
сплошные и порошковые проволоки. 1.9.1
Постоянный
Текущие характеристики
– Используются источники постоянного тока
в основном с электродами с покрытием. Этот
Тип источника питания имеет относительно небольшое изменение силы тока
и мощность дуги для соответствующего относительно большого изменения напряжения дуги или дуги
длина, отсюда и название постоянного тока.Характеристики этого источника питания лучше всего проиллюстрированы
наблюдая за графиком вольтампер
изгиб. Как видно на рисунке 20, кривая
машины постоянного тока падает вниз
довольно резко и по этой причине данный тип машин
часто называют «капельницей». 1.9.1.1
При сварке покрытыми электродами
выходной ток
или сила тока устанавливается оператором, пока
напряжение рассчитано на блок. Оператор
может несколько изменить напряжение дуги, увеличив
или уменьшение длины дуги.Небольшое увеличение
по длине дуги вызовет увеличение напряжения дуги
и небольшое уменьшение силы тока. Небольшое снижение
по длине дуги вызовет снижение напряжения дуги
и небольшое увеличение силы тока. 1.9.2
Постоянный
Характеристики напряжения
– Источники питания постоянного напряжения, а также
известны как постоянный потенциал, используются
при сварке сплошными и порошковыми электродами, а также
Из названия следует, что выходное напряжение остается относительно постоянным.На этом
тип источника питания,
напряжение устанавливается на машине, а сила тока определяется скоростью, которая
проволока подается к сварочному пистолету.
Увеличение скорости подачи проволоки увеличивает силу тока.
При уменьшении скорости подачи проволоки уменьшается
сила тока. 1.9.2.1
Длина дуги играет важную роль
при сварке сплошными и порошковыми электродами просто
как это происходит при сварке покрытым электродом. Однако при использовании константы
напряжение питания
источник и механизм подачи проволоки, который подает проволоку с постоянной скоростью, длина дуги
вызвано ошибкой оператора, неровностями пластины,
и движение лужи автоматически 34V
– 290 А
32В – 300 А 30В
– 308 А ВОЛЬТ /
ПОСТОЯННАЯ АМПЕРНОЙ КРИВОЙ
ТЕКУЩИЕ 100
200 300
ПОСТОЯННАЯ АМПЕР
ТОК НАПРЯЖЕНИЕ / АМПЕРНАЯ КРИВАЯ
20 80
70 60
50 40
30 20
10 В
О
L
Т СУрок 1 – Основы дуговой сварки
Урок 1 – Основы дуговой сварки © АВТОРСКИЕ ПРАВА 1999 ГРУППА ЭСАБ, ИНК. УРОК
I, ЧАСТЬ B 1.8.5.7
Поскольку 80 вольт
необходимо для зажигания дуги
слишком высок для практического
сварка, какие-то средства должны быть
используется для понижения этого напряжения до
подходящий уровень. Теоретически
переменный резистор
надлежащей стоимости
может использоваться как выход
контроль, поскольку напряжение обратно пропорционально
пропорционально сопротивлению
как мы видели при изучении закона Ома. Закон Ома также гласил, что
сила тока прямо пропорциональна
напряжение.При этом вы можете видеть, что регулировка
регулятор вывода также отрегулирует
сила тока или сварочный ток. 1.8.5.8
После зажигания дуги и тока
начинает течь через вторичный или сварочный
цепи, напряжение в этой цепи будет 32 В, потому что тогда она
контролируется
выходной контроль. 1.8.6
Мощность
Требования – мы можем сделать еще один расчет
оглядываясь на рисунок
15, и это энергопотребление.Ранее мы объясняли, что ватт был
блок электрического
мощность и может быть рассчитана по формуле: Ватт
= Вольт × Ампер 1.8.6.1
Из рисунка 15 видно, что
мгновенная мощность во вторичной цепи
составляет: Вт = 32
× 300 Вт
= 9600 Вт 1.8.6.2
Первичная сторона нашего трансформатора
также должен быть способен обеспечить 9600 Вт
(без учета потерь на нагрев, коэффициента мощности и т. д.), поэтому путем перестановки
формула, мы можем
Рассчитайте требуемый ток или силу тока в линии питания: Сила тока
= Ватты ÷ Вольт A
= 9600 ÷ 230 = 41.74 А 1.8.6.3
Эта информация устанавливает приблизительную
требования к мощности для сварщика и
помогает определить необходимый размер входного кабеля и предохранителя.
РИСУНОК 15 9600
ВАТТ 9600 ВАТТ
230 ОБОРОТОВ 80
80 ОБОРОТОВ
ВЫХОД OCV
КОНТРОЛЬ 230
ПЕРВИЧНОЕ НАПРЯЖЕНИЕ
ВТОРИЧНЫЙ 41,74
УСИЛИТЕЛЬ УПРОЩЕННЫЙ
СВАРОЧНЫЙ ТРАНСФОРМАТОР 32
ВОЛЬТ 300 АМПЕР
УРОК
I, ЧАСТЬ B 1.8.5.7
Поскольку 80 вольт
необходимо для зажигания дуги
слишком высок для практического
сварка, какие-то средства должны быть
используется для понижения этого напряжения до
подходящий уровень. Теоретически
переменный резистор
надлежащей стоимости
может использоваться как выход
контроль, поскольку напряжение обратно пропорционально
пропорционально сопротивлению
как мы видели при изучении закона Ома. Закон Ома также гласил, что
сила тока прямо пропорциональна
напряжение.При этом вы можете видеть, что регулировка
регулятор вывода также отрегулирует
сила тока или сварочный ток. 1.8.5.8
После зажигания дуги и тока
начинает течь через вторичный или сварочный
цепи, напряжение в этой цепи будет 32 В, потому что тогда она
контролируется
выходной контроль. 1.8.6
Мощность
Требования – мы можем сделать еще один расчет
оглядываясь на рисунок
15, и это энергопотребление.Ранее мы объясняли, что ватт был
блок электрического
мощность и может быть рассчитана по формуле: Ватт
= Вольт × Ампер 1.8.6.1
Из рисунка 15 видно, что
мгновенная мощность во вторичной цепи
составляет: Вт = 32
× 300 Вт
= 9600 Вт 1.8.6.2
Первичная сторона нашего трансформатора
также должен быть способен обеспечить 9600 Вт
(без учета потерь на нагрев, коэффициента мощности и т. д.), поэтому путем перестановки
формула, мы можем
Рассчитайте требуемый ток или силу тока в линии питания: Сила тока
= Ватты ÷ Вольт A
= 9600 ÷ 230 = 41.74 А 1.8.6.3
Эта информация устанавливает приблизительную
требования к мощности для сварщика и
помогает определить необходимый размер входного кабеля и предохранителя.
РИСУНОК 15 9600
ВАТТ 9600 ВАТТ
230 ОБОРОТОВ 80
80 ОБОРОТОВ
ВЫХОД OCV
КОНТРОЛЬ 230
ПЕРВИЧНОЕ НАПРЯЖЕНИЕ
ВТОРИЧНЫЙ 41,74
УСИЛИТЕЛЬ УПРОЩЕННЫЙ
СВАРОЧНЫЙ ТРАНСФОРМАТОР 32
ВОЛЬТ 300 АМПЕРОсновы электросварки
Дуговая сварка – это процесс соединения двух металлических частей друг с другом с использованием электрической энергии. Дуговая сварка создает электрическую дугу, плавящую основной металл и обычно присадочную проволоку. Последующая ванна расплавленного металла затем затвердевает и сплавляет края основного материала, чтобы соединить металл вместе. Чтобы это стало возможным, электричество передается от источника питания через электрод. Электрический ток преобразуется в тепло из-за сопротивления потоку электронов через воздушный зазор. Эта интенсивная электрическая энергия создает дугу.
Дуговая сварка создает электрическую дугу, плавящую основной металл и обычно присадочную проволоку. Последующая ванна расплавленного металла затем затвердевает и сплавляет края основного материала, чтобы соединить металл вместе. Чтобы это стало возможным, электричество передается от источника питания через электрод. Электрический ток преобразуется в тепло из-за сопротивления потоку электронов через воздушный зазор. Эта интенсивная электрическая энергия создает дугу.
Виды сварки
Существует четыре основных типа процессов дуговой сварки, которые можно использовать для соединения металла.В их числе:
Ручная дуговая сварка металла (также известная как дуговая сварка в экранированном металле или сварка палкой)
При дуговой сварке защищенным металлическим электродом сварочный аппарат использует электрод (стержень) с флюсовым покрытием для образования электрической дуги между основным материалом и стержнем. В дуге поток разрушается, образуя защитный газ. Этот процесс обычно используется в полевых условиях. Он не требует баллона с защитным газом, является портативным и имеет очень мало движущихся частей. Обратной стороной является то, что он медленный и неэффективный.Требуется источник питания постоянного тока (падающая характеристика). Он может использовать переменный или постоянный ток.
Газовая дуговая сварка металла (также известная как металлический инертный газ (MIG) или металлический активный газ (MAG))
В этом процессе сварки используется непрерывная катушка сплошной присадочной проволоки / электрода и внешний защитный газ. Этот GMAW требует постоянной мощности сварки от источника постоянного тока. Этот тип сварки является наиболее распространенным в промышленности для мастерских, поскольку он более эффективен, чем сварка штучной сваркой.У него больше движущихся частей, поэтому для его правильной работы требуются некоторые знания об оборудовании и о том, как его настроить.
При сварке MIG используется постоянный ток с источником постоянного напряжения. Таким образом, независимо от вылета (расстояние от конца контактного наконечника до конца проволоки) длина дуги остается неизменной.
Таким образом, независимо от вылета (расстояние от конца контактного наконечника до конца проволоки) длина дуги остается неизменной.
Дуговая сварка порошковой проволокой
Есть два варианта FCAW. Газовая защита (внешний экран) и Самозащита (внутренний экран). Оборудование в основном такое же, как и для сварки MIG, но с небольшими изменениями.Самая большая разница – это конструкция электрода. GMAW использует сплошную проволоку, FCAW, как следует из названия, использует трубчатую проволоку с флюсом внутри. Вам нужно использовать ролики с накаткой, чтобы проволока не переминалась.
Обычно он имеет более высокую скорость наплавки, чем GMAW, при данной силе тока и размере провода, так как имеет более высокую плотность тока. Эта концепция будет объяснена в следующем блоге.
Газовая дуговая сварка вольфрамом
Газовая вольфрамовая дуга похожа на современного кислородного сварщика.Вместо пламени он использует дугу для создания тепла, необходимого для плавления материалов. Как следует из названия, в этом методе для передачи тока используется легированный вольфрамовый электрод, а также может быть добавлен внешний наполнитель. Дуга защищена инертным газом для защиты электрода и сварного шва от атмосферы. Поскольку газовая вольфрамовая дуга требует двух рук и обычно используется для более сложной работы, поскольку требует большего мастерства.
Источники энергии для электросварки
Для дуговой сварки может использоваться питание от источников переменного (переменного тока) или постоянного (постоянного тока).Цикл питания переменного тока включает как положительный, так и отрицательный полупериод. В течение полупериода ток движется в одном направлении и мгновенно останавливается на нуле. Затем он меняет направление и повторяет полупериод в обратном направлении. Это называется синусоидальной волной. Герц – это количество циклов в секунду. В Австралии наш переменный ток составляет 50 Гц, в США – 60 Гц. Переменный ток редко используется в современной промышленности, поскольку его цикличность связана с более высоким уровнем опасности поражения электрическим током. Исключением является GTAW, некоторая дуговая сварка под флюсом и ситуации, когда дуговая дуга является проблемой.
Переменный ток редко используется в современной промышленности, поскольку его цикличность связана с более высоким уровнем опасности поражения электрическим током. Исключением является GTAW, некоторая дуговая сварка под флюсом и ситуации, когда дуговая дуга является проблемой.
Электропитание постоянного тока движется в одном направлении и имеет либо отрицательно, либо положительно заряженный полюс. Две трети тепла всегда на положительной стороне. Поэтому обычно для GMAW / FCAW вы используете DC +, а GTAW вы используете DC-, чтобы не расплавить электрод. Если вы подключите электрод к отрицательно заряженной клемме постоянного тока, на положительной клемме будет выделяться тепло, и наоборот.
Общие термины
Длина дуги
Длина дуги – это расстояние от конца электрода до поверхности основного материала, на это расстояние влияет напряжение дуги.
Текущий (проточный)
Ток – это количество электронов, проходящих мимо заданной точки в сварочной цепи. Это измеряется в амперах. Теплота дуги изменяется за счет увеличения тока.
Напряжение (давление)
Напряжение – давление (VIP) – величина электрического давления в дуге.
Напряжение замкнутой и разомкнутой цепи
Когда электрическая цепь замкнута, ток течет и вы выполняете сварку, это называется замкнутой цепью или напряжением дуги.Однако, если цепь не замкнута, значит, вы не выполняете сварку, цепь называется разомкнутой. Напряжение холостого хода (OCV) – это напряжение, измеренное на выходных клеммах, когда аппарат включен, но сварка не выполняется.
Вы заметите, что OCV всегда выше, чем у замкнутой цепи. Напряжение – это потенциальная энергия. Поэтому для зажигания дуги требуется более высокое напряжение. В Австралии безопасные уровни составляют 80 В для источников переменного тока и 115 В для источников постоянного тока без устройств понижения напряжения. Это заставляет некоторых людей думать, что более низкое напряжение переменного тока безопаснее, но, как упоминалось ранее, циклический характер имеет более высокий уровень опасности поражения электрическим током.
Это заставляет некоторых людей думать, что более низкое напряжение переменного тока безопаснее, но, как упоминалось ранее, циклический характер имеет более высокий уровень опасности поражения электрическим током.
Изменение силы тока
MMAW – в зависимости от машины это может быть трансформатор, в котором вы вращаете ручку, или современный инверт, в котором используется небольшая ручка.
GMAW – изменяя скорость подачи проволоки, вы увеличиваете ток. С GMAW ампер и вольт должны быть в правильном соотношении.
Если сила тока слишком высока, чрезмерное проплавление, подрез и пористость из-за перегрева электрода.Если сила тока слишком мала, дуга становится нестабильной, повышается риск отсутствия плавления / проплавления и включений.
Изменение напряжения
При использовании источников питания постоянного тока (MMAW и GTAW) единственный способ изменить напряжение – это обычно увеличивать и уменьшать длину дуги. Некоторые машины имеют настройку силы дуги, которая незначительно эффективно изменяет напряжение дуги. Не на всех машинах это есть.
В машинах с постоянным напряжением (GMAW / FCAW) у вас есть переключатели или ручки, которые позволяют изменять напряжение.Поэтому, если вы хотите изменить длину дуги, вам нужно изменить напряжение дуги с помощью аппарата, поэтому его называют аппаратом постоянного напряжения.
Удар дуги
Существует два типа дуги: тепловой и электрический. В контексте этого блога мы сосредоточимся на дутье электрической дугой.
При постоянном токе, особенно при высоких значениях тока, может наблюдаться отклонение дуги из-за дисбаланса / искажения магнитного поля. Во время сварки вы можете видеть отклонение дуги, поэтому вы меньше контролируете сварочную ванну.
Выдувание дуги обычно вызывается двумя причинами
- В конце сварного шва или пластины магнитное поле искажается (неконцентрическое) вокруг дуги.
- Остаточный магнетизм в свариваемом, закаленном и отпускаемом изделии. Материалы имеют высокую магнитную проницаемость и, следовательно, сохраняют магнетизм.
 Материалы имеют высокую магнитную проницаемость и, следовательно, сохраняют магнетизм.
Материалы имеют высокую магнитную проницаемость и, следовательно, сохраняют магнетизм.Поговорите с Technoweld
Обратитесь к нам за обучением, осмотром, консультациями и надзором за сварочными процедурами.Мы также можем исследовать и задокументировать сварочные процедуры для ваших конкретных сварочных процессов, а также провести их.
Каковы основные конструкции источников питания для оборудования для дуговой сварки?
Часто задаваемые вопросы
Основными функциями источника питания являются выработка тепла, достаточного для расплавления соединения, а также для создания стабильной дуги и переноса металла. Поскольку сварочные процессы требуют высокого тока (50–300 А) при относительно низком напряжении (10–50 В), питание от сети высокого напряжения (230 или 400 В) должно быть уменьшено с помощью трансформатора.Чтобы получить постоянный ток, выход трансформатора должен быть дополнительно выпрямлен (рис. 1).
Существует пять типов источников питания: трансформатор переменного тока; Выпрямитель постоянного тока; Преобразователь переменного / постоянного тока, выпрямитель, генератор постоянного тока и инвертор.
Тип управления, например Первичный реактор с отводом с насыщением, тиристор и инвертор – важный фактор при выборе источника питания. Простой станок для нарезания резьбы с первичной резьбой может быть идеальным и надежным выбором для многих сварочных работ MIG (GMA), но у него есть свои ограничения. Если шагов недостаточно, настройка оптимальных условий может оказаться невозможной, и колебания подачи повлияют на выход.Тиристорное управление позволяет бесступенчато регулировать выход, не зависит от колебаний напряжения питания и может управляться дистанционно. Тиристорные источники питания могут использоваться для большинства сварочных процессов, т.е. могут иметь либо плоскую (MIG [GMA]), либо падающую (MMA [SMA] и TIG [GTA]) выходную характеристику.
Инверторные источники питания обладают всеми преимуществами тиристорного управления, но с дополнительной производительностью, экономией веса и эффективностью. Транзисторы используются для преобразования сетевого переменного тока (50 Гц) в переменный ток высокой частоты (> 500 Гц) перед преобразованием в напряжение, подходящее для сварки, а затем выпрямление в постоянный ток.Таким образом, инвертор, по сути, представляет собой силовой блок, которым можно управлять, часто с помощью программного обеспечения, для получения статических и динамических характеристик, необходимых для выбранного процесса сварки. Следовательно, большинство инверторов предлагают возможность работы с несколькими процессами. Кроме того, отклик современных инверторов открывает возможности высокочастотного импульса, необходимого для импульсной MIG (GMA), и динамической обратной связи для управления переносом металла, как в MIG с переносом погружением.
Транзисторы используются для преобразования сетевого переменного тока (50 Гц) в переменный ток высокой частоты (> 500 Гц) перед преобразованием в напряжение, подходящее для сварки, а затем выпрямление в постоянный ток.Таким образом, инвертор, по сути, представляет собой силовой блок, которым можно управлять, часто с помощью программного обеспечения, для получения статических и динамических характеристик, необходимых для выбранного процесса сварки. Следовательно, большинство инверторов предлагают возможность работы с несколькими процессами. Кроме того, отклик современных инверторов открывает возможности высокочастотного импульса, необходимого для импульсной MIG (GMA), и динамической обратной связи для управления переносом металла, как в MIG с переносом погружением.
Основы газовой дуговой сварки металлов: сварочный ток и сварочное напряжение
Введение
Газовая дуговая сварка металлическим электродом (GMAW) – это сварочный процесс, который коммерчески доступен уже около 60 лет.Основная операция процесса GMAW происходит, когда электрическая дуга устанавливается и поддерживается между основным материалом и проволочным электродом с непрерывной подачей. Расплавленная сварочная ванна защищена от атмосферных условий оболочкой защитного газа, который непрерывно обтекает как присадочный металл проволоки, подаваемый в сварочную ванну, так и саму сварочную ванну.
Тепло электрической дуги служит для локального плавления основного металла, а также для плавления присадочного металла проволоки, подаваемого в сварной шов.В процессе GMAW участвуют две стороны:
1. Скорость горения: Относится к скорости в дюймах в минуту (дюйм / мин) или метрах в минуту (м / мин), при которой присадочный металл проволоки плавится или потребляется тепловой энергией сварочной дуги. Основными параметрами, регулирующими тепловую энергию дуги, являются сварочный ток, сварочное напряжение и состав защитного газа.
2. Скорость подачи: это просто скорость, снова в дюймах / мин или м / мин, с которой присадочный металл проволоки подается в сварной шов.
Для стабильной сварочной дуги скорость горения и скорость подачи должны быть равны друг другу. Например, если скорость горения выше скорости подачи, присадочный металл проволоки расплавится до контактного наконечника и вызовет проблемы. За исключением переноса металла при коротком замыкании, если скорость подачи выше скорости горения, присадочный металл проволоки будет попадать в расплавленную сварочную ванну, что опять же вызывает проблемы.
Существует четыре основных параметра процесса GMAW, которые влияют как на профиль проплавления в основной материал, так и на профиль сварного шва над основным материалом для данного сварного шва:
1.Сварочный ток
2. Сварочное напряжение
3. Расстояние от контакта до рабочего места
4. Скорость движения
Приведенная ниже информация описывает самые основные эффекты, которые переменные сварочного тока и сварочного напряжения оказывают на профиль проплавления в основном материале и профиль сварного шва, который находится над основным материалом. В качестве основного материала для следующих сварных швов используется холоднокатаный пруток 1018 бар, а в качестве защитного газа используется 90% аргона – 10% CO2.
GMAW с источником питания постоянного напряжения
В процессе GMAW обычно используется источник питания постоянного напряжения (GMAW-CV), который обеспечивает относительно постоянное выходное сварочное напряжение в диапазоне сварочных токов.Для GMAW-CV сварщик выбирает скорость подачи проволоки (WFS) на механизме подачи проволоки и соответствующее напряжение на источнике сварочного тока. Таким образом, внутренняя схема источника питания обеспечивает соответствующее количество сварочного тока, необходимого для поддержания стабильной дуги. Переменные процесса GMAW, такие как ток и скорость подачи проволоки, взаимосвязаны, поэтому одна из них не может быть отрегулирована независимо, не влияя на другую, путем изменения настройки селектора WFS на самом источнике питания.
Сварочный ток
Переменная сварочного тока в первую очередь регулирует количество наплавленного металла шва во время сварки.Как обсуждалось ранее, переменные процесса WFS и ток напрямую связаны, так что одно увеличение связано с другим, и наоборот. Сварные швы 1–5 демонстрируют эту взаимосвязь, рис. 1 и 2. При сохранении всех остальных переменных постоянными WFS постепенно увеличивался от сварного шва 1 до сварного шва 5, что, следовательно, увеличивало сварочный ток. Помните, что сварщик устанавливает WFS, а не текущий уровень источника питания GMAW-CV, поэтому основной способ регулировки тока – регулировка WFS. В таблице 1 приведены данные для этих сварных швов.
Сварочный ток также влияет на профиль проплавления. Удерживая все остальные переменные постоянными, по мере увеличения сварочного тока шов будет проникать в основной материал. Это увеличение проплавления видно в сварных швах 1-5, рис. 1. Движущая сила, лежащая в основе пальцеобразного проплавления сварных швов 3-5, заключается в том, что режим переноса металла в сварочной дуге был режимом переноса металла распылением. Этот режим переноса металла обычно переходит от шарового режима к режиму распыления при сварочном токе свыше примерно 190 ампер для определенных комбинаций металла и защитного газа.
Рис. 1. Поперечное сечение сварных швов 1-5. Красный контур лучше отображает профиль проникновения.
Рис. 2: Вид сверху сварных швов 1-5
Таблица 1: Параметры сварочного тока
Сварочное напряжение
Сварочное напряжение в первую очередь регулирует длину дуги, которая представляет собой расстояние между расплавленной сварочной ванной и присадочным металлом проволоки в точке плавления внутри дуги.По мере увеличения напряжения сварной валик будет больше расплющиваться и иметь увеличивающееся отношение ширины к глубине. Сварные швы 7-11 на Рисунке 4 показывают это расширение сварных швов при увеличении напряжения.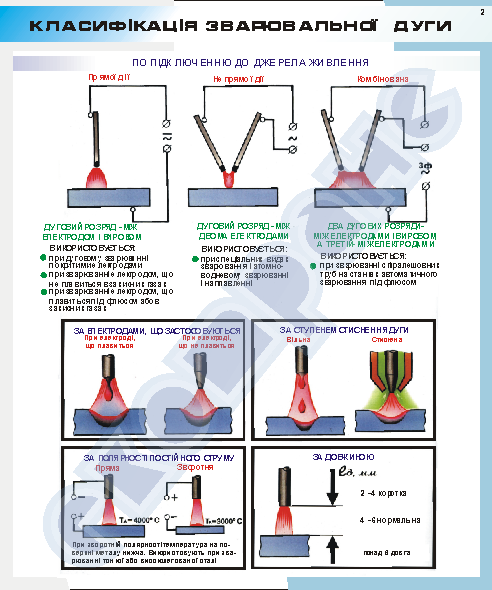 В таблице 2 приведены данные для этих сварных швов.
В таблице 2 приведены данные для этих сварных швов.
Обратите внимание, что проплавление сварных швов 7–9 оставалось относительно постоянным. Несмотря на изменение напряжения, сварочный ток не изменился, поэтому проплавление шва существенно не изменилось. Сварные швы 10 и 11 показали увеличение проплавления в виде пальца, а также увеличение сварочного тока.По мере того, как длина дуги увеличивается пропорционально увеличению напряжения, удлинение электрода, расстояние от контактного наконечника до точки, где сварочная проволока плавится в дуге, соответственно уменьшается, Рис. 3.
Рисунок 3: Диаграмма удлинения электродов и длины дуги
По мере уменьшения удлинения электрода уменьшается и сопротивление сварочному току, протекающему через эту часть проволоки. По закону Ома и при постоянном напряжении сварочный ток может увеличиваться.Ток действительно был увеличен, и его было достаточно, чтобы изменить режим переноса с шарового на распыленный, о чем свидетельствует увеличение проникновения, похожего на пальцы. Этот феномен будет более подробно объяснен в следующем блоге, в котором будет рассмотрено влияние переменных расстояния контакта и рабочего расстояния (CTWD).
Рис. 4. Поперечное сечение сварного шва 7-11. Красный контур лучше отображает профиль проникновения.
Рисунок 5: Вид сварных швов сверху 7-11
Таблица 2: Данные сварочного напряжения
В следующий раз мы рассмотрим переменные расстояния между контактом и заготовкой (CTWD) и скорость перемещения и посмотрим, как они влияют на профиль сварного шва и проникновение основного материала.
С любыми вопросами об основных принципах работы GMAW обращайтесь к Нику Капустке по адресу [email protected].
Как выбрать источник сварочного тока
Сварщикам DIY следует подумать о приобретении сварочного аппарата SMAW с функцией горячего пуска, которая при запуске создает большую силу тока и помогает предотвратить прилипание электрода при зажигании дуги.
Сварку часто считают устрашающим занятием.Но выбор правильного источника сварочного тока может быть не менее сложным и сложным. Если вы новичок в сварке или хотите модернизировать свой аппарат, бывает сложно понять, что искать.
Для тех, кто плохо знаком со сваркой, имеет небольшой опыт или занимается этим неполный рабочий день, важно понимать, как вы собираетесь использовать источник питания. Какова средняя толщина свариваемого материала? Будете ли вы работать в помещении, на улице или и то, и другое? Вам понадобится источник питания, предназначенный для одного процесса сварки, или вам нужен многопроцессорный аппарат? Реалистичный взгляд на то, что вы собираетесь делать с машиной, поможет вам найти тот, который соответствует вашим потребностям, и избежать перерасхода средств на возможности, которые вам не нужны.
Большинство сварщиков можно разделить на три категории: домашние мастера (DIY), фермеры / владельцы ранчо и генеральный подрядчик. Следующие ниже рекомендации помогут вам принять решение и проанализировать сварочную технологию и области применения.
Источники энергии для сварщика «сделай сам»
Сварщики, относящиеся к категории «сделай сам», обычно выполняют небольшие ремонтные работы в своем гараже, например, газонокосилки, изделия из металла, ходунки, небольшие тракторы и ремонт автомобилей.Сварка в гараже обычно означает, что мобильность машины не играет большой роли.
Большинство домашних мастеров используют в основном дуговую сварку в среде защитного металла, также известную как сварка стержнем или порошковая сварка (FCAW), чтобы не тратить деньги на защитный газ. Однако, если вы любите приключения и хотите улучшить свои навыки или изучить другие процессы, подумайте о многопроцессорной машине, которая может выполнять FCAW, газовую дуговую сварку (GMAW), сварку штучной сваркой и газовую вольфрамовую дуговую сварку (GTAW).
Обычные сварщики, работающие своими руками, не сваривают материал толщиной более than дюйма, что означает, что достаточно не менее 100 ампер сварочной мощности и 20 ампер для мощности плазменной резки. Обычно это можно найти с машинами на 110–120 В. Если вам требуется больше энергии для иногда более толстого материала, подумайте о машине, которая может работать как от 110 до 120 В, так и от 208 до 240 В. Тщательно выбирайте машину, которая максимально использует вашу входную мощность.
Обычно это можно найти с машинами на 110–120 В. Если вам требуется больше энергии для иногда более толстого материала, подумайте о машине, которая может работать как от 110 до 120 В, так и от 208 до 240 В. Тщательно выбирайте машину, которая максимально использует вашу входную мощность.
Пятнадцать лет назад все источники питания «сделай сам» были трансформаторными машинами, потому что они были недорогими.Рынок изменился и движется к машинам на основе инверторов, потому что они намного более энергоэффективны и обычно имеют немного более высокую мощность и рабочий цикл. Выбор инверторного станка FCAW даст вам больше возможностей; более плавная дуга; и позволяют бесступенчато регулировать напряжение и подачу проволоки, что упрощает обучение и настройку.
Сварка палкой – отличный способ сварки таких материалов, как сталь, нержавеющая сталь, чугун и наплавки. Дополнительным преимуществом является то, что он не требует защитного газа, что может снизить ваши первоначальные вложения.Ищите SMAW-машину с функцией горячего старта, которая вырабатывает большую силу тока при запуске и поможет предотвратить прилипание электрода при зажигании дуги.
Рассмотрите возможность приобретения как диаметром 3⁄32, так и диаметром 1⁄8 дюйма. электроды для машины на 120 В, которые позволят сваривать листовой металл толщиной до дюйма. Иногда можно встретить 5⁄64 дюйма. электрод, который идеально подходит для сварки тонколистового металла. Электрод большого диаметра, например 5/32 дюйма, не рекомендуется для устройств на 120 В, поскольку он будет обеспечивать плохое проплавление и у вас, вероятно, не будет достаточной выходной силы тока для зажигания дуги.
Помните, что некоторые удилища, такие как E6013 и E7014, работают на малой силе тока и с ними легко бить и учиться. Электроды некоторых марок разработаны так, чтобы лучше работать на низковольтных сварочных аппаратах, поэтому попробуйте несколько разных марок, чтобы увидеть, какие из них лучше всего подходят для вашего аппарата.
Распространенное заблуждение при выборе провода для GMAW состоит в том, что провода большего диаметра, например 0,035 дюйма, лучше, но это не относится к машинам на 120 В. Большинство аппаратов подачи проволоки начального уровня рекомендуют использовать 0.030-дюйм. провод, который является лучшим выбором. Проволока небольшого диаметра будет иметь более стабильную дугу, более широкую зону наилучшего восприятия, лучшую плотность тока и лучшее проплавление, а также возможность сваривать материалы различной толщины, включая листовой металл до дюйма.
Если вам нужно сварка вдали от гаража, подумайте о выборе генератора. Большинство устройств на 120 В могут работать от высококачественного генератора непрерывного действия мощностью 4000 Вт, если он производит чистую мощность (менее 5% общего гармонического искажения).Прежде чем пытаться использовать сварочный аппарат, убедитесь, что производитель источника питания сообщает, что это подходящий для генератора сварочный аппарат.
Источники энергии для сварщика на ферме / ранчо
Требования к сварщикам на фермах и ранчо аналогичны требованиям домашних мастеров, но они сваривают чаще и на более крупном оборудовании и материалах большей толщины. Кроме того, важна портативность, поскольку ремонтную сварку часто проводят в полевых условиях.
Примерно 15–20 лет назад большинству фермеров и владельцев ранчо требовался специальный сварочный аппарат, обеспечивающий надежность и простоту использования на открытом воздухе.Однако выбор между палкой и GMAW больше не проблема, потому что производители оборудования теперь производят несколько хороших многопроцессорных машин по цене менее 1500 долларов. Эти машины могут выполнять FCAW, Stick, GMAW и GTAW, что дает вам большую универсальность и лучшую общую ценность. На новых машинах гораздо проще переключаться между процессами, чем на некоторых старых источниках питания. Если вы попадаете в категорию фермеров / владельцев ранчо, попробуйте найти машину, которая позволяет легко переключаться между ручкой и GMAW (процесс TIG не так распространен для этой отрасли).
Толщина материала, наиболее часто используемого в этой категории, находится между листовым металлом и толщиной до ½ дюйма. Это означает, что для достижения хороших результатов вам потребуется выходная мощность сварки 200 А и выходная мощность плазменной резки 40 А. Машины с несколькими или двумя напряжениями могут значительно улучшить вашу гибкость при сварке в различных местах и входят в список рекомендуемых функций.
Машины-трансформеры чаще используются фермерами и владельцами ранчо из-за факторов надежности, ремонтопригодности и знакомства.Хотя вы с большей вероятностью найдете трансформатор на ферме, инверторные машины начинают занимать их место.
Инверторные машины весят намного меньше – на 65–75%, если быть точным – чем трансформаторы, и их легче ремонтировать. Типичная трансформаторная машина на 250 А может весить до 220 фунтов, но инверторная машина с аналогичной мощностью может весить 50 фунтов.
Гарантийное время ремонта в среднем составляет от 25 до 35 минут для инверторной машины и от 45 до 60 минут для трансформаторной машины, при условии, что вся печатная плата инвертора нуждается в замене.
Наконец, у большинства фермеров и владельцев ранчо есть кислородно-ацетиленовая установка для нагрева и резки металлов или фиксации сломанных чугунных деталей. Если у вас нет кислородно-ацетиленовой установки, подумайте о добавлении устройства плазменной резки. Плазменные резаки безопасны и требуют только чистого и сухого сжатого воздуха для качественной резки. Эти машины обычно стоят около 1000 долларов и позволяют резать материал толщиной до ½ дюйма.
Источники энергии для генерального подрядчика
Есть разница между подрядчиком по сварке, который занимается сваркой весь день, каждый день, и генеральным подрядчиком, который занимается сваркой время от времени.Категория генерального подрядчика предназначена для тех, кто может выполнять сварочные работы для целей обслуживания зданий, систем отопления, вентиляции и кондиционирования, изготовления кухонь из нержавеющей стали, металлических ограждений или лестниц, или других металлических ландшафтных конструкций. Универсальность и портативность – самые важные факторы для сварщиков, попадающих в эту категорию.
Большинство генеральных подрядчиков работают с тонкими металлами, которые редко превышают ½ дюйма, что означает, что лучше всего подходит сварочный аппарат с силой тока до 200 ампер для сварки и 40 ампер для плазменной резки.Ищите машину с двойным напряжением, чтобы можно было сваривать в разных местах, и ищите инверторный аппарат, который будет легким и универсальным.
Если вы свариваете в основном сталь или нержавеющую сталь, подумайте о многопроцессорной машине с выходом постоянного тока (DC), которая позволяет использовать GMAW или стержневой сварочный аппарат. Многопроцессорная машина добавляет гибкости и позволяет переключаться между FCAW, GMAW, Stick и GTAW. Тримиксный газ часто рекомендуется для сварки нержавеющей стали с помощью GMAW, но это может быть немного дороже.Сварка нержавеющей стали палкой может быть дешевле. Обычные электроды из нержавеющей стали – E308L, E309L и E316L. При работе с нержавеющей сталью, например, в пищевой промышленности, где переходы между кромками сварных швов должны быть идеальными, попробуйте GTAW с использованием специальной машины для стержневой / GTAW с импульсным управлением.
Если вам нужно сваривать алюминий, убедитесь, что ваш многопроцессорный аппарат поддерживает катушку с пистолетом. Для прецизионной алюминиевой GTAW на тонких конструкционных рамах (например, мотоциклов и некоторых лодок), вероятно, потребуется специальный GTAW-автомат с выходом переменного тока (AC).Для алюминиевой GTAW вам понадобится возможность регулировки баланса, частоты и пульса. Возможно, вы слышали термин «контроль формы волны». Это удобная функция для очень специфических приложений, но она также добавляет сложности и затрат. Генеральному подрядчику необходима двухвольтная машина, работающая от 110 до 120 В или от 208 до 240 В.
Большинству подрядчиков требуется регулярная резка металла. Эффективность важна, поэтому рассмотрите возможность плазменной резки с возможностью чистой резки до ½ дюйма.толстый. Если вы в затруднении и работаете на дюйма, вы обычно можете разрезать 3⁄4 дюйма с помощью плазменного резака, рассчитанного на ½ дюйма.
Расходные материалы для плазменной резки могут быть дорогими, так что имейте это в виду, когда оценка различных машин. Проблема №1 с плазменными машинами – это грязный или маслянистый воздух, поэтому обязательно фильтруйте и сушите воздух и никогда не используйте компрессор с масляной ванной. Лучший вариант – найти сухой, сверхтихий компрессор со встроенным осушителем и фильтром. Обращайтесь с плазменным резаком осторожно, так как внутри есть движущиеся части, которые могут легко заклеиться или повредиться.Замена поврежденной или нефункционирующей головки плазменного резака – обычное дело, и большинство производителей не дают гарантии на резак или головку.
Перед покупкой
Одним из наиболее важных элементов, которые следует учитывать при покупке новой машины, являются гарантия и сертификация. Скорее всего, вам понадобится хорошая гарантия и техническая поддержка в течение всего срока службы вашей машины. Обязательно приобретайте машину от уважаемой компании и бренда.
Кроме того, покупка сертифицированного станка (сертифицированного CSA и ETL) гарантирует, что оно соответствует стандартам безопасности UL, применимым в США.С. и Канада (примечание: сертификация CE не является). Помните, что в США и Канаде продаются машины без этих сертификатов, а несертифицированные продукты не тестируются и не проверяются третьей стороной.
Джейсон Махью – директор по инженерно-техническому обслуживанию в Forney Industries, 2057 Vermont Drive, Fort Collins, CO 80525, 800-521-6038, [email protected].
Словарь по сварке
MTE = Miller Technology Exclusive
Выберите первую букву искомого термина: A C D E F G H I K L M O P R S T V W
А
Accu-Pulse ® (MTE) : Процесс сварки MIG, который обеспечивает точное управление дугой даже при прихватках и в узких углах.Обеспечивает оптимальный и точный контроль образования луж.
Accu-Rated ™ Power (MTE) : Стандарт для измерения мощности генератора с приводом от двигателя. Гарантии сдачи всей мощности обещаны.
Active Arc Stabilizer ™ (MTE) : Улучшает зажигание дуги и обеспечивает более мягкую дугу во всех диапазонах, с меньшей турбулентностью лужи и меньшим разбрызгиванием.
Adaptive Hot Start ™ (MTE) : Автоматически увеличивает выходную силу тока в начале сварного шва, если этого требует запуск.Помогает устранить прилипание электрода при зажигании дуги.
Advanced Active Field Control Technology ™ (MTE) : Простой и надежный запатентованный способ точного управления мощностью сварного шва генератора.
Воздушно-угольная дуговая резка (CAC-A) : Процесс резки, при котором металлы плавятся под действием тепла дуги с использованием угольного электрода. Расплавленный металл отталкивается от разреза струей нагнетаемого воздуха.
Переменный ток (AC) : Электрический ток, который меняет свое направление через равные промежутки времени, например 60 циклов переменного тока (AC) или 60 герц.
Aluminium Pulse Hot Start ™ (MTE) : Автоматически обеспечивает большую мощность дуги для Millermatic® 350P, чтобы исключить «холодный запуск», присущий алюминиевым запускам.
Сила тока : Измерение количества электричества, проходящего через заданную точку в проводнике в секунду. Ток – это еще одно название силы тока.
Arc : Физический зазор между концом электрода и основным металлом.Физический зазор вызывает нагревание из-за сопротивления току и дуговым лучам.
Arc-Drive (MTE) : Автоматически улучшает сварку палкой, особенно труб, за счет фокусировки дуги и предотвращения выхода электрода.
Auto-Crater ™ (MTE) : Позволяет дуге TIG на аппаратах серии Trailblazer® исчезнуть кратер, давая время для добавления наполнителя без потери защитного газа. Устраняет необходимость в дистанционном управлении на конце дуги.
Auto-Line ™ (MTE) : Позволяет использовать любое первичное входное напряжение в диапазоне, одно- или трехфазное, 50 или 60 Гц. Также регулирует скачки напряжения во всем диапазоне.
Auto-Link® (MTE) : Схема внутреннего источника питания инвертора, которая автоматически подключает источник питания к приложенному первичному напряжению (230 В или 460 В), без необходимости вручную связывать клеммы первичного напряжения.
Автоматический запуск на холостом ходу (MTE) : Двигатель запускается сразу же после запуска, что продлевает срок службы двигателя и снижает расход топлива и уровень шума.
Автоматическая сварка : Использует сварочное оборудование без постоянной регулировки органов управления сварщиком или оператором. Оборудование контролирует выравнивание суставов с помощью автоматического датчика.
Auto-Refire ™ (MTE) : Автоматически контролирует вспомогательную дугу при резке металлической сетки или нескольких металлических частей без повторного запуска вручную.
Auto Remote Sense ™ (MTE) : Автоматически переключает машину с панели на дистанционное управление при подключенном дистанционном управлении.Доступно для Dimension ™ NT 450, XMT® 350, Trailblazer® Series и PRO 300. Устраняет путаницу и необходимость в переключателе панели / дистанционного управления.
Auto-Stop ™ (MTE) : Позволяет останавливать дугу TIG без потери защитного газа на серии Trailblazer®.
Axcess ™ File Management (MTE) : Программное обеспечение, которое превращает стандартный КПК Palm в карту данных и удаленный брелок для всех систем Axcess. Позволяет отправлять по электронной почте, хранить и передавать программы сварки.
К
Сварочный аппарат с постоянным током (CC) : Эти сварочные аппараты имеют ограниченный максимальный ток короткого замыкания. У них отрицательная кривая вольт-амперной характеристики, и их часто называют «падающими».
Устройство подачи проволоки с постоянной скоростью: Устройство подачи работает от 240 или 120 В переменного тока от источника сварочного тока.
Сварочный аппарат с постоянным напряжением (CV) и постоянным потенциалом (CP): Этот тип выхода сварочного аппарата поддерживает относительно стабильное постоянное напряжение независимо от выходной силы тока.Это приводит к относительно ровной кривой вольт-амперной характеристики.
Cool-On-Demand ™ (MTE) : Встроенный охладитель работает только при необходимости на Syncrowave® 250 DX и 350 LX.
Ток: Другое название силы тока. Количество электричества, проходящего через точку в проводнике каждую секунду.
Д
Дефект: Один или несколько дефектов сплошности, вызывающих сбой при испытании сварного шва.
Dig: Также называется Arc Control.Предоставляет источнику питания переменную дополнительную силу тока в условиях низкого напряжения (короткая длина дуги) во время сварки. Помогает избежать «залипания» стержневых электродов при короткой длине дуги.
Постоянный ток (DC): Протекает в одном направлении и не меняет его направление на противоположное, как переменный ток.
Отрицательный электрод постоянного тока (DCEN): Направление тока, протекающего через сварочную цепь, когда вывод электрода подключен к отрицательной клемме, а рабочий провод подсоединен к положительной клемме сварочного аппарата постоянного тока.Также называется постоянным током прямой полярности (DCSP).
Положительный электрод постоянного тока (DCEP): Направление тока, протекающего через сварочную цепь, когда вывод электрода подсоединен к положительной клемме, а рабочий провод подсоединен к отрицательной клемме сварочного аппарата постоянного тока. Также называется постоянным током обратной полярности (DCRP).
Dual Power Option ™ (MTE) : Дает возможность приводу двигателя PipePro® 304 использовать входную одно- или трехфазную электрическую мощность 230 В, что исключает износ двигателя, шум и выбросы, а также затраты на топливо. .
Рабочий цикл: Количество минут из 10-минутного периода времени, в течение которого аппарат дуговой сварки может работать с максимальной номинальной мощностью. Примером может служить 60-процентный рабочий цикл при 300 ампер. Это означает, что при 300 А сварочный аппарат можно использовать в течение шести минут, а затем дать ему остыть при работающем двигателе вентилятора в течение четырех минут.
E
Engine Save Start ™ (MTE): Двигатель работает на холостом ходу через три – четыре секунды после запуска на Trailblazer® 275 DC и 302.Увеличивает срок службы двигателя и снижает расход топлива.
Факс
Fan-On-Demand ™ (MTE) : Внутренняя система охлаждения источника питания, которая работает только при необходимости, сохраняя внутренние компоненты в чистоте.
Контактный наконечник FasTip ™ (MTE) : Запатентованный однооборотный наконечник для быстрой замены – никаких инструментов!
Стационарная автоматизация: Автоматическая сварочная система с электронным управлением для простых, прямых или круглых швов.
Гибкая автоматизация: Автоматизированная роботизированная сварочная система для сложных форм и применений, где сварочные пути требуют изменения угла наклона горелки.
Дуговая сварка порошковой проволокой (FCAW): Процесс дуговой сварки, при котором плавятся и соединяются металлы путем нагрева их дугой между непрерывной плавящейся электродной проволокой и изделием. Экранирование обеспечивается флюсом, содержащимся в сердечнике электрода. Дополнительная защита может быть обеспечена или не обеспечена от поступающего извне газа или газовой смеси.
г
Газовая дуговая сварка металла (GMAW): См. Сварка MIG.
Газовая дуговая сварка вольфрамом (GTAW): См. Сварка TIG.
Заземление: Безопасное соединение рамы сварочного аппарата с землей. См. Раздел «Подключение детали», чтобы узнать о разнице между рабочим соединением и заземлением.
Провод заземления: При подключении сварочного аппарата к объекту см. Предпочтительный термин «Вывод заготовки».
Gun-On-Demand ™ (MTE) : Позволяет использовать либо стандартный пистолет, либо пистолет Spoolmatic® на Millermatic® 210, 251 и 350 без переключения переключателя. Автомат определяет, какой пистолет вы используете, когда вы нажимаете на спусковой крючок.
H
Гц: Гц часто называют «циклами в секунду». В Соединенных Штатах частота или изменение направления переменного тока обычно составляет 60 герц.
Высокая частота: Охватывает весь частотный спектр выше 50 000 Гц.Используется при сварке TIG для зажигания и стабилизации дуги.
Hot Start ™ (MTE) : Используется на некоторых станках с ручным приводом (SMAW), чтобы облегчить запуск электродов, которые трудно запускать. Используется только для зажигания дуги.
Я
Инвертор: Источник питания, который увеличивает частоту поступающей первичной энергии, тем самым обеспечивая меньший размер машины и улучшенные электрические характеристики для сварки, такие как более быстрое время отклика и больший контроль при импульсной сварке.
К
кВА (киловольт-ампер): киловольт-ампер. Сумма вольт, умноженная на ампер, деленная на 1000, потребляемая источником сварочного тока от первичной мощности, предоставляемой коммунальной компанией.
кВт (киловатт): Первичная кВт – это фактическая мощность, используемая источником питания при достижении номинальной выходной мощности. Вторичный кВт – это фактическая выходная мощность источника сварочного тока. Киловатты находятся путем деления вольт на ампер на 1000 и учета любого коэффициента мощности.
л
Lift-Arc ™ (MTE) : Эта функция позволяет зажигать дугу TIG без высокой частоты. Зажигает дугу при любой силе тока, не загрязняя сварной шов вольфрамом.
Low OCV Stick ™ (MTE) : Уменьшает OCV на некоторых моделях Maxstar® и Dynasty®, когда источник питания не используется, устраняя необходимость в дополнительных редукторах напряжения.
LVC ™ (компенсация линейного напряжения) (MTE): Сохраняет выходную мощность источника питания постоянной, несмотря на незначительные колебания входной мощности.
м
Микропроцессор: Одна или несколько интегральных схем, которые можно запрограммировать с помощью сохраненных инструкций для выполнения множества функций.
Сварка MIG (GMAW или газовая дуговая сварка металла): Также называется сваркой сплошной проволокой. Процесс дуговой сварки, при котором металлы соединяются путем их нагрева дугой. Дуга возникает между непрерывно подаваемым присадочным (расходуемым) электродом и заготовкой. Подача газа или газовых смесей из внешнего источника обеспечивает защиту.
Существует четыре основных режима переноса металла:
Переход короткого замыкания: Получил свое название от сварочной проволоки, фактически «замыкающей» (касаясь) основного металла много раз в секунду. Образуются брызги, но перенос можно использовать во всех положениях сварки и на металле любой толщины.
Globular Transfer: Названо в честь «шариков» сварочного металла, перемещающихся по дуге под действием силы тяжести. Капли на дуге обычно больше диаметра электрода.Это не дает очень гладкого внешнего вида сварного шва, и могут возникать брызги. Обычно ограничивается плоскими и горизонтальными положениями сварки и не используется для тонких металлов.
Распылительный перенос: Назван в честь «распыления» крошечных капель расплава поперек дуги, обычно меньше диаметра проволоки. Использует относительно высокие значения напряжения и силы тока, и дуга всегда остается включенной после того, как дуга возникла. Очень мало брызг, если они вообще есть. Обычно используется для сварки толстых металлов в плоских или горизонтальных положениях сварки.
Импульсный перенос распылением: Для этого варианта распыления сварочный аппарат «пульсирует» выходной сигнал между высокими пиковыми токами и низкими фоновыми токами. Сварочная ванна немного остывает во время фонового цикла, что немного отличается от режима распылительного переноса. Это позволяет выполнять сварку во всех положениях как на тонких, так и на толстых металлах.
Дополнительную информацию о сварке MIG см. В разделе «Технические советы MIG».
MVP ™ (Multi-Voltage Plug) (MTE) : Позволяет подключать Millermatic® DVI ™ или Passport ™ к розеткам на 115 или 230 В без инструментов – просто выберите вилку, которая подходит к розетке.
О
Напряжение холостого хода (OCV): Как следует из названия, в цепи нет тока, потому что цепь разомкнута. Однако на цепь подается напряжение, так что, когда цепь замыкается, ток сразу же течет.
п.
Совместимость с ОС Palm ™: Заменяет необходимость в картах данных и подвесках дистанционного управления на моделях Axcess.
Плазменная дуговая резка: Процесс дуговой резки, при котором металл разрезается за счет использования суженной дуги для расплавления небольшой области детали.Этот процесс может разрезать все металлы, проводящие электричество. Дополнительные сведения о плазменной резке см. В разделе «Советы по плазменной резке».
фунтов на квадратный дюйм (psi): Измерение, равное массе или весу, приложенному к одному квадратному дюйму площади поверхности.
Энергоэффективность: Насколько хорошо электрическая машина использует поступающую электроэнергию.
Коррекция коэффициента мощности: Обычно используется в однофазных источниках питания постоянного тока для снижения величины первичного тока, требуемого энергокомпанией во время сварки.
Первичная мощность: Часто называется входным линейным напряжением и силой тока, доступными сварочному аппарату от основной линии электропередачи в цехе. Первичная входная мощность, часто выражаемая в ваттах или киловаттах (кВт), – это переменный ток, который может быть однофазным или трехфазным.
Pulsed MIG (MIG-P): Модифицированный процесс переноса распылением, при котором не образуются брызги, поскольку проволока не касается сварочной ванны. Области применения, наиболее подходящие для импульсной сварки MIG, – это те области, которые в настоящее время используют метод передачи короткого замыкания для сварки стали калибра 14 (1.8 мм) и выше.
Pulsed TIG (TIG-P): Модифицированный процесс TIG, подходящий для сварки более тонких материалов.
Импульсный: Последовательность и управление величиной тока, частотой и продолжительностью сварочной дуги.
R
Номинальная нагрузка: Сила тока и напряжение, на которые рассчитан источник питания в течение определенного периода рабочего цикла. Например, 300 ампер, 32 вольта нагрузки, при рабочем цикле 60 процентов.
Регулируемое напыление металла (RMD®) (MTE) : Точно управляемая технология передачи короткого замыкания, доступная в качестве опции для моделей Axcess®. Для уменьшения разбрызгивания, снижения тепловложения до 20 процентов или заполнения зазоров.
Контактная точечная сварка (RSW): Процесс, в котором два металлических куска соединяются путем пропускания тока между электродами, расположенными на противоположных сторонах свариваемых деталей. В этом процессе нет дуги. Для получения дополнительной информации о контактной точечной сварке см. Технические советы по контактной точечной сварке.
RMS (среднеквадратическое значение): «Действующие» значения измеренного переменного напряжения или силы тока. Среднеквадратичное значение равно 0,707 максимального или пикового значения.
S
Сварочный полуавтомат: Оборудование контролирует только подачу электродной проволоки. Движение сварочной горелки контролируется вручную.
SharpArc® (MTE) : Оптимизирует размер и форму дугового конуса, ширину и внешний вид валика, а также текучесть лужи. Доступно для Millermatic® 350 / 350P.
Дуговая сварка экранированного металла: См. Сварка палкой.
Защитный газ: Защитный газ, используемый для предотвращения атмосферного загрязнения сварочной ванны.
Однофазная цепь: Электрическая цепь, производящая только один переменный цикл в течение 360 градусов.
Умный топливный бак (MTE) : Конструкция бака сводит к минимуму вероятность обратного потока топлива.
Брызги: Частицы металла, вылетающие из сварочной дуги.Эти частицы не становятся частью готового сварного шва.
Точечная сварка: Обычно выполняется на материалах, имеющих конструкцию соединения внахлест. Может относиться к точечной сварке сопротивлением, MIG или TIG. Точечная сварка сопротивлением выполняется электродами с обеих сторон стыка, а точечная сварка сваркой в условиях сварки и MIG выполняется только с одной стороны.
Squarewave ™: Выход переменного тока источника питания, который может быстро переключаться между положительной и отрицательной полупериодами переменного тока.
Ручная сварка (SMAW или дуговая сварка защищенного металла): Процесс дуговой сварки, при котором плавятся и соединяются металлы путем их нагрева дугой между покрытым металлическим электродом и изделием. Защитный газ получают из внешнего покрытия электрода, часто называемого флюсом. Присадочный металл в основном получают из сердечника электрода. Для получения дополнительной информации о сварке штангой см. Технические советы по Stick.
Дуговая сварка под флюсом (SAW): Процесс, при котором металлы соединяются дугой или дугами между неизолированным металлическим электродом или электродами и изделием.Экранирование обеспечивается гранулированным легкоплавким материалом, который обычно подается на работу из бункера для флюса.
Sun Vision ™ (MTE): Позволяет легко считывать показания цифровых счетчиков при прямом солнечном свете или в тени на Trailblazer® 275 DC и 302.
SureStart ™ (MTE): Обеспечивает постоянное зажигание дуги Axcess® за счет точного управления уровнями мощности для определенных комбинаций проволоки и газа.
Syncro Start ™ (MTE) : Позволяет выбрать индивидуальный запуск дуги на Syncrowave® 200, 250 DX и 350 LX
т
Трехфазная цепь: Электрическая цепь, дающая три цикла в пределах временного интервала 360 градусов, при этом циклы разнесены на 120 электрических градусов.
Сварка TIG (GTAW или газовая вольфрамовая дуга): Этот процесс, часто называемый сваркой TIG (вольфрамовый инертный газ), соединяет металлы путем их нагрева вольфрамовым электродом, который не должен становиться частью завершенного сварного шва. Иногда используется присадочный металл, а для защиты используются инертный газ аргон или смеси инертных газов. Для получения дополнительной информации о сварке TIG см. Технические советы по TIG.
Tip Saver Short Circuit Protection ™ (MTE) : Отключает выход, когда контактный наконечник MIG замыкается на рабочий элемент на Millermatic® 135 и 175.Увеличивает срок службы контактного наконечника и защищает машину.
Сброс спускового крючка: Обеспечивает быстрый сброс на пистолете, а не на станке.
Горелка: Устройство, используемое в процессе TIG (GTAW) для управления положением электрода, передачи тока на дугу и направления потока защитного газа.
Torch Detection ™ (MTE) : Syncrowave® 250 DX и 350 LX определяют, имеет ли горелка TIG водяное или воздушное охлаждение.
Touch Start: Процедура зажигания дуги при низком напряжении и малой силе тока для сварки TIG (GTAW).Вольфрам касается заготовки; когда вольфрам поднимается из заготовки, возникает дуга.
Технология Tri-Cor ™ (MTE) : Конструкция стабилизатора Bobcat ™ 250, которая обеспечивает более гладкие сварные швы и снижает разбрызгивание с электродами E7018 без снижения производительности с электродами E6010.
Вольфрам: Редкий металлический элемент с чрезвычайно высокой температурой плавления (3410 ° Цельсия). Используется при производстве электродов TIG.
В
Напряжение: Давление или сила, толкающая электроны через проводник.Напряжение не течет, но вызывает ток или силу тока. Напряжение иногда называют электродвижущей силой (ЭДС) или разностью потенциалов.
Устройство подачи проволоки с датчиком напряжения: Устройство подачи проволоки работает от напряжения дуги, генерируемого источником сварочного тока.
Кривая вольт-ампер: График, показывающий выходные характеристики источника сварочного тока. Показывает возможности напряжения и силы тока конкретной машины.
Вт
Управление файлами WaveWriter ™ (MTE) : Включает все функции управления файлами Axcess ™, а также простую графическую программу формирования сигналов для наиболее требовательных приложений импульсной сварки MIG.
Сварка на холостом ходу (MTE) : Позволяет PipePro ™ 304 автоматически сваривать при более тихой и низкой скорости вращения при меньшем расходе топлива. Когда требуется большая мощность, станок переходит на высокую скорость без изменения дуги.
Металл сварного шва: Электрод и основной металл, расплавленный во время сварки. Это формирует сварной валик.
Перенос сварного шва: Метод, с помощью которого металл переносится с проволоки в расплавленную лужу.
Wet-Stacking: Несгоревшее топливо и моторное масло собираются в выхлопной трубе дизельного двигателя, причем выхлопная труба покрыта черным липким маслянистым веществом.Это состояние вызвано тем, что двигатель работает со слишком малой нагрузкой в течение продолжительных периодов времени. При раннем обнаружении это не вызывает непоправимого ущерба и может быть уменьшено, если приложить дополнительную нагрузку. В случае игнорирования возможно необратимое повреждение стенок цилиндров и поршневых колец. Благодаря более строгим нормам выбросов и более качественному топливу двигатели в последние годы менее подвержены складированию в мокром состоянии.
Wind Tunnel Technology ™ (MTE) : Внутренний воздушный поток на многих инверторах Miller, который защищает электрические компоненты и печатные платы от загрязнения, значительно повышая надежность.
Скорость подачи проволоки: Выражается в дюймах / мин или мм / с и относится к скорости и количеству присадочного металла, подаваемого в сварной шов. Как правило, чем выше скорость подачи проволоки, тем выше сила тока.