Чпу станки что такое: Применение ЧПУ станков – оборудование компании «Станки и сервис»
alexxlab | 19.11.2020 | 0 | Разное
Применение ЧПУ станков – оборудование компании «Станки и сервис»
ЧПУ станок, или как их ещё называют фрезерно-гравировальный станок с ЧПУ, в наши дни является одним из наиболее распространённых и популярных видов оборудования для обработки различных материалов. Такие агрегаты находят применение практически в любой промышленной сфере
Где применяется станок деревообрабатывающий с ЧПУ
Наиболее часто их используют в деревообрабатывающей области. Эта область довольно обширна, и везде лучшим вариантом оборудования является фрезерный станок. На нём можно обработать большой перечень материалов, которые производятся из различных пород дерева. Станок с ЧПУ прекрасно справляется с мягким и твёрдым видами древесины. Во многих сферах, где необходима обработка древесных материалов применяется оборудование с Программным Управлением.
На нём можно работать с ДСП, ДВП, полимерами, металлами (медью, латунью, алюминием, бронзой), композитными материалами (модельным пластиком, искусственным камнем) и со многими другими видами материалов.
Если рассматривать раскрой по кривым линиям мебельных деталей из ДСП (технология Нестинг), то такие операции можно качественно произвести только на фрезе с ЧПУ. Данный вид оборудования применяют при изготовлении бытовой, офисной, складской, торговой мебели. На нём удобно производить стеллажи, стенды, мебель для выставочных залов. Часто используют данный вид оборудования в рекламной продукции. Различные панно, стенды, рекламные вывески, доски анонсов, щитки и многое другое для наружной и внутренней рекламы.
Масштабность производства
Фрезерные станки с ЧПУ используют, как крупные промышленные предприятия, так и малые организации. Многочисленные плюсы, которые имеются у этого станка, позволяют качественно и быстро производить множество операций.
Точность обработки и возможность выполнить самые сложные задачи подходят для применения этого оборудования в небольших дизайнерских мастерских. Многие эксклюзивные и высокохудожественные изделия просто невозможно выполнить на другом оборудовании. Мастер задаёт необходимые параметры работы станка в соответствии с проектом. Станок сам выполняет несколько операций без участия рабочих рук. Причём, исключая человеческий фактор, можно достичь более высокого результата по качеству обработки.
SprutCAM Практик бесплатно на год при покупке станка с ЧПУ Написать инженеруПоделиться:
цветные и черные металлы, текстолит, карбон, пластики, камень и др. Благодаря продуманной конструкции и качественным комплектующим и
Станки нашей компании ЧПУ Моделист:
CNC-3040ASP гравировально-фрезерный ЧПУ станок предназначен для обработки широкого спектра материалов различной твердости: цветные и черные металлы, текстолит, карбон, пластики, камень и др.
Основные технические характеристики:
Материал станины станка – чугун
Рабочая область – 290*390*165 мм
Максимальная высота заготовки – 190мм
Размер стола – 300*400 мм
Направляющие – профильный рельс 20мм X/Z, 25мм Y
Повторяемость – 0,02мм.
Максимальная скорость перемещений – 3000мм/мин
Масса – 250 кг
Гарантийный срок службы станка 12 месяцев.
Рабочий ход может уменьшаться при установке двойной гайки ШВП, датчиков, поворотных и поворотно-наклонных механизмов, ванны, защитных шторок, тисков и другой оснастки.
Цена за полный готовый к работе комплект. В состав комплекта входят:
1. Станок c системой смазки.
Станок c системой смазки.
2.Блок управления станком.
3.Шпиндель 2,2кВт жидкостного охлаждения (6000 – 24000 об/мин), помпа охлаждения.
Кратко о станке и его элементах:
Станина
Основой станка является станина, выполненная из литых чугунных элементов, с последующей механической обработкой. Использование чугуна позволяет получить практически «монолитную» станину, что положительно сказывается при работе с особо прочными материалами. Все элементы станины имеют качественную фрезеровку для сопряжения между собой и установки конструкционных элементов ,таких как профильный рельс, элементы крепления ШВП и шаговых двигателей. Качество фрезеровки в данном случае определяет точность установки всех элементов станка, их соосность и параллельность.
Все элементы станины имеют качественную фрезеровку для сопряжения между собой и установки конструкционных элементов ,таких как профильный рельс, элементы крепления ШВП и шаговых двигателей. Качество фрезеровки в данном случае определяет точность установки всех элементов станка, их соосность и параллельность.
Стол
Стол представляет собой массивную пластину отлитую из высококачественного чугуна. Поверхность стола отшлифована. Стол имеет дополнительно фрезерованные пазы для крепления заготовок, тисков, поворотной оси и другой рабочей оснастки (Т-паз) и отверстие для слива СОЖ.
Механика
Механика ЧПУ станка заслуживает особого внимания. Все начинается с 20(X/Z) и 25(Y) мм профильного рельса. Профильный рельс это лучший выбор для построения основы механики высококачественного ЧПУ станка. Устанавливаются профильные рельсы в специально фрезерованные пазы на станине, что обеспечивает их абсолютную параллельность между собой по каждой из осей, а так же отсутствие перепада по высоте при установке. Рельсы крепятся большим количеством винтов и дополнительно прижимаются к станине специальными калеными цилиндрическими «сухарями». Такую конструкцию крепления рельс сложно реализовать на станках бюджетного сегмента из-за ее дороговизны и повышенных требований к обработке материалов.
Рельсы крепятся большим количеством винтов и дополнительно прижимаются к станине специальными калеными цилиндрическими «сухарями». Такую конструкцию крепления рельс сложно реализовать на станках бюджетного сегмента из-за ее дороговизны и повышенных требований к обработке материалов.
Все подвижные части ЧПУ станка приводятся в действие ШВП 1605 TBI. Весь станок приводится в движение шаговым двигателями NEMA 23 100мм.
Управляющая электроника
Управление шаговыми двигателями реализовано на дискретных драйверах Leadshine DM556. Данные драйверы имеют свой встроенный DSP процессор, контролирующий работу всего драйвера (отслеживание тока, дробление шага, антирезонансный алгоритм). Компания Leadshine является на сегодняшний день одним из лидеров по производству драйверов шаговых двигателей.
Компания Leadshine является на сегодняшний день одним из лидеров по производству драйверов шаговых двигателей.
Шпиндель
Данный станок имеет на своем борту высококачественный шпиндель мощностью 2,2 кВт жидкостного охлаждения. Управление производится частотным преобразователем, позволяющим производить регулировку оборотов режущего инструмента в диапазоне 6-24 тысяч оборотов в минуту.
Система смазки
Станок по умолчанию оснащен полуавтоматической системой подачи смазки. Подача масла осуществляется к каждому подшипнику линейного перемещения и к гайкам ШВП. Регулировка подачм и количества подаваемой смазки регулируется специальным узлом дозирования и распределения. Использование системы смазки позволяет значительно увеличить рабочий ресурс подвижных элементов станка и улучшить эксплуатационные показатели.
Датчики
Станок оснащен концевыми индуктивными датчиками (X+/X-/Y+/Y-/Z+) Концевые датчики предназначены для обнуления машинной системы координат и поиска базовых точек станка.
Дополнительные опции (доступны под заказ):
-Установка низкооборотного шпинделя 2,2 кВт с повышенным крутящим моментом на валу (на низких оборотах) и частотой вращения 1-8 тысяч об./мин. Такой шпиндель прекрасно подойдет для обработки твердых металлов специализированными фрезами.
-Установка системы подачи СОЖ в зону реза и ванны с дополнительной помпой. Использование СОЖ повышает производительность при обработке металлов и камня.
-Датчик инструмента. Помогает с высокой точностью настроить положение режущего инструмента по высоте, относительно обрабатываемой поверхности.
-Поворотная ось. На данный станок возможна установка дополнительного поворотного механизма, для 4х осевой обработки деталей сложной формы.
-Установка серво-шаговых двигателей. Серво-шаговый привод отличается от классического наличием цепи обратной связи с энкодером и гибким токовым управлением режимами работы двигателя. Использование серво-шаговых двигателей позволяет повысить производительность станка при интенсивной работе за счет снижения количества сбоев по причине пропуска шагов. Так же использование серво-шаговых двигателей позволяет работать с бОльшими скоростями и ускорениями, по сравнению с обычными шаговыми двигателями, что положительно сказывается на скорости обработки.
-Установка высокоточной ШВП 1605 с дополнительной гайкой и «системой предварительного натяжения». Эта система обеспечивает полную компенсацию люфта ШВП в продольной плоскости, а так же имеет лучшее распределение нагрузки при движении, т. к. вся нагрузка распределяется фактически по двум независимым гайкам.
-Компьютер. Поиск стабильно работающего ПК для ЧПУ является непростой задачей. Компьютер предлагаемый нами протестирован и настроен для работы со станком, имеет на борту все необходимые для работы программы.
Скачать руководство по эксплуатации
Полезные ссылки по работе со станками с чпу:
Коллекция работ выполенных на станках
Что такое обработка с ЧПУ
Обработка на станке с ЧПУ (Числовое программное управление) — это технология обработки резанием: изделия создаются путем удаления материала из так называемой заготовки с использованием различных режущих инструментов.
Обработка на станках с ЧПУ — это принципиально иной способ изготовления по сравнению с 3D-печатью или литьем. Принцип удаления материала, который лежит в основе, существенно влияет на конструктивные ограничения технологии.
Обработка на станках с ЧПУ позволяет производить высокоточные детали из файла CAD с превосходными физико-механическими свойствами. Благодаря высокому уровню автоматизации, обработка на станках с ЧПУ является конкурентоспособной по цене как для штучных деталей, так и для небольших тиражей, для серийного и массового производства.
Номенклатура материалов, которые могут быть обработаны на станках с ЧПУ, очень широка. Наиболее распространенные включают металлы (алюминиевые и стальные сплавы, латунь и т. д.) и пластмассы (ABS, POM, PA и т. д.), а также могут быть обработаны композиты и дерево.
Процесс производства изделия на станке с ЧПУ можно разбить на четыре основных этапа:
1. Инженер проектирует модель CAD.
2. Технолог на базе CAD/CAM программного обеспечения подготавливает управляющую программу для станка с ЧПУ.
3. Оператор устанавливает в станок с ЧПУ инструмент, заготовку и запускает управляющую программу.
4. Станок с ЧПУ выполняет все операции обработки (удаления материал).
Краткая история обработки с ЧПУ
Самым ранним из когда-либо обнаруженных механически обработанных предметов была найденная в Италии чаша, изготовленная в 700 году до нашей эры. используя токарный станок
используя токарный станок
Попытки автоматизировать механическую обработку начались в 18 веке. Эти машины работали на пару.
Первая программируемая машина была разработана в конце 40-х годов в MIT. Он использовал перфокарты для кодирования каждого движения.
Первый станок с ЧПУ отличался особой сложностью и не мог быть использован в производственных условиях. Первое серийное устройство ЧПУ было создано компанией Bendix Corp. в 1954 году. Широкое внедрение станков с ЧПУ шло медленно. Предприниматели с недоверием относились к новой технике. Министерство обороны США вынуждено было на свои средства изготовить 120 станков с ЧПУ, чтобы передать их в аренду частным компаниям.
Распространение компьютеров в 50-х и 60-х годах добавило коренным образом изменило обрабатывающую промышленность и «компьютеризировала» станки с ЧПУ.
Первыми советскими станками с ЧПУ промышленного применения являются токарно-винторезный станок 1К62ПУ и токарно-карусельный 1541П. Эти станки были созданы в первой половине 1960-х годов. Станки работали совместно с управляющими системами типа ПРС-3К и другими. Затем были разработаны вертикально-фрезерные станки с ЧПУ 6Н13 с системой управления «Контур-ЗП». В последующие годы для токарных станков наибольшее распространение получили системы ЧПУ советского/российского производства 2Р22 и «Электроника НЦ-31»
Эти станки были созданы в первой половине 1960-х годов. Станки работали совместно с управляющими системами типа ПРС-3К и другими. Затем были разработаны вертикально-фрезерные станки с ЧПУ 6Н13 с системой управления «Контур-ЗП». В последующие годы для токарных станков наибольшее распространение получили системы ЧПУ советского/российского производства 2Р22 и «Электроника НЦ-31»
Сегодня станки с ЧПУ являются передовыми роботизированными системами с многоосевым и многоинструментальным оборудованием.
Типы станков с ЧПУ
Мы сосредоточимся на станках с ЧПУ, которые удаляют материал с помощью режущих инструментов. Они являются наиболее распространенными и имеют самый широкий спектр применения.
3-осевые станки с ЧПУ
Фрезерные и токарные станки с ЧПУ являются примерами 3-осевых систем. Эти «базовые» станки позволяют перемещать режущий инструмент по трем линейным осям относительно заготовки.
3-осевые фрезерные станки с ЧПУ очень распространены, так как они могут быть использованы для производства типичных геометрий\деталей. Они относительно просты в программировании и эксплуатации, поэтому затраты на пуско-наладочные работы незначительные.
Доступ инструмента к обрабатываемой поверхности накладывает ограничения на геометрию изделия при фрезеровке с ЧПУ. Поскольку есть только три оси для работы, некоторые области могут быть недоступны. Проблема решается переустановкой\вращением заготовки. Если за время производства изделия необходимо несколько раз переустановить заготовку, то затраты на пуско-наладочные работы будут расти и приведут к значительному увеличению стоимости изделия и сроку производства.
Плюсы:
Эффективное производство деталей с простой геометрией.
Высокая точность и жесткие допуски.
Минусы:
Ограничения по геометрии\ конструкции изделия.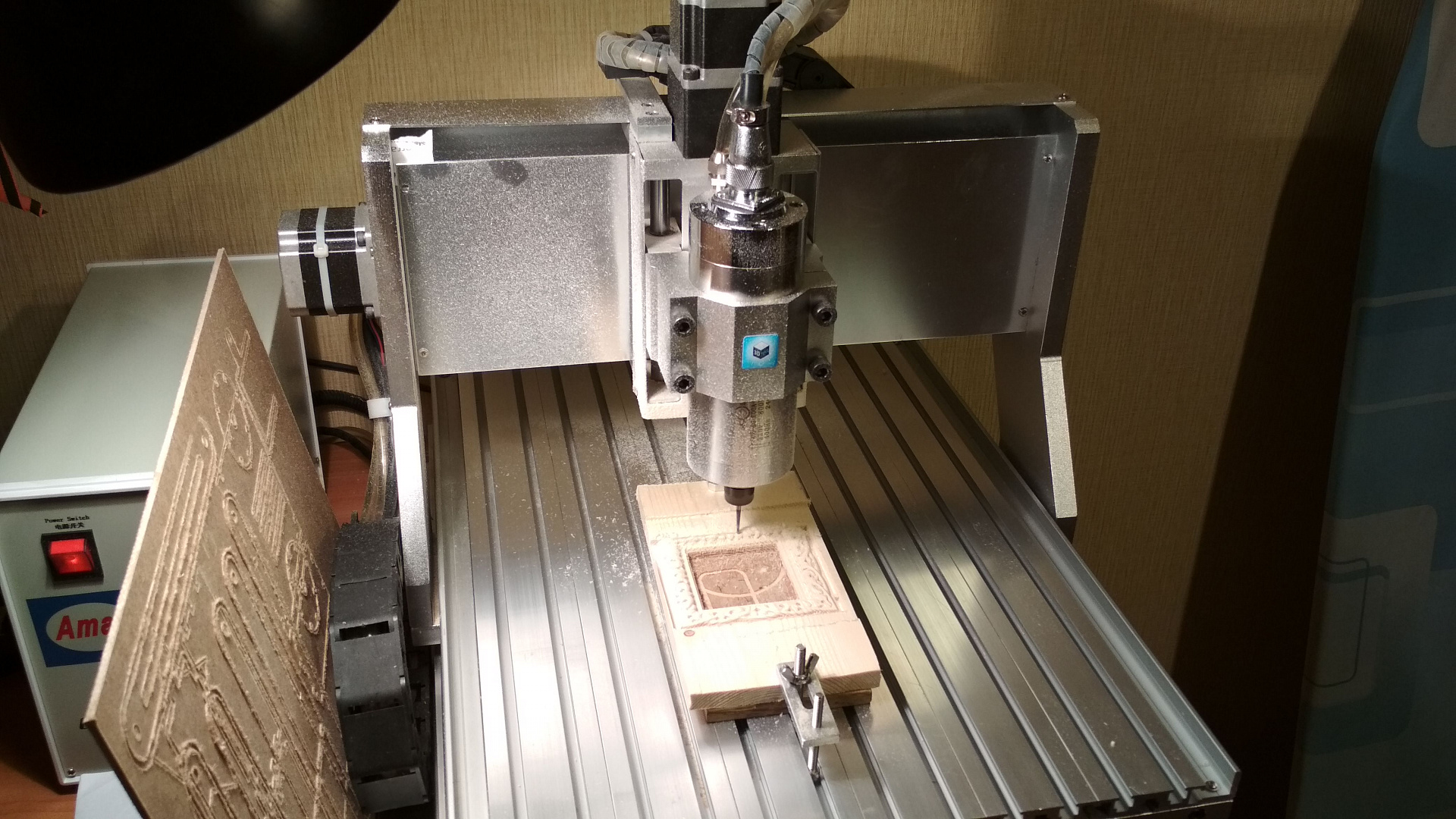
Ручное перемещение заготовки может повлечь снижением точности.
Токарные станки с ЧПУ
Токарная обработка — это обработка резанием (точением) заготовок из металлов, древесины и других материалов в виде тел вращения. На токарных станках выполняют черновое и чистовое точение цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработкуторцов, сверление, зенкерование <p>и развёртывание отверстий и т.д.
Заготовка удерживается на шпинделе при вращении с высокой скоростью, режущий инструмент перемещается по внешней или внутренней поверхности, образуя геометрию изделия.
Основное ограничение использования токарных станков с ЧПУ заключается в том, что они могут изготавливать только детали с цилиндрическим профилем. Иногда детали проходят дополнительный этап фрезерной обработки.
Плюсы:
Самая низкая стоимость за деталь.
Очень высокие производственные возможности.
Минусы:
Производство деталей только с вращательной симметрией и простой геометрией.
5-осевая обработка с ЧПУ
Многоосевые обрабатывающие центры с ЧПУ бывают трех видов: 3+2 фрезерные станки с ЧПУ, 5-ти осевые фрезерные станки с ЧПУ и токарно-фрезерные центры с приводным инструментом. Эти системы по сути являются токарно-фрезерными станками дополнительными степенями свободы. 5-осевые фрезерные центры с ЧПУ дополнены вращением и наклоном стола станка или вращением стола и наклоном головы шпинделя в дополнение к трем линейным осям перемещения.
3 + 2 фрезерный станок с ЧПУ
Во время обработки режущий инструмент может двигаться только вдоль трех линейных осей.
Между операциями может происходить позиционирование по двум осям, наклон и поворот стола либо наклон головы шпинделя и поворот стола, что позволяет производить обработку под другим углом.
Основным преимуществом этих систем является то, что они устраняют необходимость ручного перемещения заготовки. Таким образом, детали с более сложной геометрией могут быть изготовлены быстрее и с большей точностью, чем на 3-осевом станке с ЧПУ.
Плюсы:
Устраняет необходимость ручного перемещения заготовки.
Производит детали с элементами, которые не совпадают ни с одной из основных осей с более высокой точностью.
Минусы:
Более высокая стоимость по сравнению с 3-осевой обработкой с ЧПУ.
5-осевой фрезерный станок с ЧПУ
Режущий инструмент может перемещаться по трем линейным и двум осям вращения относительно заготовки.
Все пять осей могут перемещаться одновременно во время всех операций обработки.
5-осевые фрезерные системы с ЧПУ имеют архитектуру, аналогичную 3+2-осевым фрезерным станкам с ЧПУ. Однако они позволяют перемещать все пять осей одновременно во время всех операций обработки. Таким образом, можно изготавливать детали со сложной, «органической» геометрией, которые невозможно изготовить с достигнутым уровнем точности с помощью любой другой технологии.
Однако они позволяют перемещать все пять осей одновременно во время всех операций обработки. Таким образом, можно изготавливать детали со сложной, «органической» геометрией, которые невозможно изготовить с достигнутым уровнем точности с помощью любой другой технологии.
Плюсы:
производство сложных деталей с высокой точностью.
производство сложных деталей с высоким качеством поверхности с минимальными артефактами обработки.
Минусы:
самая высокая цена по сравнению с остальными технологиями фрезерной обработки с ЧПУ.
ограничения по геометрии производимых изделий, но ограничения меньшие, чем для 3-х осевых станков и станков 3+2.
5-осевой токарный станок с ЧПУ
Токарно-фрезерные центры с ЧПУ — это, в основном, токарные станки с ЧПУ, оснащенные фрезерными инструментами.
В токарно-фрезерных системах используются преимущества как высокой производительности токарной обработки, так и геометрической гибкости фрезерования с ЧПУ. Они идеально подходят для изготовления деталей с «рыхлой» осевой симметрией (например, распределительные валы и центробежные рабочие колеса) при гораздо более низкой стоимости, чем другие 5-осевые системы обработки с ЧПУ.
Они идеально подходят для изготовления деталей с «рыхлой» осевой симметрией (например, распределительные валы и центробежные рабочие колеса) при гораздо более низкой стоимости, чем другие 5-осевые системы обработки с ЧПУ.
Плюсы:
Самая низкая стоимость всех 5-осевых систем обработки с ЧПУ.
Высокие производственные возможности.
Минусы:
Ограничения по геометрии производимых изделий.
Вы можете ознакомиться с рекомендациями по проектированию деталей для обработки с ЧПУ.
| Торцевые фрезы (с плоским торцем) | Сферические фрезы (со сферическим торцем) | Конические фрезы | Прочие фрезы |
| Диаметр рабочей части, мм(?) от до | Диаметр рабочей части, мм(?) от до | Диаметр рабочей части, мм(?) от до | Диаметр рабочей части, мм(?) от до |
| Диаметр хвостовика, мм(?) от до | Диаметр хвостовика, мм(?) от до | Диаметр хвостовика, мм(?) от до | Диаметр хвостовика, мм(?) от до |
| Длина рабочей части, мм(?) от до | Длина рабочей части, мм(?) от до | Длина рабочей части, мм(?) от до | Длина рабочей части, мм(?) от до |
| Общая длина, мм(?) от до | Общая длина, мм(?) от до | Общая длина, мм(?) от до | Общая длина, мм(?) от до |
Выбор из всех торцевых фрез каталога | Выбор из всех сферических фрез каталога | Выбор из всех конических фрез каталога | Выбор из всех прочих фрез каталога |
| Для шпинделей с верхней загрузкой (?) | Для шпинделей с верхней загрузкой (?) | Для шпинделей с верхней загрузкой (?) | |
| Для композитов (алюм. | Для композитов (алюм. сендвич панелей) (?) | ||
| Спец. фрезы по алюминию (?) | Сферические-конические (?) | Сферические-конические (?) | |
| Для печатных плат (?) | Для раскроя дерева, фанеры, МДФ, ДСП, ЛДСП (?) | ||
| Спец. фрезы по оргстеклу и пластику (?) | |||
| Для шпинделей с верхней загрузкой (?) | |||
| 144 фрезы | 66 фрез | 25 фрез | 13 фрез |
| Подбор | Подбор | Подбор | Подбор |
| Сбросить | Сбросить | Сбросить | Сбросить |
Преимущества и недостатки станков ЧПУ.

Первое преимущество станков с ЧПУ заключается в том, что операторы могут максимизировать использование сырья, материалов и минимизировать отходы. Грамотный инженер, может быть, смог бы сделать такие же расчеты для экономии, которые делает станок с ЧПУ, но когда каждый расчет будет тщательно проанализирован, скорее всего, расчет станка с ЧПУ окажется более эффективным. Таким образом, использование станков с ЧПУ позволит компании увеличить прибыль за счет оптимального использования сырьевых материалов.
Качество деталей
Второе преимущество станков с ЧПУ заключается в том, что после того как инженер правильно запрограммирует машины, они могут постоянно выпускать такие же детали с неизменным качеством и в короткие сроки. Станки с ЧПУ могут сократить производственные процессы, таким образом, компания сможет производить больше деталей, а также получать больше заказов.
Безопасность
Другое преимущество станков с ЧПУ заключается в безопасности. Станки с ЧПУ позволяют автоматизировать практически все процессы, поэтому у операторов нет нужды взаимодействовать с опасным оборудованием. Безопасная рабочая среда вокруг станка с ЧПУ выгодна как для компании, так и для оператора.
Безопасная рабочая среда вокруг станка с ЧПУ выгодна как для компании, так и для оператора.
Станки с ЧПУ также помогут компании сократить потребность в квалифицированных инженерах. Один инженер может контролировать несколько станков с ЧПУ. Используя меньшее количество квалифицированных инженеров, компания может уменьшить расходы на фонд заработной платы.
Недостатки станков с ЧПУ
Хотя станки с ЧПУ широко используется во всем мире, есть некоторые минусы, на которые все компании должны обратить внимание.
Первым основным недостатком применения станков с ЧПУ на рабочем месте являются первоначальные инвестиции. Станки с ЧПУ являются очень дорогими по сравнению с машинами с ручным управлением. Однако, станки с ЧПУ являются выгодными в долгосрочной перспективе, потому что помогают минимизировать издержки производства.
Еще один недостаток заключается в том, что когда компания инвестирует средства на станки с ЧПУ, это ведет к сокращению рабочих мест, потому что компания нуждается в меньшем числе операторов для завершения всех процессов металлообработки.
В заключение, благодаря скорости и эффективности станков с ЧПУ при выполнении различных задач металлообработки, инвестиции в станки с ЧПУ настоятельно рекомендуются для компаний чтобы оставаться конкурентоспособными и прибыльными.
Токарный станок с ЧПУ Российского производства
Да, да. Вы не ошиблись Российского производства! И это даже не узловая сборка. Основной элемент станка влияющий за точность и выработку – это станина. Наши станки сделаны из монолитной станины. Станины отливают в России, далее они проходят процесс естественного старения, затем мехобработка, закалка, шлифовка на шлифовальных станках европейского производства. Корпусные детали также отлиты в России. Электрооборудование такое как проводка, пускатели, автоматы сделаны в России. Стойка ЧПУ может быть как Российская – Балтсистем, так и Funuc или Siemence. Привода тех же марок что и система ЧПУ.
Сортировать по: Популярности Возрастанию цены ↑ Убыванию цены ↓
Показывать по: 306090
Код товара: 34569
Ø обработки над станиной 520
РМЦ1000
Макс.
 обороты 1650
обороты 1650 Мощность 25.00 кВт
Напряжение380В
Масса3200 кг
Код товара: 40018
Ø обработки над станиной 300
РМЦ350
Макс. обороты 3050
Мощность 4.00 кВт
Напряжение380В
Масса1200 кг
Код товара: 40016
Ø обработки над станиной 400
РМЦ750
Макс. обороты 1800
Мощность 7.50 кВт
Напряжение380В
Масса1800 кг
Код товара: 40017
Ø обработки над станиной 400
РМЦ750
Макс.
 обороты 2050
обороты 2050 Мощность 7.50 кВт
Напряжение380В
Масса1800 кг
Код товара: 40013
Ø обработки над станиной 490
РМЦ450
Макс. обороты 4200
Мощность 30.50 кВт
Напряжение380В
Масса3600 кг
Код товара: 40015
Ø обработки над станиной 800
РМЦ1500
Макс. обороты 1000
Мощность 11.00 кВт
Напряжение380В
Масса5300 кг
Код товара: 40014
Ø обработки над станиной 520
РМЦ1500
Макс.
 обороты 1650
обороты 1650 Мощность 25.00 кВт
Напряжение380В
Масса3500 кг
Код товара: 36815
Ø обработки над станиной 630
РМЦ3000
Макс. обороты 750
Мощность 15.00 кВт
Напряжение380В
Масса4500 кг
Код товара: 40012
Ø обработки над станиной 500
РМЦ420
Макс. обороты 4200
Мощность 26.00 кВт
Напряжение380В
Масса3500 кг
Сортировать по: Популярности Возрастанию цены ↑ Убыванию цены ↓
Показывать по: 306090
все о ЧПУ станках, описание обработки и функции мастера
Автоматизация производственных процессов шагнула на новую ступень развития. Компьютеры в системе управления стали обычным явлением. Большинство современных людей уже знает, что такое CNC, а производством оборудования с таким управлением занимаются многие известные компании. Разобраться с предложениями поможет более глубокое знание данного вопроса.
Компьютеры в системе управления стали обычным явлением. Большинство современных людей уже знает, что такое CNC, а производством оборудования с таким управлением занимаются многие известные компании. Разобраться с предложениями поможет более глубокое знание данного вопроса.
- Что такое CNC: все о станках с ЧПУ
- Мастер ЧПУ что это за должность?
Что такое CNC: все о станках с ЧПУ
Computer numerical control или сокращенно CNC представляет собой современное направление в разработке техники различного назначения, базирующееся на использовании цифровых электронных устройств в системе управления. В России оно известно, как числовое программное управление (ЧПУ).
По сути, ЧПУ – это компьютеризированный комплекс, управляющий рабочими органами оборудования и контролирующий исполнение задания. Любые перемещения исполнительных органов задаются специальной управляющей программой (УП) для данного станка. Она составляется из необходимых команд, записанных на языке программирования ЧПУ (G- и М-коды). Компьютер сохраняет в своей памяти УП, и оператор всегда может ей воспользоваться для выполнения конкретной работы.
Компьютер сохраняет в своей памяти УП, и оператор всегда может ей воспользоваться для выполнения конкретной работы.
Современная система CNC существенно расширила возможности ранее используемой системы NC. Базой для нее служат микроконтроллеры, программируемые логические контроллеры, компьютеры на микропроцессорах.
Целесообразность использования
Система ЧПУ значительно повышает производительность труда и способствует сокращению работников, но для ее внедрения необходимы значительные затраты и специально подготовленные работники, что не всегда экономически оправдано. Использование ЧПУ целесообразно в следующих обстоятельствах:
- Производство изделий высокой стоимости, когда применяются дорогостоящее и дефицитное сырье. В этом случае необходимо минимизировать ошибки, исключить брак, что и обеспечивает ЧПУ.
- Выпуск однотипных изделий большими сериями. Отработанная программа позволяет снизить себестоимость и менять программное обеспечение (ПО) нет необходимости, а первоначальные затраты достаточно быстро окупаются.

- Изготовление сложных деталей, требующее проведения многочисленных технологических операций.
- Необходимость обеспечения выпуска многочисленных изделий, абсолютно идентичных по точности обработки. Программа обеспечивает такое производство с отклонением не более 3 мкм.
- Изготовление изделий, в конструкцию которых часто вносятся небольшие изменения. При использовании ЧПУ они легко вносятся в УП с пульта оператора станка.
Важно! Автоматизация производства – это современный подход к его организации, но она требует экономического обоснования.
Функции
Система ЧПУ способна выполнять следующие функции:
- Управление процессами обработки деталей из различных материалов (металлы, древесина, пластик и т. п.). Для этого данной системой обеспечивается станочный парк (станки с ЧПУ).
- Управление асинхронными электродвигателями. Их плавная регулировка крайне затруднена, а ЧПУ позволяет применять «векторное управление».
- Управление промышленными роботами.
- Управление периферическими устройствами различного назначения. Характерные примеры: 3D-принтеры и сканеры.
Некоторое оборудование обеспечивается централизованными, автоматизированными рабочими местами, когда нужная программа устанавливается через промышленную сеть. В этом случае ЧПУ позволяет контролировать работу не одного станка, а всего участка, цеха (ABB Robot Studio, Microsoft Robotics Developer Studio).
Особенности
Станки с ЧПУ обладают рядом привлекательных особенностей:
- Высокий уровень автоматизации. Оператор только контролирует процесс по монитору. Его участие в процессе сведено к минимуму.
- Обеспечение повторяемости. Оборудование не зависит от настроения и физического состояния оператора. Оно выпускает одинаковые изделия с неизменным высоким качеством месяцами, а то и годами.
- Один оператор способен обслуживать несколько станков.
- Гибкость. При небольших изменениях параметров процесса вносится корректива в программу, а при существенном изменении – загружается новая программа.
 Такие процедуры не занимают много времени.
Такие процедуры не занимают много времени. - Точность обработки и повторяемость. Программа обеспечивает выпуск множества одинаковых деталей с высочайшей точностью.
- С помощью станков с ЧПУ можно изготовить изделия сложной формы, которые подвластны только высокопрофессиональным рабочим, да и то с использованием специальных приспособлений.
Важно! Станки с ЧПУ отличаются универсальностью и способны заменить 4–5 простых машин. При этом не надо искать опытных рабочих по конкретной специальности, достаточно подготовить оператора оборудования с ЧПУ.
Классификация
Станки с ЧПУ подразделяются на несколько категорий. Это отражается в буквенно-цифровом обозначении марки. По назначению оборудования устанавливается технологическая категория. Она определяется по возможности проведения основных операций. Основные виды: токарные станки (номер группы – 1), фрезерные (номер 6), сверлильные и расточные станки (номер 2), многоцелевое оборудование (номер 9). Эта цифра стоит первой в маркировке.
Эта цифра стоит первой в маркировке.
По степени автоматизации устанавливаются такие типы:
- Ф1 — координаты движения устанавливаются с помощью клавиатуры компьютера (один нажим – 1 кадр программы). Предусматривается устройство цифровой индикации.
- Ф2 — используется порционная или прямоугольная система управления. Первая характерна для сверлильных и расточных станков, а вторая – для фрезерных и токарных станков.
- Ф3 — устанавливается контурная или непрерывная система ЧПУ. Она позволяет обрабатывать заготовки практически любой сложности.
- Ф4 — многооперационная, комбинированная система ЧПУ. В ней совмещены лучшие качества контурной и позиционной системы.
- Ц — цикловое ЧПУ. Это наиболее простая автоматизированная система для серийного выпуска достаточно простых, однотипных изделий.
Производится классификация станков и по способу смены рабочего инструмента. В маркировке могут выделяться такие варианты:
- Р – для смены и крепления инструмента применяются револьверные головки.
- М – установлен специальный инструментальный магазин, откуда автоматически поступает нужный инструмент.
Указанная маркировка свидетельствует о наличии устройства автоматической смены инструмента (АСИ). Помимо указанных модификаций, станки различаются по типу регулирования привода: шаговый, ступенчатый, плавно регулируемый.
Основные параметры
При выборе оборудования с ЧПУ основное внимание следует уделить таким параметрам:
- Класс точности. Допустимую погрешность можно определить по маркировке: П – повышенная точность, В – высокая точность.
- Рабочие параметры. Они устанавливаются для каждой технологической категории отдельно. Так для сверлильного оборудования важен максимальный диаметр отверстия, для фрезерных станков – размер рабочей зоны, для расточных станков – диаметр шпинделя, для токарных станков – размеры заготовки и т. д. К общим для всех типов оборудования можно отнести: мощность электродвигателя, скорость обработки (производительность), напряжение питания (220 или 380 В), габариты и масса станка.

- Количество одновременно контролируемых координат и точность их задания. В современных станках обеспечивается управление по 5 координатам.
В зависимости от назначения оборудования могут задаваться и другие важные параметры, которые необходимо учитывать при организации производства.
Принцип программирования
Работа станка с ЧПУ зависит от УП. Она может базироваться на следующих принципах программирования:
- Ручной способ. Программист формирует программную часть станка путем введения цифровых сведений о координатах движения рабочего инструмента, полученных при ручном перемещении. Требуется множество точек, что затягивает процесс программирования. Данный способ применяется при наличии всего 1–2 станков с ЧПУ, используемых для изготовления простых, однотипных изделий.
- Shop-floor – программирование с пульта оперативной системы ЧПУ. В этом случае УП составляется с помощью сенсорного экрана и джойстика на станочной стойке. В последних моделях станков применяется диалоговый режим.

- Программирование с использованием систем САПР и САМ. Система САПР (AutoCAD, Solid, Catia, Компас) позволяет построить электронный чертеж изделия, а система САМ (SheetCam, Kcam. MeshCam, CorelDraw) на его основе описывает траекторию движения инструмента. Предварительно графический файл переводится в формат DXF, Exeilon, HPGL или Gerber. Процесс программирования отражается на экране. Выдается Cl-файл. Для преобразования его в понятный для станка вид используется специальная программа (постпроцессор или паспорт). Она обеспечивает подачу команд в форме G- и М-кодов.
Программа на станок может загружаться в готовом виде с внешних носителей (дискеты, флеш-носители, магнитные ленты, перфоленты). Она помещается в оперативную память, карту памяти, жесткий диск или твердотельный накопитель.
Конструктивные особенности
Функционирование системы ЧПУ обеспечивают следующие основные узлы:
- Пульт оператора, консоль ввода-вывода. Этот элемент конструкции предназначен для ввода УП, задания параметров процесса, а также ручного управления операцией.

- Операторская панель, дисплей. Позволяет визуально контролировать процесс и производить корректировку УП.
- Контроллер. Это устройство компьютерного типа для введения в действие УП, формирования траектории движения рабочего органа, выдачи необходимых команд, осуществление общего управления, проведения диагностики и дополнительных расчетов.
- ПЗУ. Это память, позволяющая хранить программу длительное время. Информация из ПЗУ только считывается.
- ОЗУ. Данная оперативная память предназначена для программ, используемых в данный момент, а также для кратковременного хранения информации.
В качестве контроллеров могут служить промышленные готовые модели, встраиваемые устройства на основе микропроцессоров, программируемый контроллер логического типа, промышленный компьютер. Роль исполнительных механизмов исполняют сервоприводы и шаговые двигатели.
Виды станков с ЧПУ
К наиболее распространенному оборудованию с ЧПУ можно отнести фрезерные и токарные станки, а также многоцелевые агрегаты.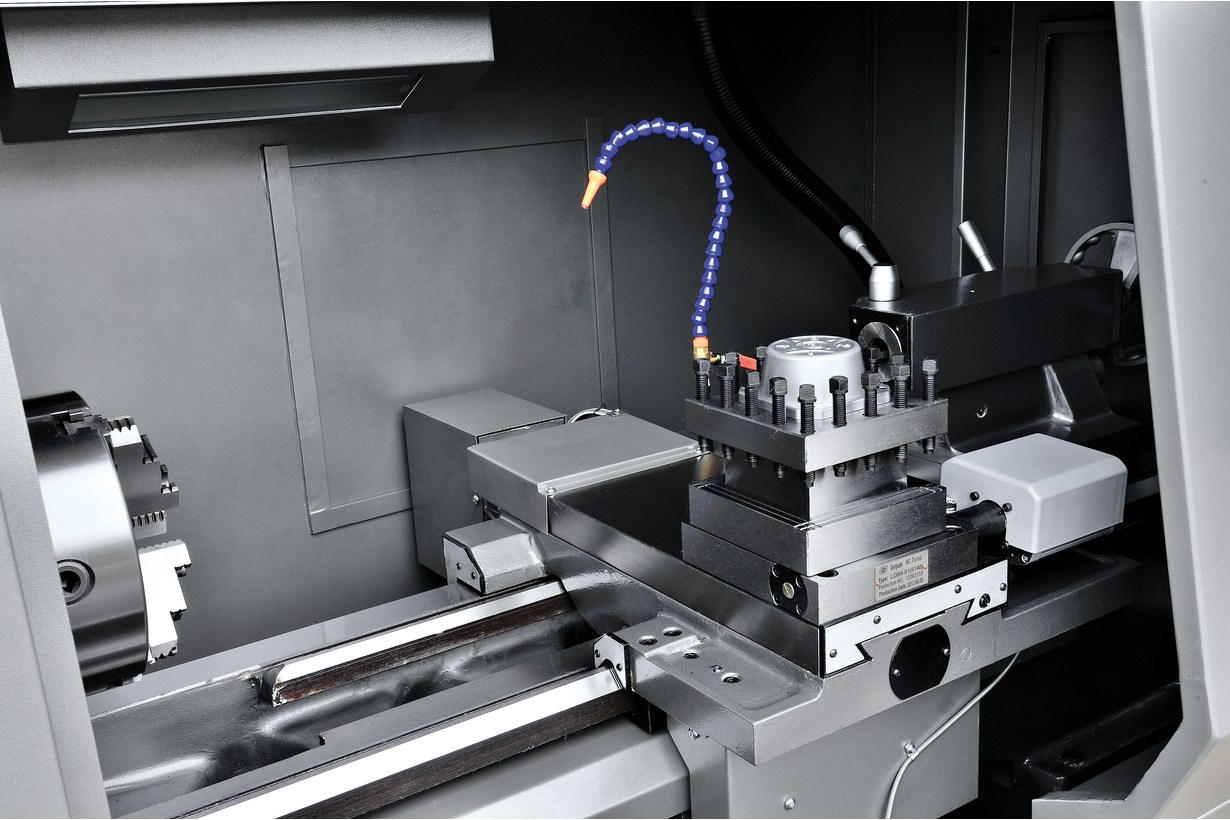 Они выбираются с учетом того, какие работы планируется производить и в каких объемах.
Они выбираются с учетом того, какие работы планируется производить и в каких объемах.
Фрезерные станки
Фрезерные станки с ЧПУ могут использоваться только для фрезерования или с расширенным функционалом (сверление, раскрой листов, обработка под разным углом, формирование пазов и т. п.). Основные разновидности:
- Вертикальные фрезерные станки. В них шпиндель установлен вертикально. Может иметь нижний или верхний привод. Обработка обеспечивается с одной стороны.
- Горизонтальные фрезерные станки. Шпиндель установлен параллельно основанию. На станке можно производить всестороннюю обработку.
Оба типа станков могут иметь 1 или 2 шпинделя. Управление обеспечивается по 3–5 координатам. По способу управления различаются такие варианты: с позиционным, контурным, комбинированным управлением. Основные параметры станков: размеры рабочего стола, глубина фрезерования, мощность, скорость вращения шпинделя, тип передачи.
Среди конструктивных особенностей следует выделить наличие мощной станины, корпуса с ребрами жесткости, шпинделя с повышенной жесткостью для устранения вибраций, высокоточные направляющие рельсы.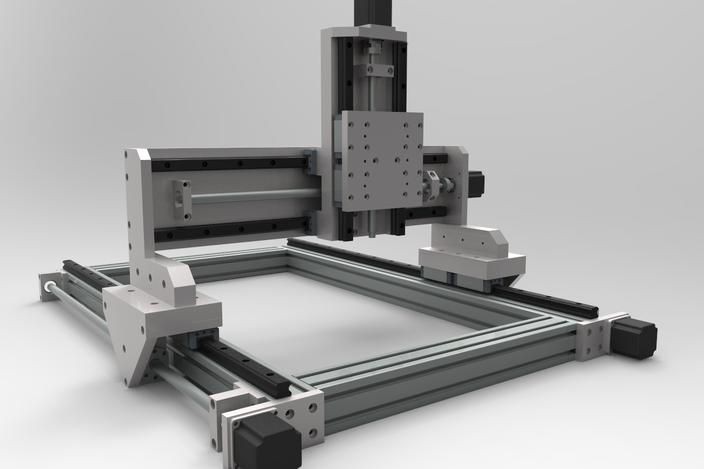 Для повышения производительности устанавливаются АСИ в виде шпиндельной головки револьверного типа или инструментального магазина. Выпускается большое количество разнообразных моделей для обработки дерева, металла, пластика и других материалов.
Для повышения производительности устанавливаются АСИ в виде шпиндельной головки револьверного типа или инструментального магазина. Выпускается большое количество разнообразных моделей для обработки дерева, металла, пластика и других материалов.
Токарные
На токарном станке с ЧПУ используются резцы со сменными пластинами. Инструмент крепится в резцедержателе, расположенном в узле суппорта. Для проведения разнообразных процессов часто применяются резцедержатели кассетного типа с возможностью закрепления до 12 разных резцов.
Наиболее популярные разновидности:
- Центровые станки. Обработка осуществляется методом точения по контуру заготовки. Изготавливаются детали цилиндрической и конической формы, а также фасонные изделия.
- Патронные станки. На них можно производить обработку и снаружи, и изнутри заготовки. Основные операции: нарезание резьбы, зенкование, сверление, обтачивание для установки фланцев, дисков, втулок и шестерней.
- Комбинированные (патронно-центровые) станки.
 Совмещает возможности обоих типов.
Совмещает возможности обоих типов. - Карусельные станки. Они необходимы для обработки деталей больших размеров и заготовок неправильной формы.
Конструктивными особенностями токарных станков с ЧПУ являются: вертикальная или наклонная компоновка, повышенная жесткость элементов, система АСИ.
Многоцелевые
Комплексная обработка деталей осуществляется на многоцелевых станках (обрабатывающих центрах) с ЧПУ. Для них применяются специальные смешанные УП. Станки обеспечивают такие операции: фрезерование, зенкерование, растачивание, раскрой, нарезание резьбы и фасок. Они могут относиться к сверлильно-расточной или токарно-шлифовальной группе.
Многоцелевые станки различаются по типам:
- Горизонтальные станки. Они осуществляют одностороннюю обработку заготовок больших размеров.
- Вертикальные станки. Способны обеспечить обработку с 3–5 сторон с помощью поворотного шпинделя.
Среди конструктивных особенностей выделяются: наличие инструментальных магазинов для АСИ, поворотные столы для перемещения заготовки, приспособления для смены заготовок. Чаще всего применяются высокомоментные электродвигатели малой инерционности.
Чаще всего применяются высокомоментные электродвигатели малой инерционности.
Мастер ЧПУ что это за должность?
Мастер или оператор станков с ЧПУ – это человек, работающий на данном оборудовании и обеспечивающий его обслуживание. Помимо него, необходим наладчик ЧПУ, который вводит и корректирует УП. Эти специальности могут совмещаться – мастер-наладчик.
Операторы имеют такие должностные обязанности: обслуживание станка, контроль процесса, проверка и испытание готовых изделий, устранение небольших неполадок, подналадка узлов, подготовка рабочего инструмента. Действует он на основании должностной инструкции, которая утверждается самим предприятием. Мастер может обслуживать одновременно несколько станков. Наладчик ЧПУ осуществляет следующие работы: разработку УП, ввод ее в станок и отработка, наладка оборудования на конкретные процессы.
Обучение операторов и наладчиков обеспечивается в колледжах (техникумах) или на специальных курсах по специальности «Технология машиностроения». Для того чтобы стать профессионалом, работник должен получить такие знания: строение и особенности станков с ЧПУ, технология обработки, основы программирования ЧПУ, принципы работы с компьютеризированными системами, признаки неисправностей оборудования с ЧПУ, особенности различных инструментов и материалов. При работе оператор обязан строго соблюдать технику безопасности.
Для того чтобы стать профессионалом, работник должен получить такие знания: строение и особенности станков с ЧПУ, технология обработки, основы программирования ЧПУ, принципы работы с компьютеризированными системами, признаки неисправностей оборудования с ЧПУ, особенности различных инструментов и материалов. При работе оператор обязан строго соблюдать технику безопасности.
Станки с ЧПУ (CNC) все активнее внедряются в производство. Они способны обеспечить высокую точность обработки деталей на больших скоростях. В то же время следует учитывать экономическую целесообразность их использования. На российском рынке предлагается множество высококачественных моделей и надо выбирать оптимальный вариант для конкретных условий.
- 30 августа 2020
- 4297
Станок с ЧПУ | Encyclopedia.com
Предпосылки
Станки с ЧПУ или “числовым программным управлением” представляют собой сложные металлообрабатывающие инструменты, которые могут создавать сложные детали, необходимые для современных технологий. Быстроразвивающиеся с развитием компьютеров, ЧПУ можно найти, выполняя такие работы, как токарные, фрезерные станки, лазерные резаки, абразивно-струйные резаки, пробивные прессы, листогибочные прессы и другие промышленные инструменты. Термин ЧПУ относится к большой группе этих станков, которые используют компьютерную логику для управления движениями и выполнения металлообработки.В этой статье будут рассмотрены наиболее распространенные типы: токарные и фрезерные станки.
Быстроразвивающиеся с развитием компьютеров, ЧПУ можно найти, выполняя такие работы, как токарные, фрезерные станки, лазерные резаки, абразивно-струйные резаки, пробивные прессы, листогибочные прессы и другие промышленные инструменты. Термин ЧПУ относится к большой группе этих станков, которые используют компьютерную логику для управления движениями и выполнения металлообработки.В этой статье будут рассмотрены наиболее распространенные типы: токарные и фрезерные станки.
История
Хотя токарные станки по дереву используются с библейских времен, первый практичный токарный станок по металлу был изобретен в 1800 году Генри Модслеем. Это был просто станок, который удерживал кусок обрабатываемого материала или заготовку в зажиме или шпинделе и вращал его так, чтобы режущий инструмент мог обработать поверхность до желаемого контура. Режущий инструмент управлялся оператором с помощью кривошипов и маховиков.Точность размеров контролировалась оператором, который наблюдал за градуированными циферблатами на маховике и перемещал режущий инструмент на нужную величину.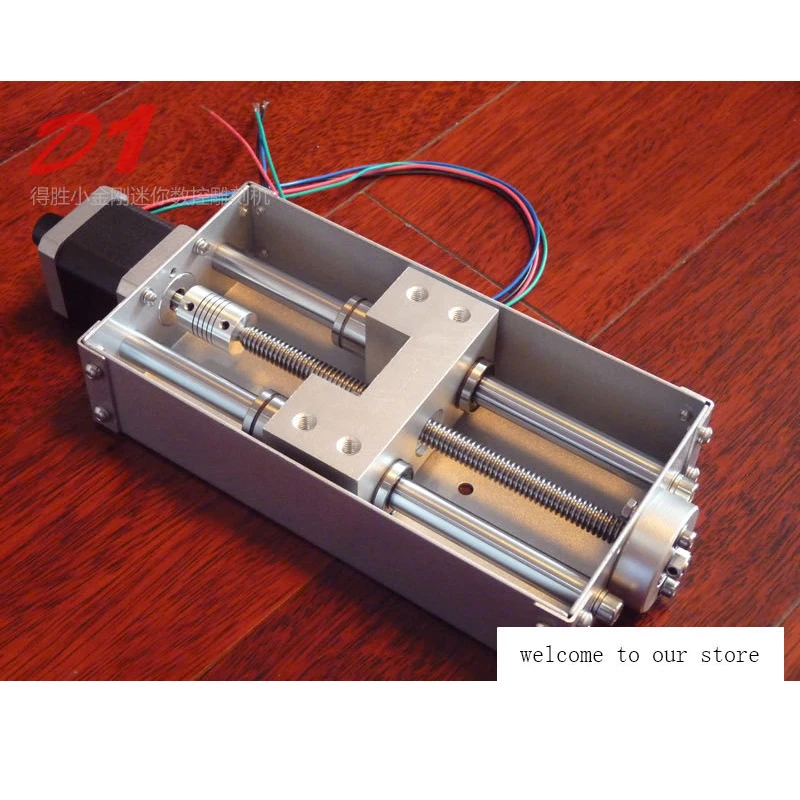 Каждая изготовленная деталь требовала от оператора повторения движений в той же последовательности и до тех же размеров.
Каждая изготовленная деталь требовала от оператора повторения движений в той же последовательности и до тех же размеров.
Первый фрезерный станок работал примерно так же, за исключением того, что режущий инструмент был помещен во вращающийся шпиндель. Заготовку устанавливали на станину станка или на рабочий стол и перемещали под режущим инструментом, опять же с помощью маховиков, для обработки контура заготовки.Этот ранний фрезерный станок был изобретен Эли Уитни в 1818 году.
Движения, которые используются в станках, называются «осями» и обозначаются как «X» (обычно слева направо), «Y» (обычно спереди к назад) и «Z» (вверх и вниз). Рабочий стол также можно вращать в горизонтальной или вертикальной плоскости, создавая четвертую ось движения. Некоторые станки имеют пятую ось, которая позволяет шпинделю поворачиваться под углом.
Одной из проблем этих ранних станков было то, что они требовали от оператора манипулирования маховиками для изготовления каждой детали.Помимо монотонной и физически утомительной работы, возможности оператора изготавливать идентичные детали были ограничены. Незначительные различия в работе привели к изменению размеров оси, что, в свою очередь, привело к созданию плохо подогнанных или непригодных для использования деталей. Уровень брака на производстве был высоким, что приводило к потере сырья и рабочего времени. По мере увеличения объемов производства количество используемых деталей, производимых на одного оператора в день, перестало быть экономичным. Что было необходимо, так это средство для автоматического управления движением машины.Ранние попытки «автоматизировать» эти операции использовали серию кулачков, которые перемещали инструменты или рабочий стол через связи. Когда кулачок вращался, звено следовало за поверхностью кулачка, перемещая режущий инструмент или заготовку посредством серии движений. Поверхность кулачка имела такую форму, чтобы регулировать величину перемещения рычага, а скорость, с которой кулачок поворачивалась, контролировала скорость подачи инструмента. Эти ранние машины было трудно правильно настроить, но после настройки они обеспечивали отличную повторяемость для своего времени.
Незначительные различия в работе привели к изменению размеров оси, что, в свою очередь, привело к созданию плохо подогнанных или непригодных для использования деталей. Уровень брака на производстве был высоким, что приводило к потере сырья и рабочего времени. По мере увеличения объемов производства количество используемых деталей, производимых на одного оператора в день, перестало быть экономичным. Что было необходимо, так это средство для автоматического управления движением машины.Ранние попытки «автоматизировать» эти операции использовали серию кулачков, которые перемещали инструменты или рабочий стол через связи. Когда кулачок вращался, звено следовало за поверхностью кулачка, перемещая режущий инструмент или заготовку посредством серии движений. Поверхность кулачка имела такую форму, чтобы регулировать величину перемещения рычага, а скорость, с которой кулачок поворачивалась, контролировала скорость подачи инструмента. Эти ранние машины было трудно правильно настроить, но после настройки они обеспечивали отличную повторяемость для своего времени. Некоторые из них сохранились до наших дней и называются «швейцарскими» станками, что является синонимом прецизионной обработки.
Некоторые из них сохранились до наших дней и называются «швейцарскими» станками, что является синонимом прецизионной обработки.
Ранний дизайн до настоящего момента
Day Operation
Конструкция современного станка с ЧПУ стала результатом работы Джона Т. Парсонса в конце 1940-х – начале 1950-х годов. После Второй мировой войны компания Parsons участвовала в производстве лопастей винта вертолетов, которые требовали точной обработки сложных форм. Вскоре Парсонс обнаружил, что, используя ранний компьютер IBM, он смог сделать намного более точные контурные диаграммы, чем это было возможно при ручных расчетах и макетах.Основываясь на этом опыте, он выиграл контракт с ВВС США на разработку «автоматической машины для контурной резки» для производства больших частей крыла для самолетов. Благодаря использованию компьютерного считывателя карт и точного управления серводвигателем, получившаяся машина была огромной, сложной и дорогой. Однако он работал автоматически и производил детали с высокой степенью точности, необходимой для авиационной промышленности.
К 1960-м годам цена и сложность автоматизированных машин снизились до такой степени, что они нашли применение в других отраслях промышленности.В этих машинах использовались электродвигатели постоянного тока для управления маховиком и инструментами. Электродвигатели получали электрические инструкции от считывающего устройства, которое считывало бумажную ленту шириной примерно 1 дюйм (2,5 см), в которой была пробита выбранная серия отверстий. Положение и последовательность отверстий позволяли считывающему устройству генерировать необходимые электрические импульсы для вращения двигателей с точным временем и скоростью, которые, по сути, управляли машиной так же, как человек-оператор.Импульсами управлял простой компьютер, у которого в то время не было «памяти». Их часто называли станками с ЧПУ или числовым программным управлением. Программист производил ленту на машинке, похожей на пишущую машинку, очень похожую на старые «перфокарты», использовавшиеся в ранних компьютерах, которые служили «программой». Размер программы определялся количеством футов ленты, которые необходимо было прочитать, чтобы произвести конкретную деталь.
Размер программы определялся количеством футов ленты, которые необходимо было прочитать, чтобы произвести конкретную деталь.
История о том, как компьютеры впервые были связаны с производственным оборудованием, полна интриг и противоречий.Он показывает, насколько тесно переплетались промышленность, университеты и вооруженные силы в ХХ веке. История также демонстрирует, насколько сложно приписать множество инноваций одному человеку или учреждению. Разобраться в том, кто что делал, когда и с каким влиянием, – сложная задача.
В 1947 году Джон Парсонс возглавил авиационную производственную фирму в Траверс-Сити, штат Мичиган. Столкнувшись с возрастающей сложностью форм деталей и возникающими при этом математическими и инженерными проблемами, Парсонс искал способы сократить инженерные расходы своей фирмы.Он попросил International Business Machine Corp. разрешить ему использовать один из их основных офисных компьютеров для выполнения серии расчетов для нового лопасти вертолета. В конце концов, Парсонс заключил договор с Томасом Дж. Уотсоном, легендарным президентом IBM, по которому IBM будет работать с Parsons Corporation над созданием машины, управляемой перфокартами. Вскоре Парсонс также заключил контракт с ВВС на производство машины, управляемой карточками или лентой (например, пианино), которая могла бы вырезать контуры, подобные тем, что используются в пропеллерах и крыльях.Затем Парсонс обратился к инженерам Лаборатории сервомеханизма Массачусетского технологического института за помощью в проекте. Исследователи Массачусетского технологического института экспериментировали с различными типами процессов управления и имели опыт работы с проектами ВВС времен Второй мировой войны. В свою очередь, лаборатория Массачусетского технологического института увидела в этом возможность расширить свои собственные исследования механизмов контроля и обратной связи. Успешная разработка станков с числовым программным управлением была тогда предпринята университетскими исследователями, стремящимися удовлетворить потребности военных спонсоров.
В конце концов, Парсонс заключил договор с Томасом Дж. Уотсоном, легендарным президентом IBM, по которому IBM будет работать с Parsons Corporation над созданием машины, управляемой перфокартами. Вскоре Парсонс также заключил контракт с ВВС на производство машины, управляемой карточками или лентой (например, пианино), которая могла бы вырезать контуры, подобные тем, что используются в пропеллерах и крыльях.Затем Парсонс обратился к инженерам Лаборатории сервомеханизма Массачусетского технологического института за помощью в проекте. Исследователи Массачусетского технологического института экспериментировали с различными типами процессов управления и имели опыт работы с проектами ВВС времен Второй мировой войны. В свою очередь, лаборатория Массачусетского технологического института увидела в этом возможность расширить свои собственные исследования механизмов контроля и обратной связи. Успешная разработка станков с числовым программным управлением была тогда предпринята университетскими исследователями, стремящимися удовлетворить потребности военных спонсоров.
William S. Pretzer
С развитием интегрированной электроники лента была исключена или использовалась только для загрузки программы в магнитную память. По факту, емкость памяти современных станков с ЧПУ до сих пор иногда называют «ногами памяти».
Современный станок с ЧПУ работает, считывая тысячи бит информации, хранящейся в программной памяти компьютера. Чтобы поместить эту информацию в память, программист создает серию инструкций, понятных машине.Программа может состоять из «кодовых» команд, таких как «M03», которая дает контроллеру команду переместить шпиндель в новое положение, или «G99», которая дает команду контроллеру считывать вспомогательный ввод из некоторого процесса внутри станка. Кодовые команды – это наиболее распространенный способ программирования станка с ЧПУ. Однако развитие компьютеров позволило производителю станков предложить «диалоговое программирование», где инструкции больше похожи на простые слова. В диалоговом программировании команда «M03» вводится просто как «MOVE», а команда «G99» просто «READ».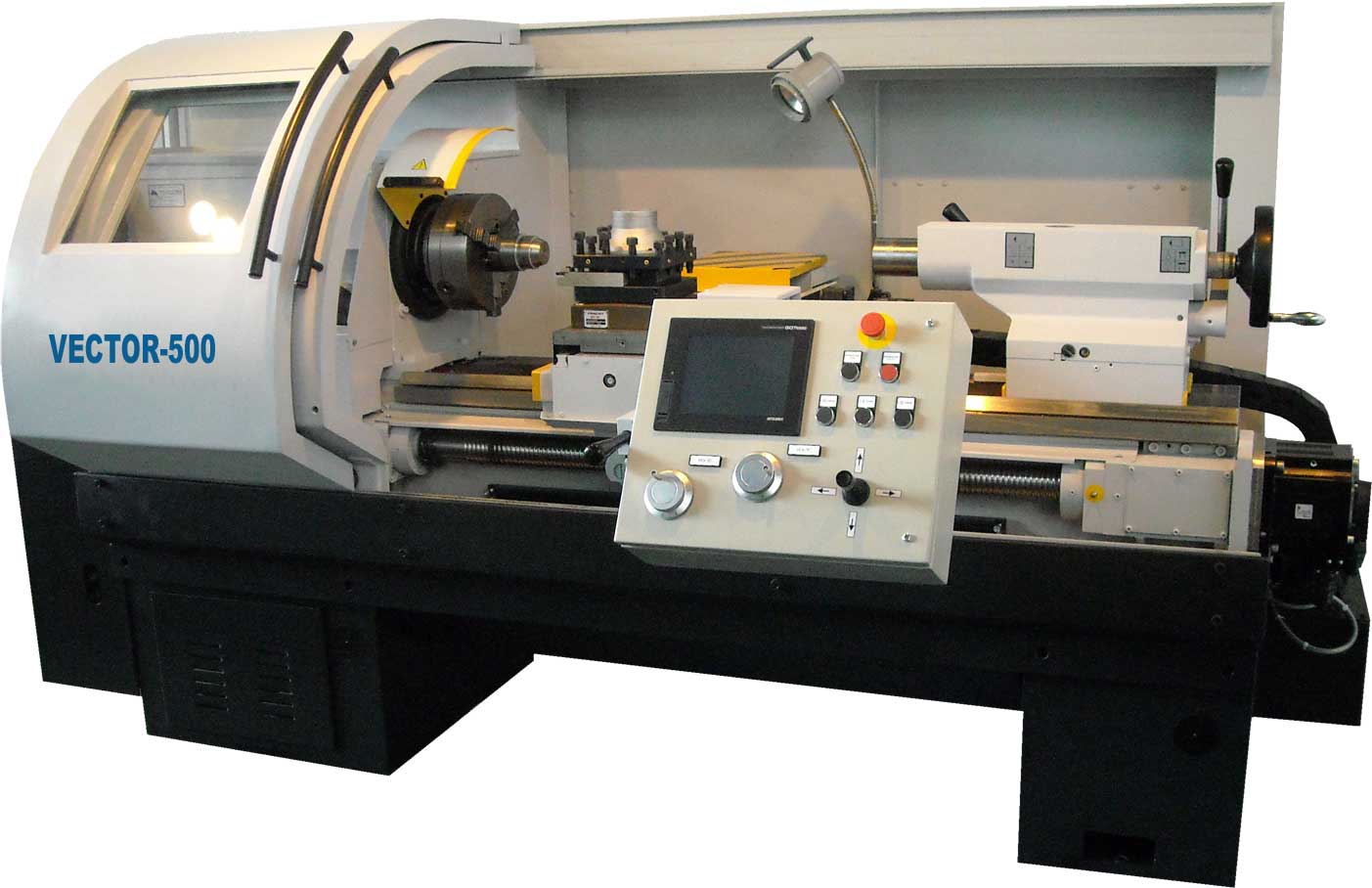 «Этот тип программирования позволяет программистам быстрее обучаться и меньше запоминать значения кода. Однако важно отметить, что большинство диалоговых машин по-прежнему читают программы с кодом, поскольку промышленность в значительной степени полагается на эту форму программирования.
«Этот тип программирования позволяет программистам быстрее обучаться и меньше запоминать значения кода. Однако важно отметить, что большинство диалоговых машин по-прежнему читают программы с кодом, поскольку промышленность в значительной степени полагается на эту форму программирования.
Контроллер также предлагает помощь программисту в ускорении использования станка. В некоторых станках, например, программист может просто ввести местоположение, диаметр и глубину элемента, и компьютер выберет лучший метод обработки для производства особенность в заготовке.Новейшее оборудование может принимать инженерные модели, созданные на компьютере; рассчитать правильные скорости инструмента, подачу и траекторию; и производить деталь без создания чертежа или программы.
Современный дизайн и сырье
Материалы
Механические компоненты станка должны быть жесткими и прочными, чтобы поддерживать быстро движущиеся части. Шпиндель обычно является самой прочной частью и поддерживается крупными подшипниками. Независимо от того, удерживает ли шпиндель деталь или инструмент, функция автоматического зажима позволяет шпинделю быстро зажимать и разжимать во время выполнения программы.
Независимо от того, удерживает ли шпиндель деталь или инструмент, функция автоматического зажима позволяет шпинделю быстро зажимать и разжимать во время выполнения программы.
Сбоку от станка прикреплен магазин с различными инструментами. Рычаг передачи, иногда называемый панелью инструментов, снимает инструмент с станка, помещает его в магазин, выбирает другой инструмент из магазина и возвращает его в станок с помощью инструкций в программе. Типичное время цикла, необходимое для этой процедуры, составляет от двух до восьми секунд. Некоторые машины могут содержать до 400 инструментов в больших «ульях», каждый из которых автоматически загружается по мере выполнения программы.
Станина или рабочий стол станка опирается на «пути» из закаленной стали, которые обычно защищены гибкими ограждениями.
Литой Чугун или механит был предпочтительным материалом для металлообрабатывающих станков. Сегодня в большинстве станков широко используются сварные детали из горячекатаной стали и кованой стали. такие изделия, как нержавеющая сталь, позволяют снизить стоимость и позволяют изготавливать рамы более сложной конструкции.
такие изделия, как нержавеющая сталь, позволяют снизить стоимость и позволяют изготавливать рамы более сложной конструкции.
Некоторые машины спроектированы в виде ячеек, что означает, что они имеют определенную группу деталей, для производства которых они предназначены. Сотовые машины имеют большие инструментальные магазины, в которых достаточно инструментов для выполнения всех различных операций с каждой из различных частей, большие рабочие столы или возможность смены рабочих столов, а также специальные положения в контроллере для ввода данных с других станков с ЧПУ.Это позволяет собирать станок с ЧПУ с другими аналогично оборудованными станками в гибкую обрабатывающую ячейку, которая может производить более одной детали одновременно. Группа ячеек, некоторые из которых содержат 20 или 30 машин, называется гибкой системой обработки. Эти системы могут производить буквально сотни различных деталей одновременно с минимальным вмешательством человека. Некоторые из них предназначены для работы днем и ночью без присмотра в так называемом производстве «без света».
Производство
Процесс
До недавнего времени большинство обрабатывающих центров строились производителями станков по спецификациям клиентов.Теперь стандартизованная конструкция инструментов позволяет создавать машины для складирования или последующей продажи, поскольку новые конструкции могут выполнять все необходимые операции для большинства пользователей. Стоимость нового станка с ЧПУ составляет от 50 000 долларов за вертикальный центр до 5 миллионов долларов за гибкую систему обработки для блоков цилиндров. Фактический производственный процесс происходит следующим образом.
Сварка основания
- 1 Основание машины отлито или сварено. Затем он подвергается термообработке для снятия напряжений при литье или сварке и для «нормализации» металла для механической обработки.Основание закреплено в большом обрабатывающем центре, а монтажные области для направляющих обрабатываются в соответствии со спецификацией.
- 2 Пути плоско отшлифованы, прикручены болтами и прикреплены штифтами к основанию.
Прикручивание шкворня
- 3 Механизмы перемещения станины или шпинделя называются ШВП. Они преобразуют вращательное движение приводных двигателей в поступательное и состоят из винтового вала и опорных подшипников. При вращении вала опора подшипника следует по спиральным канавкам на валу и производит очень точное линейное движение, которое перемещает либо рабочий стол под шпинделем, либо сам держатель шпинделя.Эти шарико-винтовые передачи привинчены к основанию, а опора подшипника прикреплена болтами к рабочему столу или держателю шпинделя.
Установка шпинделя
- 4 Шпиндель обрабатывается и шлифуется, устанавливается на приводной двигатель, а затем прикручивается болтами к подвижной опоре шпинделя. Каждая ось движения имеет отдельный шарико-винтовой привод и набор путей в большинстве обрабатывающих центров.
Контроллер
- 5 Компьютер или контроллер – это электронный узел, отдельный от остальной части машины.
 Он имеет корпус с климат-контролем, установленный сбоку на раме или в консоли оператора. Он содержит всю оперативную память, компьютерные платы, блоки питания и другие электронные схемы для управления машиной. Разборная проводка соединяет контроллер с двигателями машины и позиционными суппортами. В
слайды непрерывно отправляют информацию о местоположении оси в контроллер, поэтому точное положение рабочего стола по отношению к шпинделю всегда известно. На передней панели контроллера находится видеоэкран, на котором отображается информация о программе, положении, скорости и подаче, а также другие данные, необходимые оператору для наблюдения за производительностью машины.Также на передней панели расположены клавиши ввода данных, порты подключения данных и переключатели старт-стоп.
Он имеет корпус с климат-контролем, установленный сбоку на раме или в консоли оператора. Он содержит всю оперативную память, компьютерные платы, блоки питания и другие электронные схемы для управления машиной. Разборная проводка соединяет контроллер с двигателями машины и позиционными суппортами. В
слайды непрерывно отправляют информацию о местоположении оси в контроллер, поэтому точное положение рабочего стола по отношению к шпинделю всегда известно. На передней панели контроллера находится видеоэкран, на котором отображается информация о программе, положении, скорости и подаче, а также другие данные, необходимые оператору для наблюдения за производительностью машины.Также на передней панели расположены клавиши ввода данных, порты подключения данных и переключатели старт-стоп. - 6 Собранный станок прошел тестовый пуск на точность. Каждая машина имеет небольшие физические отличия, которые математически исправляются в операционной системе компьютера. Эти значения коррекции хранятся в отдельной памяти, и машина постоянно их проверяет. Поскольку обрабатывающий центр изнашивается от эксплуатации, эти параметры могут быть откалиброваны для обеспечения точности. После испытаний готовая машина окрашивается и готовится к отгрузке.
Контроль качества
Качество обрабатывающего центра должно быть заложено на всех этапах проектирования, поставки и наладки. Тщательный инструктаж операторов также важен для предотвращения аварии, непреднамеренного столкновения рабочего с инструментом. Сбои могут привести к повреждению инструмента или отказу станка. У многих контроллеров есть подпрограммы, которые определяют надвигающийся сбой и переводят машину в режим аварийной остановки. Все ЧПУ поставляются со специальной обработкой в избегайте ударов и тщательно настраиваются техническими специалистами, прошедшими обучение на заводе-изготовителе.Исходные поправочные коэффициенты записываются для дальнейшего использования. Предоставляются полные руководства по программированию, эксплуатации и техническому обслуживанию.
Будущее
Будущее станков с ЧПУ стремительно растет. Одна из разрабатываемых идей – это паукообразная машина, шпиндель которой подвешен на шести телескопических стойках с шарико-винтовой передачей. Стойки похожи на направляющие в обычной машине, но они круглые, с шарико-винтовой передачей в центре. Движения шпинделя контролируются сложным компьютером, выполняющим миллионы вычислений для обеспечения правильного контура детали.Этот станок стоит несколько миллионов долларов на разработку и использование высокоуровневой собственной математики и обещает выполнять ранее неслыханные операции в области обработки металлов. Развитие компьютеров и искусственного интеллекта сделает станки с ЧПУ будущего быстрее и проще в эксплуатации. Это будет недешево, а цена сложных станков с ЧПУ будет недоступна для многих компаний. Однако это снизит цены на базовые станки с ЧПУ, выполняющие оригинальные трехосные перемещения.
Где узнать больше
Книги
Ноубл, Дэвид Ф. Силы производства. Alfred A. Knopf, 1984.
Olivo, C. Thomas. Технология станков и производственные процессы. C. Thomas Olivo Associates, 1987.
Периодические издания
Адамс, Ларри. «Обрабатывающие центры с ЧПУ: сделайте все». Wood & Wood Products, июнь 1994 г., стр. 101-102.
Херрин, Голден Э. «Следующие 40 лет Северной Каролины». Современный механический цех, апрель 1994 г., стр.154.
Келш, Джеймс Р. “Фрезерование, сверление и растачивание”. Manufacturing Engineering, август 1994 г., стр. 65-81.
Момингстар, Д. «Анатомия станка: органы управления, сервоприводы и электромеханические тайны». Инструменты и производство, июнь 1993 г., стр. 68-70.
Проктор П. «Новая гибкая кровать заменяет фиксированные инструменты». Aviation Week and Space Technology, 14 ноября 1994 г., стр. 52.
Пай, Энди. «Переход к ЧПУ». Engineering, , январь 1994 г., стр.26-27.
– Douglas E. Betts
Быстрое сравнение станков с ЧПУ
Станки с ЧПУ – чрезвычайно универсальное оборудование, в значительной степени благодаря диапазону режущих инструментов, которые они могут разместить. От концевых фрез до резьбовых фрез есть инструмент для каждой операции, позволяющий станку с ЧПУ выполнять различные разрезы и надрезы в заготовке.
Знакомство с этими режущими инструментами – отличный способ понять обработку с ЧПУ в целом.А лучшее понимание механической обработки поможет вам разрабатывать детали, которые лучше подходят для производственного процесса.
В этой статье рассматриваются некоторые из наиболее широко используемых обрабатывающих режущих инструментов с ЧПУ, хотя есть и другие, помимо обсуждаемых.
Основы режущего инструментаРежущий инструмент – это устройство, используемое для удаления материала с твердого блока материала. Он устанавливается на шпиндель станка с ЧПУ, который следует инструкциям компьютера, чтобы направлять режущий инструмент туда, куда ему нужно.
Режущие инструменты удаляют материал с заготовки за счет деформации сдвига. То есть острый инструмент вращается с высокой скоростью и отрезает от заготовки множество мелких стружек, которые затем выбрасываются из заготовки. Некоторые инструменты соприкасаются с заготовкой только в одной точке, в то время как другие, например концевые фрезы, воздействуют на материал в нескольких точках.
Большинство станков с ЧПУ имеют несколько канавок , которые представляют собой спиральные канавки, проходящие по внешней стороне инструмента.Канавки можно рассматривать как впадины режущего инструмента, а зубцы , , острые выступы между каждой канавкой, являются его вершинами. Стружка, вырезанная из заготовки, попадает по канавкам при выбросе.
Идеальное количество канавок на режущем инструменте зависит от материала заготовки. Инструмент с меньшим количеством канавок предпочтительнее для мягких материалов, так как увеличенная ширина канавки означает, что можно выбрасывать более крупные стружки. Более высокое количество канавок может увеличить скорость и подходит для более твердых материалов, но может привести к застреванию стружки, поскольку каждая канавка уже.
Тип режущего инструмента влияет на размер стружки, удаляемой из заготовки, а также на скорость шпинделя и скорость подачи.
Материалы для режущего инструментаЧтобы прорезать сплошную заготовку, режущие инструменты должны быть изготовлены из более твердого материала, чем материал заготовки. А поскольку обработка с ЧПУ регулярно используется для создания деталей из очень твердых материалов, это ограничивает количество доступных материалов для режущего инструмента.
Общие материалы для режущего инструмента:
Углеродистая стальУглеродистая сталь – доступный стальной сплав, содержащий 0.6-1,5% углерода, а также кремний и марганец.
Быстрорежущая стальБолее дорогая быстрорежущая сталь тверже и прочнее углеродистой стали благодаря смеси хрома, вольфрама и молибдена.
КарбидИнструменты из карбида, обычно спекаемые с другим металлом, например, с титаном, обладают износостойкостью и термостойкостью, обеспечивая отличную чистоту поверхности.
КерамикаКерамические инструменты, используемые для резки жаропрочных сплавов, чугуна и других прочных материалов, устойчивы к коррозии и нагреванию.
Покрытия для режущего инструментаФункция режущего инструмента зависит от его формы и материала, но также может регулироваться покрытием основного материала.
Эти покрытия могут сделать инструменты более твердыми, увеличить срок их службы или позволить резать на более высоких скоростях без ущерба для детали.
Общие покрытия для режущего инструмента включают:
Нитрид титана (TiN)TiN – это покрытие общего назначения с высокой температурой окисления, которое увеличивает твердость режущего инструмента.
Карбонитрид титана (TiCN)TiCN увеличивает смазывающую способность и твердость поверхности режущего инструмента.
Нитрид титана с повышенным сроком службы (Al-TiN)Al-TiN повышает термостойкость твердосплавных режущих инструментов, особенно при минимальном использовании СОЖ.
DiamondDiamond обеспечивает высокоэффективное покрытие для резки абразивных материалов.
Нитрид хрома (CrN)CrN повышает коррозионную стойкость и твердость режущим инструментам.
1. Концевая фрезаКонцевая фреза является наиболее широко используемым инструментом для вертикальной обработки с ЧПУ. Концевые фрезы с режущими зубьями на одном конце и по бокам могут удалять большое количество материала за короткое время.
Концевые фрезы бывают разных видов. У некоторых есть только одна флейта, в то время как у некоторых может быть до восьми или даже больше. (Однако за пределами четырех канавок удаление стружки может стать проблемой.)
Типы концевых фрез включают:
- Плоский: инструмент общего назначения с плоской поверхностью, подходящий для 2D-элементов
- Шаровидный наконечник: Инструмент с шарообразным концом, который Подходит для 3D-контуров и кривых
- Зубчатый наконечник: Инструмент с плоским дном и закругленным углом для скруглений и черновой обработки
Концевая фреза для черновой обработки – это концевая фреза, используемая для удаления большего количества материала с меньшей точностью, чем стандартная концевая фреза.
Инструмент имеет зубчатые зубья, которые удаляют большие части материала, но оставляют шероховатую поверхность на детали. Он производит мелкую стружку, которую легко удалить.
3. Торцевая фрезаТорцевые фрезы состоят из цельного корпуса со сменными режущими пластинами, обычно изготовленными из твердого сплава.Они используются для изготовления плоских секций на заготовке, часто до того, как будет использован другой вид фрезы для обработки деталей.
Поскольку режущие кромки торцевых фрез находятся на его сторонах, резку необходимо производить горизонтально.
Однако торцевые фрезы могут быть более рентабельными, чем другие режущие инструменты, поскольку изменения профиля резания могут быть достигнуты путем замены небольших режущих пластин, а не всего инструмента.
4. Фрезы для наматыванияФрезы для летучих мышей состоят из одной или двух насадок, находящихся внутри твердого тела.Наконечники фрезы для наматывания мух делают широкие неглубокие пропилы, обеспечивая гладкую поверхность.
Чаще встречаются фрезы с одной насадкой, а с двумя насадками – иногда называемыми «мухобойки» – обеспечивают больший поворот.
Менее дорогие, чем торцевые фрезы, мухорезы, тем не менее, могут использоваться для аналогичных целей.
5. Резьбовая фрезаМногие инженеры предпочитают нарезать резьбу метчиками, но резьбу также можно нарезать на станке с ЧПУ, оснащенном резьбовой фрезой.
Резьбовые фрезы могут нарезать внутреннюю или внешнюю резьбу и могут быть лучше метчиков для проникновения в очень твердые металлы или асимметричные детали.
6. СверлоСтанки с ЧПУ могут быть оснащены различными сверлами для различных операций резания. Сверла имеют одну или несколько канавок и коническое острие.
Сверла, используемые при обработке с ЧПУ, включают:
- Спиральное сверло: используется для выполнения отверстий в заготовке
- Центровочное сверло: используется для точного определения местоположения отверстия перед сверлением
- Эжекторное сверло: используется для глубокого сверления
Развертки используются для расширения существующих отверстий в заготовке, обеспечивая точный диаметр отверстия и отличную чистоту поверхности.
Развертки могут создавать отверстия с гораздо более жесткими допусками, чем другие режущие инструменты.
8. Полый станПолые фрезы – это режущие инструменты в форме трубы, похожие на концевые фрезы с перевернутыми концами. Их режущие кромки находятся внутри формы трубы, и их можно использовать для создания таких фигур, как полные точки и радиусы.
9. Боковые фрезыБоковые фрезы имеют зубья как по бокам, так и по окружности, и подходят для несбалансированных резов.
Эти режущие инструменты могут использоваться для нарезания пазов и канавок с высокой скоростью подачи. Их зубы могут быть прямыми или расставленными.
10. ЗуборезФрезы с ЧПУ иногда используются для изготовления металлических зубчатых колес для обрабатывающей промышленности. Для изготовления этих шестерен можно использовать специальные зуборезные инструменты.
Для зубофрезерных зубчатых колес иногда требуется специальный фрезерный станок, известный как зубофрезерный станок.
11. Слябовый станСлябовые фрезы или плоские фрезы используются для фрезерования плоских поверхностей, обычно с целевой поверхностью, установленной параллельно столу станка.
Эти режущие инструменты не имеют боковых зубьев и могут использоваться для обычных или тяжелых операций механической обработки.
3ERP предоставляет профессиональные услуги по обработке с ЧПУ для ваших прототипов и производственных нужд. Свяжитесь с нами, чтобы быстро узнать цену .
История обработки с ЧПУ, часть 1: | компании Bantam Tools | CNC Life
Автоматически программируемый инструмент (APT)
Созданный в лаборатории сервомеханизмов Массачусетского технологического института в 1956 году как детище Группы компьютерных приложений, Автоматически программируемый инструмент (APT) – это простой в использовании, высокопроизводительный -уровневый язык программирования, предназначенный специально для генерации инструкций для станков с числовым программным управлением.Первоначальная версия предшествовала FORTRAN, но более поздние версии были переписаны на FORTRAN.
APT был языком, созданным для работы с первым станком с ЧПУ MIT, одним из первых в мире. Он стал стандартом для программирования станков с компьютерным управлением и широко использовался в 1970-х годах. Разработка APT спонсировалась ВВС, и в конечном итоге она была добавлена в общественное достояние.
Глава группы компьютерных приложений Дуглас Т. Росс известен как отец APT.Позже он также ввел термин «автоматизированное проектирование» (САПР).
Перед появлением станков с числовым программным управлением сначала были разработаны числовое программное управление и первые станки с ЧПУ. И хотя в различных описаниях исторических деталей есть некоторые расхождения, первые станки с ЧПУ были ответом на конкретные производственные проблемы, с которыми столкнулись военные, а также естественным развитием системы перфокарт.
«Числовое управление ознаменовало начало второй промышленной революции и наступление эпохи, когда управление машинами и производственными процессами перешло бы от неточного проекта к точной науке.” – Общество инженеров-технологов
ВСТРЕЧАЙТЕ ДЖОНА Т. ПАРСОНСА, ОТЦА ЧИСЛОВОГО УПРАВЛЕНИЯ
Американский изобретатель Джон Т. Парсонс (1913–2007) широко считается отцом цифрового управления, которое он задумал и реализована с помощью авиационного инженера Фрэнка Л. Стулена. Сын фабриканта из Мичигана, Парсонс начал работать сборщиком на фабрике своего отца в возрасте 14 лет. Позже он владел и управлял рядом производственных предприятий в рамках семейного бизнеса Parsons Manufacturing Co.
Парсонс является обладателем первого патента NC и был введен в должность в Национальный зал славы изобретателей за свои новаторские работы в области числового управления. Всего Парсонс имеет 15 патентов, еще 35 выданы его бизнесу. Общество инженеров-технологов взяло интервью у Парсонса в 2001 году, чтобы узнать историю с его точки зрения. Это увлекательное чтение доступно в онлайн-архиве .
Early NC Timeline
- 1942: Компания Sikorsky Aircraft наняла Джона Т. Парсонса по субподряду на производство лопастей винта вертолета.
«Сикорский делал лезвия вручную. Сделал монтажные приспособления. Лопасти были сложными, потому что балансир был установлен на переднем конце лопасти, чтобы помочь с наклоном вверх для угла изменения тангажа. Моя техника сборки отлично зарекомендовала себя. ” – Джон Т. Парсонс
- 1944: Из-за конструктивного дефекта лонжерона одна из первых 18 изготовленных лопастей вышла из строя, что привело к гибели пилота. Парсонсу пришла в голову идея штамповать лопасти ротора из металла, чтобы сделать их прочнее и избавиться от клея и винтового крепления.
- 1946 : Создание производственного инструмента для точного изготовления лопастей должно было быть сложным, поэтому Парсонс нанимает авиационного инженера Фрэнка Стулена и собирает команду инженеров с тремя другими. Стулену пришла в голову идея использовать перфокарты IBM для определения уровней нагрузки на лезвия, и они арендуют для этого проекта семь машин IBM.
«В 1948 году цель простого изменения последовательности движений автоматического станка – в отличие от простого приведения в движение фиксированной последовательности – преследовалась двумя основными способами: трассирующим управлением и числовым управлением.Первый, как мы видели, требовал создания физической модели объекта (или, по крайней мере, его полного чертежа, как в случае с Cincinnati Line-Tracer Hydro-Tel). Для второго требовалось не изображение готового объекта или детали, а только его абстракция: математическая модель и инструкции для машины ». – Электричество в американской экономике
- 1949: Военно-воздушным силам США нужна помощь в создании сверхточного крыла. Парсонс представляет свою машину с числовым программным управлением и получает контракт на 200 000 долларов, чтобы воплотить ее в жизнь.
- 1949: Парсонс и Стулен работали с Snyder Machine & Tool Corp. над станком и поняли, что им нужны серводвигатели для точной работы станка. Parsons передает сервоприводы для «Card-a-matic Milling Machines» в субподряд Лаборатории сервомеханизмов Массачусетского технологического института.
- 1951: Сделка по станку Air Force NC теперь заключена с MIT. Существуют разные версии того, что произошло, что привело к тому, что Парсонс был исключен из сделки: заниженная ставка Массачусетского технологического института. У Парсонса и Парсонса закончились деньги – это два счета (см. Ниже).
- 1952 (май) : Парсонс подает патент на «Аппарат с моторным управлением для позиционирования станка». Он получил патент в 1958 году.
- 1952 (август): В ответ Массачусетский технологический институт подал патент на «Сервосистему с числовым программным управлением».
Отчет о споре Массачусетского технологического института
«После Второй мировой войны ВВС США заключили несколько контрактов с Parsons Corporation на дальнейшую разработку инноваций в области обработки с числовым программным управлением, разработанных ее основателем Джоном Парсонсом.Заинтересовавшись экспериментами, проводимыми в Лаборатории сервомеханизмов Массачусетского технологического института, Парсонс в 1949 году предложил, чтобы Массачусетский технологический институт стал субподрядчиком проекта для предоставления экспертных знаний по автоматическому управлению. В течение следующих 10 лет Массачусетский технологический институт получил контроль над всем проектом, поскольку видение Лаборатории сервомеханизмов «трехосевого непрерывного управления траекторией» вытеснило оригинальную концепцию Парсонса «позиционирование врезного резания». Конфликт всегда формирует технологию, но эта конкретная история, описанная историком Дэвидом Ноублом, стала важным наглядным уроком в истории технологий.[Источник]
Отчет Парсонса о споре
«Проблема заключалась в том, что Массачусетский технологический институт перевыполнил свой бюджет примерно на 50 000 долларов. В конце концов мне пришлось попросить у правительства больше денег на сервомеханизм. MIT дал мне сумму, которую я использовал для ставки, а затем добавил свою часть работы. Поэтому я сделал ставку на повышение цены, а MIT перебил меня.
«Массачусетский технологический институт сообщил мне, что у них одна ставка накладных расходов для частного сектора, а другая, более низкая, для правительства.Но я никогда не мечтал, чтобы кто-нибудь с таким уважением, как Массачусетский технологический институт, сознательно возглавил мой проект. Массачусетский технологический институт знал, что расходы растут, и боялись, что правительство может отказаться от всей сделки. Они даже искали машину для экспериментов. Массачусетскому технологическому институту было известно о большом количестве государственных излишков станков, использовавшихся во время Второй мировой войны, и они начали искать один, который в итоге оказался вертикальным фрезерным станком Cincinnati Hydro-Tel с размером станины 24 × 60 дюймов. На этом этапе MIT заключил новый контракт с ВВС, который, по сути, отстранил компанию Parsons от дальнейшего развития системы NC.”[Источник]
- 1952: Массачусетский технологический институт демонстрирует свою систему перфоленты с 7 дорожками (со статьей Уильяма Пиза в Scientific American ), которая является сложной и дорогой (250 электронных ламп, 175 реле, в 5 холодильниках. -размерные шкафы).
НАУЧНО-АМЕРИКАНСКИЙ СЕНТЯБРЬ 1952 г. ВЫПУСК
Сентябрьский выпуск журнала Scientific American об автоматическом управлении за 1952 г. значительно опередил свое время, поскольку в него вошли семь статей о «саморегулирующихся машинах, которые представляют собой научно-техническую революцию. это сильно повлияет на будущее человека.Modern Mechanix отсканировал и поделился пятью статьями, в том числе «Автоматический станок» Уильяма Пиза из Массачусетского технологического института о первом созданном ими станке с ЧПУ. Слоган гласит: «Управление с обратной связью начало прогрессировать в обработке металлов. Представляем первый пример фрезерного станка, который преобразует информацию на перфоленте в контуры готовой детали ».
- 1955: Concord Controls (сформированная членами первоначальной команды MIT) создает Numericord, который заменяет перфоленту на станке с ЧПУ MIT устройством чтения магнитной ленты, над которым работает GE.
- 1958: Парсонс получает патент США 2 820 187 и продает эксклюзивную лицензию компании Bendix. IBM, Fujitsu и GE берут сублицензии после того, как уже начали разработку своих собственных машин.
- 1958: Массачусетский технологический институт публикует отчет об экономике Северной Каролины, в котором делается вывод о том, что нынешнее воплощение на самом деле не экономит время, а вместо этого переключает рабочую силу с производственного цеха на тех, кто создает перфоленты.
«М.ЭТО. Система объединяет цифровые и аналоговые процессы под управлением обратной связи для управления фрезерным станком, режущий инструмент которого движется в трех плоскостях относительно обрабатываемой детали. В этом случае «модель» изготавливаемого объекта подается в машину в виде перфорированной бумажной ленты, аналогичной той, что используется в телетайпах. При обычной работе 10 футов ленты обеспечат работу машины в течение часа ». – Уильям Пиз, Scientific American
Видео: Промо-видео Sperry Numeric Control для промышленного ленточного ридера
Мы завершаем первую часть этой серии из трех частей классическим видео из той эпохи: взгляд на обработку эпоха 1950-х гг.
«Этот считыватель ленты может прочитать 20 строк ленты за 200 миллисекунд! Разработанный для обеспечения надежности и скорости, он может считывать весь блок информации за один раз, тем самым устраняя регистр сдвига или хранилище в памяти, что является нормальным для других систем, использующих последовательные считыватели ».
Рынок станков с ЧПУ к 2027 году достигнет 117,65 млрд долларов; Повышение внимания производителей к снижению операционных затрат для стимулирования рынка: Fortune Business Insights ™
Пуна, 20 октября 2020 г. (GLOBE NEWSWIRE) – Мировой рынок станков с ЧПУ (ЧПУ) размером , по прогнозам, достигнет 117 долларов США.65 миллиардов к 2027 году, демонстрируя среднегодовой темп роста 5,3% в течение прогнозируемого периода. Растущий спрос на пластиковые перегородки и защитные кожухи на фоне пандемии COVID-19 окажется выгодным для этого рынка, отмечает Fortune Business Insights ™ в своем отчете под названием « CNC (Computer Numerical Controls) Размер рынка станков, доля и влияние COVID-19 Анализ по типу (резка металла, обработка металлов давлением), по применению (автомобилестроение, общее машиностроение, прецизионное оборудование, транспортное оборудование и др.) И региональный прогноз, 2020-2027 гг. ».С целью сдерживания распространения коронавируса потребность в пластиковых щитах и защитных масках возросла с начала пандемии. Эти изделия производятся на фрезерных станках с ЧПУ, таких как фрезерные станки серии M, изготовленные американским специалистом по обработке ЧПУ C.R. Onsrud. Эти материалы, изготовленные из оргстекла, поликарбоната и других прозрачных полимеров, могут быть адаптированы в соответствии с потребностями бизнеса. По мере того, как магазины, рестораны и другие коммерческие помещения снова начинают открываться, ожидается, что спрос на пластиковые перегородки резко возрастет, что создаст беспрецедентные возможности для производителей станков с ЧПУ.
Нажмите здесь, чтобы узнать о краткосрочном и долгосрочном влиянии COVID-19 на этот рынок.
Пожалуйста, посетите: https://www.fortunebusinessinsights.com/industry-reports/computer-numerical-controls-cnc-machine-tools-market-101707
В отчете говорится, что мировая рыночная стоимость сохранилась на уровне 82,40 млрд долларов США в 2019 году. Основные моменты отчета включают:
- Детальный анализ основных факторов, движущих и сдерживающих рынок;
- Исчерпывающая информация об основных игроках рынка и их стратегиях;
- Тщательное изучение различных сегментов рынка; и
- Углубленная оценка регионального развития рынка.
Драйвер рынка
Обширные преимущества станков с ЧПУ в автомобильной промышленности для содействия росту
Станки с ЧПУ широко применяются в автомобильной промышленности, и производители автомобилей широко используют эту технологию для повышения эффективности и производительность на сборочных предприятиях. Например, обработка с ЧПУ может использоваться для проектирования и изготовления многих критически важных компонентов двигателя транспортного средства, которые могут быть установлены в блок двигателя с помощью этого метода обработки.Эти инструменты предоставляют автопроизводителям несколько преимуществ, и это один из основных факторов, способствующих росту рынка станков с ЧПУ. Самым явным преимуществом обработки с ЧПУ является скорость. Эти инструменты, управляемые автоматически с помощью компьютерных программ, исключают необходимость вмешательства человека в производственный процесс. В результате они могут работать без перерывов и могут повысить уровень производства на предприятии, особенно при производстве деталей в больших объемах.
Получить образец брошюры в формате PDF: https: // www.fortunebusinessinsights.com/enquiry/request-sample-pdf/computer-numerical-controls-cnc-machine-tools-market-101707
Региональные исследования
Превосходный рост автомобильной промышленности для увеличения возможностей продаж в Азиатско-Тихоокеанский регион
Азиатско-Тихоокеанский регион доминировал на рынке станков с ЧПУ в 2019 году, имея размер рынка 44,46 миллиарда долларов США. Ожидается, что в прогнозируемом периоде регион сохранит свое доминирующее положение благодаря многообещающему росту автомобильной промышленности Китая и Индии.Более того, спрос на станки с ЧПУ растет и в других важных отраслях, таких как аэрокосмическая промышленность, транспорт и производство оборудования.
Ожидается, что регион Ближнего Востока и Африки создаст прибыльные возможности для участников рынка, поскольку богатые нефтью страны постепенно развивают свои ненефтяные секторы бизнеса. В Северной Америке спрос на станки с ЧПУ, вероятно, останется стабильным благодаря быстрому внедрению передовых производственных технологий в регионе.
Конкурентная среда
Внедрение сложных решений ЧПУ ключевыми игроками для усиления конкуренции
Разработка и запуск передовых станков с ЧПУ нового поколения и решений являются центральными областями для ключевых игроков в этот рынок. Эти игроки постоянно инвестируют в исследования и разработки, чтобы создавать усовершенствованные и сложные предложения для усиления своего портфеля и дальнейшего укрепления своих позиций на рынке.
Изменения в отрасли:
- Сентябрь 2020 г .: Компания Mitsubishi Electric выпустила свой флагманский ЧПУ серии M80 в Индии, чтобы извлечь выгоду из новой цели страны по самообеспечению. Усовершенствованная модель M80 включает в себя такие функции, как высокоскоростные двигатели шпинделя, низкий момент инерции, функция высокоточного нарезания резьбы и OMR-DD2 (оптимальный отклик станка – прямой привод).
- Апрель 2019 г .: Корпорация FANUC в партнерстве с Preferred Networks разработала AI Servo Monitor, новую функцию искусственного интеллекта (AI), которая собирает данные управления с осей шпинделя и осей подачи станков с помощью высокоскоростной выборки.
Обратитесь к аналитику: https://www.fortunebusinessinsights.com/enquiry/speak-to-analyst/computer-numerical-controls-cnc-machine-tools-market-101707
Список Ключевые компании, представленные в отчете о рынке станков с ЧПУ:
- ANCA Group (Мельбурн, Австралия)
- Mitsubishi Heavy Industries Machine Tool Co., Ltd. (Токио, Япония)
- Корпорация FANUC (префектура Яманаси, Япония)
- Komatsu Ltd.(Токио, Япония)
- Макино (Токио, Япония)
- MAG IAS GmbH (Вюртемберг, Германия)
- Amada Machine Tools Co., Ltd (Канагава, Япония)
- Doosan Machine Tools Co., Ltd. (Сеул, Корея)
- General Technology Group Dalian Machine Tool Corporation (Далянь, провинция Ляонин)
- XYZ Machine Tools (Девон, Великобритания)
- Okuma Corporation (Аичи, Япония)
- Hyundai WIA (Кёнсан-Намдо, Корея)
- Schuler AG (Гоппинген, Германия)
- JTEKT Corporation (Нагоя, Япония)
- Trumpf (Дитцинген, Германия)
- Yamazaki Mazak Corporation (Аити, Япония)
Быстрая покупка – Рынок станков с ЧПУ Исследование Отчет: https: // www.fortunebusinessinsights.com/checkout-page/101707
Подробное оглавление:
- Введение
- Определение по сегментам
- Методология исследования / подход
- Источники данных
- Ключевые выводы
- Динамика рынка
- Макро- и микроэкономические показатели
- Движущие силы, ограничения, возможности и тенденции
- Влияние COVID-19
- Краткосрочное влияние
- Долгосрочное Срок Влияние
- Конкуренция
- Бизнес-стратегии, принятые ключевыми игроками
- Консолидированный SWOT-анализ ключевых игроков
- Анализ PESTLE
- Анализ пяти сил Портера
- Анализ цепочки поставок
- Анализ доли мирового рынка и матрица, 2019
- Основные сведения о рынке и стратегические рекомендации
- Профили ключевых игроков (будет предоставлено только для 10 игроков)
- Обзор
- Управление ключами
- Головной офис и т. Д.
- Предложения / бизнес-сегменты
- Ключевые детали (Ключевые детали зависят от доступности данных в публичном доступе и / или в платных базах данных)
- Размер сотрудников
- Ключевые финансовые показатели
- Прошлые и Текущая выручка
- Валовая прибыль
- Географическая доля
- Доля бизнес-сегмента
- Последние изменения
- Обзор
- Ответы на первичное собеседование
- Приложение / Приложение
- Global CNC (Computer Numerical Controls) ) Оценка и прогноз размера рынка станков (количественные данные), по сегментам, 2016-2027 гг.
- По типу (стоимости)
- Резка металла
- Формовка металла
- По применению (стоимость)
- Автомобильная промышленность
- General M achinery
- Точное машиностроение
- Транспортное оборудование
- Другое
- По региону (значение)
- Северная Америка
- Латинская Америка
- Европа
- Ближний Восток и Африка
- Азиатско-Тихоокеанский регион
- По типу (стоимости)
- Global CNC (Computer Numerical Controls) ) Оценка и прогноз размера рынка станков (количественные данные), по сегментам, 2016-2027 гг.
Продолжение…..!
Получите индивидуальный исследовательский отчет:
https://www.fortunebusinessinsights.com/enquiry/customization/computer-numerical-controls-cnc-machine-tools-market-101707
Есть Посмотрите на соответствующие исследования:
Рынок токарных станков Размер, доля и анализ отрасли, по продуктам (ЧПУ, обычные), по областям применения (автомобильная промышленность, общее машиностроение, прецизионное оборудование, транспортное оборудование и др.) И региональный прогноз, 2019 -2026
Рынок металлорежущего инструмента Размер, доля и отраслевой анализ, по продуктам (обрабатывающие центры, токарные станки, расточные станки, шлифовальные станки, фрезерные станки, прочее), по областям применения (автомобилестроение, общее машиностроение, прецизионное оборудование, транспорт Машиностроение, прочее) и региональный прогноз, 2019-2026 гг.
Рынок инструментов для обработки металлов давлением Размер, доля и отраслевой анализ ysis, по технологиям (компьютеризированное числовое управление, обычное управление), по продуктам (прокатные станки, гибочные машины, гидравлические прессы, механические прессы, ножницы, ковочные машины, формовочные машины для проволоки и др.), по применению (автомобильная промышленность, машиностроение общего назначения, прецизионная Машиностроение, транспортное оборудование, прочее) и региональный прогноз, 2019-2026 гг.
Рынок обрабатывающих центров Размер, доля и анализ отрасли, по продуктам (вертикальный обрабатывающий центр, горизонтальный обрабатывающий центр, прочее), по применению (автомобилестроение, общее машиностроение, Precision Machinery, Transport Machinery, Others) и региональный прогноз, 2019-2026
О нас:
Fortune Business Insights ™ предлагает экспертный корпоративный анализ и точные данные, помогая организациям любого размера принимать своевременные решения.Мы разрабатываем инновационные решения для наших клиентов, помогая им решать проблемы, характерные для их бизнеса. Наша цель – предоставить нашим клиентам целостную информацию о рынке, предоставляющую детальный обзор рынка, на котором они работают.
Наши отчеты содержат уникальное сочетание осязаемых идей и качественного анализа, которые помогают компаниям достичь устойчивого роста. Наша команда опытных аналитиков и консультантов использует ведущие в отрасли инструменты и методы исследования для составления всеобъемлющих рыночных исследований с вкраплениями соответствующих данных.
В Fortune Business Insights ™ мы стремимся выявить наиболее прибыльные возможности роста для наших клиентов. Поэтому мы предлагаем рекомендации, облегчающие им навигацию по технологическим и рыночным изменениям. Наши консультационные услуги призваны помочь организациям выявить скрытые возможности и понять преобладающие проблемы конкуренции.
Свяжитесь с нами:
Fortune Business Insights ™ Pvt. Ltd.
308, Главное управление,
Survey No.36, Банер,
Пуна-Бангалор шоссе,
Пуна – 411045, Махараштра, Индия.
Телефон:
США: + 1-424-253-0390
Великобритания: + 44-2071-939123
APAC: + 91-744-740-1245
Электронная почта: [email protected]
Fortune Business Insights ™
LinkedIn | Twitter | Блоги
Пресс-релиз – https://www.fortunebusinessinsights.com/press-release/computer-numerical-controls-cnc-machine-tools-market-9413
Рынок станков с ЧПУ Доля и рост до 2025 г.
COVID-19
Чтобы узнать о влиянии COVID-19 на рынок станков с ЧПУ по приложениям, производителям и сегментации Рынок 2020-2025 гг.
Запросить сейчасСценарии прогноза размера рынка (оптимистический, базовый и пессимистический) 2021-2027 гг.
Рынок станков с ЧПУ оценивается в 65 долларов США.77 миллиардов в 2018 году и, как ожидается, достигнет 101,13 миллиарда долларов США к 2025 году с среднегодовым темпом роста 6,34% за прогнозный период.
Анализ рынка станков с ЧПУ – Станок с ЧПУвходит в состав разнообразного оборудования и работает как токарные станки, фрезерные станки, лазерные резаки, абразивно-струйные станки, пробивные прессы, листогибочные прессы и другие промышленные инструменты. В состав станка с ЧПУ входит компьютер, в который добавлена программа для резки металла в соответствии с требованиями пользователя.Все процессы резки металла выполняются с помощью программы, и все окончательные размеры могут быть легко введены в компьютерную систему. Обработка с ЧПУ – это тип производственного процесса, в котором предварительно запрограммированное компьютерное программное обеспечение облегчает перемещение различных инструментов и оборудования. Он предлагает некоторые преимущества по сравнению с обычным оборудованием, так как может выполнять более точные работы, что может оказаться очень сложным и трудоемким процессом, если с ним будет работать человек. Чаще всего прецизионные задания можно создать только на станках с ЧПУ.
Отчет«Рынок станков с ЧПУ» сегментирован по типам, применениям, региональному и национальному уровню. Рынок станков с ЧПУ по типам делится на токарные станки с ЧПУ, фрезерные станки с ЧПУ и шлифовальные станки с ЧПУ. На основе приложений рынок делится на машиностроение, автомобилестроение, аэрокосмическую промышленность и оборону.
Регионы, рассматриваемые в этом отчете о мировом рынке станков с ЧПУ, – это Северная Америка, Европа, Азиатско-Тихоокеанский регион и остальные страны. Рынок станков с ЧПУ на уровне страны подразделяется на U.С., Мексика, Канада, Великобритания, Франция, Германия, Италия, Китай, Япония, Индия, Юго-Восточная Азия, GCC, Африка и т. Д.
Ключевые игроки –Некоторыми основными игроками на рынке станков с ЧПУ являются Yamazaki Mazak, DMG Mori Seiki, TRUMPF, AMADA, Okuma Corporation, MAG, JTEKT Corporation, Schuler, GF Machining Solutions, Haas Automation, Emag, Hyundai WIA, Doosan Infracore, Makino, INDEX. , Bystronic, Korber Schleifring, Gleason, KOMATSU NTC, GROB, Hur и другие.
Ожидается, что растущая потребность в производственном оборудовании с точки зрения программирования и эксплуатации машин для повышения производительности высокого класса будет стимулировать рост рынка.
Основными факторами, способствующими внедрению станков с ЧПУ, являются обрабатывающая промышленность, в частности резка металла, и промышленность по изготовлению металлов в значительной степени полагаются на обрабатывающие инструменты с числовым программным управлением для облегчения обработки металлических и пластиковых деталей. Это позволяет производителям создавать вручную сложные формы, которые раньше были невозможны. Сложные процессы обработки, такие как настоящая пятиосевая обработка, вызывают потребность в станках с ЧПУ. Мировые станки достигли 86 долларов США.6 миллиардов в 2017 году с ростом на 6,9% за тот же период. В дополнение к этому, станки с ЧПУ обеспечивают более точную работу с высокой точностью, которую сложно создать людям, и, следовательно, это приводит к увеличению вероятности ошибок. Этот станок с ЧПУ позволил обрабатывающей промышленности сэкономить общее время обработки, а также увеличить общую производственную мощность. Кроме того, непрерывный рост быстрого производства способствовал развитию станков с ЧПУ с различными технологиями, в основном в аддитивных процессах.Станки с ЧПУ следующего поколения начнут предлагать больше функций с возможностью индивидуальной настройки, что даст наиболее прибыльные возможности в ближайшие годы.
Ожидается, что Азиатско-Тихоокеанский регион будет доминировать на мировом рынке станков с ЧПУ.
Ожидается, чтоАзиатско-Тихоокеанский регион будет доминировать на мировом рынке станков с ЧПУ благодаря тому, что азиатская обрабатывающая промышленность все больше использует широкий спектр возможностей обработки, включая моделирование с помощью CAD, фрезерование с ЧПУ и программирование, что, в свою очередь, увеличивает производственные мощности с минимальными усилиями.Индия и Япония стали ключевыми регионами успеха в мировой станкостроительной промышленности, и ясно видно, что наблюдается значительный рост производства высокотехнологичных станков, даже несмотря на то, что Китай сохраняет репутацию. Например; Станкостроительная промышленность Японии укрепляет свои позиции во всем мире и составляет наибольшую долю благодаря оснащению инструментами высочайшего качества. Североамериканский регион приобретает огромное значение в станкостроении благодаря внедрению новейших технологий, промышленной революции и повышению эффективности использования ресурсов в этом регионе.
Ключевые преимущества для рыночного отчета –
- Отчет о мировом рынке содержит подробный исторический и прогнозный анализ. Отчет
- «Исследование глобального рынка» содержит подробную информацию о представлении на рынке, обзоре рынка, доходе на мировом рынке (доход в долларах США), факторах рынка, ограничениях рынка, рыночных возможностях, анализе конкуренции, региональном и страновом уровнях.
- Обзор мирового рынка помогает определить возможности на рынке. Отчет
- Global Market Report включает обширный анализ возникающих тенденций и конкурентной среды.
По типам:
- Токарный станок с ЧПУ
- Фрезерный станок с ЧПУ
- Шлифовальный станок с ЧПУ
По заявкам:
- Машиностроение
- Автомобиль
- Аэрокосмическая промышленность и оборона
По региональному и страновому анализу:
- Северная Америка
- Европа
- Азиатско-Тихоокеанский регион
- Китай
- Япония
- Индия
- Юго-Восточная Азия
- Латинская Америка
- Ближний Восток и Африка
- Остальной Ближний Восток и Африка
Заинтересованы в этом отчете?
Доля рынка станков с ЧПУ и рост до 2025 года и анализ за 2019-2025 годы
Рынок станков с ЧПУ по областям применения, производителям и сегментации 2020-2025
Примечание: Для доставки образцов страниц у вас должен быть идентификатор электронной почты для домена, как правило, ваш рабочий адрес электронной почты соответствует этому.Общие идентификаторы электронной почты, такие как AOL, Hotmail, Yahoo, Gmail, MSNetc. не принимаются.
Общие сбои станков с ЧПУ и советы по поиску и устранению неисправностей
Ваши станки с ЧПУ в последнее время ведут себя странно? Вы замечаете странную метку в их выводе или в том, как работают машины?
Если да, то вы попали в нужное место. Мы собираемся поговорить о нескольких наиболее распространенных проблемах станков с ЧПУ и о том, как их решить.
Однако прежде чем мы начнем, давайте убедимся, что все находятся на одной странице и понимают основы того, что такое станок с ЧПУ и для чего он нужен.
Быстрые ссылки: Что такое станок с ЧПУ? | Как работает обработка с ЧПУ? | Что вызывает проблемы на станках с ЧПУ? | Советы по поиску и устранению неисправностей
Что такое станок с ЧПУ?
Станок с ЧПУ – это электромеханическое устройство, используемое для управления инструментами и устройствами станков с помощью компьютерного программирования.Другими словами, контроллеры программируют станок с ЧПУ, чтобы сообщить инструментам механического цеха, что им делать. Название ЧПУ расшифровывается как числовое программное управление.
Самые ранние станки с ЧПУ – или, возможно, предшественники станков с ЧПУ – были разработаны и использовались в 1940-х и 1950-х годах. Эти машины использовали технику хранения данных, известную как перфолента. Конечно, этот метод вскоре устарел, и системы быстро обратились к аналоговым, а затем к цифровым компьютерным методам обработки.
Как работает обработка с ЧПУ?
Основная функция обработки с ЧПУ состоит в том, чтобы взять заготовку из материала, например, пластиковую пластину или аналогичный предмет, и превратить ее в готовое изделие.Станок с ЧПУ делает это, сообщая механическому цеху, как именно двигаться и какие куски материала вырезать, чтобы в конечном итоге достичь желаемого результата.
Он имеет много общего с 3D-печатью, поскольку компьютер предоставляет цифровые инструкции инструментам, которые затем работают для создания готового продукта. Поскольку весь процесс создания сводится к набору точно закодированных направлений, этот процесс намного быстрее, эффективнее и менее подвержен ошибкам, чем если бы он выполнялся вручную.
Некоторые из технологий, обычно используемых для создания готовой продукции, включают сверла, токарные станки, фрезерные станки и другие новые технологии, такие как станки для лазерной резки, станки для плазменной резки, материалы для гидроабразивной резки, инструменты для электронно-лучевой обработки и многое другое. Материалы, которые обычно обрабатываются с помощью ЧПУ, включают алюминий, сталь, медь, титан, дерево, стекловолокно, пену и пластик.
Что может вызвать проблемы на станках с ЧПУ?
Какими бы быстрыми и эффективными ни были станки с ЧПУ, они не безупречны.У них возникают проблемы и они нуждаются в обслуживании, как и любой другой тип станка или инструмента. И, как и с любым другим инструментом, есть определенные действия, которые могут непреднамеренно повредить эти машины. Есть также определенные шаги, которые вы можете предпринять, чтобы поддерживать их в рабочем состоянии.
Хотя, безусловно, существует множество проблем, которые могут привести к проблемам и ошибкам при обработке с ЧПУ, некоторые проблемы встречаются чаще, чем другие. Эти проблемы также легко упустить из виду и ошибочно диагностировать.
Давайте рассмотрим несколько наиболее распространенных проблем на станках с ЧПУ.
Запросить цену
Плохое или неправильное обслуживание
Станки с ЧПУнеобходимо регулярно тщательно очищать и смазывать, иначе могут начаться проблемы. Отсутствие очистки может привести к скоплению грязи и мусора. Может показаться, что это чисто гигиенический вопрос, но он может иметь реальные последствия для производительности машины.
Например, если вы начинаете замечать скольжение материала во время резки, скопление грязи может мешать правильной работе машины и давать наиболее точные инструкции.Если эту проблему по-прежнему не решать, это создаст проблемы, поскольку машина будет изо всех сил пытаться найти и удерживать материалы. Это приводит к большим проблемам с точностью и точностью и, в конечном итоге, к большему количеству ошибок.
Неправильная смазка может привести к заеданию деталей машины или их движению не так плавно, как следовало бы. Это может привести к ошибкам, а также к перегреву и закупорке воздуха. И перегрев, и нехватка воздуха также могут вызвать проблемы, такие как перемещение материала во время процесса.
Ремонт и техническое обслуживание промышленной электроники
Неправильные настройки или инструменты
Возможно, один из ваших инструментов затупился, охлаждающая жидкость или смазка для резки не работают правильно или инструмент движется с неправильной скоростью. Все эти проблемы вызовут схожие проблемы. Наиболее вероятным результатом одной или нескольких из этих проблем является появление небольших следов прожога по краям и углам материала.
Причина этого проста. Если инструмент движется слишком медленно, материал будет находиться под режущей кромкой дольше, чем следовало бы.Это приводит к появлению ожогов и шрамов, которые вы видите. Точно так же, если охлаждающая жидкость работает неправильно, вещи могут стать слишком горячими, и в результате края материала могут опалиться.
Если один из ваших инструментов сгорел, вам нужно будет отрегулировать настройки, необходимые для этого конкретного инструмента, чтобы он не повредил материал. Или, если инструмент затупился и больше не режет правильно, возможно, пришло время его полностью заменить.
Помимо обгоревших краев, следует обращать внимание на некоторые другие визуальные признаки проблем этого типа: неровные края, видимые следы от разрезов и выступающие края.Все это индикаторы того, что что-то работает не так, как должно быть на вашем компьютере.
Плохое или неправильное программирование
Другая проблема, которая может привести к серьезным проблемам при обработке с ЧПУ, – это неправильное программирование. Это простая причинно-следственная проблема, поскольку программирование напрямую контролирует создание продукта. Следовательно, если программирование неверно, у продукта будут проблемы.
Эти проблемы бывает сложно обнаружить, особенно если в них задействованы новые или неопытные сотрудники.Эти сотрудники могут не иметь полностью точного представления о процессе работы машины и могут неправильно вводить кодировку. Они могут не осознавать свою ошибку, хотя и осознают, что что-то не так.
Чтобы устранить проблему, неопытные сотрудники могут попытаться выключить машину, а затем снова включить. Это может привести к запуску машины от внешнего источника и устранению проблемы. Между тем исходная проблема – неправильная кодировка – остается незамеченной.
Чтобы избежать этого сценария, убедитесь, что каждый сотрудник прошел полное и надлежащее обучение тому, как правильно кодировать станок с ЧПУ.Таким образом, вероятность возникновения таких ошибок, которых легко избежать, будет меньше, и у вас будет больше шансов получить плавный и беспроблемный процесс обработки с ЧПУ.
Советы по поиску и устранению неисправностей ЧПУ: наиболее распространенные проблемы и способы их устранения
Независимо от того, насколько хорошо вы обслуживаете свои машины, насколько хорошо вы обучаете контроллеры или насколько тщательно вы ухаживаете за своими инструментами, проблемы все равно будут возникать. Некоторые из них будет легко решить, а некоторые будут сбивать с толку, заставляя вас задуматься, что может быть не так.
К счастью, мы составили список наиболее распространенных отказов станков с ЧПУ, а также их возможные причины и решения по их устранению.
Запросить цену
Что мне делать, если во время автоматической смены инструмента что-то пойдет не так?
Решение: Если вы уверены, что проблема возникает в какой-то момент во время процесса автоматической смены инструмента, лучший способ устранить проблему – изучить каждый этап последовательности смены инструмента.Как только вы хорошо ознакомитесь с процессом, вы сможете лучше определить, где возникает проблема, и диагностировать, что происходит.
Для справки, последовательность должна выглядеть следующим образом:
- Оси перемещаются в положение
- Шпиндель выравнивается для смены инструмента
- Двери открыты
- Журнальный горшок принимает положение
- Рычаг ATC перемещается, чтобы зафиксировать инструмент на шпинделе
- Инструмент для разблокировки шпинделя
- Рычаг снимает инструмент со шпинделя
- Плечо вставляет инструмент в шпиндель
- Инструмент для захвата шпинделя
- Рычаг возвращается в исходное положение
- Дверь закрывается
Как исправить проблему с двигателем постоянного тока?
Решение: Если у вас возникли проблемы с двигателем постоянного тока, вот несколько вещей, которые необходимо проверить и устранить.Попробуйте их и посмотрите, не обнаружите ли вы проблему по ходу дела.
- Снимите щетки и пружины после снятия крышки с помощью шлицевой отвертки.
- Убедитесь, что щетки свободно перемещаются при их извлечении.
- Убедитесь, что все щетки имеют одинаковое натяжение пружин.
- Посмотрите внимательно на грани кистей – они чистые и блестящие? Если нет, замените их.
- Посмотрите, какой длины кисти. Когда эти кисти новые, их должно быть около 7.5 дюймов в длину. Если они намного короче, то натяжение пружины будет меньше.
- Посветите фонариком внутрь, когда кисти убраны, чтобы увидеть, нет ли наростов. Очистите область с помощью воздухоочистителя и убедитесь, что очистили между всеми канавками.
- Замените все канавки, которые сильно изношены.
Ремонт двигателей постоянного и переменного тока
Что мне делать, если я не могу выполнить аварийную остановку?
Решение: Пройдитесь по этому контрольному списку, чтобы увидеть, может ли какой-либо из этих элементов быть проблемой.
- Убедитесь, что конвейер подключен к источнику питания. Проверьте шнур питания на предмет повреждений.
- Вытяните или вдавите любые аварийные остановки. Убедитесь в отсутствии проблем с конвейером, блоком высокого давления, порталом и загрузчиком. Убедитесь, что в электрическом шкафу нет перегоревших предохранителей.
- Проверьте, нет ли каких-либо осей рядом с перебегами.
- Осмотрите механизм блокировки двери или любые другие модули блокировки внутри электрического шкафа.Убедитесь, что светодиодный индикатор горит и говорит «ПИТАНИЕ» или что-то подобное.
- Убедитесь, что блоки питания активны. Убедитесь, что нет перебоев в электроснабжении. Для этого посмотрите на светодиодные индикаторы и убедитесь, что они не погасли или не перегорели. Если да, попробуйте отсоединить от него провода. Если он изменится после того, как вы это сделаете, у вас есть короткое замыкание, которое необходимо исправить.
- Найдите струну E и проследите за ней. Проверьте, нет ли проблем с напряжением.
Как это исправить, если машина не включается или ведет себя странно при включении?
Решение: Если на панели управления не горят кнопки, загляните за экран или панель в поисках источника питания.Убедитесь, что источник питания работает правильно. Возможно, там перегорел предохранитель.
Если кажется, что ЭЛТ не поднимается, попробуйте переместить оси, как если бы вы следовали подсказкам на экране. Если они по-прежнему двигаются идеально, проблема связана с дисплеем на экране, а не с машиной. Убедитесь, что на экран по-прежнему подается питание.
Как исправить проблему с источником питания?
Решение: В большинстве случаев машины имеют несколько источников питания.Если вы не уверены, какой из них вызывает проблему, попробуйте проверить эти адреса:
- За экраном ЭЛТ
- Цепь блокировки двери
- Карта ввода-вывода
- Индивидуальные источники питания для приводов и шпинделя
- Внешний блок питания
Если вы считаете, что возникла проблема с источниками питания постоянного тока, проверьте вход питания и убедитесь, что напряжение правильное. Также проверьте выходную мощность. Если кажется, что нет питания или если напряжение слишком низкое, выключите питание и отсоедините выходные провода.Снова включите питание и проверьте выходную сторону. Если есть питание и напряжение правильное, значит, произошло короткое замыкание на землю.
Практически все блоки питания будут оснащены светодиодным индикатором. Но не всегда верьте этому свету на слово. Для уверенности проверьте сами уровни мощности с помощью измерителя. Если действительно есть замыкание на землю, может перегореть предохранитель или короткое замыкание снизит уровень напряжения.
Ремонт блоков питания
Как отремонтировать релейную плату и как определить, нуждается ли она в ремонте?
Решение: Хотя релейные платы бывают разных размеров и конструкций, они являются обычным компонентом станков с ЧПУ.Все они работают практически одинаково, поэтому с ними легко работать, если вы поймете, как они работают.
Каждая релейная плата принимает сигнал ввода / вывода 24 В постоянного тока или ниже и преобразует его в сигнал, который обычно составляет 24 В постоянного тока или 110 В переменного тока. Это важно для того, чтобы машина могла выдерживать более высокие нагрузки и силу тока.
Почти все релейные платы оснащены светодиодными лампами, которые включаются, когда машине нужен выходной сигнал. Когда вы видите, что этот индикатор мигает, это означает, что выход достиг платы и должен быть подключен к реле на плате.Если в цепи не установлен предохранитель, здесь могут возникнуть проблемы.
Если вы заметили, что одна из следов на плате реле сгорела, есть простое решение. В большинстве случаев вам просто нужно заменить его. Отпаяйте пригоревший след и на его место припаяйте новый свежий.
Патрон станка застрял и не зажимается или не разжимается. Что мне делать?
Решение: Просмотрите этот контрольный список и посмотрите, может ли что-либо из перечисленного быть причиной проблемы.
- Проверьте, работает ли гидравлический насос. Если это не так, попробуйте выключить машину, а затем снова включить. Включив питание, проверьте насос и посмотрите, работает ли он на этот раз.
- Посмотрите на регулирующий клапан и проверьте гидравлическую мощность. Если его нет или он недостаточно высокий, попробуйте увеличить мощность.
- Проверьте ножную педаль, чтобы убедиться, что она работает. Ищите входной сигнал для переключателя на экране. Если кажется, что есть проблема с входом на экране диагностики, более внимательно посмотрите на кабельные соединения и контакты ножной педали.Проверьте, не оборваны ли какие-либо провода или не заржавели ли клеммы. Убедитесь, что вы можете нажать на педаль до упора, и она не заблокирована стружкой или каким-либо мусором.
- Если проблема с входом не возникает, присмотритесь к выходу ПЛК. Если выходной сигнал не создается после нажатия ножной педали, попробуйте определить, что необходимо для включения выходной катушки, следуя по лестнице.
- Можно ли заставить патрон работать с помощью команд MDI M-кода, но не с помощью ножной педали? Это означает, что проблема почти наверняка связана с педальным переключателем.
- Выход соленоида работает нормально? Если это так, ваша проблема может быть в разъеме к соленоиду, где может быть сломан провод или разъем может быть ослаблен. Попробуйте переключить коннектор с катушкой и посмотрите, правильно ли работает катушка.
- Наконец, посмотрите на тяговую трубу между патроном и гидроцилиндром. Работает? Проверьте трубку, открутив ее от патрона или цилиндра и сняв. Пока вы делаете это, также неплохо исследовать корпус патрона.В частности, следует регулярно смазывать внутренний клин. Если он грязный или не смазан, патрон не сможет работать правильно.
Ремонт гидравлических и пневматических систем
Что я должен проверить в цепи безопасности?
Решение: Выполните эту простую процедуру, чтобы убедиться, что все необходимые детали прошли необходимую проверку.
- Убедитесь, что все ключи от дверных замков находятся в исходном положении.
- Посмотрите в шкаф управления, чтобы проверить модули блокировки.Светодиодные индикаторы здесь помогут вам обнаружить любые потенциальные проблемы.
- Убедитесь, что ключи разблокировки блокировки находятся в правильном положении, и убедитесь, что вы можете удалить их при необходимости, так как иногда вибрация может привести к тому, что ключи повернутся без надобности.
- Затяните все соединения, которые необходимо затянуть, на переключателях и модулях блокировки.
- Найдите самые большие соединения в модулях и проверьте их. Из-за своего размера они склонны испытывать сильную вибрацию и расшатываться.
Используйте этот список
Надеемся, что, следуя этим инструкциям, вы сможете лучше понять свои станки с ЧПУ, что поможет вам лучше подготовиться к их чистке, обслуживанию и уходу. Вам будет легче предотвратить возникновение проблем, и вы будете знать, как распознать проблему, когда она действительно возникает.
Возможно, самое главное, однако, мы надеемся, что вы сможете диагностировать проблемы, которые неизбежно возникнут, и лучше найти и найти решение этих проблем.Даже если вы столкнетесь с проблемой, требующей обращения за ремонтом к стороннему специалисту, вы все равно будете на шаг впереди. Скорее всего, вы уже знаете, в чем проблема, где она возникает, и имеете некоторое представление о том, как ее можно исправить.
Поскольку вы можете сэкономить время, имея возможность диагностировать проблемы в вашей машине и устранять их самостоятельно, всегда будут ситуации, когда проблемы выходят за рамки ваших возможностей исправить. Когда это произойдет, Global Electronic Services готова вмешаться и помочь вернуть вашу машину в рабочее состояние.Чтобы получить дополнительную информацию о нас, подпишитесь на наш блог и подпишитесь на нас в социальных сетях. А если у вас возникнут какие-либо вопросы, не стесняйтесь обращаться к нам или звонить по телефону 877-249-1701.
Запросить цену
Что такое обработка с ЧПУ? Принципы работы и доступные методы
Короче говоря, CNC-обработка – это метод изготовления металла, при котором письменный код управляет оборудованием в производственном процессе . Код определяет все, от движения режущей головки и детали до скорости шпинделя, числа оборотов в минуту и т. Д.
Услуги по обработке с ЧПУ используют субтрактивный метод изготовления. Это означает, что материал удаляется во время производственного процесса, что делает его противоположностью аддитивного производства, например 3D печать.
Фон
CNC означает компьютерное числовое программное управление . Эволюция к текущему состоянию началась с ЧПУ или только с числовым программным управлением .
Первые станки с ЧПУ были построены в 40-х и 50-х годах. Эти машины основаны на существующих инструментах, но с некоторыми модификациями.
Двигатели перемещались на основании информации, подаваемой на них через перфоленту. Код был вручную вставлен в карты данных.
В 50-х годах были сделаны первые шаги в направлении обработки с ЧПУ. Сначала компьютеры Массачусетского технологического института были готовы производить перфоленту в соответствии с входными данными. В одном случае это сократило время, затрачиваемое на изготовление карты с 8 часов до 15 минут для работы по фрезерованию.
История станков с числовым программным управлением – ЧПУ и ЧПУ
Такая экономия времени привела к увеличению количества научно-исследовательских работ в этой области.Вскоре стали доступны первые языки программирования для обработки с ЧПУ. Со временем, в основном из-за снижения цен на компьютеры, CNC переняла господство над NC.
Как работают станки с ЧПУ?
Современные станки с ЧПУ полностью автоматизированы. Все, что им нужно, это цифровые файлы с инструкциями по траекториям резки и инструментам.
Процессы проектирования или обработки требуют большого количества инструментов для изготовления определенной детали. Машинисты могут создавать библиотеки цифровых инструментов, которые взаимодействуют с физической машиной.Такое оборудование может автоматически переключать инструменты на основе цифровых инструкций, что делает их рабочими лошадками.
Процесс обработки с ЧПУ начинается с проектирования деталей в программном обеспечении САПР. 3D-модель определяет необходимые размеры и свойства готовой детали.
Некоторые из этих программ входят в пакеты CAD-CAM, поэтому поток может продолжаться в тех же программах. В противном случае модели CAD загружаются в специальное программное обеспечение CAM. Если и CAD, и CAM относятся к одному семейству продуктов, перевод файлов не требуется.В противном случае файлы САПР необходимо импортировать.
ПрограммаCAM (автоматизированное производство) подготавливает модель для всего процесса изготовления. Сначала он проверяет модель на наличие ошибок. Затем он создает программу ЧПУ для изготовления физической детали.
Программа, по сути, представляет собой набор координат, которые направляют режущую головку во время производственного процесса.
Третий шаг – выбор правильных параметров. К ним относятся скорость резания, напряжение, число оборотов в минуту и т. Д. Конфигурация зависит от геометрии детали, а также от доступного оборудования и инструментов.
Наконец, программа определяет раскрой. Под раскладкой понимается ориентация и размещение деталей относительно сырья. Цель состоит в том, чтобы максимально использовать материал.
Вся эта информация затем преобразуется в коды, которые может понять оборудование – M-код и G-код.
G-код против M-кода
Объяснение кодирования ЧПУ
Распространенное заблуждение состоит в том, что G-код – это все, что вам нужно для выполнения операций обработки.Однако это неверно, так как код можно разделить на два кода, упомянутых выше.
G-код относится к языку, который используется, чтобы сообщить машине, как двигаться. По сути, это геометрический код . G-код определяет движение и скорость режущих головок.
Инструкции подаются на контроллер машины, который представляет собой просто промышленный компьютер. Это, в свою очередь, определяет, как двигатели должны двигаться. И двигатели, конечно же, определяют путь, по которому нужно идти.
M-код, с другой стороны, дает всю информацию, которую G-код игнорирует. Поэтому он называется машинным кодом или другим кодом .
Инструкции M-кодавключают информацию об использовании СОЖ, смене инструмента, остановках программы и т. Д.
Значит, оба значения одинаково важны, но не одинаковы.
Что такое обработка с ЧПУ?
Итак, теперь мы знаем, как работают станки с ЧПУ. Но не все эти станки используются для обработки с ЧПУ.
Мы более подробно рассмотрим все доступные типы станков с ЧПУ чуть позже.Но в традиционном смысле обработка с ЧПУ относится только к некоторым из этих автоматизированных процессов. А именно фрезерные, токарные, шлифовальные, фрезерные, сверлильные и др. .
Фрезерование
Это операция, при которой режущий инструмент вращается. Когда фрезерный инструмент соприкасается с заготовкой, он удаляет с нее стружку.
Фрезерные операции включают:
- Концевая фреза
- Фрезерование фаски
- Торцевое фрезерование
- Сверление, растачивание, нарезание резьбы и т. Д.
Это очень универсальный метод изготовления с высокой точностью и допусками. Фрезерование подходит для самых разных материалов и к тому же выполняется очень быстро. Возможность изготавливать широкий спектр сложных деталей является большим преимуществом.
К недостаткам можно отнести большое количество отходов, необходимость в разнообразной оснастке и дороговизну оборудования.
Токарный
Хотя эти два инструмента часто называют просто обработкой с ЧПУ, токарная и фрезерная обработка имеют явные различия.Токарная обработка во многом противоположна фрезерованию. Это означает, что вместо режущего инструмента вращается заготовка.
Токарная обработка с ЧПУобычно используется, например, для изготовления валов. Инструмент прикладывают к вращающейся детали, чтобы отрезать кусочки металла, известные как стружка или стружка. Возможно достижение высокой точности для подходящего типа ограничений и подходящей системы.
Токарная обработка может применяться как снаружи, так и внутри цилиндра. Последняя операция называется скучной.
Шлифовка
Шлифовальные станкис ЧПУ используют вращающийся шлифовальный круг для удаления материала. Цель состоит в том, чтобы получить высокоточную отделку металлической детали.
Достижимое качество поверхности очень высокое. Поэтому он используется в качестве отделочной операции, а не для создания конечной детали из сырья.
Маршрутизация
Фрезерные станки с ЧПУвнешне похожи на фрезерные станки с ЧПУ. Здесь также вращающаяся деталь – это режущая головка. Основное отличие заключается в материалах, пригодных для резки.
Фрезерыидеально подходят для резки более мягких материалов (не металлов), не требующих очень высокой точности. Причина тому – меньшая выходная мощность.
При этом роутеры шустрее. Таким образом, они могут изготавливать детали за меньшее время.
Бурение
Хотя фрезерное оборудование также может производить отверстия, сверла предназначены только для этой работы.
В чем разница? В то время как фрезерные инструменты используют режущие кромки по периферии режущей головки, сверла используют кончик инструмента для создания отверстия.
Сверлильные станки с ЧПУобычно используются для автоматизации этой работы, обеспечения большей точности и более экономичного решения.
Типы станков с ЧПУ
Как было сказано ранее, станки с ЧПУ не ограничиваются традиционным пониманием обрабатывающего оборудования с ЧПУ.
ЧПУшироко используется для автоматизации множества различных методов производства. К ним относятся:
- Станки лазерной резки
- Плазменные резаки
- Фрезы для гидроабразивной резки
- Газорезки
- Листогибочные прессы
- Фрезерные станки
- Станки токарные
- Маршрутизаторы
- Электроэрозионные машины и т. Д.
Все эти операции значительно выигрывают от коэффициента автоматизации. Это снижает человеческий фактор в конечном качестве, повышает повторяемость процессов и точность.
Приведенное выше описание работы станков с ЧПУ применимо ко всем этим методам. Например, при обращении в службу лазерной резки применяется та же самая логика – траектория резки создается автоматически.
Однако этот процесс, как и многие другие, не требует некоторой дополнительной информации, такой как смена инструментов.Потому что одна и та же режущая головка подходит для всего процесса.
Что может сделать обработка с ЧПУ?Казалось бы, обработка с ЧПУ не имеет ограничений. Он подходит для широкого спектра материалов, включая различные типы металла, пластмассы, пену, композиты и дерево.
3-осевые фрезерные станкиспособны обрабатывать большинство основных геометрических форм. Для более сложных деталей доступны многоосевые фрезерные центры.
Возможности обработки с ЧПУ
Например, может помочь 5-осевой фрезерный центр с ЧПУ.В то время как более распространенный 3-осевой станок имеет 3 линейные оси движения, 5-осевые станки также могут вращать режущую головку и станину станка.
Это значительно увеличивает гибкость, но также увеличивает стоимость. Несмотря на то, что ЧПУ намного быстрее, ручная обработка все еще имеет свое место в отрасли. Специально для быстрого прототипирования в небольших объемах.
Но обработка с ЧПУ все еще преобладает в секторе, где требуется высокая точность. Это причина того, почему так много отраслей используют его преимущества, в том числе:
- Аэрокосмическая промышленность
- Электрооборудование
- Оборона
- Горное дело
- Промышленное оборудование
- Еда и напитки
- Одежда
- Автомобильная промышленность
- Дизайн продукции и т. Д.
В общем, обработка с ЧПУ прочно закрепилась в производственном секторе как надежный и полезный способ производства деталей. В то же время стоимость обработки с ЧПУ часто может быть немного выше по сравнению с другими методами изготовления.