Чем смазывать метчик при нарезании резьбы – Так чем смазывать метчики? – Курилка
alexxlab | 16.08.2019 | 0 | Разное
Проблема с нарезанием резьбы метчиком ! – Оснастка и инструменты
Добрый день.
С такими метчиками Garant сталкивался – оценка – на троечку.
Метчик из порошкового быстрореза с покрытием. По пределу прочности (хрупкости) что-то между обыкновенным быстрорезом и тв.сплавом.
Скорость при данной твердости обороты лучше занижать (я бы начал около 200-250 об. – даже крутые бренды советуют метчиком такого типа на данной стали при указанной твердости давать 7-8 м/мин, что-то около 300 об., но с учетом нашего материала может и занизить до 100-200 об.). Резать лучше с маслом. После нарезки нескольких резьб – посмотрите что происходит с вершинами на реж.части метчика (возможно или их скалывает или они затираются (садятся)), проверьте не налипает ли материал на сам метчик, не упирается ли он в дно отверстия.
Сам процесс резания идет плавно или есть какие-то подергивания, похрустывание.
Отверстие просверлено надеюсь 6,8 мм (6,7 мм будет маловато). В данном случае
Материал я бы сдал на хим.анализ и проверьте твердость, за одно посмотрите за кромкой метчика после каждого отверстия (не может быть посторонних включений в материале) и что происходило на предыдущих операциях обработки (допустим на сверловке) – как вел себя инструмент и какая была стружка?
И посмотри у этого метчика заход должен быть не менее 3-4 зубьев (иначе на такой твердости будут поломки), и согласен с предыдущим автором – хорошо бы посмотреть как он заточен….
Возможно еще есть смысл выводить метчик в процессе нарезания (резать за 2-3 входа), но вообще думаю скорость снизить и с маслом и все должно наладиться, если конечно в материале нет еще каких проблем.
И честно говоря это уже предельная твердость для метчиков такого типа, дальше уже только тв.сплав (но при наличии хорошей жесткости – и всякие быстросменные патроны здесь лишние)
Более хорошие результаты дают метчики DC, Dormer, Walter-Prototyp, Kennametal. Иногда проблему приходится решать тв.сплавным метчиком или резьбонарезной фрезой – но слишком дороговато.
Изменено пользователем цтиwww.chipmaker.ru
смазка для механической обработки металлов – патент РФ 2509144
Настоящее изобретение относится к смазке для механической обработки металлов, содержащей касторовое масло в количестве 40-60 мас.%, олеиновую кислоту в количестве 10-30 мас.%, стеариновую кислоту в количестве 17-25 мас.% и серу мелкого помола в количестве 5-7 мас.%. Техническим результатом настоящего изобретения является создание пластичной смазки, используемой на операциях сверления, резьбонарезания, развертывания, растачивание конструкционных и инструментальных сталей, особенно закаленных до твердости HRCэ 40 45, нержавеющих и жаропрочных сталей, труднообрабатываемых материалов, цветных металлов и их сплавов, используя доступный металлорежущий инструмент из стали Р6М5, Р9, Р18 на станках и в ручной обработке. 4 табл.
Изобретение относится к пластическим смазкам для механической обработки металлов и может быть использовано на операциях сверления, резьбонарезания, развертывания, растачивание конструкционных и инструментальных сталей, особенно закаленных до твердости HRCa 40 45, нержавеющих и жаропрочных сталей, труднообрабатываемых материалов, цветных металлов и их сплавов.
Известна смазка для механической обработки металлов (Патент № 1671676SU. Смазка для механической обработки металлов. «Изобретение стран мира», № 11, 1991), состав которой следующий, мас.%: сера 15-20, канифоль 8-12, стеариновая кислота 25-35, натривая соль высших жирных кислот 10-15, политетрафторэтилен 3-5, олифа – остальное.
Смазка позволяет обрабатывать нержавеющие стали, но не позволяет нарезать резьбу в закаленных конструкционных и инструментальных сталях и производить глубокое сверление из-за поломки режущего инструмента или быстрого его затупления. Кроме этого смазка имеет сложный состав.
Известна также смазка по а.с. № 1140460, C10M 141/12, 1983, содержащая следующий состав, мас.%: железосинеродистый калий 0,5-1,0, полиэтилен молекулярной массы (2-4)·105 1-2, вода 4-6, олеиновая кислота 10-12, тетраметилсвинец 0,2-0,4, хлорсульфоновая кислота 0,1-0,3, минеральное масло – остальное.
Существенными недостатками известной смазки является сложный состав и сложность приготовления, узкий диапазон обрабатываемых материалов, а также не возможность использовать смазку для нарезания резьбы в закаленных конструкционных и инструментальных сталях.
Также из уровня техники известны документы SU 1685980, 23.10.1991 и US 5939366, 17.08.1999, в которых раскрыты составы, которые могут быть использованы в металлообработке. Существенным недостатком является сложный процесс приготовления, не указано достоверное количество компонентов входящих в состав смазки.
Наиболее близким к предлагаемой смазке является смазка по а. с. № 595368, C10M 141/02, содержащая следующий состав, мас.%: олеиновая кислота 20-23, глицерин 10-13, дисульфид молибдена 28-31, стеарин – остальное.
Известная смазка применяется для увеличения стойкости при резьбоформировании выдавливающими метчиками (раскатниками) в тонкостенных металлических конструкциях, но не повышает стойкость инструмента при обработке толстостенногоматериала из закаленных конструкционных и инструментальных сталях с твердостью до HRCэ 40 45, нержавеющих и жаропрочных сталях, труднообрабатываемого материала, кроме этого окисляет цветные металлы. Прототип смазки плохо отводит стружку из зоны резания и тепло, что приводит к быстрому износу инструмента.
Известна другая близкая к предлагаемой смазке, смазка для абразивной обработки металлов su 1685980, 23.10.1991, содержащая следующий состав, мас.%: сера 20-43, минеральное масло 3-5, диселенит молибдена 5-10, полиизобутилен 0,3-0,5, нитрид бора 15-20, хлорид железа 3-5, сульфат железа 3-5, олеиновая кислота 15-20, стеариновая кислота остальное.
Известная смазка применяется для абразивной обработки металлов, в частности для шлифования стали Р12ФЗ и Р6М5, но нельзя использовать для обработки металлов методом резания закаленных конструкционных и инструментальных сталях с твердостью до HRCэ 40 45, нержавеющих и жаропрочных сталях, труднообрабатываемого материала.
Плотность известной смазки в несколько раз выше описанной в настоящем изобретении, что затрудняет ее ведение в зону резания инструментов. Введенная в состав смазки олеиновая кислота вступает в реакцию с другими компонентами, меняя свою структуру.
Прототип смазки имеет сложный состав и трудоемкий способ изготовления.
Цель изобретения создание пластической смазки для механической обработки металлов в частности для сверления, резьбонарезания, развертывания, растачивание конструкционных и инструментальных сталей, особенно закаленных до твердости HRCэ 40 45, нержавеющих и жаропрочных сталей, труднообрабатываемых материалов, цветных металлов и их сплавов, используя доступный металлорежущий инструмент из стали Р6М5, Р9, Р18 на станках и в ручной обработке.
Поставленная задача решена заявленным изобретением, объектом которого является смазка содержащая стеариновую кислоту, олеиновую кислоту, серу мелкого помола, отличающаяся от прототипа тем, что основным компонентом является касторовое масло при следующих соотношениях компонентов, мас.%:
Касторовое масло – 40-60
Олеиновая кислота – 10-30
Стеариновая кислота – 17-25
Компоненты, входящие в состав смазки не вступают в химическую реакцию друг с другом.
Касторовое масло содержит в своем составе ненасыщенные жирные кислоты и не более 0,1-9% олеиновой кислоты. Введение в состав олеиновой кислоты в указанных процентах в основной компонент, увеличивает его текучесть, повышает его теплопроводность, снижает действие силы трения и усилия резания. Все это позволяет лучше отводить тепло и стружку из зоны резания, увеличить стойкость инструмента. Особенно это важно при сверлении и нарезании резьбы в конструкционных и инструментальных сталей закаленных до твердости HRCэ 40 45, нержавеющих и жаропрочных сталей, труднообрабатываемых материалов. Данная смазка не подвержена окислению при воздействии воздуха и света, и сама не окисляет цветные металлы и их сплавы, что особенно важно при обработке меди.
Смазку получают следующим образом. Касторовое масло нагревают до температуры 60°C, медленно помешивая, в касторовое масло добавляют олеиновую кислоту. После получения однородной массы, засыпают медленно при постоянном помешивании стеариновую кислоту. Раствор мешать до полного растворения стеариновой кислоты. Дать получившейся раствору остыть до температуры 30°C и засыпать серу мелкого помола, при этом тщательно размешать. Получившую смазку остудить естественным путем до комнатной температуры.
Предлагаемая смазка представляет собой пластичное вещество от белого до светло-желтого цвета.
В соответствии с заявленным изобретением приготовлены образцы заявленной смазки, состав которых приведен в табл.1.
Результаты сравнительных испытаний смазок 1-3 с прототипом (состав 4) приведены в табл.2, табл.3 и табл.4. В табл.2 указаны результаты испытания, проводимые при нарезании резьбы М12 в стали 40Х ГОСТ 4543-71 с твердостью HRCэ 28 32. В табл.3 указаны результаты испытания, проводимые при нарезании резьбы М12 в стали 40Х ГОСТ 4543-71 с твердостью HRCэ 40 45. В табл.4 указаны результаты испытания, проводимые при сверлении отверстий 01,5 мм в молибдене МЧ-1-0,5-В-П2 Яе0.021.055 ТУ.
| Таблица 1 | ||||
| № № п/п | Касторовое масло | Олеиновая кислота | Стеариновая кислота | Сера |
| 1 | 48 | 30 | 17 | 5 |
| 2 | 60 | 17 | 7 | |
| 3 | 60 | 10 | 25 | |
| Таблица 2 | |||||
| № № П/П | Крутящий момент 1-го метчика, Нм | Крутящий момент 2-го метчика, Нм | Скорость резания, м/мин | Расход смазки на 1000 отверстий, г | Стойкость метчиков в количестве нарезанных отверстий, шт. |
| 1 | 12,6 | 5,5 | 10 | 27 | 511 |
| 2 | 11,8 | 5,0 | 10 | 23 | 520 |
| 3 | 13,2 | 5,8 | 10 | 23 | 507 |
| 4 | 28,0 | 13,6 | 18 | 46 | 157 |
| Таблица 3 | ||||||
| № № П/П | Крутящий момент 1-го метчика, Нм | Крутящий момент 2-го метчика, Нм | Скорость резания, м/мин | Расход смазки на 1000 отверстий, г | Стойкость метчиков в количестве нарезанных 1 отверстий, шт. | |
| 1 | 22,8 | 13,5 | 5 | 83 | 13 | |
| 2 | 17,8 | 9,3 | 5 | 78 | 15 | |
| 3 | 26,6 | 16,1 | 5 | 90 | 8 | |
| 4 | 78,0* | – | 2 | 146 | ||
| * При попытке нарезать резьбу метчик № 1 ломается. | ||||||
| Таблица 4 | |||
| № № П/П | Скорость резания, м/мин | Расход смазки на 1000 отверстий, г | Стойкость сверла в количестве просверленных отверстий, шт. |
| 1 | 0,021 | 18 | 4 |
| 2 | 0,021 | 18 | 4 |
| 3 | 0,021 | 20 | 2 |
| 4 | 0,021 | 66 | 1 |
ФОРМУЛА ИЗОБРЕТЕНИЯ
Смазка для механической обработки металлов, содержащая касторовое масло, стеариновую кислоту, серу мелкого помола, отличающаяся тем, что смазка дополнительно содержит олеиновую кислоту при следующем соотношении компонентов, мас.%:
| Касторовое масло | 40-60 |
| Олеиновая кислота | 10-30 |
| Стеариновая кислота | 17-25 |
| Сера мелкого помола | 5-7 |
www.freepatent.ru
Метчики Смазка – Энциклопедия по машиностроению XXL
Для устранения поломок метчика при упоре его в дно глухого отверстия, а также при перегрузке, являющейся следствием твердости материала или отсутствия смазки и т. п., применяются специальные предохранительные патроны (рис. [c.247]Устройства для очистки и смазки метчиков 9-661 [c.2]
| Фиг. 39. Подвижная головка с подачей по винту (резьбонарезная) мощностью до 12 кет (завода им. Орджоникидзе) 1—2 — настроечные и 3—4— сменные шестерни для скорости подачи с i от 21 84 до 56 49 (метчики должны опережать головку на 5 /о) 5 — предохранительная муфта 6 — уплотнение головки 7 — срезные предохранительные штифты 8 — упорный винт (предохранительный) 9 и 10 — кулачок и клапан для смазки 11 – коробка с двумя или тремя переключателями. | 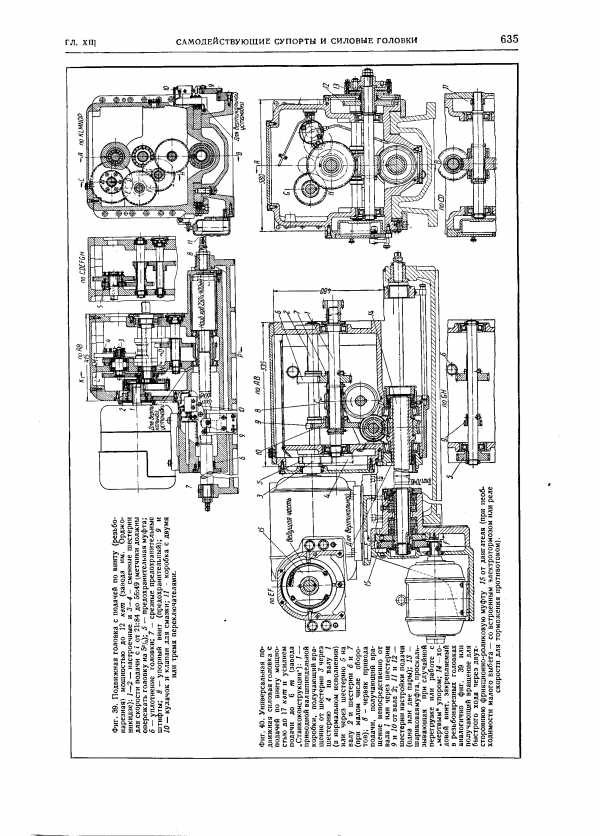 |
| Фиг. 95. Устройство для очистки и смазки метчиков (завода Станко-конструкция ) 1 — дозирующий резервуар, подающий при отводе метчиков посредством электромагнита 2 и золотника 3 смазывающую эмульсию 4 и 5 — подвод и отвод сжатого воздуха. | 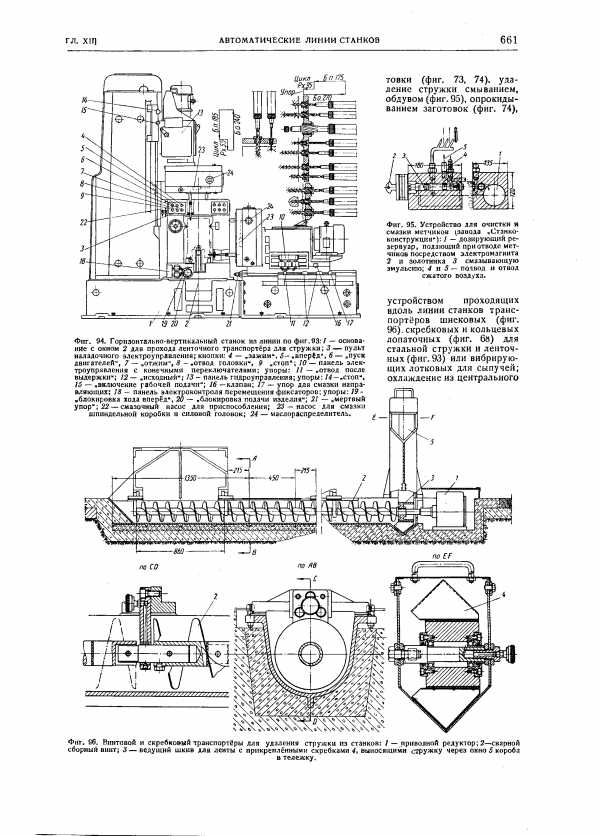 |
Рваная резьба обычно получается при работе тупым метчиком или плашкой, при отсутствии смазки и неправильной установке метчика или плашки относительно нарезаемой детали. Для устранения этого вида брака следует применять правильно заточенные острые метчики и плашки, пользоваться смазкой, и правильно без перекосов устанавливать режущий инструмент. [c.272]
Установка метчика Предварительно смазанный метчик устанавливается в отверстие, где нарезается резьба, перпендикулярно к плоскости. В качестве смазки применяются для стали вареное машинное масло (олифа), для чугуна и алюминиевых сплавов керосин, для меди машинное масло [c.269]
При многошпиндельной нарезке резьб существенное значение имеет автоматизация смазки метчиков перед началом обработки. Рассмотрим пример из опыта автозавода им. Лихачева. На фиг. 101 [c.186]
Правда, необходимо отметить, что стойкость метчиков и допускаемая ими скорость резания может значительно колебаться и в зависимости от ряда других факторов, например от рода смазки. В литературе отмечаются случаи, когда в результате удачного подбора смазочно-охлаждающей жидкости стойкость метчика увеличивалась в сотни раз. Для каждого обрабатываемого материала при нарезании резьбы рекомендуется своя смазка. Например, в жаропрочных сталях успешно нарезается резьба при применении смеси сульфо-фрезола с керосином ( 20%) и олеиновой кислоты ( 15%). Тяжелые масла рекомендуются для малых скоростей и легкие масла — для высоких. Не надо забывать, что многие масла могут работать короткое время (особенно масла с серной основой) и потому необходима их частая смена. Способ подвода охлаждающей жидкости также имеет значение — при горизонтальном положении метчика [c.296]
Для избежания заедания и поломки метчика в процессе нарезания резьбы необходимо производить смазку инструмента и не допускать образования большого количества стружки в отверстии. [c.201]При нарезании резьбы плашками необходимо смазывать рабочий инструмент. Охлаждающая смазка применяется та же, что и при нарезании резьб метчиками. [c.208]
Нарезать резьбу следует с применением смазки. Смазка уменьшает трение и нагрев метчика. Метчик без смазки быстро нагревается и может заклиниться или сорвать резьбу. [c.170]
Паста для смазки резьбонарезного инструмента. При нарезании резьб в деталях из силумина, алюминия, нержавеющей стали и легированных сталей рабочие часто встречаются с большими трудностями получения качественной резьбы при нарезании отверстий в легких сплавах стружка налипает на метчик и вследствие этого возникают задиры, а при нарезании резьбы в вязких и обладающих довольно большой твердостью нержавеющих, жаропрочных и других высоколегированных сталях метчики быстро затупляются. [c.73]
При нарезании резьбы метчиком с шахматным расположением, зубьев снижается трение, улучшается поступление смазки, облегчается стружкообразование и размещение стружки в канавках метчика. Благодаря этому снижается крутящий момент резьбонарезания и наблюдается повышение стойкости метчиков. [c.25]
После чернового метчика нарезание производят средним, а затем чистовым. Для получения чистой резьбы и охлаждения метчика при нарезании применяют смазку. При нарезании резьбы в стальных заготовках в качестве смазывающих и охлаждающих жидкостей применяют минеральное масло, олифу или эмульсию, в алюминиевых — керосин, в медных — скипидар. В чугунных и бронзовых заготовках резьбы нарезают всухую. [c.62]
При работе метчиком возможны различные дефекты, например поломка метчика, рваная резьба, срыв резьбы и др. Причинами этих дефектов являются тупой метчик, забивание канавок метчика стружкой, недостаточная смазка, неправильные установка метчика в отверстие и выбор диаметра отверстия, а также невнимательное отношение работающего. [c.62]
На рис. 1У.58 показан общий вид линии, спроектированной для сверления 22 отверстий и нарезания резьбы в маховике. -Линия скомпонована из шести станков, из которых два односторонних, а четыре — двусторонних, с двумя или тремя силовыми головками. На односторонних станках наклонными силовыми головками сверлят отверстия, расположенные по периферии маховика. Левый ряд головок двусторонних станков обрабатывает отверстия с широкого торца маховика, правый ряд головок —с узкого торца. Сверление, зенкерование, развертывание и снятие фасок выполняют гидравлическими силовыми головками, работающими по циклу быстрый подвод инструментов, рабочая подача, выдержка на мертвом упоре, быстрый отвод и останов. Резьбонарезная головка имеет цикл быстрый подвод корпуса, останов головки на упоре и выдвижение шпинделей с метчиками по копирным гайкам, реверс шпинделей для вывинчивания метчиков из нарезанных отверстий и быстрый отвод корпуса головки с инструментами в исходное положение. Перед резьбонарезанием происходит автоматическая смазка метчиков с помощью специального устройства. [c.373]
Учитывая, что метчик воспринимает большие нагрузки, нарезать резьбу надо с охлаждением и смазкой инструмента. [c.200]
ЭТИХ метчиков обусловленное этим возрастание трения незначительно и может быть компенсировано достаточно обильным охлаждением (смазкой). [c.639]
При нарезании резьбы плашками и метчиками возможно получение резьбы с сорванными нитками, а также резьбы тупой. Первый вид брака может быть следствием недостаточной смазки,, применения тупых плашек или метчиков, неправильной установки плашек в клуппе, а также результатом чрезмерно глубокого резания при первом проходе. [c.153]
При нарезании плашками и метчиками резьба мон ет получиться с сорванными нитками или тупая. Резьба с сорванными нитками является следствием недостаточной смазки, приме- [c.61]
После чернового метчика нарезание производят средним, а затем чистовым. Для получения чистой резьбы и охлаждения метчика при нарезании применяют смазку. [c.86]
При окончании нарезания резьбы метчик протереть чистой ветошью, смыть смазку и положить на планшет. [c.95]
Паста для смазки резьбонарезного инструмен-т а. При нарезании резьб в деталях из силумина, алюминия стружка налипает на метчик и вследствие этого возникают задиры при нарезании резьбы в нержавеющих, жаропрочных и других высоколегированных сталях метчик быстро затупляется. [c.366]
Для нарезания резьбы вручную деталь закрепляют в тисках и черновой метчик покрывают нужной смазкой. Сначала слегка нажимают левой рукой на метчик, а правой поворачивают вороток, пока черновой метчик не врежется в металл и не примет правильное положение. Далее проворачивают вороток двумя руками. После одного-двух полных оборотов метчик поворачивают обратно на четверть оборота. Этим ломают стружку и предохраняют метчик от заклинивания. Средний и чистовой метчики сначала ввертывают в резьбу вручную и только после этого продолжают проворачивать воротком. / [c.42]
Чтобы избежать поломки метчика, надо резать острым метчиком в отверстии нужного диаметра, часто убирать с метчика стружку, применять подходящую смазку и прилагать небольшие усилия. [c.44]
Нарезка резьбы ка токарных станках производится преимущественно при единичном изготовлении деталей, когда перемещать их со станка на станок для выполнения нескольких операций невыгодно, а также при нарезании очень точных длинных винтов, резьбы большого диаметра нестандартного профиля и шага, а также прямоугольной и трапецеидальной резьбы. Резьба размером меньше М56 с точностью 3 класса и ниже нарезается метчиком или плашкой, гребенкой нарезается резьба при серийном изготовлении деталей с шагом меньше 4мм и с точностью не выше 3 класса вихревым методом при большой партионности и резцом — при нарезке точной резьбы (2 класса и выше), прямоугольной, упорной и другой крупной резьбы и при единичном изготовлении деталей. Для резьбы размером больше М56 самым производительным методом нарезки на токарных станках является вихревой метод, затем следует нарезка гребенкой и наконец резцом. Особое внимание при нарезке резьбы надо обращать на выбор смазки. При неправильном выборе смазки можно получить нечистую поверхность и даже задиры резьбы. [c.270]
Сравнительные испытания винтов на износ в паре с бронзовой гайкой, которая после нарезки резцом калибровалась метчиками, сделанными из таких же ходовых винтов, проводились на переоборудованном полуавтомате КТ16. Режим испытания v= 14,4 м/мин, смазка — периодическая через 1 ч с вводом в масло абразива М10. Износ определялся по методу искусственных баз (лунок) — в шести точках на каждом из четырех испытуемых винтах. Перед испытанием производилась приработка винтовых пар в течение 300 циклов. Определение среднего износа после 8700 циклов испытания показало следующее износостойкость упрочненных винтов из стали У10А повышается более чем в 5 раз по сравнению с неупрочненными, а износостойкость упрочненных винтов из стали 45-— в 2 раза. [c.113]
Применение смазки ВНИИНП-232 обеспечивает уменьшение Мф метчиков в 2 раза, а использование ее в качестве 10…20%-ной присадки кмаслам-в 1,5 раза. [c.558]
Применение смазки ВНИИНП-232 вместо масла обеспечивает повышение стойкости метчиков в [c.558]
При работе резцами усилие резания уменьшается на 25% при охлаждении растительным маслом, на 10% при охлаждении мине-/РЙльными маслами и только на 1—3% при охлаждении эмульсией. Ч м большую роль играют силы внешнего трения, тем больше эффективность применения смазки. Например, если при токарных работах применение смазывающей жидкости может дать снижение усилия резания на 25%, то при работе протяжкой на 35—40%, а при работе метчиком на 50%. [c.48]Нарезание резьбы. Для нарезания наружной р ьбы применяют резьбонарезные головки с Круглыми гребенками. Для получения внутренней резьбы пользуются метчиками. Инструмент должен быть изготовлен из быстрорежущей стали с широким и круглым профилем зуба и углом заточки 60°. Для отвода стружки метчики должны быть с тремя канавками. Перо не должно быть широким во избежание увели-чейия трения и опасности забивания канавки стружкой. Углы режущей кромки передней Y= 15°, задней а=5- 8°. При нарезании резьбы производится смазка резьбового инструмента йаслом, пчелиным воском тальком и т. п. [c.344]
Нарезание без смазки и охлаждения Работа тупым метчиком или плашкой или неправильная их заточка Неправильная установка режущего инструмента Диаметр просверленного отверстия больше требуемого диаметр стержня меныйе требуемого Невнимательность рабочего [c.207]
Наиболее часто применяют стальной винт в сочетании с пластмассовой гайкой или другой деталью, имеющей внутреннюю резьбу. Пластмассовые резьбы получают прессованием или литьем под давлением. Изготовлять резьбу на деталях из пластмасс резанием целесообразно в деталях из листовых материалов и прутков, при выполнении ремонтных работ, в резьбах диаметром до 3 мм (для повышения точности). Целесообразно изготовлять резанием внутреннюю резьбу с применением метчиков. Силы трейия в резьбовом соединении, в котором одна из деталей изготовлена из пластмассы, больше, чем в металлическом. Для снижения трения при завинчивании можно применять силиконовые и другие пластичные смазки. [c.166]
Автоматическая линия снабжена пневматическим приспособлением для вытряхивания стружки из отверстия перед нарезанием резьбы, контрольным приспособлением для контроля глубины отверстия и наличия сломанных сверл, предупреждающим поломку метчиков, устройствами для автоматической смазки метчиков и приборами для настройки инструмента на глубину обработки отверстия. [c.184]
Нарезание внутренних резьб. В пластмассовых деталях резьбу получают при прессовании в прессформах, но в ряде случаев ее приходится нарезать резцом или резьбонарезны.м инструментом. Следует отметить, что такая резьба снижает прочность детали. Геометрия резьбонарезного инструмента для пластмасс резко отличается от применяемого для нарезки металлов. Чтобы избежать защемления инструмента, имеющего место вследствие большой упругости пластиков, передний угол должен быть отрицательным. Его принимают в пределах от 5 до 10°. В метчиках полируют канавки и шлифуют профиль. Иногда для облегчения нарезания резьбы метчиками применяют смазки, такие, как тальк, воск или машинное масло. При нарезании резьбы в слоистых пластмассах отверстие должно быть перпендикулярно к слоям наполнителя. Скорость резания при нарезании резьб рекомендуется применять в пределах 15 25 ж/жын (0,25— 0,42 ж/се/с). [c.62]
Меобходимо пользоваться метчиком только соответствующих размеров и обеспечивать требуемую шероховатость поверхности резьбы (острые зубья метчика, правильная смазка и охлаждение его, рациональные режимы резапия и т. д.). [c.205]
Крутящий момент при нарезании метрической резьбы машиннь ми метчиками (при соотпетствующем диаметре предварительного отверстия и надлежащей смазке) подсчитывается по формуле [c.42]
mash-xxl.info