Чем сваривают алюминий – Сварка алюминия в домашних условиях – как правильно варить алюминий
alexxlab | 21.08.2019 | 0 | Разное
Примитивная сварка алюминия в домашних условиях
Необходимость в создании соединения сложно свариваемых металлов может возникнуть не только на производстве, но и в частной сфере. Сварка алюминия в домашних условиях проводится часто, несмотря на все свои сложности, так как сам металл активно используется в промышленности и многие изделия выполняются именно из него. Таким образом, при ремонте мастерам приходится часто с ним сталкиваться. Главной сложностью этого процесса является то, что дома очень сложно создать все необходимые условия, чтобы процесс происходил также, как и на предприятии. Соответственно, качество соединения может пострадать.
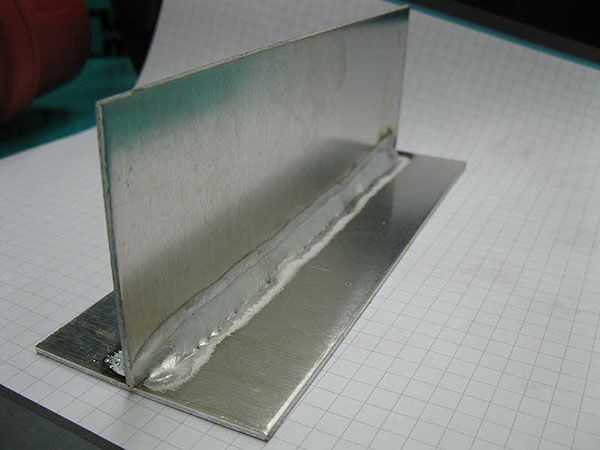
Примитивная сварка алюминия
В основном, здесь используется более простое оборудование, так как сварочный инвертор, который применяется для аргонодуговой сварки, вместе с баллонами самого аргона, будет иметь достаточно высокую стоимость, как для частных лиц. Тем не менее, проблемы свариваемости алюминия никуда не деваются, поэтому, нужно все также бороться с напряжением металл, подбирать средства для разрушения оксидной пленки. Одной из основных проблем становится высокая жидкотекучесть металла в расплавленном состоянии, что усложняет сваривание в различных положениях, особенно, в потолочном.

Аргонно-дуговая сварка алюминия в домашних условиях
Преимущества
- Сварка алюминия в домашних условиях оказывается более дешевым процессом, особенно если есть соответствующее оборудование, так как не приходится обращаться к другим специалистам;
- Результат работы можно получить сразу, а также проверить его, а не ждать получения из мастерской;
- Легче использовать подручные материалы;
- Нет высоких требований к контролю качества, так как применение полученных изделий, как правило, не имеет большой ответственности.
Недостатки
- Сварка алюминия в домашних условиях обеспечивает более низкий уровень качества соединения;
- Порой сложно подобрать подходящие расходные материалы, особенно, если речь идет о редких случаях использования;
- Сложно использовать современные технологии, так как в домашних условиях зачастую нет подходящих вещей, которые применяются на передовых предприятиях;
- Сложнее соблюдать технику безопасности, особенно, при работе с газом;
- Сварочные электроды могут храниться в недостаточно надежных условиях, из-за чего они могут отсыреть и испортиться;
- Отсутствуют точные методы контроля полученного сварного шва, что очень важно перед применением изделия.
Возможные способы сварки алюминия дома
В домашних условиях может осуществляться не только примитивная сварка алюминия при помощи плавкого электрода, но и другие разновидности, в зависимости от оборудования, которое используется. Выделяют следующие способы сварки:
- Сварка алюминия электродом в домашних условиях. Это самый простой способ, так как очень схож с обыкновенной сваркой стали, но с учетом всех особенностей поведения расплавленного алюминия. Здесь не нужно особого опыта работы мастера, но требуется учитывать низкую вязкость металла, что усложняет работу новичков и делает шов не таким ровным и монолитным, как при сварке стали.
- Сварка алюминия в домашних условиях газовой горелкой. Здесь в качестве основной температурной силы, расплавляющей металл, используется газ. Это снижает скорость сварки в три раза и делает процесс более простым. Тут применяется сварочная проволока, на которой нет покрытия, что позволяет избавиться от проблем с просушкой электродов. Газ является более надежной защитой, чем обмазка электродов.
- Аргонодуговая сварка. Это один из лучших вариантов, так как само сваривание происходит под воздействием дуги, а в качестве защиты применяется инертный газ аргон. Тут используется неплавкий электрод и присадочная проволока, что обеспечивает высокое качество соединение. Сварка алюминия в домашних условиях таким способов применяется достаточно редко из-за технической сложности данного процесса.
Материалы и инструмент
Сварка деталей из алюминия требует специальной технической подготовки, которая зависит от выбранного способа. Но даже самые простые варианты требуют особой средств, которые помогут сделать все как можно более качественно и надежно. Среди них выделяются такие вещи как:
- Сварочный аппарат, который становится главным источником питания, обеспечивающим подачу тока нужных параметров для конкретного вида сварки;
- Электроды (или присадочная проволока, если используется процесс сваривания при помощи газа) – этот материал должен максимально соответствовать тому, с чем он будет свариваться;
- Газовые баллоны со шлангами, что используется для соединения металла газом, но такой вариант для домашних условий не часто используется;
- Заземление для всех использующихся электрических аппаратов;
- Рабочая одежда и сварочная маска.

Сварка алюминия
Пошаговая инструкция
Когда идет сварка лодки из алюминия, или других важных вещей, то следует правильно соблюдать режимы, чтобы добиться желаемого результата. Стоит выделить следующие шаги:
- Подготовка металла. Она может включать в себя разделку кромок, что необходимо при толщине металла от 4 мм, так как алюминий обладает низкой глубиной проварки, поэтому, нужно уменьшить толщину за счет скоса кромок. Также требуется механически зачистить поверхность наждачной бумагой или металлической щеткой, чтобы убрать жиры, масла, различные налеты и пленки;

Очистка алюминия
- Затем следует аккуратно распределить флюс (если речь идет о газовой сварке), чтобы улучшить свойства сваривания металла;
- После этого требуется подогреть металл (снова при газовой сварке), чтобы избежать температурной деформации и способствовать предварительному расплавлению флюса;

Нагрев алюминия для сварки
- Далее можно уже приступать к самому свариванию, разжигая пламя или дугу и образуя валик шва в сварочной ванной идти по всей длине кромок;
Сварка алюминия горелкой в домашних условиях
- После окончания работ нужно дать остыть металлу и проверить качество соединения доступными методами.
«Важно!
Когда осуществляется TIG сварка алюминия, то требуется использовать только переменный ток, так как качества соединения с ним становится выше.»
Аргонодуговая сварка
Диаметр электрода, мм | Толщина заготовки, мм | Ток постоянный, А | Ток переменный, А |
1 | 1..2 | 10…70 | 10…15 |
1,6 | 2…3 | 40…130 | 30…90 |
2 | 2…4 | 65…160 | 50…100 |
3 | 4…6 | 140…180 | 100…160 |
4 | 6…7 | 250…340 | 140…220 |
5 | 7…9 | 300…400 | 200…280 |
6 | 9…10 | 350…450 | 250…300 |
Газовая сварка
Толщина заготовки, мм | 0,5—0,8 | 1 | 1,2 | 1,5-2 | 3-4 |
Мощность ацетиленовой горелки, литр/час | 50 | 75 | 75-100 | 150-300 | 300-500 |
Сварка электродом
Толщина детали, мм | Сила тока, А | Скорость сварки, м/час |
0,6 | 70 | 73 |
1,3 | 125 | 153 |
1,6 | 130 | 73 |
2,3 | 235 | 73 |
3 | 315 | 73 |
Техника безопасности
Сварка алюминиевых батарей и прочих конструкций предполагает обеспечения в первую очередь защиты для самого сварщика. Для этого должен быть полный комплект рабочей одежды из огнеупорной ткани и прочие средства индивидуальной защиты. Также нужно придерживаться таких же правил электро- и газовой безопасности, как и на предприятии. Ведь в домашних условиях опасность несчастного случая всегда становится выше.
svarkaipayka.ru
Как варить алюминий аргонодуговой сваркой и полуавтоматом
В сварных конструкциях применяют как сам алюминий, так и его сплавы, которые разделяются на деформируемые и литейные. Каждый, кто сталкивался с вопросом: “Как варить алюминий?”, знает, что этот процесс связан с определенными сложностями, вызванными химическими и физическими особенностями этого металла и его сплавов.
Основные причины трудности сварки Al
Существует несколько факторов, усложняющих процесс сваривания конструкций из алюминия и его сплавов:
- На поверхности алюминия в среде с присутствием кислорода образуется тугоплавкая пленка оксида алюминия, которая имеет плотность более высокую, чем сам металл. Перед тем, как варить электродами, алюминий, поверхность кромок и присадочные материалы очищаются от пленки механическим или химическим методом. Образующуюся пленку можно удалить при сваривании либо способом катодного распыления, либо с использованием флюсов, которые ее растворяют или разрушают, превращая в летучие соединения.
- При высоких температурах прочность металла резко снижается. Твердый не расплавившийся металл кромок может быть разрушен давлением массы сварочной ванны. Обладающий высокой текучестью алюминий может вытекать через шов. Контролировать размеры сварочной ванны очень сложно из-за факта, что алюминий не меняет цвет при нагреве. Для избежания прожогов во время однослойной сварки применяют формирующие керамические или металлические подкладки.
- Алюминий и его сплавы имеют значительный коэффициент линейного расширения и низкий модуль упругости, что может привести к возникновению деформаций конструкции. Для их снижения применяют различные технологические приемы (подогрев, электросварка алюминия с оптимальными режимами).
- При сварке появляется не только оксидная пленка, но и пористость, вызываемая водородом. Она сосредотачивается, в основном, в районе шва и поражает алюминиево-магниевые сплавы.
- Высокая теплопроводность алюминия требует мощных источников тепла.
- В процессе сварочных работ в металле шва возможно образование горячих трещин, вызванное процессами внутренней деформации в период застывания металла сварочной ванны. Для предотвращения их появления в сварные швы добавляют модификаторы. Сами швы не рекомендуется располагать слишком близко друг к другу.
Можно ли варить Al инвертором
Одним из наиболее распространенных способов сваривания алюминия и его сплавов является использование инверторов для аргонной сварки своими руками.
Особенности таких аппаратов:
- быстрый поджиг,
- стабильная дуга,
- аккуратный тонкий шов.
Современные модели сварочных инверторов позволяют производить сварочные работы в любом положении, работать с тонким металлом.
Сварка алюминия с помощью инвертора в среде инертного газа – аргона – осуществляется с применением неплавящегося электрода, чаще всего – вольфрамового. Тем, кого интересует сварка алюминия выполненная своими руками в домашних условиях, необходимо знать, что в процессе длительной эксплуатации на рабочей поверхности вольфрамового электрода скапливаются наросты окислов вольфрама, которые значительно снижают качество сварочного шва. Для удаления этих “коронок” электроды затачивают на твердом мелкозернистом диске. Такой инструмент предохраняет рабочую поверхность электродов от образования на ней заусенцев и бороздок. Диск для затачивания электродов нельзя использовать для работы с другими материалами. Уменьшить вероятность образования наростов можно с помощью интенсивного охлаждения электрода и обеспечения эффективной газовой защиты.
При аргонодуговой сварке электрическая дуга горит между поверхностью свариваемой конструкции и электродом. Сам электрод расположен в горелке, с помощью сопла которой в зону сварки подается инертный защитный газ. В качестве расходного материала выступает присадочная проволока, которая может подаваться как вручную, так и автоматически. 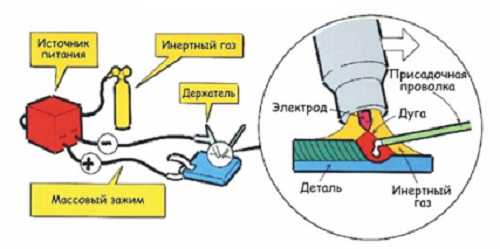 Свариваемость Aluminium в защитном газе
Свариваемость Aluminium в защитном газе
Перед тем, как варить алюминий аргоном, необходимо определиться с маркой присадочной проволоки, которая зависит от химического состава свариваемого металла. Для работы с техническим алюминием применяют проволоку марок АД, АО, АК диаметром от 2 до 5 мм. При работе со сплавами алюминия с магнием применяют аналогичные марки проволоки. Однако, содержание магния в ней должно быть более высоким для компенсации угара этого металла при сварочных работах.
Переменный ток и осциллятор
Аргонно дуговая сварка алюминия осуществляется с использованием переменного тока. Катодное распыление тугоплавкой оксидной поверхностной пленки осуществляется во время полупериодов обратной полярности. Аргонная сварка с неплавящимся электродом на постоянном токе обратной полярности не используется, поскольку при этом происходит нерациональное тепловое распределение между изделием и электродом. Для поджига дуги применяется генератор-осциллятор. 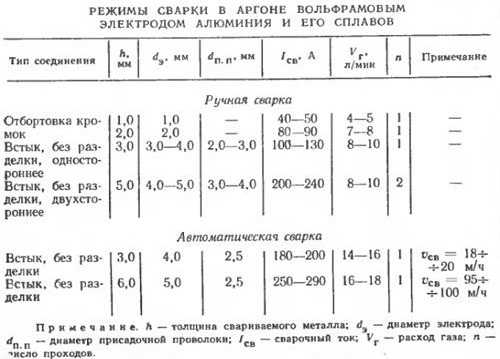
Его присутствие объясняется сложностью поджига дуги при помощи касания, так как этому препятствуют свойства инертного газа. Поэтому параллельно с источником питания подключается осциллятор, который подает высокочастотные импульсы, зажигающие дугу.
Тем, кто учится, как варить алюминий инвертором, необходимо знать, что сварка листов алюминия толщиной до 3 мм может осуществляться за один проход на подкладке. При толщине металла до 6 мм сварочные работы могут выполняться без скоса кромок за два прохода с двух сторон. При сваривании металла толще 6 мм процесс осуществляется за четыре прохода с V или Х-образной разделкой кромок. Для швов значительной протяженности используется механизированная сварка.
Применение аппаратов инверторного типа делает процесс аргонной сварки мобильным и дает возможность проводить его в полевых условиях.
Можно ли варить полуавтоматом Al
Аргонодуговую сварку алюминия можно выполнять в полуавтоматическом или автоматическом режимах с использованием плавящихся электродов. Сваривание конструкций осуществляется на подкладках с формирующей канавкой. Преимуществом такого процесса является его высокая производительность, увеличивающаяся с ростом толщины металла.
Полуавтоматическая сварка плавящимся электродом осуществляется при постоянном токе обратной полярности. Во время сварки дуга горит в парах расплавленного металла. На катодное пятно, расположенное на поверхности сварочной ванны, постоянно поступает поток ионов алюминия. Достигая поверхности металла, ионы нейтрализуются с выделением большого количества тепла. В ходе этого процесса происходит разрушение тугоплавкой оксидной пленки на поверхности металла. Однако, следует помнить, что такому разрушению подвергается лишь тонкий оксидный слой. Более грубые образования, перед тем как варить алюминий сварочным полуавтоматом, необходимо удалять механическим способом или методом травления.
При сварке плавящимся электродом дуга между свариваемыми шинами и электродной проволокой расплавляет электрод, который каплями жидкого металла заполняет пространство между кромками, образуя шов. 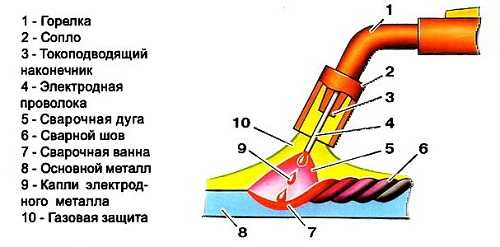 Работа полуавтоматом – схема
Работа полуавтоматом – схема
Полуавтоматическая сварка может осуществляться в различных пространственных положениях. При выборе, каким полуавтоматом варить алюминий, лучше остановиться на агрегатах с механизмами подачи тянущего типа.
Для алюминия и его сплавов широкое применение нашел способ импульсно-дуговой сварки. При этом, наложение импульса на сварочный ток снижает время нахождения металла сварочной ванны в жидком состоянии. Данный метод облегчает сварку в различных пространственных положениях и повышает механические свойства сварного соединения.
Зависимость формы шва от режима сварки
Геометрические параметры сварного шва и глубина провара напрямую зависят практически от всех факторов режима аргонодуговой сварки.
- Глубина провара находится в прямой зависимости от роста сварочного тока. Ширина шва от величины тока практически не зависит.
- Глубину провара увеличивает уменьшение диаметра электрода. Эта зависимость особенно значительна при небольших значениях тока. Чем выше сварочный ток, тем меньше ощущается влияние диаметра электрода.
- Чем больше диаметр электрода, тем шире сварочный шов.
- Чтобы знать, как правильно варить алюминий, необходимо ознакомиться со сложным влиянием скорости сварки на глубину провара. При малых скоростях провар минимальный. Далее, с возрастанием скорости до определенного момента, он увеличивается. После достижения критического значения рост скорости будет приводить к уменьшению глубины провара. Однако, в наиболее часто используемых режимах сварки глубина провара незначительно меняется с изменением скорости.
- Ширина шва находится в обратной зависимости от скорости сварки.
- Увеличение амплитуды поперечных движений конца электрода приводит к росту ширины сварочного шва. Эта зависимость широко используется при ручной аргонодуговой сварке.
Aluminium и его сплавы – это широко распространенные материалы, применяющиеся для изготовления бытовой техники, производства различных строительных конструкций, в машиностроительной индустрии, судостроении. Использование аргонодуговой сварки является оптимальным выходом при возникновении различного рода повреждений и поломок изделий из алюминия, поскольку позволяет сэкономить значительные средства, продлевая срок эксплуатации конструкций и механизмов.
elsvarkin.ru
Сварка алюминия без сварочного аппарата
Как соединить алюминий без сварщика
Если проект, над которым вы работаете, требует работы с металлом, возможно, вы захотите использовать алюминий, если это уместно. Причина в том, что вам не требуется сварочное оборудование для сварки алюминиевых деталей. Вам просто нужен пропановая горелка.
Алюминий является легким и достаточно прочным для легких нагрузок и деформаций. Работать с алюминием также легко, потому что это мягкий металл, поэтому вы можете легко его отрезать. Вы можете делать много вещей, используя алюминий, который вы также можете делать с другими металлическими материалами.
Как «сварить» алюминий без сварщика – сделайте это, применив метод, показанный на видео. Что хорошо при работе с алюминием, так это требование низкой температуры плавления. Это облегчает сварку с использованием только пропановой горелки.
Алюминиевые стержни начинают плавиться при 700 градусах, что делает его идеальным сварочным материалом для соединения алюминиевых деталей. Большое спасибо ведущему YouTube «Дневник Механика».
Использование горелки и припоя Касталин – это быстрый способ соединения алюминия без использования сварки. Это делает очень прочную связь и с небольшой практикой можно быстро сделать с великолепными результатами.



Припой Касталин – трубочки из алюминия, которые плавятся при 300-400 градусах. Внутри флюс.





Ведущий сделал небольшую оговорку. На самом деле внутри припоя находится порошок – флюс.
Как паять алюминий
До недавнего времени я не знал, насколько легко паять алюминий пропановой горелкой. Горелка, которую я использую, имеет широкое пламя, поэтому она, вероятно, не так эффективна при нагреве определенной области для сварки. Факел с большим количеством острие будет лучше. В любом случае, если у вас есть пропановая горелка и паяльные стержни, вы можете сварить алюминий. Все это можно найти в вашем местном хозяйственном магазине.
Шаг 1: Купите правильный прут для пайки алюминия



На том же месте, где все предназначено для дуговой сварки, вы найдете алюминиевую пайку. Мой прут имеет рабочую температуру от 370 до 400 градусов по Цельсию. Пропановая горелка горит достаточно горячо, чтобы выполнить работу.
Шаг 2: Очистите детали по месту соединения




Каждый раз, когда металл сплавляется, всегда лучше, чтобы вы его очистили. Я использую проволочную щетку на обеих поверхностях. Теперь детали готовы к теплу.
Шаг 3: Пайка алюминия




Примените пламя к соединению, пока это не достаточно горячо, чтобы расплавить прут. Когда вы проведете кончиком стержня, он должен растаять. Если нет, нагреть шарнир еще раз и проверить его. Вам нужно, чтобы металл плавил прут, а не пламя. Когда все остынет, у вас будет крепкое соединение. Посмотрите на последнюю картину, где я пытался разорвать соединение в тисках. Металл согнулся, прежде чем произошел разрыв.
Источник
izobreteniya.net
Каким сварочным аппаратом можно варить алюминий
При сваривании алюминием существует несколько факторов, которые могут усложнять процесс сваривания алюминия и алюминиевых сплавов:
На поверхности свариваемого алюминия может появляться тугоплавкая пленка алюминиевой окиси, которая имеет большую плотность, чем сам свариваемый металл. Пленка, которая образовывается на поверхности металла, убирается механическими или химическими методами. Образовавшуюся пленку можно удалять с помощью катодного распылителя при сваривании или же использовать флюсы, которые разрушали и превращали ее в летучие соединения.
При повышении температуры металла при сваривании его прочность значительно понижается. Твердый металл, который не расплавился при сваривании, может поддаться разрушению под давлением массы сварочной ванны. Контролировать размер сварочной ванны при сваривании алюминия может быть сложно, потому что его цвет не изменяется при нагреве. Для того чтобы избегать прожогов металла применяют керамические прокладки или же прокладки из более тугоплавкого металла.
Алюминий можно сваривать с помощью инвертора в среде инертных газов, то есть с применением аргона и неплавящихся электродов. Все, кто интересуется свариванием в домашних условиях, должны знать, что при длительной работе вольфрамового электрода могут скапливаться наросты его окислов, что будет значительно снижать качество сваривания.
Для того чтобы удалить такие наросты электрод затачивают с помощью твердого мелкозернистого диска. Такой инструмент позволяет предохранить рабочую поверхность электрода от образования бороздок или заусенцев. Диск, которым Вы затачивали сварочный электрод, не нужно использовать для работы с другими предметами металлами. Уменьшить возможность появления наростов можно благодаря интенсивному охлаждению электрода и обеспечению сварочной ванны эффективной газовой защитой.
При аргонодуговом сваривании горение электрической дуги происходит между поверхностью свариваемого металла и самим электродом. Сварочный электрод расположен в горелке, через которую с помощью сопла подается инертный газ для защиты сварочного процесса. В качестве расходного материала и дополнительной добавки металла в сварочную ванну может использоваться присадочная проволока, которая подается вручную или с помощью автоматизированных методов.
Перед тем как сваривать алюминий аргоном, нужно определиться, какую марку присадочной проволоки Вы будете использовать. Ваш выбор должен зависеть от химического состава свариваемого металла. Для работы с техническим алюминием профессионалы рекомендуют использовать проволоку таких марок, как АО, АД, или АК. Диаметр проволоки от 2 до 5 миллиметров. При проведении сварочных работ со сплавами алюминия с магнием можно применять аналогичные марки проволоки. При этом содержание магния в ней должно быть более высоким и быть способным компенсировать угар металла при проведении сварочных работ.
3g-svarka.ru
Как и чем лучше варить алюминий
Большинству профессиональных сварщиков известно то, что для сваривания алюминия одним из лучших способов является аргоновое сваривание. Аргоновое сваривание на данный момент широко применяется в ремонте автомобилей и смежных областях деятельности, например для сваривания алюминия. Аргоновое сваривание позволяет проводить полный спектр сварочных работ с разными видами металлов, а также цветными и черными.
Аргоновое сваривание не имеет общее с пайкой или пламенным напылением. Сваривание алюминия является сложным процессом, который требует от специалиста высокой квалификации. В первую очередь такая особенность связана с химическими свойствами алюминия. При подогреве алюминия и соприкосновении с кислородом, на поверхности свариваемого металла образовывается пленка окиси, которая создает препятствия для работы с применением обычной электродуговой сварки. Для того чтобы предотвратить взаимодействие горячего алюминия и кислородов, используется инертный газ аргон.
Для сваривания применяются тугоплавкие электроды, которые производят из вольфрама. Электрод окружается керамическим соплом, из-под которого к месту сваривания нагнетается аргон. Благодаря данной особенности в области сваривания аргоном поддерживается среда с низким содержанием кислорода. Это позволяет держать электрическую дугу между свариваемой деталью и окончанием неплавящегося сварочного электрода. Главной целью такой электрической дуги является плавка самой детали и присадочной проволоки.
Аргонное сваривание подходит для сваривания самых различных сплавов. Для работы требуется подобрать присадочный материал, который будет близок по составу к свариваемому металлу, из которого изготовлена деталь. Шов, который получается после дугового сваривания, является единым целым со свариваемой деталью, что обеспечивает герметичность, долговечность и прочность созданного изделия.
Алюминий – один из самых распространенных металлов, которые используются для производства автокондиционеров, а также подогревателей. По этой причине использование аргонного сваривания является самым оптимальным решением задачи для устранения механических повреждений или создания новых систем и механизмов. Стоимость аргонового сваривания намного ниже, чем стоимость замены сломанных деталей, например в автомобиле.
Помимо сваривания аргоном, можно использовать технологию нанесения покрытия с помощью порошкового напыления. В качестве порошкового материала используются порошки металлов или их сплавов. Для нанесения порошка на поверхность металла используется эрозионная обработка поверхности изделия или нанесение металлического покрытия требуемого состава. Изменяя режимы нанесения можно регулировать пористость и толщину наносимого покрытия.
Используя аргоновый сварочный аппарат, Вы можете производить сваривание алюминия с большими успехами и не затрачивать большого количества денежных средств на покупку дорогого оборудования и расходных материалов.
3g-svarka.ru
Частые вопросы о сварке алюминия
Здесь мы постарались дать ответы на самые частые вопросы на тему сварки алюминия:
- Почему наплавленный металл имеет намного меньшую прочность по сравнению с основным?
- Какой защитный газ использовать для сварки алюминия?
- Какие электроды подходят для TIG-сварки алюминия?
- Как проводить предварительный подогрев перед сваркой алюминия?
- Как снимается остаточное напряжение после сварки алюминия?
- Как различать сплавы алюминия?
- Как вести сварку по алюминию переменной толщины?
-
Как вести сварку сплава 7075?
1. Почему наплавленный металл имеет намного меньшую прочность по сравнению с основным?
При сварке стали наплавленный металл можно сделать таким же прочным, как и основной. Но для алюминия это не так. Почти во всех случаях сварки алюминия наплавленный металл имеет меньшую прочность.
Чтобы лучше понять, из-за чего это происходит, давайте рассмотрим два типа алюминиевых сплавов: с тепловой обработкой и без нее. Для упрочнения сплавов второй категории проводится только холодная обработка, которая вызывает определенные физические изменения металла. Чем интенсивнее холодная обработка, тем прочнее становится сплав.
Но во время сварки сплава, прошедшего холодную обработку, вы производите локальный отжиг материала, он теряет закаливание и становится “мягким”. Поэтому при сварке сплавов, не проходивших тепловую обработку, создать такой же прочный наплавленный металл, как и основной, можно только при условии изначально незакаленного материала.
При тепловой обработке алюминиевых сплавов на последнем этапе они нагреваются примерно до 200°C. Однако во время сварки материал в зоне теплового воздействия нагревается значительно выше этой отметки, и из-за этого теряет свои механические свойства. Поэтому, если после сварки не провести подогрев материала, зона вокруг соединения станет значительно менее прочной по сравнению с остальным алюминием — примерно на 30-40%. Если подогрев проводится, то он позволит улучшить характеристики сплава.
Ниже указано, какие серии алюминиевых сплавов проходят тепловую обработку, а какие — нет:
Проходят тепловую обработку: 2000, 6000, 7000.
Не проходят тепловую обработку: 1000, 3000, 4000, 5000.
2. Какой защитный газ использовать для сварки алюминия?
Для TIG (аргонодуговой) и MIG (в защитных газах) сварки материалов толщиной до 12,7 мм рекомендуется чистый аргон. При толщине выше 12,7 мм в смесь можно добавить от 25 до 75 процентов гелия, чтобы увеличить температуру дуги и глубину проплавления. Аргон подходит для этого лучше всего, потому что он обеспечивает более качественное очищающее действие дуги по сравнению с гелием и меньше стоит.
Никогда не используйте газовые смеси с содержанием кислорода или двуокиси углерода, так как это приведет к окислению алюминия.
3. Какие электроды подходят для TIG-сварки алюминия?
Для большинства материалов, в том числе стали, рекомендуется использовать электроды с 2-процентным содержанием тория. Но так как сварка алюминия происходит на переменном токе, а не постоянном, на вольфрамовый электрод поступает больше энергии. По этой причине для сварки алюминия рекомендуются электроды из чистого вольфрама или с добавлением циркония.
Кроме того, для сварки на переменном токе требуются электроды значительно большего диаметра. Рекомендуем начать с диаметра 3,1 мм и при необходимости попробовать другие варианты. Вольфрам с добавлением циркония позволяет работать на более высоких токах, чем чистый вольфрам. Также учтите, что при сварке на переменном токе удобнее работать электродом с затупленным концом — из-за острого конца дуга может отклоняться в стороны.
4. Как проводить предварительный подогрев перед сваркой алюминия?
Хотя предварительный подогрев в определенных пределах довольно полезен, слишком сильный нагрев может отрицательно сказаться на механических свойствах алюминия.
Как уже было упомянуто ранее, на последнем этапе тепловой обработки алюминий нагревается до 200°C, поэтому, если перед сваркой оператор нагреет алюминий до 175°C и будет удерживать эту температуру на протяжении всей работы, механические свойства алюминия снизятся.
В случае сплавов без тепловой обработки, например, серии 5000, даже если ограничить температуру до 90°C, материал окажется уязвим к коррозии под напряжением. В большинстве случаев небольшой предварительный подогрев для удаления влаги считается приемлемым, но он должен быть строго ограничен.
Многие неопытные сварщики воспринимают предварительный подогрев как некий костыль. Так как оборудование для сварки алюминия часто работает на максимальной мощности, считается, что подогрев поможет преодолеть ограничения оборудования. Алюминий имеет достаточно низкую температуру плавления — 650°C по сравнению с 1420°C для стали. Из-за низкой температуры плавления кажется, что для сварки алюминия нужно оборудование минимальной мощности. Но при этом алюминий имеет в 5 раз более высокую теплопроводимость по сравнению со сталью, т. е. тепло в этом случае рассеивается намного быстрее. Поэтому ток и напряжение для сварки алюминия должны быть еще выше, чем для стали, что требует использования более мощного оборудования.
5. Как снимается остаточное напряжение после сварки алюминия?
Из-за того, что расплавленный металл по мере застывания сжимается, в зоне сварки образуется остаточное напряжение. Более того, если после сварки изделие подвергнется механической обработке, это еще больше усилит деформации и разброс размеров. Чтобы этого избежать, сварщики проводят снятие напряжения, то есть нагревают материал до такой степени, чтобы атомы алюминия смогли более свободно перемещаться.
Если для стали температура снятия напряжения составляет 565-590°C, то для алюминия она ограничена 343°C. Это означает, что для того, чтобы снятие напряжения было хоть сколько-нибудь эффективным, материал придется нагреть до температуры, при которой он потеряет механические свойства. Поэтому для алюминия снятие напряжение после сварки не рекомендуется.
6. Как различать сплавы алюминия?
Существует достаточно много различных сплавов алюминия и для надежной сварки нужно знать, с каким сплавом вы работаете. Если эта информация недоступна, вы можете ориентироваться на следующее:
штампованные изделия обычно выполняются из сплавов серии 6000;
литые изделия часто представляют собой сочетание алюминия/кремния — некоторые из них поддаются сварке, некоторые — нет;
листовой металл, пластины и болванки обычно изготавливаются из сплавов 5000 и 6000;
Если вам нужна более точная информация, приобретите комплект для анализа, который поможет вам определить точный состав сплава.
7. Как вести сварку по алюминию переменной толщины?
Если вам требуется вести сварку по материалу переменной толщины, оборудование следует настроить для сварки части с самым большим сечением. Во время сварки будьте осторожны и сделайте большее тепловложение в части с большим сечением.
8. Как вести сварку сплава 7075?
Большинство сплавов алюминия поддается сварке, но некоторые для этого подходят плохо — в частности, сплав 7075. Мы выделили в этом примере именно 7075, потому что этот сплав имеет одно из самых высоких значений предела прочности. Когда проектировщики и сварщики начинают подбирать сплав алюминия, многие в первую очередь обращаются к таблице со сплавами алюминия и их пределами прочности. Но они не знают, что лишь немногие из сплавов с высокой ударной вязкостью поддаются сварке, особенно если они относятся к сериям 7000 и 2000, и их использования следует избегать.
Единственное исключение — это отрасль литья под давлением. В этом случае для ремонта штампов проводится сварка алюминия 7075 — однако он никогда не используется для изготовления металлоконструкций.
При выборе подходящего сплава алюминия можно опираться на следующие рекомендации:
Серия сплава | Основные элементы сплава |
Серия 1000 | Чистый алюминий |
Серия 2000 | Алюминий и медь (высокопрочный алюминий для аэрокосмической отрасли) |
Серия 3000 | Алюминий и марганец (сплавы с низкой и средней прочностью, например, используются в алюминиевых банках и трубах систем охлаждения) |
Серия 4000 | Алюминий и кремний (большинство сплавов этой серии — это заполняющие материалы для сварки и припоя) |
Серия 5000 | Алюминий и магний (эти сплавы в основном используются для создания металлоконструкций из листового материала и пластин — все сплавы серии 5000 пригодны для сварки) |
Серия 6000 | Алюминий, магний и кремний (эти сплавы поддаются тепловой обработке и часто используются для производства штампованных изделий, листового металла и пластин — все поддаются сварке, но могут быть склонны к растрескиванию. Не пытайтесь проводить сварку этих сплавов без буферного слоя) |
Серия 7000 | Алюминий и цинк (высокопрочные сплавы для аэрокосмической отрасли, которые могут содержать другие элементы). |
Если вам необходимо использовать высокопрочный алюминий, компания Lincoln рекомендует использовать сплавы серии 5000 с высоким содержанием магния вместо серий 2000 и 7000. Сплавы серии 5000 хорошо поддаются сварке и обеспечивают самые лучшие результаты.
Заключение
Компания Lincoln Electric предлагает полный спектр решений для сварки алюминия, например, аппараты Power Wave® 455M, специально разработанные для эффективной сварки алюминия, пуш-пульные механизмы Cobramatic® для подачи мягкой алюминиевой проволоки и сварочную проволоку SuperGlaze® премиум-класса со строгим контролем химического состава для стабильного качества сварки. Кроме широкого выбора продуктов, компания Lincoln гордится своим опытом работы с алюминием. Если вам нужен совет, напишите нам.
www.lincolnelectric.com
Сварка алюминия – особенности и технологиии полуавтоматической MIG и аронодуговой TIG сварки
Сегодня существует множество сварочных процессов для сварки различных металлов. Эти процессы всё время дорабатываются, появляются всё новые и новые. Чтобы быть в курсе применяемых процессов и их особенностей, предлагаю Вам прочитать эту статью, в ней мы расскажем о сварке алюминия.
Каждая отрасль промышленности использует различные типы металлов в зависимости от характера их работы. Первое, что приходит в голову о применении сварки алюминия, будет сварка алюминиевых судов. От небольших лодок и катеров до корпусов огромных судов и военных кораблей.
Почему же именно алюминий используется для их изготовления? Ответ прост и заключается в том, что алюминий легче, чем сталь, и поэтому уменьшается вес корабля, экономится топливо и увеличивается его скорость.
Легкость алюминия совместно с относительно высокой прочностью делает его применимым во многих других отраслях промышленности. Таких как автомобилестроение, пищевое оборудование, изготовление алюминиевых лестниц и многих других.
В чем же заключается сложность сварки алюминия?
Многие профессиональные сварщики говорят, что алюминий является самым сложным металлом для сварки. Он обладает физическими и химическими свойствами, которые необходимо знать, чтобы сварочные работы были наиболее эффективными.
Некоторые из свойств, которые делают алюминий сложным для сварки, необходимо принять как факт. Алюминий не меняет цвета, когда он нагревается и имеет более широкий диапазон температур плавления, чем у других металлов. Так же он является немагнитным.
Это означает, что человек, работающий с алюминием должен знать, что ожидать от этого металла.
Некоторые из вещей, которые должен знать сварщик:
- Расплавление окисной пленки алюминия
Образующаяся на поверхности алюминия оксидная пленка имеет более высокую температуру плавления, чем основной сплав. Она не плавится, пока не достигнет 2050 градусов по Цельсию. Это усложняет процесс сварки алюминия и требует применения специального сварочного оборудования и предварительной очистки металла (травления). - Необходимость большого количества энергии
Алюминий имеет теплопроводность намного больше, чем другие металлы (в 5-6 раз больше чем у обычной стали). Поэтому при дуговой сварке алюминия должно быть большое внесение тепла за счет мощности дуги. При сварке массивных изделий рекомендуется использовать предварительный подогрев. - Низкая температура плавления алюминия
Из за высокой теплопроводности и низкой температуры плавления существует высокая вероятность прожога алюминия - Заварка кратера в конце сварочного шва
Почти всегда при сварке алюминия при окончании сварочного шва появляется кратер, так как алюминий быстро затвердевает. Заварка кратера требует специальной техники. На многих сварочных аппаратах существует специальная программа для сварки алюминия. Она представляет собой увеличенный стартовый ток в начале сварки (для пробивки оксидной пленки) и уменьшенный ток в конце сварки (для заварки кратера). - Зачистка поверхности алюминия перед сваркой
Подготовка металла является ключевым моментом в сварке алюминия. Средства для травления поверхности должны быть использованы по мере возможности. Кроме того, рекомендуется зачищать поверхность перед сваркой металлической щеткой. Использование щетки помогает разбить слой оксидную пленки, уменьшая потребность в раскислении и увеличивая проплавление. Зачистка также помогает увеличить скорость сварки, снижая коробление.
Процессы сварки алюминия
Есть несколько процессов, которые используются для сварки алюминия. Наиболее популярны такие процессы, как аргонодуговая TIG сварка и импульсная полуавтоматическая MIG сварка.
Аргонодуговая TIG сварка алюминия
Аргонодуговую TIG сварку многие сварщики называют по-разному – аргонной, аргоновой или сваркой аргоном. Во всех случаях имеется в виду один процесс – сварка неплавящимся вольфрамовым электродом в среде аргона.
Важной частью сварки алюминия является понимание того, что она требует наличия в аппарате для аргонной TIG сварки – переменного тока и высокочастотного HF зажигания дуги.
Пара полезных функций, которые предлагаются во многих аргонодуговых аппаратах для сварки алюминия, является возможность регулировать частоту переменного тока и баланс.
- – Частота переменного тока может быть увеличена или уменьшена в допустимых пределах. Эта настройка позволяет сварщику обеспечивать больший контроль над дугой, путем фокусирования дуги по ширине так, чтобы иметь возможность сварки в труднодоступных углах. А также для сварки тонких материалов.
- – Другая особенность, баланс переменного тока, на самом деле управляет процессом раскисления алюминия, также называемый «чисткой». При изменении переменного тока в положительную полярность, оксид алюминия на поверхности металла расплавляется, и металл подвергается сварке. Количество необходимой «чистки» может варьироваться в зависимости от чистоты металла, и от скорости сварки. Настройка слишком высокого баланса уменьшает стабильность дуги. Слишком низкий процент не разобьет достаточно оксидную пленку.
MIG сварка алюминия полуавтоматом
Полуавтоматическая MIG сварка алюминия аналогична MIG сварке стали, так как при ней также используется подача сварочной проволоки и защитного газа через сварочную горелку. Однако сварка алюминия полуавтоматом требует некоторых изменений для сварщиков, которые привыкли к сварке стали.
Из-за большей теплопроводности алюминия, его сварка требует большего контроля над мощностью дуги и скоростью подачи проволоки. Так как алюминий очень мягкий металл, подача проволоки при сварке должна быть больше.
Ранее считалось, что качественно сварить алюминий можно только при помощи аргонодуговой сварки. Однако при использовании правильного оборудования и соответствующих технологий полуавтоматической MIG сварки можно добиться качественного шва при значительном увеличении производительности.
Несколько правил при MIG сварке алюминия
- Выбор оборудования
Оптимальный сварочный полуавтомат для MIG сварки алюминия должен иметь режим импульсной сварки. Благодаря импульсам происходит пробивка окисной пленки, а также уменьшение перегрева алюминия при сварке и вероятность прожога. Режим двойного импульса Duo Pulse обеспечивает равномерную чешуйчатость и отличные визуальные характеристики сварочного шва. - Выбор сварочного газа
При сварке алюминия в качестве защитного газа необходим чистый аргон. В отличие от сварки стали, при которой обычно используется смесь аргона и углекислого газа (CO2). - Выбор сварочной проволоки
Очень важен выбор правильного диаметра сварочной проволоки. Из-за того, что алюминий металл мягкий, то применение проволоки с малым диаметром (0,8 мм) затруднено сложностью её протяжки и подачи через сварочную горелку. Поэтому лучше использовать сварочные горелки небольшой длины, либо горелки с дополнительным механизмом подачи в корпусе горелки – сварочные горелки Push Pull (пуш пул). Для расплавления сварочной проволоки большего диаметра (1,2-1,6 мм) требуется больший сварочный ток. - Набор расходных частей для сварочной горелки
1. Специальные контактные наконечники – так как алюминий во время нагрева расширяется значительно больше, чем сталь, то существуют отличия в сварочных контактных наконечниках, используемых в полуавтоматических горелках для сварки алюминия. Отверстие в наконечниках для алюминия должно быть больше, чем в обычных наконечниках для стали, но не настолько большим, чтобы был хороший электрический контакт.2. U-образные ролики подающего механизма. Ролики в подающем механизме должны быть U-образной формы, для того, чтобы алюминиевая проволока в них не заминалась.
3. Тефлоновый канал. Для уменьшения трения проволоки в горелке, необходимо использовать неметаллический кабель канал для алюминиевой проволоки. Обычно он исполнен из тефлона или графита.
Соблюдение указанных в этой статье правил, технологий подготовки и техники сделает ваш процесс сварки алюминия намного проще и позволит добиться превосходных результатов.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
Сварочное оборудование для сварки алюминия
Видео по сварке алюминия:
Время сварки@1 – TIG cварка литой детали из алюминия
Время сварки@2 – Импульсная TIG сварка
Время сварки@3 – Сварка алюминия для начинающих
www.smart2tech.ru