Чем в домашних условиях отполировать металл – Какой тряпкой лучше полировать металл. Полировка металла до зеркального блеска своими руками.
alexxlab | 06.05.2020 | 0 | Разное
Какой тряпкой лучше полировать металл. Полировка металла до зеркального блеска своими руками.
Поверхности металлических изделий отделывают не только для придания им красивого внешнего вида, но и для защиты от ржавления, разъедания кислотами, щелочами и т. д. В одном случае оказывается достаточно опилить изделие напильником, в другом – надо довести поверхность до блеска путем шлифовки и полировки, в третьем – покрыть лакокрасочными составами, все это можно сделать самому в домашних условиях.
Рис, 1. Отделка металлических поверхностей: А – шлифование шкуркой; Б – шлифование с помощью напильника; В – шлифование круглых изделий; Г – полирование пастой.
После обработки металлов напильником на них всегда остаются более или менее глубокие следы от зубьев насечки. Чтобы сделать поверхность более чистой, гладкой и даже блестящей, ее шлифуют и полируют.
ШЛИФОВАНИЕ МЕТАЛЛА
В домашних условиях металлы шлифуют наждачными шкурками после тщательной обработки поверхности личным напильником. Чтобы шкурку было удобно держать, ее обертывают вокруг деревянного брусочка (рис. 1, А) или широкого напильника; концы шкурки при этом удерживают большим и указательным пальцами обеих рук. Выпуклые цилиндрические поверхности можно шлифовать, обернув шкурку вокруг них.
Сначала поверхность обрабатывают в разных направлениях, более грубыми крупнозернистыми шкурками, затем более мелкими. Окончательную шлифовку ведут в одном – продольном – направлении шкуркой с самым мелким зерном. При шлифовании изделие должно быть закреплено неподвижно.
ПОЛИРОВАНИЕ МЕТАЛЛА
Зеркальный блеск придается металлическим изделиям полированием. Без предварительной шлифовки полировать можно только поверхности, тщательно обработанные личными и бархатными напильниками. Напильник нужно натирать мелом. Поверхность сначала обрабатывают поперек имеющихся на ней штрихов. Когда штрихи вдоль и поперек будут одинаковыми, направление меняют на 90° и так повторяют несколько раз. Обработанную таким образом поверхность, так же как и шлифовальную, полируют специальными полировочными пастами.
Промышленность выпускает полировочные пасты под маркой ГОИ. Они состоят из мелких абразивных порошков (окиси хрома, окиси железа и др.), мягких пластических веществ, составленных из воска, стеарина, керосина и других материалов. Пасты ГОИ бывают грубые (темного, почти черного цвета), средние (темно-зеленые) и тонкие (светло-зеленые). Сначала полируют грубой пастой, которая делает поверхность матовой, затем средней и, наконец, тонкой доводят до зеркального блеска. Пасту наносят на войлочный тампон, суконную или полотняную тряпочку и натирают полируемую поверхность.
Полировочные пасты можно приготовить самому. Для полировки стальных изделий рекомендуют такой состав (в весовых частях):
Стеарин – 32
Пчелиный воск – 6
Техническое сало – 5
Окись свинца – 3
Окись хрома – 80
Для полирования и наведения глянца на латунных и никелированных поверхностях применяют пасты следующего состава (в весовых частях):
Стеарин – 5
Техническое сало – 1
Окись хрома – 14
Отполированную поверхность протирают смоченной в керосине ветошью, а затем насухо чистой тряпкой.
Определение понятия «полировка» и ее виды
Полировка металла с помощью УШМПолирование – это разновидность обработки металла, в процессе которой к металлической поверхности возвращается блеск. На современном этапе выделяют такие способы шлифовки:

Какие инструменты и станки используются? Механические методы подразумевают использование следующих инструментов и устройств:
- полировочный станок;
- шлифовальная машина;
- электроточило;
- бормашины с фиксаторами.
Этот метод отделки имеет ряд преимуществ. Во-первых, он позволяет менять частоту вращения кругов и лент, что положительно сказывается на качестве обработки металлической плоскости; во-вторых, на полировочный станок могут устанавливаться дополнительные насадки, изготовленные из ткани, кожи, шерсти и т.д.
 Специальная шлифовальная машинка — УШМ
Специальная шлифовальная машинка — УШМ
Ручная шлифовка отличается от автоматизированной тем, что ее эффективность зависит от качества расходных полировочных материалов. В ручной отделке используется алмазная паста и добавки на основе оксида хрома либо железа. Ровные металлические поверхности шлифуются обыкновенным напильником – деревянным бруском, обтянутым тканью, на которую наносится полировочная паста.
Полировка металла специальным прибором
Комбинированные методы обработки
Полировка металла может осуществляться комбинированными методами, в случае неподготовленной и шероховатой поверхности с грубым рельефом. В таком случае назначают длительную электролитно-плазменную отделку, которая состоит из снятия значительного слоя металла.
Этот метод обработки применяется в крайних случаях, когда требуется быстрое восстановление блеска металлического изделия. Из недостатков технологии следует выделить высокую энергоемкость, особенно на начальном этапе обработки, когда используется на 100% большее энергии, чем обычно.

Электролитно-плазменный полировочный станок производит обработку де
barmintea.ru
как и чем полируют металл, виды и способы
Полировка изделий из нержавейки делает их абсолютно гладкими и придает зеркальный блеск. Этот вид обработки металлов относится к финишным операциям и выполняется только после устранения всех мелких царапин, вмятин и других видимых дефектов. В процессе полирования с поверхности нержавеющей стали срезаются мельчайшие неровности, оставшиеся после предшествующего ей шлифования. При этом геометрические размеры детали практически не изменяются, т. к. удаляемый слой металла имеет толщину менее микрона.
Нержавеющая сталь — один из самых распространенных конструкционных материалов. При этом ее, как правило, используют без антикоррозионных или декоративных покрытий — просто шлифуют или полируют. Зеркальные панели кабин лифтов, блестящие конструкции ограждений лестниц, каркасы стеклянных витражей, металлические детали эскалаторов, сверкающее медицинское оборудование, кухонная посуда и корпуса бытовой техники — все это отполированная «до зеркала» нержавейка.

Способы полировки нержавеющей стали
Существует несколько технологий полирования нержавейки, среди которых самые распространенные — это механическая, химическая и их разновидности. Механическая используется при восстановлении зеркальности нержавеющей стали непосредственно на местах, а также при цеховом ремонте и обработке небольших партий изделий. При поточной обработке деталей из нержавейки на промышленных предприятиях, как правило, применяется метод электрополирования в химических растворах. Довести до блеска нержавейку можно и в домашних условиях доступными каждому способами и средствами.
При небольших повреждениях или окислении поверхность изделия из нержавеющей стали легко доводится до блеска с помощью полировальной пасты или реагентов для химической полировки. Если же царапины и выбоины на нержавейке имеют значительный размер, то вначале необходимо выполнить механическую шлифовку.

Механическая полировка
При механической полировке нержавеющей стали производится срезание микровыступов металла с помощью абразивных зерен. В качестве инструмента в этом случае выступают круги, диски, валики и ленты, а в роли абразивных материалов выступают полировочные пасты и суспензии. В состав некоторых из них добавляют химические компоненты, которые вместе с абразивом воздействуют на микронеровности. Такой вид обработки называется химико-механической полировкой нержавеющей стали.
После механообработки или прокатки на поверхности изделий из нержавеющей стали остаются продольные полосы и канавки. Эти неровности в самом лучшем случае имеют 6–7 класс шероховатости, поэтому шлифовка нержавейки до 8–10 класса является обязательным условием подготовки к операции полирования, т. к. этому виду обработки соответствуют 11–14 классы.
Механическая полировка нержавейки может выполняться вручную, без применения приводного инструмента и специальных приспособлений. Такая обработка наиболее распространена в быту и при небольших объемах ремонтно-восстановительных работ. На производственных предприятиях для полирования нержавеющей стали используют следующие виды производственного оборудования:
- ручной электро- и пневмоинструмент;
- полировальные станки;
- барабанные и вибрационные аппараты;
- магнитно-абразивные установки.

Самые распространенные абразивные материалы для полировки нержавеющей стали — это различные жидкие полироли, суспензии и пасты, которые позволяют добиться наилучших результатов по шероховатости. У большинства из них основой являются технические масла, жиры и вещества типа парафина и стеарина, которые приходится удалять с поверхности нержавейки с помощью органических растворителей.
Электрохимический способ
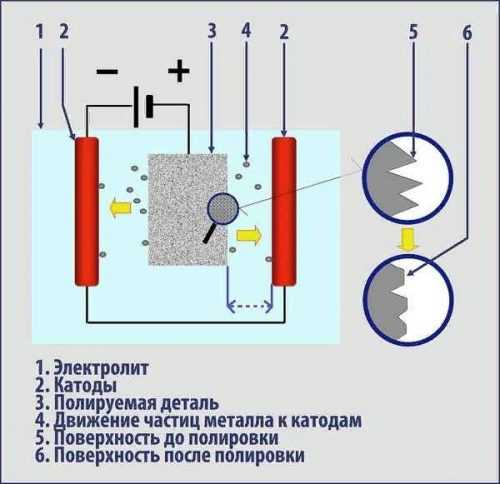
В основе технологии электрохимической полировки (ЭХП) нержавеющей стали лежит процесс движения ионов металла от анода к катоду. В общем виде такая установка состоит из металлической ванны с электролитом, подключенной к отрицательному полюсу источника постоянного тока (катоду). В нее погружается изделие из нержавеющей стали, на которое подается положительный потенциал, т. е. оно является анодом. При пропускании через электролит постоянного тока с поверхности нержавейки начинается отрыв положительных ионов металла. В большей степени это происходит с вершин микровыступов, которые таким образом сглаживаются (см. рис. ниже). Глубина удаления металла при такой химической полировке нержавеющей стали в электролите регулируется величиной тока и продолжительностью процесса.
ЭХП позволяет обрабатывать любые труднодоступные полости и сложные фигурные элементы со снятием одинакового слоя металла по всей поверхности изделия. Установки, на которых выполняется химическая электрополировка нержавейки, работают при температуре электролита 70÷90 °C и плотности токов от 0.3 до 0.5 А/см². В качестве электролитов в них используют растворы на основе смеси неорганических кислот. По этой причине ЭХП иногда путают с химическим травлением металлов и даже упоминают в статьях о них азотную кислоту, хотя основные компоненты электролита для нержавеющей стали — это ортофосфорная и серная кислоты.
Электролитно-плазменное полирование
Электролитно-плазменное полирование (ЭПП) нержавеющей стали также основано на процессе перемещения положительных ионов металла от анода к катоду. Но в этом случае используется другое физическое явление — образование вокруг анода (изделия из нержавеющей стали) парогазовой плазменной рубашки, в которой и происходит процесс выравнивания микровыступов на ее поверхности. Электролитно-плазменные установки функционируют на постоянном токе напряжением до 400 В и с температурой электролита от 60 до 90 °C. Несмотря на высокое напряжение они работают на тех же плотностях токов, что и при электрохимическом полировании. При этом обработку деталей из нержавейки они выполняют в несколько раз быстрее: на промышленной установке удаление слоя нержавеющей стали происходит со скоростью 3 мкм/мин.

Еще одним достоинством этой технологии является дешевизна и экологическая безопасность химических веществ, применяемых для приготовления электролитов. В частности, при электролитно-плазменном полировании изделий из нержавейки используются безопасные растворы солей аммония с концентрацией 3÷6%.
Средства для полировки
Большинство работ по полированию штучных изделий и металлоконструкций из нержавеющей стали выполняются либо вручную, либо с применением разнообразного электроинструмента. При этом применяется большое количество полировальных приспособлений, среди которых самые распространенные — это:
- салфетки, диски и круги из нетканого полотна, войлока и фетра;
- валики и пакеты дисков;
- веерные круги;
- полировальные абразивные листы и диски на бумажной и полимерной основе;
- нетканые материалы с абразивом;
- полировальные ленты.

Ручной электроинструмент для полировки нержавейки, кроме обычных полировочных насадок, оснащается приспособлениями для обработки труднодоступных мест и криволинейных поверхностей. Основные виды инструмента с электрическим приводом, применяемого при обработке нержавеющей стали:
- орбитальные шлифовальные машинки;
- болгарки с различными насадками и приспособлениями;
- ленточные шлифмашинки;
- прямошлифовальный электроинструмент;
- переносные ленточно-шлифовальные станки;
- ленточные напильники с поворотными насадками.
В качестве полирующего материала для нержавейки чаще всего используют различные виды паст, которые в общем случае делятся на материалы для черновой и финишной полировки. По составу своей основы они делятся на водные и жировые. Последние лучше удерживают абразивный материал, но их сложнее удалять с нержавеющей стали. К вспомогательным материалам относятся микрофибровые салфетки, которые применяют для очистки поверхности нержавейки после полировки.
Простой способ полировки нержавейки в домашних условиях
Отполировать нержавейку в домашних условиях несложно. Все зависит от того, насколько поврежден и окислен полируемый предмет, а также от наличия у него труднодоступных мест. В случае, если поверхность нержавейки просто потеряла блеск от окисления, можно использовать химическое полирование уксусом, оливковым маслом или специальными фирменными средствами. Для этого нужно просто нанести одно из этих веществ на салфетку из микрофибры, после чего плавными круговыми движениями обработать ее со всех сторон. Таким образом можно восстановить блеск кухонного оборудования, посуды, а также нержавеющих труб в ванной комнате.
Для полировки изделий из нержавейки до зеркального блеска в домашних условиях обычно используют пасту ГОИ. Полирование выполняется с помощью войлока или фетра. После его окончания все поверхности необходимо очистить с помощью салфетки из микрофибры, смоченной небольшим количеством растворителя.
Оба эти метода пригодны в тех случаях, когда нержавеющая сталь не имеет значительных повреждений. При наличии царапин, выбоин и большого количества налета перед полированием придется произвести механическую шлифовку нержавейки (вручную или с использованием электроинструмента).
Периодичность и способы ухода за нержавеющей сталью
Для того чтобы поверхность изделий из нержавеющей стали как можно дольше оставалась ровной и глянцевой, при ее очистке необходимо избегать использования абразивных паст, металлических мочалок, жестких губок и щеток, а также хлорсодержащих веществ. При отсутствии значительных повреждений на поверхности нержавейки образуется ровная матовая пленка из оксида хрома, которая защищает основной металл от коррозии и не дает налипать на него накипи. Потребность в периодической полировке возникает по мере износа и появления наружных повреждений на нержавейке, а ее необходимость определяется методом визуального осмотра.
В Интернете встречаются статьи о чистке изделий из нержавейки (в частности термосов, посуды и пр.) с помощью кока-колы. Известно, что в состав этого напитка входит ортофосфорная кислота. Но ее в кока-коле настолько мизерное количество, что сама возможность такой обработки нержавеющей стали вызывает закономерные сомнения. А что вы думаете по этому поводу? Приходилось ли вам чистить изделия из нержавейки кока-колой или чем-либо подобным? Поделитесь, пожалуйста, своим мнением и опытом в комментариях к этой статье.
wikimetall.ru
Полировка нержавейки до зеркального блеска своими руками
Нержавеющая сталь в домашнем обиходе используется редко. Металл дорогой. Обработке поддаётся с трудом. Стоек к коррозии. Полируется до зеркального блеска. Отсюда и основные места его применения: в качестве интерьера и обихода кухонь, санузлов, а так же сложных силовых элементов, включаемых в интерьер дома или помещений. Кухни, санузлы, дверные ручки, перила — то, что всегда на виду и бросается в глаза сверкающей красотой. Правильная и своевременная полировка таких предметов удержит дорогое убранство.
Необходимость в периодической полировке
При 18% содержания хрома в железе считается, что металл приобретает абсолютную химическую стойкость. Прочность сплава нержавейки высокая. Технологически обрабатывать его сложно. Поэтому и применения в производстве предметов бытового назначения такие марки стали не получили.
13% содержание хрома — тот баланс, когда высокая коррозионная стойкость сочетается с пластичностью металла. Такие стали хорошо подходят для высокопоточного производства с технологией штамповки, проката, вальцевания, электрохимической обработки поверхности. Массовое производство обеспечивает изделию безупречный вид и зеркальную поверхность.
Время и пары влаги оказывают влияние на структуру металла. Первым признаком коррозии становится лёгкое помутнение поверхности. На этой стадии восстановление зеркального блеска нержавейки происходит легко.
Способы полировки в домашних условиях
Небольшой перечень предметов интерьера и обихода из нержавеющей стали, обусловленный сложностью форм изделий, ограничивает механизацию процесса полировки. В то же время высокая твёрдость сплава из—за высокой трудоёмкости не позволяет полагаться исключительно на ручной труд. Оптимальным вариантом является разумное сочетание того и другого способа. Лестничные ограждения из нержавеющей стали являются хорошим примером масштабности подобных работ. Без средств малой механизации здесь не обойтись. Сложный рельеф не позволит выполнить чистку с помощью одного инструмента. Останется много мест, где этот процесс придётся завершать вручную.
В качестве инструмента для полировки нержавейки в домашних условиях можно рассматривать угловую шлифовальную машинку. Более известна, как «болгарка». Процедура происходит следующим образом:
- на машинку устанавливается специальный тканевый круг;
- на часть обрабатываемой поверхности наносится тонкий слой полировальной пасты. Во время работы инструмента полирующее средство равномерно распределяется на круге и переносится на другие участки обрабатываемого предмета;
- по мере снижения чистящих свойств производится добавление пасты, и процесс полировки нержавейки повторяется на новом месте.
Габариты шлифовальной машинки и оборудование ограничивают доступ ко всей поверхности обрабатываемого предмета. Такие места приходится полировать вручную. Для этого подойдёт кусок войлока и абразивная паста. Чистящее средство наносится на тряпку и натирается на место обработки до получения нужной зеркальности поверхности. Процесс продолжительный. Требуется запастись терпением.
 В 2016 году в нашей компании был введен новый процесс электрохимической полировки металлов. электро или электрохимическая полировка, а также химическая полировка — это процесс, при котором происходит выборочное травление шероховатости, что позволяет выравнивать поверхность с зеркальным блеском.
В 2016 году в нашей компании был введен новый процесс электрохимической полировки металлов. электро или электрохимическая полировка, а также химическая полировка — это процесс, при котором происходит выборочное травление шероховатости, что позволяет выравнивать поверхность с зеркальным блеском.
Благодаря этому методу можно было сварить эстетические швы, стать гладкими и блестящими. Например, в течение примерно 30 минут полировки из нержавеющей стали удаляется около 100-200 мкм.
В среднем, сталь из нержавеющей стали блестящая через 5-10 минут, но если предварительная механическая подготовка была сделана, вы можете получить зеркальную поверхность в течение 5 минут. Электрополирование также может быть использовано для сложных деталей, для которых механическая полировка практически невозможна.
Электрохимическая полировка это анодная обработка металла для создания гладкой и блестящей поверхности.
Продукт, который имеет микро- и макроэкран, является анодом ячейки. Катод — это металл, который химически нерастворим в растворе электролита.
Полировка металла глянцевыми глянцевыми руками
Такие, как электролиты, растворы с использованием фосфорной кислоты, хромовой кислоты, серной кислоты, уксусной кислоты, фтористоводородной кислоты и другие. В процессе электрополирования анодное растворение металла происходит на макро и микросхемах, где поверхность становится гладкой и блестящей. На катоде выделяется водород. Механизм электропорации не был полностью объяснен.
электрополирование. Эффект обычно связан с действием вязкой пленки, сформированной в анодном слое, барьером для растворения в металле в углублениях по сравнению с растворением в выступах и чередующейся активацией и пассивированием металла.
Электрополирование сталей является наилучшим видом электрохимического анодного травления. Этот процесс объединяет операции удаления коррозии, сглаживания поверхности и придания ей блеска, пассивирования, а также повышения прочности сцепления гальванических покрытий с обработанной поверхностью.
Следует лишь учитывать, что начальная чистота обработки должна быть не ниже 7—8-го классов для того, чтобы, кроме получения блеска, наблюдался также эффект сглаживания поверхности. Углеродистые и низколегированные стали электрополируют переменным током промышленной частоты в электролите состава, % (по массе): 96,5 ортофосфорной кислоты (р =1,54 г/см3), 2,0 технической щавелевой кислоты 1,5 клея столярного в плитках.
Рабочая температура 15—30°С плотность тока 15—20 А/дм2. Выдержка зависимости от состояния поверхности составляет 1-5 мин. Перед составлением электролита клей и щавелевую кислоту растворяют отдельно. Электродами служат сами детали, завешенные на штангах трехфазного или двухфазного переменного тока напряжением 12—15 В…
Для анодного полирования углеродистых сталей постоянным током применяют электролит состава, % (по массе): 65 ортофосфорной кислоты (р=1,67 г/см3), 20 серной кислоты (р=1,84 г/см3) и 15 воды (общее содержание). Ингибитор ПБ-5 вводят в количестве 5% от объема смеси кислот, он растворяется медленно при перемешивании (в течение двух суток). Рабочая температура <15—25°С, корпус ванны имеет рубашку для водяного охлаждения.
Анодная плотность тока >20 А/дм2, выдержка до 20 мин. при напряжении до 30 В. Свинцовые катоды периодически зачищают.
| Полировка хромистых нержавеюших сталей. |
| Фосфорная к-та (h4PO4) | 65-75% |
| Хромовый ангидрид (CrO3) | 12-10% |
| Серная к-та | 20-12% |
Рабочая температура 65-70°С, при d = 1,74 г/см3. Анодная плотность тока 50-60 А/дм2 с выдержкой 4-5 мин. |
| Серная к-та, d = 1,84 | 100 г/л |
| Глицерин | 100 г/л |
Рабочая температура 18-30°С, в течение 5-10 мин. при анодной плотности тока 10А для стали 12X18h20T и 12-15А для 08Х13. Глицерин можно заменить декстрином или крахмалом в том же кол-ве. |
| дано по Ямпольский А.М. Травление металлов. Москва, Металлургия, 1980 стр. 51-54 |
Все вышеприведенные составы технологически сложны, эти два довольно простых рецепта, можно попробовать в домашних условиях. |
1.
| Фосфорная к-та (h4PO4, d = 1,55 73%) | 88% |
| Хромовый ангидрид (CrO3) | 10% |
| Вода | 2% |
Перед полировкой электролит нагревают в течение часа до 100-120°С, что бы оранжевая окраска перешла в желтую. Деталь на аноде, напряжение 12 вольт, температура 60°С. Катодные пластины по обе стороны детали. Отполировать до зеркалаПриближают катодные пластины к анодной до появления первых пузырьков кислорода, затем чуть разводят и оставляют под током на 20 мин.Материал катодных пластин не приводился, можно попробовать нержавейку или свинец. |
2.
[1, стр. 198]
| Серная к-та конц. | 300 мл |
| Фосфорная к-та конц. | 600 мл |
| Вода | 100 мл |
Температура 70°C. Плотность тока 60-70А/дм2. Время 1-5 мин. Отполированные детали промывают в проточной воде, погружают в 10% р-р соды (NaCO3), снова промывают и сушат. |
Электролитическая полировка и травление
Для большинства сплавов вполне удовлетворительные результаты дает нормальный процесс шлифовки на наждачной бумаге, влажная полировка и травление погружением или смачиванием. Однако в ряде случаев предпочтение нужно отдать электрополировке, особенно если имеется опасность, что наклеп, полученный в процессе полировки, повлияет на структуру поверхности.
Первым электрополировку для металлографической работы применил, повидимому, Жаке [126]. Его метод включает обычную на первом этапе механическую обработку образца для получения достаточно гладкой поверхности.
Затем составляют цепь, в которой образец делают анодом; электролит подбирают так, чтобы в нем металл образца был растворим только слегка. При этих условиях концентрация металлических ионов на поверхности быстро достигает насыщения, после чего ток в основном зависит от градиента концентрации металлических ионов перпендикулярно поверхности. Выступы на поверхности связаны с большим градиентом концентрации и имеют тенденцию растворяться быстрее, чем впадины.
Таким образом, электролиз приводит к сглаживанию, и при соответствующих условиях прекрасная полированная поверхность может быть получена без пластической деформации. Процесс регулируется в основном концентрацией поляризованных ионов, а это обусловливает характерную зависимость между плотностью тока и приложенным напряжением (рис. 132). При возрастании напряжения плотность тока сначала возрастает до некоторого максимума, затем несколько снижается и остается постоянной, пока в электролите не начнется новый процесс (обычно выделение кислорода).
Наиболее удовлетворительные результаты обычно получаются при напряжении, которое соответствует правому краю горизонтального участка приведенной кривой, как показано стрелкой на рис. 132.
Аппаратура для электролитической полировки сравнительно проста; один из возможных вариантов представлен на рис. 133. Аппарат представляет собой опрокинутую банку, через горлышко которой введены держатель образца 3 и положительный ввод; держатель и части образца, не подлежащие полировке, защищены лаком.
Верх сосуда закрыт широкой резиновой или пробковой крышкой, через которую введен катод 1; в зависимости от применяемого электролита катод может быть медным или из нержавеющей стали.
Выделяющийся водород выходит через широкую трубку эта же трубка служит для удаления электролита из аппарата.
Электрополировка больше всего подходит для однофазных сплавов, для которых обычно достаточно подготовить поверхность на шлифовальной бумаге 00 или
Рис.
132. Зависимость между плотностью тока и приложенным напряжением в ванне для электрополировки
Рис. 133. Прибор для электрополировки: 1 — катод; 2 —выводная трубка для выделяющегося водорода; 3 — образец
Многофазные сплавы отполировать этим способом труднее, для них лучший результат может дать легкая механическая полировка водой с порошком алюминия или окиси магния.
Перед электрополировкой поверхность образца во всех случаях должна быть полностью освобождена от жира; желательно промыть ее в четыреххлористом углероде.
Процессы электролитической полировки и травления требуют изменения напряжения в широких пределах. Согласно литературным данным, наиболее часто используются интервалы и 50—110 в. Плотность тока также меняется в широких пределах — от 1 до 500 а/см2, поэтому рекомендуется изготовить стационарный щит управления, работающий с
регулируемым трансформатором напряжения и выпрямителем тока.
О хороших реактивах для электролитической полировки известно сравнительно мало. Большинство ранних работ было проведено со смесями хлорной кислоты и уксусного ангидрида. Этот реактив, однако, взрывоопасен.
Полировка нержавеющей стали – зеркало за 5 минут реально!
Для многих металлов применялись также растворы ортофосфорной или пирофосфорной кислот.
Электролитический метод, кроме полировки, может быть применен для травления металлов и сплавов; в некоторых случаях оба процесса могут проводиться в одном электролите.
Для полировки применяют относительно более высокое напряжение, а по окончании этого процесса напряжение снижают до определенного значения и производят травление. Электролитическое травление может применяться также и для образцов, поверхность которых подверглась механической полировке.
Этот метод всегда следует использовать, когда обычная полировка не дает удовлетворительных результатов. Аппаратура, пригодная для этой цели, была показана на рис.
133. В литературе приводится много данных об образцах, электролитически протравленных в водных или спиртовых растворах [129].
stroitel12.ru
Электрохимическая полировка металлов – Другие методы обработки
Ещё вариант:
Химическое полирование
Химическое полирование позволяет быстро и качественно обработать поверхности металлических деталей. Большое преимущество такой технологии заключается в том, что с помощью ее (и только ее!) удается отполировать в домашних условиях детали со сложным профилем.
Составы растворов для химического полирования
Для углеродистых сталей
(содержание компонентов указывается в каждом конкретном случае в тех или иных единицах (г/л, процентах, частях))
Азотная кислота — 2…4, соляная кислота 2…5, ортофосфорная кислота — 15…25, остальное — вода.
Температура раствора — 70…80°С, время обработки — 1…10 мин. Содержание компонентов — в % (по объему).
Серная кислота — 0,1, уксусная кислота — 25, перекись водорода (30%-ная) — 13.
Температура раствора — 18…25°С, время обработки — 30…60 мин. Содержание компонентов — в г/л.
Азотная кислота — 100…200, серная кислота — 200…600, соляная кислота — 25, ортофосфорная кислота — 400.
Температура смеси — 80…120°С, время обработки — 10…60 с. Содержание компонентов в частях (по объему).
Для нержавеющей стали
Серная кислота — 230, соляная кислота — 660, кислотный оранжевый краситель — 25.
Температура раствора — 70…75°С, время обработки — 2…3 мин. Содержание компонентов — в г/л.
Азотная кислота — 4…5, соляная кислота — 3…4, ортофосфорная кислота — 20…30, метилоранж — 1…1.5, остальное — вода.
Температура раствора — 18…25°С, время обработки — 5… 10 мин. Содержание компонентов — в % (по массе).
Азотная кислота — 30…90, желези-стосинеродистый калий (желтая кровяная соль) — 2… 15 г/л, препарат ОП-7 — 3…25, соляная кислота — 45…110, орто-фосфорная кислота — 45…280.
Температура раствора — 30…40°С, время обработки — 15…30 мин. Содержание компонентов (кроме желтой кровяной соли) — в пл/л.
Последний состав применим для полирования чугуна и любых сталей.
Для меди
Азотная кислота — 900, хлористый натрий — 5, сажа — 5.
Температура раствора — 18…25°С, время обработки — 15…20 с. Содержание компонентов — г/л.
Внимание! В растворы хлористый натрий вводят в последнюю очередь, причем раствор должен быть предварительно охлажден!
Азотная кислота — 20, серная кислота — 80, соляная кислота — 1, хромовый ангидрид — 50.
Температура раствора — 13…18°С, время обработки — 1…2 мин. Содержание компонентов — в мл.
Азотная кислота 500, серная кислота — 250, хлористый натрий — 10.
Температура раствора — 18…25°С, время обработки — 10…20 с. Содержание компонентов — в г/л.
Для латуни
Азотная кислота — 20, соляная кислота — 0,01, уксусная кислота — 40, ор-тофосфорная кислота — 40.
Температура смеси — 25…30°С, время обработки — 20…60 с. Содержание компонентов — в мл.
Сернокислая медь (медный купорос;— 8, хлористый натрий — 16, уксусная кислота — 3, вода — остальное.
Температура раствора — 20°С, время обработки — 20…60 мин. Содержание компонентов — в % (по массе).
Для бронзы
Ортофосфорная кислота — 77…79, азотнокислый калий — 21…23.
Температура смеси — 18°С, время обработки — 0,5—3 мин. Содержание компонентов — в % (по массе).
Азотная кислота — 65, хлористый натрий — 1 г, уксусная кислота — 5, ортофосфорная кислота — 30, вода — 5.
Температура раствора — 18…25°С, время обработки — 1…5 с. Содержание компонентов (кроме хлористого натрия) — в мл.
Для никеля и его сплавов (мельхиора и нейзильбера)
Азотная кислота — 20, уксусная кислота — 40, ортофосфорная кислота — 40.
Температура смеси — 20°С, время обработки — до 2 мин. Содержание компонентов — в % (по массе).
Азотная кислота — 30, уксусная кислота (ледяная) — 70.
Температура смеси — 70…80°С, время обработки — 2…3 с. Содержание компонентов — в % (по объему).
Для алюминия и его сплавов
Ортофосфорная кислота — 75, серная кислота — 25.
Температура смеси — 100°С, время обработки — 5…10 мин. Содержание компонентов — в частях (по объему).
Ортофосфорная кислота — 60, серная кислота — 200, азотная кислота — 150, мочевина — 5 г.
Температура смеси — 100°С, время обработки — 20 с. Содержание компонентов (кроме мочевины) — в мл.
Ортофосфорная кислота — 70, серная кислота — 22, борная кислота — 8.
Температура смеси — 95°С, время обработки — 5…7 мин. Содержание компонентов — в частях (по объему).
————————————Л.А.ЕРЛЫКИН—————————————–
www.chipmaker.ru