Чистота поверхности обработки: Чистота обработанной поверхности – Энциклопедия wiki.MPlast.by
alexxlab | 09.02.2023 | 0 | Разное
Чистота обработанной поверхности – Энциклопедия wiki.MPlast.by
PRO: НЕФТЬ | ПОЛИМЕРЫ | КОМПОЗИТЫ | УПАКОВКА | 3D-ПЕЧАТЬ И НЕ ТОЛЬКО С 2010 ГОДА!
Помощь другим – лучший способ помочь себе! Помоги себе СЕГОДНЯ!)Понятие о чистоте поверхности.
После фрезерования, как и после любой другой механической обработки, поверхности не являются абсолютно гладкими. На них всегда имеются неровности в виде чередующихся впадин и гребешков разной формы и размеров. Эти неровности получаются от воздействия режущих граней фрезы на поверхность и характеризуют чистоту ее обработки.
Неровности, получающиеся после грубой обработки, например, после фрезерования с большой подачей, видны невооруженным глазом и легко ощутимы пальцем.
Чистотой обработанной поверхности называют степень ее гладкости, определяемую величиной гребешков, впадин и других неровностей, получающихся после обработки.
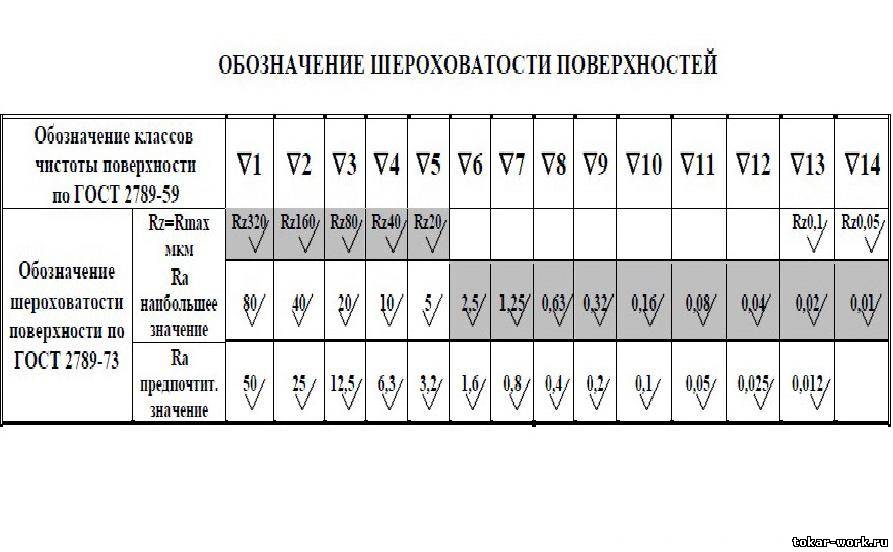
Для оценки чистоты обработанной поверхности в Советском Союзе действовал Государственный общесоюзный стандарт на чистоту (шероховатость) поверхности. Согласно этому стандарту в зависимости от величины неровностей (высоты гребешков и глубины впадин) чистота поверхности делится на классы, каждому из которых соответствует цифра со знаком чистоты в виде одного треугольника впереди. Это обозначение проставляется в чертеже детали на подлежащей обработке поверхности. Всего в СССР установлено 14 классов чистоты поверхности, характеризующихся средней высотой неровностей Нср. На рис. 7 показан профиль сечения обработанной поверхности с неровностями (гребешками и впадинами).
При фрезеровании могут быть достигнуты следующие классы чистоты:
- 1, 2 и 3-й классы (∇1, ∇2 и ∇3), характеризующие грубые поверхности, получаемые в результате предварительного (чернового) фрезерования;
- 4, 5 и 6-й классы (∇4, ∇5 и ∇6), характеризующие чистые поверхности, получаемые в результате получистового и чистового (окончательного) фрезерования;
- 7, 8 и 9-й классы (∇ 7, ∇8 и ∇9), характеризующие очень чистые поверхности, получаемые в результате скоростного фрезерования.
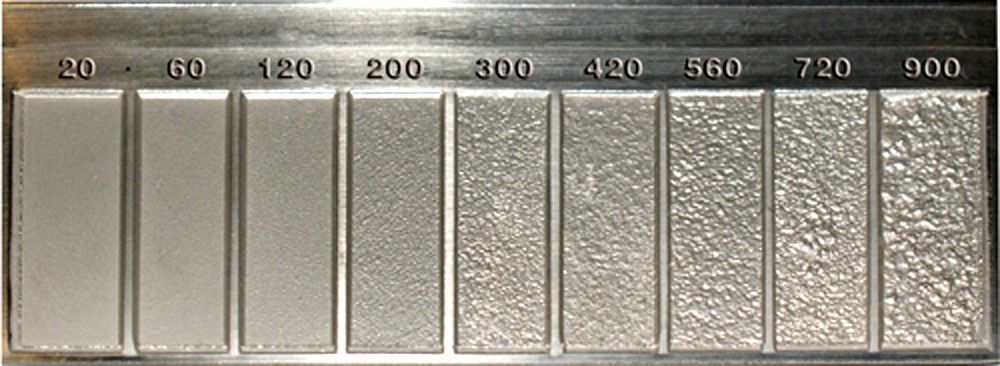
Контроль чистоты поверхности осуществляется путем сравнения проверяемой поверхности с образцами (эталонами) или с помощью специальных приборов.
В производственных условиях при контроле чистоты поверхности, полученной фрезерованием, применяют образцы, изготовленные для 4, 5, 6 и 7-го классов чистоты (рис. 8). Образец прикладывают к обработанной поверхности и сравнивают, что дает возможность определить чистоту поверхности до 7-го класса в пределах ошибки на один класс.
Применение лупы с 5—10-кратным увеличением дает возможность сравнивать поверхности примерно до 8—9-го классов чистоты с той же погрешностью в пределах одного класса.
Автор: С. В. Аврутин
Дата в источнике: 1962г
Июль 23, 2018
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter
Твитнуть
МЕТКИ деревообработкаметаллообработкаоборудованиетехнологии
Последние новости Науки и Технологий
Популярно в Энциклопедии и Библиотеке
- Новые материалы
- Все
- Новости
- Энциклопедия
- Литература
-
Как выбрать диван? Мнение продавца
Новости – 09. 12.2022 – 21:42
12.2022 – 21:42
-
Силиконовый набор для кухни: на что обратить внимание?
Новости – 08.12.2022 – 11:34 -
Знакомьтесь, оборудование для кейтеринга
-
Как выбрать оборудование для производства пельменей?
Новости – 03.12.2022 – 18:20 -
Причины популярности акриловых ванн и советы по их выбору
Новости – 01.12.2022 – 20:41 -
Теплицы из поликарбоната: особенности конструкции и преимущества
Новости – 29.11.2022 – 18:31 -
Гибка поликарбоната: факторы, влияющие на качество, применение гибки
Новости – 29.11.2022 – 18:04 -
Правила подбора перчаток для механической защиты
Новости – 28. 11.2022 – 11:32
-
Знакомьтесь, бумажная ЭКО упаковка для фаст-фуда
Новости – 27.11.2022 – 12:13 -
Автоматизация производства и технологических процессов: что нужно знать
Новости – 26.11.2022 – 19:22 -
Мнение: как готовиться к защите дипломного проекта?
Новости – 24.11.2022 – 19:42 -
Оптическое оборудование для охоты, туризма, развлечений
Новости – 21.11.2022 – 16:08 -
Как это работает: квалифицированные кровельные работы
Новости – 18.11.2022 – 11:16 -
Мнение: снимать или покупать жилье?
Новости – 16.11.2022 – 20:36 -
Как выбрать современные промышленные дробилки?
Новости – 15. -
Кабельная и проводниковая продукция от производителя ООО ARTIKUL AZIYA KABEL
Новости – 11.11.2022 – 16:07 -
Мнение: почему металлический штакетник для забора один из лучших вариантов
Новости – 11.11.2022 – 12:48 -
Как выбрать лодочный мотор для лодки ПВХ
Новости – 09.11.2022 – 18:39 -
Как выбрать чемодан (ликбез)
Новости – 08.11.2022 – 17:26 -
Мнение: какой бензиновый генератор выбрать?
Новости – 08.11.2022 – 16:35
 12.2022 – 21:42
12.2022 – 21:42
 11.2022 – 11:32
11.2022 – 11:32

-
Как выбрать диван? Мнение продавца
Новости – 09.12.2022 – 21:42 -
Силиконовый набор для кухни: на что обратить внимание?
Новости – 08. 12.2022 – 11:34
-
Знакомьтесь, оборудование для кейтеринга
Новости – 03.12.2022 – 18:46 -
Как выбрать оборудование для производства пельменей?
Новости – 03.12.2022 – 18:20 -
Причины популярности акриловых ванн и советы по их выбору
Новости – 01.12.2022 – 20:41 -
Теплицы из поликарбоната: особенности конструкции и преимущества
Новости – 29.11.2022 – 18:31 -
Гибка поликарбоната: факторы, влияющие на качество, применение гибки
-
Правила подбора перчаток для механической защиты
Новости – 28. 11.2022 – 11:32
-
Знакомьтесь, бумажная ЭКО упаковка для фаст-фуда
Новости – 27.11.2022 – 12:13 -
Автоматизация производства и технологических процессов: что нужно знать
Новости – 26.11.2022 – 19:22 -
Мнение: как готовиться к защите дипломного проекта?
Новости – 24.11.2022 – 19:42 -
Оптическое оборудование для охоты, туризма, развлечений
Новости – 21.11.2022 – 16:08 -
Как это работает: квалифицированные кровельные работы
Новости – 18.11.2022 – 11:16 -
Мнение: снимать или покупать жилье?
Новости – 16. 11.2022 – 20:36
-
Как выбрать современные промышленные дробилки?
Новости – 15.11.2022 – 19:35 -
Кабельная и проводниковая продукция от производителя ООО ARTIKUL AZIYA KABEL
Новости – 11.11.2022 – 16:07
Новости – 11.11.2022 – 12:48-
Как выбрать лодочный мотор для лодки ПВХ
Новости – 09.11.2022 – 18:39 -
Как выбрать чемодан (ликбез)
Новости – 08.11.2022 – 17:26 -
Мнение: какой бензиновый генератор выбрать?
Новости – 08. 11.2022 – 16:35
 12.2022 – 11:34
12.2022 – 11:34
 11.2022 – 11:32
11.2022 – 11:32
 11.2022 – 20:36
11.2022 – 20:36
 11.2022 – 16:35
11.2022 – 16:35
-
Как выбрать 3D принтер (Дмитрий Горьков), 2017 год
Библиотека – 05.09.2017 – 15:46 -
ГОСТ 31938-2012 (ISO 10406-1:2008): стеклопластиковая композитная арматура
Библиотека – 04.09.2017 – 20:49 -
ГОСТ 33133—2014: Битумы нефтяные дорожные вязкие
Библиотека – 04.09.2017 – 15:51 -
Студия 3D-печати с нуля (Дмитрий Горьков), 2015 год
Библиотека – 20.07.2017 – 21:25 -
3D-печать в малом бизнесе (Дмитрий Горьков), 2015 год
Библиотека – 20.07.2017 – 14:34 -
Tinkercad для начинающих (Дмитрий Горьков), 2015
Библиотека – 18.07.2017 – 13:03 -
3D-печать с нуля (Дмитрий Горьков), 2015 год
Библиотека – 14.07.2017 – 20:09 -
Доступная 3D печать для науки, образования и устойчивого развития (Э. Кэнесс, К. Фонда, М. Дзеннаро) 2013 год
Библиотека – 14.07.2017 – 16:20 -
PICASO 3D Designer (Инструкция пользователя по эксплуатации)
Библиотека – 14.07.2017 – 00:15 -
Leapfrog Creatr Single or Dual Extruder (Руководство)
Библиотека – 13.07.2017 – 21:54 -
PICASO 3D Designer PRO 250 (Инструкция по эксплуатации)
Библиотека – 28.06.2017 – 18:38 -
3D печать. Коротко и максимально ясно (LittleTinyH Books), 2016 год
Библиотека – 27.06.2017 – 21:10 -
Свойства и переработка термопластов, (Калинчев Э.Л., Саковцева М.Б.), 1983 год
Библиотека – 16.04.2016 – 12:45 -
Книга Пластмассовые зубчатые колеса в механизмах приборов. Расчет и конструировние. (Старжинский В.Е., Тимофеев Б.П., Шалобаев Е.В., Кудинов А.Т.),1998 год
Библиотека – 15.04.2016 – 18:41 -
Производство изделий из полимерных материалов (Крыжановский В. К., Кербер М.Л., Бурлов В.В., Паниматченко А.Д.)
Библиотека – 28.03.2016 – 20:24 -
Технологическая подготовка процессов формования изделий из пластмасс Филатов В.И., Корсаков В.Д.
Библиотека – 27.03.2016 – 20:17 -
Технология пластических масс Николаев А. Ф.
Библиотека – 27.03.2016 – 12:19 -
Журнал «Композитный Мир» – 1 (64)
Библиотека – 14.03.2016 – 20:53 -
Технология синтетических пластических масс (Барг Э. И.)
Библиотека – 13.03.2016 – 16:57 -
Способы соединения деталей из пластических масс (Комаров В.Г.)
Библиотека – 13.03.2016 – 11:13
 Кэнесс, К. Фонда, М. Дзеннаро) 2013 год
Кэнесс, К. Фонда, М. Дзеннаро) 2013 год К., Кербер М.Л., Бурлов В.В., Паниматченко А.Д.)
К., Кербер М.Л., Бурлов В.В., Паниматченко А.Д.)Качество обработки поверхностей | МеханикИнфо
Качество обработки поверхностей деталей.
Оцените запись
Содержание
- ГОСТ качество поверхности.
- Классификация чистоты поверхности.
- Обозначение чистоты обработки поверхности.

Качество сборки отдельных соединений изделия зависит не только от точности изготовления деталей, но и от качества поверхности деталей.
Все изготовляемые детали на своей поверхности имеют следы обработки режущего инструмента в виде «гребешков» — шероховатости. Шероховатости бывают по своей величине и характеру различны. В процессе эксплуатации детали машины, изготовленные с поверхностью, имеющей большую шероховатость, подвергаются большему износу, чем детали, имеющие ровную поверхность. Это объясняется тем, что площадь опоры шероховатой поверхности меньше, чем ровной, так как поверхности соприкасаются между собой только гребешками.
Из-за шероховатости зависит характер посадок. У шероховатой поверхности больший износ, чем у ровной при подвижных посадках, в следствии чего увеличивается посадочный зазор из-за быстрого стирания гребешков. Шероховатость также влияет на прочность соединяемых деталей при неподвижных посадках. Гребешки при соединении двух деталей с шероховатой поверхностью неподвижной посадкой срезаются при посадке, и натяг уменьшается.
Гребешки при соединении двух деталей с шероховатой поверхностью неподвижной посадкой срезаются при посадке, и натяг уменьшается.
Из этого следует, что при различных видах неподвижных посадок чистота поверхности должна иметь шероховатость в определенных пределах. Поэтому для различных посадок поверхности обрабатываются различными способами, а именно, опиловкой, шабровкой, притиркой, доводкой.
ГОСТ качество поверхности.
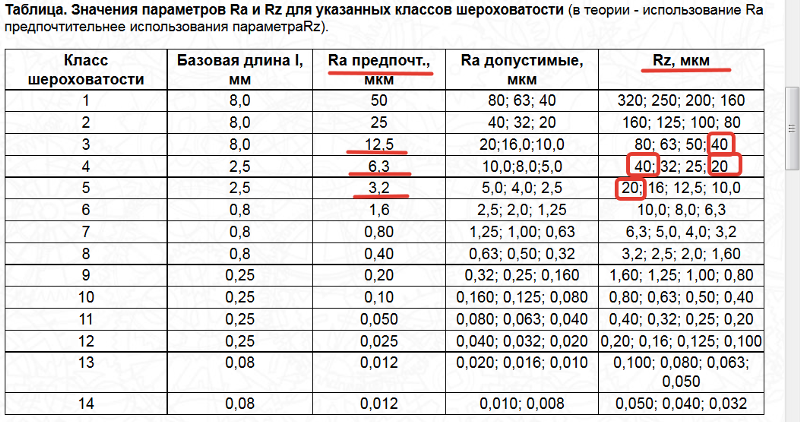
Степень чистоты зависит от величины гребешков, оставшихся от механической обработки, которая измеряется особым прибором, называемым профилографом. ГОСТ 2789 — 45 делит поверхности на разряды и классы в зависимости от средней высоты гребешков. Имеется четыре разряда чистоты поверхностей, которые в свою очередь разделяются на четырнадцать классов (см. табл. 1). Первые три разряда имеют по три класса — с 1 по 9-й, а четвертый — пять классов — с 10 по 14-й.
Классификация чистоты поверхности.
Таблица 1. Классификация чистоты поверхности.
Классификация чистоты поверхности.
| Обозначение класса | Средняя высота микронеровностей Нср в мк | Примерное назначение |
| Без знака ~ | Поверхности отливок поковок, штамповок, отрезки и пр. Черные, но ровные поверхности отливок, штамповок, проката, зачищенные поверхности отливок, поковок, отрезки и пр. | |
| ▽1 | св. 125 до 200 | Поверхности разъемов, отверстий из-под сверла фасок и пр. |
| ▽2 | св. 63 до 125 | Нерабочие поверхности детали |
| ▽3 | св. 40 до 63 | Нерабочие поверхности деталей. Посадочные нетрущиеся поверхности изделий поточностью не свыше 5 класса (А5, С5, Х5) |
| ▽▽4 | св. 20 до 40 | Точно прилегающие поверхности. Поверхности под шабровку. Отверстия из-под черновой развертки. По-, садочные нетрущиеся поверхности изделий точностью не свыше 3 класса (А3, Х3, А4, С4, Х4) По-, садочные нетрущиеся поверхности изделий точностью не свыше 3 класса (А3, Х3, А4, С4, Х4) |
| ▽▽5 | св. 10 до 20 | Отверстия в неподвижных соединениях всех классов точности. Отверстия в нетрущихся соединениях 4 и 5 классов точности. Боковые поверхности зубьев зубчатых колес 3 и 4 классов точности |
| ▽▽6 | св. 3 до 10 | Отверстия в трущихся соединениях 2 и 3 класса точности. Валы в неподвижных соединениях всех классов точности. Поверхности валов в трущихся поверхностях 4 и 5 классов точности. Боковые поверхности зубьев зубчатых колес 2 класса точности |
| ▽▽▽7 | св. 3,2 до 6,3 | Поверхности валов в трущихся соединениях 2 и 3 классов точности. Поверхности валов под подшипники качения |
| ▽▽▽8 | св. 1,6 до 3,2 | То же для более ответственных поверхностей |
| ▽▽▽9 | св. 0,8 до 1,6 | Весьма ответственные и трущиеся поверхности валов либо других охватываемых деталей |
| ▽▽▽▽10 | св. 0,5 до 0,8 0,5 до 0,8 | Применяются только в случае особой необходимости |
| ▽▽▽▽11 | „ 0,25 „ 0,5 | |
| ▽▽▽▽12 | „ 0,12 „ 0,25 | |
| ▽▽▽▽13 | » 0,06 „ 0,12 | |
| ▽▽▽▽14 | до 0,06 |
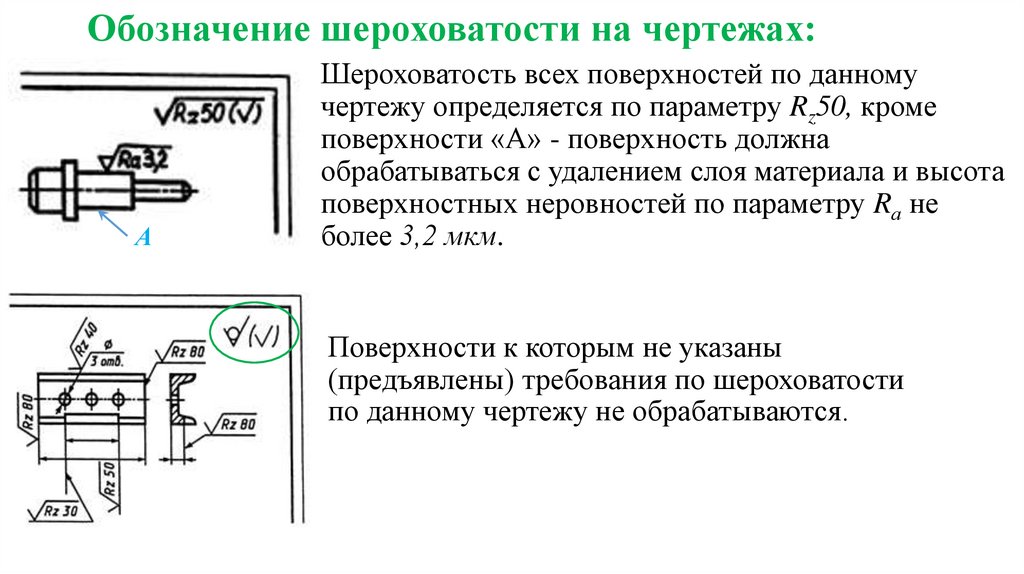
Обозначение чистоты обработки поверхности.
На чертежах чистота обработки поверхности обозначается треугольниками: первый разряд — одним треугольником, второй — двумя треугольниками, третий — тремя треугольниками и четвертый — четырьмя треугольниками. Необработанная поверхность никакого знака не имеет, а зачищенная поверхность обозначается знаком ~.
Классы обозначаются проставлением арабской цифры около треугольников (например, ▽▽ 4). К первому разряду относятся грубо обрабатываемые поверхности, которые получаются путем обдирки. Ко второму разряду относятся получистые поверхности, полученные путем грубой обработки.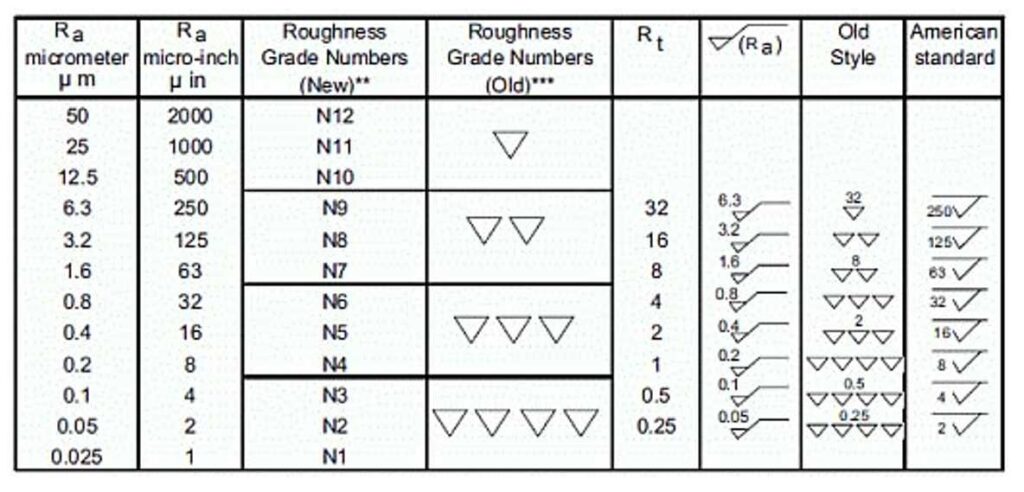 К третьему разряду относятся чистые поверхности, гладкие, матовые, полученные в результате чистовой обработки металла — шлифованием, развертыванием и т. д. К качественному четвертому разряду относятся весьма чистые поверхности — зеркального блеска, которые получаются после отделочных операций — притирки, доводки и т. д.
К третьему разряду относятся чистые поверхности, гладкие, матовые, полученные в результате чистовой обработки металла — шлифованием, развертыванием и т. д. К качественному четвертому разряду относятся весьма чистые поверхности — зеркального блеска, которые получаются после отделочных операций — притирки, доводки и т. д.
Для определения чистоты поверхности пользуются эталонами чистоты.
 Напайка твердосплавных пластин.
Напайка твердосплавных пластин.Отделка поверхности – Шероховатость поверхности
Содержание статьи
Что такое отделка поверхности?
Отделка поверхности измеряет общую текстуру поверхности, определяемую ее укладкой, шероховатостью и волнистостью. Отделка поверхности обычно упоминается как Текстура поверхности , когда она содержит все три признака, чтобы избежать недоразумений, поскольку машинисты часто называют шероховатость поверхности отделкой поверхности.
Этот рисунок иллюстрирует, как думать о связи между волнистостью, укладкой и шероховатостью:
Измерение шероховатости поверхности
Профили R, W и P представляют собой три основные категории характеристик текстуры поверхности, которые были стандартизированы в сочетании с полным символом. Серия профилей R связана с параметрами шероховатости. Серия профилей W связана с параметрами волнистости.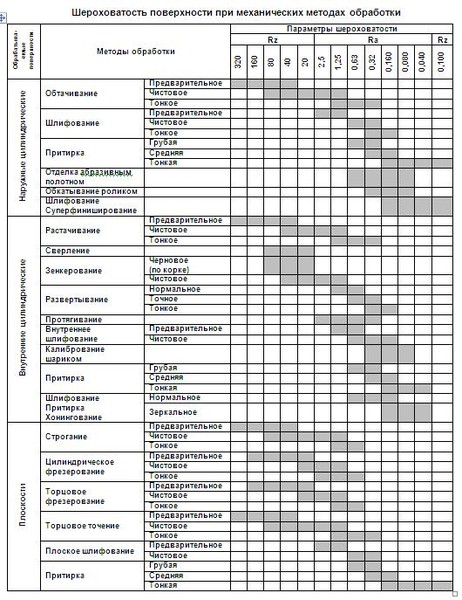 Серия профилей P связана со структурными параметрами. Значение Ra является наиболее широко используемым во всем мире.
Серия профилей P связана со структурными параметрами. Значение Ra является наиболее широко используемым во всем мире.
Реклама
Объявление
Объявление
Объявление
Шероховатость поверхности и производственные процессы
Обработка поверхности сильно различается в зависимости от производственной процедуры, используемой для ее производства. Кромка пластины, вырезанная пламенем, например, имеет качество поверхности, значительно отличающееся от шлифованной поверхности. Таким образом, первым шагом в определении того, как производить продукт, требующий определенной отделки, является выбор метода, способного обеспечить необходимую отделку поверхности. Возможно, потребуется наслоить более одного процесса, чтобы получить желаемый результат с наибольшей экономической эффективностью.
Вот таблица с диаграммой, демонстрирующей относительную шероховатость поверхности нескольких производственных процессов:
Следующий график изображает приблизительную связь между шероховатостью поверхности и стоимостью получения такой отделки.
Стандарты шероховатости поверхности и эквиваленты
- ANSI B46.1
- БС ЕН ИСО 1302:2002
| R a мкм – | 0,025 | 0,05 | 0,1 | 0,2 | 0,4 | 0,8 | 1,6 | 3,2 | 6,3 | 12,5 | 25 | 50 |
| R a – мкдюйм | 1 | 2 | 4 | 8 | 16 | 32 | 63 | 125 | 250 | 500 | 1000 | 2000 |
| R t (R y ) -мкм | 0,25 | 0,5 | 1 | 2 | 4 | 8 | 16 | 32 | ||||
| Класс N | Н1 | Н2 | Н3 | Н4 | Н5 | Н6 | Н7 | Н8 | Н9 | Н10 | Н11 | Н12 |
- Определенные стандартом ISO 1302:1992 номера классов N не используются, поскольку они заменены стандартом BS EN ISO 1302:2002
 com)
com)Ссылки
Simmons, C.H., Phelps, N., & Maguire, D.E. (2012). Руководство по техническому черчению: Техническая спецификация и документация по британским и международным стандартам . Берлингтон: Баттерворт Хайнеманн.
Подпишитесь на нас и поставьте лайк:
Что такое обработка поверхности в производстве печатных плат?
В производстве печатных плат процесс обработки поверхности печатных плат имеет решающее значение для повышения надежности и срока годности печатных плат. Мы рассмотрим различные типы отделки поверхности печатных плат для улучшения межметаллических связей и увеличения срока годности сборки.
Современные сборки печатных плат состоят в основном из компонентов поверхностного монтажа, для которых важным фактором является плоскостность контактных площадок. В таких печатных платах используется химический никель и покрытие поверхности иммерсионным золотом. В зависимости от требований заказчика доступны и другие варианты отделки поверхности, такие как мягкое золото, стерлинговое серебро и отделка OSP.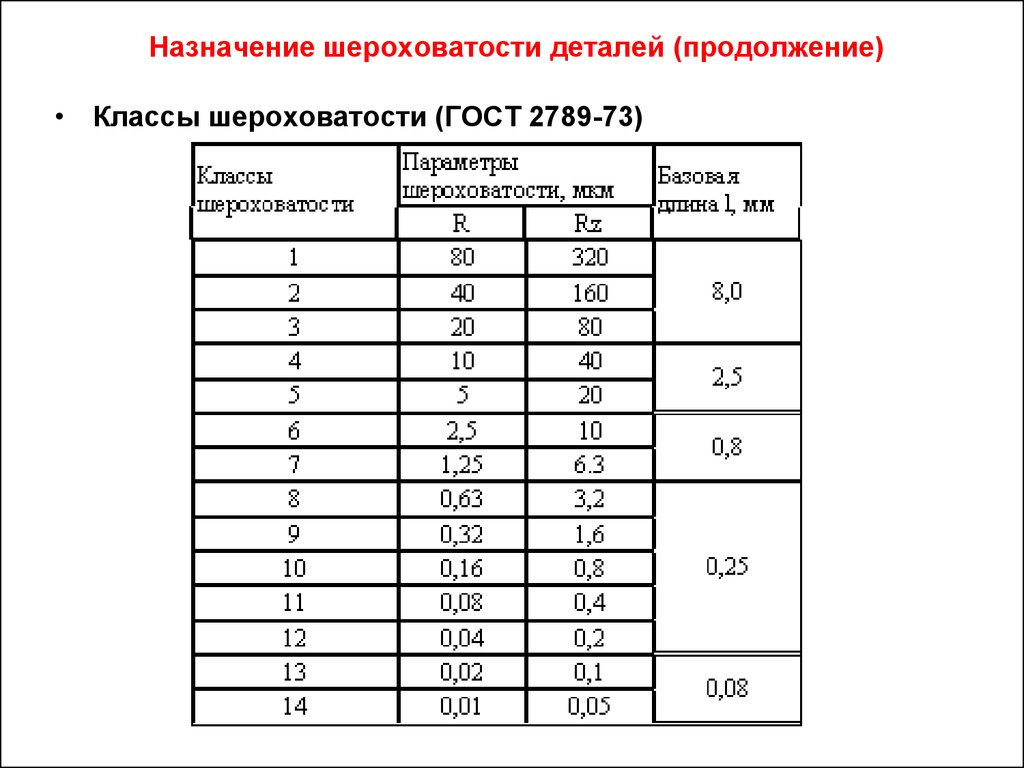 Sierra Circuits может обрабатывать различные типы отделки поверхности в соответствии с потребностями клиентов, такие как выравнивание пайки горячим воздухом (HASL), выравнивание пайкой горячим воздухом без содержания свинца (HASL без свинца), никелевое химическое никелевое иммерсионное золото (ENIG) и химическое никелирование без электролиза. палладиевое иммерсионное золото (ENEPIG). Эти различные типы отделки поверхности увеличивают срок годности плиты, при этом каждая отделка поверхности имеет разный срок годности.
Sierra Circuits может обрабатывать различные типы отделки поверхности в соответствии с потребностями клиентов, такие как выравнивание пайки горячим воздухом (HASL), выравнивание пайкой горячим воздухом без содержания свинца (HASL без свинца), никелевое химическое никелевое иммерсионное золото (ENIG) и химическое никелирование без электролиза. палладиевое иммерсионное золото (ENEPIG). Эти различные типы отделки поверхности увеличивают срок годности плиты, при этом каждая отделка поверхности имеет разный срок годности.
Наиболее часто используемой обработкой поверхности является выравнивание припоем горячим воздухом (HASL) со сплавом олова и свинца. В соответствии с директивами RoHS платы, соответствующие требованиям RoHS, не должны содержать свинец. Следовательно, в том же процессе HASL мы используем только олово и связанные с ним сплавы для требований по отсутствию свинца.
Что такое обработка поверхности печатных плат?
Поверхностное покрытие печатной платы представляет собой интерметаллическое соединение между оголенной медью в зоне пайки печатной платы и компонентами. Печатные платы имеют базовую медную поверхность, которая подвержена окислению, если оставить ее без защитного покрытия, поэтому требуется отделка поверхности. Он также отвечает за подготовку поверхности печатной платы для пайки компонентов на плату во время сборки и увеличивает срок годности платы.
Печатные платы имеют базовую медную поверхность, которая подвержена окислению, если оставить ее без защитного покрытия, поэтому требуется отделка поверхности. Он также отвечает за подготовку поверхности печатной платы для пайки компонентов на плату во время сборки и увеличивает срок годности платы.
Значение обработки поверхности печатной платы
Влияет на различные характеристики, такие как:
- Качество интерметаллического соединения
- Выход процесса
- Доработка производственных партий вместе с коэффициентом брака
- Возможность тестирования
- Стоимость производственного процесса, а также
- Скорость отказа платы при использовании по назначению
Какие существуют виды обработки поверхности печатных плат?
Их можно разделить на металлические и органические.
Металлические покрытия
В этих покрытиях используются металлические слои в качестве защитного покрытия для медного слоя печатной платы.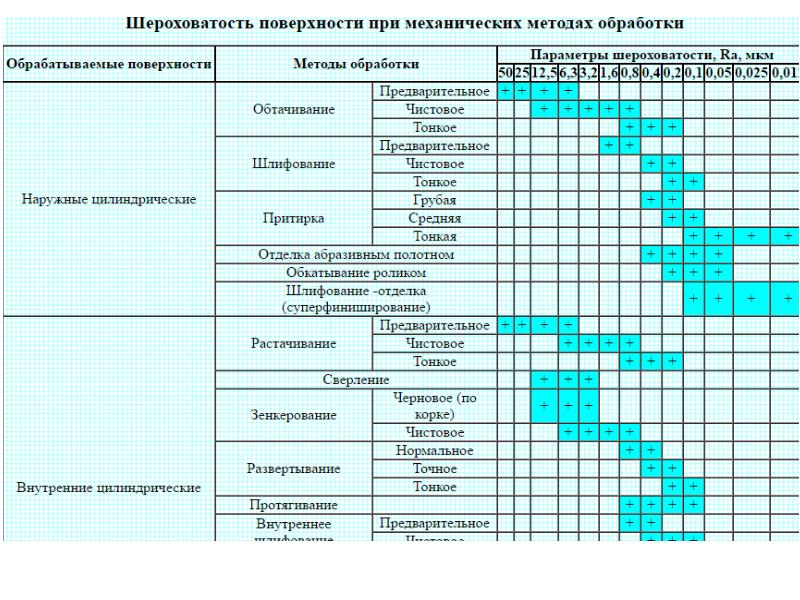
Читайте также, что такое конформное покрытие?
Что такое отделка печатных плат HASL? (Выравнивание припоя горячим воздухом)
HASL — это обычная отделка поверхности, наносимая на печатные платы. Печатную плату обычно погружают в ванну с расплавленным припоем, чтобы покрыть все открытые медные поверхности припоем. Излишки припоя отделяют, пропуская плату между ножами горячего воздуха. Припоем в данном случае является смесь олова и свинца.
С момента введения требования RoHS (ограничение использования опасных веществ) широко используется бессвинцовый HASL.
Преимущества
- Обеспечивает превосходное смачивание при пайке компонентов
- Предотвращает коррозию меди
- Позволяет увеличить окно обработки
- Широко используется для плат без ограничений RoHS
Недостатки
- Толщина больших и малых подушечек различается
- Не подходит для BGA и SMD с шагом < 20 мил
- Перемычка на мелком шаге
- Не рекомендуется для продуктов с интерфейсом высокой плотности (HDI)
Бессвинцовый HASL
Это вариант HASL, в котором используются бессвинцовые сплавы, такие как Sn/Ag/Cu (SAC), Sn/Cu/Co, Sn/Cu/Ni/Ge
Преимущества
- Потенциальные проблемы с отслоением можно обнаружить, подвергнув печатную плату воздействию температуры 260°C
- Широко доступен
- Экологичный
- Более прочный по сравнению с другими покрытиями
- Сравнительно более пригодный для повторной обработки
- Доступнее
Недостатки
- Может вызвать тепловой удар
- Это может привести к неровным поверхностям
- Не рекомендуется для тонкой качки
- Может соединять припои
Что такое иммерсионное золочение?
ENIG или химическое никелевое иммерсионное золото включает химическое никелирование, покрытое тонким слоем иммерсионного золота, защищающим медь от окисления.
Преимущества ENIG
Недостатки ENIG
- Часто приводит к «черному пятну». Именно здесь происходит накопление фосфора между слоями никеля и золота. Это может привести к поломкам и неисправным соединениям платы .
- Не подходит для доработки
Химическое осаждение никеля представляет собой автокаталитический процесс, при котором никель осаждается на поверхность меди, катализируемой палладием. Чтобы получить однородное покрытие, восстановитель, содержащий ионы никеля, должен быть повторно заполнен, чтобы обеспечить правильную концентрацию и температуру. При выполнении этапа иммерсионного золота золото будет прилипать к никелированным областям, защищая никель до процесса пайки.
Благодаря своей высокой надежности ENIG находит свое доминирующее применение в зубчатых печатных платах, поверхностном монтаже, бессвинцовой пайке и корпусах BGA.
Что такое покрытие ENEPIG?
ENEPIG или химический никель иммерсионное палладиевое золото, полученное химическим методом, является разновидностью ENIG.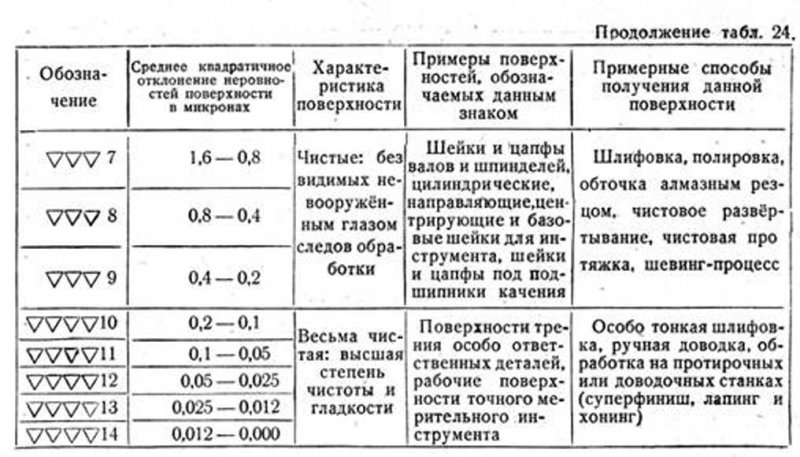 Здесь покрытие из палладия выполняется в качестве защитного слоя, чтобы остановить окисление никеля и остановить диффузию в медный слой. Несмотря на то, что стоимость ENIG и ENEPIG выше по сравнению с другими поверхностными покрытиями, они обеспечивают отличную способность к пайке печатных плат.
Здесь покрытие из палладия выполняется в качестве защитного слоя, чтобы остановить окисление никеля и остановить диффузию в медный слой. Несмотря на то, что стоимость ENIG и ENEPIG выше по сравнению с другими поверхностными покрытиями, они обеспечивают отличную способность к пайке печатных плат.
Каковы преимущества покрытия ENEPIG?
- Применяется для широкого спектра досок, заслужив название «универсальная отделка». Его можно использовать для различных пакетов поверхности и высокотехнологичных досок.
- Простота обработки
- Не содержит свинца, поэтому жалоба RoHS
- Отлично подходит для нескольких циклов оплавления
- Высокая совместимость с припоями Sn-Ag-Cu
- Длительный срок хранения
Недостатки ENEPIG
- Часто приводит к появлению черной подушечки
- Снижает надежность паяных соединений
- Толщина слоя палладия не обеспечивает характеристики паяемости
- Более длительное смачивание по сравнению с другими покрытиями
- На эффективность влияют условия покрытия
- Более высокая стоимость по сравнению с другими видами отделки поверхности
Что такое твердое золото?
Твердое золото включает слой золота, нанесенный поверх никелевого покрытия. Твердое золото — это золотой сплав, состоящий из никеля, кобальта или железа, который лучше всего подходит для компонентов с высокой вероятностью износа, таких как краевые разъемы, взаимосвязанные несущие платы, контакты и клавиатуры. Толщина этого покрытия будет варьироваться в зависимости от области применения. Твердое золото обычно не наносят на участки, пригодные для пайки, из-за его высокой стоимости и относительно плохой паяемости.
Твердое золото — это золотой сплав, состоящий из никеля, кобальта или железа, который лучше всего подходит для компонентов с высокой вероятностью износа, таких как краевые разъемы, взаимосвязанные несущие платы, контакты и клавиатуры. Толщина этого покрытия будет варьироваться в зависимости от области применения. Твердое золото обычно не наносят на участки, пригодные для пайки, из-за его высокой стоимости и относительно плохой паяемости.
Преимущества:
- Твердая и долговечная отделка поверхности, подходящая для высоких степеней износа
- Бессвинцовое покрытие, соответствующее требованиям RoHS
- Длительный срок хранения
Недостатки:
- Дороже
- Требуется больше обработки и трудоемкость
- Отделка не полностью покрывает боковые стенки следа, за исключением области пальцев
- Дефект поднутрения травления может привести к расслаиванию или отслаиванию
Что такое золотые пальцы для печатных плат?
Позолоченные столбики, которые можно увидеть вдоль соединительного края печатных плат, также называются золотыми пальцами печатных плат. Функция золотых пальцев заключается в подключении вторичной печатной платы к материнской плате компьютера. Золотые пальцы позволяют различным печатным платам взаимодействовать друг с другом. Передача сигнала от источника питания к устройству или оборудованию возможна благодаря золотым пальцам печатной платы. Золотые пальцы PCB используются в различных устройствах, таких как смартфоны и умные часы. Золотое покрытие используется для соединительных кромок из-за его превосходной проводимости.
Функция золотых пальцев заключается в подключении вторичной печатной платы к материнской плате компьютера. Золотые пальцы позволяют различным печатным платам взаимодействовать друг с другом. Передача сигнала от источника питания к устройству или оборудованию возможна благодаря золотым пальцам печатной платы. Золотые пальцы PCB используются в различных устройствах, таких как смартфоны и умные часы. Золотое покрытие используется для соединительных кромок из-за его превосходной проводимости.
Для изготовления золотых пальцев из печатных плат используются процессы твердой обработки золотом.
Стандарты, используемые в процессе нанесения покрытия, помогают обеспечить идеальное прилегание золотых пальцев на каждой печатной плате к соответствующим слотам на данной материнской плате. Проводится ряд тестов для проверки толщины слоя и гладкости золотого покрытия.
Иммерсионное серебро (ImAg)
Иммерсионное серебро состоит из бессвинцового слоя серебра, нанесенного на печатную плату для защиты медных дорожек от коррозии. Серебряное покрытие поверхности можно наносить на медные дорожки с помощью химической реакции погружения, вытесняя медный слой.
Серебряное покрытие поверхности можно наносить на медные дорожки с помощью химической реакции погружения, вытесняя медный слой.
Преимущества иммерсионного серебра
- Подходит для мелкого шага
- Длительный срок хранения около 12 месяцев
- Стабильный по сравнению с другими поверхностными покрытиями
- Идеально подходит для требований плоскостности
- Это доступно и экономично
Недостатки иммерсионного серебра
- Может привести к образованию волосовидных металлических выступов на поверхности платы
- Не подходит для взаимодействия податливого штифта, так как подвержен разрушению
- Не подходит для микроотверстий с соотношением сторон 1:1
Иммерсионное олово (ImSn)
Иммерсионное олово включает тонкий слой олова, нанесенный на медный слой печатной платы. Это не содержащее свинца и, следовательно, соответствующее требованиям RoHS покрытие поверхности, которое является отличным выбором для небольших геометрических размеров и компонентов. Он подходит для плоских поверхностей и компонентов с мелким шагом.
Он подходит для плоских поверхностей и компонентов с мелким шагом.
Преимущества
- Обеспечивает отличную планарность или плоскостность, подходящую для компонентов с малым шагом или BGA
- Подходит для запрессовки
- Бессвинцовое покрытие для иммерсионного олова доступно по средней цене
- Иммерсионная банка имеет среднюю стоимость для бессвинцовой отделки
- Сохраняет хорошую паяемость после нескольких термоциклов
Недостатки
- Подвержен обработке.
- Короткий срок хранения, дефект олова может появиться через 6 месяцев
- Не подходит для использования с отслаивающимися масками
- Не подходит для контактных выключателей.
- Требуется установка специального оборудования (например, мягкая посадка зонда) для электрических испытаний
Органическая отделка поверхности
В этом типе обработки поверхности используются органические соединения (соединения, содержащие углерод) для формирования защитного покрытия на медном слое печатной платы.
OSP (органический консервант для пайки)
OSP — это органическое покрытие на водной основе, используемое для медных контактных площадок. Он избирательно связывается с медью и защищает медную площадку перед пайкой.
Преимущества
- Не содержит свинец
- Хорошо подходит для плоских поверхностей
- Включает простой процесс
- Легко переделывается
Недостатки
- Не подходит для PTH
- Работать с этой отделкой непросто
- Имеет короткий срок хранения
Обработка поверхности угольной краской
Здесь медная площадка на печатной плате покрыта защитным слоем угольной краски. Этот метод обработки поверхности можно использовать в радиочастотном экранировании, клавишных панелях, клавиатурах, пультах дистанционного управления, автомобилях и сварочном оборудовании. Ключевым фактором в производстве печатных плат с углеродными чернилами является контроль печати, выпечки и контроля сопротивления.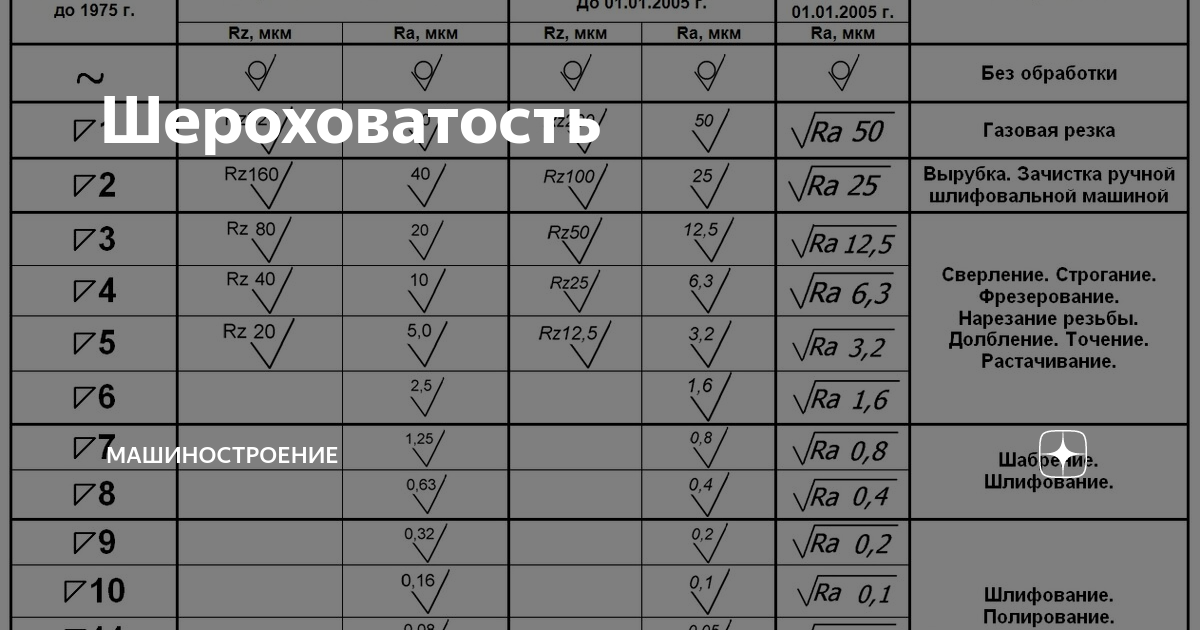 Углеродными чернилами можно печатать практически на любой печатной плате. Также прочтите Практический пример: печатные платы для автомобильных датчиков.
Углеродными чернилами можно печатать практически на любой печатной плате. Также прочтите Практический пример: печатные платы для автомобильных датчиков.
Преимущества
- Служит экономичной альтернативой покрытию твердым золотом
- Более прочная по сравнению с другими типами отделки
Недостатки
- Требуется дополнительный уход и различные этапы очистки
Как выбрать покрытие печатной платы?
Окончательная обработка поверхности платы является решающим фактором, который определяет долгосрочную надежность указанной печатной платы. Вам нужно будет учитывать среду, в которой будет использоваться печатная плата, например, суровые условия экстремальных температур. Также потребуются приложения, для которых они будут использоваться, и часы работы.
Сравнительная таблица отделки поверхности
Приведенная ниже таблица предназначена для того, чтобы помочь вам с типами отделки поверхности при сборке оплавлением, склеиванием алюминиевой проволокой и золотой проволокой. В нем также подробно описывается относительная стоимость каждого вида отделки по сравнению с другими типами.
В нем также подробно описывается относительная стоимость каждого вида отделки по сравнению с другими типами.
Некоторые важные факторы, которые следует учитывать при выборе обработки поверхности:
- Среда, в которой будет использоваться плата
- Эстетика доски – если доске нужна серебристая отделка
- Проблема с ударами и падением продукта. Например, при падении смартфона существует риск поломки компонентов на печатной плате. В таком случае вы не будете использовать ENIG, который будет иметь связь олово-никель, вместо этого вам нужно будет использовать связь олово-медь. Однако вы можете использовать ENIG на медицинских устройствах.
- Коррозия также является фактором. Например, серебристая отделка подвержена ползучей коррозии .
- Требование надежности к плате также является важным параметром. Если продукт потерпит неудачу, какова будет цена неудачи?
- Наличие устройств/компонентов с мелким шагом
- Плоскостность контактных площадок SMT для приложений BGA
Производство печатных плат представляет собой сложный процесс, обеспечивающий соответствие производимой платы требованиям качества заказчика.