Чертежи ручного листогиба: Самодельный ручной листогиб своими руками чертежи
alexxlab | 16.12.2022 | 0 | Разное
Листогибочный станок своими руками: Чертежи
Листогибочный станок изготавливается в том случае, если есть необходимость в постоянной работе с металлическими листами различной толщины. Для единоразовых задач существуют специальные техники, как согнуть жесть или листовой металл с помощью подручных инструментов. Приступая к созданию собственного станка нужно хорошо рассчитать, какое количество времнени и сил есть в распоряжении для осуществления задуманного проекта.
Оглавление:
- 1 Виды ручных листогибов
- 2 Пошаговая инструкция по изготовлению листогиба своими руками
Виды ручных листогибов
Для домашнего пользования наиболее часто используются поворотные листогибы. Они работают по такому принципу: металлический лист кладется между двумя фиксирующими плоскостями, одна из которых выступает за поверхность другой и имеет поворотный механизм.
Prev
1of1
Next
Как правило, этот поворотный механизм расположен на нижней плоскости и при её поднятии, находящийся под прижимом верхней плоскости металлический лист начинает изгибаться.
Prev
1of1
Next
Преимущество такой конструкции в относительной простоте изготовления и достаточно высокой производительности при использовании жести небольшой толщины. Главный недостаток такой конструкции в том, что она может выполнять изгибы металла ограниченной толщины и наиболее подходит для работы с угловыми изгибами. Согнуть материал по дуге с помощью такого станка будет очень проблематично.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Если есть необходимость получить плавные изгибы толстого листового металла, то для такой работы портебуется ротационный листогиб. В его основе лежит система валков, которые расположены на определенных регулируемых расстояниях друг относительно друга и позволяют согнуть даже листы достаточно большой толщины.
Prev
1of1
Next
Валки могут быть установлены в различных положениях, чтобы достичь максимально эффективной работы при выполнении округлых изгибов определенного радиуса для металла той или иной толщины
Prev
1of1
Next
Так как при выполнении большинства работ с металлом достаточно простого поворотного листогиба, далее будет подробно рассмотрена технология изготовления такого ручного станка. В конце обзора можно будет также увидеть и скачать чертежи указанного выше ротационного листогиба.
В конце обзора можно будет также увидеть и скачать чертежи указанного выше ротационного листогиба.
Пошаговая инструкция по изготовлению листогиба своими руками
Prev
1of1
Next
Prev
1of1
Next
Для создания такого станка потребуются:
Prev
1of1
Next
Для начала с швеллера была снята вся ржавчина и сделаны замеры и вырезы в тех местах, где будут размещены петли.
Prev
1of1
Next
Prev
1of1
Next
Далее небольшие отрезки 3/4-дюймовой трубы были отрезаны для того, чтобы затем сделать из них петли.
Prev
1of1
Next
Prev
1of1
Next
Такие же запилы, как в швеллере, нужно выполнить и в металлических уголках
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Затем сверлятся отверстия под фиксирующие болты в швеллере и одном из уголков.
Prev
1of1
Next
Prev
1of1
Next
После чего уголок скрепляется со швеллером. Это соединение не должно быть очень тугим, так как между данными двумя деталями затем будет укладываться металлический лист, который нужно будет согнуть.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Если нет возможности или времени выполнять прижим с помощью болтов, для этих целей можно использовать струбцины, как в этом примере:
Prev
1of1
Next
Далле следует изготовление петель. Для этого нужно правильно приварить метллические отрезки трубы 3/4 дюйма. От того, насколько ровно они будут установлены зависит точность работы станка в дальнейшем.
Prev
1of1
Next
1of1
Next
Боковые меньшие трубки крепятся к швеллеру, а центровой длинный отрезок — ко второму уголку.
Prev
1of1
Next
Prev
1of1
Next
Теперь нужно изготовить оси для работы петель. Они сделаны из трубы диаметром ½ дюйма, приваренной к 3/4-дюймовым гайкам.
Они сделаны из трубы диаметром ½ дюйма, приваренной к 3/4-дюймовым гайкам.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
В качестве ручек были взяты две трубы по 75 см, на концы которых были приварены 3/4-дюймовые резьбовые пробки, а 3/4-дюймовые муфты нужно приварить ко второму уголку снизу.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Для установки листа нужно фиксирующие болты ослабить на необходимое расстояние. После закладки листа болты снова зажимаются и выполняются поворот второго швеллера вверх с помощью ручек.
Prev
1of1
Next
Prev
1of1
Next
А так выглядит результат работы станка:
Prev
1of1
Next
Prev
1of1
Next
Чтобы получить изгибы круговой формы можно попробовать сделать такую конструкцию.
Prev
1of1
Next
Prev
1of1
Next
Чертежи прилагаются.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Достаточно сложная конструкция, требует большого опыта в работе с металлическими деталями.
Источник: http://silastroy.com/silastroy.com/materials/listogibochnyj-stanok-svoimi-rukami-chertezhi.html
Понравилось? Поделитесь с друзьями!
Самодельные листогибочные станки (листогибы)
Виды листогибов
Чтобы понимать, как работают станки для гибки листового металла, нужно изучить разновидности оборудования. Виды машин по методу управления:
- Ручные листогибочные станки. Подвижные механизмы начинают работать после приложения усилий со стороны человека.
- Гидравлическое оборудование. Работает с помощью жидкости, которая толкает плунжер под давлением. Он передвигает рабочую часть конструкции, которая сгибает металлический лист. Благодаря системе подвижных цилиндров уменьшается усилие со стороны мастера, увеличивается производительность станка.

- Электромеханическое оборудование. Промышленные машины, которые устанавливаются на больших предприятиях. Работают за счёт электродвигателя, который приводит в движение гибочную балку через приводную систему. Станки с электромоторами могут сгибать листы большой толщины, что невозможно сделать ручным приспособлением.
По конструкции можно выделить 4 группы оборудования:
- Вальцовый механизм. Состоит из 3 подвижных валов, через которые проходит лист металла. При обработке можно изготавливать плавные полукруглые, круглые изделия, водостоки без острых углов. Радиус изгиба задаётся с помощью центрального подвижного вала.
- Траверсная конструкция. Наиболее популярный вид ручных листогибов. Заготовка зажимается с помощью специального фиксатора по будущему месту изгиба. Мастер с помощью подвижной траверсы сгибает лист под нужным углом. Существуют промышленные модели, которые гнут заготовки без усилий со стороны мастера.
- Роликовый листогиб. Вспомогательное устройство, с помощью которого можно сгибать детали на торцах и далеко от края.
 Неудобен при использовании.
Неудобен при использовании. - Пресс для сгибания листов. Состоит из двух пуансонов. Заготовка располагается между подвижными частями, которые под воздействием давления её сгибают.
Покупая траверсный механизм нужно поинтересоваться входит ли в комплект нож для разрезания металлических листов. С его помощью можно делать ровные резы. Нужно выставить металл по размеру, повесить нож, с усилием провести его до конца траверса.
Самодельный ручной листогиб своими руками чертежи
Категория: Приспособления и инструменты 53 912
0
Самодельный ручной листогиб своими руками, чертежи, подробное описание и порядок сборки.
Проектируя самодельный листогибочный станок, необходимо точно знать
его основные эксплуатационные характеристики: — толщина листа; — максимальная длина линии изгиба; — размерный ряд толщин листов; — рабочий угол изгиба листа; — количество рабочих циклов.
Посмотрим на рисунок, где схематично показан самодельный ручной листогиб. Если ось вращения сделать подвижной по направлению стрелок, то можно качественно гнуть листы разных толщин. Но такое решение существенно усложнит конструкцию и ее стоимость. И еще – качество изгиба зависит от качества плоскости гибочных поверхностей и точности положения оси относительно гибочных плоскостей. В процессе проектирования и изготовления, это необходимо учесть. Перейдем к техническим характеристикам рассматриваемого изделия:
Если ось вращения сделать подвижной по направлению стрелок, то можно качественно гнуть листы разных толщин. Но такое решение существенно усложнит конструкцию и ее стоимость. И еще – качество изгиба зависит от качества плоскости гибочных поверхностей и точности положения оси относительно гибочных плоскостей. В процессе проектирования и изготовления, это необходимо учесть. Перейдем к техническим характеристикам рассматриваемого изделия:
• размерный ряд толщин используемого листа 05,; 0,7; 0,8 (мм) • максимальная длина линии изгиба 1000 (мм) • рабочий угол от 0° до 135° • ось установлена на подшипники 1000901 ГОСТ 8338-75 Если мы захотим согнуть лист под углом 90°, гибочную балку опускаем сверху вниз Если мы захотим согнуть лист под углом от 0° до 135°, гибочную балку поднимаем снизу вверх
Сборочные части самодельного ручного листогиба:
• нижняя основа • гибочная балка • прижимная балка • направляющий палец
НИЖНЯЯ ОСНОВА
Швеллер 10 ГОСТ 8240-97 (горячекатаный)
ГИБОЧНАЯ БАЛКА
Уголок 75 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
ПРИЖИМНАЯ БАЛКА
Уголок 70 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный) Уголок 50 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
НАПРАВЛЯЮЩИЙ ПАЛЕЦ
Вставим в отверстие изнутри швеллера и приварим его.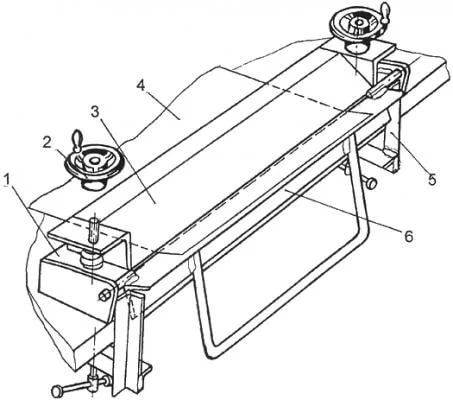
ВАЛ ПОДШИПНИКАСтандартная комплектация:
• гайки «барашек» М 16 ГОСТ 3032-76 • подшипники 1000901 ГОСТ 8338-75 • пружины 1086-0805 ГОСТ 18793-80 По предложенным чертежам, имея электросварку, стандартный стальной профиль, трубогиб – несложно изготовить листогиб своими руками.
Порядок сборки:
1. Закрепим нижнюю основу на слесарный верстак при помощи болтов и гаек М8. 2. Установим гибочную балку, для чего вставим подшипники в отверстия нижней основы и соединим валом подшипника сначала один конец балки, затем второй. 3. Наденем пружины на направляющие пальцы. 4. На пружины и на направляющие пальцы установим прижимную балку. 5. Балку прижмем гайками «барашками».
Принцип работы:
отпускаем гайки «барашки», просовываем лист в образовавшийся зазор и устанавливаем его в нужное положение, зажимаем гайки, поворачиваем гибочную балку на нужный угол, лист согнут, ослабляем зажимы, повторяем операции или достаем согнутую деталь.
Заказать чертеж
Поделитесь с друзьями!
Конструкция листогибов
Сделать инструмент для гибки заготовок из металла можно только после ознакомления с его внутренним устройством, принципом работы. Конструкция ручного листогиба:
Конструкция ручного листогиба:
- Балка, зажимающая металлическую поверхность.
- Балка, которая сгибает лист.
- Устойчивое основание, на котором закрепляются основные элементы.
- Угломер — устройство, позволяющее выполнять сгибы под нужными углами.
- Рабочий стол. Должен оборудоваться ограничителями глубины.
- Рукояти для передачи усилия на гибочную балку.
Станок может дополняться гидравлическими или электрическими приводами.
Устройство листогиба
Конструктивные особенности
Чаще всего листогибочное устройство использует для изготовления самых разных элементов кровли.
Как правило, в такие универсальные агрегаты металлические листы можно заправлять как с тыльной, так и с передней стороны, а это значит, что нет необходимости делать предварительную прорезку заготовок.
Даже самодельный агрегат данного типа в своей конструкции обязательно должен обязательно предусматривать специальный резец.
Чертеж универсального станка, предназначенного для гибки листов из металла, должен обязательно содержать не только роликовый нож, но и некоторые другие элементы.
Сам нож делают из высокопрочного стального сплава, который затачивают особым образом до необходимой остроты.
Кроме этого, станок оборудуется задним столом, который должен иметь вместительную площадь своей поверхности, на которой будет удобно поместить металлический лист и двигать в заданном направлении.
Непосредственно на специальных опорах стола предусматривается установка сгибателя и резака.
ВАЖНО ЗНАТЬ: Сборка пескоструйного аппарата своими руками
Для того чтобы агрегат не скользил по поверхности пола, его размещают на специальной подставке из дерева. Для удобства пользования листогибочным агрегатом необходимо предусмотреть возможность регулировки высоты данной подставки.
Самодельный станок также должен иметь передние упоры, при помощи которых можно будет быстро задавать ширину предполагаемого разреза.

Обязательными элементами являются и измерительная пластина с упором сгиба угла. Эти устройства дадут возможность производить изгиб металлических поверхностей с высокой точностью.
Принцип работы самодельного листогибочного агрегата ни в чем не отличается от промышленных устройств. Работу следует начинать с прочной фиксации заготовки на рабочей поверхности станка и делается это при помощи прижимной рамы.
Далее поворотной балкой производится необходимый загиб на требуемый угол самой листовой заготовки. Сам прижим осуществляется исключительно в механическом режиме, при этом для удобства используется эксцентриковая стяжка.
Правильно собранный листогибочный станок дает возможность выполнять даже сложную работу по своему прямому назначению, при этом отличается достаточно высокой долговечностью.
Принцип работы на ручном агрегате данного типа подробно показан на видео, размещенном ниже.
Видео:
Подбор материалов
Прежде чем начинать сборку самодельного оборудования для гибки металла нужно подготовить необходимые материалы:
- Металлические уголки — 4–6 метров.

- Шаровую от машины. Должна комплектоваться кронштейном.
- Стабилизатор от автомобиля.
- Швеллер для изготовления основания.
- Лист металла.
- Петли — 2 штуки.
- Деревянный брусок.
- Металлическую трубу.
Для изготовления самодельного листогибочного станка понадобятся разные инструменты: сварочный аппарат для соединения элементов, дрель со сверлами по металлу, шлифовальная машинка для зачистки швов, большая болгарка.
Усовершенствование конструкции листогиба
Для самодельного листогибочного станка не нужно придумывать сложную конструкцию. Достаточно собрать вместе ряд самодельных элементов:
- Деревянную подушку.
- Основание из швеллера.
- Рабочий стол из листа металла.
- Уголки, соединённые петлями.
- Ручки для сгибания заготовок.
Чтобы усовершенствовать станок, необходимо сделать дополнительную прижимную балку. Для этого на уголок наваривается металлическая пластина, которая шире его.
Листогибочный станок своими руками
Если вы не знаете, как сделать листогиб, воспользуйтесь пошаговой инструкцией:
- Изначально нужно сделать чертеж листогиба. На нём нужно отметить подвижные элементы, крепёж, размеры. Не нужно делать сложную конструкцию самостоятельно. Достаточно собрать простейшее приспособление без дополнительных функций.
- Изготовить основание из швеллера. Оно должно быть устойчивым, чтобы не возникало перекосов во время работы.
- Сделать смягчающую подушку из дерева.
- Уголки разрезать с помощью болгарки на отрезки по 1 метру.
- Стойку стабилизатора использовать для опоры под петли.
- На уголках под установку оси сточить лыски.
- К готовым выборкам приварить полуоси. Цилиндрические элементы должны выступать за пределы уголков не более чем на 1 см.
- Разместить уголки с наваренными полуосями параллельно друг другу.
- С помощью сварки наварить петли на уголки так, чтобы они могли свободно перемещаться относительно друг друга.
 В разложенном положении уголки должны представлять собой ровную поверхность.
В разложенном положении уголки должны представлять собой ровную поверхность. - Просверлить отверстия для закрепления листогиба на подготовленном заранее основании с рабочим столом.
- Разрезать металлическую трубу на две равных части болгаркой. Наварить их на уголки так, чтобы они играли роль ручек.
Размеры рабочего стола выбираются зависимо от габаритов обрабатываемых заготовок. Это же касается длины уголков.
Листогибочный станок своими руками
Порядок сборки
Для того чтобы сделать своими руками листогибочное устройство, необходимо иметь под рукой соответствующий чертеж, а также необходимые материалы и походящий инструмент.
Для его самостоятельной сборки лучше всего использовать качественные составляющие, что позволит увеличить срок службы такого станка.
Также необходимо для сборки найти сварочный аппарат, так как многие узлы данного устройства должны иметь прочное сцепление между собой. В качестве материала следует приобрести определенных размеров уголки и швеллер.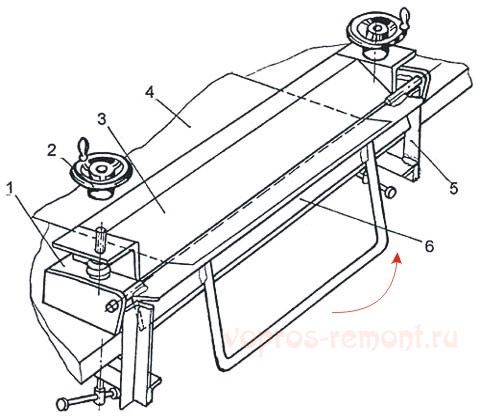
Размер самодельного станка выбирается на свое усмотрение, исходя из условий его последующей эксплуатации. Для начала необходимо сделать прочное и устойчивое основание и для этих целей отлично подойдет швеллер.
Видео:
Швеллер также понадобится и для самостоятельного изготовления основного прижима. По своей длине прижим, а также пуансон должны быть немного короче основания.
Кроме этого, в прижиме необходимо сделать технологические отверстия под болты крепления.
Листогибочный самодельный агрегат должен иметь удобную ручку, которую можно сделать из арматуры соответствующего диаметра.
ВАЖНО ЗНАТЬ: Изготовление ЧПУ фрезерного станка своими руками
Конструкция этого устройства должна также состоять и из специальных щечек, которые приваривают таким образом, чтобы они совпали с ребром уголка.
После того как щечки будут равномерно установлены и прочно приварены, выполняется поэтапная сборка устройства.
Для этого основание с пуансоном зажимаются в тисках так, чтобы рабочая зона уголка-пуансона и швеллер от снования оказались в одной плоскости.
Далее на оси пуансона монтируются щечки, и для этих целей используется сварочный аппарат.
Непосредственно после того, как будет полностью выполнена сборка станка, необходимо внимательно проверить прочность всех креплений и узлов.
После этого проводятся проверочные испытания листогибочного устройства, во время которых выполняется окончательная корректировка щечек, а также других механизмов данного оборудования.
При эксплуатации данного станка может потребоваться произвести выравнивание прижима и сделать это можно либо при помощи напильника, либо болгаркой.
Следует отметить, что в этом случае может незначительно снизиться качество изгиба и на поверхности появятся небольшие деформированные участки, что, конечно же, неприемлемо в том случае, если изделия изготавливаются под заказ.
Конечно, простой самодельный станок листогибочного типа, предназначенный для работы в домашних условиях, не сможет работать с поверхностями, которые имеют толщину свыше десяти миллиметров.
Между тем, для выполнения несложных задач в бытовых целях такое устройство будет незаменимым помощником.
Проводить изгиб металла на самодельном станке будет намного легче, если предварительно провести прогрев листов непосредственно в самих местах изгиба.
Помимо того, что прогрев металла значительно облегчит саму работу, это еще позволит избежать появления деформаций и трещин на рабочей поверхности металлического листа.
Порядок работы на самодельном станке листогибочного типа подробно показа на видео, которое размещено ниже.
Видео:
Как повысить прочность креплений станка
Многие начинающие мастера изготавливают самодельные приспособления без основания. Это листогибы, которые закрепляются на верстаке с помощью струбцин. При активной работе с таким механизмом крепления будут расшатываться. Мастеру нужно постоянно зажимать крепёжные элементы. Чтобы избавиться от этого недостатка, нужно сделать опорную балку, собрать основание из швеллеров, поставить раскосы из металлических уголков.
На основании нужно сделать рабочий стол. Для этого на конструкцию нужно закрепить лист металла со стопорами, которые будут ограничивать глубину закрепления заготовок.
NEW GMC РОТАЦИОННО-ГИБОЧНЫЙ СТАНОК — Red River Machinery Inc. — оборудование для производства листового металла, которое режет, разрезает, надрезает, изгибает, формирует, штампует, скручивает, профилирует, штампует, сшивает и отделывает листовой металл. строительное оборудование, сварочное производство, механический цех, гидроабразивная резка, плазменная резка, штамповка, гибка труб, листопрокат, угловые валки, лазерная резка. Линии рулонов, линии резки по длине, погрузочно-разгрузочные работы, краны и вилочные погрузчики, плазменные столы-резаки, листогибочные валки, аксессуары для листогибочных прессов, инструменты, датчики с ЧПУ, коронка и т. д. Листогибочные прессы, электрические листогибочные прессы, гидравлические листогибочные прессы, механические и воздушные Прессы, пневматические прессы, оправочные прессы, прессы с глубокой горловиной, сверлильные станки, прессы для изготовления, гидравлические прессы, прессы для запрессовки, ручные/отбойные прессы, механические прессы, револьверные прессы, станки с ЧПУ и принадлежности Пробивные линии Балочные пуансоны, пуансоны для изготовления, ручные пуансоны, односторонние Пуансоны, ролики револьверного кольца Машины для изготовления панелей крыши Профилегибочные станки, валки для угловой гибки, ручные, ручные валки, вращающиеся станки для плиты и листа Ротационные станки-фрезерные станки-фрезерные столы Пилы, холодные, абразивные и фрикционные пилы, горизонтальные ленточные пилы, вертикальные ленточные закаточные станки Ножничные конвейеры Ножницы-Кольцевые и круговые ножницы Ножницы, ножные и ручные ножницы – Ручные – Электрические ножницы, Гидравлические торцовочные ножницы, Механические и пневматические ножницы для торцевания листового металла-Локформеры-Рольцовщики Односторонние Пуансоны Станки продольно-резочные и т.
 д. Программное обеспечение Спиральные станки Сварочные аппараты для точечной сварки Шкафы для хранения Прямые боковые прессы Выпрямители, выпрямители рулонов, детали и полосы Экономия времени Обрезка труб Станки для формовки и обжимки труб Трубогибочные станки для изготовления труб и труб Револьверные пуансоны Вертикальные ленточные пилы Виброотделочные станки Гидроабразивная резка Столы Сварочные аппараты/Клинчеры Деревообработка Листовой металл-Локформеры-Рольцформеры, Пневматические компрессоры- Пневматические инструменты Угловые гибочные валки Фальцовщики Фасовочные станки Гибочные станки – Линии сверления труб и труб, Линии пробивки балок с ЧПУ Ленточные шлифовальные станки Фаскорезы Тормоза, фальцевальные станки с ЧПУ Тормоза, гидравлические, механические, пневматические Тормоза, механические тормоза: Коробчатые и тарельчатые/Пальцевые тормоза: Прямые/фартуковые шкафы/складские кромкогибочные станки Круглые ножницы Клитогибочные станки Зажимные машины Питатели рулонов Правильные станки рулонов Линии рулонов Катушки/люльки/разматыватели Катушки для правки рулонов Холодные пилы и фрикционные пилы Конвейеры Линии поперечной резки Станки для снятия заусенцев Сверла Линии, сверлильные станки с балкой Сверла, радиальные пылеуловители Электрические тормоза Изготовление пуансонов Чистовая обработка Заусенцы/шлифовальные/шлифовальные машины Пламенные резаки Фланжеры Фальцевальные станки Фальцевальные станки с ЧПУ Станки для желобов Ручные инструменты-Пневматические-электрические Гидравлические тормоза Машины для вставки Инспекционное оборудование Изоляция Сталелитейщики Лазеры и аксессуары Выравнивающие станки Лифты Локформеры Механические инструменты Мельницы Токарные станки Шлифовальные станки Погрузочно-разгрузочные работы
д. Программное обеспечение Спиральные станки Сварочные аппараты для точечной сварки Шкафы для хранения Прямые боковые прессы Выпрямители, выпрямители рулонов, детали и полосы Экономия времени Обрезка труб Станки для формовки и обжимки труб Трубогибочные станки для изготовления труб и труб Револьверные пуансоны Вертикальные ленточные пилы Виброотделочные станки Гидроабразивная резка Столы Сварочные аппараты/Клинчеры Деревообработка Листовой металл-Локформеры-Рольцформеры, Пневматические компрессоры- Пневматические инструменты Угловые гибочные валки Фальцовщики Фасовочные станки Гибочные станки – Линии сверления труб и труб, Линии пробивки балок с ЧПУ Ленточные шлифовальные станки Фаскорезы Тормоза, фальцевальные станки с ЧПУ Тормоза, гидравлические, механические, пневматические Тормоза, механические тормоза: Коробчатые и тарельчатые/Пальцевые тормоза: Прямые/фартуковые шкафы/складские кромкогибочные станки Круглые ножницы Клитогибочные станки Зажимные машины Питатели рулонов Правильные станки рулонов Линии рулонов Катушки/люльки/разматыватели Катушки для правки рулонов Холодные пилы и фрикционные пилы Конвейеры Линии поперечной резки Станки для снятия заусенцев Сверла Линии, сверлильные станки с балкой Сверла, радиальные пылеуловители Электрические тормоза Изготовление пуансонов Чистовая обработка Заусенцы/шлифовальные/шлифовальные машины Пламенные резаки Фланжеры Фальцевальные станки Фальцевальные станки с ЧПУ Станки для желобов Ручные инструменты-Пневматические-электрические Гидравлические тормоза Машины для вставки Инспекционное оборудование Изоляция Сталелитейщики Лазеры и аксессуары Выравнивающие станки Лифты Локформеры Механические инструменты Мельницы Токарные станки Шлифовальные станки Погрузочно-разгрузочные работыТехнические характеристики GMC DB-60A
Вместимость: ½”
Минимальный CLR: ¼”
Минимальный наружный диаметр: 1”
Сплошной стержень, мягкая сталь: 2” (0,125”) толщина): 1-1/2 дюйма
Круглая труба, низкоуглеродистая сталь, сортамент 40: 1-1/2 дюйма (0,125 дюйма)
Круглая труба, нержавеющая сталь (толщина стенки): 1-1/4 дюйма
Круглая труба, нержавеющая сталь, сортамент 40: 2 дюйма (3/16 дюйма)
Алюминиевая круглая труба (толщина стенки)
Максимальный радиус осевой линии: 8-1/2 дюйма
Программирование светодиодов: память на 50 заданий
Главный двигатель: 1,5 л. с., 220 В, 1 фаза
с., 220 В, 1 фаза
Вес: 327 фунтов 51”
Стандартные характеристики:
Тайваньская машина
Сертификация ISO 9001
Этот простой в использовании гидравлический трубогибочный станок имеет невероятную производительность для труб диаметром 2 дюйма с толщиной стенки 0,12 дюйма и графиком 1-1/2 дюйма# 40 труба
Главный двигатель переменного тока, 1-1/2 л.с., 220 В, 1 фаза
Светодиодный индикатор степени с автоматическим программированием остановки для точного считывания степени изгиба.
Память на 50 заданий, каждая программа задания содержит 9 шагов
Быстрая смена инструмента
С подставкой класса люкс
Гарантия на детали 1 год
Добавить в корзину
Руководство по гибке с ЧПУ и гибке панелей – Металлические компоненты и сборки на заказ
Гибка с числовым программным управлением (ЧПУ) и гибка панелей помогают изготавливать различные металлические компоненты. При определении того, является ли этот метод изготовления идеальным для конкретного продукта, важно понимать, что такое гибка панелей и как она работает. В Metal Works of High Point мы предлагаем ряд услуг по формовке металла с ЧПУ для уникальных спецификаций наших клиентов. Узнайте больше о гибке панелей с ЧПУ здесь.
При определении того, является ли этот метод изготовления идеальным для конкретного продукта, важно понимать, что такое гибка панелей и как она работает. В Metal Works of High Point мы предлагаем ряд услуг по формовке металла с ЧПУ для уникальных спецификаций наших клиентов. Узнайте больше о гибке панелей с ЧПУ здесь.Что такое изгиб панели?
Гибка панелей — один из многих методов, используемых для изготовления листового металла. Автоматизированные и полуавтоматические процессы, такие как гибка панелей с ЧПУ, в которых используются чертежи CAD и CAM, позволяют производить металлические детали с жесткими допусками. Системы гибки панелей основаны на специально разработанных станках для гибки панелей. Этот процесс отличается от обычной гибки, которая обычно происходит на листогибочных прессах или прогрессивных штампах.
В зависимости от конкретных потребностей применения процесс гибки с ЧПУ может включать различные типы гибки панелей, в том числе:
- Острый — В крутых изгибах радиус меньше минимального радиуса изгиба, а центр радиуса сгибается для получения острого изгиба.

- Радиус — Индивидуальный радиус изгиба зависит от уникальных спецификаций заказчика.
- Ступенчатый изгиб — Ступенчатый изгиб состоит из большого радиуса изгиба, разделенного на несколько меньших изгибов, которые образуют немного больший радиус.
- Подгибка — Эти загибы состоят из краев листового металла, изогнутых на 180°, образующих подгибку на краю.
Преимущества гибки панелей
Гибка панелей предлагает множество преимуществ, которые делают этот метод изготовления подходящим для многих применений. Этот процесс особенно хорошо работает для более крупных компонентов, поскольку он обычно более экономичен и может соответствовать более жестким допускам, чем другие методы. Кроме того, процессы гибки панелей требуют только одного оператора. Альтернативой может быть операция листогибочного пресса с участием двух человек, что более дорого, увеличивает вероятность ошибок и не допускает жестких допусков.
Листогибочные прессы и панельные гибочные станки
Листогибочные прессы и панельные гибочные станки имеют некоторые ключевые отличия, о которых следует помнить. В то время как листогибочные прессы используют пуансон и набор штампов для придания формы материалам, в станках для гибки панелей с ЧПУ используются манипуляторы деталей вместе с гибочными узлами с лезвиями. Понимание различий между листогибочными прессами и панельогибочными станками может помочь вам определить, какой из них использовать для данного приложения.
Процесс гибки панели включает следующие этапы:
- Манипулятор фиксирует заготовку на месте перед панельногибочным станком.
- Лезвия панельогиба сгибают заготовку, прилагая усилие либо вверх, либо вниз.
- Оператор поворачивает заготовку по мере необходимости, чтобы согнуть разные стороны.
- После завершения гибки оператор вынимает готовый материал из панелегиба.

Размеры и конструктивные особенности для гибки панелей
Нажмите, чтобы развернуть
В каждом проекте гибки панелей существуют определенные конструктивные особенности и размеры, влияющие на результат заготовки.
Линия сгиба
Линия сгиба представляет собой прямую линию с обеих сторон сгиба панели, которая показывает начало и конец сгиба.
Радиус изгиба
Радиус изгиба — это расстояние между осью изгиба и внутренней поверхностью изгиба. Наиболее часто используемым радиусом является угол 90°. Чтобы сэкономить время и деньги, Metal Works может изгибаться вверх или вниз в одной плоскости для более эффективного производства.
Детали часто приходится изгибать с изгибом для достижения идеального радиуса и угла изгиба из-за остаточного напряжения в материале после изгиба, которое известно как пружинение. Минимальное значение изгиба зависит от конкретного материала и области применения, но в большинстве случаев радиус изгиба должен быть как минимум равен толщине материала, что помогает предотвратить растрескивание.
Угол изгиба
Угол изгиба или внутренний радиус изгиба — это угол между изогнутым фланцем и его начальным положением перед изгибом. Внутренний радиус изгиба плюс толщина листа дадут вам внешний радиус изгиба.
Нейтральная ось
Нейтральная ось — это часть металлического листа, которая остается несжатой и нерастянутой. Он остается постоянной длины.
К-фактор
Определяет, где находится нейтральная ось внутри изгибаемого материала. Формула для расчета К-фактора включает деление нейтральной оси (Т) на толщину листа (t). Значение К-фактора имеет тенденцию быть выше 0,25, но ниже 0,5.
Припуск на изгиб
Припуск на изгиб — это длина дуги изгиба или длина нейтральной оси между линиями изгиба. Вы можете использовать допуск на изгиб для расчета общей длины плоской детали, в частности, добавляя допуск на изгиб к длинам полки.
Снятие напряжения сгиба
В приложениях используется снятие напряжения сгиба, если сгиб проходит по краю. Разгрузка изгиба не должна быть глубже, чем комбинация радиуса изгиба и толщины материала. Чтобы предотвратить разрыв, в процессе гибки требуется разгрузочная насечка.
Разгрузка изгиба не должна быть глубже, чем комбинация радиуса изгиба и толщины материала. Чтобы предотвратить разрыв, в процессе гибки требуется разгрузочная насечка.
Высота изгиба
Высота изгиба (H) должна быть как минимум в четыре раза больше толщины (t) листа, прибавленной к радиусу изгиба (r). В противном случае слишком маленькая высота изгиба приведет к деформации детали. Формула расчета высоты изгиба следующая: H = 4t + r.
Изгиб вблизи отверстий
Изгиб панели вблизи отверстий в заготовке может привести к деформации отверстий.
Гибка панелей с ЧПУ от Metal Works
Специалисты Metal Works of High Point предлагают услуги по формовке и гибке металла с ЧПУ, адаптированные к потребностям вашего приложения. Мы используем листогибочные прессы и панельогибочные станки для достижения наилучших результатов в каждом проекте.
У нас есть опыт работы в самых разных отраслях, включая погрузочно-разгрузочные работы, бытовую технику, телекоммуникации, транспорт, контрактную мебель, строительство и воздушные подъемники, а также производство электроэнергии.
С момента своего основания в 1992 году компания Metal Works of High Point превратилась в ведущего поставщика готовых решений по изготовлению металлоконструкций под ключ для широкого круга клиентов. Мы работаем, чтобы предоставить нашим клиентам высококачественные нестандартные компоненты с акцентом на первоклассное обслуживание клиентов, уважение и честность в каждом проекте. Всякий раз, когда наши клиенты работают с нами, они получают выгоду от индивидуального и неизменно оперативного обслуживания, а также от самых современных технологий и высокого уровня квалификации.
Помимо гибки и формовки металла с ЧПУ, мы предлагаем множество других решений, включая лазерную резку, сварку и чистовую обработку. Мы придерживаемся пяти основных ценностей честности и добросовестности, надежности, уважения, инноваций и стремления к совершенству. Предоставляя нашим клиентам лучшее, мы стремимся сократить сроки доставки и сократить расходы, сохраняя при этом высочайший уровень качества.