Чем сварить алюминий: Сварка алюминия в домашних условиях – как правильно варить алюминий
alexxlab | 29.04.2023 | 0 | Разное
Основные сложности и особенности при варке алюминия
Основные сложности и особенности при варке алюминияАлюминий обладает рядом уникальных свойств, благодаря этому стал очень востребован во многих сферах жизни человека, включая даже машиностроение и кораблестроение! Металлообработка алюминиевых сплавов осуществляется в соответствии со стандартами сферы деятельности. Возникает вопрос «А как варить алюмний?»
Основные сложности при варке алюминия
Чем варить алюминий? Есть инструменты и методы, предназначенные для сварки стали, но алюминий требует своей собственной техники и оборудования. Этот металл обладает массой уникальных свойств и качеств, поэтому есть ряд сложностей при его сварке:
- Он обладает высокой температурой плавления, потому что этот металл покрыт плёнкой, которая плавится только при 2000 градусах! Если бы не плёнка алюминий плавился бы при температуре 650 градусов.
- При плавлении алюминий становится текучим, что затрудняет формирование сварочной ванны
- При охлаждении металла после сварки в месте сварки образуются трещины, из-за содержания водорода и кремния, которые пытаются вылезть наружу при застывании расплавленного металла.

- После сварки алюминий легко окисляется и на нем образуется плёнка при контакте с воздухом. Следствием этого является то, что соединение в единый шов становится практически невозможным.

Необходимое оборудование
Основным этапом в технологии сварки алюминия является подбор оборудования, так как малейшее отклонение от норм при работе с этим металлом приведет к испорченному изделию. Свариваемость алюминиевых сплавов низкая из-за трудностей в тепловой обработке данного металла.
Лучше всего прибегнуть к аргонодуговой сварке. Эта технология вытесняет кислород с помощью аргона или гелия для того, чтобы металл не окислялся во время сварки и кристаллизовался в чистом виде. Вторым способом решения проблемы может быть полуавтоматическая сварка (её суть заключается в разрушении плёнки окисла).
Подготовка поверхности металла
Перед началом процесса сварки сварщик должен тщательно очистить металл. Как уже упоминалось ранее, одна из проблем с алюминием заключается в том, что этот металл подвержен примесям. Поэтому правильная подготовка материала — ключ к успеху. Вот несколько особенностей сварки алюминия:
Поэтому правильная подготовка материала — ключ к успеху. Вот несколько особенностей сварки алюминия:
Используйте растворитель, такой как ацетон или слабый щелочной раствор, такой как сильное мыло, чтобы удалить любое масло, жир и водяной пар с поверхности алюминия.
Используйте проволочную щётку из нержавеющей стали (используется исключительно для алюминия) для удаления поверхностных оксидов. Это также можно сделать с помощью сильной щёлочи или кислоты. Перед сваркой обязательно промойте и полностью высушите деталь.
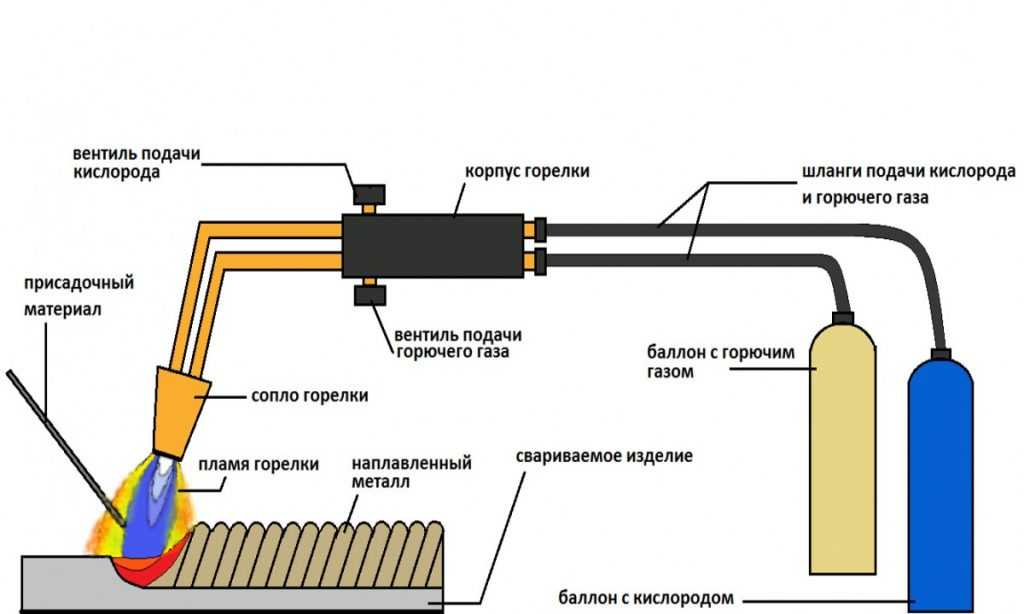
Технология аргоновой сварки
Специалисты отмечают, что технология сварки алюминия аргоном включает в себя разнообразные действия. Технология полуавтоматической сварки предполагает наличие определенных материалов, узлов и агрегатов. Аргонодуговой аппарат состоит из трех блоков.
Перед сваркой каждый из них должен быть приведен в рабочее состояние. Потребление соответствующих ресурсов влияет на конечную стоимость услуги.
На промышленных предприятиях сварочные аппараты подключаются к централизованной линии, по которой подается инертный газ.
Верстаки для установки сварных деталей изготавливаются из нержавеющей стали.
Особенности аргоновой сварки
Для того чтобы выполнить сварку алюминия в полуавтомате, необходимо использовать вольфрамовые электроды. Диаметр электродов выбирается в диапазоне от 1,5 до 5,5 мм.
В процессе работы необходимо следить за тем, как электрод ориентирован относительно свариваемой поверхности. Электрод должен находиться под углом 80 градусов.
Низкая свариваемость алюминия – в чем дело?
Низкий показатель свариваемости алюминиевых сплавов обуславливается целым рядом их качеств.
- Окисная пленка, которая покрывает алюминий и его сплавы. Температура ее плавления – 2044С, а температура плавления самого металла – 660С.
- Высокая текучесть расплавленного металла затрудняет контролировать сварочную ванну, для чего приходится устанавливать специальные подкладки теплоотводящего типа.
- При нагревании из алюминия начинает выходить водород, который после застывания металла оставляет в его теле поры и трещины.

- Большой показатель усадки. А это приводит к деформации сварочного шва в процессе его остывания.
- Теплопроводность алюминиевых сплавов выше, чем у стали, поэтому для их сварки применяется ток, который по силе выше, чем ток для сварки стальных конструкций. Разница где-то в два раза.
- Если говорить о сварке алюминия своими руками в домашней мастерской, то вероятнее всего чистый алюминий вам не попадется. Скорее всего, это будет сплав неизвестной марки (дюраль и другие), к которому при сваривании придется настроить сварочный режим и подобрать дополнительные материалы.
Чего следует избегать при сварке алюминия
Теперь, когда мы рассмотрели различные методы, которые можно использовать для сварки алюминия, давайте поговорим о распространенных ошибках, которых следует избегать. Как сваривать алюминий?
- Когда дело доходит до сварки алюминия, сварщик должен использовать особый подход, так как все металлы кардинально отличаются друг от друга.
- Если говорить об опасностях, то сварка алюминия или любого другого материала — опасна.
 Сварщикам важно всегда носить правильные средства личной защиты и обучаться правилам техники безопасности.
Сварщикам важно всегда носить правильные средства личной защиты и обучаться правилам техники безопасности. - Неспособность подготовиться: подготовка — недооценённый аспект среди сварщиков-новичков. Всегда следите за тем, чтобы правильно очистить алюминий и правильно хранить его перед началом сварки. Не лезьте ни во что, пока не будете должным образом подготовлены.
- Игнорирование мелочей: сварщики, которые давно этим занимаются скажут вам, что детали-это всё. В этой отрасли малейшая оплошность может привести к сложной ошибке—в особенности при сварке алюминия.
Для сварки алюминия используются различные способы и оборудование. Обратите внимание на тщательную подготовку металла и настройку сварочного аппарата! Важно знать, как варить алюминий аргоном, потому что подготовительные работы в этом случае являются самыми важными. Обучение технологии сварки алюминия и его сплавов требует времени. Продолжайте практиковаться и придерживайтесь этого— упорный труд и настойчивость в конце концов окупятся, и возможно, Вы будет знать все про, например, изготовление металлоконструкций!
Кроме всего прочего, компания Центр Сварочного решения предлагает такие услуги, как лазерная резка, плазменная резка металла.
Нужна консультация?
Оставьте свои данные и специалист свяжется с вами в ближайшее время
Чтобы качественно сварить бронзу, алюминий и медь
В состав бронзы входят, помимо меди и алюминия, цинк, марганец, кремний и олово. Категория бронзы определяется содержанием добавок при сплаве. Оловянная бронза имеет в составе от восьми до десяти процентов олова, от двух до четырёх процентов цинка. Остальное приходится на долю меди.
К специальным бронзам относятся:
• кремнистые,
• марганцовые,
• железомарганцевые,
• алюминиевые.
Сварить бронзу можно не только металлическими, но и угольными электродами. Накануне сварки каждую бронзовую детальнадо подогреть от двухсот до пятисот пятидесяти градусов по Цельсию. Причём с сильным подогревом нужно сваривать детали, обладающие сложной конфигурацией. Если речь вести о простых деталях, то для них подойдёт предварительный подогрев с меньшей температурой.
Необходимостью сварка бронзы становится в следующих случаях:
1. При состыковке фрагментов изделий, которым присуща сложная форма.
При состыковке фрагментов изделий, которым присуща сложная форма.
2. Реставрации изношенных либо поломанных деталей.
3. Исправление дефекта отливок.
Подобные изделия определяются как сварнолитые. Выполнить сварку бронзы можно в полувертикальном или нижнем положении. Заделывая сквозной дефект, сваривая стыковой шов, необходимо использовать подкладки. Они помогут избежать протекания металла. Подкладки изготавливаются:
• из огнеупорной глины,
• асбеста,
• стальных листов.
Форму непременно надо соотносить с конфигурацией детали изнутри, в том месте, где производится сварка.
Для сварки оловянной бронзы
Сварить оловянную бронзу можно с применением угольных электродов. Для присадочного материала нужно взять отлитый вкокиль пруток. Он должен иметь в качестве составляющих:
1. 0,25 процента фосфора.
2. От трёх до четырёх процентов кремния.
3. 95-96 процентов меди.
На роль флюса годится борный шлак либо прокалённая бура. Чтобы сварить никелевую, свинцовую, цинковую, оловянную бронзу, потребуются электроды ОБ-5. Заварив детали, их надо для постепенного охлаждения укрыть асбестом. Это снизит остаточное напряжение, предотвратит появление трещин.
Чтобы сварить никелевую, свинцовую, цинковую, оловянную бронзу, потребуются электроды ОБ-5. Заварив детали, их надо для постепенного охлаждения укрыть асбестом. Это снизит остаточное напряжение, предотвратит появление трещин.
Специальные бронзы
Когда свариваешь специальную бронзу с использованием угольного электрода, присадочным металлом нужно выбрать прутки, идентичные по составу с главным металлом. Сваривая кремнистую бронзу, для флюса лучше всего взять прокалённую буру. Фосфористым бронзам рекомендуется бронборный шлак.
Алюминиевые бронзы требуют в качестве флюса тот же, который используется при сварке алюминиевых сплавов и самого алюминия. Для специальных бронз, при сварке с помощью металлического электрода, состав стержня подбирается с учётом состава главного металла. Сваривая фосфористую бронзу, лучше задействовать стержень с таким составом:
1. Не больше 0,75 процента примеси.
2. От девяти до одиннадцати процентов олова.
3. 0,5-1,0 процента фосфора.
4. Остальная часть – медь.
Алюминиевая бронза при сварке предполагает использование прутка, имеющего в составе:
• марганца от 1,5 до 2,5 процента;
• равное количество с главным металлом алюминия;
• медь, железо как остальная часть.
Сварку бронзы с применением металлического электрода лучше выполнить с постоянным током обратной полярности. Сила тока берётся с таким расчётом: на один миллиметр электродного диаметра потребуется 40 ампер. Алюминий используется при производстве деталей не только в своём чистом виде (99,5 процента), но и в разного рода сплавах с кремнием, медью, магнием, марганцем.
Снаружи как алюминий, так и сплавы с ним имеют плёнку окиси с температурой плавления приблизительно 2050 градусов. При нагреве алюминий подвержен весьма сильному окислению. Плёнка тугоплавкой окиси, которая расположена на поверхности заготовки, создаёт препятствие для сплавления присадочного металла с главным.
Чтобы соединение вышло надёжным, при сварке требуется удаление плёнки оксида. Этой цели можно добиться как химическим, так и механическим способом. Последний далеко не всегда даёт хороший результат. Его предпочтительней использовать, сваривая металл с определённой толщиной.
Этой цели можно добиться как химическим, так и механическим способом. Последний далеко не всегда даёт хороший результат. Его предпочтительней использовать, сваривая металл с определённой толщиной.
Надо учитывать, что окись алюминия может быть удалена концом присадочного материала. Химическая же очистка производится с помощью покрытий либо флюсов, гарантируя качественное удаление окиси алюминия. Окись алюминия полностью должна быть удалена по причине своей тяжести, превышающей вес алюминиевого сплава либо самого алюминия.
Нередко окись, располагаясь плёнкой вдоль швов, уменьшает надёжность сварной состыковки. Чтобы избежать ожогов, сварку алюминия в форме листа осуществляют на подкладках. Допускается использование металлических и угольных электродов, среды защитных газов.
Применяя угольные электроды
Если для сварки приготовлен угольный электрод, то на присадочный металл пойдут литые прутки или проволока, имеющие один и тот же состав с главным металлом. Из трёх возможных марок флюсов больше подходит АФ-4А. Такой флюс надо использовать, сваривая незначительной толщины металл. Сгодится он и при устранении дефектов в литой детали из сплавов алюминия и тонкими стенами.
Такой флюс надо использовать, сваривая незначительной толщины металл. Сгодится он и при устранении дефектов в литой детали из сплавов алюминия и тонкими стенами.
При существенной толщине главного металла неплохого качества можно добиться, используя флюс №2 и №1. Его наносят накануне нагрева на поверхность, подлежащую сварке. Это может быть:
1. Состыковка шин электролизного цеха.
2. Монтаж иных электрических линий.
Алюминиевые шины сваривают обычно встык на графитовой либо алюминиевой подкладке. Графитовые пластины, обладающие вырезами против швов, ставят по бокам шин. Вырезы дают возможность удалить за границы рабочего сечения конец и начало шва.
Металлический электрод для сварки
Электродный стержень должен быть сделан из материала, обладающего с главным металлом одинаковым составом. Нужно нанести покрытие на стержень. Его состав хорошо известен, и необходимо соблюдать общепринятое процентное соотношение. Покрытие должно получиться толщиной до одного миллиметра.
Подогрев в специальных печах означает необходимость замера температуры термопарой. Речь идёт о подогреве древесными опилками либо термокарандашами в горне. Температура бывает достаточной уже при тлении опилок. Сварка осуществляется при применении постоянного тока обратной полярности. Сила его берётся в границе от тридцати до тридцати шести ампер на миллиметр диаметра электрода.
Детали из алюминиевых сплавов и алюминия надо хорошо очистить от остатка шлака и флюса. Именно эти остатки способствуют возникновению коррозии металла. Чтобы достигнуть этой цели, необходимо:
• деталь после завершения сварки промыть горячей водой;
• поверхность шва протереть волосяной щёткой;
• погрузить деталь на пять минут в 2-процентный раствор с хромовой кислотой, которая нагрета до восьмидесяти градусов.
Завершив эту процедуру, детали нужно опять промыть горячей водой и просушить.
В среде защитного газа
Защитным газом служит аргон. Сварка выполняется с использованием специального держателя и вольфрамового электрода. Задействованный в данном случае алюминиевый сплав и алюминий необходимо хорошо очистить.
Задействованный в данном случае алюминиевый сплав и алюминий необходимо хорошо очистить.
Нельзя допустить в аргоне:
1. Содержания кислорода свыше 0,03 процента.
2. Наличия влаги.
3. Присутствие азота больше 0,3 процента.
Сваривая в аргоновой среде, флюс использовать не надо. В результате отпадает необходимость очистки после сварки от шлаков и флюса, что является трудоёмкой операцией. Сварка в среде аргона допускает также нахлесточные соединения, которые запрещены при сварке, подразумевающей использование флюса. Запрещение обосновывается тем, что практически невозможно стопроцентно удалить шлаки и остаток флюса. В итоге может появиться коррозия, разрушающая нахлесточное сварное соединение.
Уменьшая окисную плёнку
С дуговой сваркой покрытым электродом мы имеем дело только с двумя разновидностями цветного металла:
• медными сплавами и медью;
• алюминиевыми сплавами и алюминием.
Главные преимущества конструкций из сплава с алюминием многократно проверены практикой и заключаются в следующем:
1. В высокой устойчивости к коррозии.
В высокой устойчивости к коррозии.
2. Высокой удельной прочности.
3. В малой плотности.
По этим причинам конструкции распространены повсеместно. Для сварной конструкции применяется деформируемый сплавиз алюминия. При деформации и нагреве он не поддаётся растрескиванию. Основной же проблемой сварки алюминиевых сплавов и алюминия стала его значительная химическая активность:
• на поверхности алюминия появляется окисная плёнка, чья температура плавления составляет 2050 градусов по Цельсию;
• она не плавится в ходе сварки;
• потягивает металл устойчивой оболочкой;
• затрудняет формирование сварочной ванны.
Кусочки плёнки, попав в шов, уменьшают качество сварного соединения и срок его службы. Выполняя сварку, необходимо провести меры для разрушения, а потом удаления плёнки. Эта мера обеспечит защиту металла от нового окисления. Из-за немалой химической прочности окисной плёнки восстановить из окисла алюминий при сварке нельзя. Невозможно на практике связать её в прочное соединение со щелочью либо сильной кислотой.
Влияние шлака на сварку алюминия базируется на смывании расплавленным шлаком окисной плёнки, которая подверглась разрушению. Немалую роль играет процесс растворения. Готовя деталь из сплава с алюминием для предстоящей сварки, нужно удалить с кромки поверхностное загрязнение. Применяется для этой цели органический растворитель. Возможно использование травления по такой технологии:
1. Промывка холодной водой.
2. Сушка с помощью сжатого воздуха.
3. Обезжиривание растворителем.
4. Пассивирование две минуты в тридцатипроцентном растворе с водой HNO3.
5. Травление одну-две минуты в NaOH, концентрированной щелочи.
Сварка даёт возможность применить с хорошей отдачей нахлесточные либо стыковые соединения. Снижая включения в швеокисной плёнки, допустимо применение флюсов, которые наносятся на торцы деталей накануне сварки. Они представляют собой дисперсную взвесь фторидов, находящихся в спирте.
Не разделывая кромки, допустимо сваривание с одного бока детали, имеющего толщину кромки до шести миллиметров. С двух боков эта толщина может доходить до десяти миллиметров. Разделка выполняется V-образно:
С двух боков эта толщина может доходить до десяти миллиметров. Разделка выполняется V-образно:
• с притуплением в 0,25 от толщины кромки;
• углом раскрытия кромки до шестидесяти-семидесяти градусов.
Соблюдение всех требований неизменно даёт положительный результат.
Электроды для алюминиевых сплавов
При сварке алюминиевого сплава самыми распространёнными типами электродов считаются: ОЗА-1, ЭЮ-1, АФ-4А, ОЗА-2. Последняя разновидность рассчитана для наплавки и заварки дефектов после литья. Стержень электрода выполняется с использованием сварочной проволоки, нанесением на неё покрытия, представляющего собой смесь фтористой и хлористой соли. Толщина его не больше 0,3 – 0,5 миллиметров на сторону.
Сварка осуществляется с применением постоянного тока обратной полярности. На силе тока останавливаются с учётом диаметра электрода и положения шва. Работа с электродом 03А-1:
1. Угол загиба 170 градусов.
2. Прочность шва 72 Мпа.
Выполнять сварку предпочтительней с предшествующим подогревом детали до 250 – 400 градусов по Цельсию (принимаетсяво внимание толщина кромки). Алюминий обладает значительной теплопроводностью, кромки разогреваются дугой чрезвычайно медленно. На каждый килограмм наплавленного металла расходуется два килограмма электродов.
Алюминий обладает значительной теплопроводностью, кромки разогреваются дугой чрезвычайно медленно. На каждый килограмм наплавленного металла расходуется два килограмма электродов.
Существенны потери на разбрызгивание и угар электродного металла. Сваривая электродом ОЗА-2, надо иметь в виду, что угол загиба выходит меньше, а шов получится прочнее – 86 Мпа. Такое наблюдается из-за легирования кремнием швов.
Медные сплавы и медь
Применение медных сплавов и меди обусловлено антикоррозийной стойкостью в агрессивной среде, высокой тепло- и электропроводностью. Большая чистота металла означает повышение подобных свойств. Как теплопроводность, так и электропроводность меди быстро меняется и при малом присутствии примеси (до одного процента). Нагреваясь, медь вступает в реакцию с водородом, углеродом, серой, кислородом. Инертность она проявляет при сварке к азоту в каждом еётемпературном диапазоне.
При низкой температуре, похожей на температуру кристаллизации, водород и кислород почти не растворяются в меди. Неудовлетворительная защита и не существенное раскисление вызывает у меди трещины либо водородную «болезнь». Она проявляется в замедленном образовании трещин. В связи с этим необходимо:
Неудовлетворительная защита и не существенное раскисление вызывает у меди трещины либо водородную «болезнь». Она проявляется в замедленном образовании трещин. В связи с этим необходимо:
• накануне работы два часа прокаливания сварочных электродов при температуре от 250 до 300 градусов по Цельсию;
• основной металл должен быть с низким содержанием газа;
Когда же речь заходит о сваривании чистой меди, то предпочтительней применять иные способы, в том числе сварку в защитном газе плавящимся либо не плавящимся электродом. Сплав меди с цинком, латунь, тоже отличается плохой свариваемостью по причине выгорания цинка.
Специфика бронз
Бронза сваривается при сопоставлении с чистой медью лучше. Бронзы различаются видом легирующего компонента. Хромистые и кремнистые бронзы можно сварить легче других. Кремнистыми бронзами существенно утрачена как электропроводность, так и теплопроводность, зато в значительной мере присуща износостойкость и устойчивость к коррозии.
Для хромистых бронз характерна при отличной свариваемости тепло- и электропроводность уровня чистой меди. Неплохой свариваемостью с жаропрочностью и превосходной устойчивостью к коррозии обладают марганцовистые бронзы. Оловянистые и алюминиевые бронзы из-за выгорания легко плавящегося легирующего материала свариваются неудовлетворительно.
Из электродов, что уже прошли проверку практикой, лучшими стали Комсомолец-100, ОЗБ-2М, АНЦ/СЭМ-3. Последняя разновидность рассчитана на наплавку бронз и сварку. Все другие – на сварку, наплавку чистой меди, а на её основе – низколегированного сплава. Сваривают медные сплавы и медь, используя постоянный ток обратной полярности.
Деталь, обладающую толщиной до десяти миллиметров, подвергают сварке с аналогичной без предварительного подогрева и разделки кромки. Сила тока подбирается с учётом диаметра электрода. Процесс сварки нужно осуществлять двух- либо односторонним швом:
• на графитовой ткани;
• либо на графитовой подкладке, высушенной и ровной.
Сваривают короткой дугой, чуть-чуть на подъём либо в нижнем положении, с незначительным поперечным колебанием электрода, находящегося в перпендикулярном положении к изделию.
Деталь, имеющую толщину 10 – 25 миллиметров, сначала нагревают до двухсот-четырёхсот градусов по Цельсию. Причём должна быть обеспечена электропроводность сварного шва в пределе шестидесяти процентов в сравнении с электропроводностью чистой меди. Границей прочности наплавленного материала становится 200 МПа. Электроды всех типов расходуются интенсивно. Затрачивается на каждый килограмм наплавленного металла 1,6-1,75 килограмма электродов. Зато результат соответствует технологическому стандарту.
Сварка алюминия MIG – электроды, газы, сварочные установки и оборудование
Как сваривать алюминий MIG?
Сварка алюминия методом MIG в значительной степени зависит от наличия подходящего оборудования из-за мягкости сварочной электродной проволоки. Для алюминия требуется специальная система подачи проволоки, иначе сварочная электродная проволока будет ломаться и сбиваться в комки. После того, как правильно настроено оборудование, сварить металл довольно легко.
После того, как правильно настроено оборудование, сварить металл довольно легко.
Алюминиевая сварка MIG MIG. для сварки в неустановленном положении
Суть в том, что если вам необходимо наплавить большое количество присадочной проволоки в производственной среде, то это правильный выбор для таких цветных металлов, как алюминий и магний. Все зависит от толщины свариваемого материала. Вам нужно, чтобы основной материал был достаточно толстым, чтобы выдерживать высокую температуру, и большинство сварных швов должны иметь структурную форму. Если это действительно тонкий алюминий, то лучшим выбором будет сварочный аппарат TIG.
Основным компромиссом является уровень навыков, необходимый для сварки вне рабочего положения. В большинстве случаев это делает MIG лучшим выбором для производственной сварки, используемой на верфях, в производстве трейлеров и алюминиевых резервуаров. Доказательством является необходимый уровень квалификации, которого ожидают кадровые компании верфи. Для большинства рекрутеров, нанимающих сварщиков труб (профессиональных сварщиков, которые путешествуют по работе), они ожидают, что около половины сварщиков не пройдут тест на рентгеновскую сварку с ограничением 6G. Это просто данность! При приеме на работу сварщиков MIG алюминия они ожидают 9из 10 сварщиков провалили испытание. Если вам нужно знать, тест представляет собой тест пластины 2G, 3G и 4G ½ дюйма, который подвергается рентгеновскому излучению. Сварка алюминия TIG
Доказательством является необходимый уровень квалификации, которого ожидают кадровые компании верфи. Для большинства рекрутеров, нанимающих сварщиков труб (профессиональных сварщиков, которые путешествуют по работе), они ожидают, что около половины сварщиков не пройдут тест на рентгеновскую сварку с ограничением 6G. Это просто данность! При приеме на работу сварщиков MIG алюминия они ожидают 9из 10 сварщиков провалили испытание. Если вам нужно знать, тест представляет собой тест пластины 2G, 3G и 4G ½ дюйма, который подвергается рентгеновскому излучению. Сварка алюминия TIG
Если у вас есть выбор способов сварки алюминия, то все зависит от толщины материала. Сварка MIG отлично подходит для всего, что имеет толщину 1/8 дюйма или больше и находится в правильном положении. Сварка TIG работает лучше всего на более тонком материале и трубе
Стандартная электродная проволока и газы для сварки MIG
Когда дело доходит до сварки алюминия, выбор газа и электрода довольно прост!
Защитные газы для сварки MIG алюминия
Практически во всех случаях используются следующие газы:
- Аргон (99% времени)
- Аргон/гелий
Вот и все! Смесь аргона и гелия используется только для алюминия толщиной более 1/2 дюйма. Гелий, смешанный с аргоном, помогает создать более горячую дугу для проникновения в алюминий. При необходимости вы все равно можете использовать 100% аргон, универсальный газ для сварки MIG толстолистового алюминия!
Гелий, смешанный с аргоном, помогает создать более горячую дугу для проникновения в алюминий. При необходимости вы все равно можете использовать 100% аргон, универсальный газ для сварки MIG толстолистового алюминия!
Сварка MIG алюминия Выбор электродной проволоки
Выбор электрода зависит от основного металла и его толщины. Это еще одна область, о которой вам следует поговорить с вашим местным поставщиком сварки. Они знают, какие продукты лучше всего подходят для каких материалов. В большинстве случаев для выбора и обозначения алюминиевой электродной проволоки используются следующие:
- ER4043
- ER5356
Марки алюминия, свариваемые с присадочной электродной проволокой ER4043
The ER4043 welds a variety of aluminum grades and they are:
- 2014
- 3003
- 3004
- 4043
- 5052
- 6061
- 6062
- 6063
Cast Aluminum Grades
- 43
- 214
- 355
- 356
Алюминиевые оценки, приваленные электродом ER5356.
 0009 5154
0009 5154Довольно просто! Вот в чем дело, обычно вы не хотите использовать проволоку толще 0,035, и чем больше число, тем жестче проволока. Провод ER5356 намного жестче, чем провод ER4043. Это влияет на то, как проволока будет вести себя в системе подачи проволоки. Помните, что необходимо специальное оборудование, потому что проволока слишком мягкая для подачи обычным способом. Таким образом, любая более жесткая проволока будет иметь меньше проблем с прохождением через лайнер и к пистолету.
Оборудование, необходимое для сварки MIG алюминия
Если вы хотите сваривать алюминий, вам понадобится дополнительное оборудование, которое можно добавить к механизму подачи проволоки для сварки MIG. Причина в том, что алюминиевая присадочная проволока настолько мягкая, что застревает и спутывается в обычной системе подачи проволоки. Ваш выбор сводится к добавлению:
- Устройство подачи проволоки Push Pull
- Пистолет для катушки
Система подачи проволоки MIG Push Pull
Система подачи проволоки Push Pull чаще всего используется на производственных площадках. Принцип его работы заключается в том, что механизм подачи проволоки толкает проволоку, как обычно. Тогда тяговая система – это еще один подаватель в рукоятке пушки МИГ, который ее тянет. Эта система отлично работает, когда все настроено правильно. Хитрость заключается в том, чтобы правильно настроить двухтактную систему (сложная часть), тогда все остальное будет в порядке. Преимущество этой системы в том, что можно использовать большие катушки с проволокой, а время простоя минимально.
Принцип его работы заключается в том, что механизм подачи проволоки толкает проволоку, как обычно. Тогда тяговая система – это еще один подаватель в рукоятке пушки МИГ, который ее тянет. Эта система отлично работает, когда все настроено правильно. Хитрость заключается в том, чтобы правильно настроить двухтактную систему (сложная часть), тогда все остальное будет в порядке. Преимущество этой системы в том, что можно использовать большие катушки с проволокой, а время простоя минимально.
На первом рисунке ниже показана двухроликовая проталкивающая подача на установке Millermatic 350P MIG. Второе и третье изображения ниже представляют собой вид снизу и вид сверху пистолета с протяжной подачей Python.
Пистолет Python с вытяжной подачей Алюминиевый сварочный пистолет для сварки MIG Алюминиевый пистолет с вытяжной подачей PythonPython Алюминиевый сварочный пистолет для сварки MIG с роликовым толкателемСварочный пистолет для сварки MIG с алюминиевой катушкой
Пистолет с катушкой — лучший выбор для сварки вне положения и небольших работ. Это самая безотказная система подачи проволоки, но она имеет свою цену. Проволока может быть размером всего 1 фунт (обычно катушка с максимальным диаметром 4 дюйма) или меньше. Не очень хорошо, когда речь идет о производственной сварке, но, опять же, она хорошо работает во всех положениях.
Это самая безотказная система подачи проволоки, но она имеет свою цену. Проволока может быть размером всего 1 фунт (обычно катушка с максимальным диаметром 4 дюйма) или меньше. Не очень хорошо, когда речь идет о производственной сварке, но, опять же, она хорошо работает во всех положениях.
Как подготовить шов для сварки MIG алюминия
Когда дело доходит до сварки MIG, подготовка алюминиевого шва является обязательным. Очевидное применимо, но методы очистки меняются. Правило №1; Вы не хотите шлифовать алюминий шлифовальным диском для стали или нержавеющей стали! При работе с алюминием есть три способа очистки шва:
- Напилить шов
- Шлифовка
- Промыть или окунуть в кислотную ванну
Для грубой обработки подойдет шлифовка или опиловка! Но если вы строите такой продукт, как лестница, то кислотная ванна — лучший выбор. Если это грубая работа, вы можете добавить к шлифовальному станку откидной шлифовальный диск или просто взять кусок наждачной бумаги и приступить к работе. Кислотная промывка работает отлично, но при использовании кислоты возникают серьезные проблемы со здоровьем. Все зависит от потребностей продукта, от того, как он должен выглядеть в готовом виде и каков ваш бюджет.
Кислотная промывка работает отлично, но при использовании кислоты возникают серьезные проблемы со здоровьем. Все зависит от потребностей продукта, от того, как он должен выглядеть в готовом виде и каков ваш бюджет.
Деформация от сварки алюминия
Сварка алюминия – одного из немногих металлов, не требующих большой жесткости соединений. Есть минимальные искажения и не о чем беспокоиться. Вы просто не получите лучший металл для работы.
Как настроить сварочный аппарат MIG для сварки алюминия?
Если вы готовы сваривать алюминий MIG, вам нужно знать, как правильно настроить свой аппарат! На многих сварочных аппаратах есть таблица с рекомендуемой скоростью подачи проволоки и диапазоном напряжения. Это ваши ОСНОВНЫЕ рекомендации, но вам нужно их отрегулировать, пока вы не получите правильную настройку.
Таблица настроек для сварки MIG алюминия LincolnНастройки для сварки MIG алюминия
Настройки, необходимые для сварки MIG алюминия, практически одинаковы для всех положений. В большинстве случаев требуется от 21 до 23 вольт, чтобы перевести дугу на распыление. При сварке в неправильном положении скорость подачи проволоки должна быть достаточно высокой, чтобы сварной шов был заполнен металлом с быстрым треском. Алюминию требуется скорость подачи проволоки, чтобы протолкнуть проволоку в соединение. Если он по какой-либо причине замедляется, вы получаете расплавленный наконечник или сварной шов, который не прилипает! Не бойтесь увеличивать скорость подачи проволоки!
В большинстве случаев требуется от 21 до 23 вольт, чтобы перевести дугу на распыление. При сварке в неправильном положении скорость подачи проволоки должна быть достаточно высокой, чтобы сварной шов был заполнен металлом с быстрым треском. Алюминию требуется скорость подачи проволоки, чтобы протолкнуть проволоку в соединение. Если он по какой-либо причине замедляется, вы получаете расплавленный наконечник или сварной шов, который не прилипает! Не бойтесь увеличивать скорость подачи проволоки!
Алюминий Типы дугового переноса MIG
Существует два типа переноса при сварке MIG алюминия:
- Шаровидный
- Распыление
- Импульсное распыление
В большинстве случаев сварка выполняется в режиме переноса распылением . Если вам повезет и у вас есть один из этих импульсных распылителей, то работа будет намного проще. Глобулярный используется для более тонких металлов, потому что установка напряжения недостаточно высока для получения истинного переноса распылением.
Сварка MIG алюминия вне позиции
Сварка алюминия MIG выполняется в положении с истинным струйным переносом, но сварка в неустановочном положении может быть либо шаровидной, либо струйным переносом. Разница между истинным переносом распыления в горизонтальном положении и вне положения заключается в звуке сварного шва. В положении издает гул или шипение. Сварка алюминия в нерабочем положении издает БЫСТРЫЙ треск с летящими белыми искрами и случайными брызгами.
Импульсное распыление позволяет изменять напряжение таким образом, что дуга распыления никогда не становится слишком горячей и никогда не остывает. Лучший способ описать это почти как точечная сварка, но без отключения дуги. Это ряд горячих и холодных сварных швов, которые компенсируют отсутствие навыков работы. При сварке MIG в нерабочем положении импульсный спрей не работает.
Перегрев алюминия
БОЛЬШОЙ ПРОБЛЕМОЙ при настройке машины является ТЕМПЕРАТУРА алюминия! Если вы свариваете холодный алюминий или точечную/прихваточную сварку, то настройка машины не является проблемой. С другой стороны, если вы свариваете стыки, то температура является БОЛЬШОЙ ПРОБЛЕМОЙ. Когда вы начнете сваривать холодное соединение, вам покажется, что температура слишком низкая, но по мере того, как вы будете продолжать, настройки температуры будут казаться слишком высокими. Это БОЛЬШАЯ ПРОБЛЕМА с алюминием! БОЛЬШАЯ НЕДОСТАТОЧНАЯ СТОРОНА ПЕРЕГРЕВА заключается в том, что весь СОЕДИНЕНИЕ ПРЕВРАЩАЕТСЯ В КАШИ и УПАДАЕТ НА ПОЛ БЕЗ ПРЕДУПРЕЖДЕНИЯ. Да, все идет хорошо, и вдруг все буквально разваливается! Эта проблема затрагивает все виды сварки алюминия, в которых используется дуга или пламя для расплавления металла.
С другой стороны, если вы свариваете стыки, то температура является БОЛЬШОЙ ПРОБЛЕМОЙ. Когда вы начнете сваривать холодное соединение, вам покажется, что температура слишком низкая, но по мере того, как вы будете продолжать, настройки температуры будут казаться слишком высокими. Это БОЛЬШАЯ ПРОБЛЕМА с алюминием! БОЛЬШАЯ НЕДОСТАТОЧНАЯ СТОРОНА ПЕРЕГРЕВА заключается в том, что весь СОЕДИНЕНИЕ ПРЕВРАЩАЕТСЯ В КАШИ и УПАДАЕТ НА ПОЛ БЕЗ ПРЕДУПРЕЖДЕНИЯ. Да, все идет хорошо, и вдруг все буквально разваливается! Эта проблема затрагивает все виды сварки алюминия, в которых используется дуга или пламя для расплавления металла.
Одной из причин, по которой так трудно обнаружить перегрев соединения, является тот факт, что расплавленная лужа не сильно отличается от основного металла. Лужа выглядит как движущаяся фольга. Если бы это была сталь, то было бы ярко-красное свечение, соединение искрило бы, и вы бы ясно почувствовали, что жар слишком горячий. Алюминий просто требует чувства и опыта, чтобы знать, что температура не слишком высокая. Если вы действительно хотите быть в безопасности, вы всегда можете взять нагревательную палочку, чтобы оставить отметку рядом со сварным швом, чтобы проверить температуру.
Если вы действительно хотите быть в безопасности, вы всегда можете взять нагревательную палочку, чтобы оставить отметку рядом со сварным швом, чтобы проверить температуру.
Методы сварки MIG для алюминия и магния
Методы ничем не отличаются, за исключением скорости, которую необходимо поддерживать для сварки вне заданного положения. При сварке в положении есть много места для ошибки, потому что у вас есть время среагировать. С другой стороны, сварка в нерабочем положении — это скорее интуиция! Методы сварки MIG алюминия – это сварка спереди и в большинстве случаев только стрингеры (да, вы можете плести, но не стоит рисковать перегревом соединения). Сварка в нерабочем положении — это быстрое хлесткое или равномерное движение с упором на опережение сварочной ванны. Очень странно двигаться так быстро по сравнению с другими процессами сварки, и именно поэтому частота отказов среди сварочных испытаний на верфи так высока.
Поиск программ для специалистов по сварке
Получите информацию о программах для специалистов по сварке, введя свой почтовый индекс и запросив регистрационную информацию.
Как сваривать алюминий
11 января 2023 г. 11 января 2023 г. | 14:38
Сварка алюминия может быть сложной задачей, если вам нужно знать, что вы делаете. Для успешной сварки требуются специальные инструменты, методы и материалы. Но при правильном руководстве и ресурсах сварка алюминия — это достижимый навык, которому может научиться каждый. Продолжайте читать, чтобы узнать основы правильной сварки алюминия.
Типы сварки алюминия
Существует несколько способов сварки алюминия. Двумя наиболее распространенными являются дуговая сварка в среде защитного газа (GMAW) и дуговая сварка в защитном металле (SMAW). GMAW, более известная как сварка MIG, использует механизм подачи проволоки для подачи расходуемой электродной проволоки в зону сварки. SMAW, также известная как сварка электродами, использует расходуемые электроды, покрытые флюсом на одном конце и удерживаемые в электрододержателе на другом. Оба процесса требуют разных навыков и материалов, поэтому убедитесь, что вы знаете, какой тип сварочного процесса вы планируете использовать, прежде чем начинать свой проект.
Оба процесса требуют разных навыков и материалов, поэтому убедитесь, что вы знаете, какой тип сварочного процесса вы планируете использовать, прежде чем начинать свой проект.
Инструменты, необходимые для сварки алюминия
Помимо подходящего сварочного оборудования, при работе с алюминием потребуются некоторые другие инструменты. Вам понадобится шлифовальная машина или режущий инструмент, чтобы вырезать или придать форму вашим частям перед их сваркой. Вам также понадобятся зажимы или приспособления, чтобы удерживать детали на месте во время их сварки, а также защитное снаряжение, такое как защитные очки, перчатки, сапоги и одежда с длинными рукавами. Наконец, обеспечьте соответствующую вентиляцию, поскольку пары алюминия могут быть опасны при вдыхании в течение длительного времени.
Техника сварки алюминия
После того, как все необходимые инструменты собраны и детали подготовлены к сварке, можно приступать! Начните с закрепления заготовок на месте с помощью приспособлений или зажимов — это поможет гарантировать, что все останется на месте, пока вы работаете с ним. Затем настройте свое оборудование в соответствии с рекомендациями производителя и отрегулируйте уровни силы тока в зависимости от типа и толщины используемого металла. Начиная каждый проход дуговой сваркой, всегда начинайте с одного конца и медленно двигайтесь вдоль стыка, пока не достигнете другой стороны — это поможет обеспечить равномерное распределение тепла по всей длине свариваемого материала.
Затем настройте свое оборудование в соответствии с рекомендациями производителя и отрегулируйте уровни силы тока в зависимости от типа и толщины используемого металла. Начиная каждый проход дуговой сваркой, всегда начинайте с одного конца и медленно двигайтесь вдоль стыка, пока не достигнете другой стороны — это поможет обеспечить равномерное распределение тепла по всей длине свариваемого материала.
Заключение:
Чтобы научиться правильно сваривать алюминий, нужна практика, но при наличии терпения и усердия каждый может добиться в этом успеха! Перед началом любого проекта убедитесь, что у вас есть все необходимые инструменты; это включает в себя защитное снаряжение, такое как перчатки, сапоги, защитные очки и т. д., а также режущие/шлифовальные инструменты и зажимы/приспособления для скрепления заготовок во время работы. После того, как эти предметы будут приобретены, используйте соответствующие методы в зависимости от того, какой тип сварки используется — MIG (GMAW) или сварка электродами (SMAW) — и соответствующим образом отрегулируйте уровни тока в зависимости от толщины металла, используемого в каждом проекте.