Чертеж ручного гибочного станка: Самодельный гибочный станок для листового металла чертежи. Ручной листогиб промышленного производства. Как сделать листогиб своими руками. Как выполнить гибку под прямым углом
alexxlab | 30.06.2023 | 0 | Разное
Ручной гибочный станок для гибки арматуры
Станок для гибки арматуры своими руками: чертежи
Любое возведение зданий или строительных сооружений другого назначения основа на использовании бетона. Но сам по себе материал не отличается особой надежностью. Для его укрепления используют стальные прутья. Вместе они составляют незыблемую железобетонную глыбу. Казалось бы, что еще требуется, но для предотвращения расслоения материала на углах конструкции необходима гнутая арматура. И это не единственный случай, когда гибка арматуры жизненно необходима.
Такую технологическую операцию, как гибка арматуры применяют при производстве стержней арматуры, хомутов, крюков, спиралей, металлических сеток и множества других изделий повседневной необходимости. Гибка арматуры позволяет получить детали для организации каркасов промышленного или декоративного назначения, железобетонные элементы несущих конструкций при блочном и монолитном строительстве, армированного укрепления кирпичной и каменной кладки. Помимо этого гнутая арматура часто служит в качестве основы для решеток, ограждений и ворот, а также разнообразных скобогибочных деталей.
Помимо этого гнутая арматура часто служит в качестве основы для решеток, ограждений и ворот, а также разнообразных скобогибочных деталей.
Гибка арматуры производится на специальных станках с ручным или механическим приводом в холодном режиме. В конструкцию станка входят: рама, редуктор, массивное основание и приспособления, непосредственно осуществляющие изгиб. По принципу действия все изгибающие арматуру станки схожи и отличаются лишь диаметром стержней, подвергаемым деформации.
Гибка арматуры минимизирует временные и трудовые затраты, к тому же позволяет избежать неизбежных при других технологиях отходов недешевого арматурного проката в процессе придания изделию требуемой формы. Но при всей кажущейся простоте технологической операции, выполнить изгиб арматуры с должным качеством получается не всегда. На результат влияют:
Но при всей кажущейся простоте технологической операции, выполнить изгиб арматуры с должным качеством получается не всегда. На результат влияют:
- параметры прочности материала;
- радиус перегиба и сложность конечной конфигурации;
- требования к точности линейных размеров и диаметра сечения детали после операции.
Практика последних лет показывает, что ручной станок для гибки арматуры очень часто применяется при возведении объектов различного назначения.
Строительные технологии современного типа рассчитаны на использование качественных материалов и предварительно собранных конструкций.
Такой подход позволяет выполнять работы в короткие сроки и с высоким качеством. В то же время, почти на каждой стройке требуется специальное оборудование для подготовки нестандартных изделий.
Чаще всего такая необходимость появляется при изготовлении нестандартных железобетонных конструкций непосредственно на строительной площадке.

Виды арматуры
Для того чтобы строить быстро и качественно, требуется соблюдать два условия. Первое – использовать строительные материалы нового поколения.
Второе – применять эффективные технологии сборки и монтажа.
Сборные железобетонные конструкции используются при строительстве многоэтажных жилых домов, промышленных зданий и сооружений в течение многих десятилетий.
При выполнении строительных мероприятий, связанных с усилением фундаментных оснований и армированием перекрытий, возникает потребность в гнутье стальных прутков. Арматурные стержни также изгибают для сооружения теплиц и изготовления стальных конструкций. Для этого используется самодельное и профессиональное оборудование.
Станок для изгиба арматуры – это оборудование, позволяющее придать арматурному металлопрокату необходимую конфигурацию.
Самодельный станок для изгиба арматуры
Устройства делятся на типы в зависимости от следующих критериев:
- конструктивных особенностей;
- типа привода;
- диаметра сгибаемого стержня.

Станок для загибания арматуры бывает следующих типов:
- механическое устройство с ручным приложением усилий;
- механизированное оборудование с питанием от электрической сети.
Принцип работы оборудования для деформации арматуры заключается в сгибании стального стержня, зафиксированного между роликоопорами путем приложения усилий со стороны упорного ролика. Специальные станки позволяют изгибать металлические пруты под необходимым радиусом.
Оборудование с ручным приводом отличается рядом преимуществ:
- простым принципом работы, напоминающим функционирование трубогиба;
- уменьшенной массой изгибающего механизма, составляющей от 12 до 20 кг;
- мобильностью, позволяющей, при необходимости, быстро переносить оборудование;
- малым объемом затрат, позволяющим изготовить станок для гнутья арматуры своими руками.
Станок для гибки арматуры ручной Stalex DR-16
Механизированное оборудование с электрическим приводом применяется на промышленных предприятиях при серийном изготовлении гнутых элементов. Промышленный арматурогиб отличается следующими моментами:
- увеличенной производительностью, позволяющей за одну минуту загнуть 5-6 арматурных элементов;
- возможностью изгибать промышленный арматурный металлопрокат с увеличенным диаметром;
- повышенной до 5 кВт мощностью электроприводной станции, позволяющей прилагать значительные усилия;
- возможностью работы в автоматическом режиме с дистанционным управлением, а также на ручном управлении;
- стационарной конструкцией, предусматривающей эксплуатацию оборудования на месте установки без перемещения;
- увеличенной до 0,5 т массой, затрудняющей транспортировку без применения грузоподъемных приспособлений;
- достаточно высокой стоимостью, позволяющей приобрести устройство только с целью промышленного применения.
В условиях промышленных предприятий часто совмещают процесс рубки с деформацией арматурного металлопроката. Для этого используют специальное оборудование. В конструкции таких агрегатов применяется:
- мощный гидравлический привод;
- электромеханические системы;
- электромагнитные механизмы.
Станок для гибки арматуры с концевиком ТСС GW 40A
В зависимости от диаметра металла, который необходимо деформировать, гибочные устройства делятся на следующие группы:
- облегченные, осуществляющие изгиб прутьев диаметром до 2 см;
- средние, изгибающие металлические стержни сечением до 4 см;
- тяжелые, предназначены для загибания заготовок диаметром до 9 см.
Улучшенное качество изгиба обеспечивают гидравлические устройства. При деформации металла не происходит растрескивание, а также образование складок, являющихся источником внутренних напряжений.
На рынке предлагаются бытовые, а также промышленные модели специального гибочного оборудования. Заслуживает внимания ручной арматурогиб модели Afacan, предлагаемый в следующих модификациях:
Заслуживает внимания ручной арматурогиб модели Afacan, предлагаемый в следующих модификациях:
- Afacan 10E. Работает со стержнями сечением 0,6–1,2 см;
- Afacan 12E. Изгибает прокат диаметром 1–1,2 см;
- Afacan 16РТ. Деформирует прутки диаметром до 1,6 см.
Предлагаются также ручные универсальные гибщики, предназначенные для загибания арматурных стержней диаметром 0,6–2 см.
Ручные станки для гибки арматуры Afacan
Имеется возможность приобрести или арендовать следующие виды промышленных установок для гнутья:
- СГА-1. При установленной мощности привода 3 кВт легко деформирует стержни диаметром до 3,2 см, обеспечивая их изгиб на 160 градусов;
- GW-40. Конструкция устройства с трехкиловатным приводом позволяет изгибать на 180 градусов металлопрокат, диаметр которого достигает 4 см;
- Г-40. Кинематика устройства, оснащенного ступенчатым передаточным механизмом, позволяет многократно деформировать пруток сечением до 3,2 см;
- Г-50.
 Это промышленная установка, укомплектованная приводной станцией мощностью 4 кВт, деформирует арматурные прутки диаметром до 5 см.
Это промышленная установка, укомплектованная приводной станцией мощностью 4 кВт, деформирует арматурные прутки диаметром до 5 см.
Принимая решение о приобретении гибочного оборудования, проконсультируйтесь со специалистами. Они дадут профессиональный совет, помогут правильно подобрать устройство в зависимости от поставленных задач.
До начала работ необходимо подготовить заготовки требуемых размеров. Процесс ручной гибки происходит по простому алгоритму:
- Стержень устанавливается на посадочную площадку и выставляется между фиксирующими опорами.
- Определяется центр участка, который будет деформироваться под воздействием прилагаемых усилий.
- Приводной рычаг вручную поворачиваться относительно оси, воздействуя на зажатый пруток.
- Арматурный прокат деформируется на необходимый угол в процессе приложения усилий к рычагу.
- Изогнутая деталь, соответствующая по конфигурации требованиям документации, извлекается.
Станок для гибки арматуры Г50 ВПК
Конструкция оборудования позволяет производить деформацию зажатого стержня в любом направлении.
Для безопасности и удобства выполнения работ важно надежно закрепить гибочный механизм на устойчивой поверхности.
Выполнение гибочных операций на механизированных устройствах с приводом требует ознакомления с принципами работы оборудования и специальной подготовки. До начала работ следует тщательно изучить руководство по эксплуатации, а также требования техники безопасности. Конструкция многих агрегатов с гидравлическим или электромеханическим приводом предусматривает подачу команд путем нажатия на педаль. При этом заготовки подаются в рабочую зону руками.
Порядок работы на промышленном гибочном оборудовании:
- Установите гибочный ролик необходимого диаметра, соответствующий размеру сечения металлопроката.
- Настройте механизм устройства на требуемый угол загиба, находящийся в интервале от 0 до 180 градусов.
- Расположите пруток в посадочной площадке рабочего ролика, зафиксируйте его на опорных стойках.
- Нажмите на педаль включения агрегата и произведите деформацию прутка до необходимой конфигурации.

Прекратите нажимать педаль, когда заготовка приобретет требуемую форму. Затем извлеките ее из рабочего механизма. Важно соблюдать правила безопасности, не допускать попадания пальцев или одежды в зону вращения роликов.
Гибка арматуры своими руками
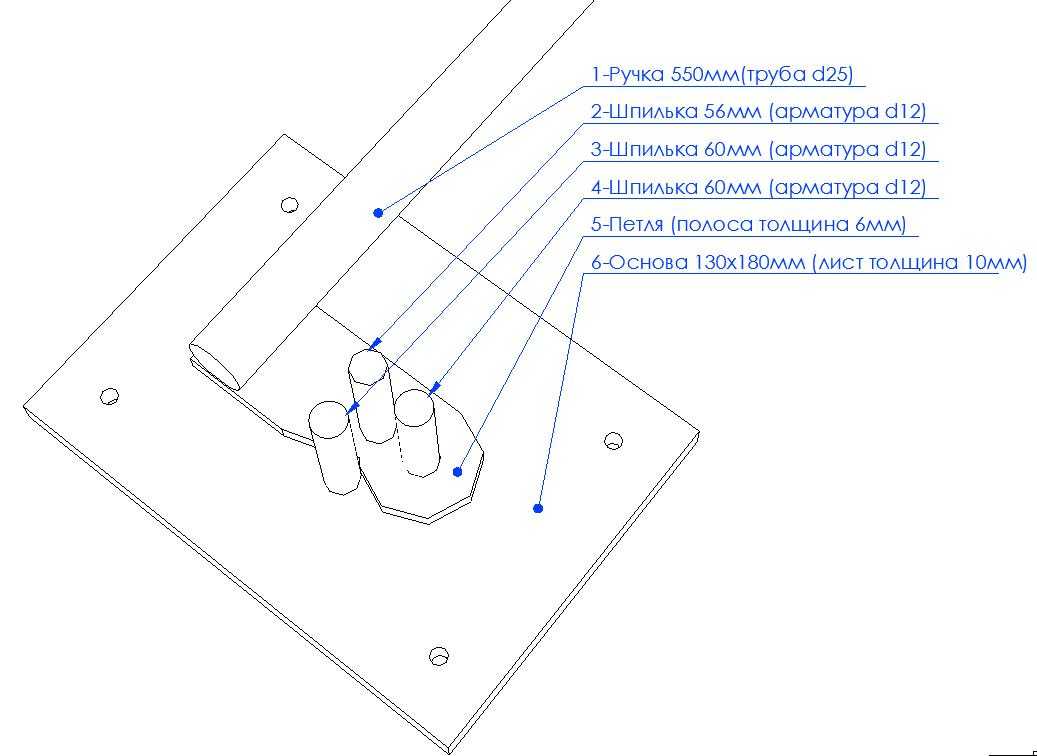
Конструкция самодельного гибочного устройства несложная. Малогабаритное приспособление для гибки арматуры включает следующие части:
- рабочий стол, выполненный в виде стальной пластины толщиной 6–8 мм;
- зафиксированные на основе упоры, которые ограничивают перемещение стержня;
- поворотный рычаг с прижимным роликом, деформирующим стальные прутки.
Ручной станок для гибки арматуры своими руками: чертежи, советы
Загибочный станок для арматуры представляет собой специальное приспособление, посредством которого первоначально прямому арматурному прутку придается требуемая форма. Такое оборудование, в зависимости от типа конструкции, классифицируется на две разновидности:
- ручное;
- приводное (механизированное).

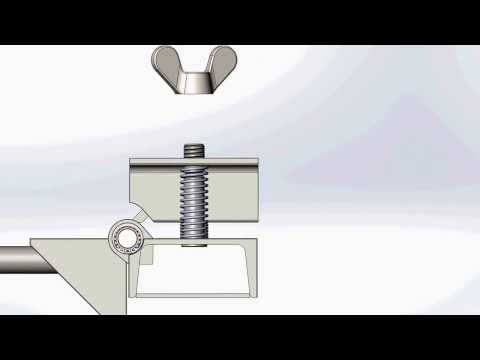
Конструкция данного устройства достаточно проста. Она состоит из рабочей поверхности в виде круглой либо прямоугольной пластины, на которой закреплены упоры (шпильки), ограничивающие перемещение прутков, и рычаг, зафиксированный с помощью винта и оборудованный на торцевой части посадочным отверстием под арматуру.
Виды арматуры
Потраченное время и средства на самодельный станок для гибки арматуры окупиться еще на стадии строительства фундамента вашего дома. Его можно будет также использовать и в дальнейшем. Например, для изготовления закладных деталей, таких, как оконные или дверные перемычки. Но и после этого он не раз сможет вам пригодиться для сборки различных стальных конструкций.
Сгибание арматурного прута представляет собой процесс контролируемого изменения направления центральной оси. При этом в месте деформации одни слои металла будут растягиваться, а другие — сжиматься.
При этом в месте деформации одни слои металла будут растягиваться, а другие — сжиматься.
Одним из основных определяющих факторов при сгибании является величина усилия, прикладываемая к месту деформации. Она напрямую зависит от вида стали и диаметра сечения арматуры. Таким образом, можно сразу определиться, чем лучше и толще арматурный пруток, тем больше сил понадобиться прикладывать для его сгибания.
Эти определения должны послужить нам основой для дальнейших расчетов при изготовлении приспособления для сгибания арматуры своими руками.
И все-таки начнем с того, что вам срочно надо согнуть небольшое количество тонкого металлического прутка. Для этого разберем несколько способов, как гнуть арматуру с помощью подручных средств.
Здесь стоит знать , что пытаясь сгибать, особенно легированную арматуру, своими руками нужно осознанно рассчитывать свои действия, в противном случае — это может привести к получению серьезных травм. Легированный металлопрокат при попытке его деформировать будет всячески пытаться отпружинить и способен при этом нанести непоправимый вред вашему здоровью.
Так что будьте осторожны и внимательны.
Выделим три наиболее простых способа, как согнуть арматуру с величиной диаметра до 8 мм самостоятельно без применения специальных устройств, а именно:
- С помощью двух отрезков металлической трубы. Так, нам понадобятся трубки диаметром 15 мм с длиной 0,5 и 1 метр, которые одеваем на арматуру. На полуметровый кусок трубы становимся ногами, а метровый, соответственно, начинаем поднимать до необходимого нам угла загиба.
- Если к полутораметровой металлической трубе 32 диаметра или 50 мм стальному уголку приварить при помощи электросварки пятисантиметровый кусок трубы 25-32 мм в диаметре, то получится универсальный гибочный рычаг. Останется только либо встать на арматуру, либо упереть ее обо что-нибудь прочное.
- Не очень длинные кусочки арматуры можно согнуть с помощью больших тисков и кувалды. Только при этом способе не стоит торопиться и надо бить с небольшим усилием, растягивая процесс, в противном случае можно просто сломать арматурный пруток.

Основным недостатком применения таких способов для сгибания арматуры является то, что радиус поворота получается достаточно большой и нередко угол получается несколько кривой и не лежит своими сторонами строго в одной плоскости.
Хотя, при хороших физических данных и небольших диаметрах металлического прутка, эти способы, как правило, на практике являются самыми универсальными арматурогибами в домашних условиях.
Если все-таки объем работ большой и у вас вполне хватает технических знаний, то сделать своими руками ручной гибочный станок для арматуры вполне по силам каждому, поэтому тем более не стоит покупать его на строительном рынке.
Вариант арматурогиба из подручных средств
Перед тем, как приступить к изготовлению, необходимо выполнить детальные чертежи узлов будущего приспособления. Для этого рекомендуется ознакомиться в интернете с готовыми образцами, выполненными по стандартной схеме или выбрать какую-нибудь другую методику, чем гнуть арматуру.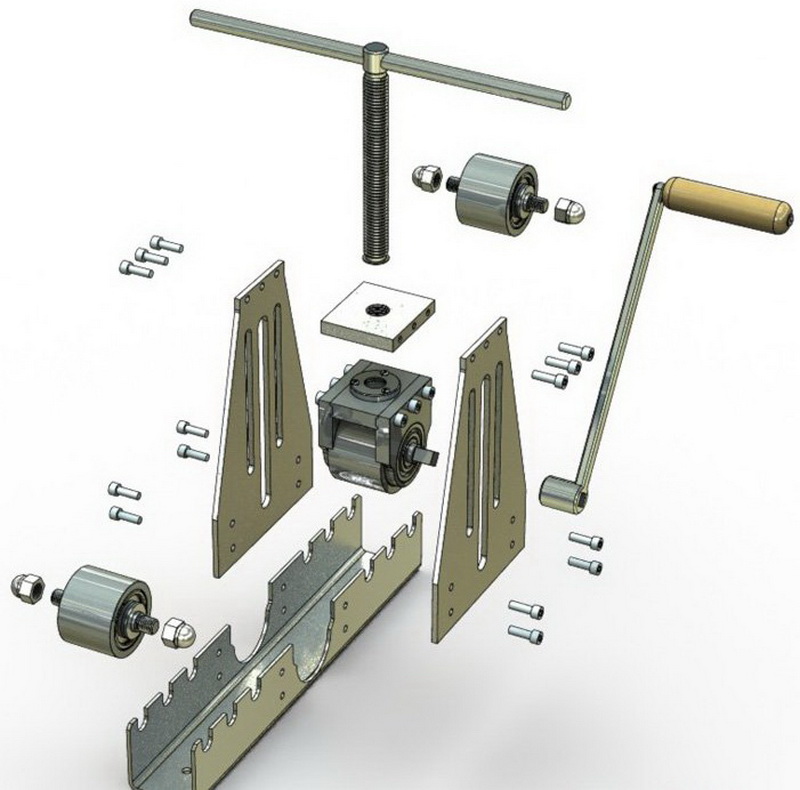
Простой арматурогиб своими руками проще всего выполнить, основываясь на общем принципе действия такого рода устройств, а именно состоящего из трех основных частей:
- массивного основания,
- поворотного механизма в виде большого рычага,
- прочного упора.
Чтобы изготовить такое приспособление, вполне подойдут подручные материалы и инструменты, имеющиеся в любом нормальном гараже. Итак, приготовим необходимые для этого инструменты, тут нам понадобятся:
- углошлифовальная машина с отрезными кругами и шлифовальным диском,
- электрическая дрель с набором сверл по металлу,
- электросварочный аппарат с электродами,
- стандартный набор ручных слесарных инструментов.
Хоть важным этапом и является подготовка комплектующих деталей и узлов, здесь попытаемся приспособить различные подручные материалы. В крайнем случае, недостающее можно одолжить либо у соседа, либо докупить на строительном рынке.
Во время работы по дому, в процессе строительства или изготовления стальных конструкций может понадобиться гибочный станок для арматуры. Перед тем как сделать его своими руками рекомендуется ознакомиться со стандартными чертежами и выбрать оптимальную методику производства.
Перед тем как сделать его своими руками рекомендуется ознакомиться со стандартными чертежами и выбрать оптимальную методику производства.
Ручной станок для гибки арматуры
Гибка арматуры — это контролируемый процесс деформации, в результате которого на определенном участке заготовки происходит изменение направления вектора центральной оси. Для больших производств применяются механические гибочные комплексы, обеспечивающие высокий показатель производительности. Но для домашнего использования лучше всего сделать ручной.
Общий принцип действия этого оборудования одинаков. Разница в конструкции объясняется различными диаметрами прута, который необходимо согнуть своими руками. Обычно в станке присутствуют несколько валов для упора заготовки, а также движущаяся часть, которая выполняет деформацию.
Порядок эксплуатации гибочного станка для арматуры.
- Установка заготовки, ее фиксация.
- Определение места гибки. Это часть должна располагаться на опорном валу.
- С помощью механизма происходит искривление стального прута.
Для выполнения этих несложных действий можно сделать небольшой ручной станок своими руками. Для оптимизации изготовления рекомендуется изучить стандартные чертежи.
В приводных конструкциях основным рабочим элементом является диск, на котором расположено несколько валов для изгиба. Гнуть можно после предварительной фиксации заготовки. Изменение конфигурации происходит во время вращения диска.
С помощью ручных моделей гибочных станков можно гнуть арматуру диаметром не более 16 мм. Для больших размеров заготовок потребуются значительные усилия.
Самодельный станок для гибки арматуры
Для изготовления самого простого станка, с помощью которого можно гнуть стальной прут, понадобится металлический уголок 40*40 мм, комплект креплений и деревянный брус. Это конструкция для гибки позволит изменять конфигурацию заготовки своими руками без посторонней помощи, также имеет несложный чертеж.
Это конструкция для гибки позволит изменять конфигурацию заготовки своими руками без посторонней помощи, также имеет несложный чертеж.
Уголок разрезается на две части. Одна из них крепится на деревянном брусе. Этот компонент предназначен для фиксации арматуры, перед тем как гибочный узел изменит ее конфигурацию. Вторая часть уголка для изгиба будет подвижной. Он крепится к брусу с помощью болта. В дальнейшем этот узел будет выполнять функцию рычага.
Гибочный станок конструкции Замкова
Для большого объема работ лучше всего использовать ручной гибочный станок конструкции Замкова. Изготовить его своими руками несколько проблематично, так как для этого понадобится выточить или заказать основные компоненты.
Для того чтобы правильно согнуть арматуру с помощью этого оборудования необходимо изготовить устойчивый опорный стол. В его столешницу врезается корпус станка. После этого стальной прут располагается между двумя роликами. С помощью третьего происходит гибка заготовки. В качестве опорной плиты рекомендуется использовать стальную пластину толщиной не менее 4 мм.
В качестве опорной плиты рекомендуется использовать стальную пластину толщиной не менее 4 мм.
Изготовление дисковых станков, с помощью которых можно гнуть стальной прут в домашних условиях нецелесообразно. По-настоящему они эффективны только в комплексе с электроприводом.
Перед процессом гнутья нельзя подвергать заготовку внешним воздействиям. Частая ошибка во время выполнения гибки — подпиливание в области сгиба. Это может привести к появлению трещин. Также нельзя нагревать прут с помощью сварки, в результате этого произойдут значительные изменения толщины изгиба.
Во время проведения строительных работ достаточно часто приходится гнуть и резать арматуру. Удобнее всего делать это с помощью специального устройства. Станок для гибки арматуры прост в эксплуатации, не требует никаких специальных навыков и обслуживания. Он помогает быстро и точно согнуть пруты своими руками без лишних усилий.
это приспособление фиксируется на верстаке болтами
Арматура и пруток применяются в качестве армирующей структуры при строительстве зданий различного направления. Так как арматурная сетка не обладает прямоугольной формой, пруты необходимо сгибать. Для этого и предназначены различные виды гибщиков.
Так как арматурная сетка не обладает прямоугольной формой, пруты необходимо сгибать. Для этого и предназначены различные виды гибщиков.
Некоторые умельцы гнут арматуру до 8 мм своими руками, без какого-либо специального устройства. Но пруток может в любой момент спружинить и поранить мастера.
Станки для гибки арматуры делятся по типу используемой тяги:
- ручные — оптимальное устройство для личного хозяйства или мелкого бизнеса. Ручной станок для гибки арматуры обладает довольно скромным функционалом гнутья, но он дешев, поэтому пользуется популярностью;
- гидравлические — позволяют согнуть толстые металлические пруты под различными углами. Гидравлический станок для гибки арматуры выполняет работу аккуратно, не оставляя на поверхности прута складок и загибов. Гидравлическое оборудование сгибает арматуру до 180 градусов.
Ручной станок для гибки арматуры своими руками
Схема самодельного станка
Чтобы своими руками изготовить гибщик, потребуется домкрат (подойдет простейшее автомобильное устройство с усилием хотя бы в 2 тонны), швеллер 100 мм (для несущей рамы) и петли для ворот, которые будут использоваться как упорные ограничители.
Для изготовления корпуса и пуансона(давящего механизма) нам потребуется стальной угол на 25 и 32 мм и профиль 40*20.
Самодельный инструмент изготавливается с применением сварочного аппарата, болгарки, уровня, молотка, щетки по металлу и разметочных приспособлений (рулетка, мел, линейка).
В повседневной жизни при осуществлении строительных мероприятий, периодически требуются работы, требующие гибочных работ из такого строительного материала, как арматурные стержни. Руками сгибать такой толстый материал очень сложно.
Именно поэтому и был придуман гибочный станок для арматурного материала. Такое приспособление получило широкое распространение в металлопрокате и достигло промышленных масштабов. Покупка дорогостоящего оборудования многим не по карману, однако, нашёлся выход из ситуации. Был создан самодельный гибочный агрегат, чтобы упростить многим людям работу с металлом.
Гибочный станок предназначен для сгибания арматуры различного диаметра и металлических прутков, для придания материалу необходимую форму. Применяется такое оборудование, как в промышленности, так и быту. С его помощью можно изготавливать теплицы. Широко используется при армировании фундаментов и бетонных конструкций. Если вам необходимо изготовить элементы декора из металлических стержней, то такое оборудование сослужит верным инструментом.
Применяется такое оборудование, как в промышленности, так и быту. С его помощью можно изготавливать теплицы. Широко используется при армировании фундаментов и бетонных конструкций. Если вам необходимо изготовить элементы декора из металлических стержней, то такое оборудование сослужит верным инструментом.
Прежде чем мы начнём знакомиться с самим станком, необходимо ознакомиться с классификацией арматуры.
Виды арматуры
Бывают случаи, когда можно обойтись и своими силами, но чаще всего толщина изделий настолько большая, что достигнуть гнутья возможно только с помощью специальных приспособлений.
Модифицированный гибочный станок для арматуры позволяет не только придавать листам и другим материалам нужную форму, но и резать их.
Также многие устройства позволяют из проволоки, труб или другого сырья изготавливать кольца, крепежные хомуты и детали, петли, которые применяются в монтаже и на стройке.
Несмотря на сложность конструкции, станок можно спроектировать и собрать своими руками. Для этого понадобится подготовленный чертеж, инструменты и знание принципов работы устройства.
Для этого понадобится подготовленный чертеж, инструменты и знание принципов работы устройства.
В бытовых целях самодельный ручной гибочный станок для арматуры используется, в первую очередь, при возведении фундамента.
Без армирующих деталей сделать надежное основание практически невозможно, поэтому возникает вопрос – как сделать каркас, как изогнуть имеющуюся арматуру?
Конечно, сегодня на рынке можно найти огромный выбор профессионального оборудования, однако цена на него бывает очень высокой.
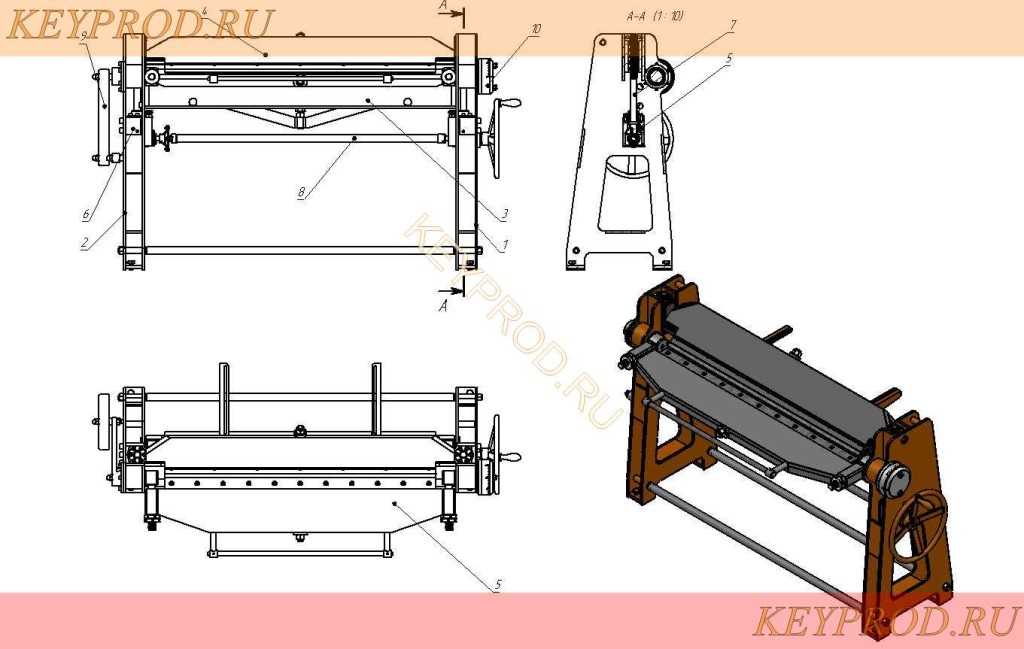
Ручной сегментальный гибочный станок Metal Master серия MTB
Описание станка:
Мощный станок для гибки обсалютно всех сложных профилей толщиной до 2мм. Станки имеют дополнительное устройство для установки пневмопружины. И прижимная и гибочная балки имеют сегментную структуру.
Станки имеют дополнительное устройство для установки пневмопружины. И прижимная и гибочная балки имеют сегментную структуру.
- Высококачественные ручные листогибы.
- Станки предназначены для гибки изделий из листового металла шириной до 2,5м.
- Листогибы оснащены сегментальными ножами, позволяющими изготавливать изделия сложной конфигурации
- Ножной прижим для удобства работы.
Описание модели:
Модель MTB 1210
- Модели имеют дополнительное устройство для установки пневмопружины.
- И прижимная и гибочная балки имеют сегментную структуру.
Модель MTB S 1220
- Сегментную структуру имеет только прижимная балка.
- Прочная и полностью сварная машина.
- Ножной привод обеспечивает быструю, простую работу и позволяет обоим рукам оставаться свободными для регулировок материала.

- Ширина используемых сегментов от 25 мм до полной рабочей длины с 5 мм приращением.
Технические характеристики:
| Храрктеристики | MTB1210 |
MTB 2S 1515 |
MTB S 1220 |
MTB S 1515 |
MTB S 2012 |
MTB S 2510 |
| Рабочая длина | 1250 |
1500 |
1270 |
1500 |
2000 |
2500 |
| Толщина металла | 1,0 |
1,5 |
2,0 |
1,5 |
1,0 |
1,0 |
| Сегментальный верхний нож | – |
есть |
есть |
есть |
есть |
есть |
| Сегментальный нижний нож | – |
есть |
есть |
– |
– |
– |
| Глубина подачи | не ограничена | |||||
| Угол гиба | 135 | |||||
- Ручной гибочный станок TAPCO MAX-I-MUM Port-O-Bender
- Ручной гибочный станок TAPCO SuperMax
- Ручной листогибочный станок TAPCO PRO
- Ручной гибочный станок Van Mark
- Ручной гибочный станок Mazanek ZGR 1
- Ручной гибочный станок Mazanek ZGR 2
- Ручной сегментальный гибочный станок Mazanek серия ZGRS
- Ручной гибочный станок Metal Master серия MFB
- Ручной сегментальный гибочный станок Metal Master серия MFS
- Ручной гибочный станок Schechtl серия LBX
- Ручной сегментальный гибочный станок Schechtl UK
- Электромагнитный ручной листогиб MAGNABEND
- Листогибы Bertech серии ZG/0,7
- Листогибы Bertech серии ZG/1,0 ( LBA )
- Листогибы Van Mark Серии MetalMaster Industrial
- Листогибы Van Mark серии MetalMaster Commercial
Здесь Вы можете отправить свою заявку на любое интересующее Вас оборудование или задать вопрос, не отходя от Вашего компьютера. Обязательные для заполнения поля отмечены звездочкой (*).
Обязательные для заполнения поля отмечены звездочкой (*).
| * Ваше Имя: |
Пример: Сидоров Иван Петрович |
*Текст сообщения: Информация о заказе, либо любой интересующий вопрос пишется в произвольной форме. Сообщение будет обработано нашим менеджером. |
|
| * Ваш телефон: |
Пример: 8-351-2345678 | ||
| Ваш Город: |
Пример: Челябинск |
||
| Ваш E-Mail: |
Пример: [email protected] |
||
| * Введите код: |
Пример: abc3127 |
||
|
Special
|
|||
Ротационно-гибочные станки | Трубогибы
Ротационно-гибочные станки | Трубогибы | Бейли Индастриал Похоже, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Ручной трубогиб от Baleigh Industrial обеспечивает точные результаты по низкой цене — отлично подходит для любителей и мастерских, которые производят одноразовые детали. Вы получите преимущества нашего лучший в отрасли дизайн и качественные материалы без лишних затрат на гибочный станок, ориентированный на производство.
Зачем покупать ручной трубогиб Baileigh?
- Эффективная конструкция без штифтов – Изгиб трубы на 180° без перемещения штифтов крепления. Ваш магазин сэкономит время, так как вам не придется останавливаться и заново прикалывать штамп.
- Конструкция из стали или чугуна – Мы изготавливаем наши ручные трубогибы из прочных материалов, поэтому они служат долго и остаются точными.
- Пожизненная техническая поддержка по телефону .
 Вы можете позвонить в нашу команду обученных и проверенных экспертов, когда столкнетесь с проблемой или у вас возникнет вопрос.
Вы можете позвонить в нашу команду обученных и проверенных экспертов, когда столкнетесь с проблемой или у вас возникнет вопрос.
Мы производим 2 типа ручных трубогибов:
- Простые ручные трубогибы , такие как RBD-10 и RDB-25 – Эти модели позволяют сгибать трубки и трубы небольшой мощности. Они поставляются с несколькими наборами штампов.
- Трубогибы с храповыми колесами , такие как RBD-50 и RDB-100 — эти модели могут сгибать бОльшие емкости. Длинная ручка позволяет сгибать материал без напряжения.
ПодробнееПодробнее
- Обычная цена:
$579,00
Специальная цена 492,15 $
В наличии
- Диаметр круглой трубы 7/8″
- Вместимость трубы квадратного сечения 1 дюйм
- Толщина стенки 0,047 дюйма
- Включает 8 матриц для круглых и квадратных труб
1 279,00 $ $
В наличии
- Ручной трубогиб для гидравлических линий
- Изгиб до 180°
- Включает 10 комплектов штампов с наружным диаметром от 1/4″ до 5/8″
$1899,00 $
В наличии
- Трехскоростной ручной трубогиб.

- Изгибается до 200°.
- 2,5-дюймовая трубка из мягкой стали и 2-дюймовая трубка из хромомолибденовой стали.
- Трехскоростной ручной трубогиб.
$3 149,00 $
В наличии
- Ручной поворотный трубогиб и трубогиб
- Диаметр трубы 1,75 дюйма
- Вместимость трубы из мягкой стали сортамента 40 диаметром 1 дюйм
- Максимум 10,5″ CLR
- Подписаться на новости
Нужна цитата?
Позвоните нам: (920)684-4990
Мастер четырехвалкового листогибочного станка W12: Руководство по эксплуатации
1. Основные области применения и область применения
Основные области применения и область применения Принцип работы верхнего ролика U…
Пожалуйста, включите JavaScript
Принцип работы верхнего ролика Универсальная трехвалковая пластина Прокатный станок
Четырехвалковый листогибочный станок W12 используется для гибки и формовки металлических листов. Он идеально подходит для создания таких фигур, как банки, дуги и другие конфигурации. Станок способен завершить процесс гибки за одну подачу, а также предоставляет широкие возможности для корректировки.
Эта машина широко используется в различных отраслях промышленности, включая судостроение, производство котлов, авиацию, строительство мостов, производство гидроэлектроэнергии, химическое производство, изготовление металлоконструкций и машиностроение.
2. Основные технические параметрыВот технические характеристики:
Четырехвалковая листогибочная машина Технические данные
3. Основная конструкция
Основная конструкция 3.1 Основная конструкция
Четырехвалковый листогибочный станок W12 предназначен для гибка и формовка металлических пластин. Машина состоит из верхнего ролика, нижнего ролика и двух боковых роликов. Верхний ролик является основным роликом и фиксируется на месте, а нижний ролик и боковые ролики приводятся в действие гидравлическим маслом.
Нижний ролик и боковые ролики перемещаются вверх и вниз за счет гидравлического действия, в то время как центральный подшипник верхнего ролика также может переворачиваться и возвращаться в исходное положение благодаря гидравлическому действию. Подшипники и бак гидравлического масла расположены по обеим сторонам рамы машины.
Корпус машины состоит из двух стальных сварных элементов, установленных на сварном основании. Все операции контролируются с консоли.
Эта машина широко используется в таких отраслях, как судостроение, котельная, авиация, мосты, гидроэлектроэнергетика, химическая промышленность, металлоконструкции и машиностроение.
Четырехвалковый листогибочный станок имеет ряд преимуществ по сравнению с трехвалковым листогибочным станком. Во-первых, он может выполнять предварительную гибку концов без необходимости использования дополнительных инструментов или форм, что приводит к меньшему размеру прямой кромки. Во-вторых, по сравнению с асимметричным трехвалковым листогибочным станком он может изгибать лист, не требуя его поворота, что делает процесс более эффективным и обеспечивает более высокое качество конечного продукта.
Еще одним преимуществом четырехвалкового листогибочного станка является его простота в эксплуатации, которая снижает физическую нагрузку на оператора и упрощает его использование.
В заключение следует отметить, что четырехвалковый листогибочный станок представляет собой универсальное и эффективное решение для формовки металлических листов, обладающее рядом преимуществ по сравнению с трехвалковым аналогом.
3.2 Основная приводная конструкция
Верхний ролик четырехвалкового листогибочного станка является ведущим роликом, который приводится в действие гидравлическим двигателем. В этом двигателе используется система редуктора 5:1, обеспечивающая движение верхнего ролика со скоростью 4 метра в минуту. Это позволяет машине эффективно завершить процесс подачи.
В этом двигателе используется система редуктора 5:1, обеспечивающая движение верхнего ролика со скоростью 4 метра в минуту. Это позволяет машине эффективно завершить процесс подачи.
3.3 Вспомогательная приводная конструкция
Нижний и боковые ролики четырехвалкового листогибочного станка управляются гидравлическим устройством. Это устройство позволяет нижнему ролику и боковым роликам своевременно двигаться вверх и вниз, а также позволяет осуществлять отдельные движения вверх и вниз.
3.4 Гибка Ремесленные изделия
Четырехвалковый листогибочный станок предлагает различные методы гибки, что позволяет пользователям выбрать тот, который лучше всего соответствует их потребностям. Справочный чертеж предоставляется для справочных целей.
(1) Для работы на машине сначала увеличьте расстояние между верхним и нижним роликами, чтобы оно было немного больше толщины листа. Затем отрегулируйте ролик со стороны подачи так, чтобы расстояние между верхним и нижним роликами было одинаковым. Наконец, поместите другой боковой ролик между верхним и нижним роликами.
Наконец, поместите другой боковой ролик между верхним и нижним роликами.
(2) Подача: Лист подается горизонтально в машину до тех пор, пока конец листа полностью не коснется центрального бокового ролика. Затем боковой ролик опускается в исходное положение.
(3) Зажим: пластина надежно зажимается, и начинается предварительная гибка.
(4) Предварительная гибка: Центральный боковой ролик используется для предварительного гибки другой стороны листа. После завершения предварительного изгиба с левой стороны задний боковой валик опускается в исходное положение. Затем верхний валик используется для сгибания пластины в нужное положение, как показано на рисунке. После остановки верхнего ролика центральный боковой ролик поднимается, чтобы согнуть другую сторону листа.
(5) Основная гибка: Центральный и задний ролики устанавливаются в соответствующее положение, а верхний ролик используется для выполнения основной гибки.
(6) Фигурное изгибание: Центральный и задний ролики устанавливаются в соответствующее положение, а верхний ролик используется для фигурного изгиба.
(7) Извлечение заготовки: После завершения процесса гибки прижимной ролик опускается в самое нижнее положение. Затем заготовка постепенно опускается в нужное положение с помощью двух боковых роликов. Головка станка переворачивается, и заготовка поднимается, убедившись, что она находится на одном уровне с верхним валиком перед удалением.
4. Гидравлическая системаДвижение нижнего ролика и боковых роликов, а также переворачивание и возврат в исходное положение в четырехвалковом листогибочном станке приводятся в действие баком гидравлического масла и контролируются электромагнитным направляющим клапаном. выключатель.
4.1 Регулировка гидравлической системы:
4.1.1 Регулировка фонтана насоса:
4.1.2 Перед запуском или повторным запуском машины после длительного простоя пользователь должен дать поработать масляному насосу в течение 5 минут, чтобы он опорожнился. . При запуске или остановке машины масляный насос должен быть разгружен.
4.1.3 Давление заливных клапанов 10 и 12 установить на 20 МПа. При регулировке заливного клапана 10 питание 1DT и 2DT должно осуществляться электрически или вручную с помощью рукоятки, чтобы предотвратить выход из строя электромагнитного клапана. При регулировке заливного клапана 12 двигатель следует регулировать под нагрузкой. Если двигатель работает без нагрузки, давление будет равно 0.
4.2 Регулировка нижнего и боковых роликов:
4.3 Всего имеется три пары масляных насосов, каждый из которых может работать вместе или по отдельности. Точность синхронизации должна быть менее 5%, а редукционный клапан имеет диапазон 4-15 МПа. Если при первом использовании масляного насоса наблюдается ползучесть, это, вероятно, связано с воздухом в насосе. Чтобы решить эту проблему, насос должен работать несколько раз, чтобы удалить воздух.
4.4 Регулировка опорного ролика и масляного насоса переворота:
4.4.1 Масляный насос должен работать со скоростью 1-2 метра в минуту и работать стабильно.
4.5 Меры предосторожности:
Перед запуском пользователь должен проверить масляный бак и убедиться, что гидравлическое масло заполняет 80% объема бака. Гидравлическое масло должно быть антикоррозийным маслом N46.
4.6 Если после отладки уровень масла в трубах снижается, пользователь должен добавить масло, чтобы предотвратить всасывание насоса.
4.7 Гидравлическое масло следует менять каждые шесть месяцев, а внутреннюю стенку и натяжной сердечник следует регулярно очищать.
4.8 Общие неисправности:
| Отказ | Возможные причины | Метод |
| Шумная вибрация | Забился масляный фильтр, подсасывал масляный насос. | Очистите или замените масляный фильтр. |
| Низкая температура масла, всасывание масляного насоса. | Улучшить условия труда, подогреть масло. | |
| Высоковязкое масло, масляный насос всасывается. | Выберите масло с правильной вязкостью. 2 Па, пользователь может спроектировать собственное основание. Основание должно быть на один метр выше цоколя мастерской. 2 Па, пользователь может спроектировать собственное основание. Основание должно быть на один метр выше цоколя мастерской.5.1.3 Во время установки следует использовать инструмент для выравнивания, чтобы обеспечить горизонтальное положение машины. Горизонтальная парусность должна быть менее 0,5 мм на метр в любом направлении. Должны быть установлены опорные болты и сделана вторая отливка. 5.1.4 Сначала следует установить основной корпус, затем основные компоненты привода и, наконец, гидравлическую систему и электрические соединения. 5.1.5 После завершения отливки опор необходимо затянуть болты опор и отладить машину. 5.2 Обкатка станка Перед использованием станка для гибки листового металла его необходимо обкатать. 5.2.1 Подготовка: Перед обкаткой пользователь должен проверить все затянутые детали, соединения, смазочные детали, а также гидравлические и электрические трубопроводы на предмет герметичности, разрывов, утечек, мощности, давления и правильности соединений. 5.2.2 Пустая обкатка: Процедура:
Проверка приработки:
Важно правильно смазывать детали привода и поверхности скольжения, чтобы снизить энергопотребление и увеличить срок службы машины. 6.1 Способ смазывания: Способ смазывания представляет собой смазку коробчатого типа с регулярным введением смазки и самосмазывающимися осями. График смазки:
6.2 Выбор правильного смазочного масла: 6.2.1 Подготовка перед отладкой: Стальной задний подшипник роликов следует смазать консистентной смазкой на основе кальция (GB491-65). 6.3 Меры предосторожности:
Инструкции по безопасной эксплуатации: 7. 7.1.2 Перед запуском или остановкой машины все электрические системы должны быть возвращены в исходное положение. 7.1.3 Во время работы необходимо часто проверять смазку, чтобы обеспечить достаточный уровень масла. 7.1.4 При наличии шума, ударов, вибрации или утечек во время обкатки вхолостую оператор должен остановить и проверить машину. 7.1.5 Приводные части и соединения следует проверять во время использования, чтобы убедиться, что они затянуты и не сломаны. 7.1.6 Немодифицированные, сваренные или не выпрямленные пластины не должны сгибаться. 7.1.7 Во время гибки пластину следует держать перпендикулярно центральной линии ролика. 7.1.8 Пластина при изгибе должна двигаться синхронно с роликом, а не скользить. 7.1.9 Нижний ролик и боковые ролики не должны подниматься во время гибки. 7.1.10 Радиус не должен заканчиваться одним изгибом, особенно для толстых листов. 7.1.11 Перед переворачиванием нижний ролик и боковые ролики должны быть опущены в самое нижнее положение. Техническое обслуживание машины: 7.2 Надлежащее техническое обслуживание машины может продлить срок ее службы и сократить затраты на ремонт. Примите во внимание следующие моменты: 7.2.1 Строго следуйте инструкциям по смазке, чтобы обеспечить надлежащую смазку. 7.2.2 Проводить регулярные осмотры и составлять план ремонта. 7.2.3 Замените все быстроизнашивающиеся детали, которые больше не соответствуют основным требованиям. 7.2.4 Контролировать температуру, при этом температура масла в баке не должна превышать 60°C. 7.2.5 Регулярно проверяйте систему гидравлического привода и очищайте или заменяйте неисправные детали. Поддерживайте подходящую температуру масла и уменьшайте загрязнение масла, проверяя гидравлическое масло каждые шесть месяцев. |

 Это показано на прилагаемом чертеже.
Это показано на прилагаемом чертеже. 1.1 Оператор должен быть знаком с конструкцией, производительностью, системой управления и процессом гибки станка и соблюдать все инструкции по безопасной эксплуатации.
1.1 Оператор должен быть знаком с конструкцией, производительностью, системой управления и процессом гибки станка и соблюдать все инструкции по безопасной эксплуатации.
