Чем отличается резьба дюймовая от метрической: Різьблення. Відмінності дюймової різьби від метричної різьби
alexxlab | 23.04.1988 | 0 | Разное
основные параметры, способы нарезки, маркировка
Одна из технологий соединения различных деталей — нанесение резьбы. Резьба — чередующиеся винтовые выступы и впадины, расположенные внутри и снаружи детали. Чтобы соединить два резьбовых объекта, один из них с помощью выступов вкручивается в другой по линии впадин. Различают несколько вариантов резьбовых соединений, а одной из самых популярных технологий является дюймовая резьба. Но как наносится дюймовая резьба ГОСТ на заготовку? Какими инженерными особенностями обладает эта технология нарезки? И как расшифровать маркировку на запчасти? В статье эти вопросы будут рассмотрены.
Содержание
- 1 Основные сведения
- 2 Чем отличается от метрической резьбы
- 3 Способы нарезки
- 4 Как читать маркировку
- 4.1 Расшифровка кода
- 4.2 Примеры маркировки
- 5 Заключение
Основные сведения
Дюймовая резьба — это разновидность резьбового соединения. Обычно ее наносят на бетонные или железобетонные трубы, хотя при необходимости ее можно адаптировать для обработки и других деталей (болты, шурупы, стержни, электронные запчасти). Такая резьба широко распространена в США и Великобритании, однако ее применяют и во многих других странах (Франция, Германия, Южная Корея, Япония, Италия). В России ее правила регулируются с помощью стандартов ГОСТ, а основным нормативным документом является ГОСТ 6111-52.
Такая резьба широко распространена в США и Великобритании, однако ее применяют и во многих других странах (Франция, Германия, Южная Корея, Япония, Италия). В России ее правила регулируются с помощью стандартов ГОСТ, а основным нормативным документом является ГОСТ 6111-52.
Базовые технические характеристики дюймовой резьбы:
- Внешний диаметр. Представляет собой самое длинное расстояние между двумя точками трубы. Для измерения можно использовать линейку, штангенциркуль и любое другое оборудование с нанесенными метками.
- Внутренний диаметр. Параметр отражает самое длинное расстояние между наивысшими точками резьбовых гребней. Для измерения также используется стандартное оборудование (линейки, штангенциркуль).
- Резьбовой шаг. Представляет собой расстояние между соседними витками резьбового соединения. Резьбовой шаг обычно составляет не более 3 миллиметров, поэтому для измерения применяются высокоточные линейки или косвенные методики подсчета.
Дюймовая резьба может быть цилиндрической или конусной. В случае конусного соединения резьба сохраняет размер внешнего и внутреннего диаметра по всей длине запчасти. Резьбовой шаг обладает фиксированными размерами, а количество витков напрямую определяется шагом, длиной диаметра. Запчасти с цилиндрическим соединением являются более прочными, надежными, универсальными.
В случае конусного соединения резьба сохраняет размер внешнего и внутреннего диаметра по всей длине запчасти. Резьбовой шаг обладает фиксированными размерами, а количество витков напрямую определяется шагом, длиной диаметра. Запчасти с цилиндрическим соединением являются более прочными, надежными, универсальными.
В случае конусного соединения резьба имеет переменный показатель диаметра. Обычно применяется модель сужающегося диаметра, когда диаметр у основания больше диаметра у конца запчасти. Конусные соединения могут иметь двойную маркировку, когда указывается не только начальный, но и конечный диаметр. Конусная дюймовая резьба является более прочной, реже растрескиваются, имеет повышенный срок годности. Однако ее сложнее наносить, а ошибки нарезки могут серьезно ухудшить качество соединения.
Чем отличается от метрической резьбы
- Резьбовые гребни у дюймовой резьбы являются более острыми в сравнении с метрическими гребнями. Связано это с тем, что угол между плоскостью детали и гребнем составляет 54-55 градусов (тогда как у метрических деталей он равен 60 градусов).

- Из-за более острого угла наклона изменяется также профиль резьбовых гребней. У дюймовых деталей гребни являются более длинными, но менее широкими. Тогда как метрический профиль обладает обладает более сбалансированной формой гребней (они более широкие и менее длинные).
- Разница профилей делает невозможным соединение деталей с метрической и дюймовой резьбой. Вкручивание отдельных запчастей приведет к повреждению стенок деталей, а само резьбовое соединение будет очень хрупким. У соединения будет отсутствовать герметизация, что может привести к подтеканию и растрескиванию труб при транспортировке жидкостей.
Стандартная резьба маркируется с помощью метрических единиц измерения (миллиметры, сантиметры, метры). На объекты с дюймовой резьбой могут наноситься измерения, выраженные в дюймах. Дюйм — это неметрическая единица измерения длины. Ее используют в государствах, которые используют английскую систему мер. Основные страны — Великобритания, США, Канада, Новая Зеландия, Австралия и другие.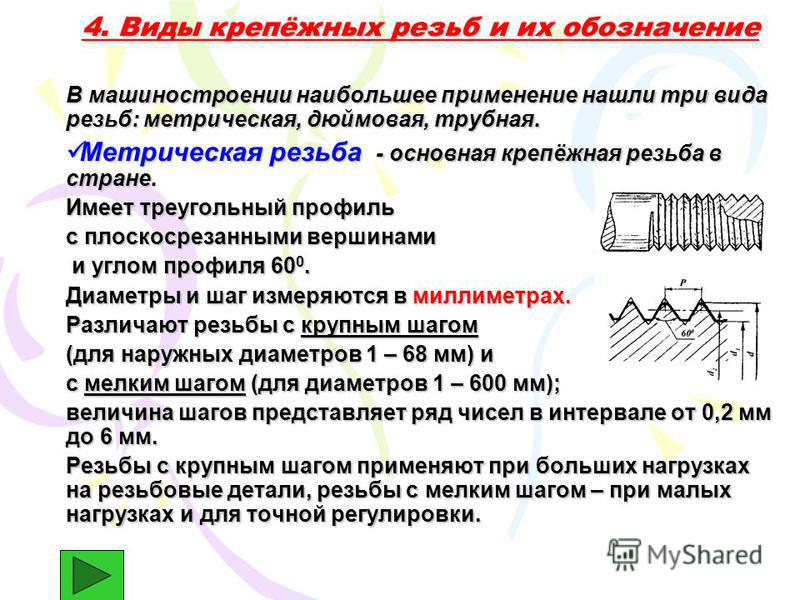 Дюймы можно перевести в обычные метрические единицы измерения, а 1 дюйм равен 25,4 миллиметров. Дюймы имеют специальное обозначение в виде двух насечек (») — это символ ставится после указания количества дюймов. При необходимости можно перевести дюймы в миллиметры и обратно. Алгоритм перевода:
Дюймы можно перевести в обычные метрические единицы измерения, а 1 дюйм равен 25,4 миллиметров. Дюймы имеют специальное обозначение в виде двух насечек (») — это символ ставится после указания количества дюймов. При необходимости можно перевести дюймы в миллиметры и обратно. Алгоритм перевода:
- Если нужно перевести дюймы в миллиметры, то нужно умножить количество дюймов на число 25,4. Скажем, диаметр сечения трубы составляет 2,5 дюйма. Для перевода дюймов в миллиметры нужно умножить 2,5 на 25,4 — мы получим 63,5 сантиметра.
- Если нужно перевести сантиметры в дюймы, то следует количество миллиметров разделить на число 25,4. Скажем, длина шурупа составляет 40 миллиметров. Для перевода сантиметров в дюймы разделим 40 на 25,4 — мы получим приблизительно 1,57 дюймов.
Способы нарезки
Дюймовая резьба может наноситься практически на любые цилиндрические или конические детали. Это могут быть трубы, болты, специальные заготовки и так далее. Основные способы нарезки:
- Ручная нарезка.
 При таком способе обработки нарезка осуществляется с помощью метчика или плашки. Главным плюсом технологии является высокая мобильность методики. Рабочему не нужно нести заготовку в цех для нарезки — можно взять с собой весь необходимый инструмент, чтобы выполнить нарезку на месте. Для нарезки рекомендуется зафиксировать заготовку в тисках. Потом нужно надеть плашку на конец трубы либо вставить метчик во внутреннюю часть трубы. После этого нужно провернуть инструмент для создания внутренней или внешней резьбы на детали. Чтобы упростить работу, рекомендуется использовать плоскогубцы или похожее оборудование. При необходимости ручную нарезку можно выполнить в несколько заходов (это увеличит качество обработки).
При таком способе обработки нарезка осуществляется с помощью метчика или плашки. Главным плюсом технологии является высокая мобильность методики. Рабочему не нужно нести заготовку в цех для нарезки — можно взять с собой весь необходимый инструмент, чтобы выполнить нарезку на месте. Для нарезки рекомендуется зафиксировать заготовку в тисках. Потом нужно надеть плашку на конец трубы либо вставить метчик во внутреннюю часть трубы. После этого нужно провернуть инструмент для создания внутренней или внешней резьбы на детали. Чтобы упростить работу, рекомендуется использовать плоскогубцы или похожее оборудование. При необходимости ручную нарезку можно выполнить в несколько заходов (это увеличит качество обработки). - Применение токарных станков. В таком случае обработка выполняется с помощью нарезного резца, который можно использовать для создания внешней или внутренней резьбы. Станки обычно имеют крупные габариты и электрическое питание, что делает их не слишком мобильными. Для нарезки заготовка фиксируется в патроне станка, а резец вставляется в суппорт.
 После включения станка выполняется нарезание детали, а с помощью суппорта регулируется скорость работы, направление подачи резца. Современные токарные станки могут оборудоваться панелью ЧПУ, что позволяет автоматизировать ряд процедур и упростить задачу рабочему.
После включения станка выполняется нарезание детали, а с помощью суппорта регулируется скорость работы, направление подачи резца. Современные токарные станки могут оборудоваться панелью ЧПУ, что позволяет автоматизировать ряд процедур и упростить задачу рабочему.
Каждая из технологий обладает своими плюсами и минусами. Ручную нарезку рекомендуется использовать в случае небольшого количества деталей (домашнее производство или небольшая мастерская). Токарная нарезка подойдет для крупных или средних производств с высокой производственной загруженностью. Перед проведением работ необходимо оценить параметры изделия (толщина, жесткость, габариты). В случае больших крупногабаритных деталей рекомендуется станковый способ обработки, поскольку ручная нарезка может быть невозможна по объективным причинам (рабочий будет быстро уставать, что снизит скорость нарезки).
Как читать маркировку
По ГОСТ на все резьбовые детали должна быть нанесена специальная маркировка, которая отражает ее существенные технические особенности. Маркировка отражает диаметр детали, направление резьбы и другие параметры. Маркировка должна наноситься на саму деталь либо на упаковку с однотипными деталями. При изготовлении чертежа какой-либо резьбовой запчасти, маркировочный код должен наноситься и на чертеж. В случае изготовления резьбовых запчастей на продажу маркировка должна проставляться на упаковках, однако в сопроводительной документации маркировочный код можно не указывать (код указывается в добровольном порядке по согласованию с покупателем).
Маркировка отражает диаметр детали, направление резьбы и другие параметры. Маркировка должна наноситься на саму деталь либо на упаковку с однотипными деталями. При изготовлении чертежа какой-либо резьбовой запчасти, маркировочный код должен наноситься и на чертеж. В случае изготовления резьбовых запчастей на продажу маркировка должна проставляться на упаковках, однако в сопроводительной документации маркировочный код можно не указывать (код указывается в добровольном порядке по согласованию с покупателем).
Маркировка представляет собой буквенно-числовой код фиксированной структуры. Код выглядит так: T1 T2 X Y1 Y2 — Z.
Расшифровка кода
Расшифровывается код следующим образом:
- T1 — параметр отражает категорию резьбовой запчасти. Параметр может принимать несколько значений — M (метрическая резьба), MK (коническая), Tr (трапециевидная однозаходная), S (упорная однозаходная), G (трубная цилиндрическая) и некоторые другие.
- T2 — параметр обозначает внешний диаметр запчасти.
 Для метрических (M), конических (MK), трапециевидных (Tr), упорных (G) деталей параметр T2 указывается в миллиметрах; для дюймовых (G) — в дюймах. Иногда рядом с параметром T2 может указываться символ в виде двух насечек » — это указывает на то, что единицами измерения являются дюймы. Напомним: 1 дюйм — это 25,4 миллиметра.
Для метрических (M), конических (MK), трапециевидных (Tr), упорных (G) деталей параметр T2 указывается в миллиметрах; для дюймовых (G) — в дюймах. Иногда рядом с параметром T2 может указываться символ в виде двух насечек » — это указывает на то, что единицами измерения являются дюймы. Напомним: 1 дюйм — это 25,4 миллиметра. - X — символ-разделитель, который не несет дополнительной нагрузки. Согласно ГОСТ символ X должен быть нанесет на запчасть в обязательном порядке. Хотя некоторые производители игнорируют это правило, считают символ X избыточным, что является нарушением сертификационного законодательства (как российского, так и международного).
- Y1 — ширина резьбового шага. Де-факто этот параметр отражает ширину одного витка резьбового слоя. Параметр почти всегда указывается в миллиметрах (как на метрических, так и дюймовых деталях). В редких случаях параметр Y1 может указываться в дюймах (скажем, на старых запчастях), однако в таком случае число должно обязательно содержать вспомогательный символ в виде двух засечек » (он указывает на дюймы).

- Y2 — направление резьбового винта. Параметр может принимать только одно значение: если резьба является левой, то Y2 принимает значение LH. Если резьбовой винт имеет правое направление, то в таком случае символ Y2 остается пустым (то есть он пропускается и не указывается). На некоторых старых запчастях правый резьбовой винт иногда указывался в виде символа RH, однако сегодня такое обозначнение практически не используется.
- — — еще один символ-разделитель, который не имеет собственного смысла. Задача символа — отделение главной части кода от параметра Z. Так как употребление параметра Z является факультативным, то символ-разделитель может опускаться при отсутствии Z. Некоторые производители используют параметр Z, но опускают символ-разделитель — это является нарушением сертификационного законодательства.
- Z — параметр указывает на класс точности нанесенного резьбового винта. Параметр может принимать несколько множество значений — 4k, 6h, 6g, 6E, 8G, 8D и другие. Чем меньше цифра-индекс в начале кода, тем точнее качество резьбы.
 Буква-индекс в конце кода указывает на категорию возможного отклонения резьбового соединения. Если указана большая буква-индекс, то речь идет о выпуклых деталях; если указана маленькая буква — об отверстиях. Обратите внимание, что употребление символа Z согласно ГОСТ является факультативным, а множество современных компаний его не указывают. При отсутствии параметра Z не указывается также знак — (разделитель), однако при наличии Z разделитель указывается в обязательном порядке.
Буква-индекс в конце кода указывает на категорию возможного отклонения резьбового соединения. Если указана большая буква-индекс, то речь идет о выпуклых деталях; если указана маленькая буква — об отверстиях. Обратите внимание, что употребление символа Z согласно ГОСТ является факультативным, а множество современных компаний его не указывают. При отсутствии параметра Z не указывается также знак — (разделитель), однако при наличии Z разделитель указывается в обязательном порядке.
Примеры маркировки
Чтобы разобраться в маркировке, рассмотрим несколько примеров:
- Дана запчасть с маркировкой MK35 x 5 LH 8G. Расшифровка кода выглядит так. Код MK указывает на коническое резьбовое соединение, внешний диаметр которого составляет 35 миллиметров. Ширина резьбового шага составляет 5 миллиметров, а наличие кода LH указывает на левое направление винта. Категория точности составляет 8G; число 8 указывает на грубое винтовое соединение, а большая буква сигнализирует о том, что резьба является внутренней.

- У нас есть объект с маркировкой G 1» x 2 8g. Символ G в начале кода указывает на дюймовую резьбу, а внешний диаметр составляет 1 дюйм (25,4 миллиметров), что можно понять по символу в виде двух насечек. Число 2 после символа-разделителя X указывает, что ширина шага составляет 2 миллиметра. В коде пропущен символ Y2 — это значит, что резьба является правой (если бы она была левой, то были бы указаны буквы LH). Класс точности — 8g; тип соединения — внутреннее, грубое.
- Мы купили трубу с резьбовым соединением M40 x 4 LH 4g. Расшифруем код. M40 — метрическая резьба, диаметр которой составляет 40 миллиметров. Резьбовой шаг — 4 миллиметра; винтовое направление — левое (есть символ LH). Класс точности соединения — 4g; тип — внутреннее, точное.
Заключение
Дюймовая резьба — особая разновидность резьбового соединения. Эта технология распространена в некоторых западных странах (США, Великобритания, Япония и другие). В России ее применение регулируется с помощью государственного стандарта ГОСТ 6111-52. Технология обычно применяется для нарезки бетонных или железобетонных труб, а также для производства шурупов, болтов, специальных деталей для электроники. Основные технические параметры резьбы — внутренний и внешний диаметр, ширина шага, тип профиля (цилиндрический или конический).
Технология обычно применяется для нарезки бетонных или железобетонных труб, а также для производства шурупов, болтов, специальных деталей для электроники. Основные технические параметры резьбы — внутренний и внешний диаметр, ширина шага, тип профиля (цилиндрический или конический).
Основное отличие дюймовой резьбы от метрической — гребни расположены под углом 54-55 градусов (а не 60). Это делает профиль более вытянутым, прямоугольным (то есть гребень будет более длинным, но менее широким у основания). Небольшая угловая разница делает невозможным вкручивание метрических деталей в дюймовые и наоборот. Для создания резьбового соединения используется ручная или токарная нарезка. Первую технологию лучше использовать в случае домашнего или мелкосерийного производства, а вторая технология подходит для крупных производств.
Используемая литература и источники:
- Гулиа Н. В., Клоков В. Г., Юрков С. А. Детали машин. — М.: Академия, 2004.
- Богданов В. Н.
 , Малежик И. Ф., Верхола А. П. и др. Справочное руководство по черчению. — М.: Машиностроение, 1989.
, Малежик И. Ф., Верхола А. П. и др. Справочное руководство по черчению. — М.: Машиностроение, 1989. - Якухин В. Г., Ставров В. А. Изготовление резьб. Справочник. — М.: Машиностроение, 1989.
Поделиться в социальных сетях
Метрическая резьба в дюймах
Таблица сходных размеров дюймовых и метрических резьб. Примерно Ø8-64мм . Резьбы метрическая и дюймовые G,R =BSPP, BSPT, NPTF, NPSM, ORFS, UNF, JIC
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.
Сантехнические изделия с трубной дюймовой резьбой
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение. Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения.
Ознакомиться с положениями ГОСТ относительно дюймовых резьб можно, скачав документ в формате pdf по ссылке ниже.
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся метрические резьбы с различными видами дюймовых резьб, можно с помощью данных из приведенной ниже таблицы.
Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64мм
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.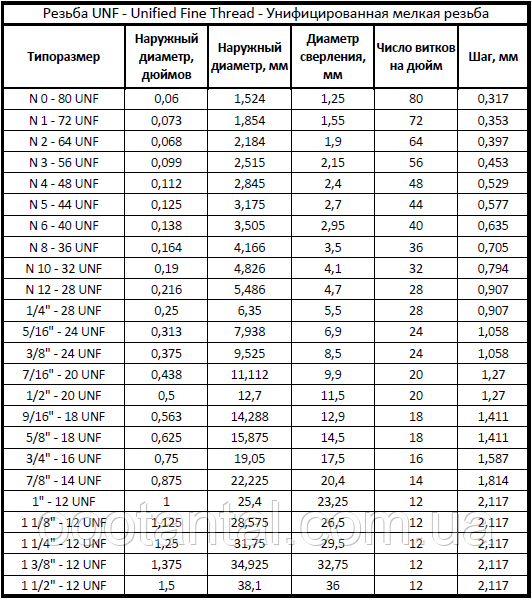
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
Чертеж. Основные параметры профиля по ГОСТу
Таблица 1. Основные размеры профиля резьбы
Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.
Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.
Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
Технологии нарезки
Резьба трубная цилиндрическая, которая относится к дюймовому типу (как внутренняя, так и наружная), может нарезаться ручным или механическим методом.
Нарезка резьбы вручную
Нарезание резьбы при помощи ручного инструмента, в качестве которого используется метчик (для внутренней) или плашка (для наружной), выполняется в несколько шагов.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент фиксируется в воротке (метчик) или в плашкодержателе (плашка).
- Плашка надевается на конец трубы, а метчик вставляется во внутреннюю часть последней.
- Используемый инструмент вворачивается в трубу или навинчивается на ее конец посредством вращения воротка или плашкодержателя.
- Чтобы сделать результат более чистым и точным, можно повторить процедуру нарезания несколько раз.
Нарезка резьбы на токарном станке
Механическим способом трубная резьба нарезается по следующему алгоритму:
- Обрабатываемая труба зажимается в патроне станка, на суппорте которого фиксируется резьбонарезной резец.
- На конце трубы, используя резец, снимают фаску, после чего выполняют настройку скорости перемещения суппорта.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Следует иметь в виду, что резьба дюймовая нарезается механическим методом с помощью токарного станка только на трубных изделиях, толщина и жесткость которых позволяют это сделать.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
В обозначении дюймовой резьбы также могут присутствовать буквы LH, которые указывают на то, что ее витки имеют не правое, а левое направление.
Резьбовые соединения являются одними из основных методов стыковки элементов трубопроводных магистралей, иногда при монтаже линий с трубами своими руками можно столкнуться с их различными типами. Поэтому при подборе материалов и комплектующих при самостоятельном устройстве трубопроводов, полезно знать отличие резьбы метрической от трубной.
По принятым стандартам трубную резьбу измеряют в специальных и обычных дюймах, она насчитывает несколько видов, которые в зависимости от назначения отличаются определенными параметрами. При самостоятельном ручном или механическом нарезании на токарных станках эти различия необходимо учитывать для того, чтобы правильно выбрать размеры, обеспечивающие наиболее качественные стыки для определенных условий эксплуатации.
Рис.1 Профильные размеры конусной резьбы
Почему в дюймах
Хотя в странах мира повсеместно распространена метрическая система измерений, и резьбовой шаг привязан к миллиметру, вся современная сантехника, насосное, отопительное оборудование и прочие системы с использованием трубопроводов рассчитаны на систему измерения в дюймах.
Связано это с тем, что неметрическая система вместе со всем оборудованием пришла к нам из развитых стран мира, где вся промышленность с 15 века были ориентирована на английский дюйм, приблизительно равный ширине большого пальца в 25,4 мм.
Появившаяся значительно позднее в 19 веке система с основной размерной единицей в 1 метр используется везде, но так и не смогла вытеснить дюймы из измерений элементов оборудования, газовых и водопроводных магистралей.
Частично это произошло потому, что считать десятые доли миллиметров слишком неудобно и при этом страдает точность, в то время, как резьбовые элементы в полдюйма, три четверти, полтора и так далее проще обозначать и производить. При изготовлении бытовой сантехники стандартный дюймовый шаг составляет 1/4″ – это в 6 раз больше миллиметра и позволяет существенно уменьшить число типоразмеров соединительных патрубков сантехнической арматуры.
Рис.2 Цилиндрический профиль и его размерные показатели
Параметры резьбы
Любая резьба определяется показателями:
- Наружный диаметр. Соответствует расстоянию от вершин гребней на разных сторонах и равен окружности цилиндра, на который производится нарезание.
- Внутренний диаметр. Расстояние между впадинами диаметрально расположенных профильных гребней.
- Шаг или ход. Расстояние между вершинами профиля резьбы. В трубных накатках оно измеряется витками на дюйм.
- Профильный угол. Измеренный в градусах угол конусного гребня.
- Глубина. Высота гребня от верха до его основания.
Трубные резьбы, применяемые в быту
Отечественными ГОСТ регламентируется два основных вида трубной резьбы: конические и цилиндрические, главное отличие которых состоит в профиле заготовки. В первом случае он конической формы (конусность 1 к 16), во втором типе основанием является цилиндрическая заготовка.
Также известны американские разновидности стандартов трубных дюймовых накаток NPSM и NPT, главное отличие которых – профильный угол в 60 градусов. Отечественный аналог американского стандарта NPT – ГОСТ 6111-52 на коническую резьбу с углом конуса гребня в 60 градусов.
Рис. 3 Таблица резьбы трубной конической
Коническая трубная резьба по ГОСТ 6211-81 и ее маркировка
Резьбовые соединения этого вида предназначены для работы в условиях высокого давления, применяются в гидравлических системах мобильного инструмента, приводящих в движение тяжелые механизмы (гидростанции), для подключения гибких рукавов и муфт, рассчитанных на давление 700 и более бар. Данный вид резьбового соединения имеет следующие особенности:
- ГОСТ регламентирует не только максимальный наружный диаметр в 6″, но и длину нарезки, которая разбивается на полную длину и рабочую часть.
- Уклон конуса имеет соотношение 1:16 по всей длине, ход резьбовой насечки включает в себя четыре позиции и привязан к внешнему диаметру.
- Маркировка включает в себя номинальный диаметр резьбы в дюймах и тип изделия, который обозначается латинской буквой R с дополнительными символами C и Р, означающими внутреннюю коническую или внутреннюю цилиндрическую нарезку. Направление указывается для левостороннего исполнения, имеет символьное обозначение LH.
Рис.4 Трубная цилиндрическая дюймовая резьба
Цилиндрическая трубная резьба по ГОСТ 6357-81 и ее обозначение
Применяют дюймовые резьбы цилиндрической формы для состыковки металлических трубопроводов водопроводных и газовых систем, внутренняя накатка согласуется с наружной конической по ГОСТ 6211-81. При ее изготовлении за основу была принята мелкая резьба Уитворта (европейская маркировка BSW), она совместима еще с одним евростандартом BSP, ее основные параметры следующие:
- Как и в конической, максимальный размер окружности заготовок, на которые нарезается резьба, составляет 6 трубных дюймов.
- Шаг имеет 4 типоразмера с количеством нитей 11, 14, 19, 29 на стандартный дюйм, он привязан к наружному диаметру.
- Наружные диаметры разбиты на два ряда, которые при измерении принято обозначать номерами, при выборе размеров предпочтение отдается первому ряду. В отличие от конической, для цилиндрической длина не регламентируется.
- Обозначение цилиндрической резьбы состоит из символа G, размера и класса точности, левое исполнение дополняется символами LH, в обозначении могут быть приведены данные о длине свинчивания L в миллиметрах, которые добавляются в конце. Например обозначение G1 1/2 LH – B – 50 указывает на цилиндрическую левостороннюю резьбу класса точности В диаметром 1/2″ и длиной 50 мм.

Рис. 5 Таблица стандартов дюймовых конических резьб NPT и ГОСТ 6111-52
Отличие резьбы метрической от трубной
Основными показателями резьбовых накаток являются их диаметр и шаг, которые регламентируются соответствующими нормативами.
Широко распространенная метрическая резьба, применяемая во всех сферах промышленности, отличается от трубной по следующим параметрам:
Размеры. Трубная имеет наружный диаметр, кратный специальному фиксированному трубному дюйму (33,24 мм.) и его десятым долям, при этом дюйм не является величиной, кратно связанной с единицами измерения в миллиметрах. Понятно, что элемент с дюймовой нарезкой не может подойти по размерным показателям к изделию, выполненному по метрическим стандартам. В трубной резьбе шаг измеряется в количестве ниток на дюйм – из этого следует, шаг резьбы в миллиметрах не будет совпадать с дюймовым.
Все вышесказанное означает, что на практике метрическую гайку не накрутишь на болт с дюймовой накаткой – детали не совпадут по ходу и диаметру.

Профильный угол. Трубная нарезка, регламентированная отечественными ГОСТ 6211-81, 6357-81, имеет профиль равностороннего треугольника с углом конусного гребня в 55 град., в то время как в метрической этот показатель равен 60 град. Понятно, что помимо различного диаметра и шага, эти резьбовые соединения не смогут работать в паре по причине разного угла конусных гребней.
Рис. 6 Резьба NTPS
Накатка. Трубная резьбовая накатка проводится на заготовки с учетом толщины их стенок и внешних габаритов – это позволяет получить максимально прочную стыковку изделий, зависящую от их физических и механических характеристик заготовок. Трубная резьба отличается от метрической тем, что по стандарту для каждого диаметра установлен свой шаг – это позволяет при соблюдении нормативов обеспечить резьбовому стыку высокую и заранее рассчитанную прочность.
Маркировка и обозначение. В государственных стандартах основные трубные резьбовые размеры привязаны к дюйму (обозначается одной или двумя косыми чертами), в то время как метрические приведены в миллиметрах. Основная разница видов в указании хода – в дюймовом варианте указывается количество ниток на 1″.
Основная разница видов в указании хода – в дюймовом варианте указывается количество ниток на 1″.
Рис. 7 Таблица метрической конической резьбы
Нарезка трубной резьбы своими руками
Как и метрическая, трубная резьба бывает наружной и внутренней, выполняется ручными или механическими способами. Для создания нарезки ручным способом используют метчики (для внутренней насечки) и плашки (для нарезания внешних поверхностей).
Самостоятельная нарезка резьбы на трубе внутри и снаружи проводится в следующем порядке:
- Перед нарезанием стачивают внешнюю или внутреннюю кромки, делая небольшую фаску – это помогает установить режущий инструмент без перекосов. Также под рукой необходимо иметь машинное масло, которым будет смазываться поверхность трубы и режущий инструмент в процессе проведения работ.
- Труба надежно фиксируется в тисках и смазывается машинным маслом, плашка закрепляется в плашкодержателе, а метчик в воротке, после чего инструмент надевают или вставляют в трубу.

- Вращая плашку или метчик, вворачивают их в заготовку на необходимую глубину. Вращательные движения совершает в одну и другую сторону, при большой глубине нарезания плашку или метчик периодически извлекают и очищают от стружки вместе с поверхностью детали.
Рис.8 Ручной способ создания резьбы
Для качественного выполнения нарезаемой резьбы используются два типа плашек и метчиков: черновые и чистовые, первыми, более выработанными, проход совершают в начале, после чего проходку довершают чистовыми.
При наличии в домашнем хозяйстве токарного станка, применяют механический способ нарезания, при этом выполняемая работа состоит из следующих операций:
- Трубу фиксируют в патроне токарно-винтового станка, в его суппорт устанавливают специальный резец.
- Включают станок, выставляют заданные режимы скорости вращения шпинделя и движения суппорта с резцом, а также глубину погружения резца. Прорезание наружной трубной поверхности проводят с применением смазывающей охлаждающей жидкости или масла.

- В начале вырезают фаску, затем совершают проходы, с каждым постепенно увеличивая глубину погружения резца. Последний проход совершают с минимальным снятием металла на малых оборотах.
Рис. 9 Изготовление резьбы на токарном станке
Определение размеров резьбы
Определение диаметра и хода дюймовой резьбы может понадобиться в случае подбора деталей по своим параметрам, аналогичным используемым.
Для установления данных значений используется инструменты, аналогичные метрическим – калибры, гребенчатые резьбомеры, штангенциркули. Еще одним бытовым вариантом получения необходимой информации является использование изделий, с известными характеристиками. В этом случае накручивание гайки с известным диаметром и шагом на болт или наоборот, если процесс прошел без затруднений и соединение плотно зафиксировано, помогает в определении искомых размеров.
Процесс определения диаметра при помощи штангенциркуля не вызовет затруднений даже у школьника, как и замер хода с помощью гребенчатого резьбомера.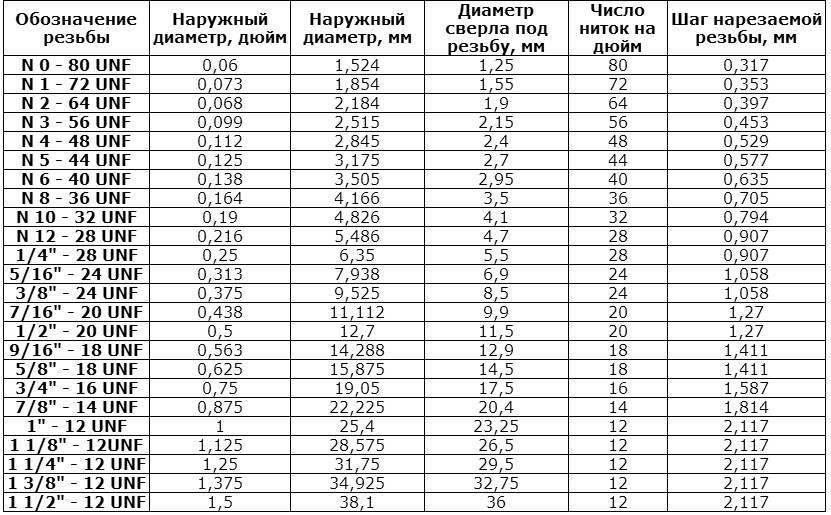 Для определения шага к нарезной поверхности прикладывают гребенчатые пластинки с порезанным профилем, при их взаимном совпадении шаг определяется по маркировке на гребенках.
Для определения шага к нарезной поверхности прикладывают гребенчатые пластинки с порезанным профилем, при их взаимном совпадении шаг определяется по маркировке на гребенках.
Для точного определения внутреннего диаметра, шага и проверки качества выполнения изделия в промышленности используются специальные калибры. Определить резьбу на трубе с их помощью можно вкручиванием во внутренние или на внешние стенки изделия.
Рис.10 Инструмент для определения резьбового шага и диаметра
Параметров, по которым трубная резьба отличается метрической, довольно много: помимо того, что угол витка первой составляет 55 градусов, ее размерные показатели взаимосвязаны между собой (каждый диаметр имеет соответствующее количество витков) и привязаны к дюймам. При этом в ГОСТ для измерения диаметра указаны специальные трубные дюймы (соответствуют 33,24 мм.), а шаг определяется количеством витков на обычный дюйм (25,4 мм.) и включает четыре типоразмера.
Чем отличается метрическая резьба от трубной: разница
Распечатать
Унифицированные дюймовые резьбы стандарта UN (UNC, UNF и UNEF) широко распространены в Америке и Канаде, где действует дюймовая система измерений.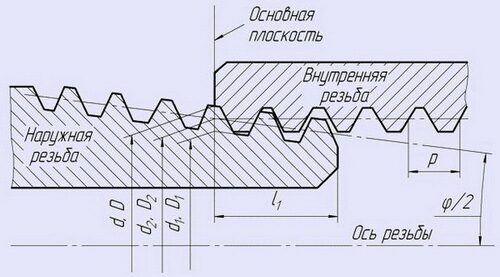 Здесь этот стандарт является основным для болтов, винтов, гаек и многих других крепежных деталей, используемых в машиностроении. Их изготовление регламентируется и контролируется организациями ASME и ANSI.
Здесь этот стандарт является основным для болтов, винтов, гаек и многих других крепежных деталей, используемых в машиностроении. Их изготовление регламентируется и контролируется организациями ASME и ANSI.
Американская резьба имеет тот же профиль с углом при вершине
60°
, что и метрическая стандарта ISO, но ее основные параметры выражены не в миллиметрах, а в дюймах. В зависимости от частоты витков она также бывает крупная (основная) UNC, мелкая UNF и супермелкая UNEF. Число витков на дюйм именуется шагом TPI, тогда как в метрике под шагом подразумевается расстояние между соседними вершинами винтовой линии Р (мм). Эти параметры связаны соотношением: Р = 1″/ TPI (напомним, что 1″ = 25,4 мм).
Условные обозначения
В обозначении резьбы указывается ее наружный диаметр – D
, за которым следует шаг –
TPI
(количестве ниток на дюйм) и ее тип –
UNC
или
UNF
. Для диаметров
менее 1/4″
размер обозначается целым числом от
0 до 12
, которое стоит после символа
#
или
№
. Каждому числу соответствует определенный наружный D, точное значение которого можно посмотреть в справочной таблице. Для всех остальных диаметров выше 1/4″ эта величина выражена в дюймах.
Каждому числу соответствует определенный наружный D, точное значение которого можно посмотреть в справочной таблице. Для всех остальных диаметров выше 1/4″ эта величина выражена в дюймах.
Для чего это важно знать
Каждый автовладелец, который занимается ремонтом авто своими руками, хоть раз, но сталкивался с ситуацией, когда гайка одинакового размера не заворачивается на подходящий по диаметру болт. Причина скрывается в том, что резьба, нанесённая на «проблемную» деталь, отличается от той, которая нарезана на накручиваемом изделии.
Это подтверждает то, что резьба на них отличается друг от друга. Поэтому для беспроблемного закручивания вам понадобится подобрать винт или гайку с одинаковой нарезкой.
Применение
Метрическая резьба широко распространена в странах бывшего советского союза. Используется для нанесения как на внутренние, так и наружные плоскости крепежных элементов. Обычно применяется для крепежа металлоконструкций различного типа. Для этих целей изготавливаются разнообразные болты (анкерные и обычные) и другие типы крепежей.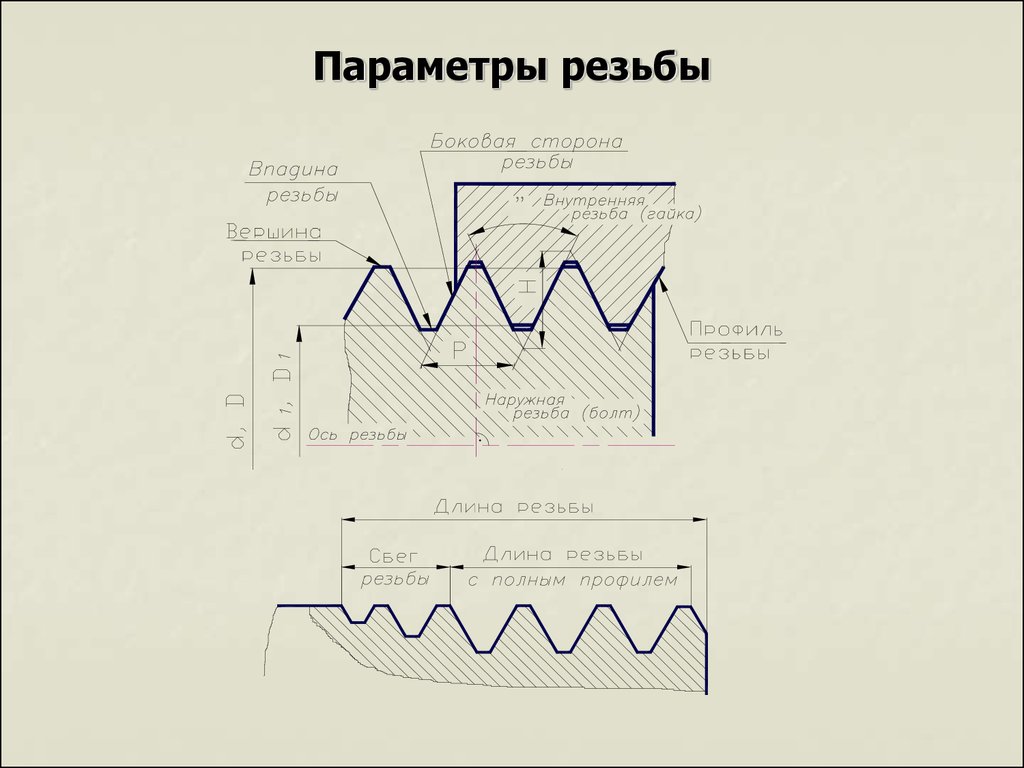 Особо назначение она нашла в машиностроении, возведении инженерных коммуникаций, особенно в сантехнической сфере. Большинство фитингов для труб и емкостей производятся с нанесением резьбы такого типа.
Особо назначение она нашла в машиностроении, возведении инженерных коммуникаций, особенно в сантехнической сфере. Большинство фитингов для труб и емкостей производятся с нанесением резьбы такого типа.
Чаще всего такой тип резьбы наносится на предметы цилиндрической формы. Но в некоторых случаях, когда нужно добиться герметичности, используют коническую форму. Такая форма, с нанесенной метрической резьбой, позволяет добиться максимальной герметичности, даже без использования дополнительных уплотнительных средств. Чаще всего применяется для монтажа трубопроводов.
Читать также: Стульчики для армирования бетона
Подробнее об отличиях
Разберём вопрос, чем отличается метрическая резьба от трубной, на более подробных примерах. Это позволит максимально точно разобраться с нюансами и понять существующие отличительные характеристики.
Угол наклона
Основное отличие между этими видами нарезки заключается в резьбовом гребне и впадинах, точнее, в их форме. Метрическая резьба выполнена в виде равностороннего треугольника. Это особенность объясняет то, что наклон всех угловых размеров здесь составляет строго 60°. В дюймовых трубах значение углового размера равно 55°.
Это особенность объясняет то, что наклон всех угловых размеров здесь составляет строго 60°. В дюймовых трубах значение углового размера равно 55°.
Миллиметры и дюймы
Другой особенностью метрической нарезки является размерная привязанность. В ней используется российская мерка – миллиметр. В европейской разновидности исчисление ведётся в британских дюймах.
Элементы, на которые нанесена метрическая форма резьбы обозначаются буквой «М». Располагаются они в диапазонах от 1 до 600 мм. В свою очередь, шаг их варьируется в интервале от 0,25 до 6 мм.
Важно! В трубах с дюймовой резьбой шаг резьбы исчисляется количеством витков на 2 дюйм длины нарезки.
Вариации шага резьбы и угла наклона Источник mr-build.ru
Для трубной резьбы свойствен наружный диаметр, равный одному дюйму – 33,24 мм с делением на десятые доли:
- Одна вторая или полдюйма.
- Две трети дюйма.
- Три четверти дюйма.
- Дюймовка.
Вышеупомянутые наименования представлены в виде популярного разговорного наименования. Каждое из них обозначает конкретный размер, который рассчитывается исходя из соотношения с одной единицей (дюймом). Например, «одна вторая» или «пол дюйма» обозначает 21,3 мм и так далее.
Каждое из них обозначает конкретный размер, который рассчитывается исходя из соотношения с одной единицей (дюймом). Например, «одна вторая» или «пол дюйма» обозначает 21,3 мм и так далее.
Для полного ознакомления соотношения диаметра и резьбы дюймовых и миллиметровых труб приводим сравнительную таблицу. Воспользовавшись её содержанием, вы сможете самостоятельно определить размер резьбы, шага и номинального значения наружного, среднего и внутреннего диаметра.
Таблица соотношения диаметра и резьбы дюймовых и миллиметровых труб Источник trubomet.ru
Важно! Значения, характеризующие «Длину резьбы» и «Диаметр резьбы в основной плоскости» указаны в миллиметрах.
Толщина стенок
Кроме этого размер трубной нарезки определяется в зависимости с толщиной стенок изделия (за исключением полнотелых болтов и шпилек). Величины могут отличаться исходя из того, для каких целей предназначены те или иные трубы (основным критерием здесь является рабочее давление внутри трубопровода).
Таблица для расчёта резьбы в соотношении с толщиной труб Источник dgng.pstu.ru
Вес крепежа
Хорошо, если нужно закрутить пару-тройку гаек. А что, если работать приходится в промышленных масштабах и счёт крепежа идёт на сотни и тысячи. Тогда пригодится таблица с весом. Здесь главный показатель — номинальный диаметр резьбы. От него и отталкиваются разработчики ГОСТа 5915-70.
| Номинальный диаметр резьбы, мм | Теоретическая масса 1000 шт. гаек, кг |
| 1,6 | 0,074 |
| 2 | 0,141 |
| 2,5 | 0,272 |
| 3 | 0,377 |
| 3,5 | 0,497 |
| 4 | 0,800 |
| 5 | 1,440 |
| 6 | 2,573 |
| 8 | 5,548 |
| 10 | 10,220 |
| 12 | 15,670 |
| 14 | 25,330 |
| 16 | 37,610 |
| 18 | 53,270 |
| 20 | 71,440 |
| 22 | 103,150 |
| 24 | 122,870 |
| 27 | 175,280 |
| 30 | 242,540 |
| 36 | 416,780 |
| 42 | 623,880 |
| 48 | 956,200 |
Метрическая резьба
Как уже упоминалось, метрическая резьба обозначается буквой «М». Кроме вышеупомянутой буквы в наименовании элемента могут присутствовать и другие сокращённые аббревиатуры. В качестве примера рассмотрим несколько наглядных примеров сокращений:
Кроме вышеупомянутой буквы в наименовании элемента могут присутствовать и другие сокращённые аббревиатуры. В качестве примера рассмотрим несколько наглядных примеров сокращений:
- М 20 х 1,5 – резьба метрическая цилиндрического типа со стержнем диаметром 20 мм и шагом резьбы 1,5 мм.
- М 20 х Ph4P1,5 – резьба метрическая цилиндрического типа со стержнем диаметром 20 мм, двухзаходная с шагом резьбы 1,5 мм.
- M 20 x 1,5-LH – резьба метрическая цилиндрического типа со стержнем диаметром 20 мм и шагом резьбы 1,5 мм, левая.
- МК 20 х 1,5 – резьба метрическая конического типа со стержнем диаметром 20 мм и шагом резьбы 1,5 мм.
Болт с метрической резьбой Источник stankiexpert.ru
Метрическая коническая
Данный тип соединений применяется для максимальной герметичности и стопора резьбы без применения вспомогательных уплотнительных элементов. Основное отличие заключается в конусообразной форме нарезки. Это способствует тому, что по мере накручивания соединяемых элементов нарастает плотность соединения и увеличивается показатель герметичности.
Классификация конической метрической резьбы осуществляется по внешним признакам. Различают всего 2 вида:
- Внутреннюю.
- Наружную.
Что такое метрическая коническая резьба Источник cf2.ppt-online.org
Как уже упоминалось в примерах, представленных чуть ранее, маркировка осуществляется посредством использования первой буквы «М», обозначающей общую принадлежность к резьбовым типам соединений и аббревиатурой «К» — означающей «коническая». В совокупности получается «МК» с последующей записью размерных характеристик (диаметр стержня и шаг резьбы).
Заклепки и клинья
В древние времена прочность сборным конструкциям придавалась такими способами соединения как клинья (в деревянных изделиях) и заклепки (в изделиях из металла). Главным недостатком подобных соединений была и остается невозможность повторного использования крепежных приспособлений.
Клинья и заклепки имеют одноразовое использование, а это требует излишних затрат. Первые резьбы также имели существенное ограничение, поскольку они изготавливались не на станках для нарезания, а при помощи шаблонов, которыми резьбу выковывали на раскаленном металле. О взаимозаменяемости деталей, имевших внешнюю и внутреннюю резьбу, изготовленную таким образом, речь не шла.
О взаимозаменяемости деталей, имевших внешнюю и внутреннюю резьбу, изготовленную таким образом, речь не шла.
Государственные стандарты, сертификация
Описание профиля, основных размеров и допусков конической резьбы и допусков для внутренних трубных цилиндрических соединений с совокупностью наружных конических регламентируются ГОСТ 6211-81. Нормативы, касающиеся взаимозаменяемости описаны в ГОСТ 6357-81.
Нормы взаимозаменяемости для метрической конической резьбы прописаны в ГОСТ 5229-82. В свою очередь основные нормы взаимозаменяемости, касающиеся диаметра и шага резьбовых соединений, регламентируются государственным стандартом 8724-2002.
Поля допусков
Посадка наружного профиля во внутренний зависит от рабочей высоты – максимальной величины соприкосновения сторон профилей соединительных элементов. Выражают ее через поля допусков резьбы.
О надежности соединения, где колебания внутри него сведены к минимуму, говорит первый или точный класс допусков.
Наиболее распространенный – второй (средний) класс. О большом отклонении свидетельствует третий (грубый) класс.
Допуски на размеры метрических резьб обозначают через значения двух диаметров: среднего и диметра выступов.
Формируя метрическую резьбу данные берут из соответствующих таблиц (ГОСТ 16093-2004). Выбор полей допусков осуществляют по правилам очередности:
- первая очередь – значения, указанные жирным шрифтом;
- вторая – обычным шрифтом;
- третья – значения, взятые в круглые скобки;
- внеочередные – значения в квадратных скобках (для специальных изделий).
Возможно использовать допуски, не указанные в таблицах, а сформированные из соотношений существующих стандартных диаметров.
Поля допусков наружной резьбы
Поля допусков внутренней резьбы
Важно, чтобы защитные покрытия деталей по своим геометрическим параметрам не превышали значение номинального профиля, потому в таких случаях допуски используют еще до нанесения защитного слоя.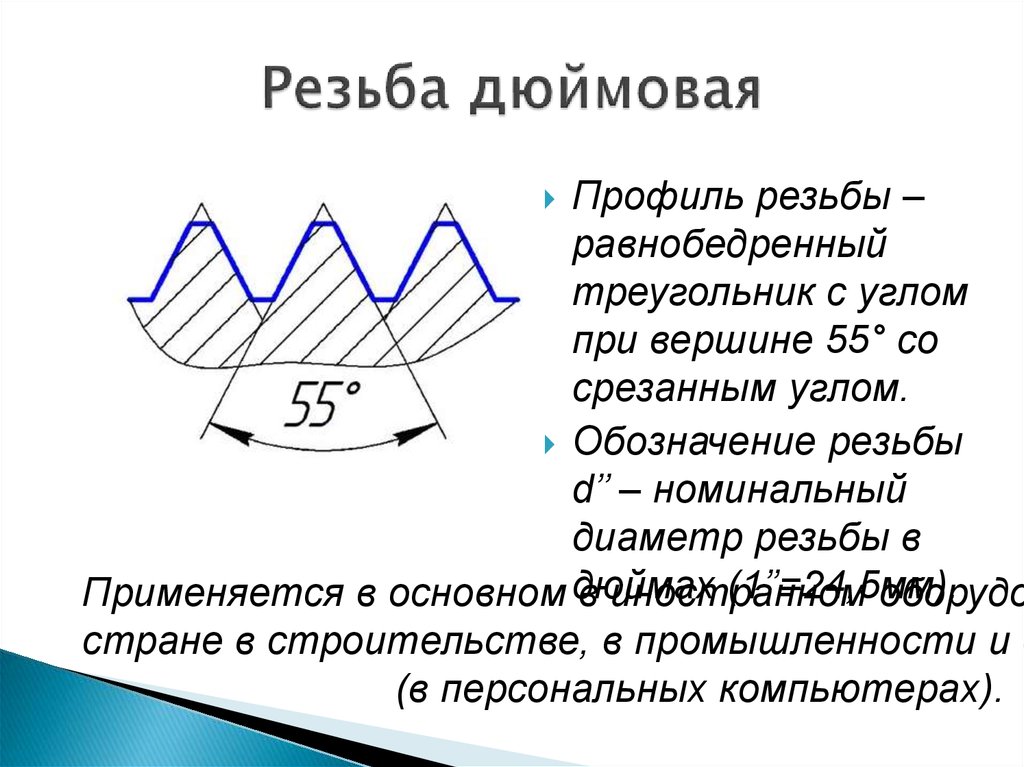
Как определить тип резьбы
Необходимость определения нарезанной резьбы возникает при подборе детали, которую нужно присоединить к существующему резьбовому соединению. Сделать это возможно несколькими способами.
Резьбомер
Это специальное приспособление, предназначенное для определения шага нарезанной резьбы. Устройство инструмента построено по принципу корпуса, к которому присоединено несколько щупов (тонкие пластины с гребёнкой). Форма каждой из них схожа с конкретным размером нарезанного шага.
Метрический резьбомер с открытыми вкладышами Источник tdchiz.ru
Существует несколько типов резьбомеров:
- Метрические. Используются для измерения шага резьбы изделий с метрическим типом нарезки. Применимы к соответствующим диаметрам: от 1 до 600 мм. В устройстве имеется 20 разных пластин, позволяющих самостоятельно вычислять шаг резьбы в интервале от 0,4 до 7 мм. Маркировка метрических резьбомеров осуществляется нанесение буквы «М» на корпус и упаковку.

- Дюймовые. Используются для определения резьбы, нарезанной на металлических трубах и сопрягаемых с ними элементах. Для определения шага резьбы соответствующего характера применяется расчёт количества витков, приходящихся на один дюйм нарезки. В комплект такого инструмента входит 17 измерительных пластин с разным количеством витков (от 1 до 28). Обозначается аббревиатурой «Д55».
- Универсальные. Их название говорит само за себя – такие приспособления используются для определения резьбы в обоих случаях. Такой инструмент является наиболее востребованным, так как позволяет работать со всеми типами резьбовых соединений.
Замер резьбы с помощью электронного штангенциркуля Источник stroyday.ru
Важно! Перед началом работ с резьбомером вам понадобится измерить диаметр изделия штангенциркулем.
Другие способы
Получить точное значение можно и другими способами. Конкретная методика подбирается в зависимости от вида искомого значения (внутренняя или наружная резьба), а также имеющихся подручных средств и приспособлений.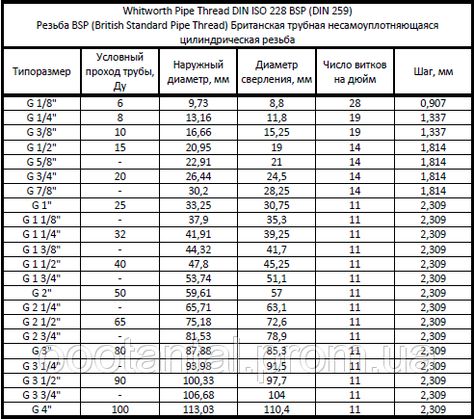 В зависимости от выбранной методики, для этого может понадобиться штангенциркуль дюймовой разметкой, металлическая линейка, чистая бумага, маркер или иные приспособления.
В зависимости от выбранной методики, для этого может понадобиться штангенциркуль дюймовой разметкой, металлическая линейка, чистая бумага, маркер или иные приспособления.
Таблица для самостоятельного определения резьбы Источник trubomet.ru
Полезно! Ещё одним способом является использование стандартных таблиц. Однако недостатком такой методики является необходимость проведения максимально точного замера (до десятых долей миллиметра).
Замер шага резьбы Источник moy-metall.ru
Как подобрать сверла под метчики UNC/UNF
Дюймовая цилиндрическая резьба UNC (крупная) и UNF (мелкая) менее распространена в России, профиль ее аналогичен метрической 60°, но размер считается в дюймах.
Таблица диаметров отверстий под наиболее распространенную американскую резьбу UNC/UNF:
| Дюймовая резьба UNC | |||||||||||||||
| Резьба х Ниток на дюйм | Диаметр сверла, мм | Резьба х Ниток на дюйм | Диаметр сверла, мм | ||||||||||||
| 1/4х20 | 5.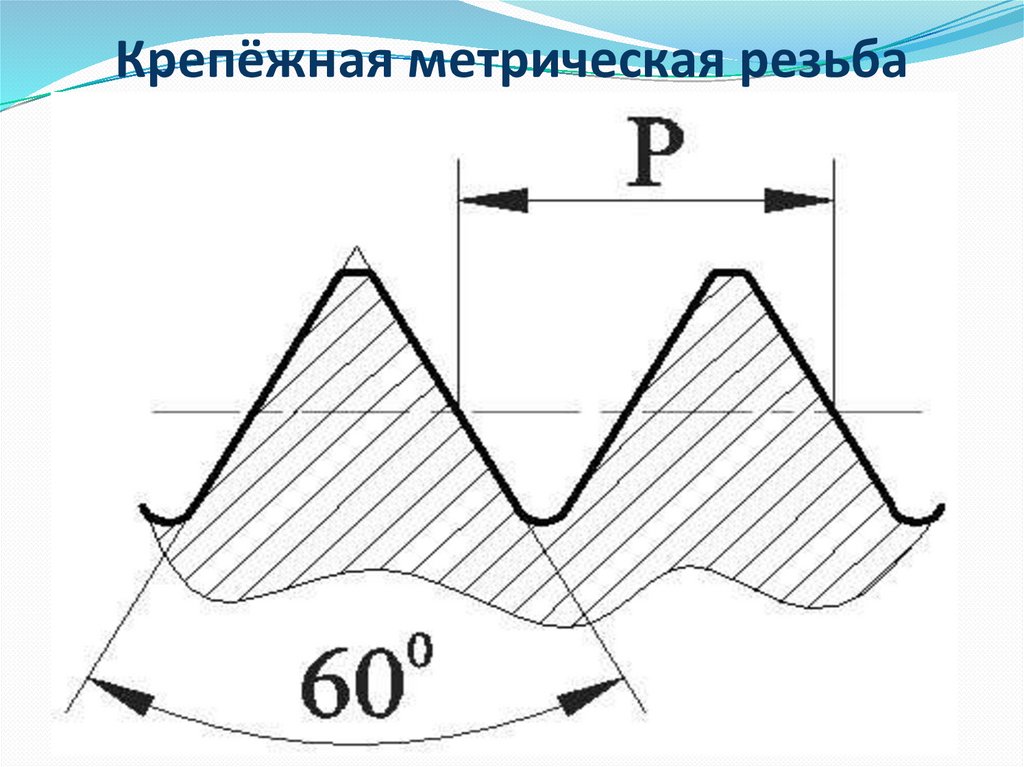 1 1 | 7/8х9 | 19.5 | ||||||||||||
| 5/16х18 | 6.5 | 1х8 | 22.25 | ||||||||||||
| 3/8х16 | 8 | 1 1/8х7 | 25 | ||||||||||||
| 7/16х14 | 9.4 | 1 1/4х7 | 28.25 | ||||||||||||
| 1/2х13 | 10.8 | 1 3/8х6 | 30.75 | ||||||||||||
| 9/16х12 | 12.2 | 1 1/2х6 | 34 | ||||||||||||
| 5/8х11 | 13.6 | 1 3/4х5 | 39.5 | ||||||||||||
| 3/4х10 | 16.5 | 2х4 | 45 | ||||||||||||
пп
| Дюймовая мелкая резьба UNF | |||||||||||||||
| Резьба х ниток на дюйм | ⌀ сверла, мм | Резьба х ниток на дюйм | ⌀ сверла, мм | ||||||||||||
| 1/4х28 | 5. 5 5 | 3/4х16 | 17.5 | ||||||||||||
| 5/16х24 | 6.9 | 7/8х14 | 20.5 | ||||||||||||
| 3/8х24 | 8.5 | 1х12 | 23.25 | ||||||||||||
| 7/16х20 | 9.9 | 1 1/8х12 | 26.5 | ||||||||||||
| 1/2х20 | 11.5 | 1 1/4х12 | 29.75 | ||||||||||||
| 9/16х18 | 12.9 | 1 3/8х12 | 33 | ||||||||||||
| 5/8х18 | 14.5 | 1 1/2х12 | 36 | ||||||||||||
Конец таблицы
В чем отличие метрической резьбы от дюймовой
Резьбовые соединения являются одними из основных методов стыковки элементов трубопроводных магистралей, иногда при монтаже линий с трубами своими руками можно столкнуться с их различными типами. Поэтому при подборе материалов и комплектующих при самостоятельном устройстве трубопроводов, полезно знать отличие резьбы метрической от трубной.
Поэтому при подборе материалов и комплектующих при самостоятельном устройстве трубопроводов, полезно знать отличие резьбы метрической от трубной.
По принятым стандартам трубную резьбу измеряют в специальных и обычных дюймах, она насчитывает несколько видов, которые в зависимости от назначения отличаются определенными параметрами. При самостоятельном ручном или механическом нарезании на токарных станках эти различия необходимо учитывать для того, чтобы правильно выбрать размеры, обеспечивающие наиболее качественные стыки для определенных условий эксплуатации.
Рис.1 Профильные размеры конусной резьбы
Почему в дюймах
Хотя в странах мира повсеместно распространена метрическая система измерений, и резьбовой шаг привязан к миллиметру, вся современная сантехника, насосное, отопительное оборудование и прочие системы с использованием трубопроводов рассчитаны на систему измерения в дюймах.
Связано это с тем, что неметрическая система вместе со всем оборудованием пришла к нам из развитых стран мира, где вся промышленность с 15 века были ориентирована на английский дюйм, приблизительно равный ширине большого пальца в 25,4 мм.
Появившаяся значительно позднее в 19 веке система с основной размерной единицей в 1 метр используется везде, но так и не смогла вытеснить дюймы из измерений элементов оборудования, газовых и водопроводных магистралей.
Частично это произошло потому, что считать десятые доли миллиметров слишком неудобно и при этом страдает точность, в то время, как резьбовые элементы в полдюйма, три четверти, полтора и так далее проще обозначать и производить. При изготовлении бытовой сантехники стандартный дюймовый шаг составляет 1/4″ — это в 6 раз больше миллиметра и позволяет существенно уменьшить число типоразмеров соединительных патрубков сантехнической арматуры.
Рис.2 Цилиндрический профиль и его размерные показатели
Параметры резьбы
Любая резьба определяется показателями:
- Наружный диаметр. Соответствует расстоянию от вершин гребней на разных сторонах и равен окружности цилиндра, на который производится нарезание.

- Внутренний диаметр. Расстояние между впадинами диаметрально расположенных профильных гребней.
- Шаг или ход. Расстояние между вершинами профиля резьбы. В трубных накатках оно измеряется витками на дюйм.
- Профильный угол. Измеренный в градусах угол конусного гребня.
- Глубина. Высота гребня от верха до его основания.
Как отличить дюймовый и метрический крепеж
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких — единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин — попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа — измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой — количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
НиП «Машиностроение»
Добавлено: 25.01.2017 15:56
Трубные резьбы, применяемые в быту
Отечественными ГОСТ регламентируется два основных вида трубной резьбы: конические и цилиндрические, главное отличие которых состоит в профиле заготовки. В первом случае он конической формы (конусность 1 к 16), во втором типе основанием является цилиндрическая заготовка.
В первом случае он конической формы (конусность 1 к 16), во втором типе основанием является цилиндрическая заготовка.
Также известны американские разновидности стандартов трубных дюймовых накаток NPSM и NPT, главное отличие которых — профильный угол в 60 градусов. Отечественный аналог американского стандарта NPT — ГОСТ 6111-52 на коническую резьбу с углом конуса гребня в 60 градусов.
Рис. 3 Таблица резьбы трубной конической
Коническая трубная резьба по ГОСТ 6211-81 и ее маркировка
Резьбовые соединения этого вида предназначены для работы в условиях высокого давления, применяются в гидравлических системах мобильного инструмента, приводящих в движение тяжелые механизмы (гидростанции), для подключения гибких рукавов и муфт, рассчитанных на давление 700 и более бар. Данный вид резьбового соединения имеет следующие особенности:
- ГОСТ регламентирует не только максимальный наружный диаметр в 6″, но и длину нарезки, которая разбивается на полную длину и рабочую часть.

- Уклон конуса имеет соотношение 1:16 по всей длине, ход резьбовой насечки включает в себя четыре позиции и привязан к внешнему диаметру.
- Маркировка включает в себя номинальный диаметр резьбы в дюймах и тип изделия, который обозначается латинской буквой R с дополнительными символами C и Р, означающими внутреннюю коническую или внутреннюю цилиндрическую нарезку. Направление указывается для левостороннего исполнения, имеет символьное обозначение LH.
Отличия дюймовой и метрической резьбы
Представленное резьбовое соединение имеет свою стандартизацию с ориентировкой на ГОСТ 6357-81, в котором регламентируются такие параметры резьбы как шаг и диаметр.
Размеры, которыми будут обладать резьбовые соединения, зависят от расстояния между противоположно размещенными верхними точками, расположенными на торце трубы.
Трубная резьба и ее размеры будут напрямую зависеть от значения внутреннего или внешнего диаметра изделия. В настоящее время выделяют такие виды резьб как:
- Метрическая;
- Дюймовая;
- Трапецеидальная;
- Цилиндрическая;
- Упорная;
- Коническая.

Кроме того, различные виды резьб имеют свое обозначение. Так, например обозначение резьбы левого типа маркируется буквами LH. Для более детальной информации резьбовое соединение обозначается на чертежах дополнительными буквами, где:
- М — обозначает номинальный диаметр витков;
- Ph – значение хода;
- Р – значение шага.
Резьба метрическая также как и дюймовая имеет стандарт по диаметрам от 1 до 180 мм. Говоря об отличиях этих двух видов, стоит отметить, что они заключаются в форме профиля виткового гребня.
Дюймовый профиль визуально выглядит более острым. Это обусловлено углом верхнего «исходного треугольника», который равен 55°.
Наружная дюймовая резьба
Также трубная резьба метрическая отличается от дюймовой исчислением значений шага и диаметра. Это связанно с тем, что метрические витки создаются с ориентировкой на миллиметры.
Трубный дюйм же равняется 3,33 см. В обоих случаях параметр шага трубных витков отсчитывается не в миллиметрах, а в нитках.
Нитки здесь — это точное количество канавок, которые имеется на участке трубы в 1 дюйм. Так, к примеру, стандартные водопроводные магистрали имею обозначение резьбы всего в двух вариантах – 11 ниток (метрический шаг в 2,31 мм) и 14 ниток (метрический шаг в 1,8 мм).
Читать также: Схема включения стабилизатора 7805
Резьба трапецеидальная применяется при производстве всевозможных винтов. К ним можно отнести ходовые винты для режущих станков, винты гидравлических прессов, устройств для подъема и червячных передач.
Такие витки существенно отличаются от других видов визуально – они выполнены в форме равнобокой трапеции. Значение угла профиля при этом может быть равно 15, 24, 30 и 40°.
Отличие резьбы метрической от трубной
Основными показателями резьбовых накаток являются их диаметр и шаг, которые регламентируются соответствующими нормативами.
Широко распространенная метрическая резьба, применяемая во всех сферах промышленности, отличается от трубной по следующим параметрам:
Размеры. Трубная имеет наружный диаметр, кратный специальному фиксированному трубному дюйму (33,24 мм.) и его десятым долям, при этом дюйм не является величиной, кратно связанной с единицами измерения в миллиметрах. Понятно, что элемент с дюймовой нарезкой не может подойти по размерным показателям к изделию, выполненному по метрическим стандартам. В трубной резьбе шаг измеряется в количестве ниток на дюйм — из этого следует, шаг резьбы в миллиметрах не будет совпадать с дюймовым.
Трубная имеет наружный диаметр, кратный специальному фиксированному трубному дюйму (33,24 мм.) и его десятым долям, при этом дюйм не является величиной, кратно связанной с единицами измерения в миллиметрах. Понятно, что элемент с дюймовой нарезкой не может подойти по размерным показателям к изделию, выполненному по метрическим стандартам. В трубной резьбе шаг измеряется в количестве ниток на дюйм — из этого следует, шаг резьбы в миллиметрах не будет совпадать с дюймовым.
Все вышесказанное означает, что на практике метрическую гайку не накрутишь на болт с дюймовой накаткой — детали не совпадут по ходу и диаметру.
Профильный угол. Трубная нарезка, регламентированная отечественными ГОСТ 6211-81, 6357-81, имеет профиль равностороннего треугольника с углом конусного гребня в 55 град., в то время как в метрической этот показатель равен 60 град. Понятно, что помимо различного диаметра и шага, эти резьбовые соединения не смогут работать в паре по причине разного угла конусных гребней.
Рис. 6 Резьба NTPS
Накатка. Трубная резьбовая накатка проводится на заготовки с учетом толщины их стенок и внешних габаритов — это позволяет получить максимально прочную стыковку изделий, зависящую от их физических и механических характеристик заготовок. Трубная резьба отличается от метрической тем, что по стандарту для каждого диаметра установлен свой шаг — это позволяет при соблюдении нормативов обеспечить резьбовому стыку высокую и заранее рассчитанную прочность.
Маркировка и обозначение. В государственных стандартах основные трубные резьбовые размеры привязаны к дюйму (обозначается одной или двумя косыми чертами), в то время как метрические приведены в миллиметрах. Основная разница видов в указании хода — в дюймовом варианте указывается количество ниток на 1″.
Основные отличия резьб
Любая резьба характеризуется следующими основными параметрами:
- Наружный диаметр — расстояние между вершинами двух диаметрально расположенных гребней.
 Равняется диаметру окружности цилиндра, по которому выполнялась нарезка.
Равняется диаметру окружности цилиндра, по которому выполнялась нарезка. - Внутренний диаметр — расстояние между впадинами двух диаметрально расположенных гребней.
- Шаг резьбы — расстояние между двумя соседними вершинами профильных гребней или количество витков на единицу длины нарезанной резьбы.
- Угол профиля — угол гребня в градусах.
- Глубина резьбы — расстояние между впадиной и вершиной профильного гребня.
Разница резьбы метрической и дюймовой заключается в измерении этих основных параметров. Так, диаметры метрической резьбы указываются в миллиметрах, а дюймовой — дюймах (2,54 см). Дюймы указываются в целых и дробных долях, например, 1 1/4″. Существенные отличия есть и в принципах измерения шага. Для метрической резьбы он представляет собой расстояние между вершинами соседних профильных гребней, выраженное в миллиметрах. Шаг дюймовой резьбы — это количество витков (ниток) на один дюйм длины.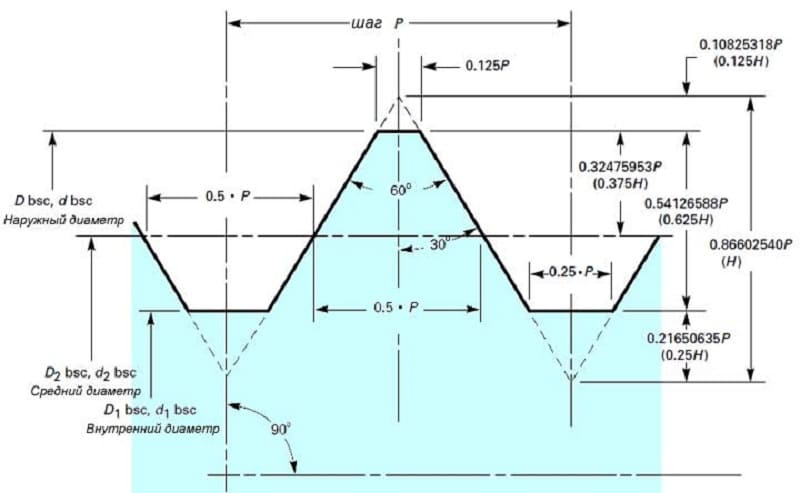
В отличие от метрической, у трубной резьбы по стандарту для каждого диаметра устанавливается свое значение шага. Это позволяет учитывать толщину стенок труб и их прочностные характеристики для образования наиболее надежного резьбового соединения, устойчивого к переменным нагрузкам и повышенному внутреннему давлению в трубопроводе.
Важным конструктивным отличием является профильный угол. Более того, по этому параметру можно отличить метрическую резьбу от дюймовой. В соответствии с нормами ГОСТ 6211-81 и 6357-81 гребни резьбы должны иметь профиль равностороннего треугольника. При этом угол наклона профильного гребня у метрической равняется 60°, а у трубной — 55°. Поэтому для специалиста доступно определение дюймовой резьбы визуально по данному параметру.
Эти отличия делают детали с разными видами резьб несовместимыми друг с другом. Они не подходят в связи с разными значениями диаметра и шага. Даже если эти параметры будут приблизительно совпадать, разный профильный угол не позволит создать рабочее резьбовое соединение.
Нарезка трубной резьбы своими руками
Как и метрическая, трубная резьба бывает наружной и внутренней, выполняется ручными или механическими способами. Для создания нарезки ручным способом используют метчики (для внутренней насечки) и плашки (для нарезания внешних поверхностей).
Самостоятельная нарезка резьбы на трубе внутри и снаружи проводится в следующем порядке:
- Перед нарезанием стачивают внешнюю или внутреннюю кромки, делая небольшую фаску — это помогает установить режущий инструмент без перекосов. Также под рукой необходимо иметь машинное масло, которым будет смазываться поверхность трубы и режущий инструмент в процессе проведения работ.
- Труба надежно фиксируется в тисках и смазывается машинным маслом, плашка закрепляется в плашкодержателе, а метчик в воротке, после чего инструмент надевают или вставляют в трубу.
- Вращая плашку или метчик, вворачивают их в заготовку на необходимую глубину. Вращательные движения совершает в одну и другую сторону, при большой глубине нарезания плашку или метчик периодически извлекают и очищают от стружки вместе с поверхностью детали.

Рис.8 Ручной способ создания резьбы
Для качественного выполнения нарезаемой резьбы используются два типа плашек и метчиков: черновые и чистовые, первыми, более выработанными, проход совершают в начале, после чего проходку довершают чистовыми.
При наличии в домашнем хозяйстве токарного станка, применяют механический способ нарезания, при этом выполняемая работа состоит из следующих операций:
- Трубу фиксируют в патроне токарно-винтового станка, в его суппорт устанавливают специальный резец.
- Включают станок, выставляют заданные режимы скорости вращения шпинделя и движения суппорта с резцом, а также глубину погружения резца. Прорезание наружной трубной поверхности проводят с применением смазывающей охлаждающей жидкости или масла.
- В начале вырезают фаску, затем совершают проходы, с каждым постепенно увеличивая глубину погружения резца. Последний проход совершают с минимальным снятием металла на малых оборотах.

Рис. 9 Изготовление резьбы на токарном станке
Особенности трубной резьбы
От стандартных метрических резьб, трубная отличается более острой вершиной треугольника (55° против 60°) и слегка закругленными вершинами зубьев. Это обеспечивает максимальную плотность и герметичность трубного соединения, что играет особую роль при монтаже трубопроводов.
Основным параметром резьбы является её наружный диметр, измеряемый в т. н. трубных дюймах (1 дюйм равен 33,24 мм) состоящих из суммы внутреннего диаметра и толщины наружных стенок. Действующими стандартами определены следующие параметры соединения:
- Наибольший диаметр трубы – 6 дюймов. При больших значениях применяется сварочное соединение.
- Шаг резьбы состоит из 4-х стандартных типоразмеров. Количество нитей составляет 11, 14, 19 и 29 на стандартный дюйм.
- Имеется два ряда наружных диаметров. Преимущество при выборе диаметра отдаётся первому ряду.
- В международном обозначении указывается символ G (Тр.
 согласно ГОСТ 6357-81), размера и класс точности. При левом исполнении добавляются буквы LH. Также, в конце, может быть указана длина резьбового соединения.
согласно ГОСТ 6357-81), размера и класс точности. При левом исполнении добавляются буквы LH. Также, в конце, может быть указана длина резьбового соединения.
Читать также: Механизм для стяжного ремня
Данный тип разъёмного соединения изготавливается на заводе способом накатки с учетом толщины стенок и наружного размера изделия. Это позволяет получить максимально прочное и герметичное соединение. При этом в отличие от метрических резьб, наличие у каждого из стандартных диаметров своего шага повышает надежность стыковки.
Знакомство с размерами болтов и гаек
При обсуждении размеров гаек и болтов важно не только понимать разницу между дюймовыми и метрическими крепежными деталями, но также понимать, какие размеры необходимы для определения размеров гаек и болтов, необходимых для вашего применения.
Все размеры гаек и болтов относятся к одной из двух основных категорий: стандарт/дюймовый и метрический . Хотя может показаться естественным искать дюймовые размеры гаек и болтов при поиске крепежных изделий, измеренных в дюймах, в отрасли этот термин не используется.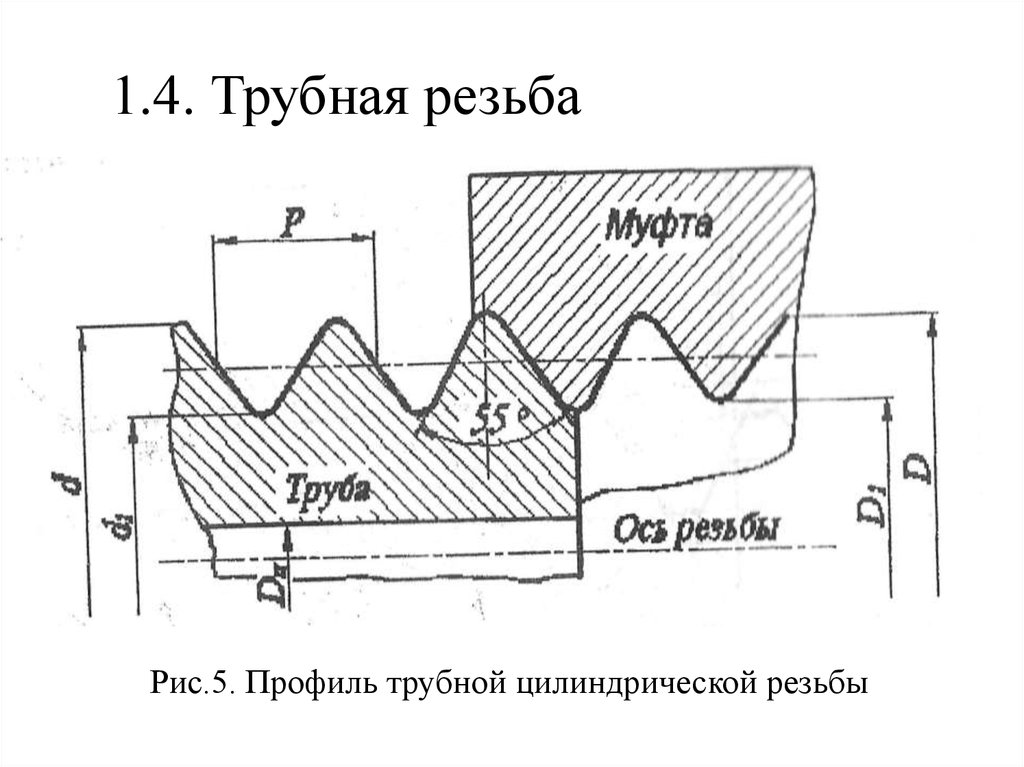 Вместо этого вы найдете стандартные, дюймовые, или крепежные детали США . К счастью, метрическая — единственный отраслевой термин для крепежа, измеряемый в миллиметрах.
Вместо этого вы найдете стандартные, дюймовые, или крепежные детали США . К счастью, метрическая — единственный отраслевой термин для крепежа, измеряемый в миллиметрах.
Различия между дюймовыми и метрическими гайками и болтами
Хотя функциональные и физические характеристики дюймовых и метрических гаек и болтов практически одинаковы, их размеры различаются. Размеры сообщаются основными размерами, стандартами и маркировкой класса прочности.
Различия между дюймовыми и метрическими гайками и болтами
Самая большая разница между дюймовыми и метрическими размерами гаек и болтов заключается в том, как определяются размеры. В то время как каждый тип гайки или болта будет иметь свой собственный набор характеристик для измерения, каждый крепеж измеряется по диаметру резьбы и виткам на дюйм (TPI) или шагу резьбы .
Размеры резьбы
Независимо от дюймовых или метрических размеров, диаметр резьбы определяется либо внешним диаметром (OD), либо внутренним диаметром (ID) детали:
- Внешний диаметр (OD) или основной диаметр
- Гайки: расстояние между корнями резьбы
- Болты: расстояние между гребнями резьбы
- Внутренний диаметр (ID) или наружный диаметр
- Гайки: расстояние между гребнями резьбы
- Болты: расстояние между корнями резьбы
OD чаще используется в базовых измерениях.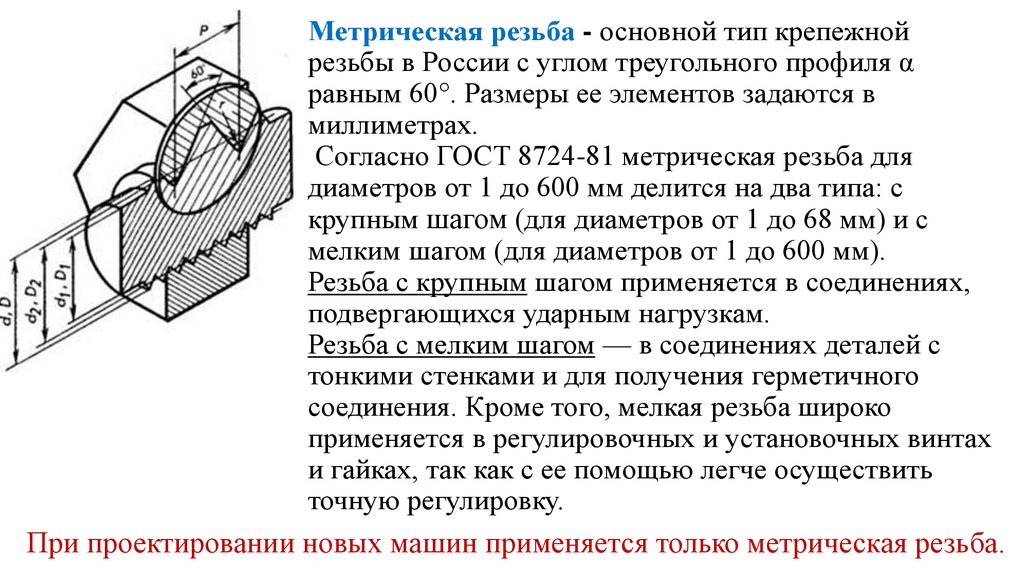
Размер резьбы зависит от используемой системы измерения:
- Количество ниток на дюйм (TPI): используется для измерения дюймов крепежных деталей — сколько витков приходится на дюйм длины резьбы
- Шаг резьбы: используется для измерения метрических крепежных деталей — расстояние между двумя вершинами резьбы, указанное в миллиметрах
Формат измерения для наименований размеров
Названия размеров гаек и болтов, независимо от системы измерения, всегда указываются в виде наружного диаметра , за которым следует TPI или шаг резьбы . Названия в каждой системе измерения будут немного отличаться.
Формат в дюймах
Размер гайки или болта в дюймах будет указан как размер резьбы — число от 1 до 12 или шаг в дюймах, за которым следует число витков на дюйм (TPI). Если диаметр меньше 1/4 дюйма, диаметр будет указан как число от нуля до 12; чем больше число, тем ближе оно к 1/4 дюйма. Когда диаметр равен или превышает 1/4 дюйма, он будет указан как приращение в дюймах.
Когда диаметр равен или превышает 1/4 дюйма, он будет указан как приращение в дюймах.
TPI, или количество витков резьбы в пределах дюйма от длины резьбы, будет сразу следовать за диаметром.
- Пример 1: #6-24 (#6 = наружный диаметр 0,138 дюйма; 24 = 24 витка резьбы на один дюйм длины резьбы)
- Пример 2: 1/4″-28 (1/4 = 1/4 дюйма наружного диаметра; 28 = 28 витков резьбы на один дюйм длины резьбы)
Метрический формат
Размер резьбы метрической гайки или болта обозначается буквой «M», за которой следует число, указывающее количество миллиметров в диаметре, а затем шаг резьбы.
- Пример: M4 x 0,7 (M4 = 4 мм НД; 0,7 = 0,7 мм между вершинами резьбы)
Крупная и мелкая резьба
Названия размеров гаек и болтов иногда также влияют на то, является ли резьба крупной или мелкой . Проще говоря, грубые нити толще и дальше друг от друга, а тонкие нити тоньше и ближе друг к другу.
Для обозначения каждого типа резьбы используется несколько сокращений:
Стандартная крупная резьба
- UNC: Unified National Крупная резьба, сопоставимая с метрической резьбой ISO
- UNRC: Unified National Грубая резьба; буква «R» указывает на «катаную» наружную резьбу, имеющую закругленный контур корня. Они полностью взаимозаменяемы с застежками UNC.
- UNJC: Unified National Грубая резьба с увеличенным внутренним диаметром и регулируемым радиусом впадины, которая распределяет прочность на растяжение по более широкой площади. Получено из военной спецификации (MIL-S-8879), они предназначены для приложений с высокими нагрузками. Однако они не взаимозаменяемы с другими крепежными элементами UNC.
Метрическая грубая резьба
- Метрическая резьба ISO обозначается просто словом “ грубая”. “
Стандартная мелкая резьба
- UNF: Унифицированная национальная мелкая резьба.

- UNRF: Unified National Fine threads; буква «R» указывает на «катаную» наружную резьбу, имеющую закругленный контур корня. Они полностью взаимозаменяемы с другими креплениями UNF.
- UNJF: Unified National Тонкая резьба с увеличенным внутренним диаметром и контролируемым радиусом впадины, которая распределяет растягивающее напряжение по более широкой области. Основанные на военной спецификации (MIL-S-8879), они предназначены для работы в условиях высоких нагрузок. Однако они не взаимозаменяемы с другими креплениями UNF.
Мелкая метрическая резьба
- Метрическая резьба ISO будет обозначаться просто словами « мелкозернистая » или « сверхмелкозернистая. »
Иногда вы увидите один и тот же размер резьбы, указанный дважды, каждый с другим шагом резьбы или TPI рядом с ними. Например:
- M2,3 x 0,45 против M2,3 x 0,4: Они имеют одинаковый диаметр, но шаг резьбы в первом измерении больше, чем во втором, поэтому расстояние между витками будет больше.
 .
. - #10 – 24 по сравнению с #10 – 32: Они имеют одинаковый диаметр, но TPI в первом измерении ниже, чем во втором, поэтому на дюйм длины резьбы будет меньше витков.
Поскольку TPI и шаг резьбы рассчитываются по-разному, помните следующее:
- Дюймовая резьба: выше TPI указывает на более тонкую резьбу, поскольку в пределах одного дюйма длины резьбы находится больше резьбы.
- Метрическая резьба: Меньший шаг резьбы указывает на более тонкую резьбу, так как между каждым гребнем резьбы меньше пространства.
Стандарты
Гайки и болты регулируются стандартами в зависимости от их системы измерения.
Дюймовые стандарты
Как поясняется в нашем Руководстве по гайкам и болтам, большинство дюймовых гаек и болтов соответствуют Единому стандарту резьбы (UTS). Этот стандарт регулируют Американское общество инженеров-механиков (ASME) и Американский национальный институт стандартов (ANSI). Кроме того, Общество автомобильных инженеров (SAE International) регулирует стандарты для деталей, используемых в автомобильной технике. Если какой-либо из следующих стандартов применим к вашим гайкам или болтам, вы работаете с дюймовыми креплениями:
Кроме того, Общество автомобильных инженеров (SAE International) регулирует стандарты для деталей, используемых в автомобильной технике. Если какой-либо из следующих стандартов применим к вашим гайкам или болтам, вы работаете с дюймовыми креплениями:
- UTS: Единый стандарт резьбы для резьбы, обычно используемой в США и Канаде, включая унифицированную национальную крупную (UNC) и унифицированную национальную тонкую (UNF) резьбу. ASME/ANSI — определяет свойства резьбы для трех классов унифицированной резьбы общего назначения, включая: крепежные изделия серии UN, UNR и UNJ.
- SAE: Стандарт, определяющий количество витков резьбы на дюйм для крупных и мелких американских (или стандартных) болтов, винтов, труб, портов и фланцевых портов.
Метрические стандарты
Наиболее распространенными стандартами для метрических гаек и болтов являются:
- ISO: Строгие спецификации для крупной, мелкой и сверхмелкой метрической резьбы, определенные Международной организацией по стандартизации.
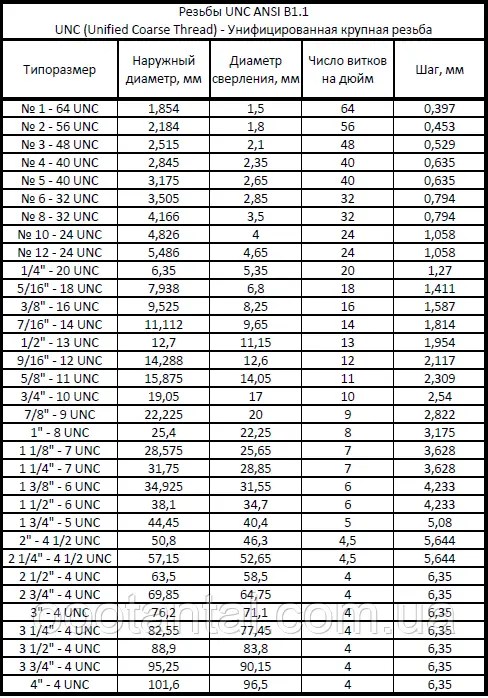
- DIN: Стандарты, определенные Немецким институтом стандартизации (или Deutsches Institut für Normung, отсюда «DIN») для стилей резьбы, обычно используемых в Европе.
АСТМ
Стандарт Американского общества по испытаниям и материалам (ASTM) распространяется как на дюймовые, так и на метрические гайки и болты. В следующем разделе мы обсудим, как определить подходящую систему измерения.
Маркировка класса прочности
Иногда производители маркируют свои гайки и болты углублениями, чтобы указать прочность крепежного изделия. В разных стандартах используются разные маркировки прочности, но есть несколько маркировок, с которыми вы, скорее всего, столкнетесь.
Маркировка в дюймах
Дюймовые гайки, регулируемые SAE, будут иметь продольные линии внутри круга на верхней части гайки, а болты будут иметь линии на головке болта, идущие от центра головки наружу.
Метрическая маркировка
Если на гайке или болте вместо отступов в виде линий указаны цифры, указывающие класс прочности, то это метрический крепеж. Однако, в зависимости от стандарта крепежа, метрические гайки также могут иметь узор из линий и точек между кругом и сторонами гаек. Метрические гайки напечатают эти углубления за пределами круга.
Однако, в зависимости от стандарта крепежа, метрические гайки также могут иметь узор из линий и точек между кругом и сторонами гаек. Метрические гайки напечатают эти углубления за пределами круга.
Маркировка ASTM
Вы также можете встретить болты с буквенно-цифровой маркировкой, обычно «A», «B» или «F» в сочетании с цифрами от одной до четырех. Этот знак мог существовать сам по себе или вместе с линиями. Это знак класса прочности ASTM. Если за этим знаком следует заглавная буква «М», это означает, что застежка метрическая. Если нет буквы «М», это дюймовая застежка.
Производители не обязаны маркировать свои крепежные изделия классами прочности, поэтому это не является гарантированным методом определения дюймового или метрического обозначения вашего крепежного изделия. На многие гайки и болты наносится только клеймо производителя, которое может быть простой буквой, и его не следует путать с классом прочности.
Как определить размеры гаек и болтов
Бывают случаи, когда вам необходимо определить размеры ваших гаек и болтов с нуля.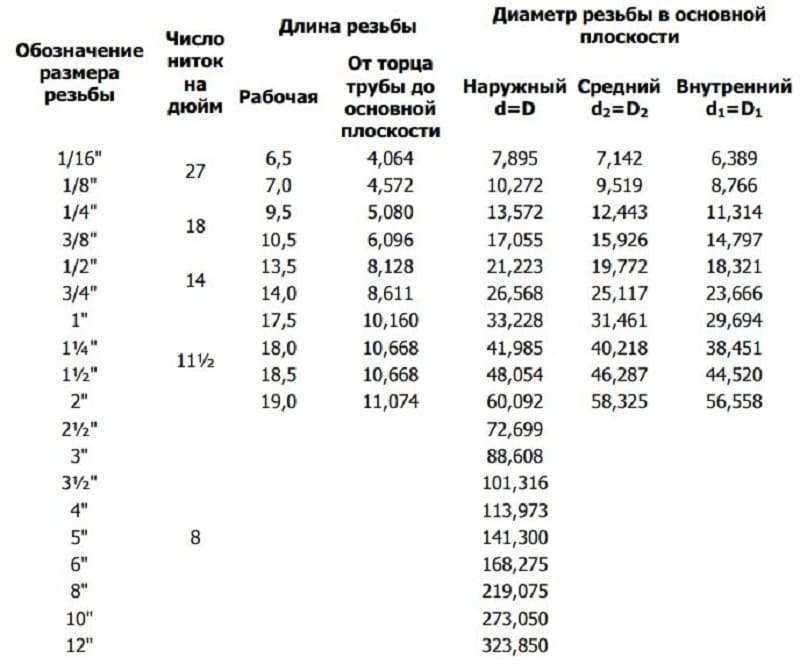 Нет точного способа сделать это без специальных инструментов, но вы можете сузить ключевые измерения с помощью базовой дюймовой и метрической линейки. Отсюда вы можете отнести свои крепежи в местный хозяйственный магазин и найти наиболее подходящий.
Нет точного способа сделать это без специальных инструментов, но вы можете сузить ключевые измерения с помощью базовой дюймовой и метрической линейки. Отсюда вы можете отнести свои крепежи в местный хозяйственный магазин и найти наиболее подходящий.
Чтобы определить размеры гаек и болтов:
- Сначала определите, с какими крепежными элементами вы работаете: дюймовыми или стандартными, указав стандарт, связанный с вашей гайкой или болтом, или взглянув на головку болта или верхнюю часть винта. Если есть видимые маркировки, см. предыдущие описания.
- Если вы не можете определить систему измерения, вам необходимо записать наружный диаметр как в дюймах, так и в миллиметрах.
- Измерьте дюйм длины резьбы и подсчитайте количество витков в пределах дюйма, чтобы определить TPI.
- Измерьте расстояние между резьбами в миллиметрах, чтобы определить шаг резьбы.
- Используя наружный диаметр, измеренный в дюймах, и TPI, соберите стандартную версию вашего измерения.
 Должно получиться так: дюйма OD-TPI . (Пример: 1/4″-28)
Должно получиться так: дюйма OD-TPI . (Пример: 1/4″-28) - Используя наружный диаметр, измеренный в миллиметрах, и шаг резьбы, соберите метрическую версию вашего измерения. Это должно выглядеть так: M OD x шаг резьбы . (Пример: M4 x 0,7)
- Отнесите обе версии этих измерений в местный хозяйственный магазин; Затем вы можете определить крепеж с ближайшими размерами к вашим.
- Для более точных измерений рассмотрите возможность приобретения дюймовых и метрических резьбовых калибров. Эти небольшие инструменты выглядят как карманные ножи и держат веер лезвий с насечками разного размера. Насечки соответствуют размерам резьбы, которые указаны на лезвии. Прижимайте резьбу вашей детали к различным лезвиям, пока не найдете лезвие, которое идеально прилегает к резьбе. Это не только скажет вам, является ли ваша деталь дюймовой или метрической, но также сузит точный TPI или шаг резьбы.
- Не смешивайте стандартные и метрические крепежные детали.
 Они предназначены для работы с правильно сопрягаемыми деталями; если смешать стандартный болт с метрической гайкой, резьба может держаться неправильно. Это может привести к повреждению вашего приложения и может быть проблемой безопасности.
Они предназначены для работы с правильно сопрягаемыми деталями; если смешать стандартный болт с метрической гайкой, резьба может держаться неправильно. Это может привести к повреждению вашего приложения и может быть проблемой безопасности.
Таблицы размеров
Таблицы размеров гаек и болтов могут охватывать различные размеры. Наши размеры охватывают обычные размеры гаек и болтов для крепежных изделий с наружным диаметром до 1 дюйма и 25 мм. Мы включаем следующие основные размеры:
- Размер резьбы: Указывает полное имя размера. Для дюймовых крепежей это наружный диаметр, за которым следует TPI. Для метрических крепежных изделий за буквой «М» следует внешний диаметр, за которым следует шаг резьбы.
- Внешний диаметр (OD): Это основное фактическое измерение, которое коррелирует с размером резьбы.
- TPI/Шаг резьбы: В стандартной таблице указано соответствующее количество шагов на дюйм, а в метрической таблице — соответствующий шаг резьбы.

- Обозначение грубой/мелкой резьбы: В стандартной таблице используются аббревиатуры «UN», описанные выше, а в метрической таблице используются слова «грубая» и «мелкая» в соответствии с обозначениями ISO.
Другие размеры для обычных типов гаек и болтов
В то время как внешний диаметр и TPI/шаг резьбы являются важными измерениями для каждого типа гаек или болтов, различные типы крепежных изделий имеют другие уникальные размеры, которые важно знать.
Гайки
Большинство гаек имеют три основных размера помимо наружного диаметра и TPI/шага резьбы:
A: Монтажная ширина; B: ширина от угла к углу; C: Толщина
Исключением являются барашковые гайки, которые явно отличаются по форме от гаек с шестигранной формой, таких как шестигранные гайки, накидные гайки, контргайки и контргайки.
Крыльчатая гайка
A: Размах крыла; B: Общая высота тела; C: расстояние между крыльями; D: Общий диаметр
Болты
Существует множество типов болтов с уникальными характеристиками и профилями, для которых требуются уникальные обозначения измерений.
Болты с шестигранной головкой
A: высота головки; Б: длина; C: Высота резьбы
Рым-болты
A: Диаметр хвостовика; B: длина хвостовика; C: длина резьбы; D: внутренний диаметр; E: Внешний диаметр
Г-образные болты
A: Длина; B: длина резьбы; C: Крюк
U-образные болты
A: Внутренняя длина; B: длина резьбы; C: Внутренняя ширина
Ступенчатые болты
A: Диаметр головки; B: ширина квадрата; C: высота головы; D: квадратная глубина; E: диаметр полноразмерного корпуса; Ф: Длина
У вас есть вопросы о размерах деталей, наличии или специальных опциях?
Свяжитесь с дружелюбным и знающим отделом продаж G.L. Huyett сегодня по адресу [email protected].
Категории: болт, болты, грубый, диаметр, DIN, проушина, мелкий, класс, шестигранник, идентификация, дюйм, внутренний, ISO, L-образный болт, подъем, маркировка, измерение, метрический, гайка, гайки, внешний, SAE , размер, шаг, резьба, U-образный болт, UNC, UNF, UNJC, UNJF, UNRC, UNRF, UTS, крыло
В чем разница между метрической и британской резьбой
Другое существенное различие между британской и метрической системами заключается в том, что шаг резьбы выражается как число витков резьбы на дюйм (TPI), в отличие от метрической системы, в которой шаг (P) определяется как расстояние между двумя вершинами резьбы.
Метрическая резьба измеряется по шагу. Это расстояние от гребня одной нити до гребня следующей, измеряемое в миллиметрах. Шаг метрической резьбы можно проверить прямым измерением с помощью метрической линейки. Шаг дюймовой резьбы косвенно измеряется как заданное количество зубьев на дюйм .
Полный Ответить
Каковы размеры резьбы?
Подробный обзор отчета о рынке резьбонарезных фрез за 2022 год представляет собой анализ размера рынка, доли, развития, расширения торгового центра, технологических достижений, моделей, структуры затрат, доходов, статистических и полных данных о мировом рынке.
Что такое стандартный размер резьбы?
Стандарт Размер в Соединенных Штатах Америки (США) В Соединенных Штатах оптимальный размер резьбы составляет ½ полдюйма (12,7 миллиметра).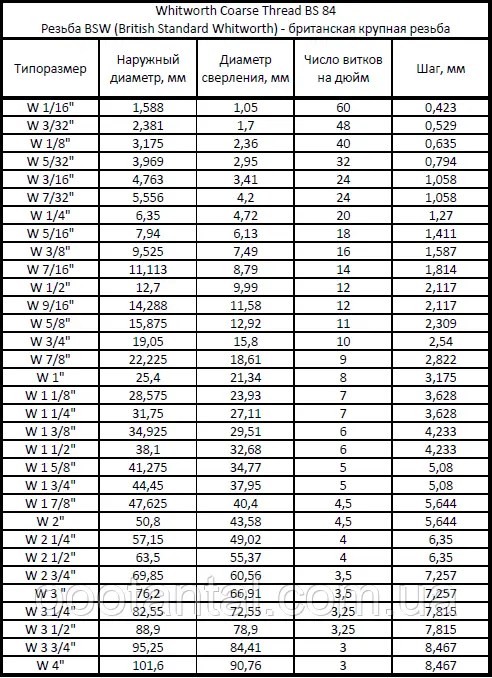 Поскольку он довольно стабилен, вам не придется беспокоиться о длине. Крайне маловероятно, что вы обнаружите аберрацию, так как большинство насадок для душа рассчитаны на резьбу , которая …
Поскольку он довольно стабилен, вам не придется беспокоиться о длине. Крайне маловероятно, что вы обнаружите аберрацию, так как большинство насадок для душа рассчитаны на резьбу , которая …
Какой диаметр резьбы М12?
M12 x 25 = диаметр 12 мм, предполагается крупная резьба (1,75 мм), длина 25 мм M12 — это подходящая гайка с крупной резьбой (во избежание путаницы мы всегда включаем шаг резьбы как для крупного, так и для мелкого метрического крепежа). при работе с дюймовыми крепежными деталями шаг может немного сбить с толку — шаг — это расстояние между соседними витками резьбы.
Как рассчитать шаг резьбы?
- Основание/низ Нижняя поверхность, соединяющая две смежные стороны резьбы
- Сторона/сторона Сторона поверхности резьбы, соединяющая вершину и основание
- Вершина/вершина Верхняя поверхность, соединяющая две стороны или боковые поверхности.

Как отличить стандартную резьбу от метрической?
Метрическая и стандартная резьба Стандартная метрическая резьба обозначается шагом в миллиметрах (мм). Это расстояние, измеренное между вершинами двух соседних нитей. Стандарты крепежа ASTM измеряют резьбу по TPI: количество ниток на дюйм. Вы буквально просто подсчитываете количество нитей, которые покрывают расстояние в один дюйм.
Как узнать, метрические у меня болты или дюймовые?
Большинство болтов имеют довольно одинаковую длину; и это хороший способ определить, является ли болт метрическим или стандартным. Измерьте длину болта (не включая колпачок) и посмотрите, ближе ли она к доле дюйма или к миллиметру, оканчивающемуся на 5 или 0.
В чем разница между метрической и дюймовой резьбой?
Обозначения метрической резьбы существенно отличаются, поскольку указывается шаг резьбы (расстояние между каждой резьбой в мм), а не резьба на дюйм или мм.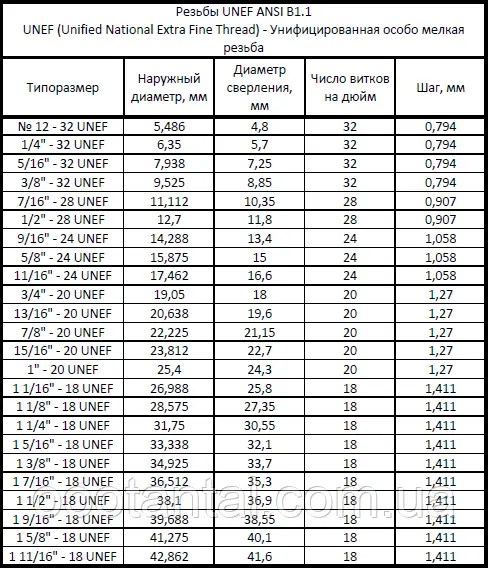 Например, M10x1. 5 (крупная) имеет шаг 1,5 мм, а M10x1. 25 (тонкая) резьба имеет шаг 1,25 мм.
Например, M10x1. 5 (крупная) имеет шаг 1,5 мм, а M10x1. 25 (тонкая) резьба имеет шаг 1,25 мм.
Как вы определяете метрические потоки?
Для метрических параллельных резьб измерение наружного диаметра резьбы штангенциркулем в миллиметрах (мм) даст показание точного размера резьбы, но не шага резьбы. Например, показание штангенциркуля 12,03 мм указывает на то, что это, скорее всего, резьба 12 мм.
Взаимозаменяемы ли метрические и стандартные болты?
Для стандартных болтов размер головки измеряется в дюймах или долях дюйма; однако размеры головок метрических болтов измеряются в миллиметрах, что может вызвать путаницу, если инженеры попытаются применить метрические болты к стандартным системам, и наоборот.
Метрика и SAE — это одно и то же?
Размеры гнезд SAE указаны в дюймах и долях дюймов. Метрические ключи и ключи SAE имеют разные системы измерения. Метрические головки и гаечные ключи используют метрическую систему измерения. Это когда миллиметры используются для описания размера.
Метрические ключи и ключи SAE имеют разные системы измерения. Метрические головки и гаечные ключи используют метрическую систему измерения. Это когда миллиметры используются для описания размера.
Как узнать какой у меня болт м6 или м8?
Определенный диаметр метрических болтов на самом деле немного больше фактического диаметра стержня болта. Таким образом, болт M8 будет иметь диаметр стержня чуть меньше 8 мм, что означает, что болт должен пройти через отверстие диаметром 8 мм.
Что означает М8 1,25?
Для метрических крепежей вы увидите M8 x 1,25 или M8 x 1. Для шага резьбы расстояние между двумя точками — это второе число, означающее, что чем выше число, тем меньше резьбы. Это означает, что M8 x 1,25 — это крупная резьба, а M8 x 1 — мелкая резьба.
Что такое имперская и метрическая система?
В большинстве стран используется метрическая система, в которой используются такие единицы измерения, как метры и граммы, и добавляются такие префиксы, как килограмм, милли и санти для подсчета порядков. В Соединенных Штатах мы используем старую имперскую систему, где все измеряется в футах, дюймах и фунтах.
В Соединенных Штатах мы используем старую имперскую систему, где все измеряется в футах, дюймах и фунтах.
Британская трубная резьба метрическая?
Фитинги British Standard Pipe на сегодняшний день являются одними из самых популярных из всех иностранных резьб в мире. Эти резьбы бывают двух видов: параллельные (BSPP) и конические (BSPT). Угол боковой поверхности резьбы как для конической, так и для параллельной британской резьбы составляет 55°. Хотя BSP является внешним потоком, на самом деле он не является метрическим.
Как измеряются дюймовые размеры резьбы?
Имперские резьбы измеряются в нитях на дюйм или TPI. Как следует из названия, TPI измеряется путем подсчета количества вершин резьбы на длине 1 дюйм.
Что такое стандартные размеры метрической резьбы?
Таблица 1.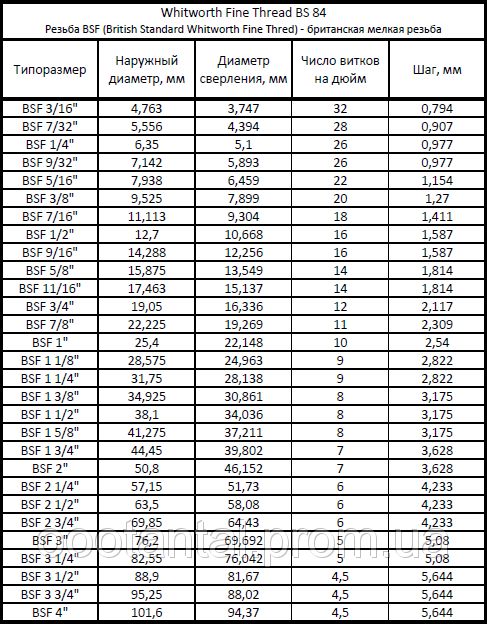 Шаг (мм) Шаг (дюймы) Резьба на дюйм2.00.039425.401.250.049220.321.50.059116.931.750.068914.5120 больше строк
Шаг (мм) Шаг (дюймы) Резьба на дюйм2.00.039425.401.250.049220.321.50.059116.931.750.068914.5120 больше строк
Что такое размер резьбы?
1. Размер резьбы s в дюймах указан по диаметру и числу витков на дюйм. Например, для размера винта 10–24 первая цифра обозначает диаметр резьбы, а вторая цифра — число витков на дюйм (TPI). Когда диаметр меньше 1/4 дюйма, значение обозначается цифрой, например №1 или №1. 2. Размеры резьбы в метрических единицах указаны по диаметру …
Что такое резьба 6 мм?
Размеры резьбы указаны в номинальных размерах, а не в фактических измерениях.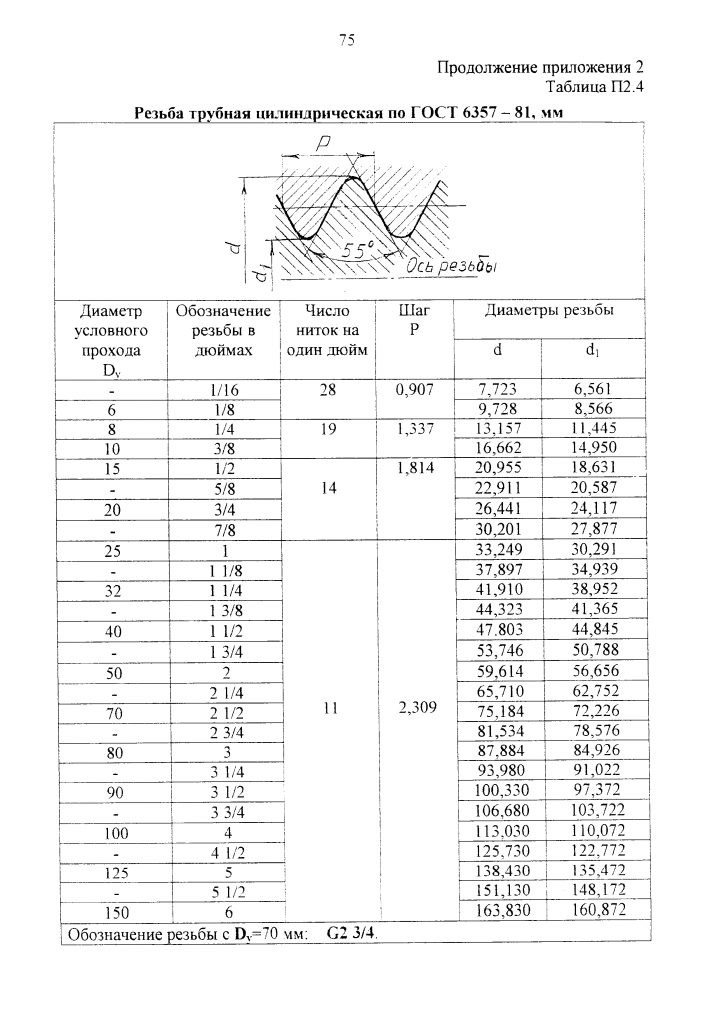 Например, когда винт или болт имеет размер 5,9 мм, это называется резьбой 6 мм. Существует два распространенных метода записи размеров резьбы. 1. Размеры резьбы в дюймах указаны по диаметру и числу витков на дюйм.
Например, когда винт или болт имеет размер 5,9 мм, это называется резьбой 6 мм. Существует два распространенных метода записи размеров резьбы. 1. Размеры резьбы в дюймах указаны по диаметру и числу витков на дюйм.
В чем разница между имперскими и метрическими?
Их дюймовые версии бывают нескольких дискретных длин: 1 дюйм (25,4 мм), 1,5 дюйма (38,1 мм), 2 дюйма (50,8 мм) и больше. Однако их метрические версии выпускаются в различных дискретных длинах: 30 мм (1,18 дюйма), 40 мм (1,57 дюйма), 50 мм (1,97 дюйма), и выше. Другими словами, мы настраиваем наши имперские и метрические версии так, чтобы они имели размеры, которые имеют смысл для предполагаемых клиентов.
Почему метрические элементы помечены?
Метрические элементы обычно имеют физическую маркировку , чтобы отличить их от имперских частей.
Что такое SM-поток?
Резьба SM на идентична для дюймовых частей и их метрических эквивалентов. Компания Thorlabs разработала семейство собственных стандартов резьбы для распространенных оптических диаметров, обозначаемых префиксом SM. Эти резьбы обеспечивают удобный способ центрирования, закрепления и позиционирования оптики в креплениях.
Что означает суффикс M на креплении Thorlabs?
В оптических креплениях суффикс /M относится только к монтажным отверстиям с резьбой . Другими словами, когда Thorlabs обозначает изделие с резьбой SM как дюймовое или метрическое, отверстие с резьбой SM одинаково в обеих версиях.
Как определить, является ли деталь метрической?
В этих случаях вы можете полагаться на суффикс /M , чтобы узнать, является ли деталь метрической. Например, рассмотрим наши алюминиевые макетные платы. MB1012 представляет собой макетную плату британских размеров 10 x 12 дюймов (с резьбовыми отверстиями 1/4–20 с шагом 1 дюйм), а MB1560/M представляет собой макетную плату метрических размеров 15 x 60 см (с резьбовыми отверстиями M6 с шагом 25 мм). ). Обе эти детали имеют четыре цифры в своих номерах деталей, но одна из них британская, а другая – метрическая.
Например, рассмотрим наши алюминиевые макетные платы. MB1012 представляет собой макетную плату британских размеров 10 x 12 дюймов (с резьбовыми отверстиями 1/4–20 с шагом 1 дюйм), а MB1560/M представляет собой макетную плату метрических размеров 15 x 60 см (с резьбовыми отверстиями M6 с шагом 25 мм). ). Обе эти детали имеют четыре цифры в своих номерах деталей, но одна из них британская, а другая – метрическая.
Какие единицы измерения используются на чертеже?
Размеры на каждом чертеже даны либо в имперских единицах с метрическим преобразованием в скобках; или метрических единиц с британским преобразованием в скобках. Единицы, перечисленные первыми, являются проектными единицами. По соглашению мы даем имперские размеры с точностью до двух знаков после запятой (сотые доли дюйма), а метрические измерения — с точностью до одного знака после запятой (десятые доли миллиметра), поскольку стандартные машинные допуски составляют ± 0,005 дюйма (примерно ± 0,1 мм).
Что произойдет, если основание BA2/M будет размещено параллельно и перпендикулярно матрице с резьбовым отверстием?
Если основание BA2/M размещено параллельно и перпендикулярно матрице с резьбовыми отверстиями британского оптического стола, один из винтов не сможет быть затянут, и механическая стабильность будет нарушена.
Популярные сообщения:
 дом строителя сарая
дом строителя сарая  Берет ли Шервин Уильямс пустые банки из-под краски?
Берет ли Шервин Уильямс пустые банки из-под краски? Руководство по идентификации болтов — автоматическая поставка по первому требованию
Без категории
Как определить болт
Так много болтов, так мало времени. Вот руководство, которое поможет вам выяснить, каковы характеристики практически любого болта, и сказать, является ли он метрическим или стандартным.
Вот руководство, которое поможет вам выяснить, каковы характеристики практически любого болта, и сказать, является ли он метрическим или стандартным.
Когда дело доходит до застежек, иногда может возникнуть путаница, ведь их очень много. Но это удобное руководство должно помочь вам изучить «гайки и болты» хорошо…. гайки и болты.
Первые три основных параметра, на которые следует обратить внимание: длина, диаметр и шаг.
Длина болта
Какой длины этот болт? Большинство болтов имеют довольно одинаковую длину; и это хороший способ определить, является ли болт метрическим или стандартным.
Измерьте длину болта (не включая колпачок) и посмотрите, близка ли она к доле дюйма или миллиметру, оканчивающемуся на 5 или 0,
Иногда болты могут быть очень определенной длины, и этот способ не всегда работает, но к настоящему моменту вы должны хотя бы знать длину.
Диаметр болта
Отверстие какого размера заполнит этот болт? Для метрики это довольно просто, диаметр измеряется в миллиметрах (так же, как и длина). Стандарт тоже довольно прост, дюймы «обычно» разбиваются на четверти и более мелкие дроби.
Стандарт тоже довольно прост, дюймы «обычно» разбиваются на четверти и более мелкие дроби.
Как только стандартный болт имеет диаметр менее 1/4, они переходят к целым числам, считая от 12 до 0 (вы можете увидеть это здесь Стандартные размеры болтов США).
Штангенциркуль — отличный инструмент для измерения болтов, он позволяет выполнять очень точные измерения. Вы можете найти очень хорошие штангенциркули на Amazon.
Шаг резьбы
Шаг резьбы — это расстояние между зубьями болта или винта. Опять же, метрика довольно проста, она измеряется в миллиметрах (заметили тенденцию?). Но на стандартных болтах он может немного отличаться. Для стандартных болтов шаг резьбы измеряется числом резьб на дюйм (TPI).
Что-то очень похожее на тангаж (но определенно не то же самое) — это то, что называется свинцом (произносится как «лид»). Это расстояние, которое проходит болт после одного полного оборота. Хотя люди, измеряющие резьбу свинцом, не так уж распространены (если вы не инженер), лучше не путать их.
В следующих таблицах показан шаг резьбы метрических и стандартных болтов с крупной и мелкой резьбой.
| Metric Bolt Diameter | M6 | M8 | M10 | M12 | M14 |
| Coarse Thread Pitch (mm) | 1.0 | 1,25 | 1,5 | 1,75 | 2,0 |
| Fine Thread Pitch (mm) | .75 | 1.0 | 1.25 | 1.5 | 1.5 |
| Extra Fine Thread (mm) | 1.0 | 1.25 |
| Standard Bolt Diameter | 12 | 1/4″ | 5/16″ | 3/8″ | 1/2″ |
| Coarse Thread (TPI) | 24 | 20 | 18 | 16 | 13 |
| Fine Thread (TPI) | 28 | 28 | 24 | 24 | 20 |
Идентификация болтов по шагу резьбы
На рисунке слева вы можете увидеть 3 болта, которые на первый взгляд очень похожи, когда лежат на вашем рабочем столе. Первые два имеют диаметр 1/4″, а последний — 6 мм. Как видите, шаг резьбы метрического болта с крупной резьбой намного меньше, чем у стандартного болта с крупной резьбой. Трудно сказать, но стандартный болт с мелкой резьбой немного тоньше, чем обычный метрический болт с крупной резьбой.
Первые два имеют диаметр 1/4″, а последний — 6 мм. Как видите, шаг резьбы метрического болта с крупной резьбой намного меньше, чем у стандартного болта с крупной резьбой. Трудно сказать, но стандартный болт с мелкой резьбой немного тоньше, чем обычный метрический болт с крупной резьбой.
За бонусные баллы вы заметите, что эти болты сделаны из разных материалов. Два справа из нержавеющей стали, а один слева оцинкованный.
В чем разница между винтом, крепежным винтом и болтом?
Вопросы на века, иногда люди их путают. Вопрос, который необходимо задать: «Во что они вплетаются?». Шурупы просты, они заострены на одном конце и имеют собственную резьбу в любом материале, в котором вы их просверливаете.
Болт обычно имеет плоский наконечник и сконструирован для работы с соответствующей гайкой и спроектирован так, чтобы закручиваться гайкой.
Крепежный винт на самом деле ближе к болту, чем винт. Крепежный винт ввинчивается в гайку или вставку, но, в отличие от болта, он должен затягиваться головкой крепежного винта.
Итак, чтобы уточнить; винт накручивает собственную резьбу и к головке прикладывается крутящий момент; машинный винт нужно во что-то врезать, а также прикладывать крутящий момент к головке; болт предназначен для затягивания гайкой.
Особенности следующего уровня
Тип головки
Как теперь загнать этот болт в отверстие?
На приведенном ниже рисунке представлен отличный пример типов головок, но по очевидным причинам всегда создаются головки с защитой от несанкционированного доступа. Некоторые головки снимаются легче, чем другие, например, двойной шестигранник ниже.
Следующее изображение было взято с задней обложки каталога Papco 400 и является хорошим примером того, как разные формы имеют головы. На самом деле все упирается в приложение. First Call не имеет в наличии все типы головок для каждого типа болтов, у нас просто нет места, но мы можем заказать практически все, что вам нужно.
Марка металла
Насколько прочный этот болт? В случае болтов с шестигранной головкой большинство из них имеют маркировку.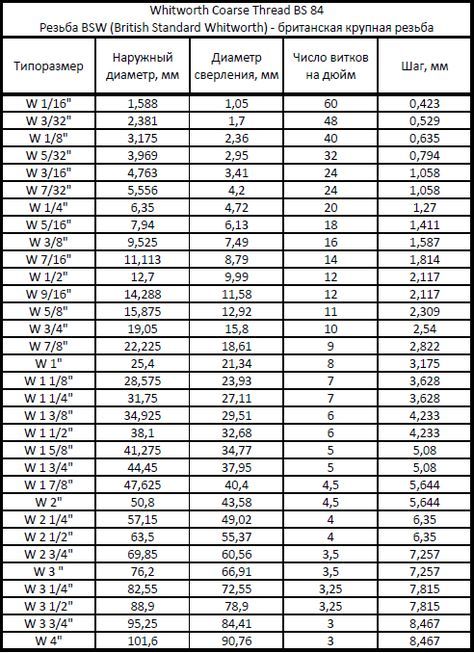 Метрические болты имеют номера, стандартные болты имеют маленькие линии, а ржавые болты… удачи. Прочность на растяжение — это максимальное усилие, которое болт может выдержать при растяжении или вытягивании до тех пор, пока он не выйдет из строя. Опять же, это важно только когда дело доходит до применения. Болты низкого качества подходят для большинства повседневных задач, таких как установка телевизора с плоским экраном или сборка стула. Болты более высокого качества зарезервированы для более тяжелой техники, которая действительно нуждается в дополнительной прочности.
Метрические болты имеют номера, стандартные болты имеют маленькие линии, а ржавые болты… удачи. Прочность на растяжение — это максимальное усилие, которое болт может выдержать при растяжении или вытягивании до тех пор, пока он не выйдет из строя. Опять же, это важно только когда дело доходит до применения. Болты низкого качества подходят для большинства повседневных задач, таких как установка телевизора с плоским экраном или сборка стула. Болты более высокого качества зарезервированы для более тяжелой техники, которая действительно нуждается в дополнительной прочности.
Тип металла
Из чего сделан этот болт? Это может быть трудно сказать без научной лаборатории, но иногда вы можете определить это по цвету. Все металлы окисляются, за исключением золота, просто некоторые окисляются быстрее, чем другие. Болты, с которыми мы имеем дело, в основном сделаны из стали, которая представляет собой сплав железа, который ржавеет. Большинство болтов покрыты цинком (гальванизация), что делает их устойчивыми к коррозии.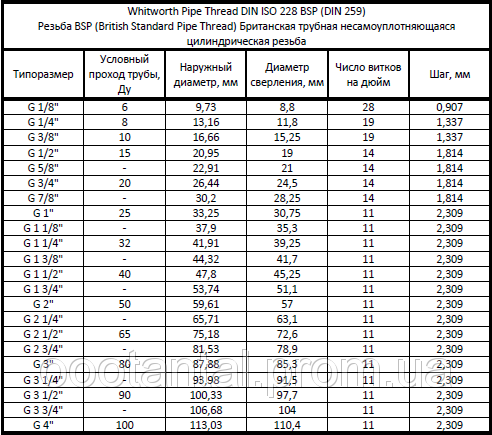
| Цвет болта | Most Likely Material |
| Silver/Grey matte | Stainless Steel |
| Shiny Silver | Zinc Plated (clear) |
| Gold/Yellow | Zinc Plated (yellow) |
| Черный | Черный оксид |
Ржавчина
Когда вы начинаете смешивать различные типы металлов, тогда могут начаться проблемы со стальными болтами (например, на железе). Вопреки распространенному мнению, нержавеющая сталь ржавеет, но очень медленно. Нержавеющая сталь — это просто сталь с различным содержанием хрома, чем больше хрома, тем больше она защищена от таких элементов, как вода. Что касается воды, у вас есть нержавеющая сталь для пресной воды (тип 304) и нержавеющая сталь для соленой воды (тип 316). Оцинкованная сталь подходит для открытого воздуха, нержавеющая сталь подходит для пресной воды, а нержавеющая сталь «морского класса» подходит для соленой воды.
Оцинкованная сталь подходит для открытого воздуха, нержавеющая сталь подходит для пресной воды, а нержавеющая сталь «морского класса» подходит для соленой воды.
Дополнительный Дополнительный бонус!
Я надеюсь, что это имеет для вас смысл, но если вы все еще не знаете, какой тип болта вы ищете, пожалуйста, пришлите мне по электронной почте. Просто отправьте его с вложением фотографии с вашим болтом и чем-нибудь, чтобы масштабировать его. Я постараюсь помочь идентифицировать его. Многие жадные производители сделают винты и болты своей продукции настолько труднодоступными, что вам придется обращаться к ним за запчастями; в этом случае вам может не повезти, или вам потребуется нестандартное мышление.
Если вы ищете болты из нержавеющей стали, у нас есть большой выбор на этом сайте. Мы один из немногих онлайн-магазинов метрических крепежных изделий из нержавеющей стали в Канаде. У нас также есть трудно найти болты с метрической мелкой резьбой и метрические болты с очень тонкой резьбой 10,9. Если у вас есть какие-либо другие особые пожелания, отправьте нам сообщение на нашей странице контактов.
Если у вас есть какие-либо другие особые пожелания, отправьте нам сообщение на нашей странице контактов.
[icon name=”star” class=”” unprefixed_class=””] Советы по гаражу [icon name=”star” class=”” unprefixed_class=””] Скидки [icon name=”star” class=” ” unprefixed_class=””] Как сделать [icon name=”star” class=”” unprefixed_class=””]
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.Имя *
Электронная почта *
Электронная почта
Логин
Имя пользователя или адрес электронной почты *
Пароль *
Запомнить меня
Забыли пароль?
Без метрической резьбы Мы прикручены
The Metric Maven
На протяжении большей части моей карьеры я имел лишь случайное знакомство с винтами. Там, где я работал, были прозрачные пластиковые органайзеры с крепежными винтами внутри и обозначениями на этикетках снаружи, такими как № 4-40, № 6-32 и № 1/4-20. Я плохо представлял себе, что означала эта номенклатура. Однажды я решил, что мне пора исцелиться от своего невежества. Я обнаружил, что исправление этого недостатка знаний потребует гораздо больших усилий, чем я ожидал.
Я плохо представлял себе, что означала эта номенклатура. Однажды я решил, что мне пора исцелиться от своего невежества. Я обнаружил, что исправление этого недостатка знаний потребует гораздо больших усилий, чем я ожидал.
Я спросил нескольких людей, что означает обозначение #4-40, так как я видел большое количество этих крепежных винтов, используемых в проектах. Ответ был почти одинаковым и звучал примерно так: «40 означает сорок нитей на дюйм». Затем я спрашивал, что обозначает цифра 4. Это обычно встречалось пустым взглядом, и начинались спекулятивные догадки.
Наконец-то я встретил инженера, который знал ответ наизусть. Он сказал мне, что ниже 1/4 дюйма число указывается в калибре, выше – в долях дюйма. Я был ошеломлен и не мог найти в этом никакого логического смысла. Когда я посмотрел в словаре определение калибра, я обнаружил, что в нем есть альтернативное написание калибра. Определение, которое, кажется, подходит для этой ситуации: «Стандартный размер, количество или мощность». Каков размер манометра ниже 1/4 дюйма? После некоторых исследований я нашел этот ответ:
Каков размер манометра ниже 1/4 дюйма? После некоторых исследований я нашел этот ответ:
«В унифицированной резьбе (измеряемой в дюймах) есть пронумерованные диаметры от № 0 до № 10, где 0 — самый маленький, а 10 — самый большой. (Диаметры № 12 и № 14 также могут быть найдены, но обычно они используются на старом оборудовании и необходимы для ремонта или восстановления. № 14 близок к 1/4 дюйма, но не совсем такой же.) главный диаметр в унифицированной резьбе = 0,060″ + 0,013″ x (пронумерованный диаметр). Итак, № 2 имеет большой диаметр 0,086 дюйма. Нечетные числа существуют, но четные числа используются гораздо чаще».
УФ!!! Вот как мы обозначаем винты в США?! Таким образом, вы берете 60 тысячных дюйма и добавляете номер калибра, умноженный на 13 тысячных дюйма, чтобы получить размер в дюймах из номера калибра!!!? Это то, что мы внутренне защищаем как рациональный метод артикуляции винтов в США? Но данная формула диаметра действительна только для винтов с номером калибра. Выше 1/4 дюйма значения указаны непосредственно в дюймах, а также прямо, поскольку дробь может быть названа «прямой». Обычно для фактического выполнения вычислений необходимо вычислить десятичное значение дроби. Ясно, что даже это разграничение на 1/4 дюйма является кажущимся ad hoc попытка объединить две отдельные номенклатуры, учитывая, что № 14 близок к 1/4″.
Выше 1/4 дюйма значения указаны непосредственно в дюймах, а также прямо, поскольку дробь может быть названа «прямой». Обычно для фактического выполнения вычислений необходимо вычислить десятичное значение дроби. Ясно, что даже это разграничение на 1/4 дюйма является кажущимся ad hoc попытка объединить две отдельные номенклатуры, учитывая, что № 14 близок к 1/4″.
Мы видим, что № 14 соответствует 0,242 дюйма, а № 1/4 — 0,250 дюйма. Можно видеть, что разница между диаметрами винтов составляет всего 0,008 дюйма или 0,2 мм (200 мкм). Нетрудно представить множество ситуаций, когда это сходство размеров приводило к ошибкам. Ответ, предложенный для решения этой проблемы, выглядит так: «просто прекратите использовать № 14».
Недавно я встретил бывшего слесаря, который улыбнулся, когда я сказал ему: «Я использую только метрические системы в своих проектах». Его выражение лица свидетельствовало о том, что он на самом деле не видел ничего, кроме легкомысленной, второстепенной проблемы. Я посмотрел на него и задал простой вопрос: «Какой размер сверла вы выберете, чтобы позволить шурупу № 4-40 просто проходить через лист материала? — для создания фрикционной посадки». Внезапно его лицо стало пустым от неуверенности. «Обычно я беру штангенциркуль и измеряю диаметр в дюймах, а затем выбираю сверло». Затем я спросил, какой тип обозначения бурового долота он использовал, чтобы получить правильный размер бурового долота на основе его измерений.
Я посмотрел на него и задал простой вопрос: «Какой размер сверла вы выберете, чтобы позволить шурупу № 4-40 просто проходить через лист материала? — для создания фрикционной посадки». Внезапно его лицо стало пустым от неуверенности. «Обычно я беру штангенциркуль и измеряю диаметр в дюймах, а затем выбираю сверло». Затем я спросил, какой тип обозначения бурового долота он использовал, чтобы получить правильный размер бурового долота на основе его измерений.
Существует более одного варианта. Дробный набор сверл не соответствует десятичному значению в дюймах, которое он измерил штангенциркулем. Ему нужно будет сначала перейти к таблице десятичных эквивалентов и выбрать ближайший дробный размер бурового долота. Винт № 4 имеет диаметр 0,112 дюйма в соответствии с формулой. Ближайший дробный размер составляет 0,125 дюйма, что соответствует сверлу диаметром 1/8 дюйма. Это как можно ближе! Существуют также сверла с цифрами и буквами США, но я достаточно долго мучил себя, объясняя этот метод Руба-Голдберга, когда просто пытался выяснить, какой размер сверла выбрать для данного винта при использовании имперских измерений. Я не спрашивал, но полагаю, что бывший механик довольствуется измерением всех возможных сверл своим штангенциркулем, пока не найдет подходящее. Почему мы довольствуемся тем, что обозначения размеров на винтах и сверлах не имеют никакой корреляции? И отвергаем любые изменения или реформы?
Я не спрашивал, но полагаю, что бывший механик довольствуется измерением всех возможных сверл своим штангенциркулем, пока не найдет подходящее. Почему мы довольствуемся тем, что обозначения размеров на винтах и сверлах не имеют никакой корреляции? И отвергаем любые изменения или реформы?
Теперь объясним, как резьба обозначается в метрической системе. Ближайший метрический размер винта к крепежному винту № 4-40 – M3. Что означает М3? Ну, М означает метрическую, а 3 означает три миллиметра в диаметре. Мой метрический индекс сверла имеет сверло диаметром три миллиметра, которое, если я затем просверлю трехмиллиметровое отверстие, позволит трехмиллиметровому винту M3 просто пройти через пластик, металл или любой листовой материал, который я сверлю. Да, я сделал это, это работает. Это так просто! Если вам нужен зазор, выберите сверло 3,1 мм или 3,2 мм. Они оба стандартных размеров.
Когда Австралия в конце 1970-х годов перешла на метрическую систему, их производители быстро обнаружили, что могут избавиться от большого количества винтов и болтов, хранившихся у них на складе.