Чертеж гидравлического пресса: Пресс гидравлический своими руками – как сделать, чертежи + Видео
alexxlab | 02.05.2023 | 0 | Разное
Чертеж гидравлического пресса – Чертежи, 3D Модели, Проекты, Автосервис и автомобильное хозяйство
КАТ №9 Автомобили, гидравлический пресс, 2012 год
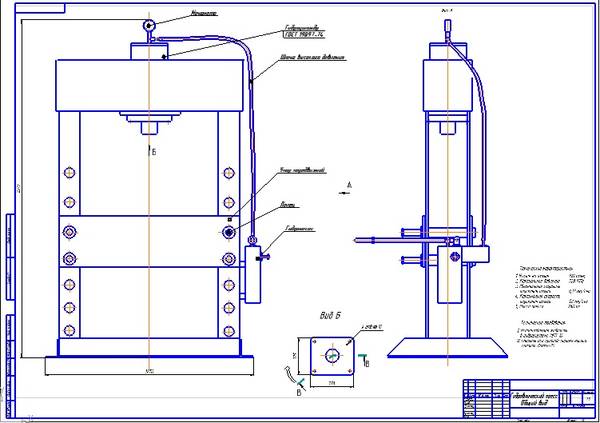
В данном проекте рассматривается чертеж “гидравлический пресс” Техническая характеристика
Номинальное усилие пресса, тс:
второй ступени………………………………………………………………………………………….2000
первой ступени……………………………………………………………………………………………..800
Наибольший ход подвижной поперечины, мм…………………………………………………..1600
Наибольшее расстояние от стола до подвижной поперечины, мм……..3200
Расстояние между колоннами в свету, мм:
справа налево………………………………………………………………………………………………2360
спереди назад……………………………………. ………………………………………………………….1110
………………………………………………………….1110
справа налево………………………………………………………………………………………………2000
спереди назад………………………………………………………………………………………………4000
Номинальный ход стола, мм……………………………………………………………………………………3000
Число жимов бойка в минуту:
рабочих при ходе поперечины 190 мм……………………………………………………10
отдельных при ходе поперечины 50 мм………………………………………………..45
Номинальное усилие выталкивателя, тс…………………………………………………………….130
Ход выталкивателя, мм…………………………………………………………………………………………….1100
Ход выталкивателя над столом, мм.
 …………………………………………………………………..500
…………………………………………………………………..500Номинальное усилие цилиндров обратного хода, тс……………………………………200
Давление рабочей жидкости, кг/см ………………………………………………………………….320.
Давление воздуха в наполнителе, кг/см ………………………………………………………..4-8
Размеры установки в плане (длина ширина), мм…………………………16100 10500
Высота пресса над уровнем пола, мм……………………………………………………………….8730
Общая высота пресса без выталкивателя, мм………………………………………….10790
Общая высота пресса с выталкивателем, мм……………………………………………13090
Вес пресса без деталей фундамента и перекрытий, кг…………………. 239800
Вес всей установки, кг…………………………………………………………………..

Пресс изготавливается с основными параметрами по ГОСТ 7284-54
Состав: Гидравлический пресс
Софт: КОМПАС-3D 13
Файлы:
035.cdw
Чтобы скачать чертеж, 3D модель или проект, Вы должны зарегистрироваться и принять участие в жизни сайта. Посмотрите, как тут скачивать файлы
Нужен чертеж или сам цилиндр для пресса ГД 170/1120 — ЗАВОД РУ
- Автор: Александр Кузнецов
- 16 июля 2019
- Добавить в закладки
Чертеж Схема Пресс
Поделиться
Что за узлы (выделено красным)? Нужно автоматизировать пресс, а часть гидравлических схем утеряна
- Автор: Анвар Аппазов
- 17 декабря 2020
- 6 комментариев
Добрый день. Не подскажете, что за узлы (выделено красным). Сам в гидравлике профан, нужно автоматизировать пресс, а часть гидравлических схем утеряна
узлы автоматизировать Пресс выделено Схема Гидравлическая схема Гидросхема часть утеряна
Cхема гидравлическая принципиальная на стенд для испытаний и наладки серво и пропорциональных клапанов.

- Автор: Алексей Чекулаев
- 03 июля 2021
- 10 комментариев
Друзья, день добрый. Может, есть у кого схема гидравлическая принципиальная на стенд для испытаний и наладки серво и пропорциональных клапанов? Поделитесь, если не жалко. Со спецификацией. Хочу замутить, ищу готовое решение.
Схема Гидравлическая схема принципиальная Стенд Испытательный стенд наладка серво и пропорциональные клапана Клапана Испытания Испытательный стенд для гидравлики
С каким максимальным давлением лучше поставить предохранительный клапан на НШ32с3 на прессе? Какие лучше сальники брать для данного насоса?
- Автор: Эдя Хачарян
- 04 декабря 2020
- 5 комментариев
Всем доброго времени суток подскажите пожалуйста с каким максимальным давлением лучше поставить предохранительный клапан на НШ32с3 а то на пресе работают гости из ближнего зарубежия и я устал уже сальники менять давят до того момента пока плита не остановится какие лучше сальники брать для данного насоса?
Давление Максимальные Лучше Клапан нш 32с3 НШ НШ 32 Пресс Поставить Предохранительный клапан Какие сальники Насос
Собираю пресс гидравлический , на фото маслостанция .
 Какое максимальное давление на распределителях выставлять?
Какое максимальное давление на распределителях выставлять?- Автор: Андрей Климов
- 26 ноября 2020
- 19 комментариев
Привет, собираю пресс гидравлический , на фото маслостанция , раму еще не сварил что бы проверить, скажите какое максимальное давление на распределителях выставлять?
Пресс Гидравлический пресс Маслостанция Какое Максимальные Давление Распределитель Выставить
Пресс для шпонирования имеет 8 плунжерных цилиндров и 2 поршневых.Поршневые и плунжерные цилиндры работают вместе или поочередно?
- Автор: Viorel Cuzub
- 23 августа 2020
- 4 комментария
Здравствуйте,такой вопрос пресс для шпонирования имеет 8 плунжерных цилиндров и 2 поршневых.Плунжерные цилиндры подпитываются с бака через наполнительный клапан.Вопрос-поршневые и плунжерные цилиндры работают вместе или поочередно?
шпонирование Цилиндр плунжерный цилиндр поршневой цилиндр Работать Работает вместе поочередно Пресс
Есть цилиндр, хочу сделать пресс.
 Как его подключить?
Как его подключить?- Автор: Дмитрий Семенюк
- 11 июня 2020
- 5 комментариев
Всем привет. Мужики подскажите пожалуйста. Есть цилиндр, хочу сделать пресс. Как его подключить?
Как подключить Пресс Сделать Цилиндр
Экскаватор JCB 200. Почему, когда делаешь одновременно 2 операции, работает все отлично? Если 1 то вяло и без усилия.Может есть у кого мануал или гидросхема ?
- Автор: Александр Кузнецов
- 31 мая 2020
- 49 комментариев
Может кто подскажет, эксковато JCB 200. Когда делаешь одновременно 2 опирации, работает все отлично. Если 1 то вяло и без усилия. Можете то сталкивался с этим? Официалы дефект не нашли, обратились к нам. Вот хочу перед выездом подготовится)
Экскаватор JCB JCB 200 Почему Операции две одна Работает Хорошо Слабо Мануал Схема
Есть гидравлический пресс старый П6324. Как можно модернизировать его,что -то уже заменить на более современное,потому тут много клапанов?
- Автор: Артём Камаев
- 28 мая 2020
- 4 комментария
Добрый день. Дали такое задание: Есть гидравлический пресс старый П6324 Как можно модернизировать его,что то уже заменить на более современное,потому что тут много клапанов наверняка с 76 года уже есть оборудование которое выполняет сразу все функции.но не могу разобраться
Дали такое задание: Есть гидравлический пресс старый П6324 Как можно модернизировать его,что то уже заменить на более современное,потому что тут много клапанов наверняка с 76 года уже есть оборудование которое выполняет сразу все функции.но не могу разобраться
Гидравлический пресс Пресс Модернизация Схема модернизации Как переделать ? Как сделать Как регулировать? Гидропресс П6324 Гидропресс Клапан Клапана Много
Давление в гидросистеме при поднятии пресса.
- Автор: Владимир Пыженко
- 04 марта 2020
- 19 комментариев
Всем доброго времени суток. Ребята, подскажите, по какой причине не полностью падает давление в гидросистеме при поднятии пресса? Вкратце… Пресс для производства тапочек. При опускании пресса, давление в системе должно упасть до зелёной стрелки ЭКМ примерно за 150 мм до полного выдвижения штока цилиндра. Так же и при поднятии. Но происходит следующее…. При опускании, давление падает, когда верхний пресс начинает давить на нижний, а при поднятии шток цилиндра полностью втягивается, а давление на ЭКМ не опускается до зеленой стрелки. Пробовали менять ЭКМ, двигать зеленую стрелку вверх, но черная (рабочая) стрелка, после одно цикла вверх\вниз всё повторяется и стрелка останавливается при подъеме за 2-3 мм до зелёной и не открывает гидрозамок. Цикл подъёма\опускания очень важен из-за конструкции установки, т.к. технология выполняется контроллером, по верхнему и нижнему уровню давления. Если я всё правильно составил, гидросхема выглядит примерно так. На основной плите, есть ещё обратный клапан с слабой пружиной. В какой линии стоит не понял, разобрать полностью не дают. Называется CRG-03. Станок полностью китайский. Прошу тех, кому по теме нечего добавить, не комментировать качество установки, ибо не надо иметь десять высших образований, чтобы написать про Китай.
Пробовали менять ЭКМ, двигать зеленую стрелку вверх, но черная (рабочая) стрелка, после одно цикла вверх\вниз всё повторяется и стрелка останавливается при подъеме за 2-3 мм до зелёной и не открывает гидрозамок. Цикл подъёма\опускания очень важен из-за конструкции установки, т.к. технология выполняется контроллером, по верхнему и нижнему уровню давления. Если я всё правильно составил, гидросхема выглядит примерно так. На основной плите, есть ещё обратный клапан с слабой пружиной. В какой линии стоит не понял, разобрать полностью не дают. Называется CRG-03. Станок полностью китайский. Прошу тех, кому по теме нечего добавить, не комментировать качество установки, ибо не надо иметь десять высших образований, чтобы написать про Китай.
Гидравлический пресс Пресс Гидропресс Давление
Почему не поднимается крышка гидравлического пресса ба 1330 ?
- Автор: Юлия Астафьева
- 01 декабря 2019
- 5 комментариев
Добрый день! Подскажите пожалуйста!!!! Не поднимается крышка гидравлического пресса ба 1330. В чем может быть причина?
В чем может быть причина?
Гидропресс Гидравлический пресс Пресс Крышка Гидравлический пресс ба 1330
Гидравлический пресс для глубокой вытяжки
Общий обзор
Глубокая вытяжка представляет собой процесс формования сжатием-растяжением в соответствии с DIN 8582 . Процедура с наибольшим диапазоном применения — это глубокая вытяжка с использованием жесткой оснастки, включающая вытяжные пуансоны, держатель заготовки и матричный штамп. Заготовка e обычно протягивается через вытяжной пуансон в матрицу, держатель заготовки предотвращает образование складок на фланце. При чисто глубокой вытяжке толщина листового металла остается неизменной, так как не происходит увеличения площади поверхности, как это происходит в процессе вытяжки.
Поток материала в процессе волочения можно контролировать, при необходимости, регулируя давление держателя заготовки между чистым волочением с растяжением, при котором листовой металл не может вытекать из области фланца в вытяжную матрицу, и глубокой вытяжкой, в котором существует безморщинистый и неограниченный поток материала.
При глубокой вытяжке на первом этапе из плоской заготовки изготавливается чашка. Во всех процессах глубокой вытяжки усилие прижатия прикладывается через пуансон к нижней поверхности вытянутой детали. Далее он переносится оттуда на периметр в зоне деформации, между матрицей и заготовкодержателем.
Заготовка подвергается действию радиальных сил растяжения и тангенциальных сил сжатия.
При вытягивании с держателем заготовки пресс также должен передавать усилие удержания заготовки на матрицу. Это достигается либо сверху с помощью направляющей держателя бланка, либо снизу с помощью натяжной подушки.
При двойном действии, волочильных операциях, пресс имеет два ползуна, действующих сверху: тянущий ползун с вытяжным пуансоном и ползун держателя заготовки с держателем заготовки. Ползунок удержания заготовки передает усилие удержания заготовки через держатель заготовки на заготовку и волоку. Матрица и выталкиватель расположены в нижней матрице на станине пресса. Во время формовки держатель заготовки приводит листовой металл в контакт с матрицей, пуансон опускается сверху в матрицу и формирует деталь, в то время как листовой металл может вытекать без складок из зоны удержания заготовки. В этом случае процесс вытягивания осуществляется с неподвижным держателем заготовки и подвижным пуансоном. В операциях рисования двойного действия ползун может прикладывать только усилие нажатия.
В этом случае процесс вытягивания осуществляется с неподвижным держателем заготовки и подвижным пуансоном. В операциях рисования двойного действия ползун может прикладывать только усилие нажатия.
Команда Micro самостоятельно спроектировала и разработала гидравлический пресс глубокой вытяжки двойного действия с усилием от 20 до 10 000 тонн, , который используется для различных применений, таких как алюминиевые банки . , стальная посуда , баллоны для сжиженного нефтяного газа , огнетушитель и т. д. . . Рама машины изготовлена из жесткого сплава и точно обработана в соответствии с геометрическими допусками в соответствии с JIS b 6403: 19.73 «Код испытаний для производительности и точности гидравлических прессов», выпущенный Японским комитетом по промышленным стандартам (JIS). Кроме того, соответствует нормам безопасности в соответствии с требованием CE/OSHA . с надлежащим расположением направляющих GIB, обеспечивающим точность движения станин.
с надлежащим расположением направляющих GIB, обеспечивающим точность движения станин.
Гидравлический пресс с микроглубокой вытяжкой поставляется с полуавтоматической и автоматической версиями с обычной гидравлической системой и с сервогидравлической системой, с сервогидравлической системой мы даем 40–50 процентов энергосбережения по сравнению с обычными гидравлическими системами.
Мы также можем интегрировать роботов с машиной для подбора и размещения компонентов. Вспомогательное оборудование, такое как устройства для смазки инструментов, конвейеры, также может быть интегрировано по запросу клиента.
Другие функции, такие как регулятор давления и расхода, устройство выброса, система смазки, защитные ограждения, ножной переключатель и периферийное оборудование, входят в стандартный объем поставки.
Для любой модификации станков стандартной серии по желанию заказчика. пожалуйста, сотрудничайте с нашей технической группой по продажам 0091-9717474831 или адрес электронной почты: – [email protected] . Мы будем рады разработать и изготовить гидравлический пресс в соответствии с вашими требованиями.
Мы будем рады разработать и изготовить гидравлический пресс в соответствии с вашими требованиями.
Процесс
. TECHNICAL SPECIFICATIONS MODEL MHPL
32-63 MHPL
32-100 MHPL
32-150 MHPL
32-200 MHPL
32-250 MHPL
32-250K MHPL
32-315 MHPL
32-315A MHPL
32-400 MHPL
32-500A Nominal pressure kn 630 1000 1500 2000 2500 2500 3150 3150 4000 5000 Slide stroke mm 260 300 300 350 350 350 400 600 600 600 Opening height mm 500 500 550 600 600 600 650 1000 1000 1200 speed Down link Mm/s / / / / / 80 / 90 100 100 Work 12 18 15 10 16 16 16 12 10 15 return 20 30 20 20 40 40 40 60 70 80 Table effective size Left right mm 520 640 640 630 700 700 700 1000 800 1400 Front back mm 520 550 550 650 650 650 700 1000 800 1400 Motor power kw 5.  5
5 5.5 5.5 7.5 11 11 11 15 15 30
Значительный характер
ГИДРА -Гидроулическая Пресса, которая выходит из нашей компании, является приличной ими, и это является главным. По всем. Мы применили сложную технологию, чтобы разработать идеальную конструкцию для гидравлического пресса глубокой вытяжки. При использовании продукта клиенты обязательно будут пользоваться такими функциями, как:
- Устойчивость к коррозии
- Прочность
- Устойчивость к высоким температурам
Предлагаемая нами цена очень конкурентоспособна, и клиенты довольны ею.
Если у клиентов ограниченное пространство, то наш компактный, жесткий и компактный гидравлический пресс глубокой вытяжки станет для них идеальным выбором. Наша технически грамотная команда имеет возможность построить именно тот тип гидравлического пресса глубокой вытяжки, который соответствует спецификациям, предоставленным нашими клиентами. Кроме того, мы, как известно, доставляем наш продукт вовремя в обязательном порядке. Мы никогда не шли на компромисс в отношении качества; вместо этого мы всегда придумываем продукт, который удовлетворяет требования клиента. Механическая функция, задействованная в гидравлическом прессе глубокой вытяжки, достигается за счет разработки логических схем, а также системы повышения давления среди различных других спецификаций.
Наша технически грамотная команда имеет возможность построить именно тот тип гидравлического пресса глубокой вытяжки, который соответствует спецификациям, предоставленным нашими клиентами. Кроме того, мы, как известно, доставляем наш продукт вовремя в обязательном порядке. Мы никогда не шли на компромисс в отношении качества; вместо этого мы всегда придумываем продукт, который удовлетворяет требования клиента. Механическая функция, задействованная в гидравлическом прессе глубокой вытяжки, достигается за счет разработки логических схем, а также системы повышения давления среди различных других спецификаций.
ВАШЕ ИМЯ
ПРИЛОЖЕНИЕ
МОБИЛЬНЫЙ НОМЕР.
Электронная почта
Day Light (MM)
Рабочая высота (№)
Размер прозрачного слоя (мм)
емкость бака (Ltr.)
Мотор H.P 1440RPM 3Phase
. КОРПУСНАЯ ТРУБА~ С ВОЗДУШНЫМ ОХЛАЖДЕНИЕМ~ ЧИЛЛЕР
УПРАВЛЕНИЕ ~ ПЛК~ РУЧНОЕ~ РЕЛЕ~ ЛОГИКА
НАПРЯЖЕНИЕ НА КАТУШКЕ ~ 12 В пост. тока~ 24 В пост. тока~ 220 В пост. тока
тока~ 24 В пост. тока~ 220 В пост. тока
Струкция ~ 440VDC ~ 110VDC
Смазочная смазка ~ Ручной ~ Моторизованный
Безопасность ~ Руководство ~ ручная занавес
Основной цилиндр
Главный цилиндр.
ХОД ГЛАВНОГО ЦИЛИНДРА (мм)
ОТВЕРСТИЕ ГЛАВНОГО ЦИЛИНДРА (мм)
ШТОК ГЛАВНОГО ЦИЛИНДРА (мм)
ГЛАВНЫЙ ЦИЛИНДР ПРИБЛ. СКОРОСТЬ (мм/сек)
Основная скорость нажатия в основной цилиндре (мм/с)Скорость возврата основного цилиндра (мм/с)
Бустер -цилиндр
Количество бустера -цилиндра (№)
ДАВЛЕНИЕ ДАВЛЕНИЕ ДАВИДЕ
ХОД БУСТЕРНОГО ЦИЛИНДРА (мм)
ДИАМЕТР ЦИЛИНДРА БУСТЕРА (мм)
ШТОК БУСТЕРНОГО ЦИЛИНДРА (мм)
БУСТЕРНЫЙ ЦИЛИНДР ПРИБЛ. СКОРОСТЬ (мм/сек)
СКОРОСТЬ ПРЕССОВАНИЯ БУСТЕРНОГО ЦИЛИНДРА
Скорость возврата бустера цилиндра (мм/с)
Количество цилиндра подушки
Количество цилиндра по кошачнике (№)
Die Dipion Davind мм)
ОТВЕРСТИЕ ЦИЛИНДРА ПОДУШКИ МАТРИЦЫ (мм)
ШТОК ЦИЛИНДРА ПОДУШКИ МАТРИЦЫ (мм)
ЦИЛИНДР ПОДУШКИ МАТРИЦЫ ПРИБЛ. СКОРОСТЬ
СКОРОСТЬ
СКОРОСТЬ ОБРАБОТКИ ЦИЛИНДРА ПОДУШКИ МАТРИЦЫ (мм/сек)
СКОРОСТЬ ВОЗВРАТА ЦИЛИНДРА ПОДУШКИ МАТРИЦЫ (мм/сек)
Цилиндр зажима
Количество цилиндра зажима (№)
Стоимость зажима давления цилиндра. мм)
ЗАЖИМНОЙ ЦИЛИНДР ПРИБЛ. СКОРОСТЬ (мм/сек)
СКОРОСТЬ ПРЕССОВАНИЯ ЗАЖИМНОГО ЦИЛИНДРА (мм/сек)
СКОРОСТЬ ВОЗВРАТА ЗАЖИМНОГО ЦИЛИНДРА (мм/сек)
Краткое описание: –
- Обзор
Общий обзор
Глубокая вытяжка представляет собой процесс формования сжатием-растяжением в соответствии с DIN 8582 . Процедура с наибольшим диапазоном применения — это глубокая вытяжка с использованием жесткой оснастки, включающая вытяжные пуансоны, держатель заготовки и матричный штамп. Заготовка e обычно протягивается через вытяжной пуансон в матрицу, держатель заготовки предотвращает образование складок на фланце. При чисто глубокой вытяжке толщина листового металла остается неизменной, так как не происходит увеличения площади поверхности, как это происходит в процессе вытяжки.
Решения для гидравлических прессов с глубокой вытяжкой
Поток материала в процессе волочения можно контролировать, при необходимости, регулируя давление держателя заготовки между чистым волочением с растяжением, при котором листовой металл не может вытекать из области фланца в вытяжную матрицу, и глубокой вытяжкой, в котором существует безморщинистый и неограниченный поток материала.
При глубокой вытяжке на первом этапе из плоской заготовки изготавливается чашка. Во всех процессах глубокой вытяжки усилие прижатия прикладывается через пуансон к нижней поверхности вытянутой детали. Далее он переносится оттуда на периметр в зоне деформации, между матрицей и заготовкодержателем.
Заготовка подвергается действию радиальных сил растяжения и тангенциальных сил сжатия.
При вытягивании с держателем заготовки пресс также должен передавать усилие удержания заготовки на матрицу. Это достигается либо сверху с помощью направляющей держателя бланка, либо снизу с помощью натяжной подушки.
При двойном действии, волочильных операциях, пресс имеет два ползуна, действующих сверху: тянущий ползун с вытяжным пуансоном и ползун держателя заготовки с держателем заготовки. Ползунок удержания заготовки передает усилие удержания заготовки через держатель заготовки на заготовку и волоку. Матрица и выталкиватель расположены в нижней матрице на станине пресса. Во время формовки держатель заготовки приводит листовой металл в контакт с матрицей, пуансон опускается сверху в матрицу и формирует деталь, в то время как листовой металл может вытекать без складок из зоны удержания заготовки. В этом случае процесс вытягивания осуществляется с неподвижным держателем заготовки и подвижным пуансоном. В операциях рисования двойного действия ползун может прикладывать только усилие нажатия.
Ползунок удержания заготовки передает усилие удержания заготовки через держатель заготовки на заготовку и волоку. Матрица и выталкиватель расположены в нижней матрице на станине пресса. Во время формовки держатель заготовки приводит листовой металл в контакт с матрицей, пуансон опускается сверху в матрицу и формирует деталь, в то время как листовой металл может вытекать без складок из зоны удержания заготовки. В этом случае процесс вытягивания осуществляется с неподвижным держателем заготовки и подвижным пуансоном. В операциях рисования двойного действия ползун может прикладывать только усилие нажатия.Команда Micro самостоятельно спроектировала и разработала гидравлический пресс глубокой вытяжки двойного действия с усилием от 20 до 10 000 тонн, , который используется для различных применений, таких как алюминиевые банки . , стальная посуда , баллоны для сжиженного нефтяного газа , огнетушитель и т.
 д. . . Рама машины изготовлена из жесткого сплава и точно обработана в соответствии с геометрическими допусками в соответствии с JIS b 6403: 19.73 «Код испытаний для производительности и точности гидравлических прессов», выпущенный Японским комитетом по промышленным стандартам (JIS). Кроме того, соответствует нормам безопасности в соответствии с требованием CE/OSHA . с надлежащим расположением направляющих GIB, обеспечивающим точность движения станин.
д. . . Рама машины изготовлена из жесткого сплава и точно обработана в соответствии с геометрическими допусками в соответствии с JIS b 6403: 19.73 «Код испытаний для производительности и точности гидравлических прессов», выпущенный Японским комитетом по промышленным стандартам (JIS). Кроме того, соответствует нормам безопасности в соответствии с требованием CE/OSHA . с надлежащим расположением направляющих GIB, обеспечивающим точность движения станин.Гидравлический пресс с микроглубокой вытяжкой поставляется с полуавтоматической и автоматической версиями с обычной гидравлической системой и с сервогидравлической системой, с сервогидравлической системой мы даем 40–50 процентов энергосбережения по сравнению с обычными гидравлическими системами.
Мы также можем интегрировать роботов с машиной для подбора и размещения компонентов. Вспомогательное оборудование, такое как устройства для смазки инструментов, конвейеры, также может быть интегрировано по запросу клиента.
Другие функции, такие как регулятор давления и расхода, устройство выброса, система смазки, защитные ограждения, ножной переключатель и периферийное оборудование, входят в стандартный объем поставки.
Для любой модификации станков стандартной серии по желанию заказчика. пожалуйста, сотрудничайте с нашей технической группой по продажам 0091-9717474831 или адрес электронной почты: – [email protected] . Мы будем рады разработать и изготовить гидравлический пресс в соответствии с вашими требованиями.
Процесс
- Изображений
- Видео
- Приложения
Применение:
- Алюминиевые банки
- Кухонные мойки
- Стальные принадлежности
- Баллоны для сжиженного нефтяного газа
- Огнетушитель и т. д. 0059
- Технические характеристики
Download Technical Specification of Deep Draw Hydraulic Press
TECHNICAL SPECIFICATIONS MODEL MHPL
32-63MHPL
32-100MHPL
32-150MHPL
32-200МХПЛ
32-250МХПЛ
32-250КМХПЛ
32-315МХПЛ
3А0007 32-400MHPL
32-500ANominal pressure kn 630 1000 1500 2000 2500 2500 3150 3150 4000 5000 Slide stroke mm 260 300 300 350 350 350 400 600 600 600 Opening height mm 500 500 550 600 600 600 650 1000 1000 1200 speed Down link Mm/s / / / / / 80 / 90 100 100 Work 12 18 15 10 16 16 16 12 10 15 return 20 30 20 20 40 40 40 60 70 80 . 
700 700 1000 800 1400 Front back mm 520 550 550 650 650 650 700 1000 800 1400 Motor power kw 5.5 5.5 5.5 7.5 11 11 11 15 15 30 - Существенная особенность
Характерная черта
Гидравлический пресс глубокой вытяжки, выпускаемый нашей компанией, был изготовлен с большой тщательностью и точностью.
 Мы применили сложную технологию, чтобы разработать идеальную конструкцию для гидравлического пресса глубокой вытяжки. При использовании продукта клиенты обязательно будут пользоваться такими функциями, как:
Мы применили сложную технологию, чтобы разработать идеальную конструкцию для гидравлического пресса глубокой вытяжки. При использовании продукта клиенты обязательно будут пользоваться такими функциями, как:- Устойчивость к коррозии
- Прочность
- Устойчивость к высоким температурам
Предлагаемая нами цена очень конкурентоспособна, и клиенты довольны ею.
Если у клиентов ограниченное пространство, то наш компактный, жесткий и компактный гидравлический пресс глубокой вытяжки станет для них идеальным выбором. Наша технически грамотная команда имеет возможность построить именно тот тип гидравлического пресса глубокой вытяжки, который соответствует спецификациям, предоставленным нашими клиентами. Кроме того, мы, как известно, доставляем наш продукт вовремя в обязательном порядке. Мы никогда не шли на компромисс в отношении качества; вместо этого мы всегда придумываем продукт, который удовлетворяет требования клиента. Механическая функция, задействованная в гидравлическом прессе глубокой вытяжки, достигается за счет разработки логических схем, а также системы повышения давления среди различных других спецификаций.

- Форма спецификации
ВАШЕ ИМЯ
ПРИЛОЖЕНИЕ
МОБИЛЬНЫЙ НОМЕР.
Электронная почта
Day Light (мм)
Рабочая высота (№)
Размер прозрачного слоя (мм)
емкость бака (Ltr.)
Мотор H.P 1440RPM 3PHASE
. КОРПУСНАЯ ТРУБА~ С ВОЗДУШНЫМ ОХЛАЖДЕНИЕМ~ ЧИЛЛЕР
УПРАВЛЕНИЕ ~ ПЛК~ РУЧНОЕ~ РЕЛЕ~ ЛОГИКА
. УДЕРЖИВАНИЕ Да НетГЛАВНЫЙ ЦИЛИНДР ТОННАЖ(тонн)
ХОД ГЛАВНОГО ЦИЛИНДРА(мм)
ОТВЕРСТИЕ ГЛАВНОГО ЦИЛИНДРА(мм)
ШТОК ГЛАВНОГО ЦИЛИНДРА(мм)
ГЛАВНЫЙ ЦИЛИНДР ПОДХ. Скорость (мм/с)
Скорость нажатия основной цилиндры (мм/с)
Основная скорость возврата основной цилиндра (мм/с)
Booster Cylinder
Количество бустерного цилиндра (№) МОЩНОСТЬ ЦИЛИНДРА БУСТЕРА (тонн)
ХОД ЦИЛИНДРА БУСТЕРА (мм)
ДИАМЕТР ЦИЛИНДРА БУСТЕРА (мм)
ШТОК ЦИЛИНДРА БУСТЕРА (мм)
ЦИЛИНДР БУСТЕРА ПРИБЛ.
 СКОРОСТЬ (мм/сек)
СКОРОСТЬ (мм/сек)Скорость нажатия на прессование бустера -цилиндра
Скорость возврата бустера (мм/с)
Цилиндр для подушки димирации
Количество цилиндра по кожу (№).
ХОД ЦИЛИНДРА ПОДУШКИ МАТРИЦЫ (мм)
ОТВЕРСТИЕ ЦИЛИНДРА ПОДУШКИ МАТРИЦЫ (мм)
ШТОК ЦИЛИНДРА ПОДУШКИ МАТРИЦЫ (мм)
ЦИЛИНДР ПОДУШКИ МАТРИЦЫ ПРИБЛ. СКОРОСТЬ
СКОРОСТЬ ПРЕССОВАНИЯ ЦИЛИНДРА ПОДУШКИ МАТРИЦЫ (мм/сек)
Скорость возврата цилиндров (мм/с)
Цилиндр зажима
Количество цилиндра зажима (№)
Давление цилиндра. ОТВЕРСТИЕ ЗАЖИМНОГО ЦИЛИНДРА (мм)
СТЕРЖЕНЬ ЗАЖИМНОГО ЦИЛИНДРА (мм)
ЗАЖИМНОЙ ЦИЛИНДР ПРИБЛ. СКОРОСТЬ (мм/сек)
СКОРОСТЬ НАЖИМАНИЯ ЗАЖИМНОГО ЦИЛИНДРА (мм/сек)
СКОРОСТЬ ВОЗВРАТА ЗАЖИМНОГО ЦИЛИНДРА (мм/сек)
Краткое описание: –
- Расследование
Четырехколонный гидравлический пресс глубокой вытяжки
Гидравлические прессы глубокой вытяжки
Четырехколонный гидравлический пресс глубокой вытяжки Преимущество продукта:
1. Усовершенствованная система двухходового картриджного клапана обеспечивает высокую надежность и гораздо меньшее изменение направления гидравлического удара;
Усовершенствованная система двухходового картриджного клапана обеспечивает высокую надежность и гораздо меньшее изменение направления гидравлического удара;
2. Главный гидравлический цилиндр изготовлен из литой легированной стали, а его внутренняя поверхность мелко отшлифована для обеспечения срока службы под высоким давлением;
3. Четыре колонны изготовлены из легированной стали с высоким сопротивлением растяжению, тонко отшлифованы и гальванически покрыты твердым хромом;
4. Основные гидравлические и электрические агрегаты известных брендов из Германии, США и Японии;
5. Быстрая приближающаяся скорость подвижного рабочего стола обеспечивает более высокую эффективность производства;
6. На подвижном рабочем столе установлен гидравлический выталкиватель для выбивания заготовки после волочения.
Применение продукта:
1. Глубокая вытяжка и формовка посуды, кухонной утвари, металлического покрытия электродвигателя, бытовой техники, осветительных приборов и т. д.;
д.;
2. Главный гидроцилиндр изготовлен из литой легированной стали, а его внутренняя поверхность тонко отшлифована для увеличения срока службы при высоком давлении.
Технические параметры:
| Модель | шт. | Технические характеристики | ||||||||||
| ДСФС-50 | ДСФС-120 | ДСФС-220 | ДСФС-220Л | ДСФС-275 | ДСФС-350 | ДСФС-350Л | ДСФС-500 | ДСФС-500Л | ДСФС-600 | |||
| Главный цилиндр | Номинальная емкость | Тон | 35 | 85 | 160 | 160 | 200 | 260 | 260 | 350 | 350 | 420 |
| Макс.ход | мм | 350 | 450 | 560 | 560 | 560 | 560 | 560 | 600 | 600 | 700 | |
| Пустой удерживающий цилиндр | Номинальная емкость | Тон | 15 | 35 | 60 | 60 | 75 | 90 | 90 | 150 | 150 | 180 |
Макс. ход ход | мм | 175 | 200 | 260 | 260 | 260 | 600 | 260 | 300 | 300 | 350 | |
| Выбивной выталкиватель | Номинальная емкость | Тон | 2 | 3 | 5 | 5 | 5 | 5 | 5 | 10 | 10 | 10 |
| Макс.ход | мм | 150 | 180 | 200 | 200 | 200 | 220 | 220 | 250 | 250 | 300 | |
| Открытая высота | мм | 600 | 730 | 900 | 1000 | 900 | 900 | 900 | 1000 | 1200 | 1500 | |
| Высота неподвижного рабочего стола | мм | 990 | 1055 | 1080 | 1100 | 1100 | 1200 | 1200 | 1550 | 1600 | 1700 | |
Скорость приближения M. W.T. W.T. | мм/с | 195 | 220 | 210 | 210 | 210 | 200 | 200 | 210 | 210 | 190 | |
| Скорость волочения M.W.T. | мм/с | 25 | 20 | 20 | 20 | 19 | 17 | 17 | 18 | 18 | 14 | |
| Скорость возврата M.W.T. | мм/с | 180 | 220 | 200 | 200 | 200 | 165 | 165 | 190 | 190 | 180 | |
| Скорость подъема цилиндра удержания заготовки | мм/с | 120 | 50 | 120 | 120 | 115 | 160 | 160 | 85 | 85 | 75 | |
| Доступный размер рабочего стола | (Л-П) | мм | 500 | 500 | 710 | 900 | 800 | 900 | 1100 | 1050 | 1250 | 1400 |
| (F-B) | мм | 550 | 600 | 870 | 1100 | 900 | 1000 | 1250 | 1200 | 1500 | 1600 | |
| Габаритные размеры | (Л-П) | мм | 1750 | 1990 | 20900 | 2280 | 2190 | 2200 | 2400 | 2970 | 3090 | 3690 |
| (F-B) | мм | 1160 | 1510 | 1500 | 1750 | 1650 | 1850 | 1850 | 2200 | 2400 | 2000 | |
| (Н) | мм | 2550 | 2920 | 3500 | 3500 | 3600 | 3800 | 3840 | 4680 | 4800 | 5640 | |
| Мощность двигателя | кВт | 7,5 | 15 | 30 | 30 | 30 | 37 | 37 | 55 | 55 | 55 | |
| Вес (приблизительно) | кг | 2280 | 3500 | 6000 | 6600 | 7500 | 9500 | 12500 | 16000 | 22000 | 23000 | |
Если вы уже подписались на нашу рассылку, вы можете продолжить просмотр наших машин, закрыв это окно
Поля, отмеченные *, обязательны для заполнения.