Чем отличаются электроды уони от мр: Где применять электроды УОНИ и МР. Особенности и различия
alexxlab | 09.05.1993 | 0 | Разное
Сварочные электроды | Электроды от Электродгруп | Производство электродов МР, УОНИ, ОЗС, АНО,
Каждый сварочный аппарат требует своего вида сварочных электродов. Даже в пределах одного типа – газовая сварка или сварка при помощи инвертора – разные модели аппаратов могут требовать использования разных расходных материалов. На этой странице речь пойдет об инверторах.
Какие лучше электроды для инвертора выбрать?
Сварочный инвертор является электронным сварочным аппаратом, оснащенным системой двойного преобразования переменного тока. На сегодняшний день сварочные инвертора считаются наиболее перспективными и функциональными аппаратами для сварки любых материалов. Осуществлять сваривание металла с их помощью могут даже женщины и новички. Но для того чтобы работа шла гладко и комфортно, а сам аппарат служил Вам долго, необходимо правильно подбирать расходные материалы.
В основном, профессиональные сварщики предпочитают использовать для своих инверторов электроды МР, УОНИ, ОЗС и АНО соответствующих марок.
Лучшие электроды для инвертора – МР, УОНИ, ОЗС, АНО, ЦЛ, ОЗЛ, ОЗЧ, LB
Какие нужны электроды для инвертора
Если же вы хотите не просто приобрести подходящие для вашего сварочного аппарата расходные материалы, а найти самый лучший в вашем случае вариант, то обратитесь к инструкции по эксплуатации вашего инструмента. Как правило, там указываются виды и марки сварочных электродов, которые наиболее соответствуют вашему инструменту в работе с разными материалами.
Однако знание марки необходимых сварочных электродов – это далеко не все условия, которые нужно соблюдать любому сварщику.
Разработать единую классификацию сварочных электродов для всех заводов-производителей электродов довольно-таки сложно. Обусловлено это в первую очередь большим разнообразием существующих на данный момент видов.
Приведем основные типы классификаций на сварочные электроды:
Все электроды делятся на: металлические и неметаллические.
Неметаллические бывают угольными и графитовыми. Эти электроды не плавятся в процессе сварки.
Металлические в свою очередь могут быть плавящимися и не плавящимися.
По типу покрытия, сварочные электроды бывают:
– с основным покрытием. Пример: электроды УОНИ;
– с кислым покрытием, например, электроды марки ОММ;
– с рутиловым покрытием, например, электроды МР-3;
– с целлюлозным покрытием – например, электроды ОМА;
– со смешанным типом покрытия, например, электроды ОЗЛ;
В зависимости от того, как применяются сварочные электроды, они подразделяются на:
– изделия для сварки высоколегированных сталей;
– изделия для сварки легированных сталей;
– изделия для сварки низколегированных и углеродистых конструкционных сталей;
– изделия для сварки теплоустойчивых, легированных сталей;
– изделия для наплавки.
Электроды классифицируются также по положениям сварки в пространстве:
– для сварки во всех пространственных положениях;
– для сварки во всех пространственных положениях, за исключением вертикального сверху-вниз;
– для нижнего и горизонтального пространственных положений; положения вертикального снизу-вверх;
-для нижнего положения.
ЭлектродГруп объединяет группу компаний по разработке, производству и реализации сварочных материалов. Производство и реализация электродной продукции выполняется под торговой маркой ЭЛЕКТРОДГРУП.
Для производства сварочных материалов компания Электродгруп использует поточные линии двух российских электродных заводов расположенных в городе Бор, Нижегородской области и в городе Пенза. Производственная мощность поточных линий составляет 2000 тонн готовой продукции в месяц. Оборудование позволяет выпускать наиболее востребованные марки электродов: МР, АНО, УОНИИ, ОЗС и другие российские марки электродов, также компания занимается поставками сварочных электродов производства KobeSteel KOBELKO (Япония) и The ESAB Group (основанной в Швеции).
Таблица соответствия (аналоги) электродов для сварки углеродистых и низколегированных сталей российских и импортных производителей
Сравнение электродов российских и импортных производителей.
В таблице приведены аналоги электродов ESAB, ими являются электроды для сварки углеродистых и низколегированных сталей производимых нашей компанией.
Электроды для сварки углеродистых и низколегированных сталей | |
Электроды импортного производства | Марка рекомендуемого аналога Electrodgroup/Тип по ГОСТУ |
OK 46.00 OK 46.00 OK 43.32 OK 46.00 ОК 46.00 ОК 46.00 ОК 48.00, ОК 48.04 ОК 48.00, ОК 48.04, | АНО-4, Э46 АНО-6, Э42 АНО-21, Э46 МР-3, Э46 ОЗС-6, Э46 ОЗС-12, Э46 УОНИИ-13/45, Э42А УОНИИ-13/55, Э50А |
Часто от практиков сварочного дела можно услышать – «мы проводим сварочные работы электродами тройкой, четверкой» что подразумевается под этим? Чаще всего, имеется в виду диаметр электродов общего назначения, таких марок как МР-3, ОЗС, АНО и др. Наша компания может предложить следующие марки электродов диаметром 3, 4, 5 и 6 -это ОЗС – 4, ОЗС – 6, ОЗС – 12, МР – 3, МР – 3 Синие, АНО – 6, АНО – 4, АНО – 21, УОНИ 13/45, УОНИ 13/55, вся продукция высокого качества, одобрена Морским Регистром Судоходства и Речным Регистром России.
Наша компания может предложить следующие марки электродов диаметром 3, 4, 5 и 6 -это ОЗС – 4, ОЗС – 6, ОЗС – 12, МР – 3, МР – 3 Синие, АНО – 6, АНО – 4, АНО – 21, УОНИ 13/45, УОНИ 13/55, вся продукция высокого качества, одобрена Морским Регистром Судоходства и Речным Регистром России.
Обмазка электродов очень хорошо впитывает влагу, при проведении сварочных работ обмазка не плавится, практически не горит или горит неравномерно, чаще всего отваливаясь кусками – прокаливание или сушка электродов устраняет эти моменты.
Печь для прокалки электродов, печь для сушки электродов, электрошкаф для сушки электродов, термопенал – все это оборудование предназначено для прокалки и сушки сварочных электродов.
Электроды можно разделить на две большие группы – металлические сварочные электроды и неметаллические сварочные электроды. Именно к первой группе и относятся электроды покрытые. Они в свою очередь делятся на электроды стальные, медные, бронзовые, чугунные, алюминиевые и т. д. Покрытие электродов выполняет очень важную функцию, в первую очередь оно обеспечивает стабильность и устойчивость горения дуги, защищает металл шва от воздействия азота и кислорода, образовывае шлаковую корку, тем самым происходит процесс замедления охлаждения металла шва, что в свою очередь помогает выводить неметаллические включения и газы на поверхность. Непокрытые электроды. Электроды без покрытий были популярны на начальных стадиях развития сварочной индустрии, на данный момент используется сварочная проволока.
д. Покрытие электродов выполняет очень важную функцию, в первую очередь оно обеспечивает стабильность и устойчивость горения дуги, защищает металл шва от воздействия азота и кислорода, образовывае шлаковую корку, тем самым происходит процесс замедления охлаждения металла шва, что в свою очередь помогает выводить неметаллические включения и газы на поверхность. Непокрытые электроды. Электроды без покрытий были популярны на начальных стадиях развития сварочной индустрии, на данный момент используется сварочная проволока.
На (в) каждой коробке или пачке с электродами должна иметься этикетка или маркировка, содержащая следующие данные:
- наименование или товарный знак предприятия-изготовителя;
- условное обозначение электродов; номер партии и дату изготовления;
- область применения электродов;
- режимы сварочного тока в зависимости от диаметра электродов и положения сварки или наплавки;
- особые условия выполнения сварки или наплавки;
- механические и специальные свойства металла шва, наплавленного металла или сварного соединения, не указанные в условном обозначении электродов;
- допустимое содержание влаги в покрытии перед использованием электродов;
- режим повторного прокаливания электродов; массу электродов в коробке или пачке.

Электроды диаметром от 5 мм и более необходимо профессиональное оборудование отечественного или импортного производства, при сварке электродами диаметром менее 4 мм подойдет оборудование как профессионального, так и бытового назначения.
Покрытие электродов должно быть плотным, прочным, без вздутий, пор, наплывов, трещин, за исключением поверхностных трещин и неровностей (на поверхности покрытия электродов допускаются поверхностные продольные трещины и местные сетчатые растрескивания, протяженность (максимальный размер) которых не превышает трехкратный номинальный диаметр электрода, если минимальное расстояние между ближайшими концами трещин или (и) краями участков местного сетчатого растрескивания более трехкратной длины более протяженной трещины или участка растрескивания), за исключением местных вмятин (на поверхности покрытия электродов допускаются местные вмятины глубиной не более 50% толщины покрытия в количестве не более четырех при суммарной протяженности до 25 мм на одном электроде) и задиров (на поверхности покрытия допускаются местные задиры протяженностью не более 15 мм при глубине не более 25% номинальной толщины покрытия числом не более двух на одном электроде).
Две местные вмятины, расположенные с двух сторон электрода в одном поперечном сечении, могут быть приняты за одну, если их суммарная глубина не превышает 50% толщины покрытия.
На участке электрода, примыкающем к зачищенному от покрытия контактному торцу электрода, допускается оголенность стержня протяженностью по длине электрода не более половины диаметра стержня, но не более 1,6 мм для электродов с основным покрытием и не более 2/3 диаметра стержня, но не более 2,4 мм для электродов с кислым, целлюлозным и рутиловым покрытиями.
Покрытие не должно разрушаться при свободном падении электрода плашмя на гладкую стальную плиту с высоты:
- 1 м – для электродов диаметром менее 4 мм;
- 0,5 м – для электродов диаметром 4 мм и более.
При проверке допускаются частичные откалывания покрытия общей протяженностью до 5% длины покрытой части электрода, но не более 20 мм.
Сварочные электроды классифицируются по типам (в обозначении типа электрода две стоящие за буквой «Э» (электрод) цифры – это минимальное временное сопротивление разрыву металла шва или сварного соединения в кгс/мм2).
Различают следующие типы электродов (ГОСТ 9467-75):
- Тип Э38, Э42, Э46 и Э50 применяются для сварки сталей с временным сопротивлением до 490 МПа;
- Тип Э42А, Э46А и Э50А применяются для сварки сталей с временным сопротивлением до 490 МПа, при предъявлении к металлу шва повышенные требования по относительному удлинению и ударной вязкости;
- Тип Э55 и Э60 используется для сварки сталей с временным сопротивлением разрыву свыше 490 МПа и до 590 МПа.
Электроды следует хранить в сухих отапливаемых помещениях при температуре не ниже плюс 15°С в условиях, предохраняющих их от загрязнения, увлажнения и механических повреждений
Электроды упакованы в водонепроницаемую битумированную бумагу в пачках массой по 5 кг или в коробки из картона (ГОСТ 7933 толщиной не менее 0,7 мм), коробки герметично упакованы в полиэтиленовую термоусадочную пленку.
Партия весом 1 тн уложена на деревянный поддон и обтянута стрейч-пленкой.
Высота укладки коробок с электродами на поддоны и крупногабаритные ящики не должна превышать 600 мм.
Масса брутто упаковочных мест не должна превышать: 1100 кг – для поддонов и крупногабаритных деревянных ящиков.
Прокалку электродов рекомендуется проводить не более трех раз (не считая прокалки при их изготовлении). Прокалка электродов более четырех раз негативно влияет на прочность и качество покрытий.
Общее назначение обмазки или электродных покрытий – обеспечивать стабильность горения сварочной дуги и получать металл шва с заранее заданными свойствами (прочность, пластичность, ударная вязкость, стойкость против коррозии, и др.).
Стабильность горения сварочной дуги достигается снижением потенциала ионизации воздушного промежутка между электродом и свариваемой деталью.
Покрытие выполняет защитную функцию, шлак служит для защиты расплавленного металла шва от воздействия кислорода и азота воздуха путем образования шлаковых оболочек на поверхности капель электродного металла, переходящих через дуговой промежуток, и для образования шлакового покрова на поверхности расплавленного металла. Шлаковое покрытие уменьшает скорость охлаждения и затвердения металла шва, способствуя выходу из него газовых и неметаллических включений. Шлакообразующими компонентами являются: титановый концентрат, марганцевая руда, каолин, мрамор, мел, кварцевый песок, доломит, полевой шпат и др.
Существуют два способа снизить расход электродов, сэкономить сварочные электроды.
Первый способ – технологический, второй способ экономии электродов – организационный.
Способ первый – технологический. Применение оптимальных, рекомендуемых параметров сварки. Для каждого вида сварочных работ рекомендуются электроды определённого типа, показатели силы тока и напряжения. При автоматической и полуавтоматической сварке сварочные электроды теряют на разбрызгивание менее 3%, в сравнении с 5% при ручной сварке.
При автоматической и полуавтоматической сварке сварочные электроды теряют на разбрызгивание менее 3%, в сравнении с 5% при ручной сварке.
Рекомендуется использовать стандартные держатели для уменьшения длины огарка. При ручной дуговой сварке затраты на сварочные электроды составляют значительную часть общей стоимости работ.
Второй способ – организационный – правильное хранения и транспортировка электродов сварочных, совершенствование организации труда, стимулирование рабочих к снижению расхода электродов и пр.
Расход сварочных электродов – это технический показатель, он нормирован и рассчитывается по формуле N=QH+q1+q2, где QH — масса наплавленного металла сварного шва, q1 — потери на разбрызгивание и угар, q2 — потери на огарки электродов.
Марка электродов | МР-3 | МР-3 СИНИЕ | МР-3М | ОЗС-12 | ОЗС-6 | ОЗС-4 |
Расход электродов на 1 кг наплавленного металла, кг | 1,7 | 1,65 | 1,65 | 1,65 | 1,5 | 1,65 |
Марка электродов | АНО-21 | АНО-4 | АНО-6 | УОНИИ 13/45 | УОНИИ 13/55 |
Расход электродов на 1 кг | 1,65 | 1,7 | 1,65 | 1,6 | 1,6 |
Специальные добавки в составе обмазки электродов МР-3С (синие) позволяют формировать более устойчивый обжим дуги и стабильность горения при перемещении электрода.
Электроды МР-3С (синие) позволяют выполнять сварку на предельно низких токах.
Электроды МР-3С (синие) имеют повышенную эффективность при сварке тавровых соединений с гарантированным получением вогнутых швов. Допускают сварку по окисленной поверхности.
В отличие от известных марок электродов МР-3, АНО-4, АНО-21 и др. у данных электродов используется комплексное раскисление металла, что обеспечивает их лучшие экологические характеристики. Так при расходе 1 кг сварочных электродов марки МР-3 выделяется 11, 2 г. сварочного аэрозоля при содержании 1, 25 г. марганца в нем. В случае использования электродов марки МР-3С (синие) выделяется 10, 3 г. сварочного аэрозоля при содержании в нем 0, 6 г. марганца.
Сравнительные испытания механических свойств электродов показали, что передел прочности металла шва, выполненного электродами МР-3С (синие), достигается при меньшем содержании марганца по сравнении с электродами МР-3. Это объясняется получением более мелкого первичного звена аустенита: 25–40 мкм вместо 50–55 мкм.
Это объясняется получением более мелкого первичного звена аустенита: 25–40 мкм вместо 50–55 мкм.
Состав обмазок УОНИИ 13/45 и УОНИИ 13/55
Компоненты | УОНИИ 13/45 | УОНИИ 13/55 |
Мрамор CaCO3 | 53 | 54 |
Плавиковый шпат CaF2 | 18 | 15 |
КварцSiO2 | 9 | 9 |
Ферромарганец | 2 | 5 |
Ферросилиций | 3 | 5 |
Ферротитан | 15 | 12 |
Феромолибден | – | – |
УОНИИ 13/55 рекомендуются для сварки конструкций, работающих в условиях пониженных температур (до -40 градусов по Цельсию).
Срок годности электродов при соблюдении установленных стандартом условий транспортирования и хранения не ограничен.
Примечание. Повышение содержания влаги в покрытии электродов устраняют их прокаливанием перед использованием на режиме, указанном на упаковке.
предназначение, характеристики, прокалка и т. д.
Содержание
- Общее назначение электродов
- Как читать маркировку
- Разновидности и отличия
- 13/45
- 13/55
- 13/65
- 13/85
- Ключевые отличия электродов УОНИ от МР-3
- Технические характеристики УОНИ
- Механические и химические свойства
- Сила тока
- Количество в 1 кг
- Плюсы и минусы
- Прокалка перед использованием
- Технология сварки электродами УОНИ
- Грамотные условия хранения
- Производители УОНИ
Широкое распространение в промышленности получили сварочные электроды УОНИ 13 55: технические характеристики позволяют применять изделия для изготовления тяжело нагруженных металлоконструкций с высокими требованиями к надежности. Кроме этой разновидности есть еще 3. Они отличаются по составу и свариваемому материалу.
Кроме этой разновидности есть еще 3. Они отличаются по составу и свариваемому материалу.
Общее назначение электродов
Расходники марки УОНИ используются при следующих условиях:
- Тип сварки: ручная дуговая.
- Род тока: постоянный.
- Полярность: обратная (электрод-положительная).
- Положение шва в пространстве – любое, кроме вертикального сверху вниз.
На переменном напряжении электрод залипает, дуга часто обрывается. При подключении с прямой полярностью торец проволоки внутри обмазки быстро выгорает, из-за чего длина разряда увеличивается. Не хватает температуры для газификации покрытия, в результате не обеспечивается защита расплава от воздуха.
Обмазка изделий – основная. Содержит фтористые соединения и карбонаты, придающие шву пластичность, ударную вязкость и препятствующие образованию горячих трещин.
Позволяет изготавливать с помощью данных расходников изделия и металлоконструкции:
- состоящие из толстостенных заготовок;
- длительно испытывающие большие нагрузки, в т.
 ч. знакопеременные, давление;
ч. знакопеременные, давление; - работающие в условиях низких температур.
Иными словами, электроды УОНИ используют для выполнения соединений, к которым предъявляются особые требования. Они подходят и для исправления дефектов литья.
Работа с такими расходниками требует хорошего уровня мастерства. Начинающим сварщикам рекомендуют применять другие изделия.
Как читать маркировку
Пример обозначения: Э50А-УОНИ-13/55 СМ-4,0-УД ГОСТ 9467-60.
Запись расшифровывается следующим образом:
- Э – электрод для дуговой сварки.
- 50 – временное сопротивление шва разрыву составляет 50 кгс/кв. мм.
- А – место соединения обладает пластичностью и ударной вязкостью.
- УОНИ – марка, унаследованная от названия разработанного в 1940 г.
 покрытия «УОНИ-13». Аббревиатура означает «универсальная обмазка научного института №13».
покрытия «УОНИ-13». Аббревиатура означает «универсальная обмазка научного института №13». - 13/55 – разновидность изделия.
- СМ-4,0 – изготовлен из сварочной проволоки диаметром 4 мм.
- У – предназначен для соединения заготовок из углеродистой стали.
- Д – толстый слой обмазки.
Вместо «У» в маркировке могут присутствовать следующие литеры:
- Л – легированная сталь.
- Т – термостойкая.
- В – высоколегированная.
- Н – предназначен для ремонтов методом наплавки.
Вместо «Д» могут стоять такие буквы:
- С – средняя по толщине обмазка.
- М – тонкая.
В ГОСТ 9466-75 данный электрод называется «УОНИИ» (универсальная обмазка научно-исследовательского института). В проектной и прочей документации нужно указывать такую аббревиатуру.
Разновидности и отличия
Выпускаются электроды диаметром 2-5 мм. Наиболее востребованы изделия размером 3 и 4 мм. Существует 4 разновидности расходников УОНИ. У каждой свое назначение.
У каждой свое назначение.
13/45
Электроды ориентированы на изготовление ответственных конструкций из средне- и низкоуглеродистой стали. Могут использоваться для устранения дефектов в кованых и литых изделиях. Пластичность и ударная вязкость шва обеспечиваются наличием в составе стержня никеля и молибдена.
УОНИ-13/45.13/55
Свариваемый материал – высокоуглеродистая и низколегированная сталь. Качество шва достигается благодаря присутствию в обмазке марганца, фосфора, углерода, кремния и серы.
Электроды предназначены для сварки ответственных тяжело нагруженных конструкций, изготавливаемых в цехе. Поэтому предъявляются высокие требования к состоянию заготовок. Кромки должны быть зачищены, не допускаются грязь, ржавчина и влага.
13/65
Используются для сварки тех же материалов, что и 13/55 (высокоуглеродистой и низколегированной стали). Но дают более качественный шов, поэтому применяются для изготовления особо ответственных конструкций.
Но дают более качественный шов, поэтому применяются для изготовления особо ответственных конструкций.
13/85
Самая дорогая разновидность. Предназначена для работ с легированной сталью.
13/85Ключевые отличия электродов УОНИ от МР-3
Обе марки пользуются популярностью.
Преимущества МР-3 состоят в следующем:
- подходит и переменный, и постоянный ток;
- полярность не имеет значения;
- допустима невысокая квалификация мастера;
- очистка заготовок от ржавчины не является обязательной;
- работы могут проводиться при высокой относительной влажности.
Обмазка у этих расходников рутиловая. Они хороши для начинающих и тех, кто учится ремеслу сварщика. Для работы таким электродом сноровка не требуется.
Недостаток МР-3 заключается в высокой стоимости.
Электроды МР3 и УОНИ.Технические характеристики УОНИ
Материал стержней: сварочная проволока Св-08 или Св-08А (13/55).
Тип обмазки: основная.
Расход на 1 кг расплавленного металла: 1,7 кг.
Длина при диаметре:
- 2-3 мм – 35 см;
- 4-5 мм – 45 см.
Коэффициент наплавки: 9 г/А*ч.
Механические и химические свойства
Данные приведены в таблице:
| Наименование характеристики | Значение |
| Механические характеристики | |
| Временное сопротивление, Н/кв. м | 420-540 |
| Ударная вязкость, Дж/кв. см | От 128 |
| Относительное удлинение, % | Не ниже 22 |
| Химический состав (массовая доля элементов), % | |
| Углерод | до 0,11 |
| Кремний | 0,25-0,5 |
| Марганец | 0,9-1,4 |
| Сера | до 0,03 |
| фосфор | |
Сила тока
В отличие от рутиловых, электродам с основной обмазкой противопоказан высокий ампераж. Избыток тепла негативно сказывается на качестве шва.
Наблюдаются следующие нежелательные явления:
- Материал сильно коробится.
- Возрастает количество брызг.
- Металл активно испаряется.
- Усложняется контроль сварочной ванны.
- Металл вытекает (вертикальные и потолочные швы).
Рекомендуемые значения силы тока для электродов разных диаметров в зависимости от пространственного положения шва приведены в таблице:
| Диаметр электрода, мм | Положение сварочного шва | ||
| горизонтальное | вертикальное | потолочное | |
2 | 40-50 | 35-55 | 35-55 |
2,5 | 50-70 | 40-65 | 40-65 |
3 | 80-100 | 70-90 | 70-90 |
4 | 130-210 | 130-140 | 130-140 |
5 | 180-210 | 160-180 | – |
Для расходников некоторых производителей, например, Лосиновского завода, ампераж немного занижают.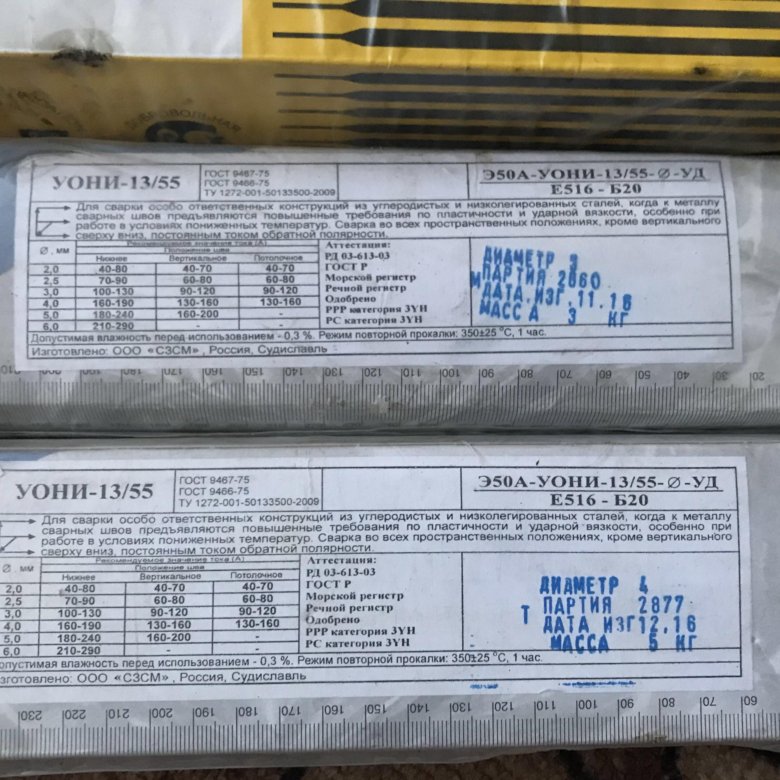
Количество в 1 кг
Зависит от диаметра, мм:
- 2 – 100 шт.
- 2,5 – 55-58 шт.
- 3 – 38 шт.
- 4 – 16 шт.
- 5 – 10 шт.
Масса 1 изделия соответственно равна: 10, 17-18, 26-27, 59-61 и 95 г.
Упаковка 5 кг.Плюсы и минусы
Востребованность электродов УОНИ объясняется такими достоинствами:
- Производят надежный, пластичный шов с высокой ударной вязкостью. При соблюдении технологии брак отсутствует.
- Не требуют применения защитного газа.
- В сравнении с некоторыми аналогами расход на 10-15% ниже. Объясняется присутствием в обмазке железного порошка, восполняющего потери металла на брызги и выгорание.
Отмечают следующие недостатки:
- Изделие требует от сварщика профессионализма. Начинающему сложно к нему приспособиться.
- Детали необходимо тщательно готовить. При наличии грязи, влаги или следов коррозии качественный шов не получится. Поэтому для наружных работ (вне цеха) изделия этой марки не подходят.

- Не способны работать на переменном напряжении.
Таким образом, электроды УОНИ являются узкоспециализированными.
Прокалка перед использованием
Обмазка электродов имеет пористую структуру. В сыром помещении она абсорбирует влагу, и расходник становится непригодным к использованию. Его покрытие крошится и хуже горит, расплавленный металл не получает необходимой защиты от окисления.
По этой причине перед тем как варить, электроды подвергают т.н. прокалке.
Это прогрев в специальной печи с контролем температуры и длительности. Расходники укладывают в формы, обеспечивающие всестороннее и равномерное поступление тепла.
Параметры процедуры производитель указывает на упаковке и в описании продукции на официальном сайте.
Для электродов УОНИ они составляют:
- температура: +250…+300˚С;
- время: 4 часа;
- кратность: не более 3 раз.
Прогретые электроды кладут в специальный герметичный пенал с теплоизолированными стенками. Его можно сделать своими руками из пластиковой трубы среднего диаметра.
Его можно сделать своими руками из пластиковой трубы среднего диаметра.
Обмазка УОНИ не содержит органических компонентов, поэтому допускается увеличение температуры при прокалке до 400˚С.
Вне пенала электрод остается сухим в течение 8 часов. Если он за это время не будет израсходован, процедуру следует повторить, но не более 3 раз. В противном случае покрытие растрескается и отпадет.
Технология сварки электродами УОНИ
Используется инверторный аппарат. Сварочники-выпрямители, вооруженные этими расходниками, не обеспечивают стабильность дуги.
Действуют в следующем порядке:
- Соединяемые детали очищают от масложировых пятен, ржавчины и грязи.
- При большой толщине разделывают кромки в соответствии с ГОСТами.
- Складывают детали вместе и размещают их на подкладках из меди для охлаждения.
- Подключают к заготовкам отрицательную клемму, к электроду – положительную.
- Прокаливают расходники.
- Регулятор тока на инверторе устанавливают в позицию, соответствующую диаметру электрода.
 Тот подбирается с учетом толщины соединяемых деталей.
Тот подбирается с учетом толщины соединяемых деталей. - Кратким касанием или чирканьем возбуждают дугу.
- Выполняют шов, двигая электрод «елочкой». Варят углом назад, чтобы шлак ложился на уже пройденный отрезок.
- Переворачивают заготовки и выполняют шов с обратной стороны, двигая электрод прямолинейно.
Столкнувшись с неустойчивым горением дуги и залипанием расходника, необходимо проанализировать следующие возможные причины:
- Исполнителю не хватает опыта.
- Попался бракованный электрод. Рекомендуется приобрести по нескольку пачек от разных торговых марок и опытным путем подобрать надежного изготовителя.
- Фактический ток не соответствует показаниям на регуляторе. Рекомендуется проверить его измерительными клещами.
- В сети низкое напряжение либо периодически наблюдаются его просадки. В таких условиях дешевые аппараты плохо работают с основными электродами.
В последнем случае помогают такие меры:
- В цепь включают дроссель.

- Находят стабильную сеть.
- Приобретают дорогой сварочник профессионального уровня.
При соблюдении технологии шов получается высокого качества.
Схема направления сварки.Грамотные условия хранения
Электроды содержат в сухом отапливаемом помещении. Относительная влажность – ниже 50%.
Место хранения не должно находиться под прямыми лучами солнца.
Во избежание конденсации влаги на изделиях рекомендуют не допускать перепадов температуры и ее снижения за отметку +15°С.
Если после вскрытия герметичной упаковки были израсходованы не все электроды, оставшиеся перекладывают в специальный утепленный пенал.
Производители УОНИ
Большинство крупных изготовителей выпускают электроды данной марки.
Наиболее широко на рынке представлена продукция следующих компаний:
- ООО «НПО Спецэлектрод» (г. Волгодонск).
- «Хобэкс».
- ОАО «Лосиновский электродный завод».
- Monolith.
- «Мост» (Польша).

- ПАО «Плазматек» (СНГ).
- Linkoln Electric (США).
Все изготовители работают в данной сфере десятки лет, обладают большим опытом. Заводы оснащены современным оборудованием, позволяющим на высоком уровне осуществлять контроль качества. Благодаря этому процент брака является минимальным.
Помимо производственных мощностей компании располагают научно-исследовательскими лабораториями, где ведется разработка новых типов сварочной проволоки и покрытия.
Некоторые фирмы, например «НПО Спецэлектрод», могут изготавливать расходники под заказ с характеристиками, заявленными покупателем.
Черепные электроды? – Вопросы и ответы в МРТ
Какие существуют ограничения МРТ для сканирования пациентов с эпилепсией с поверхностными или глубинными электродами? |
Прежде чем продолжить, прочтите Заявление об отказе от ответственности MR
Обследование пациентов с эпилепсией, которым предполагается хирургическое вмешательство, иногда требует одновременной МРТ (для анатомической локализации) с записью (функциональной) электроэнцефалографии (ЭЭГ). Сигнал ЭЭГ может быть получен от поверхностных скальповых электродов и/или хирургически имплантированных глубинных электродов или субдуральных полосок/решеток.
Сигнал ЭЭГ может быть получен от поверхностных скальповых электродов и/или хирургически имплантированных глубинных электродов или субдуральных полосок/решеток.
Несколько глубинных электродов (от Shah согласно CC-BY) | Субдуральная электродная решетка (детская больница Сент-Луиса) |
Основной проблемой безопасности МРТ является радиочастотный нагрев кончиков электродов или точек контакта. Этот риск можно свести к минимуму, используя специально разработанные МРТ-совместимые электроды, передающие-приемные катушки для головы, последовательности с низким SAR, разделяя провода и направляя их кзади от сканера.
Для регистрации кожи головы во время МРТ несколько компаний (например, Natus, Rhythmlink, PMT) предлагают MR Conditional чашечные электроды, изготовленные из пластика с покрытием Ag/AgCl и нихромовыми (Ni-Cr) проволоками. Только одна компания (Ad-Tech) производит глубинные и поверхностные электроды MR Conditional . Они изготовлены из платино-иридиевого сплава (Pt-Ir) и дают лишь незначительные артефакты на МРТ.
Они изготовлены из платино-иридиевого сплава (Pt-Ir) и дают лишь незначительные артефакты на МРТ.
| МРТ показывает минимальные артефакты от глубинных электродов. | MR Небезопасная система NeuroPace RNS |
В системе NeuroPace® RNS присутствуют как глубинные, так и кортикальные электроды. Это устройство, иногда называемое «кардиостимулятором мозга», обнаруживает аномальные очаги ЭЭГ и обеспечивает индивидуально подобранные стимулы для прерывания судорожной активности. Это считается MR небезопасным.
Расширенное обсуждение (показать/скрыть)»
Ссылки
Кармайкл Д.В., Торнтон Дж.С., Родионов Р. и др. Безопасность мониторинга локализации эпилепсии внутричерепными электродами электроэнцефалографа с помощью МРТ: радиочастотный нагрев. J Magn Reson Imaging 2008; 28:1233-1244. [DOI LINK]
Ciumas C, Schaefers G, Bouvard S et al. Исследование изменения температуры на фантоме и на животных во время фМРТ с внутримозговыми глубинными электродами. Эпилепсия Res 2013; 108:57–65. [DOI LINK]
Исследование изменения температуры на фантоме и на животных во время фМРТ с внутримозговыми глубинными электродами. Эпилепсия Res 2013; 108:57–65. [DOI LINK]
Hawsawi HB, Carmichael DW, Lemieux L. Безопасность одновременной скальповой или внутричерепной ЭЭГ во время МРТ: обзор. Фронт Физ 2017; 5:42. [ДОИ ССЫЛКА]
Peedicail JS, Poulin T, Scott JN, et al. Клиническая безопасность внутричерепных электродов ЭЭГ при МРТ при 1,5 Тл и 3 Тл: одноцентровый опыт и обзор литературы. Нейрорадиология 2021 (онлайн) [DOI LINK]
Шах А.К., Миттал С. Инвазивный электроэнцефалографический мониторинг: показания и предоперационное планирование. Ann Indian Acad Neurol 2014;17, Suppl S1:89-94
Похожие вопросы
Можно ли сканировать пациентов с глубокими стимуляторами мозга?
Как вы относитесь к стимуляторам периферической нервной системы с точки зрения безопасности МРТ?
← Предыдущий вопрос | Следующий вопрос → |
↑ Полный список вопросов ↑
Uoni®: робот-пылесос и швабра с самоочищающимся мусорным баком
-35%
V980 Plus+ Автоматический робот-пылесос с самоочищающимся мусорным баком
459,00 $
709,00 долларов США
сохранение
$250.