Чем отличается ra от rz – Ra, Rz, параметры, обозначение, виды
alexxlab | 20.08.2019 | 0 | Разное
Шероховатость поверхности. Основные понятия
Шероховатостью поверхности называется совокупность микронеровностей, образующих рельеф поверхности и рассматриваемых в пределах участка, длина которого равна базовой длине.
Параметры шероховатости
В большинстве случаев шероховатость поверхности определяется одним из параметров Ra или Rz.
Высота неровностей профиля по десяти точкам Rz – является суммой средних абсолютных значений высот точек пяти наибольших выступов профиля и глубин пяти наибольших впадин в пределах базовой длины, измеренных от произвольной линии АВ
Среднее арифметическое отклонение профиля Ra – это среднее арифметическое абсолютных значений отклонений профиля yi от
средней линии m в пределах базовой длины
Рисунок 1. 
Механизм возникновения шероховатости
Все причины возникновения шероховатости можно разбить на 3 группы:
- Расположение режущих кромок инструмента, относительно обрабатываемой поверхности;
- Упругая и пластическая деформация обрабатываемого металла;
- Вибрации в технологической станочной системе.
Рисунок 2.
Образование неровностей на обработанной поверхности можно представить как след от движения режущих кромок инструмента. Назовём такой профиль регулярным (рис.2).
На образование регулярного профиля влияет геометрия резца, в частности – углы в плане, а так же величина подачи S. Их
влияние описывается формулой
В реальном процессе резания впереди резца и под обработанной поверхностью образуется зона пластической деформации, которая вносит некоторую погрешность в регулярный профиль. Пластически деформированный металл в отдельных местах как бы наволакивается на микронеровности, а в где-то вырываются отдельные куски металла. Потому реальное значение Rz может быть записано как:
где – приращение высоты микронеровностей, вызванное пластической деформацией металла. Следовательно, чем меньше пластическая деформация, тем меньше высота микронеровностей. Величина пластической деформации зависит, в большей степени, от твёрдости обрабатываемого материала и, в меньшей — от глубины резания — t.
Методы и средства оценки шероховатости поверхности
Шероховатость поверхности оценивают двумя основными методами:
качественным и количественным.
Качественный метод оценки основан на визуальном сопоставлении обработанной поверхности с эталоном невооруженным глазом или под микроскопом, а также по ощущениям при ощупывании рукой (пальцем, ладонью, ногтем). Визуальным способом можно достаточно точно определять шероховатость поверхности, за исключением весьма тонко обработанных поверхностей. Эталоны, применяемые для оценки шероховатости поверхности визуальным способом, должны быть изготовлены из тех же материалов, с такой же формой поверхности и тем же методом, что и деталь. Качественную оценку весьма тонко обработанных поверхностей следует производить с помощью микроскопа или лупы с пятикратным и большим увеличением.
Количественный метод оценки заключается в измерении микронеровностей поверхности с помощью приборов: профилографов и профилометров.
Профилографы
Профилографы – это приборы, позволяющие получатть изображение микронеровностей профиля в увеличенном масшттабе на каком-либо носителе (фотоплёнке, фотобумаге).
Профилометры – минуя этап получения изображения, производят необходимые измерения профиля микронеровностей.
Рисунок 3.
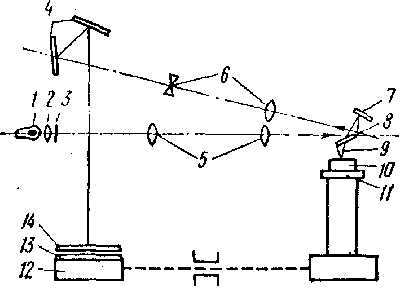
Схема профилографа Б. М. Левина приведена на рис. 3. Луч света от лампы 1, проходя через линзу 2, щель 3 и оптическую
систему 5, падает на зеркала 8 и 7. Зеркало 8 связано с ощупывающей иглой 9. Луч света, отраженный от зеркала 7 и затем от зеркала 8, проходит оптическую систему 6 и, попадая на зеркала 4 и далее на цилиндрическую линзу 14, проецирует изображение щели 3 на
светочувствительную пленку 13,расположенную на барабане 12. Изображение щели проецируется в виде световой точки. Деталь 10, на
поверхности которой измеряют шероховатость, располагается на верхнем диске предметного стола 11. При вращении синхронного двигателя
стол вместе с деталью движется поступательно относительно иглы 9, а барабан 12 вращается. Таким образом, на светочувствительной
фотоплёнке получается изображение пути светового луча, повторяющего профиль обработанной поверхности испытуемой детали.
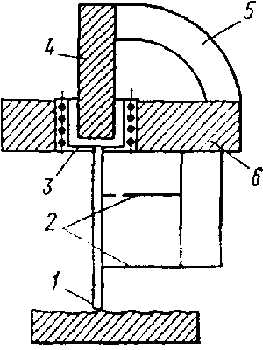
Принцип действия профилометра конструкции В. М. Киселева заключается в возбуждении колебаний напряжения в результате движений ощупывающей иглы. На рис. 4 приведена схема этого профилометра (модель КВ-7). Игла 1 с алмазным наконечником, радиус закругления которого 12 мкм, подвешена на пружинах 2. Нижний конец ее ощупывает неровности поверхности детали, а верхний связан с индукционной катушкой 3, которая перемещается в магнитном поле полюсов 4 и 6 магнита 5. Возбуждаемый этим перемещением ток подают на усилитель и затем на гальванометр. Перемещение иглы по поверхности осуществляют с помощью электропривода со скоростью 10…20 мм/с. Давление иглы на поверхность проверяемой детали составляет 5…25 кПа. При подключении к профилометру осциллографа можно получить профилограмму исследуемой поверхности.
Рисунок 5. 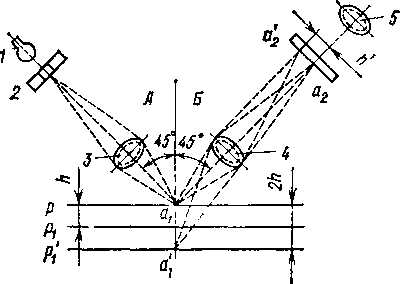
Для измерения шероховатости предназначен также двойной микроскоп В. П. Линника (рис. 5). Прибор состоит из двух частей: микроскопа А для освещения исследуемой поверхности, микроскопа Б для наблюдения и измерения профиля поверхности. Оси обеих частей микроскопа, наклоненные под углом 45° к исследуемой поверхности, пересекаются между собой в предметной точке объективов.
В плоскости изображения объектива 3 микроскопа А перпендикулярно плоскости оси микроскопа расположена щель 2, освещаемая источником света 1. Объектив 3 дает уменьшенное изображение а щели 2 на проверяемой плоскости Р в виде узкой светящейся линии. При отсутствии на участке поверхности Р микронеровностей объектив 4 микроскопа Б в плоскости сетки окуляра 5 даст изображение а 2 той же узкой светящейся линии, а также изображение близлежащего участка исследуемой поверхности.
При том же расположении микроскопов А и Б при наличии микронеровностей h часть пучка света, отраженная от участка поверхности P 1 при наблюдении будет казаться выходящей из точки a 1 или из точки а 1 поверхности Р 1, расположенной на расстоянии 2h ниже поверхности Р. Тогда изображение точки из на сетке окуляра 5 будет на расстоянии h от оси микроскопа Б, равном h = 2xh sin 45°, где х — увеличение объектива 4.
Для измерений высоты неровностей в микроскопе Б установлен окулярный микрометр. Двойной микроскоп В. П. Линника позволяет также фотографировать исследуемую поверхность с высотой неровностей 0,9…60 мкм.
osntm.ru
| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding MITSUBISHI | Каталог MITSUBISHI 2014 Металлорежущий инструмент (Всего 1352 стр.) | ||||||||
1314 Каталог MITSUBISHI 2014 Металлорежущий инструмент токарный и вращающийся Стр.N032 | ||||||||
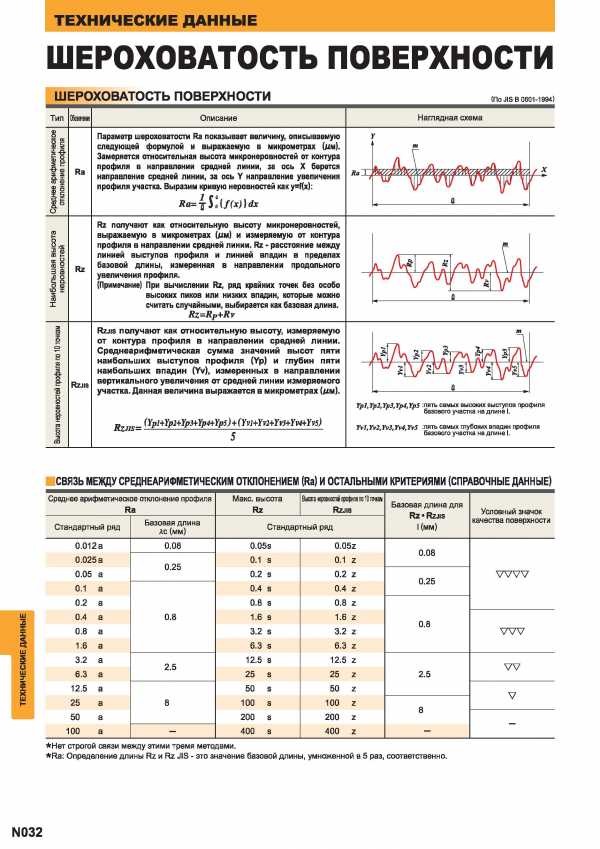 ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ (По JIS В 0601-1994) Основные положения Связь между среднеарифметическим отклонением (Ra) и остальными показателями Спр ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ (По JIS В 0601-1994) Основные положения Связь между среднеарифметическим отклонением (Ra) и остальными показателями Справочная таблицаТип Обозначение Описание Наглядная схема 5 1-0-s а S с -0- 05 2 5 О Ra Параметр шероховатости Ra показывает величину описываемую следующей формулой и выражаемую в микрометрах Gum). Замеряется относительная высота микронеровностей от контура профиля в направлении средней линии за ось X берется направление средней линии за ось Y направление увеличения профиля участка. Выразим кривую неровностей KaKyf(x) Raj o f(x) dx 5 – 0 0 х s 1 Rz Rz получают как относительную высоту микронеровностей выражаемую в микрометрах (дм) и измеряемую от контура профиля в направлении средней линии. Rz – расстояние между линией выступов профиля и линией впадин в пределах базовой длины измеренная в направлении продольного увеличения профиля. (Примечание) При вычислении Rz ряд крайних точек без особо высоких пиков или низких впадин которые можно считать случайными выбирается как базовая длина. Rz-Rp+Rv Rzjis Rzjis получают как относительную высоту измеряемую от контура профиля в направлении средней линии. Среднеарифметическая сумма значений высот пяти наибольших выступов профиля (Yp) и глубин пяти наибольших впадин (Yv) измеренных в направлении вертикального увеличения от средней линии измеряемого участка. Данная величина выражается в микрометрах (мм). RzJIS (Ypl+Yp2+Yp3+Yp4+Yps)+(Yvl+Yv2+Yv3+Yv4+Yvs) 5 YplYp2Yp3Yp4Yp5 пять самых высоких выступов профиля базового участка на длине I. YvlYv2Yv3Yv4Yv5 пять самых глубоких впадин профиля базового участка на длине I. СВЯЗЬ МЕЖДУ СРЕДНЕАРИФМЕТИЧЕСКИМ ОТКЛОНЕНИЕМ (Ra) И ОСТАЛЬНЫМИ КРИТЕРИЯМИ (СПРАВОЧНЫЕ ДАННЫЕ) Среднее арифметическое отклонение профиля Ra Макс. высота Rz Высота неровностей профи по 10 там Rzjis Базовая длина для Rz Rzjis (мм) Условный значок Стандартный ряд Базовая длина яс (мм) Стандартный ряд качества поверхности 0.012а 0.08 0.05s 0.05z 0.08 0.025 а 0.25 0.1 s 0.1 z 0.05 а 0.2 s 0.2 z 0.25 vvvv 0.1 а 0.4 s 0.4 z 0.2 а 0.8 s 0.8 z 0.4 а 0.8 а 0.8 1.6 S 3.2 s 1.6 Z 3.2 z 0.8 vvv 1.6 а 6.3 s 6.3 z 3.2 а 6.3 а 2.5 12.5 s 25 s 12.5 z 25 z 2.5 vv 12.5 а 50 s 50 z V 25 а 8 100 s 100 z 8 50 а 200 s 200 z 100 а – 400 s 400 z – Нет строгой связи между этими тремя методами. Ra Определение длины Rz и Rz JIS – это значение базовой длины умноженной в 5 раз соответственно. N032 ТЕХНИЧЕСКИЕ ДАННЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ | ||||||||
См.также / See also : | ||||||||
| Шероховатость поверхности | ||||||||
| Справочная информация по металлообработке на станках Точение Фрезерование Сверление | ||||||||
| Каталог MITSUBISHI 2014 Металлорежущий инструмент (Всего 1352 стр.) | ||||||||
| 1311 Сводная справочная таблица зарубежных аналогов марок сталей Часть 2 Углеродистая сталь Италия Испания Швеция Япония США Китай Германия Великобрит | 1312 Сводная справочная таблица зарубежных аналогов марок сталей Часть 3 НЕРЖАВЕЮЩАЯ ФЕРРИТНАЯ МАРТЕНСИТНая Аустенитная СТАЛИ Германия Великобритания | 1313 Сводная справочная таблица зарубежных аналогов марок сталей Часть 3 Чугун ЖАРОПРОЧНЫЕ СТАЛИ Германия Великобритания Франция Италия Испания Швеция | 1315 Справочная таблица соответствия различных стандартов твердости по Бринелю НВ Шарик 10 мм по Викерсу HV по Роквеллу Предел прочности Порог твёрдос | 1316 Справочная таблица значений предельных отклонений размеров в системе отверстия Интервал номинальных размеров (мм) Квалитет и основное отклонение | 1317 Справочная таблица значений предельных отклонений размеров в системе отверстия Интервал номинальных размеров (мм) Квалитет и основное отклонение | |||
| | ||||||||
| MITSUBISHI | ||||||||
| | ||||||||
Каталог MITSUBISHI 2018 Инструмент режущий (англ.яз / ENG) (2040 страниц) | Каталог MITSUBISHI 2017 Новинки металлорежущего инструмента 17.1 (250 страниц) | Каталог MITSUBISHI 2016 Вращающийся и токарный режущий инструмент (1412 страниц) | Каталог MITSUBISHI 2016 Металлорежущий инструмент для мехобработки (англ.яз / ENG) (1636 страниц) | Каталог MITSUBISHI 2015 Токарный и вращающийся инструмент (англ.яз / ENG) (1672 страницы) | Каталог MITSUBISHI 2015 Новый режущий инструмент 15.2 (308 страниц) | |||
Каталог MITSUBISHI 2015 Сверла для обработки отверстий в металле (англ.яз / ENG) (226 страниц) | Каталог MITSUBISHI 2014 Металлорежущий инструмент (1352 страницы) | Каталог MITSUBISHI 2014 Новый металлорежущий инструмент 14.2 (164 страницы) | Каталог MITSUBISHI 2013 Металлорежущий инструмент (1232 страницы) | Каталог MITSUBISHI 2010 Режущий инструмент и системы (1348 страницы) | Каталог MITSUBISHI 2007 Металлорежущий инструмент и системы (1085 страниц) | |||
Каталог MITSUBISHI 2007 Новинки режущего инструмента 07.2 (англ.яз / ENG) (220 страниц) | ||||||||
| | ||||||||
| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding | ||||||||
— — | ||||||||
lab2u.ru
виды, параметры Ra Rz, а также методы определения
О чем эта статья
Поверхность детали, обработанной даже самым тщательным образом, не может быть идеально ровной: от номинальной – заданной чертежом – она будет отличаться в любом случае. Различают два вида возможных отклонений: макро- и микрогеометрические, и если первые характеризуют волнистость детали и степень её несоответствия форме, то вторые определяют не что иное, как шероховатость поверхности.
Понятию «шероховатость» можно дать следующее определение: она представляет собой совокупность микронеровностей на поверхности детали или изделия. Ещё одно немаловажное уточнение – шаг неровности относительно базовой длины очень и очень мал.
Виды и параметры шероховатости
Выделяют несколько видов шероховатости.
- Исходная шероховатость – следствие технологической обработки изделия абразивными материалами.
- Эксплуатационная шероховатость – шероховатость, которую приобрела поверхность вследствие изнашивания и трения.
- Равновесная шероховатость – эксплуатационная шероховатость, которая воспроизводится при стационарных условиях трения.
Согласно ГОСТ 2789-73 «Шероховатость поверхности. Параметры, характеристики и обозначения» номенклатура параметров шероховатости выглядит следующим образом.
- Ra – среднее арифметическое значение отклонения профиля.
- Rz – высота неровностей профиля, снятая в 10 точках.
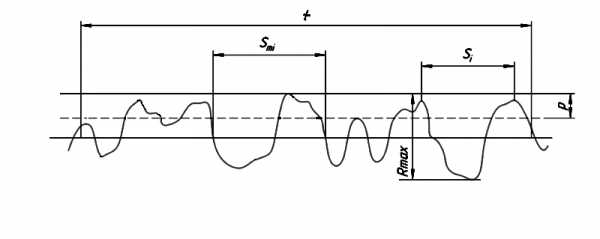
- S – средний шаг местных выступов профиля;
- Sm – среднее арифметическое значение шага неровности;
- Rmax – максимальная высота профиля;
- tp – относительная длина профиля (опорная), р – уровень сечения профиля.
Предпочтительным при задании шероховатости является параметр Ra.
Шероховатость во многом определяет эксплуатационные характеристики деталей и узлов, поэтому её точное измерение является одной из важных задач метрологии. Оценка может проводиться поэлементно (сравнение отдельных параметров) либо комплексно – путём сравнения исследуемой поверхности с эталоном.
В современных технологических исследованиях предпочтительным является первый способ. Методы, которые он включает, рассмотрены ниже.
Щуповой метод
Щуповой метод измерения шероховатости поверхности относится к контактным и реализуется с помощью профилометра. Прибор представляет собой датчик, оснащённый тонкой остро заточенной алмазной иглой с ощупывающей головкой.
Игла перемещается по нормали к исследуемой поверхности. Естественно, в местах микронеровностей (впадин и выступов) возникают механические колебания относительно головки. Эти колебания передаются на датчик, который преобразует механическую энергию в электрическую. Сигнал, генерируемый преобразователем, усиливается и измеряется: его параметры точно характеризуют неровности поверхности детали или изделия.
В зависимости от типа преобразователя полезных сигналов профилометры подразделяются на индуктивные, электронные, индукционные и пьезоэлектрические, причём наибольшее распространение получили устройства первого вида. Кроме этого, существует ещё одна разновидность приборов – профилографы, позволяющие не только измерить но и записать параметры профиля в заранее подобранном горизонтальном и вертикальном масштабах.
Исследование неровности проводится в несколько этапов: профиль «ощупывается» определённое количество раз, и лишь на основе серии измерений вычисляется окончательное – усредненное – значение параметра: количественная характеристика неровности относительно длины участка.
Оптические методы
Группа оптических – бесконтактных – способов измерения шероховатости поверхности достаточно обширна. Самыми распространёнными входящими в неё методами являются следующие:
- светового и теневого свечения;
- микроинтерференционный;
- растровый.
Рассмотрим каждый метод детальнее.
Растровый метод
Суть данного метода достаточно проста: на исследуемую поверхность накладывается изготовленная из стекла пластинка, на которую нанесена растровая сетка (система равноудалённых параллельных линий) с достаточно малым шагом.
При наклонном падении световых лучей в местах микронеровностей штрихи отраженной сетки накладываются на штрихи реальной – возникают муаровые полосы, свидетельствующие о наличии впадин и выступов на изучаемой поверхности. Точное измерение параметров неровности осуществляется по изложенной в ГОСТ методике с помощью растрового микроскопа.
Стоит отметить, что данный метод используется при исследовании лишь тех поверхностей, следы обработки на которых имеют преимущественное направление.
Методы светового и теневого свечения
Метод светового свечения при измерении параметров неровности применяется наиболее часто и заключается в следующем. Исходящий от источника света световой поток преобразуется в тонкий пучок, проходя через узкую щель. Далее он с помощью объектива под определённым углом направляется на исследуемую поверхность. Отраженный луч снова проходит через объектив и формирует изображение щели в окуляре. Абсолютно ровная поверхность соответствует идеально прямой светящейся линии, шероховатая поверхность – искривлённой.
Теневой метод является «продолжением» светового: на небольшом расстоянии от изучаемой поверхности устанавливается линейка, ребро которой скошено. Пучок света проходит тот же путь, однако, словно ножом срезается ребром. На контролируемой поверхности появляется тень, верхняя часть которой точно повторяет изучаемый профиль. Рассматривая это изображение в микроскоп, делают выводы о характере и параметрах шероховатости.
Микроинтерференционный метод
Для реализации микроинтерференционного метода используют измерительный прибор, в состав которого входит интерферометр и измерительный микроскоп. С помощью первого устройства формируется интерференционная картина исследуемой поверхности с искривлениями полос в местах неровностей. Увеличивающий в разы полученную картину микроскоп позволяет измерить параметры шероховатости.
Метод слепков
Описанный ниже метод используют для оценки шероховатостей труднодоступных поверхностей и поверхностей, имеющих сложную конфигурацию.
Метод слепков заключается в снятии негативных копий (материалом для их изготовления, как правило, служит парафин, гипс или воск) поверхности и их дальнейшем исследовании оптическими или щуповым методами. Иными словами, метод слепков не является самостоятельным методом и используется лишь в сочетании с вышеописанными способами измерения шероховатости поверхности.
Опубликована 25-01-13.
Если вам понравилась статья нажмите на одну из кнопок ниже
www.devicesearch.ru.com
Коллеги может кто помнит, шероховатости…… ?
q123q 07-02-2009 10:31Суть такая Rz и Ra
Rz 800, это сколько в Ra будет?
Насколько помню, они друг в дружку не нереводятся. RZ для грубых, RA для более гладких. После RZ40 шло RA 6,3. А шероховатость RZ 800 -это примерно шероховатость кирпича или асфальта.
q123q 07-02-2009 10:53quote:
Originally posted by Udod:
Насколько помню, они друг в дружку не нереводятся. RZ для грубых, RA для более гладких. После RZ40 шло RA 6,3. А шероховатость RZ 800 -это примерно шероховатость кирпича или асфальта.
Они линейно не переводятся, там есть грубые таблицы соответствия,
к примеру, http://www.spravconstr.ru/html/v1/pages/chapter3/ckm31.html
но они все до RZ 400, когда RA 100
А так да, RZ 800 это что то вроде кирпича или литья грубого без обработки. Впервые такая цифирь встретилась. Там вроде и базовая длина при измерении шероховатости уже 25 мм должна быть, а не 8 как до 400.
aleksey7 07-02-2009 16:23поищите справочник анурьева том 1. рар или дежавю.
Промежуток 80-1,25 Ra {точение, фрезерование, сверление, зенкование, опиливание, грубая абразивная отделка} переводится в Rz как Rz=4Ra (Ra=0,25Rz). Для более чистых поверхностей Rz=5Ra(Ra=0,2Rz). Это для цеховых расчетов “в уме” .
А так шкалы Rz и Ra не предназнычены для “более чистых” или “более грубых” поверхностей. Просто раньше считалось что для более грубых поверхностей расчет Ra будет более трудоемок чем Rz (вообще параметр Ra был стандартизован только к 1940г.) а смысл будет один и тот же(а вот для более чистых поверхностей – нет) и появились рекомендации по применению шкал(1940-60г.г.). Потом в промышленности появились более универсальные приборы и предпочтительной шкалой стала Ra как дающая более полное представление о качестве поверхности.
Но там, где рассчитать Ra сложно из-за низкой высоты шероховатостей шкала Rz есть основная (пример – отражатели, зеркальные валики координатных станков, поверхности химических реакторов)…
А вот особо высокие шероховатости(дерево, кожа, и, кстати, грубые отливки и поковки) чаще оцениваются не по шкалам Ra или Rz а по шкале Rm.
guns.allzip.org