Чем зенкер отличается от зенковки: Зенкеры и зенковки, применение и отличия
alexxlab | 28.02.1970 | 0 | Разное
Зенкеры и зенковки, применение и отличия
Назад к спискуДля обработки отверстий применяется несколько видов инструментов, в том числе зенкеры, зенковки, цековки. Практика их применения часто сопровождается путаницей в названиях. Например, в тендерной документации встречаются заказы на «конические зенкеры», при этом указывается ГОСТ 14953-80, описывающий конические зенковки. Эти инструменты схожи по конструкции, в применении также есть много общего, поэтому неудивительно, что даже в технической литературе много примеров «вольного» обращения с терминологией.
Официальный источник по терминам ГОСТ 25751-83 «Инструменты режущие. Термины и определения», к сожалению, не дает ответа на вопросы: чем отличается зенкер от зенковки, зенкерование от зенкования и цекования.
Зенкеры
Определение
В соответствии с ГОСТ 25751-83 «Инструменты режущие, термины и определения» зенкер определяется как «осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра». Сразу отметим, что данный вид инструмента не предназначен непосредственно для сверления отверстий. Также отметим, что в определении зенкера ничего не говорится об изменении формы отверстия. Это важная деталь, и она будет полезна в дальнейшем.
Конструкция зенкера
Для описания конструкции зенкеров удобно разделить их два класса – зенкеры с хвостовиками и насадные зенкеры.
Зенкеры с цилиндрическими и коническими хвостовиками
Конструкция таких зенкеров во многом схожа с конструкцией спирального сверла (рис.1).
Инструмент так же состоит из рабочей части, соединительной части (шейки) и хвостовой части (хвостовика). Отличие от сверла заключается в форме и количестве режущих кромок на рабочей части. В частности, по ГОСТ 12489-77 у зенкеров по три лезвия на торцевой и цилиндрической поверхности.
Отличие от сверла заключается в форме и количестве режущих кромок на рабочей части. В частности, по ГОСТ 12489-77 у зенкеров по три лезвия на торцевой и цилиндрической поверхности.
Зенкер с цилиндрическим или коническим хвостовиком может быть цельным ГОСТ 12489-77 (вся рабочая часть из быстрорежущей стали), или с твердосплавными вставками (ГОСТ 3231-71). Кроме того, каждый из типов выпускается в двух вариантах: для глухих и сквозных отверстий (рис.1, в)). У зенкеров для сквозных отверстий угол главного лезвия φ имеет значения 45 или 60 градусов, у зенкеров с твердосплавными пластинами φ=600, у всех типов зенкеров для глухих отверстий φ=90
Насадные зенкеры
Зенкеры насадные не имеют хвостовой части. Вместо хвостовика для крепления на оборудовании в них предусмотрен внутренний конус для оправки (рис2). Также конструкция этого типа отличается большим количеством лезвий. В цельных насадных зенкерах по ГОСТ 12489-77 предусмотрено четыре зуба и соответственно четыре спиральных канавки. Дальнейшее разбиение насадных зенкеров на типы идентично классу с хвостовиками.
Дальнейшее разбиение насадных зенкеров на типы идентично классу с хвостовиками.
Рис.2 Зенкер насадной: а) цельный, в) с твердосплавными пластинами
Применение зенкеровЗенкер применяется в технологических операциях зенкерования, направленных на повышение качества отверстий – улучшение чистоты поверхности, получение более точной цилиндрической формы. Соответственно, у зенкера главная часть – это цилиндрический участок рабочей части. С помощью зенкерования отверстия доводят до 4 – 5 класса точности с квалитетом Н11 и чистотой поверхности, соответствующей 5-6 классу. Необходимый результат достигается за счет более высокой жесткости инструмента, а также за счет большего количества лезвий по сравнению со сверлом.
Подчеркнем, что во всех перечисленных ГОСТах описываются зенкеры с рабочей частью исключительно цилиндрической формы. В описаниях конструкций стандартных зенкеров нет формулировок «конический зенкер» и отсутствуют чертежи зенкеров с конической рабочей частью.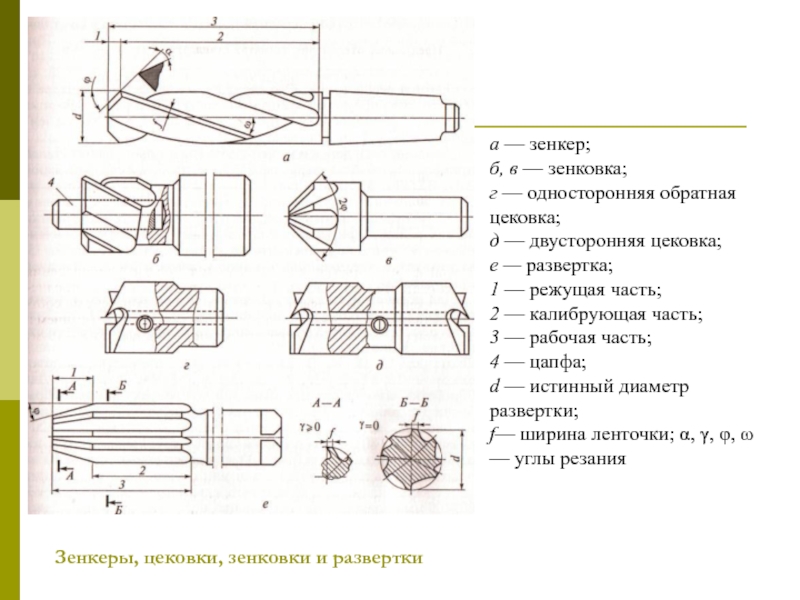 Т.е. результат применения стандартного зенкера – цилиндрическое отверстие постоянного диаметра.
Т.е. результат применения стандартного зенкера – цилиндрическое отверстие постоянного диаметра.
Зенковки
В ГОСТ 25751-83 «Инструменты режущие. Термины и определения» зенковки определяются как «осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра». Как видим, определение ничем не отличается от определения зенкера, что указывает на его неполноту. Определение не дает информации об отличии зенковок от других инструментов, поэтому переходим к краткому описание операции зенкования, чтобы подчеркнуть разницу между зенкерованием и зенкованием.
Технологическая операция зенкования
Зенкование наряду со сверлением, зенкерованием, разверткой входит в список технологических операций по обработке отверстий. Каждая из перечисленных операций имеет свой смысл и определенное назначение. Сверление необходимо для получения отверстий и черновой обработки, зенкерование – получистовая обработка и увеличение диаметра, развертка – чистовая обработка.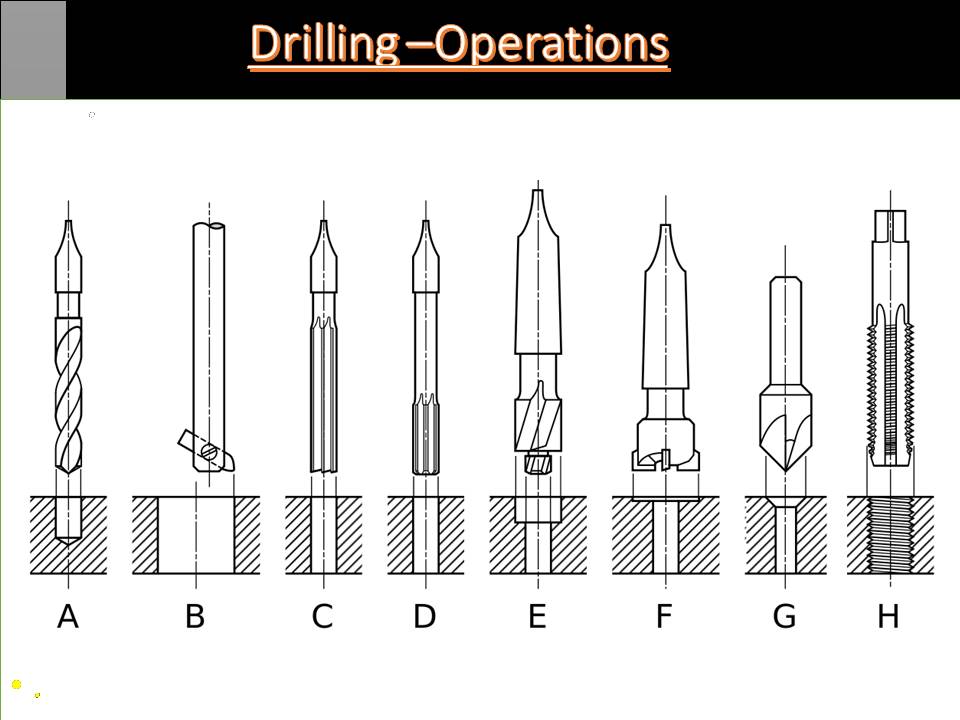 Во всех случаях акцент сделан на обработке цилиндрической поверхности.
Во всех случаях акцент сделан на обработке цилиндрической поверхности.
Указанные операции и соответствующие инструменты применяются для обработки как сквозных, так и глухих отверстий. Причем, в случае глухих отверстий сверла и зенкеры не предназначены для обработки торца углубления. Кроме того, сверла и зенкеры не предназначены для изменения цилиндрической формы отверстия в коническую.
Вместе с тем в промышленности существует обширный класс задач, где необходимо качественно снять фаску с входного участка отверстия, получить точное цилиндрическое углубление под болты, шайбы, пружины, прокладки и пр. с одновременной подрезкой торца. Также требуется получение стандартных конических углублений для центровых отверстий, для формирования опорных поверхностей под детали крепежа, обработки конических поверхностей седел клапанов и т.д. Для решения таких задач применяется операция зенковки и разработан специальный инструмент – зенковка.
Конструкция зенковки
Зенковки относятся к осевым, многолезвийным режущим инструментам. В технической литературе описывается два зенковок: конические и цилиндрические (цековки). Стандарты четко разделены. Есть стандарт для конических зенковок – ГОСТ 14953-80, и есть стандарт для цилиндрических — ГОСТ 25751-73. Причем стандарте для обозначения цилиндрических зенковок используется только одно название – цековки.
В технической литературе описывается два зенковок: конические и цилиндрические (цековки). Стандарты четко разделены. Есть стандарт для конических зенковок – ГОСТ 14953-80, и есть стандарт для цилиндрических — ГОСТ 25751-73. Причем стандарте для обозначения цилиндрических зенковок используется только одно название – цековки.
Конические зенковки
Название инструмента обусловлено формой рабочей части. Конические зенковки применяются для снятия фасок, обработки конических опорных поверхностей, получения центровых отверстий. Инструмент широко применяется, номенклатура стандартизирована. Типы и основные размеры инструментов данного вида описываются в ГОСТ 14953-80 «Зенковки конические. Технические условия». В соответствии с этим нормативом выпускается 4 типа центровочных зенковок и 7 типов для обработки конических опорных поверхностей, всего 11 типов. Классификация в соответствии с назначением приведена в таблице 1, на рис.3 показана коническая центровочная зенковка 2-го типа и зенковка для конических углублений (отверстий) 5,6,7-го типа.
Рис.3. Конические зенковки: а) центровочная 2-го типа, б) для конических опорных поверхностей.
Таблица 1. Типы зенковок
Центровочными зенковками обрабатываются предварительно засверленные1 отверстия диаметром до 8 мм включительно. Конические опорные поверхности создаются на базе отверстий диаметром 1,6 – 25,0 мм. Передний угол стандартных зенковок для обработки конических опорных поверхностей всегда равен нулю, т.е. зубья расположены радиально.
Цилиндрические зенковки
Более правильное название данного вида – цековка. Цилиндрическая зенковка – это «осевой многолезвийный инструмент для обработки цилиндрического и (или) торцового участка отверстия заготовки» (по ГОСТ 25751-73). Инструмент применяется для обработки цилиндрических углублений под шестигранные головки болтов и винтов, шестигранные гайки с шайбами и без шайб, под цилиндрические и полукруглые головки винтов со шлицем и под цилиндрические головки винтов с углублением под ключ «шестигранник».
В конструкции цековок всех типов предусмотрена направляющая цапфа (рис. 4). Элемент необходим для устранения радиальных биений в момент зарезки, приводящих к искажению формы отверстия и выкрашиванию режущих кромок. Направляющая цапфа может быть постоянной и сменной. Более предпочтителен инструмент со сменной цапфой, позволяющий замену элемента по мере износа.
Рис.4. Цековки (цилиндрическая зенковка): а) со сменной цапфой, б) с постоянной цапфой
Особенностью конструкции является обратная конусность – диаметр D равномерно уменьшается по направлению к хвостовику. У инструмента из быстрорежущей стали уменьшение идет по всей длине рабочей части со значением 0,08-0,16 мм на 100 мм длины, у инструмента с твердосплавными вставками диаметр снижается по длине пластины 0,05-0,10 мм.
Стандартные цековки по ГОСТ 26258-87 имеют четыре зуба на главной режущей поверхности (торце) и выпускаются четырех типов в зависимости от вида цапфы и способа установки в оборудование.
Таблица 2. Типы
Все типы цилиндрических зенковок, представленные в табл.2, выпускаются в двух исполнениях: исполнение 1 – цельные и исполнение 2 – с впаянными твердосплавными пластинами.
Заключение
Для исключения ошибок в терминологии следует использовать стандарты для конкретного вида инструментов. Их содержание позволяет сделать ряд выводов:
- Не существует конических зенкеров. Результат применения зенкера – цилиндрическое отверстие. Конические отверстия и углубления получаются зенковкой.
- Зенковки отличаются от зенкера конической рабочей частью, служат для получения центровочных отверстий, конических отверстий и углублений, опорных конических поверхностей под крепеж.
- Цилиндрические опорные поверхности под болты и винты выполняются цековкой. Цилиндрическая зенковка – название некорректное, хотя и верно передает смысл выполняемой операции.
- Наличие направляющей цапфы сразу точно указывает на вид инструмента – цековка.
Разумеется, все сказанное действительно по отношению к стандартным инструментам и технологическим операциям, применяемым в машиностроении. В широкой практике могут применяться нестандартные инструменты, так же, как и стандартные инструменту могут использоваться в разнообразных целях. Например, зенкование может выполняться с помощью обычного сверла.
Назад к списку
Чем отличается зенкование от зенкерования – сверление, инструмент, особенности зенкования
Зенкование и зенкерование, несмотря на схожесть названий, являются разными операциями металлообработки с соответствующим инструментом. Схожесть операций в типе обработки и обрабатываемой поверхности. И зенкование, и зенкерование подразумевает механическую обработку резанием внутренней поверхности отверстий. Различия в характере обработки и, соответственно, получаемом результате.
Зенкерование: инструмент и особенности
Зенкерование – это промежуточный процесс обработки отверстий располагаемый, как правило, между сверлением и разверткой. Это получистовая обработка отверстия с целью:
Это получистовая обработка отверстия с целью:
- повышения точности отверстия до 4-го и даже 5-го класса;
- улучшения шероховатости;
- придания строгой геометрической формы.
Также зенкерование применяется при обработке отверстий полученных литьём или обработкой давлением.
Обработка производится с помощью зенкера, инструмента внешне похожего на сверло, но имеющего ряд конструктивных отличий. Основные отличия – это увеличенная перемычка между режущими кромками, увеличенное количество рабочих кромок и срезанный угол. Всё это обеспечивает высокую устойчивость зенкера и его соосность с обрабатываемым отверстием. Так, наличие 3-4 режущих кромок обеспечивает плавное распределение сил в зоне контакта зенкера с обрабатываемой деталью. Геометрия режущей части обеспечивает обработку отверстия без съема металла в продольном направлении.
Зенкеры различаются по количеству зубьев (3 или 4) и конструкции – насадные, цельные и вставные. Выбор инструмента зависит от диаметра отверстия. Так, применение вставных зенкеров (с вставными ножами) рекомендуется для отверстий диаметром от 20 мм., цельные применяются для малых диаметров (от 12 мм.).
Выбор инструмента зависит от диаметра отверстия. Так, применение вставных зенкеров (с вставными ножами) рекомендуется для отверстий диаметром от 20 мм., цельные применяются для малых диаметров (от 12 мм.).
Для получения более точных и сложных поверхностей используются комбинированные типы инструмента с большим количеством режущих кромок (до 8). При этом сборные зенкеры применяются совместно с другим металлорежущим инструментом – сверлами, развертками и т. д.
Особенности зенкования
Зенкование – это механическая обработка отверстий с целью создания различных геометрических углублений для потайного размещения крепежных изделий. Также она применяется для нарезки внутренних фасок. Для этих целей есть специальный инструмент – зенковка, имеющие различную форму. Выбор зенковки зависит от необходимого конечного результата.
Основные виды зенковок
- Цилиндрические зенковки.
 Применяются для получения цилиндрических выемок в просверленных отверстиях под установку болтов и винтов.
Применяются для получения цилиндрических выемок в просверленных отверстиях под установку болтов и винтов.
- Конические зенковки. Используются для вырезания отверстий конусной формы внутри детали, а также для зачистки острых кромок, снятия фасок и подготовки углублений под крепежные элементы. Чаще всего применяется инструмент с конусным углом 90° и 120°.
- Плоские или торцевые зенковки, также можно встретить название цековки. Преимущественно применяются для зачистки и обработки углублений перед установкой крепежных изделий.
Зенковка состоит из рабочей части и хвостовика со специальной цапфой выполняющей функцию направляющего пояса. Цапфа необходима для контроля соосности в процессе нарезки углублений.
Оборудование
Для зенкования и зенкерования используется, чаще всего, сверлильные станки различного типа. Также может быть использован обрабатывающий центр или токарный станок – практически тоже самое оборудование, на котором выполняются и операции сверления.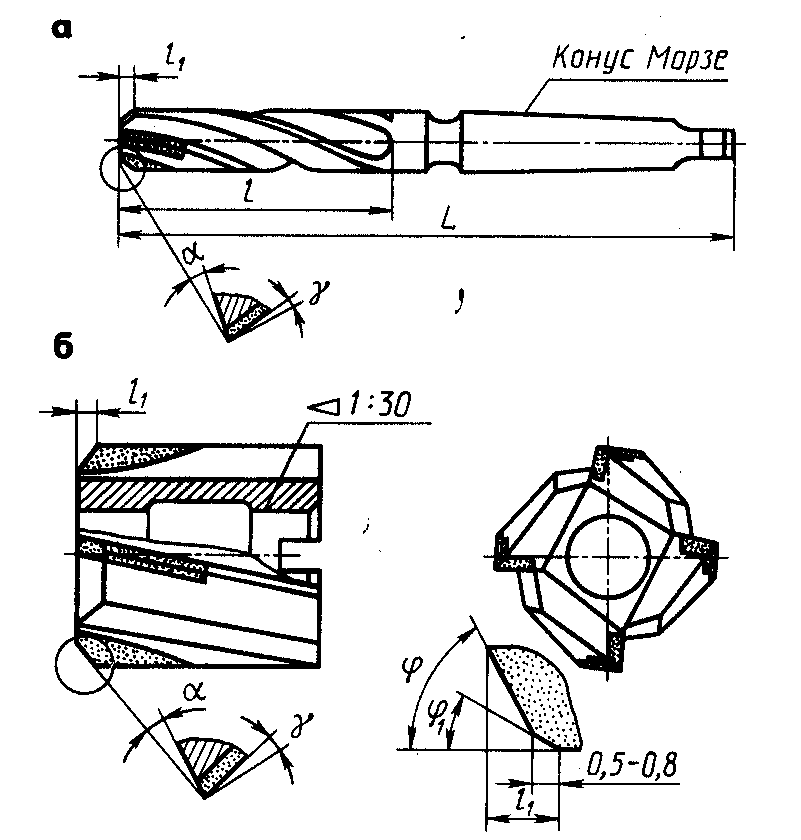 Для обеих операций не рекомендуется использовать ручной инструмент из-за недостаточной точности позиционирования.
Для обеих операций не рекомендуется использовать ручной инструмент из-за недостаточной точности позиционирования.
Зенкование и зенкерование – как обработать металлические детали? + Видео
Зенкование и зенкерование – это два разных технологических процесса, которые применяются при обработке металлических отверстий и поверхностей. Вам пригодятся специальные инструменты различной конструкции. В первом случае используются зенковки, во втором – зенкеры. Далее разберем их особенности и отличия.
1 Зенкование и зенковки – как использовать режущий инструмент?
После завершения сверления металлической детали возникает необходимость сделать сложные геометрические углубления внутри детали для последующей установки в них различных крепежных элементов – болтов, винтов, заклепок. Для этого, а также при необходимости качественно обработать поверхность и снять фаски внутри детали берем зенковку. Данный инструмент может быть различной формы. Ее можно подбирать, ориентируясь на конечный результат. На сегодняшний день различают конические, цилиндрические или торцевые (плоские) зенковки. Последние иногда носят названия цековки, а зенкование отверстий, как технологический процесс, может называться цекованием.
На сегодняшний день различают конические, цилиндрические или торцевые (плоские) зенковки. Последние иногда носят названия цековки, а зенкование отверстий, как технологический процесс, может называться цекованием.
Работа зенковки
Зенковки цилиндрического типа необходимы для получения отверстий соответствующей формы в просверленных гнездах для последующей установки в них болтов и винтов различного типа. Зенковка имеет две части – рабочую поверхность и хвостовик, а также специальный направляющий пояс (цапфу), который необходим, чтобы обеспечивать контроль соосности инструмента в процессе работы над поверхностью металлической детали.
Конические зенковки имеют аналогичную составляющую, которая включает в себя хвостовик и рабочую часть с поясами, они обеспечивают соосность при работе.
Такие зенковки, как правило, используют при создании отверстий в виде конуса внутри детали, снятия фасок и для углублений под болты, различные плоские шайбы или упорные кольца. Наибольшее распространение получили зенковки с конусным углом в 90 или 120 градусов. Торцевые или плоские цековки применяются преимущественно для зачистки и обработки металлических углублений для установки крепежных элементов. Все зенковки различаются между собой диаметром, углом и режимами работы. Зенкование, как и зенкерование, осуществляется на сверлильных, агрегатных, фрезерных и токарно-фрезерных станках.
Наибольшее распространение получили зенковки с конусным углом в 90 или 120 градусов. Торцевые или плоские цековки применяются преимущественно для зачистки и обработки металлических углублений для установки крепежных элементов. Все зенковки различаются между собой диаметром, углом и режимами работы. Зенкование, как и зенкерование, осуществляется на сверлильных, агрегатных, фрезерных и токарно-фрезерных станках.
2 Промежуточный процесс обработки – повышаем класс точности
Зенкерование – это процесс расширения и обработки просверленных металлических отверстий штампованного или литого типа, который позволяет придать им строгую геометрическую форму. Зенкерование отверстий является промежуточным процессом, который чаще всего нужен после сверления и до металлического развертывания. С помощью качественного оборудования и инструмента можно добиться получения геометрических отверстий четвертого, а иногда и пятого класса точности. Инструмент для зенкерования называется зенкером.
Зенкер по металлу
Зенкеры бывают нескольких типов и различаются по количеству зубьев (трех- или четырехперые), а по конструкции могут быть цельными, вставными или насадными. От обычного сверла зенкеры отличаются увеличенной перемычкой, которая соединяет режущие кромки, срезанным углом, а также наличием большего количества режущих зубьев-кромок. Они позволяют обеспечить устойчивость инструмента в процессе работы и максимально точную соосность зенкера и обрабатываемого отверстия.
Зенкерование
Применение зенкеров определенного типа напрямую зависит от диаметра отверстия в обрабатываемой заготовке. Так, для отверстий, диаметр которых менее 12 мм, нужны цельные зенкеры, для отверстий свыше 20 мм – зенкеры вставного типа (со вставными ножами). При необходимости получить более точные и сложные поверхности используются комбинированные типы, в которых может быть до восьми режущих кромок, при этом зенкеры сборного типа могут дополнительно комбинироваться со сверлами, развертками и другими инструментами.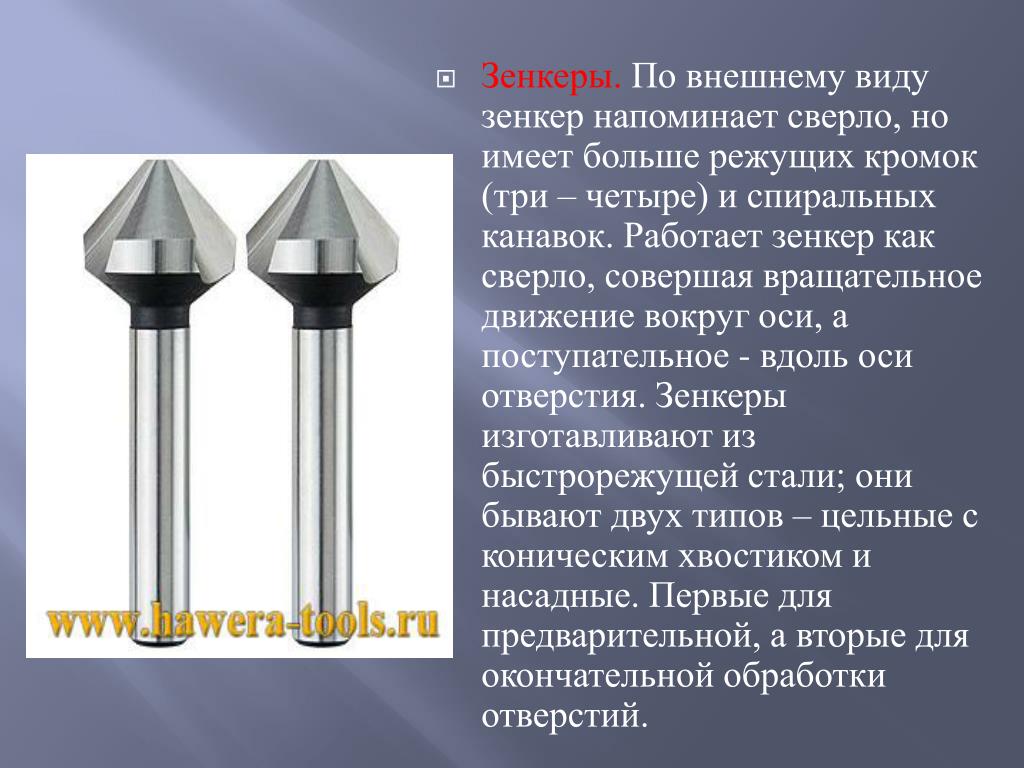
3 Развертывание – для обеспечения максимальной точности поверхности
Развертывание отверстий – это сложный технологический процесс чистовой обработки металлических отверстий на фрезерном оборудовании, который выполняется после процессов сверления и зенкерования. С помощью развертывания удается добиться высокого класса точности. Оно производится на ручных и автоматизированных сверлильных или токарно-фрезерных станках с ЧПУ или с ручным управлением. Инструмент, который применяется при развертывании, называется развертка.
По типу обработку развертки могут быть ручными или механическими (машинными), а по форме – конусообразными или цилиндрическими. Инструмент состоит из трех частей с калибрующей частью и режущими кромками, которые равномерно или неравномерно распределяются по окружности. Как правило, развертки используются комплектом по три штуки, это необходимо для выполнения поочередно черновой, получистовой и чистовой обработки. В таком случае удается добиться максимального эффекта при обработке поверхности.
В таком случае удается добиться максимального эффекта при обработке поверхности.
При развертывании также широко применяется комбинированный тип инструмента, в который входит зенкер, зенковка, развертка, сверло и другие элементы. Комбинация инструментов позволяет существенно сократить время на получение отверстие нужной формы, класса точности и шероховатости. Сверление, как и зенкерование, и развертывание, можно называть схожими технологическими процессами в определенных режимах работы. Они выполняются на схожих видах ручного и механического оборудования.
Зенкер, зенковка — что это такое и технология работы
Среди металлообрабатывающего инструментария, применяемого для создания отверстий, особое значение заслуживает зенковка и зенкер. С их помощью выполняют проемы с заданными характеристиками, например, стабильность важных геометрических параметров, шершавость, сужение цилиндрического отверстия. Рассмотрим, что такое зенкер и зенковка.
Терминология
Зенковка — является многолезвийным инструментом для резки, используемая при обрабатывании отверстий в металлических деталях. После обработки получаются углубления конического/цилиндрического типа, можно создать опорную плоскость около отверстий, снять фаску на центровом отверстии.
После обработки получаются углубления конического/цилиндрического типа, можно создать опорную плоскость около отверстий, снять фаску на центровом отверстии.
Раззенковка отверстий — это вторичная подготовка готовых отверстий для размещения головок метизов – болты, винты, заклепки
Зенкер – инструмент для резки с многолезвийной поверхностью. Применяется в обработке отверстий цилиндрического/конического типа в заготовках для расширения диаметра, улучшения характеристик поверхностей и точностей. Этот тип обработки называется зенкерованием. Это получистовая обработка резанием.
А — сверление сверлом В — растачивание на токарном станке С — зенкерование зенкером D — развёртывание развёрткой E,F — цекование цековкой G — зенкование зенковкой H — нарезка резьбы метчиком
Зенкование отверстий — процесс возделывания верхней части проема, чтобы, например, снять заусенцы с края отверстия или создать углубления, чтобы спрятать шляпку заклепок либо шурупа и сравнять с поверхностью детали. Приспособление, используемое для этой задачи, называется зенковкой.
Приспособление, используемое для этой задачи, называется зенковкой.
Виды зенкеров и зенковок
Производство режущего инструментария по металлу подчиняется основной категории стандартов страны (ГОСТ) и техническими регламентами использования готового изделия. На агрегатах с частичным автоматизированным управлением используют следующие типы зенкеров:
- Цилиндрические, с диаметрами от 10 до 20 мм. Этот комплект с лезвиями производится с напылением из износостойких элементов. Регламентируется ГОСТ 12489-71.
- Неделимые конические, от 10 до 40 мм. Вырабатываются из легированной стали с устойчивым к износу напылением. Подчиняется ТУ 2-035-923-83.
- Целые, в виде насадок, с поперечником от 32 до 80 мм. Регламентируется ГОСТ 12489-71.
- Конический либо насадной, подчиняются ГОСТ 3231-71. Отмечаются присутствием специальных пластин, получаемых из твердых сплавов железа.
Зенковка – это также средство с многочисленными лезвиями, но обладает явными отличиями от зенкера по сфере использования.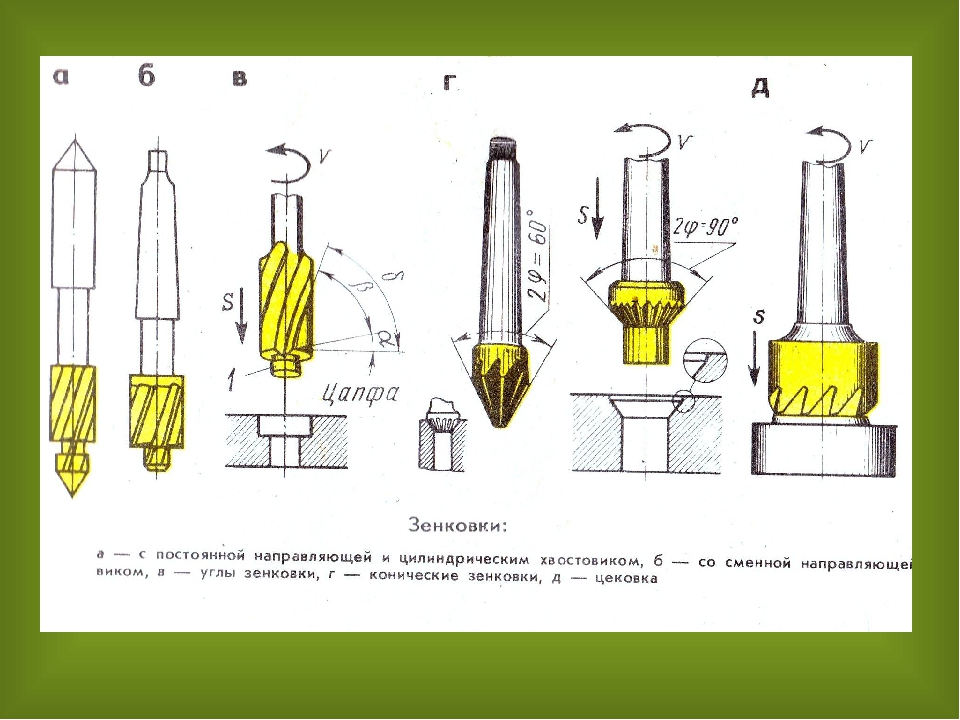 Эти приспособления подразделяются на некоторые типы:
Эти приспособления подразделяются на некоторые типы:
- Коническая зенковка. Имеет эксплуатируемую головку с угловым коэффициентом конуса в 60,90, 120 градусов. В основном реализовывается для возделывания оснований под крепеж и удаления фасок, то есть затупить острые грани. Регламентируется ГОСТ 14953-80 Е.
- Округленная зенковка (цилиндрическая). Приспособление может обладать округленным либо коническим концом, имея износостойкое покрытие основания. В основном реализовывается в качестве обрабатывания опорных оснований.
Что такое зенкер, систематизация
Прорезывающий инструмент по металлу (зенкер) позволяет раззенковывать проем в детали до 5 группы меткости. Он массово используется для получистовой отделки деталей перед механическим развертыванием. По строению его разделяют на типы:
- целостные;
- насадочные;
- хвостовые;
- соединенные.
Внешне металлорежущие приспособления смахивают на простой небольшой бур, но обладают увеличенной численностью режущих краев. Правильность размеров проема обрабатываемой заготовки устанавливается за счет калибра. Крепеж инструментария в патроне агрегата выполняется с поддержкой хвостовика.
Правильность размеров проема обрабатываемой заготовки устанавливается за счет калибра. Крепеж инструментария в патроне агрегата выполняется с поддержкой хвостовика.
Для возделывания проемов, с поперечником до 10 см используются насадные приспособления с 4 остриями. Их главной особенностью считается крепеж через оправку. Достичь правильной регулировки реза позволило присутствие фаски на зубах элемента.
Конструкция конусного зенкера
Это приспособление предназначается для пропуска конусовидных проемов небольшой глубины. Главной особенностью в конструкции элемента считается присутствие зубьев прямого типа и абсолютно плоского внешнего основания. Численность элементов реза, в соответствии с калибровкой, может варьироваться в значении 6 — 12 единиц.
Зенкерование отверстий считается ручной процедурой, осуществляемой через токарный агрегат, на котором крепится зенкер. Возделываемая деталь зажимается в патронаже агрегата, проверяется верное ее расположение в углублении.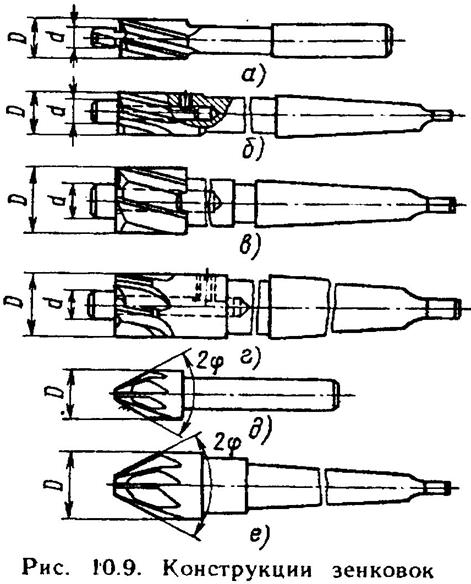 Осевые центры электрошпинделя и заднего узла станка должны находиться на одном уровне. Это дает снизить риск вылета технически подвижной гильзе (пиноль). В отделываемое отверстие наконечник инструментария дается вручную.
Осевые центры электрошпинделя и заднего узла станка должны находиться на одном уровне. Это дает снизить риск вылета технически подвижной гильзе (пиноль). В отделываемое отверстие наконечник инструментария дается вручную.
Чтобы получить после операции зенкерования проем нужного поперечника, при сверлении производится припуск 2-3 мм. Точные значения припуска зависят от калибровки углубления в возделываемой заготовке. Труднее реализовать процесс зенкеровки выкованных и плотных изделий. Чтобы упростить себе задачу следует заблаговременно расточить раззенкованное отверстие на 5-9 мм.
Зенкеровка может выполняться в порядке резания. В этой ситуации подача инструментария увеличивается вдвое, чем при сверловке, а скорость хода остается прежней. Углубление резания зенкером закладывается примерно в 50 процентов припуска на поперечник. Раззенковка отверстий инструментом, реализовывается с применением охлаждающих материалов. Механизм из твердых сплавов не требует внесения вспомогательного хладоносителя.
Зенкер при обрабатывании проемов гарантирует высокую точность, но избежать брака совсем нельзя. Самыми распространенными пороками обработки считаются:
- Увеличенный поперечник проема. Главная причина возникновения подобного изъяна считается применение приспособления с неверной заточкой.
- Уменьшенный поперечник углубления. Случается, что для работы был выбран ошибочный инструментарий либо применялся испорченный зенкер.
- Вызывающая чистота. Этот изъян может быть вызван рядом причин. Обычно, уменьшение чистоты кроется в неважной заточке приспособления. На практике также причиной порока может служить чрезмерная вязкость материала изделия. Поэтому элемент налипает на ленты инструмента. Повреждение также вызывается погрешностью токаря, сделавшего неверную подачу и ускорение реза.
- Частичная обработка проема. Эта причина обычно возникает в результате неверной фиксации детали либо неправильным припуском под зенкеровку, сохраненным после сверления.
Разновидности и предназначение зенковок
Зенковка напоминает вид сверла, которая используется для зенкования.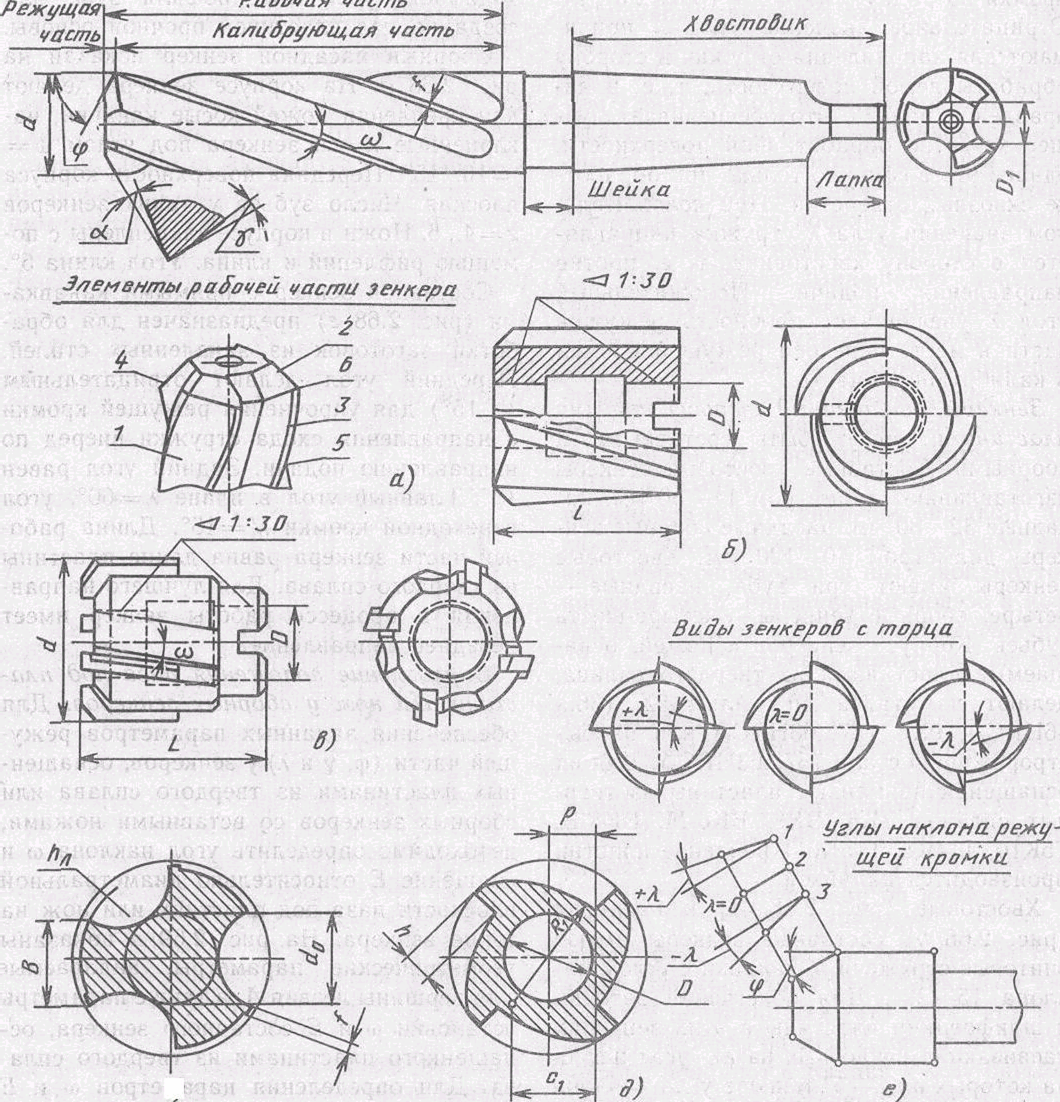 Операция схожа с зенкерованием, но отличаются конечной задачей. Процедура зенкования нужна в ситуациях, когда существует необходимость в формировании округленных углублений, чтобы скрыть следы головок крепежа.
Операция схожа с зенкерованием, но отличаются конечной задачей. Процедура зенкования нужна в ситуациях, когда существует необходимость в формировании округленных углублений, чтобы скрыть следы головок крепежа.
Возделывание деталей зенковкой причисляется к получистовому методу, и осуществляется перед операцией развертывания.
По конструкции зенковки подразделяются:
- Округленные;
- Конические.
Под самостоятельной категорией выделяют зенковки, состоящие из твердых сплавов. Они используются в качестве шлифовальных действ. Для обрабатывания проемов и удаления фасок в трудных зонах используют еще один тип инструментария – оборотная зенковка. Чтобы обеспечить необходимую обработку металлических изделий и дерева рекомендуется покупать зенковочный комплект, а не индивидуальными приспособлениями.
В структуру зенковок конусного типа укладываются хвостовик и эксплуатируемый элемент, с угловым показателем 60, 75, 90 и 120 градусов. Число зубьев варьируется в пределе 6 — 12 единиц, это зависит от поперечника инструмента. Чтобы обеспечить соосность возделываемого проема используется цапфа.
Чтобы обеспечить соосность возделываемого проема используется цапфа.
Округленная зенковка обладает устойчивым к износу напылением. Используется этот механизм для подреза фаски. По конструкции оно смахивает на сверло, но обладает большим количеством лезвий – от 4 до 10, все зависит от поперечника устройства. На торцевой части элемента присутствует наводящая цапфа. С ее помощью фиксируется позиция инструментария в период эксплуатирования. Цапфа бывает разъемной либо целостной. На практике используются устройства с разъемными цапфами, из-за удобства использования. На зенковку также можно надеть насадный резак.
Чтобы обработать несколько проемов на равное углубление следует применять зенковку с держателями, включающее в свой состав различные ограничители. При обрабатывании изделия элемент реза устанавливается в державке и выходит из упора на величину, равную углублению проема.
Зенковки производятся из различных сортов сталей, включая твердосплавную. Инструменты, выполненные из твердых сплавов, отлично подходят для обрабатывания деталей из металла, так как способны выдержать экстремальные нагрузки долгое время. Для обработки изделий из цветного металлического сплава либо дерева применяют устройства из быстрорежущей стали, так как она подвергается незначительным нагрузкам. Стоит отметить, что при обрабатывании, например, чугунных изделий, необходимо внести дополнительное охлаждение инструментария. Для этого используются специальные эмульсионные составы.
Для обработки изделий из цветного металлического сплава либо дерева применяют устройства из быстрорежущей стали, так как она подвергается незначительным нагрузкам. Стоит отметить, что при обрабатывании, например, чугунных изделий, необходимо внести дополнительное охлаждение инструментария. Для этого используются специальные эмульсионные составы.
Принцип зенкерования металлических изделий
Во время обрабатывания проема, созданного в детали в период его литья, рекомендуется расточить его разом на несколько миллиметров вглубь, чтобы зенкер выбрал верную начальную направленность.
В период осуществления работ при обработке стальных заготовок рекомендуется использовать эмульсионные охлаждающие составы. Процедура зенкерования цветных металлов и чугуна дополнительного внесения хладоносителя не требуется. Очень важным этапом считается верный подбор инструментария для осуществления работ. В связи с этим концентрируют внимание на аспекты:
- Разновидность инструментария выбирается в соответствии с материалами заготовки и характера возделывания.
 Учитываются факторы расположения отверстия и численность процессов.
Учитываются факторы расположения отверстия и численность процессов. - Зенковки и устройство для зенкерования выбираются в зависимости от заданных параметров: величина углубления, диаметр, точность работы.
- Конструкцию металлорежущего инструмента устанавливают, исходя из метода его крепежа на станке.
Выбор зенкера производят по справочной литературе или пользуясь нормативным актом стандарта ГОСТ 12489-71:
- Заготовки, созданные из конструкционной стали, с проемами до 40 мм в поперечнике возделываются зенкером, произведенного из быстрорежущего железа, включающий 3-4 зубья и диаметр 10-40 мм. В отверстиях до 80 мм используются насадки диаметром 32-80 мм.
- Для закаленного железа при расточке предусмотрена оснастка с пластинами из твердых сплавов, с поперечником 14-50 мм и 3-4 зубьями.
- Для расточки глухих проемов чугунных изделий и деталей из цветного металла используют перовой зенкер.
Нужным условием при процедуре зенкерования считается соблюдение припусков. Поперечник выбранного инструментария в результате обязан совпасть с окончательным диаметром проема после обрабатывания. Если после зенкерования предусмотрено выполнение развертывания проема, то поперечник устройства снижают на 0,15-0,3 мм. Если же намечено растачивание черновым вариантом или сверловка под зенкерование, то следует сохранять припуск на край от 0,5 до 2 мм.
Поперечник выбранного инструментария в результате обязан совпасть с окончательным диаметром проема после обрабатывания. Если после зенкерования предусмотрено выполнение развертывания проема, то поперечник устройства снижают на 0,15-0,3 мм. Если же намечено растачивание черновым вариантом или сверловка под зенкерование, то следует сохранять припуск на край от 0,5 до 2 мм.
Скачать ГОСТ
ГОСТ 12489-71 Зенкеры цельные. Конструкция и размеры
ГОСТ 14953-80 Зенковки конические. Технические условия
В чем отличие зенковки от цековки
При сборке конструкций и механизмов часто возникает необходимость в подготовке и высокоточной обработке опорных поверхностей под головки крепежных болтов или винтов. Для этого существует специальный металлорежущий и металлообрабатывающий инструмент – зенковки и цековки. Несмотря на схожую геометрию, они имеют разное предназначение.
Несмотря на схожую геометрию, они имеют разное предназначение.
Что такое зенкование?
Зенкование – расширение входной части круглого отверстия для винтов с цилиндрическими или коническими (потайными) головками. Этот технологический процесс выполняется зенковкой соответствующей формы. Конические создают опорную поверхность с углом скоса 60, 75, 90, 120 градусов. Как подобрать коническую зенковку по размеру крепежа, можно узнать из предыдущей статьи.
Цилиндрические зенковки формируют углубление в форме цилиндра под винты с внутренним шестигранником DIN 912 или под винты с полукруглыми и шестигранными головками, которые согласно проекту должны быть утоплены в теле детали. Инструмент имеет зубья на торце и направляющую цапфу для точного центрирования режущей части относительно оси отверстия.
Что такое цекование?
Цекование – это следующий этап подготовки отверстия, который заключается в чистовой обработке (выравнивание, зачистка) плоского дна уже сформированного углубления в теле детали. Цековка тоже имеет торцевые зубцы и цапфу, а на боковой поверхности стружечные канавки. Цапфа может быть сменной или постоянной.
Цековка тоже имеет торцевые зубцы и цапфу, а на боковой поверхности стружечные канавки. Цапфа может быть сменной или постоянной.
Цекование позволяет получить абсолютно гладкие, ровные опорные плоскости под упорные кольца, плоские шайбы или головки крепежных деталей, а также позволяет добиться идеальной перпендикулярности между опорной плоскостью и осью отверстия.
По сути цековка по металлу выполняет ту же работу, что и зенкер, только зенкер обрабатывает стенки отверстия, а цековка – торцы. Именно поэтому ее часто называют торцевым зенкером. Еще ее применяют для проточки клапанов, подрезания и зачистки торцов бобышек под шайбы, упорные кольца, гайки. Ею можно подравнивать заглубленные уступы, сформированные в результате сверления ступенчатых отверстий.
Вывод:
— Если нужно расширить входную часть просверленного отверстия для посадки головок крепежа – используйте цилиндрическую зенковку.
— Если необходимо повысить качество обработки торцевой части изготовленного углубления – выбирайте цековку.
Какова оптимальная скорость резания?
При зенковании или цековании скорость резания устанавливается в зависимости от обрабатываемого материала. Оптимальные значения приведены ниже.
Источник – «Энциклопедия по машиностроению XXL».
| Сталь HB ≤ 180 | 10-18 м/мин |
| Сталь HB ≥ 180 | 7-12 м/мин |
| Чугун твердый | 7-12 м/мин |
| Чугун средней твердости, бронза | 12-23 м/мин |
| Алюминиевые сплавы | 40-65 м/мин |
Примечание: Наименьшие значения скорости соответствуют инструменту большего диаметра, а наибольшие значения – меньшему диаметру. При использовании твердосплавных зенковок и цековок возможно увеличение скорости в 1.8-2 раза.
При использовании твердосплавных зенковок и цековок возможно увеличение скорости в 1.8-2 раза.
Другие параметры, задаваемые на обрабатывающем станке, такие как глубина резания, подача, поправочные коэффициенты, мощность, являются расчетными и определяются по табличным данным из действующих в отрасли нормативных документов.
Полезные советы Обновлено: 16.11.2020 12:41:55
Источник: http://krepcom.ru:443/blog/poleznye-sovety/tsilindricheskaya-zenkovka-i-tsekovka-chto-dlya-chego/
Наши контакты:
E-mail: [email protected]
Телефон: 8 (800) 333-21-68
Не путайте зенковку с зенкером!
Зенкер — многолезвийный режущий инструмент для обработки цилиндрических и конических отверстий в деталях с целью увеличения их диаметра, повышения качества поверхности и точности. Работа зенкером называется зенкерование. Зенкер по своему виду напоминает сверло. Благодаря большему, по сравнению со сверлом, количеству режущих кромок – с помощью зенкера достигается повышенная чистота обрабатываемой поверхности. Наличие 3-4 режущих кромок обеспечивает плавное распределение усилий в зоне контакта инструмента и обрабатываемой детали. Также зенкер отличается от сверла оригинальной геометрией режущей части, что обусловлено необходимостью обработки уже существующих отверстий без съема материала в продольном направлении.
Зенкер по своему виду напоминает сверло. Благодаря большему, по сравнению со сверлом, количеству режущих кромок – с помощью зенкера достигается повышенная чистота обрабатываемой поверхности. Наличие 3-4 режущих кромок обеспечивает плавное распределение усилий в зоне контакта инструмента и обрабатываемой детали. Также зенкер отличается от сверла оригинальной геометрией режущей части, что обусловлено необходимостью обработки уже существующих отверстий без съема материала в продольном направлении.
Часто зенкером ошибочно называют другой режущий инструмент — зенковку.
Зенко́вка — многолезвийный режущий инструмент для обработки отверстий в деталях с целью получения конических или цилиндрических углублений, опорных плоскостей вокруг отверстий или снятия фасок центровых отверстий.
Зенковки — используются для зенкования, зенкеры — используются для зенкерования.
Чем отличается зенкование от зенкерования?
Зенкерование и зенкование представляют собой технологические операции, предназначенные для обработки отверстий. Несмотря на схожесть названий, данные операции отличаются по своему назначению и применяемому технологическому инструменту. Зенкерование и зенкование представляют собой различные операции по обработке отверстий.
Несмотря на схожесть названий, данные операции отличаются по своему назначению и применяемому технологическому инструменту. Зенкерование и зенкование представляют собой различные операции по обработке отверстий.
Зенкование — процесс обработки с помощью зенковки отверстия в детали для образования гнёзд под потайные головки крепёжных элементов (заклёпок, болтов, винтов).
Зенкерование — предназначено для улучшения качества поверхности отверстий, выполненных методами сверления, литья или обработки давлением. Данная операция относится к этапу получистовой обработки и располагается в технологическом процессе между сверлением и развертыванием.
Операции зенкерования и зенкования выполняются на том же технологическом оборудовании, что и сверление. Таким оборудованием может выступать сверлильный станок или универсальный обрабатывающий центр. Также существует возможность зенкования и зенкерования с использованием токарного станка.
Выполнять данные операции с помощью ручного инструмента не рекомендуется в связи с невозможностью обеспечения необходимой точности его позиционирования.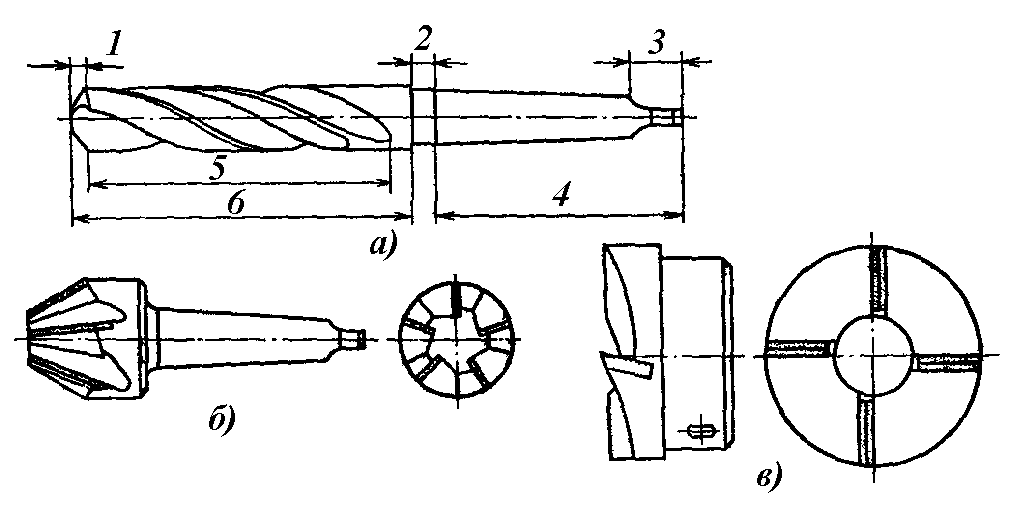
В нашем интернет-каталоге вы можете приобрести наборы данных инструментов по привлекательным ценам. Мир ISO – проверенный поставщик качественного промышленного оборудования и инструментов. Представленные в каталоге инструменты – это лучшие из доступных на сегодняшний день на рынке инструментов данного типа. Мы предлагаем вам заказать их по выгодной цене уже сегодня. Чтобы купить инструмент в интернет магазине “Мир ISO” – достаточно выбрать товар в каталоге, отправить онлайн-заявку или позвонить по телефону + 7 (8482) 999-111.
назначение и особенности. Зенковка отверстий. Отличие зенковки от зенкера.
Не только в металлообработке, но и в домашних условиях приходится часто создавать отверстия. При обработке или создании отверстий применяется зенкер и зенковка. Благодаря их помощи есть возможность делать отверстия с заданными геометрическими параметрами, и хорошим качеством обработки. Для полного понятия для чего служит зенкер и зенковка, и как с ними работать, нужно разобраться в основных определениях.
Для полного понятия для чего служит зенкер и зенковка, и как с ними работать, нужно разобраться в основных определениях.
Обрабатывание отверстий
Основные определения
Зенковка-особый режущий инструмент, позволяющий изготавливать отверстия канонического или цилиндрического вида. С его помощью обрабатывают уже готовые отверстия с целью снятия фаски центрового отверстия.
Зенкер-инструмент состоящий из определенного количества лезвий, предназначенный для резки. Предназначена для улучшения качества отверстия и расширения уже готовых отверстий, создания отверстий цилиндрической или канонической формы. Обработка отверстий при помощи зенкера называется-зенкерование. Зенкерование относят к получистовой обработке металла.
Можно встретить неверное понятия, когда говорят что
зенкер и зенковка одно и тоже.При помощи зенкера повышают технические качества отверстия. И он не предназначен для изготовления углублений.

Зенкование отверстий-снятие стружки или неровностей с просверленного отверстия. Зенкование отверстий называют процесс углубления отверстия канонической формы с целью спрятать шляпку болта или самореза. Встретить можно и определение-спрятать саморез в патай.
Зенкерование отверстия
Раззенковка отверстий-обработка просверленных отверстий под головки или шляпки болтов, саморезов, метизов.
Разновидности зенковок
Для обработки отверстий или создания углублений канонической формы применяются зенкеры и зенковки. В разных условиях для обрабатываемых отверстий могут быть разные параметры. Выполняются они при помощи разновидностей зенкеров или зенковок. Давай разберёмся какие виды таких зенковок существуют:
- Конические.
 В данной зенковке ножи расположены под углом от 30 до 120 градусов и центра к краям.
В данной зенковке ножи расположены под углом от 30 до 120 градусов и центра к краям. - Цилиндрические. Имеют режущую кромку по окружности цилиндра, за счёт чего получаются ровные цилиндрические отверстия
- Торцевые зенковки.
При помощи зенковки возможно выполнять следующие действия над отверстием:
- Обработка отверстия с созданием конуса
- Получения конического углубления для саморезов или другого крепежного элемента.
- Удаление фаски и стружки из отверстий.
Зенковки изготавливаются из легированной или углеродистой стали інструментального назначения.
Конструктивне особенности
Если рассматривать зенковку, то можно выделить некоторые её части
- Режущая часть. Это основная часть который выполняет процесс зенкования. Состоит из нескольких режущих кромок, расположенных под углом от центра к бокам.
- Хвостовик. При помощи хвостовика зенковка закрепляется в инструменте или станке, ан котором будет выполняться работа.
 Хвостовик может быть конусным или иметь цилиндрическую форму.
Хвостовик может быть конусным или иметь цилиндрическую форму. - Часть между хвостовиком и режущей частью имеет в одном месте особо тонкую форму. Эта чаcть работает в роли предохранителя. Если зенковка застрянет, дабы избежать серьёзных последствий, именно в этой части зенкова ломается.
Cтроение зенковки
Одна из разновидностей зенковки имеет наплавленные лезвия на рабочей части, что позволяет обрабатывать твердые сплавы металла.
Правила работ с зенковкой
При выполнении работ на токарном или сверлильном станке зенковкой, нужно помнить и соблюдать ряд простых правил. Перед началом выполнения работ, проверьте состояние патрона на станке. Ведь если патрон находится в неисправном состоянии, хорошо закрепить зенковку не получится, тем самым вы не сможете получить качественно обработанное отверстие. Зенковка отверстий выполняется соблюдаю следующие правила:
- Для выполнения работ, зенковка должна находиться строго по центру обрабатываемого отверстия.

- При обработке твердых металлов, таких как чугун нужно делать перерывы в работе и использовать специальные растворы для отведения тепла. В быту для таких целей используют техническое масло.
- При работе не превышайте оборотов, заявленных производителем. Несоблюдение этого правила последует за собой быстрый износ режущих кромок за счёт нагрева.
- Правильно подбирайте диаметр зенковки для обрабатываемого отверстия. При выборе не правильного размера, обработка будет не качественная, а именно неправильной центровке, не ровных краям.
Зенкер
Зенкер
Обработка металла зенкерованием похожа сверление-это вращение зенкера во круг своей оси. При зенкеровании отверстие улучшается в точности до 9-11 квалитета точности. Так же при помощи зенкера улучшается и шероховатость отверстия до Rz 2,5 мкм.
Основные назначения зенкера:
- Калибровка уже готовых отверстий для крепежа(болты, шпильки)
- Улучшение качества отверстия перед нарезкой резьбы или использованием развертки.

Зенкерование не делают при помощи обычной дрели или любым другим ручным способом. Ведь цель этой операции направлена на улучшения качества отверстия, что сделать при помощи дрели почти не возможно. Поэтому зенкерование выполняется станочным способом при помощи сверлильного, токарного, фрезерного станков.
Если разделять зенкеры на группы, то в металлообработке выделяют две группы по точности:
- Зенкер с номером 1-В основном применяется для получистой обработки в качестве подготовительных работ перед развертыванием или нарезанием резьбы.
- Зенкер с номером 2-Применятся для конечных работа. Имеет относительно высокий класс точности h21
По конструкции используются два вида зенкеров-цельные и насадные(разбирающиеся). Если говорить о цельных, их применяют чаще, и они имеют концевик в виде конуса. Имеет канавку для отвода стружки и охлаждения и режущие зубья. Если говорить о насадных зенкерах, их конструкция отличается съемным наконечником, который крепится за счёт внутреннего отверстия.
Так же есть зенкеры, которые применяются намного реже, в особых случаях. А именно это зенкеры с наваренными пластинами из наиболее твердого металла, наваренные или сборные зенкеры.
Материал из которого изготовлен наконечник зенкера
В цельных зенкерах для изготовления режущих зубьев применяется сталь марки P18 или P19. Если зенкер изготовлен для обработки твердосплавных металлов, то его зубья изготовлены из сплавов металлокерамики ВК4, ВК6 или ВК8. Если предстоит обрабатываться стальные изделия- Т15К6
При работе с зенкерами следует учитывать условия работы:
При выполнении работ зенковой не забывайте об охлаждении и смазывании рабочей поверхности и зенковки. Если обрабатываете цветной металл или изделия из стали, применять смазывание и охлаждение не обязательно.
- При выборе зенкера, учитывайте материал с которым будете работать.
- Не забывайте о возможности выбора крепления зенкера в патроне станка.
- Предполагаемый объём отверстий, доступ к обрабатываемому отверстию.

VS Цековка – в чем разница между ними?
Новички в мире резки и механической обработки часто путают зенковку с зенковкой. Несмотря на то, что эти два слова очень похожи, все же есть некоторая разница. Эти различия влияют на использование винтов и болтов и форму отверстий, которые они делают. Таким образом, цель данной статьи – выделить основные различия между этими двумя стилями сверления отверстий. Кроме того, мы надеемся, что к концу этого чтения вы научились успешно проделывать отверстия, используя оба метода.
Рисунок 1: Поперечное сечение коронок для зенковки и зенковки
1. Что такое зенковка и зенковка?
Оба этих метода создают отверстия, но, поскольку они различаются по форме, соответствующий крепежный элемент также различается. Вы должны понимать эти два параметра, чтобы знать, какой вариант подходит для вашего проекта. Обратите внимание, что цековка или зенковка одновременно относится к режущему инструменту и самому отверстию. Таким образом, вам следует обратить внимание на динамическое использование обоих терминов в следующей части этой статьи.
Таким образом, вам следует обратить внимание на динамическое использование обоих терминов в следующей части этой статьи.
Зенковка дает цилиндрическое отверстие с увеличенной плоской головкой, так что головка крепежа входит заподлицо. Сверло Форстнера просверливает отверстие определенной глубины и диаметра. Отличительной особенностью расточки является то, что диаметр отверстия немного меньше диаметра головки крепежной детали. Цековка обычно имеет два разных радиуса резания. Один предназначен для фактической цековки, а другой – для углубленной полости. Интересной особенностью цековки является то, что она помогает скрыть застежку при соединении деталей.
Что такое зенковка? Зенковка образует коническое отверстие под углом, совпадающим с углом головки винта, чтобы обеспечить посадку заподлицо. Точно так же заподлицо выполняется либо к поверхности заготовки, либо чуть ниже. Существует несколько стилей зенковки для разных целей и применений. Кроме того, зенковка помогает снимать заусенцы или создавать фаски на заготовке. Отличительной особенностью зенковки является то, что она выглядит V-образной. Обычно, чтобы использовать винт с конической головкой, у вас уже должна быть зенковка.Многие свойства определяют зенковку, например: диаметр, глубина и угол.
Кроме того, зенковка помогает снимать заусенцы или создавать фаски на заготовке. Отличительной особенностью зенковки является то, что она выглядит V-образной. Обычно, чтобы использовать винт с конической головкой, у вас уже должна быть зенковка.Многие свойства определяют зенковку, например: диаметр, глубина и угол.
Рис. 2: Изображение зенковки крупным планом.
2. Существует ли много стилей зенковки?
Да, из-за спроса на различные области применения зенковки существует множество стилей. Эти стили различаются в зависимости от угла среза. Кроме того, каждый стиль имеет свои явные преимущества перед другим. Ниже представлены различные стандартные угловые размеры зенковки, доступные сегодня на рынке для соответствующих областей применения:
- 60 ° для удаления заусенцев
- 75 ° для головок заклепок
- 82 ° для винтов с потайной головкой стандарта США
- 90 ° для винтов с потайной головкой
- 120 ° для зенковки заклепок из листового металла
- 180 ° для винтов и гаек с цилиндрической и шестигранной головкой.

Более того, подробный анализ различных стилей зенковки приведен ниже:
Фреза для поперечных отверстийЭта зенковка отличается уникальным просверленным отверстием поперек зенковки. Он имеет отверстие под 45 ° к оси зенковки, но угол зенковки составляет 90 °. Отверстие под углом 45 ° помогает быстро удалить стружку. Это предотвращает заклинивание и сохраняет заготовку в чистоте. Они также являются лучшим выбором зенковки для удаления заусенцев.
Рис. 3: Зенковка с просверленным отверстием для удаления стружки.
Плоская зенковка Режет цилиндрическую форму под углом 180 ° для винтов с цилиндрической головкой и гаек с шестигранной головкой на кончике зенковки. Направляющая сначала входит в предварительно просверленное отверстие для точности. Существует две большие категории плоских зенковок. Это сквозные и резьбовые отверстия под сердечник. Они различаются способом скрепления двух отдельных деталей друг с другом. Для сквозных отверстий ввинчивается только второй материал, а в отверстии для сердечника резьбы – оба материала. Опять же, диаметр фиксированной направляющей сквозного отверстия часто больше, чем диаметр отверстия под резьбу.
Для сквозных отверстий ввинчивается только второй материал, а в отверстии для сердечника резьбы – оба материала. Опять же, диаметр фиксированной направляющей сквозного отверстия часто больше, чем диаметр отверстия под резьбу.
Зенковка раковинного грузила установлена на спиральное сверло. Настройка такова, что начальное сверление и зенкование выполняются за один рабочий этап.
3. В чем разница между зенковкой и зенковкой?
Между зенковкой и цековкой существуют явные различия.Мы выделили некоторые из этих отличий, вот они:
3.1 ФормаФорма отверстия, образованного цековкой, прямая, а форма зенковки – V-образная. Также можно сказать, что цековка цилиндрическая, а зенковка – каноническая. Основное различие между зенковкой и цековкой заключается в их форме. Таким образом, при физическом осмотре вы должны распознать оба типа отверстий.
Следует отметить, что зенковка дает более узкое отверстие, чем ее головка. С другой стороны, цековка имеет одинаковый диаметр на всем протяжении.
С другой стороны, цековка имеет одинаковый диаметр на всем протяжении.
Рис. 4: Зенковка с канонической / V-образной формой.
Рис. 5: Цилиндрическая цековка с резьбой и без резьбы.
Из-за характера зенковки или цековки тип используемого крепежа автоматически различается. Зенковка всегда будет иметь застежки с канонической головкой, а в цековке – застежки с плоским дном.Примерами крепежа с цековкой являются винты и болты с шестигранной головкой, гайки с концевыми болтами и т. Д.
3.3 Применение Чаще всего дерево как материал довольно легко поддается принудительной установке на канонические головные застежки. Это автоматически делает ненужным зенковку при работе с деревом. Следовательно, для металлов, печатных плат и других менее гибких материалов лучше всего подходит зенковка. Между тем, цековка больше ассоциируется с деревом, но ее труднее выполнять.Причина этого в том, что цековка обычно имеет гораздо большую головку.
4. Зенковка VS Зенковка – Какие инструменты могут сделать зенковку?
Простой инструмент, используемый для формирования зенковки, также называется зенковкой. Однако, чтобы избежать путаницы, его иногда называют инструментом зенковки. Эти инструменты бывают ручными или механическими. Ваше использование и приложение должны определять, какую версию вы покупаете. Тяжелая работа требует большей мощности, чтобы проехать на большую глубину. Все, что вам нужно, – это учесть сложность своей работы и приобрести хороший набор разных размеров.
4.1 Когда нам понадобится зенковка? В первую очередь, если вы выбрали коническую застежку, зенковка является обязательной. Кроме того, идеальное прилегание головки застежки к поверхности заготовки всегда обеспечивает идеальную отделку вашей работы. Более того, зенковка гарантирует, что застежка войдет в заготовку на всю длину. Это обеспечит идеальную посадку и прочное соединение, не повреждая поверхность заготовки.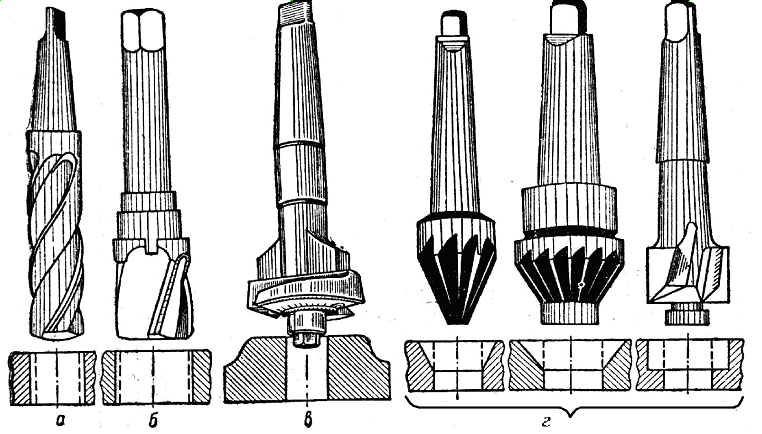 В конечном итоге зенковка добавляет эстетичности вашей работе и предотвращает вероятность порезов или разрывов на коже или одежде.
В конечном итоге зенковка добавляет эстетичности вашей работе и предотвращает вероятность порезов или разрывов на коже или одежде.
5. Зенковка VS Зенковка – когда следует использовать зенковку?
Редкий случай, когда крепежная деталь недостаточно длинна, легко решается с помощью цековки. При фиксации двух заготовок они имеют толщину больше доступной длины крепежа. Зенковка предлагает решение, гарантируя, что отверстия достаточно только для крепления. С цековкой вы можете закрепить, не допуская столкновения головки застежки. Несмотря на то, что расточка не увеличивает длину застежки, она все же помогает достичь конечной цели.Это происходит, когда отверстие совпадает с резьбовым концом крепежа, а головка находится ниже поверхности заготовки.
5.1 С помощью каких инструментов можно растачивать? В отличие от зенковки, бит Форстнера производит зенковку. Эти биты бывают разного диаметра и позволяют делать точные отверстия с прямыми краями. Типичный размер бит находится в диапазоне от ’’ до 1 ’’.
Типичный размер бит находится в диапазоне от ’’ до 1 ’’.
6. Зенковка VS Зенковка – какой путь самый простой?
Честно говоря, нет самого простого метода; и зенковка, и зенковка требуют одинаковых усилий.Это можно сделать вручную или с помощью электроинструмента. Хотя ручным методом было бы удобно пользоваться только по дереву. Другие материалы потребуют использования механического инструмента. Напомним, что древесина более мягкая, нежная и ее легче разрушить, поэтому ручная работа по сравнению с механическим инструментом. Ручной подход дает вам больше контроля над бурением; однако вам это нужно, чем электроинструмент. В общем, для удобства зенковка для застежки с конической головкой и зенковка для застежки с Т-образной головкой.
7.Зенковка VS Зенковка – Частые вопросы и ответы
Узнайте о некоторых важных вопросах, которые чаще всего задают о зенковке и зенковке ниже
7.1 Что означает удаление заусенцев? Заусенцы образуются в результате небольших клочков материала, оставшихся после просверливания сквозного отверстия. Заусенцы опасны, особенно если они металлические. Поэтому процесс удаления этих заусенцев называется удалением заусенцев. Зенковка с углом 60 ° помогает успешно удалять заусенцы.Удаление заусенцев помогает расширить область входа в отверстие за счет зенковки и помогает нарезать внутреннюю резьбу в отверстии.
Заусенцы опасны, особенно если они металлические. Поэтому процесс удаления этих заусенцев называется удалением заусенцев. Зенковка с углом 60 ° помогает успешно удалять заусенцы.Удаление заусенцев помогает расширить область входа в отверстие за счет зенковки и помогает нарезать внутреннюю резьбу в отверстии.
Для цековки и зенковки выполните следующие действия, чтобы определить ее размер:
- Измерьте диаметр винта и разделите его на два, чтобы получить радиус.
- Вычислите площадь круга через ℼ × (радиус) 2.
- Из результата (b) выше умножьте его на длину винта.
- Результат (c) дает необходимую глубину зенковки.
Кроме того, для цековки лучше всего подходит сверло Форстнера. Конструкция такова, что пилот имеет меньший диаметр, чем рифленый конец. Для зенковки используйте ту, которая соответствует желаемому углу.
Сводка
В заключение, в этой статье перечислены различия, сходства и сложности цековки и зенковки.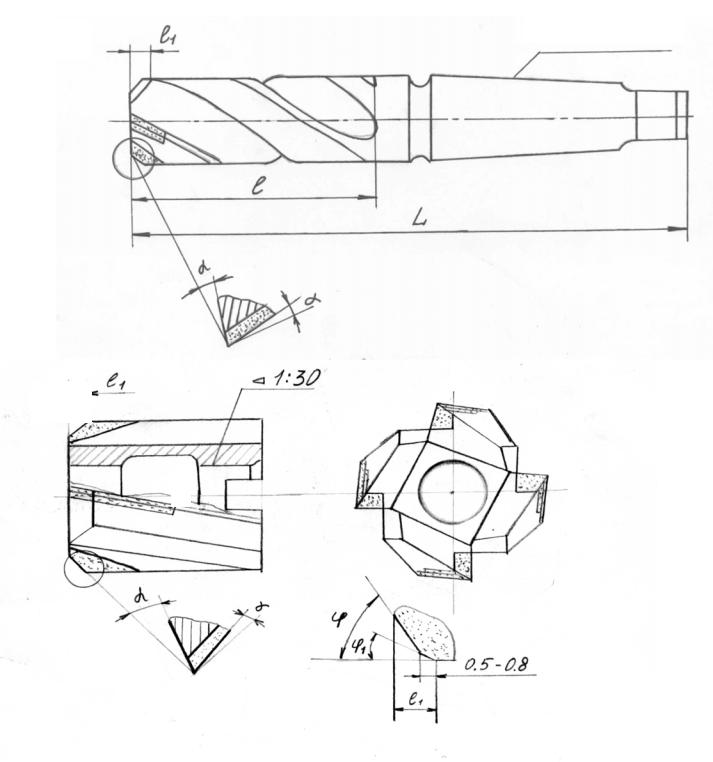 Теперь в NCCuttingtools обращайтесь к нам со всеми вашими режущими инструментами, индивидуальными продуктами и услугами.Мы с радостью предложим вам нашу профессиональную консультацию в любое время и в любой день.
Теперь в NCCuttingtools обращайтесь к нам со всеми вашими режущими инструментами, индивидуальными продуктами и услугами.Мы с радостью предложим вам нашу профессиональную консультацию в любое время и в любой день.
бит зенковки – больше, чем вы думаете!
Мы можем получать комиссию, когда вы используете наши партнерские ссылки. Однако это не влияет на наши рекомендации.
Этот, казалось бы, простой инструмент содержит множество деталей, которые различаются в зависимости от марки. Мы исследуем.
Глен Д. Хьюи
Из весеннего номера журнала Woodworking Magazine за 2009 г.
Когда была предложена идея написать о зенковках «все в одном», меня несколько позабавило – как, я уверен, и вы.Чему учиться? Вы просверливаете пилотное отверстие, затем просверливаете углубление, чтобы головка винта находилась заподлицо с вашей поверхностью (или вы просверливаете немного глубже – это называется зенковкой – чтобы можно было вставить деревянную пробку). Затем вы закручиваете винт и вставляете заглушку, чтобы закрыть его. И в большинстве случаев вы даже не будете использовать вилку.
Затем вы закручиваете винт и вставляете заглушку, чтобы закрыть его. И в большинстве случаев вы даже не будете использовать вилку.
Что ж, взгляните на следующие несколько страниц. Вы можете быть удивлены, сколько различных инструментов доступно – и мы даже не включаем традиционные зенковки.
Универсальная зенковка имеет пилотную коронку, зенковку / зенковку и ограничитель глубины, объединенные в один регулируемый инструмент.Присмотритесь к разным брендам, и вы обнаружите, что у некоторых зенковок есть одна режущая кромка, а у других – две или четыре режущих кромки. В некоторых установках используются шестигранные хвостовики для быстрой замены, в то время как другие полагаются только на круглый вал сверла. У некоторых есть прямое сверло для пилотного отверстия, а у других – конические сверла. И вам вообще нужен ограничитель глубины?
Универсальная зенковка состоит из трех частей: сверла, зенковки и упора.
Как эти части работают в унисон? Как узнать, что у вас есть подходящий инструмент для этой задачи?
Основы зенковки
Установка винта начинается с пилотного отверстия. Размер пилотного отверстия должен соответствовать калибру винта (от №2 до №18) и длине. Калибровочная часть проста. Совместите пилотное отверстие с размером винта. Что касается контроля глубины, это очень важно при использовании конической коронки, в то время как прямая коронка более щадящая. Кроме того, необходимо учитывать различные материалы, такие как древесина хвойных и твердых пород, а также искусственные материалы. Простое практическое правило – уменьшать диаметр сверла на один диаметр (1/64 дюйма) при переходе от твердой древесины к мягкой.
Размер пилотного отверстия должен соответствовать калибру винта (от №2 до №18) и длине. Калибровочная часть проста. Совместите пилотное отверстие с размером винта. Что касается контроля глубины, это очень важно при использовании конической коронки, в то время как прямая коронка более щадящая. Кроме того, необходимо учитывать различные материалы, такие как древесина хвойных и твердых пород, а также искусственные материалы. Простое практическое правило – уменьшать диаметр сверла на один диаметр (1/64 дюйма) при переходе от твердой древесины к мягкой.
Чтобы правильно сделать отверстие для винта, вам также понадобится отверстие с зазором.Это отверстие проходит от зенковки отверстия и через верхнюю часть ложи и имеет размер, позволяющий стержню винта проходить без зацепления его резьбы с деревом. В результате головка винта плотно притягивает верхнюю часть к нижней части, поскольку резьбовая часть винта захватывает пилотное отверстие. В сегодняшнем мире спешки плотники редко тратят время на то, чтобы проделать надлежащую просрочку.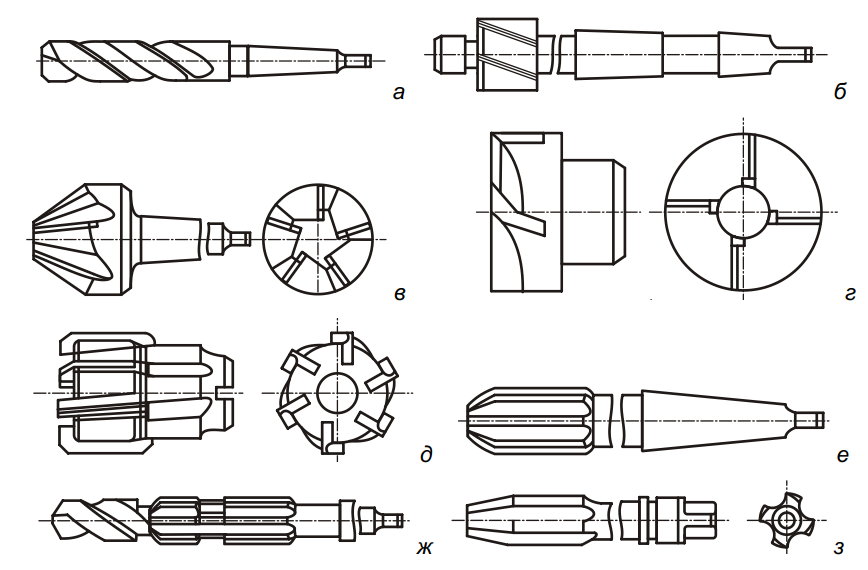
Правильно просверленное отверстие для винта должно иметь выемку наверху, за которой следует отверстие с зазором, проходящее через верхнюю ложу, и пилотное отверстие, просверленное в нижней ложи.
Также имейте в виду, что некоторые зенковки предназначены для винтов с разным углом наклона головки. Стандартный угол шурупа по дереву составляет 82 °, но всегда лучше убедиться, что у вас есть совпадение.
После выполнения пилота, зенковки / зенковки и отверстия с зазором вы готовы закручивать винты. Рекомендуется добавлять смазку на винты, чтобы облегчить движение. Я использую восковую пасту в качестве смазки, но должен предупредить, что если вы размазываете воск вокруг отверстия, некоторые пятна и отделка могут не приклеиться к нему.
Есть мастера по дереву, которые смазывают винты кусковым мылом или жидким мылом.
Однако есть также плотники, которые говорят, что мыло едкое или притягивает влагу, которая разъедает винты. Нам еще предстоит расследовать это заявление.
Даже если вы правильно зенковываете винты, есть вероятность, что верхняя часть не будет плотно прилегать ко второй части. Вот быстрое решение для этого: после использования зенковки на открытой поверхности верхней части, переверните доску и слегка утопите внутреннюю поверхность.Затем, когда винт проталкивается через приклад, любой потенциальный выброс уменьшается.
Универсальные зенковки со сменными сверлами. Если бит сломался, просто замените его (пока зенковка находится в рабочем состоянии). И вы можете поменять местами разные биты – конические на прямые и наоборот.
На этой фотографии очевидна разница между сверлами с конической и прямой зенковкой. Оба пилотных долота работают, но мы думаем, что конические долота имеют некоторые преимущества.
Сверла: вал не достанется
Большинство сверл, используемых для зенковки, изготовлены из быстрорежущей стали и имеют две канавки.При беглом взгляде на различные сверла с зенковкой можно сразу заметить, что форма сверла привлекает внимание. Некоторые из них прямые, а другие заостренные. Конусное сверло лучше прямого? Почему вы должны выбирать один дизайн вместо другого?
Некоторые из них прямые, а другие заостренные. Конусное сверло лучше прямого? Почему вы должны выбирать один дизайн вместо другого?
По словам Леонарда Ли, основателя Lee Valley Tools, сверла с конической зенковкой были разработаны для использования с латунными винтами с нарезанной резьбой. Когда-то латунные винты с нарезной резьбой считались лучшим винтом для качественной мебели.Резьба, нарезанная на латунные заготовки для шурупов, увеличивает прочность шурупов. В результате получается винт определенной формы – нарезанная резьба винта сужается от хвостовика к кончику.
Сегодня у большинства винтов резьба вкручена в хвостовик винта, и винт сохраняет постоянный диаметр до кончика. Нет сплошного конуса. (Для получения дополнительной информации о винтах см. Вопрос 10.) Когда его спросили, использовал бы он прямое сверло, если бы он не использовал латунные винты с нарезной резьбой, Ли ответил твердым «да».”
Производители зенковок с конической головкой не согласны. Они утверждают, что конусообразное пилотное отверстие выполняет две задачи. Во-первых, конструкция долота создает отверстие с истинным зазором в верхней части отверстия. (Мы обнаружили, что это зависит от соотношения между длиной винта и длиной долота). Прямое пилотное отверстие долота захватывается резьбой винта по всей длине.
Они утверждают, что конусообразное пилотное отверстие выполняет две задачи. Во-первых, конструкция долота создает отверстие с истинным зазором в верхней части отверстия. (Мы обнаружили, что это зависит от соотношения между длиной винта и длиной долота). Прямое пилотное отверстие долота захватывается резьбой винта по всей длине.
Во-вторых, коническое отверстие обеспечивает дополнительный контакт резьбы при движении винта к дну конического пилотного отверстия.По мере того, как отверстие сужается, нити врезаются глубже в древесину.
Третье преимущество, которое сотрудники обнаружили при параллельном тестировании, состоит в том, что конические коронки имеют более глубокие канавки и режут быстрее и с меньшими усилиями.
Мы обнаружили один недостаток использования конических сверл. По мере того, как вы устанавливаете зенковку для более коротких винтов, отверстие зенковки вокруг сверла увеличивается из-за конуса. Это позволяет дополнительным отходам собираться в проеме. По мере наращивания материал нагревается.Избыточный нагрев приводит к накоплению остатков на сверле, что увеличивает трение.
По мере наращивания материал нагревается.Избыточный нагрев приводит к накоплению остатков на сверле, что увеличивает трение.
Учитывая наш опыт и испытания, мы рекомендуем зенковки с коническими битами, потому что они режут быстрее и обеспечивают более прочное резьбовое соединение.
Когда коническая зенковка настраивается на более короткие винты, появляется небольшой зазор вокруг сверла. Это отверстие собирает мусор.
Зенковка: настоящий резак
Настоящая рабочая лошадка зенковки «все в одном» – это сама зенковка.Эта часть инструмента прорезает отверстие под головку винта; и если вам нужна цековка, она тоже сработает.
обычно изготавливаются из высокоуглеродистой стали, но из-за объема работы, выполняемой этой частью инструмента, вы также можете найти зенковки с твердосплавными наконечниками или из быстрорежущей стали. Зенковки из быстрорежущей стали и карбида удерживают кромку дольше, чем высокоуглеродистые, и часто используются для производственных работ.
Цельные зенковки с твердосплавными крыльями по конструкции аналогичны фрезам.(См. Фото справа.) Зенковки с твердосплавными напайками предпочтительны при работе с меламином и / или ДСП. Эти зенковки недешевы и могут стоить более чем в два раза дороже стандартной зенковки «все в одном», но прослужат в несколько раз дольше.
Как и в случае со сверлами, зенковки бывают разных конструкций. Одно из самых важных отличий для меня заключается в том, что многие из этих зенковок, рассчитанных на винты №8 (размер винта, который я нахожу наиболее часто используемым в своей работе), оставляют цековку меньше или больше, чем стандартные 3⁄8 дюйма для большинства заглушек.По этой же причине у многих производителей есть подходящие пробки для пробок в наборах.
Область между резаками переносит отходы зенковки.
Еще одна область, которая привлекает внимание, – это количество канавок на зенковке. Некоторые установки имеют две флейты, а другие – три или четыре флейты. И хотя увеличенное количество канавок способствует лучшему резанию – подумайте, три ножа против двух ножей в вашем фуговальном или строгальном станке, – для нас это не решающий фактор.
Режущая кромка канавки с зенковкой ничем не отличается от режущей кромки стамески.Чем резче, тем лучше. Таким образом, количество фактической режущей поверхности и ее угол важны. Некоторые зенковки соскребают по дереву, чтобы образовалась выемка; другие имеют более низкий тон, который сокращает бритье.
После того, как отходы разрезаны, их нужно унести. Пространство между ножами помогает выполнить эту работу. Если отходы застревают в углублениях, они забивают резак и мешают чистому срезанию. Это также нагревает и увеличивает трение. Задняя кромка проема должна быть наклонной или наклонной, чтобы отходы уносились прочь от разреза.(См. Фото слева.)
В ходе наших испытаний мы обнаружили, что фрезы с двумя режущими кромками имеют тенденцию резать быстрее и с меньшими усилиями. У них также были самые большие площадки для вывоза мусора. Однако конструкции с четырьмя резцами будут оставаться острыми дольше, потому что вы распределяете износ по четырем резцам вместо двух. Так что это компромисс.
Так что это компромисс.
Более тонкая резьба установочных винтов лучше захватывает.
Еще одна проблема, на которую следует обратить внимание, – это то, как зенковка прикрепляется к сверлу. Большинство зенковок удерживаются установочными винтами.Один установочный винт, когда он затягивается, заставляет зенковку прижиматься к одной стороне сверла, образуя небольшое отверстие со смещением. Или, если установочный винт упадет в канавку сверла, он может сместить положение зенковки при затяжке. С помощью двух установочных винтов вы можете закрепить биту в более отцентрованном положении. Один установочный винт подойдет, но лучше иметь два на зенковку.
Некоторые биты, используемые с зенковками, имеют плоские участки на хвостовике, где фиксируется установочный винт. Как правило, для них используется один установочный винт.Если вам нужно отрегулировать установку для более коротких винтов, можно перейти за пределы плоских участков на закругленный вал. Это, несомненно, приводит к более слабому удержанию.
Несколько слов о установочных винтах
Каждую универсальную зенковку можно регулировать для соответствия разной длине винтов. Для регулировки ослабьте все установочные винты, удерживающие сверло, сдвиньте сверло, чтобы увеличить или уменьшить длину, затем затяните винты, чтобы все удерживалось на месте.
Как и следовало ожидать, на зенковку действует большая сила, поскольку она соприкасается с деревом.Если установочные винты не удерживаются, зенковка вращается на валу биты, что приводит к ее повреждению. Также зенковка может сползать и менять глубину резания. Ни тот, ни другой результат не приемлем.
Все эти современные конструкции с зенковкой ориентированы на упор инструментов. Прядильные насадки останавливаются при достижении поверхности.
Когда дело доходит до установочных винтов, его размер не имеет значения. Большие установочные винты не означают большей удерживающей силы. Для надежной затяжки установочные винты должны иметь мелкую резьбу. Более тонкие нити держатся лучше всего при затяжке. И не сомневайтесь, вкручивайте винты в вал.
Более тонкие нити держатся лучше всего при затяжке. И не сомневайтесь, вкручивайте винты в вал.
Упоры: используйте их, если необходимо.
Несколько компаний, продающих универсальные зенковки, включают ограничители глубины. Чаще всего в производственной работе используются остановки. Если вам необходимо просверлить сотни зенковок, установите упор, чтобы уменьшить вероятность ошибки.
Большинство плотников редко устанавливают упоры для зенковки. Но если вы устанавливаете стоп, вот несколько вещей, о которых следует помнить.
Убедитесь, что упор плотно прилегает к зенковке. Если посадка неаккуратная (как некоторые из них), скорее всего, вы установите упор под углом. При соприкосновении упора с поверхностью может появиться полированное кольцо.
Также убедитесь, что установочные винты, удерживающие ограничитель, имеют мелкую резьбу. Кроме того, вы должны следить за положением установочных винтов при их затяжке. Я нашел одну установку, в которой установочные винты не захватили бы, если бы они были расположены в области зенковки, очищающей стружку.
Если вы работаете с меламином или просто ищете долговечную, острую кромку зенковки, зенковка с твердосплавными крыльями – это то, что вам нужно.
Новые конструкции зенковок
Некоторые из новых конструкций зенковок, кажется, следуют теории «сделайте лучшую мышеловку». И хотя конструкции тщательно спроектированы, каждый фокусируется на малоиспользуемом ограничителе глубины с добавлением вращающегося элемента, который останавливается при достижении глубины.
Зенковка слева на фото выше рассчитана на макс.Это массивная зенковка с выгравированной шкалой регулировки глубины на валу зенковки, сверло с одной канавкой эффективно просверливает пилотное отверстие, а области между канавками имеют форму, позволяющую легко удалять отходы. Когда вращающийся оранжевый пластиковый конус целует дерево, действие прекращается, чтобы сообщить пользователю, что указанная глубина достигнута. С другой стороны, это сверло дает зенковку 1⁄2 дюйма для винта №8.
Новый дизайн справа на той же фотографии напоминает мне спутник, вращающийся в космосе. И снова черный круг вращается, когда долото начинает спускаться. Как только глубина достигнута, вращение прекращается, но этот инструмент по-прежнему оставляет полированный круг на деревянной поверхности.
И снова черный круг вращается, когда долото начинает спускаться. Как только глубина достигнута, вращение прекращается, но этот инструмент по-прежнему оставляет полированный круг на деревянной поверхности.
Кроме того, эта зенковка предназначена для винтов №6 и №8. Не пытайтесь использовать вилку 3⁄8 ″ с этой установкой.
Зенковка в центре фотографии более точно имитирует традиционный дизайн универсальных зенковок. Он собран из трех частей, включая насадку, зенковку и упор.Упор плотно удерживается одним установочным винтом, в то время как два винта фиксируют биту в шестигранном хвостовике.
Эта зенковка отлично работает. Когда стопорный хомут упирается в поверхность, вращение стопора прекращается без каких-либо следов. Результат будет таким же, даже если вы используете ручную дрель и сверляете под углом.
Рекомендации
Самое важное: не покупайте в хозяйственных магазинах недорогие биты, у которых есть ступенчатая сплошная манжета для отверстия с зазором (см. Фото выше).Они склонны к поломке, и их очень сложно использовать в работе.
Фото выше).Они склонны к поломке, и их очень сложно использовать в работе.
В конце концов, мы рекомендуем зенковку с конической пилотной коронкой. Зенковка может иметь два или четыре фрезы – выберите ту, которая соответствует вашим предпочтениям, для увеличения срока службы кромки (четыре фрезы) или быстрой работы (две фрезы).
Мы не большие поклонники глубинных остановок. Мы не используем их, потому что не зарабатываем себе на жизнь зенковкой шурупов. Вместо этого мы сосредоточены на том, чтобы получить крепкие суставы, не работая слишком усердно. Мы не беспокоимся о идеально аккуратных отверстиях, потому что наши зенковки обычно не видны; а если нет, скорее всего, они подключены. WM
Рекомендации по продукту
Вот некоторые расходные материалы и инструменты, которые нам необходимы в повседневной работе в магазине. Мы можем получать комиссию с продаж по нашим ссылкам; однако мы тщательно отбирали эти продукты на предмет их полезности и качества.
Головки винтов с потайной головкой и без потайной головки: в чем разница?
Все винты, за исключением установочных винтов, имеют головку. Это верхняя часть винта, в которой есть выемка для насадки для инструмента.Винты устанавливаются путем помещения насадки в выемку головки и ее поворота. Несмотря на то, что существует множество типов головок винтов, все они могут быть классифицированы как с потайной или без потайной головкой. Некоторые винты имеют потайную головку, тогда как другие – без потайной головки. В чем именно разница между этими двумя стилями головы?
Что такое винт с потайной головкой?
Винт с потайной головкой отличается своей способностью прилегать заподлицо с поверхностью, на которую он установлен.Головка практически «погружается» в поверхность заготовки. Если вы осмотрите головку винта с потайной головкой, вы заметите, что она сужается к хвостовику. Эта коническая конструкция позволяет головке врезаться в поверхность заготовки.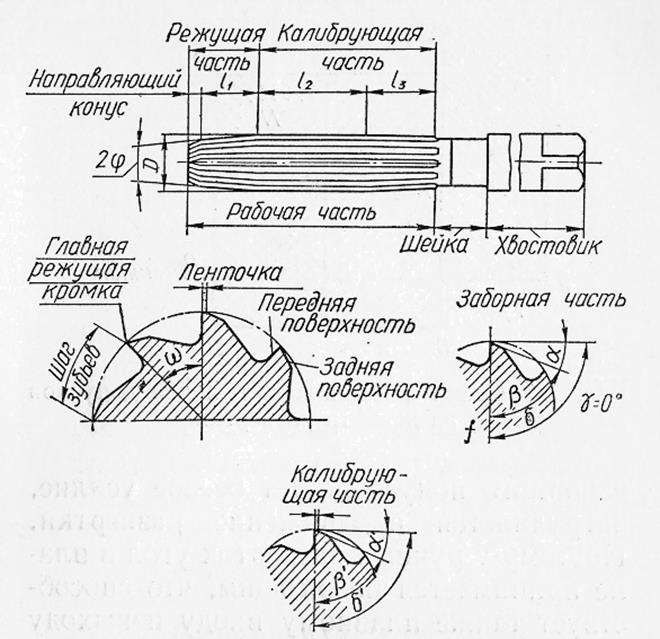
Винты с потайной головкой обычно используются в деревообрабатывающей промышленности. При сборке мебели производители часто используют винты с потайной головкой, чтобы головки не выступали. Если голова выступает из предмета мебели, например, из кресла, потребителям, вероятно, будет неудобно пользоваться ею.Поэтому деревянную мебель обычно изготавливают с помощью шурупов с потайной головкой.
Что такое винт без потайной головки?
Головка винта без потайной головки, напротив, выступает из поверхности, на которую она установлена. Вместо того, чтобы погружаться в поверхность детали, она выступает наружу. Головки винтов без потайной головки не сужаются к хвостовику. Вместо этого у них узкая ножка, за которой сразу же следует широкая головка. Без конуса винты без потайной головкой можно устанавливать только до головки.Когда головка ударится о поверхность заготовки, винт остановится. На этом шурупы без потайной головки можно вбивать в поверхность.
Винты с потайной головкой также используются в деревообрабатывающей промышленности. Их часто предпочтительнее, чем винты с потайной головкой, потому что они создают меньшую нагрузку на заготовки. Коническая область вокруг винтов с потайной головкой шире, чем их хвостовики. В результате установка винтов с потайной головкой в заготовку может привести к повреждению. Винты с потайной головкой защищают от таких повреждений, потому что у них нет конуса.При использовании винтов без потайной головки в заготовку забивается только хвостовик.
Их часто предпочтительнее, чем винты с потайной головкой, потому что они создают меньшую нагрузку на заготовки. Коническая область вокруг винтов с потайной головкой шире, чем их хвостовики. В результате установка винтов с потайной головкой в заготовку может привести к повреждению. Винты с потайной головкой защищают от таких повреждений, потому что у них нет конуса.При использовании винтов без потайной головки в заготовку забивается только хвостовик.
В заключение
Пониженная и не потайная часть относится к типу головки винта. Зенковка – это головка с конусом, которая позволяет глубже врезаться в поверхность заготовки. Без зенковки – это головка без сужения, приводящая к выступающей части головки.
Нет тегов для этого сообщения.В чем разница между отверстиями для зенковки, зенковки и точечной обработки отверстий под винты
Последнее обновление 1 июля 2020 г. компанией Marsh Fasteners
Когда дело доходит до отверстий под винты, цековки, зенковки и точечные винты часто используются как взаимозаменяемые. Однако между этими тремя популярными отверстиями для шурупов есть разница. Это различие заключается в основном в форме отверстий, которые они делают, а также в областях применения, для которых они лучше всего используются. Мы предоставляем дополнительную информацию ниже.
Однако между этими тремя популярными отверстиями для шурупов есть разница. Это различие заключается в основном в форме отверстий, которые они делают, а также в областях применения, для которых они лучше всего используются. Мы предоставляем дополнительную информацию ниже.
- Отверстия под винт с зенковкой
По сути, отверстие под винт с зенковкой представляет собой отверстие под винт с плоским дном, которое также имеет цилиндрическую форму. Большинство людей предпочитают использовать этот тип отверстия для винта, когда это необходимо для крепежа, например, винта, который должен располагаться заподлицо или ниже уровня поверхности заготовки.Отверстия цековки также обычно довольно широкие.
- Отверстия для винтов с зенковкой
Отверстия под винты с зенковкой отличаются от отверстий под винты с зенковкой тем, что они имеют более коническую форму и имеют тенденцию быть более узкими. Они представляют собой конические расширения коаксиальных отверстий. Подобно зенковке, зенковка используется для того, чтобы головка винта оказалась заподлицо с поверхностью заготовки или под ней.
Подобно зенковке, зенковка используется для того, чтобы головка винта оказалась заподлицо с поверхностью заготовки или под ней.
- Точечные отверстия под винты
Точечные отверстия под винты больше похожи на отверстия под винты с зенковкой, чем на отверстия под винты с зенковкой.Точечная поверхность обычно имеет форму очень мелкой цековки и используется для получения гладкой, плоской, точно расположенной поверхности.
Хотя очень важно выбрать и создать точное отверстие для винта, не менее важно использовать качественный винт. Без того и другого изделие не сможет полностью раскрыть свой потенциал с точки зрения прочности и долговечности.
Для получения дополнительной информации о различных типах отверстий для винтов и о самом широком выборе винтов и других крепежных деталей в Юпитере, Флорида, обязательно свяжитесь с Marsh Fasteners.
Зенковка VS Зенковка – Как эффективно исправить печатную плату
При работе с платой HDI или даже с обычной печатной платой это отверстия, которые необходимо закрыть винтами. Эти отверстия включают открытый карьер, отверстие с потайной головкой, глухое отверстие и отверстие с зенковкой. Часто мы путаем зенковку с цековкой и наоборот. Вот почему нам нужно полностью понимать принципы работы каждого из них.
Эти отверстия включают открытый карьер, отверстие с потайной головкой, глухое отверстие и отверстие с зенковкой. Часто мы путаем зенковку с цековкой и наоборот. Вот почему нам нужно полностью понимать принципы работы каждого из них.
Зенковка и цековка – это отверстия, для которых требуются различные типы специальных приспособлений.Они настолько разнообразны, что использовать одно вместо другого по незнанию опасно. Следовательно, чтобы понять разницу между двумя отверстиями, сходства и цели значительны. Давайте узнаем, как эффективно исправить печатную плату, не беспокоясь о том, что аксессуары могут упасть или ослабить.
1 、 Зенковка VS Зенковка
Прежде чем мы начнем сравнивать между собой, давайте выделим, что такое зенковка и цековка.
Что такое зенковка?
Зенковка – это конусообразное отверстие, просверленное в печатной плате. Это отверстие создает место для правильной установки винта с плоской головкой или крепежа после установки.
Что такое цековка?
Цековка больше похожа на цилиндрическое отверстие плоской формы. Образовавшееся отверстие имеет плоское дно и позволяет установить винт или крепеж с плоской нижней стороной. Кроме того, инструмент, который используется для создания этого элемента, называется цековкой.Слово будет использоваться как синонимы.
Изображение 1: Зенковка VS ЗенковкаСходства и различия между ними
Выполнение отверстия с потайной головкой называется зенковкой. Теперь потайное отверстие может иметь разные размеры углов. Он включает стандартные размеры 60, 82 и 90 градусов, а также менее популярные 100, 110 и 120 градусов. Однако наиболее часто используемые градусы – 82, 90 и 100.
Хотя единственный угол, применимый к цековке, – это вертикальный ноль градусов, он столь же эффективен, как и зенковка. Важно отметить, что при работе с деревянной поверхностью, если вы сначала не зенковали, а в конечном итоге врезали винт в эту поверхность, это не только ухудшит стабильность и прочность древесины, но и, следовательно, ваша работа будет раздражать глаза.
Это происходит потому, что древесные волокна растрескиваются и вмятины, если не повреждены полностью. Растачивать деревянную поверхность намного проще; это потому, что растачивание не требует точности и точности углов.Кроме того, в цековке все отверстия должны быть винтом с плоской нижней стороной или винтом с головкой под торцевой ключ, которая может соответствовать поверхности или шайбе.
Цековка обычно используется для одной цели, а
Зенковки из-за разного угла наклона имеют другое назначение. Зенковка часто похожа на увеличение небольшого коаксиального отверстия, а зенковка – это коническая версия.
Используйте его, если вам не нужна головка приспособления или вывинтите болт вперед от поверхности HDI, с которой вы работаете.С другой стороны, отверстия с потайной головкой имеют разные стили из-за их разных углов. С зенковкой все ваши винты могут иметь одинаковую глубину.
2 зенковка VS символ цековки
В рисунке или дизайне символы используются как представление фактического материала или техники. С символами есть место для согласованности размеров и допусков спецификаций. Кроме того, намного быстрее и даже проще написать символ материала или количества, а не писать его реальными словами на чертеже.Это не только противоречит протоколу рисования, но и сделает вашу работу кластерной.
С символами есть место для согласованности размеров и допусков спецификаций. Кроме того, намного быстрее и даже проще написать символ материала или количества, а не писать его реальными словами на чертеже.Это не только противоречит протоколу рисования, но и сделает вашу работу кластерной.
Символы представляют собой базовый протокол в рисовании, дизайне или математике. На чертеже здания или плана дома символы используются как более быстрое средство передачи информации. Здесь должным образом представлен характер зенковки и цековки. Часто он стоит рядом с обозначением диаметра и сопровождается числовым значением.
Как выглядит символ зенковки?
Символ зенковки выглядит как буква V.Когда вы думаете об этом, когда смотрите на потайное отверстие сбоку; напоминает букву V.
Как выглядит символ цековки?
Символ цековки сравнивают с неполным квадратом с отверстием наверху. На техническом чертеже этот символ был образован на виде сбоку зенковки и зенковки.
Оба символа используются в схемах сверления. С помощью символа диаметра они показывают, насколько широкой или глубокой должна быть яма.Эти проекты интерпретируются строителем, который работает на основе информации, представленной в этих проектах. Обозначение цековки используется для обозначения операций зенковки, а символ зенковки – для операций крепления с зенковкой.
3-дюймовые сверла с зенковкой VS
При использовании сверла можно создать несколько отверстий, в зависимости от требуемого диаметра и толщины материала. Но для зенковки и зенковки это сверла для отверстий, поэтому процесс создается ими.
Сверла – это инструменты, используемые для сверления или создания зенковки или зенковки на поверхности материала, которым является печатная плата, печатная плата. Для изготовления обоих типов отверстий используются разные материалы. В конечном итоге цель состоит в том, чтобы создать место, в котором винт или крепежный элемент могут плотно прилегать к шайбе или заготовке.
Делается, чтобы полностью скрыть всю длину и ось крепежа или винта в потайном отверстии или цековке.Из-за различий в их полостях (одна плоская, а другая угловая) для их изготовления используются разные материалы.
Для растачивания в поверхности материала просверливается цилиндрическое отверстие. Это отверстие имеет большой диаметр в верхней части и меньший – внизу. Винт или застежка предназначены для правильной посадки на место и предотвращения разделения двух поверхностей при соединении. Большая сторона отверстия подходит к головке застежки, а меньшая – к стержню.
Однако сверла с зенковкой бывают разных стилей и размеров, чтобы соответствовать различным углам и другим типам проектов. На картинке выше представлено около четырех различных типов сверл с зенковкой. Это насадки с канавками, зенковка с поперечным отверстием, зенковка Rocker Pro и зенковка с перевернутой головкой.
Изображение 2: Зенковка VS ЗенковкаЧто делать при использовании сверла с зенковкой
При использовании сверла с зенковкой важно, чтобы размер сверла соответствовал размеру винта. Слишком большое отверстие с потайной головкой поглотит головку винта или крепежа, а слишком маленькое пятно не войдет в головку винта, что приведет к неплотно установленному креплению.
Слишком большое отверстие с потайной головкой поглотит головку винта или крепежа, а слишком маленькое пятно не войдет в головку винта, что приведет к неплотно установленному креплению.
Что произойдет, если с силой вбить винт в отверстие?
Тем не менее, если вы с силой вбейте крепеж в отверстие, окружающие материалы будут повреждены. Это касается как HDI, так и деревянных поверхностей. Следовательно, если ваше место неглубокое, винт не будет заподлицо с корпусом, а если он будет слишком толстым, винт останется неглубоким внутри него.Следовательно, важно провести измерения, чтобы просверлить отверстия под винты.
Для получения подходящего размера отрегулируйте настройки зенковки. Это размер зенковки, глубина сверла и положение упора для центра. Даже с этими настройками рекомендуется потренироваться на куске обрезков перед сверлением всей поверхности, чтобы быть уверенным в правильности размеров.
Наконец, во избежание дребезга не сверлите слишком быстро.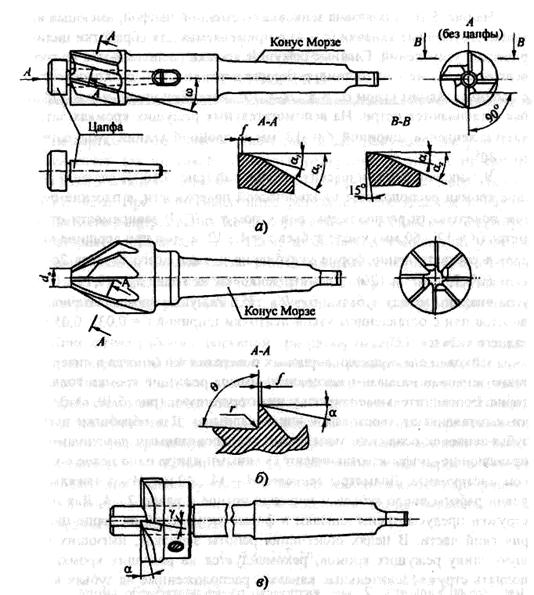 Это вызовет неровные рисунки на поверхности вашего материала, и ваша застежка не войдет в него, из-за чего вы либо откажетесь от материала, либо начнете все сначала.
Это вызовет неровные рисунки на поверхности вашего материала, и ваша застежка не войдет в него, из-за чего вы либо откажетесь от материала, либо начнете все сначала.
4 、 Когда использовать зенковку и цековку в печатной плате
Теперь мы установили основы цековки и зенковки, давайте посмотрим, когда их можно использовать в печатной плате. Хотя оба крепления обычно предназначены для более твердых поверхностей, таких как дерево и металл, их все же можно использовать на печатной плате.
Печатная плата, как и большинство печатных плат, имеет отверстия, и метод просверливания каждого отверстия имеет значение. Некоторые из этих отверстий являются отверстиями для винтов, и они используются как отверстие для прикрепления печатной платы к приложению.Разница в типах доступных винтов определяет тип отверстий, которые вы собираетесь просверлить на печатной плате, будь то отверстие с потайной головкой или отверстие с зенковкой.
Изображение 3: Зенковка VS ЗенковкаОграниченное пространство и безопасность при установке
Если на вашем устройстве не хватает места, но вам нужны дополнительные функции, чтобы повысить гибкость устройства, вы можете просверлить отверстие с конической зенковкой в печатной плате. Это отверстие предназначено для типичного винта с плоской головкой и требует большей точности, чем отверстие с зенковкой. Как только винты будут на одном уровне с платой, становится легче вставить печатную плату в необходимое устройство, будь то смартфон или часы.
Это отверстие предназначено для типичного винта с плоской головкой и требует большей точности, чем отверстие с зенковкой. Как только винты будут на одном уровне с платой, становится легче вставить печатную плату в необходимое устройство, будь то смартфон или часы.
Однако цековка, хотя ее легко изготовить, обычно не лучший выбор для печатной платы. Здесь вступает в игру зенковка. Отверстие с потайной головкой делает поверхность доски более гладкой, и, если все сделано правильно, нет никакого вмешательства в конструкцию доски.
Однако, если вам требуется более безопасный монтаж вашей печатной платы, помимо экономии места или более гладкой конструкции, используйте отверстия с цековкой. Эти отверстия обычно достаточно велики, чтобы в них можно было вставить крепеж, и, следовательно, винты из него обеспечат более надежное крепление. С другой стороны, если вы хотите сэкономить место, сделайте отверстие с зенковкой.
5 、 Зенковка VS Зенковка для печатных плат
Обычно печатная плата крепится винтом в отверстии. Если вам нужен более заметный внешний вид приспособления и более безопасная установка, можно использовать зенковку или цековку.
Если вам нужен более заметный внешний вид приспособления и более безопасная установка, можно использовать зенковку или цековку.
Этот процесс бурения часто выполняется вручную с помощью автоматизированного оборудования. Просверлите цековку при использовании установочного винта; отверстие создает идеальную основу для того, чтобы винт перекрывал и идеально входил в отверстие.
Для чего они используются?
Отверстие с потайной головкой в печатной плате создает пространство для чистой установки и идеально подходит для плотно прилегающих устройств в небольших устройствах.Приложения с зенковкой для печатных плат можно найти в мобильных телефонах и других небольших носимых устройствах.
Цековка обеспечивает цилиндрическую посадку на винт. Он имеет плоское дно и обрезан, чтобы можно было использовать винт с головкой под торцевой ключ. Этот винт с внутренним шестигранником имеет шестигранную головку и должен быть надежно закреплен на печатной плате.![]() Его можно найти в стиральных машинах и других электронных устройствах, требующих плотной и надежной фиксации.
Его можно найти в стиральных машинах и других электронных устройствах, требующих плотной и надежной фиксации.
6 Зенковка VS Методы определения размеров цековки
На чертеже нанесение размеров является обязательным.Только так строитель или техник может применить рисунок в реальной жизни. Определение размеров позволяет определить размер, тип и текстуру материалов, используемых во время строительства или изготовления.
В этом контексте технология определения размеров относится к выражению зенковки и цековки в конструкции или диаграмме; они указаны на схеме с помощью обозначений размеров и сокращений. Они используются для обозначения формы типа поверхности и не накладывают ограничений на способ ее изготовления.Эти размеры обычно представлены в виде примечаний и им предшествуют размеры через отверстия.
Как определить размеры зенковки и цековки
Для зенковки угловые стороны утоплены, чтобы компенсировать головку приспособлений с плоской головкой, которые могут быть винтами, заклепками, болтами или другими подобными предметами. При рисовании, учитывая диаметр поверхности и угол, а также для отверстия с зенковкой, также указываются диаметр, глубина и включенный подъем.
При рисовании, учитывая диаметр поверхности и угол, а также для отверстия с зенковкой, также указываются диаметр, глубина и включенный подъем.
Для цековки цилиндрическая часть с плоским дном позволяет головке застежки находиться в углубленной части. При рисовании и определении размеров задаются и указываются диаметр, глубина и радиус закругления. В некоторых случаях толщина оставшегося вала может быть измерена вместо центра.
Размеры обоих отверстий можно выполнить в форме прямоугольных координат, в форме полярных координат.
Изображение 5: Зенковка VS Зенковка7 、 Вывод
Отверстия с зенковкой и зенковкой используются с соответствующими винтами для крепления к различным типам материалов.Использование этого в качестве приспособлений для печатной платы, хотя и не распространено, но работает точно так же. Мы видели, что зенковка представляет собой отверстие конической формы, а зенковка – больше цилиндрической формы.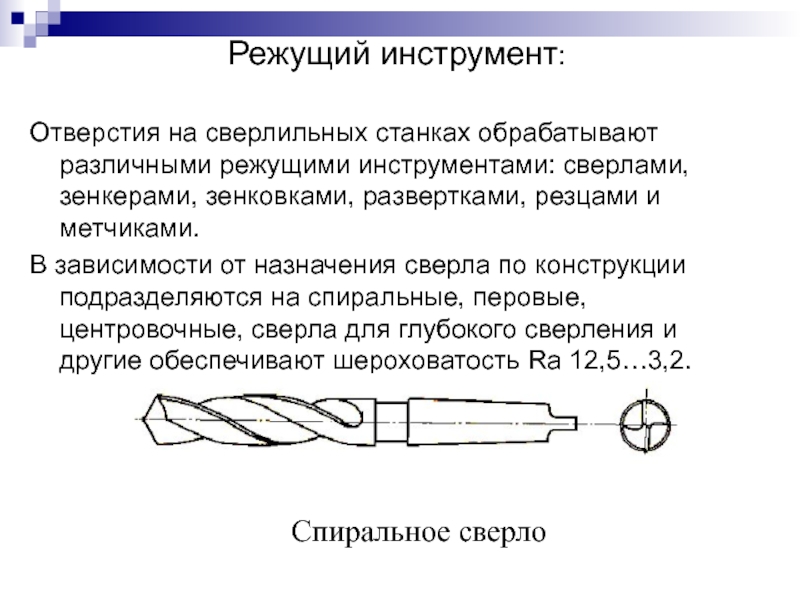 В этой статье мы выделили различия между цековкой и зенковкой, их соответствующие сходства, их определение и принцип работы обоих отверстий.
В этой статье мы выделили различия между цековкой и зенковкой, их соответствующие сходства, их определение и принцип работы обоих отверстий.
Название типа винтов, которые подходят к цековке и отверстию с потайной головкой, в равной степени называется зенковкой и зенковкой, поскольку этот термин может использоваться как синонимы.Мы также увидели разницу в способах их изготовления с использованием разных сверл для каждого типа отверстия. Кроме того, в этой статье мы выделили, когда можно использовать зенковку и цековку в печатной плате (PCB), а также связанные с ними области применения и применения. Наконец, чтобы можно было увидеть оба отверстия и распознать их на бумаге, мы выделили их различные символы, а также методы определения размеров, которые используются для каждого типа отверстий.
Однако для получения дополнительной информации о цековке, отверстии под зенковку, приспособлениях, печатной плате и платах HDI вы можете обратиться к нам.В качестве альтернативы, если у вас возникли проблемы с используемым в настоящее время цековкой или материалами для зенковки, такими как сверла, винты или болты, и вы хотите их заменить, все, что вам нужно сделать, это перейти на наш веб-сайт и разместить заказ на то, что вам нужно, и мы вам его доставим.
Выбор правильной зенковки для следующей работы – Блог о ресурсах Tanner
Для чего используются зенковки?
Зенковка – это режущий инструмент, который вырезает коническое отверстие в основном материале и может использоваться для множества различных применений.Основное применение зенковки – вырезание отверстия, чтобы головка винта или болта с потайной головкой при закреплении в отверстии располагалась ниже или на одном уровне с поверхностью основного материала. Они также используются после сверления и нарезания резьбы для удаления любых оставшихся заусенцев.
Почему выбирают зенковки Champion?
Champion Cutting Tool производит широкий спектр зенковок из быстрорежущей стали, предназначенных для различных применений, каждое из которых имеет свои преимущества в определенных ситуациях.Зенковки Champion обеспечат пользователям бесперебойную работу и плавное и быстрое удаление стружки. Зенковки можно использовать в ручных дрелях, сверлильных станках, фрезерных станках и токарных станках. Зенковки Champion широко используются в стекольной, оконной и дверной промышленности. Они режут металл, пластик и дерево.
Зенковки Champion широко используются в стекольной, оконной и дверной промышленности. Они режут металл, пластик и дерево.
* Рекомендуется использовать BruteLube для повышения производительности и продления срока службы зенковок Champion *
Самые популярные стили зенковки
Зенковка с нулевой канавкой
Зенковка с нулевой канавкой
Зенковка с нулевой канавкой – это зенковка с поперечным отверстием, режущие инструменты конической формы имеют режущую кромку, образованную отверстием, проходящим через боковую часть конуса.Режущая кромка образуется из точки пересечения отверстия и конуса. Обычно называется зенковкой в стиле Weldon. Зенковки с нулевой канавкой лучше всего подходят для более мягких материалов, включая алюминий, дерево и пластик, для зенковки и удаления заусенцев. Предлагаются в 2 стилях:
- Управляемый: Для винтов диаметром от 1/4 ″ – 1/2 ″ рекомендуется использовать направляющие зенковки.
- Беспилотный: Беспилотные зенковки рекомендуются для болтов размером от 0,073 ″ – 1-15 / 32 ″ и размеров винтов № 4 – № 10 диаметров
Зенковка с одинарной канавкой
Зенковка с одной канавкой
Зенковки с одной канавкой предназначены для использования, когда отверстие слишком маленькое для многозубых зенковок или когда зенковки с несколькими зубьями дребезжат. Широко применяется для машинных и переносных работ на высоких скоростях.
Широко применяется для машинных и переносных работ на высоких скоростях.
Зенковки с тремя и четырьмя зубьями
Подобно зенковкам с одной канавкой, зенковки с несколькими зубьями предназначены для работы без вибрации и в основном используются в портативных устройствах.
Комбинированное сверло и зенкер
Зенковка с несколькими зубьями
Комбинированное сверло и зенковкипредназначены для создания точных конических отверстий в компонентах, требующих обработки между центрами.
Как правильно выбрать размер зенковки Диаметр
Вам нужно выбрать зенковку, размер которой больше, чем размер отверстия для болта. Диаметр зенковки = 1,5 x диаметр отверстия под болт.
Пример: Болт 1/4 ″ -20 – умножьте диаметр (0,250) на 1,5 = 0,375. Вы захотите использовать зенковку 3/8 дюйма.
Как рассчитать скорость вращения зенковки
Зенкование обычно выполняется при 1/3 скорости сверления об / мин. Сначала вам нужно рассчитать скорость, используя формулу ниже, затем вам нужно разделить эту скорость на 3, чтобы получить скорость зенковки.
Сначала вам нужно рассчитать скорость, используя формулу ниже, затем вам нужно разделить эту скорость на 3, чтобы получить скорость зенковки.
Формула: SFM (футы на поверхности в минуту) x 3,82 / Диаметр фрезы (десятичный эквивалент) / 3
| Материал | Поверхностных футов в минуту (SFM) | Примеры расчетов для скорости зенковки 1/4 дюйма (об / мин) |
| Алюминий | 200–250 | (225 (SFM) x 3,82 / 0,2500) / 3 = 1146 об / мин |
| Низкоуглеродистая сталь | 100–110 | (115 (SFM) x 3.82 / .2500) / 3 = 586 об / мин |
| Нержавеющая сталь | 30–100 | (65 (SFM) x 3,82 / 0,2500) / 3 = 381 об / мин |
Как зенковать винт в металле
Посмотрите это видео, чтобы узнать, как правильно и эффективно зенковать винт в металле! Эксперт технической группы Курт Репшер расскажет, что можно и чего нельзя делать, от планирования до реализации. Подпишитесь на наш канал на YouTube, чтобы увидеть больше потрясающих видеороликов о распаковке, функциях продукта и приложениях, подобных этому!
Зачем зенковать винт?
Винт с зенковкой, например, как винт с плоской головкой под торцевой ключ, имеет самый большой конус на головке, причем его размер постепенно уменьшается, пока он не достигнет резьбового стержня винта.Зенковка этого типа винта в металле позволяет головке винта находиться ниже поверхности металла, используя полную конструктивную прочность винта и обеспечивая более профессиональную отделку. Зенковка, используемая для создания фаски на металле, должна соответствовать размеру головки винта, иначе вы рискуете потерять структурную целостность соединения. Если вы соедините правильную зенковку с правильным винтом, вы получите плотную посадку и винт с углублением, который не будет мешать гладкой поверхности вашей заготовки.
Если вы соедините правильную зенковку с правильным винтом, вы получите плотную посадку и винт с углублением, который не будет мешать гладкой поверхности вашей заготовки.
Выбор подходящей зенковки и винта
Наиболее распространенные углы фаски – 82 ° и 90 °, и хотя винты доступны с различными углами головки, чаще всего они имеют угол 82 °. Доступны зенковки с остриями, форма которых позволяет создать шесть различных углов фаски – 60 °, 82 °, 90 °, 100 °, 110 ° и 120 °, каждая из которых предназначена для соответствия определенному углу головки винта. Единый стандарт резьбы 82. Практическое правило: всегда подбирайте угол зенковки и угол головки винта, чтобы обеспечить плотную посадку и предотвратить ослабление винта со временем.
Как зенковать винт
После определения угла винта выберите соответствующую зенковку с тем же углом. По диаметру головки винта, будь то зенковка или плоская зенковка, вы можете определить требуемый диаметр зенковки (опять же, это соответствует размерам винта).