Чпу станок википедия: HTTP status 402 – payment required, требуется оплата
alexxlab | 06.09.1986 | 0 | Разное
Определение станка с ЧПУ, термины
Устройства с ЧПУ. Термины и определения.
Определения терминов, вошедших в раздел по ГОСТ 20999 – 83 “Устройства числового программного управления для металлообрабатывающего оборудования”
ЧПУ
Е. Computerized numerical control. Числовое программное управление станком.
Цифровое программное управление станком
Е. Numerical control of machine. Управление обработкой заготовки на станке по управляющей программе, в которой данные заданы в цифровой форме.
Позиционное числовое программное управление станком
Е. Positioning control. Числовое программное управление станком, при котором перемещение его рабочих органов происходит в заданные точки, причем траектории перемещения не задаются.
Контурное числовое программное управление станком
Е. Contouring control. Числовое программное управление станком, при котором перемещение его рабочих органов происходит по заданной траектории и с заданной скоростью для получения необходимого контура обработки.
Contouring control. Числовое программное управление станком, при котором перемещение его рабочих органов происходит по заданной траектории и с заданной скоростью для получения необходимого контура обработки.
Адаптивное числовое программное управление станком
Е. Adaptive control. Числовое программное управление станком, при котором обеспечивается автоматическое приспособление процесса обработки заготовки к изменяющимся условиям обработки по определенным критериям.
Групповое числовое программное управление станками
Е. Direct numerical control. DNC. Числовое программное управление группой станков от ЭВМ, имеющей общую память для хранения управляющих программ, распределяемых по запросам от станков.
Программное обеспечение системы числового программного управления станком
Е.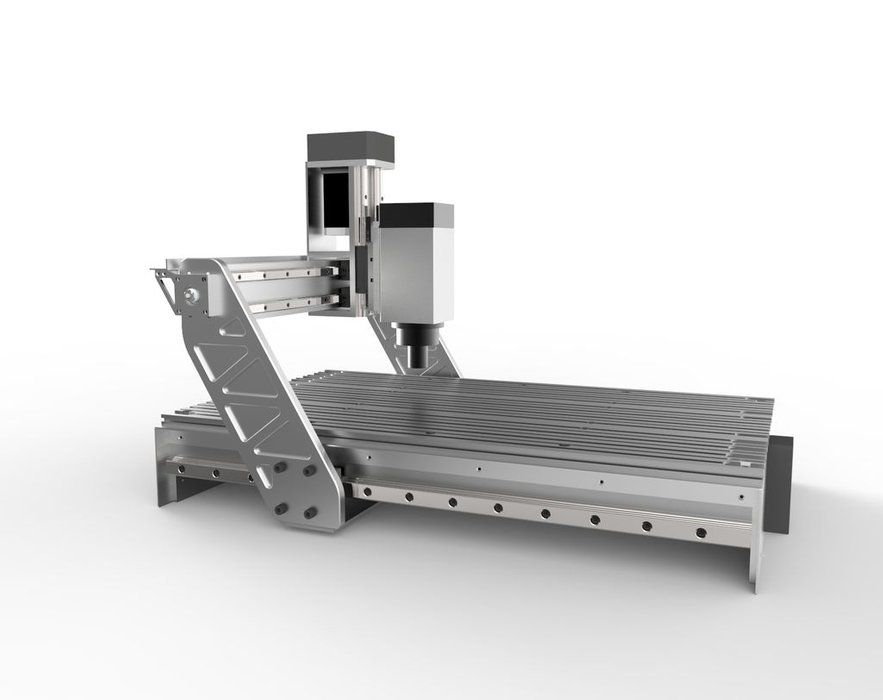 Software. Совокупность программ и документации на них для реализации целей и задач системы числового программного управления станком.
Software. Совокупность программ и документации на них для реализации целей и задач системы числового программного управления станком.
УЧПУ
Устройство числового программного управления станком. Е. Numerical control. Устройство, выдающее управляющие воздействия на исполнительные органы станка в соответствии с управляющей программой и информацией о состоянии управляемого объекта.
Аппаратное устройство числового программного управления станком
Е. Numerical control. NC. Устройство числового программного управления станком, алгоритмы работы которого реализуются схемным путем и не могут быть изменены после изготовления устройства.
Программируемое устройство числового программного управления станком
Е. Computerized numerical control. CNC. Устройство числового программного управления станком, алгоритмы работы которого реализуются с помощью программ, вводимых в его память, и могут быть изменены после изготовления устройства.
СЧПУ
Система числового программного управления станком. Е. Control system. Совокупность функционально взаимосвязанных и взаимодействующих технических и программных средств, обеспечивающих числовое программное управление станком.
Автоматическая работа
Автоматическая работа системы (устройства) числового программного управления станком. Е. Mode of operation, automatic. Функционирование СЧПУ (УЧПУ), при котором отработка управляющей программы происходит с автоматической сменой кадров управляющей программы.
Работа с пропуском кадров
Работа системы числового программного управления станком с пропуском кадров. Е. Block skip. Автоматическая работа СЧПУ (УЧПУ), при которой не отрабатываются кадры управляющей программы, обозначенные символом Пропуск кадра.
Покадровая работа
Покадровая работа системы (устройства) числового программного управления станком. Е. Mode of operation, single block. Функционирование СЧПУ (УЧПУ), при котором отработка каждого кадра управляющей программы происходит только после воздействия оператора.
Работа системы (устройства) числового программного управления станком с ручным вводом данных. Е. Manual data input. MDI. Функционирование СЧПУ (УЧПУ), при котором набор данных, ограниченный форматом кадра, производится вручную оператором на пульте.
Ручное управление
Работа системы числового программного управления станком с ручным управлением. Е. Mode of operation, manual. Функционирование СЧПУ (УЧПУ), при котором оператор управляет станком с пульта без использования числовых данных.
Зеркальная отработка
Зеркальная отработка системы (устройства) числового программного управления станком. Е. Machine program mirror execution. Функционирование СЧПУ (УЧПУ), при котором рабочие органы станка перемещаются по траектории, представляющей собой зеркальное отображение траектории, записанной в управляющей программе.
Управляющая программа
Управляющая программа в числовом программном управлении. Совокупность команд на языке программирования, соответствующая заданному алгоритму функционирования станка по обработке конкретной заготовки.
Ручная подготовка управляющей программы
Подготовка и контроль управляющей программы, в основном, без применения ЭВМ.
Автоматизированная подготовка управляющей программы
Подготовка и контроль управляющей программы с применением ЭВМ.
Системная программа
Системная программа в числовом программном управлении. Программа системы числового программного управления, обеспечивающая распределение ее ресурсов, организацию процесса обработки, ввода – вывода и управления данными.
Технологическая программа
Технологическая программа в числовом программном управлении. Программа системы числового программного управления, обеспечивающая реализацию задач управления применительно к различным технологическим группам станков (токарные, фрезерные, сверлильные, КПО и др.).
Функциональная программа
Функциональная программа в числовом программном управлении. Программа системы числового программного управления, обеспечивающая реализацию задач управления применительно к различным моделям станков внутри каждой группы.
Программоноситель
Программоноситель в числовом программном управлении. Носитель данных, на котором записана управляющая программа.
Примечание
- В качестве носителя данных могут применяться перфолента, магнитная лента, магнитный диск и запоминающие устройства различного типа
Кадр
Кадр управляющей программы в числовом программном управлении. Составляющая часть управляющей программы, вводимая и отрабатываемая как единое целое и содержащая не менее одной команды.
Слово
Слово управляющей программы в числовом программном управлении. Составляющая часть кадра управляющей программы, содержащая данные о параметре процесса обработки заготовки и (или) другие данные по выполнению управления.
Адрес
Адрес в числовом программном управлении. Часть слова управляющей программы, определяющая назначение следующих за ним данных, содержащихся в этом слове.
Часть слова управляющей программы, определяющая назначение следующих за ним данных, содержащихся в этом слове.
Номер кадра
Номер кадра управляющей программы в числовом программном управлении. Слово в начале кадра, определяющее последовательность кадров в управляющей программе.
Главный кадр
Главный кадр управляющей программы в числовом программном управлении. Кадр управляющей программы, содержащий все данные, необходимые для возобновления процесса обработки заготовки после его перерыва.
Примечание
- Главный кадр управляющей программы обозначают специальным символом
Автор: CncExpert
Фрезерный станок с ЧПУ – Википедия
Эта статья может потребоваться переписан соответствовать требованиям Википедии стандарты качества, в соответствии с WP: НЕ РУЧНОЙ политика и МОС: ВЫ руководящих принципов, мы не обращаемся к читателю от второго лица, как к «вам», и никакая статья не должна быть написана как совет или инструкция. |
 Мы не даем предупреждений или советов по технике безопасности и не предупреждаем их, что статья в энциклопедии не является инструкцией или руководством в соответствии с РГ: Никаких заявлений об отказе от ответственности руководство. Замена нескольких слов здесь не поможет; удаления «ты» недостаточно. Все это нужно реорганизовать и переписать .. Ты можешь помочь. В страница обсуждения может содержать предложения. (Сентябрь 2019)
Мы не даем предупреждений или советов по технике безопасности и не предупреждаем их, что статья в энциклопедии не является инструкцией или руководством в соответствии с РГ: Никаких заявлений об отказе от ответственности руководство. Замена нескольких слов здесь не поможет; удаления «ты» недостаточно. Все это нужно реорганизовать и переписать .. Ты можешь помочь. В страница обсуждения может содержать предложения. (Сентябрь 2019)Чертеж столешницы своими руками – фрезерный станок с ЧПУ. Серебро: железо, красный: шаговые двигатели, светло-коричневый: МДФ, темно-коричневый: твердая древесина
А компьютерное числовое управление (ЧПУ) маршрутизатор режущий станок с компьютерным управлением, на котором обычно устанавливается ручной маршрутизатор как шпиндель, который используется для резки различных материалов, таких как дерево, композиты, алюминий, стали, пластмассы, стекло, и пены. Фрезерные станки с ЧПУ могут выполнять задачи многих станков столярных мастерских, таких как панельная пила, то фрезерный станок, а сверлильный станок.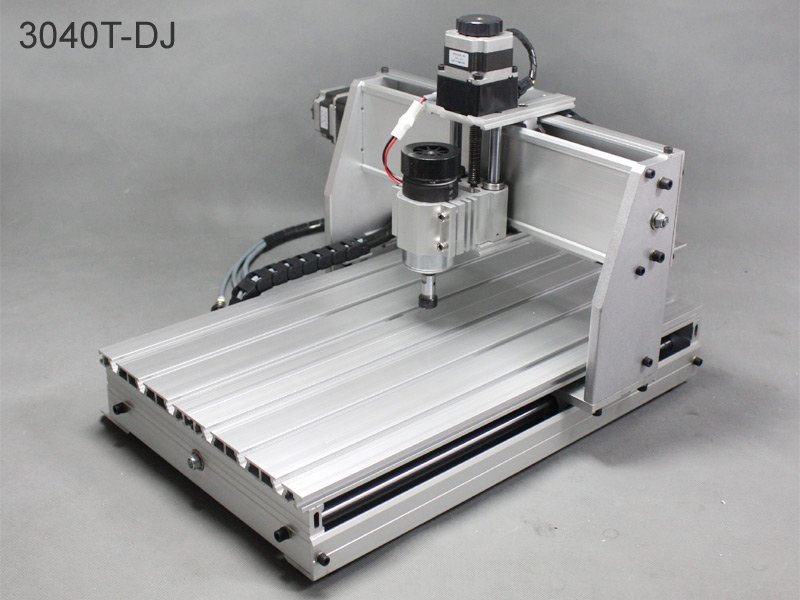 Они также могут разрезать столярные изделия, такие как пазы и шипы.
Они также могут разрезать столярные изделия, такие как пазы и шипы.
Фрезерный станок с ЧПУ по концепции очень похож на ЧПУ. фрезерный станок. Вместо ручной фрезерования траектории инструмента контролируются через компьютерное числовое управление. Фрезерный станок с ЧПУ – один из многих видов инструменты, которые имеют варианты ЧПУ.
Содержание
- 1 Приложения
- 2 Использовать
- 3 Автоматическое производство
- 4 Размеры и комплектации
- 5 Материалы
- 5.1 Дерево
- 5.2 Металл
- 5.3 Камень
- 5.4 Полиуретановая пена
- 6 Рекомендации
Приложения
Фрезерный станок с ЧПУ можно использовать для производства таких предметов, как двери. резьба, внутренняя и внешняя отделка, деревянные панели, вывески, деревянные рамы, молдинги, музыкальные инструменты, мебель. Кроме того, они находят применение в промышленности при термоформовании пластмасс путем автоматизации процесса обрезки. Фрезерные станки с ЧПУ могут помочь обеспечить повторяемость деталей и достаточно эффективный выпуск продукции для производства или позволяют создавать единичные конструкции.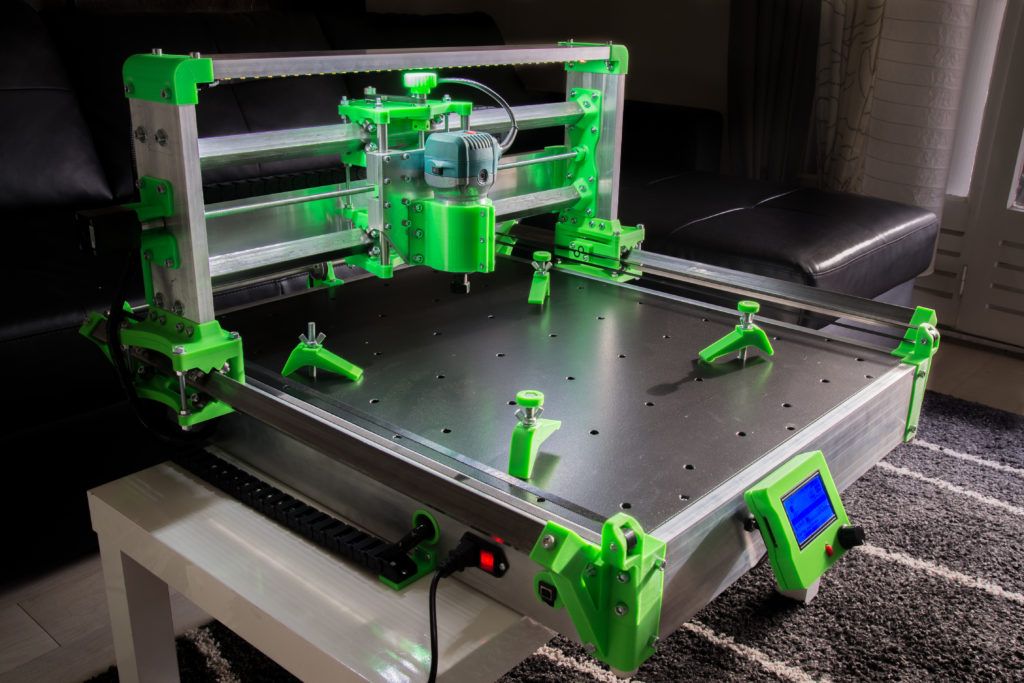
Использовать
Фрезерные станки с ЧПУ управляются компьютером. Координаты загружаются в контроллер станка из отдельной программы. Фрезерный станок с ЧПУ часто используется с двумя программные приложения – один для создания дизайна (CAD ), а другой – для преобразования этих проектов в программу инструкций G-кода для машины (CAM ) в вертикальной, горизонтальной и перпендикулярной координатах. Как и фрезерные станки с ЧПУ, фрезерные станки с ЧПУ могут управляться напрямую с помощью ручного программирования, но CAD / CAM предоставляет более широкие возможности для контурной обработки, ускорения процесса программирования и в некоторых случаях создания программ, руководство по которым программирование было бы непрактично. На некоторых контроллерах G-код может быть загружен как векторный файл на панель управления маршрутизатора. Векторный файл можно создать из файла изображения с помощью программного обеспечения для рисования (CAD).
Человек-оператор выбирает станок (например, v-образную коронку 0,25 дюйма или буровую коронку 0,75 дюйма), скорость, глубину резания и траекторию инструмента. Для траектории обрезки большинство машин предоставляют варианты трассировки векторов, вырезания вне векторов или вырезания внутри векторов. Оператор определяет центральную точку детали, зажимает деталь на столе, перемещает биту непосредственно над отмеченным центром и вниз к лицевой стороне детали и отмечает это как начальную точку. Оператор перемещает биту на несколько дюймов вверх и выбирает функцию запуска G-кода. Машина начинает вырезать дизайн.
Для траектории обрезки большинство машин предоставляют варианты трассировки векторов, вырезания вне векторов или вырезания внутри векторов. Оператор определяет центральную точку детали, зажимает деталь на столе, перемещает биту непосредственно над отмеченным центром и вниз к лицевой стороне детали и отмечает это как начальную точку. Оператор перемещает биту на несколько дюймов вверх и выбирает функцию запуска G-кода. Машина начинает вырезать дизайн.
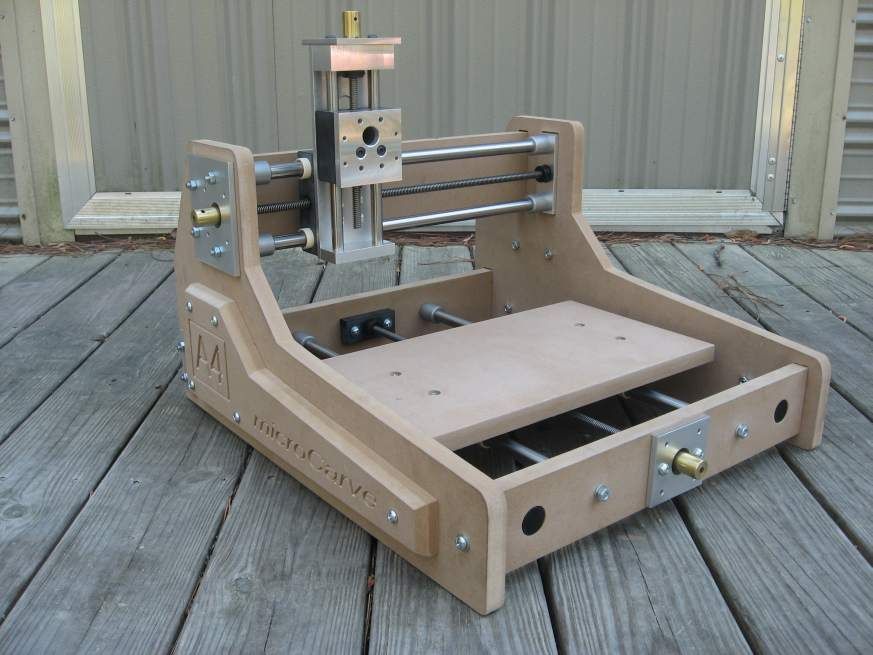
Автоматическое производство
CAM Программное обеспечение превращает чертеж / проект САПР в код, называемый G-кодом. На рисунке показано, как может выглядеть простой станок с ЧПУ без компьютерного контроллера.
Размеры и комплектации
Фрезерные станки с ЧПУ бывают разных конфигураций, от небольших домашних D.I.Y. «настольные», до крупных промышленных маршрутизаторов, производимых для коммерческого использования. Маршрутизаторы с ЧПУ используются в вывесках, столярных изделиях, аэрокосмической лодка -изготовление.
Несмотря на то, что существует множество конфигураций, большинство маршрутизаторов с ЧПУ имеют несколько определенных частей: выделенный контроллер ЧПУ, один или несколько шпиндель двигатели, серводвигатели или шаговые двигатели, сервоусилители, частотные преобразователи переменного тока, линейные направляющие, шарико-винтовые пары и рабочая платформа или стол.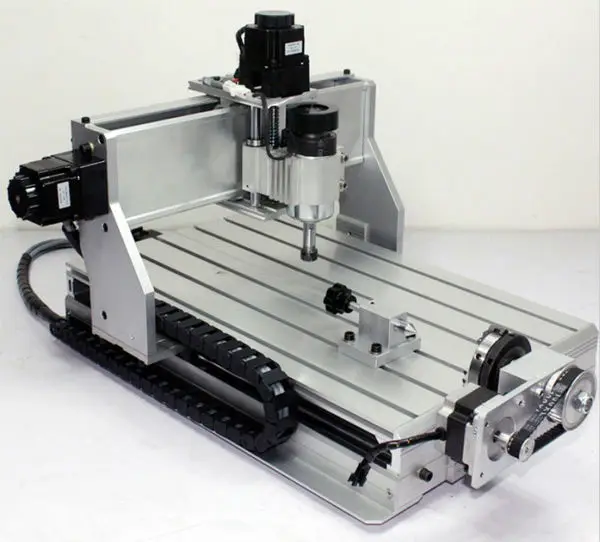
Кроме того, фрезерные станки с ЧПУ могут иметь аксессуары, такие как вакуумные насосы, с решетчатыми столешницами или прижимными приспособлениями с Т-образным пазом, чтобы удерживать детали на месте для резки. Фрезерные станки с ЧПУ обычно доступны в 3-осевом и 5-осевом форматах ЧПУ. Многие производители предлагают оси A и B для полных 5-осевых возможностей и поворотную 4-ю ось. Размеры обычных промышленных фрезерных станков с ЧПУ составляют 4 x 8 дюймов и 5 x 10 дюймов.
Сегодня многие фрезерные станки с ЧПУ изготавливаются из алюминиевого профиля, который обеспечивает большую гибкость, поскольку его можно доставить практически из любого места в разобранном виде, но также можно выбрать размер. Некоторые популярные экструдеры – это MakerSlide, линейная направляющая V-Slot® и профиль 8020 с Т-образными пазами.
Материалы
Дерево
Основная статья: Фрезерный станок по дереву с ЧПУ
Типичный фрезерный станок по дереву с ЧПУ
Фрезерный станок по дереву с ЧПУ – это фрезерный инструмент с компьютерным управлением, который вырезает / вытравливает предметы или изображения на поверхности куска дерева.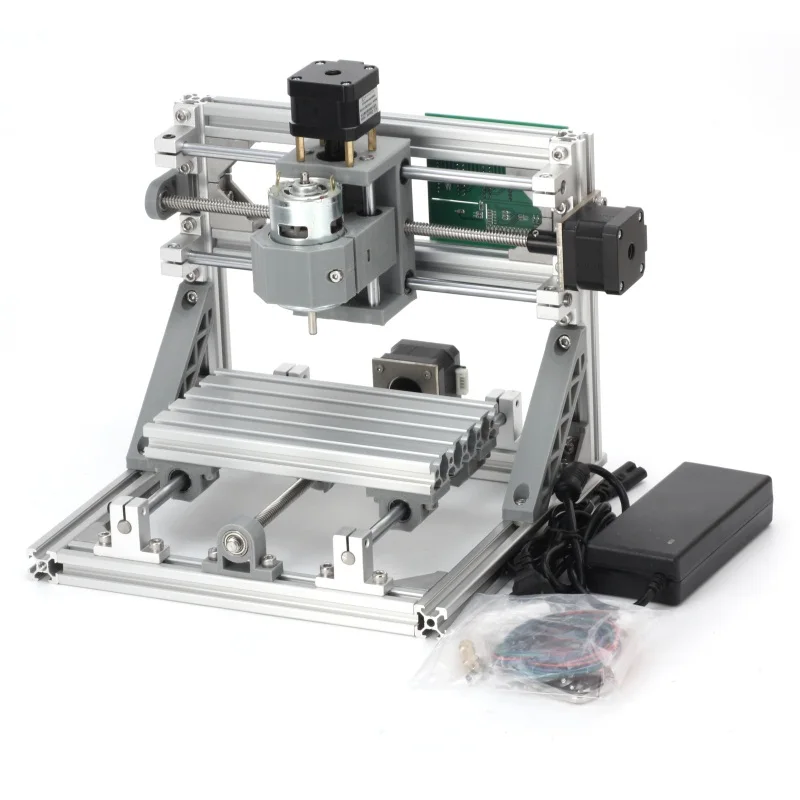 Фрезерный станок с ЧПУ идеально подходит для хобби, инженерного прототипирования, разработки продукции, искусства и производственных работ. ЧПУ работает в декартовой системе координат (X, Y, Z) для трехмерного управления движением; однако типичные системы с ЧПУ могут выполнять резьбу только на плоских плоскостях. Станок стоит на гусенице и не может выполнять резку круглой или сферической формы. Части проекта можно проектировать на компьютере с помощью программы CAD / CAM, а затем автоматически вырезать с помощью фрезерного станка или других фрез для изготовления готовой детали. В некоторых случаях стол не будет поставляться с включенным маршрутизатором. Это позволяет пользователю менять маршрутизаторы для разных приложений. Для более легких напряженных резов они могли бы использовать фрезерный станок более низкого класса, но для более интенсивных работ.
Фрезерный станок с ЧПУ идеально подходит для хобби, инженерного прототипирования, разработки продукции, искусства и производственных работ. ЧПУ работает в декартовой системе координат (X, Y, Z) для трехмерного управления движением; однако типичные системы с ЧПУ могут выполнять резьбу только на плоских плоскостях. Станок стоит на гусенице и не может выполнять резку круглой или сферической формы. Части проекта можно проектировать на компьютере с помощью программы CAD / CAM, а затем автоматически вырезать с помощью фрезерного станка или других фрез для изготовления готовой детали. В некоторых случаях стол не будет поставляться с включенным маршрутизатором. Это позволяет пользователю менять маршрутизаторы для разных приложений. Для более легких напряженных резов они могли бы использовать фрезерный станок более низкого класса, но для более интенсивных работ.
Металл
Основная статья: Фрезерный станок
Фрезерование это механическая обработка процесс использования роторного фрезы удалить материал[1] от продвижения заготовки (или кормление) в направлении под углом к оси инструмента.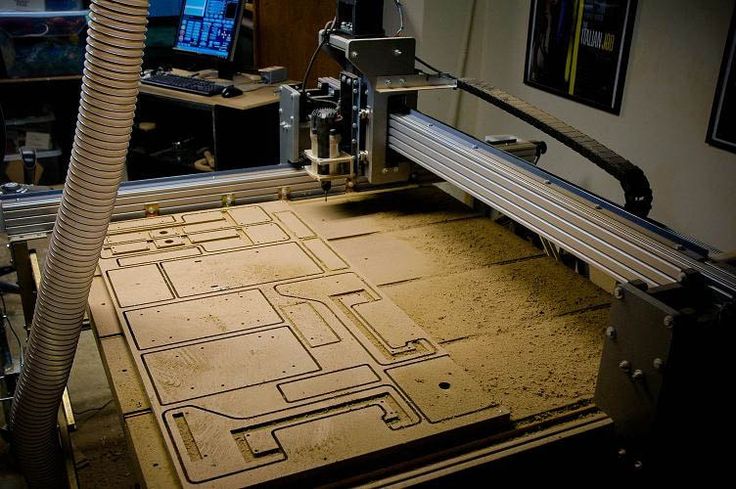 [2][3] Он охватывает широкий спектр операций и машин, начиная от мелких отдельных деталей и заканчивая крупногабаритными фрезерными операциями в тяжелых условиях. Сегодня это один из наиболее часто используемых в промышленности и механических цехах процессов для обработки деталей точных размеров и форм.
[2][3] Он охватывает широкий спектр операций и машин, начиная от мелких отдельных деталей и заканчивая крупногабаритными фрезерными операциями в тяжелых условиях. Сегодня это один из наиболее часто используемых в промышленности и механических цехах процессов для обработки деталей точных размеров и форм.
Камень
Фрезерный станок с ЧПУ по камню – это тип фрезерного станка с ЧПУ, предназначенный для мрамора, гранита, искусственного камня, надгробных плит, керамической плитки, обработки стекла, полировки для декоративно-прикладного искусства и т. Д. Для дерева, металла и камня требуются разные «биты» или «вставки». . В основном используются алмазные инструменты с диаметром 4мм, 6мм, 8мм. Для ЧПУ по дереву используются биты с острыми режущими кромками, а для ЧПУ по камню биты изготавливаются из металлического прутка со спеченным слоем из очень твердых, но грубо сформированных частиц. Маршрутизация с ЧПУ больше похожа на шлифование, чем на резку.
Поскольку каменная пыль очень абразивна, эти фрезерные станки также имеют гораздо лучшую защиту направляющих. Альпер, Камчи; Темур, Гуль Текин; Ахмет, Бескесе (2018). «Выбор фрезерного станка с ЧПУ для малых и средних предприятий в производстве изделий из дерева с использованием метода нечеткой нечеткой AHP». Журнал управления корпоративной информацией. 31 (4): 529–549. Дои:10.1108 / JEIM-01-2018-0017.
Альпер, Камчи; Темур, Гуль Текин; Ахмет, Бескесе (2018). «Выбор фрезерного станка с ЧПУ для малых и средних предприятий в производстве изделий из дерева с использованием метода нечеткой нечеткой AHP». Журнал управления корпоративной информацией. 31 (4): 529–549. Дои:10.1108 / JEIM-01-2018-0017.
G-code — Википедия Переиздание // WIKI 2
G-код — условное именование языка программирования устройств с числовым программным управлением (ЧПУ). Был создан компанией Electronic Industries Alliance в начале 1960-х. Окончательная доработка была одобрена в феврале 1980 года как стандарт RS274D. Комитет ISO утвердил G-код как стандарт ISO 6983-1:2009, Госкомитет по стандартам СССР — как ГОСТ 20999-83[1]. В советской технической литературе G-код обозначается как код ИСО 7-бит (ISO 7-bit), это вызвано тем, что G-код кодировали на 8-дорожечную перфоленту в коде ISO 7-bit (разработан для представления информации УЧПУ в виде машинного кода так же, как и коды AEG и PC8C), восьмая дорожка использовалась для контроля чётности.
Производители систем УЧПУ (CNC), как правило, используют ПО управления станком, для которого написана (оператором) программа обработки в качестве осмысленных команд управления, используется G-код в качестве базового подмножества языка программирования, расширяя его по своему усмотрению
G-Code — это также стандартный язык, используемый многими моделями 3D-принтеров для управления процессом печати. Файлы GCODE могут быть открыты с помощью различных программ 3D-печати, например, Simplify3D, GCode Viewer, а также с помощью текстового редактора, поскольку их содержимое представляет собой обычный текст.
Содержание
- 1 Структура программы
- 1.1 Основные требования к структуре
- 1.2 Описание и вызов подпрограмм
- 2 Сводная таблица кодов
- 3 Таблица основных команд
- 4 Таблица технологических кодов
- 5 Параметры команд
- 6 Пример
- 7 См. также
- 8 Примечания
- 9 Ссылки
Структура программы
Основные требования к структуре
Программа, написанная с использованием G-кода, имеет жёсткую структуру.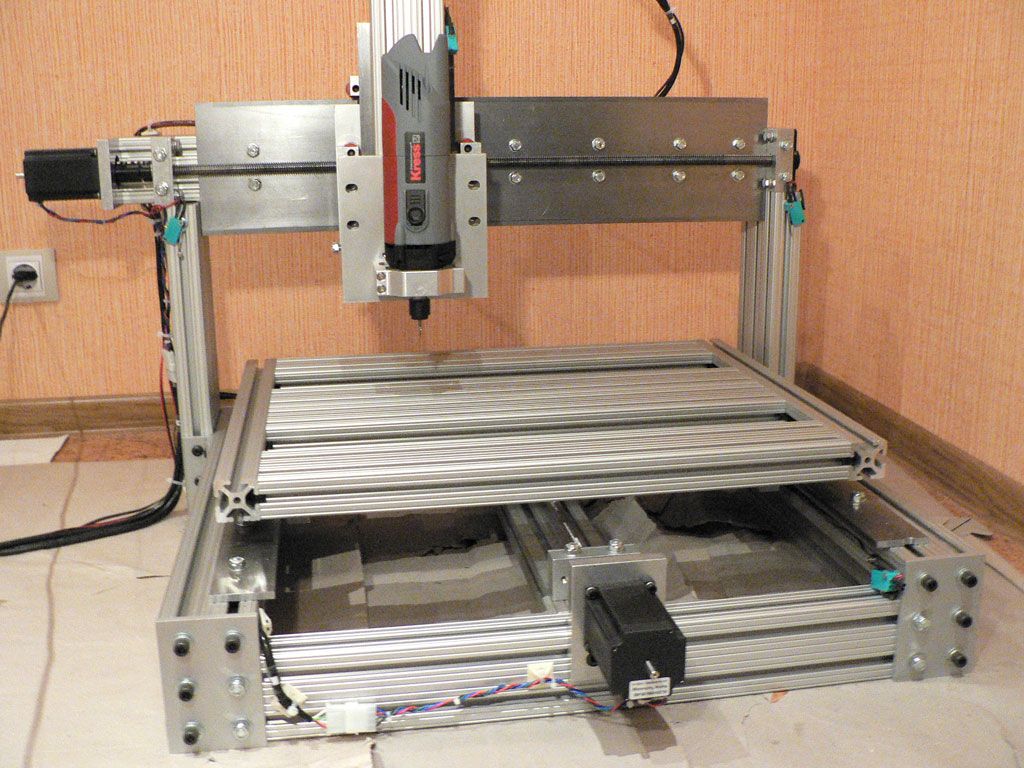 Все команды управления объединяются в кадры — группы, состоящие из одной или более команд. Кадр завершается символом перевода строки (CR/LF) и может необязательно иметь явно указанный номер, начинающийся с буквы N, за исключением первого кадра программы и комментариев. Этот номер является по сути меткой кадра и необязательно должен нарастать в программе или представлять собой последовательные целые числа, важно, чтобы номер не повторялся в пределах программы, например, допустимо:
Все команды управления объединяются в кадры — группы, состоящие из одной или более команд. Кадр завершается символом перевода строки (CR/LF) и может необязательно иметь явно указанный номер, начинающийся с буквы N, за исключением первого кадра программы и комментариев. Этот номер является по сути меткой кадра и необязательно должен нарастать в программе или представлять собой последовательные целые числа, важно, чтобы номер не повторялся в пределах программы, например, допустимо:
... N200 G0 n100 x0 x5y4 ...
В большинстве современных интерпретаторов кода допустимо использовать в коде программы строчные и прописные буквы, как в примере.
Пробелы в строке кадра игнорируются, поэтому допустимо слитное написание команд кадра.
Первый (а в некоторых случаях ещё и последний) кадр содержит только один необязательный знак <%>. Завершается программа командами M02 или M30.
Комментарии к программе размещаются в круглых скобках. Комментарий может располагаться как в отдельной строке, так и в любом месте кадра среди команд. Недопустимо оформлять в качестве комментария несколько строк, охваченных парой круглых скобок.
Недопустимо оформлять в качестве комментария несколько строк, охваченных парой круглых скобок.
Элементарные команды в каждом кадре выполняются одновременно, поэтому порядок команд в кадре строго не оговаривается, но традиционно предполагается, что первыми указываются подготовительные команды (например, выбор плоскости круговой интерполяции, скоростей перемещений по осям и др.), затем задание координат перемещения, затем выбора режимов обработки и технологические команды.
Максимальное число элементарных команд и заданий координат в одном кадре зависит от конкретного интерпретатора языка управления станками, но для большинства популярных интерпретаторов (стоек управления) не превышает 6.
Координаты задаются указанием оси с последующим числовым значением координаты. Целая и дробная части числа координаты разделяются десятичной точкой. Допустимо опускание незначащих нулей, либо их добавление. Также в подавляющем количестве интерпретаторов допустимо не добавлять десятичную точку к целым числам.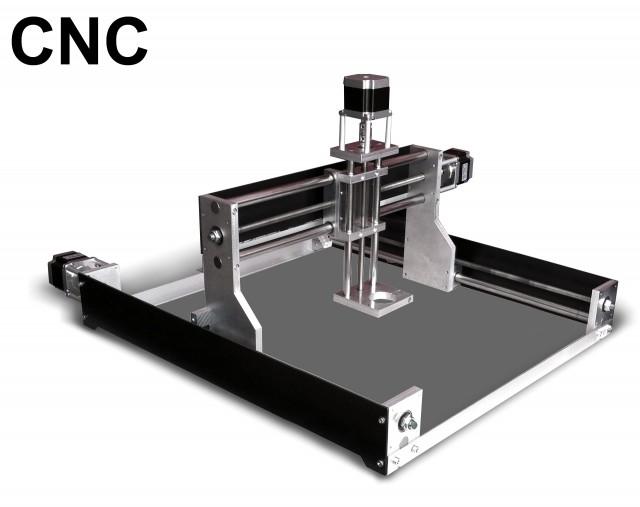 Например: Y0.5 и Y.5, Y77, Y77. и Y077.0.
Например: Y0.5 и Y.5, Y77, Y77. и Y077.0.
Существуют так называемые модальные и немодальные команды. Модальные команды изменяют некоторый параметр/настройку и эта настройка действует на все далее исполняемые кадры программы до их смены очередной модальной командой либо её отмены. К модальным командам, например, относятся скорости перемещения инструмента, управления скоростью шпинделя, подачи смазочно-охлаждающей жидкости (СОЖ) и др. Немодальные команды действуют только внутри их содержащего кадра. К немодальным командам относятся, например, команды разгона и торможения шпинделя.
Интерпретатор кода (стойка управления) станком запоминает значение введённых параметров и настроек до их смены очередной модальной командой или отмены ранее введённой модальной команды, поэтому необязательно указание в каждом кадре, например, скорости перемещения инструмента.
Описание и вызов подпрограмм
Язык допускает многократное исполнение однократно записанной последовательности команд и перемещений инструмента, вызываемую из разных частей программы, например, вырезания в листовой заготовке многих отверстий с одинаковым сложным контуром, расположенных в разных местах будущей детали.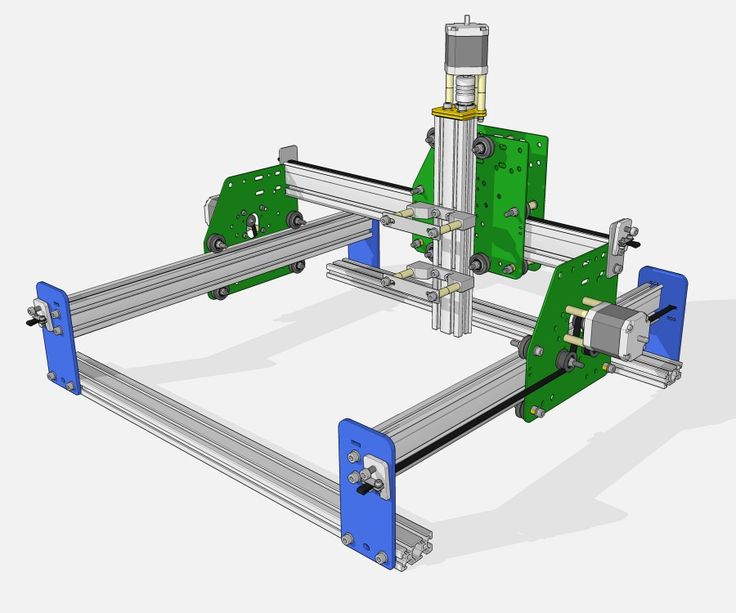 При этом в теле подпрограммы описывается траектория движения инструмента для вырезания одного отверстия, а в программе производится многократный вызов подпрограммы их разных мест. В теле подпрограммы перемещения инструмента задаются в относительных координатах — координатах описывающих траекторию инструмента при обработке отверстия, переход к относительной системе координат (иногда такую систему координат называют <инкрементной>) производится командой G91 в начале тела подпрограммы, а возврат к абсолютной системе координат командой G90 — в конце тела подпрограммы. В инкрементной системе команды перемещения инструмента интерпретируются как приращения, например:
При этом в теле подпрограммы описывается траектория движения инструмента для вырезания одного отверстия, а в программе производится многократный вызов подпрограммы их разных мест. В теле подпрограммы перемещения инструмента задаются в относительных координатах — координатах описывающих траекторию инструмента при обработке отверстия, переход к относительной системе координат (иногда такую систему координат называют <инкрементной>) производится командой G91 в начале тела подпрограммы, а возврат к абсолютной системе координат командой G90 — в конце тела подпрограммы. В инкрементной системе команды перемещения инструмента интерпретируются как приращения, например:
g90 x5 (назначение абсолютной системы координат, после исполнения этого кадра машинная координата по оси X станет равной 5) g91 x10 (назначение инкрементной системы координат, после исполнения этого кадра машинная координата по оси X станет равной 15) x-15 (после исполнения этого кадра машинная координата по оси X станет равной 0, так как продолжает действовать инкрементная система координат, заданная модальной командой g91)
Тело подпрограммы обязательно должно быть описано до команды конца программы — М30, но допустимо расположение подпрограммы после команды М02 — конца программы и иметь имя, начинающееся с буквы О с цифрами номера подпрограммы, например, О112.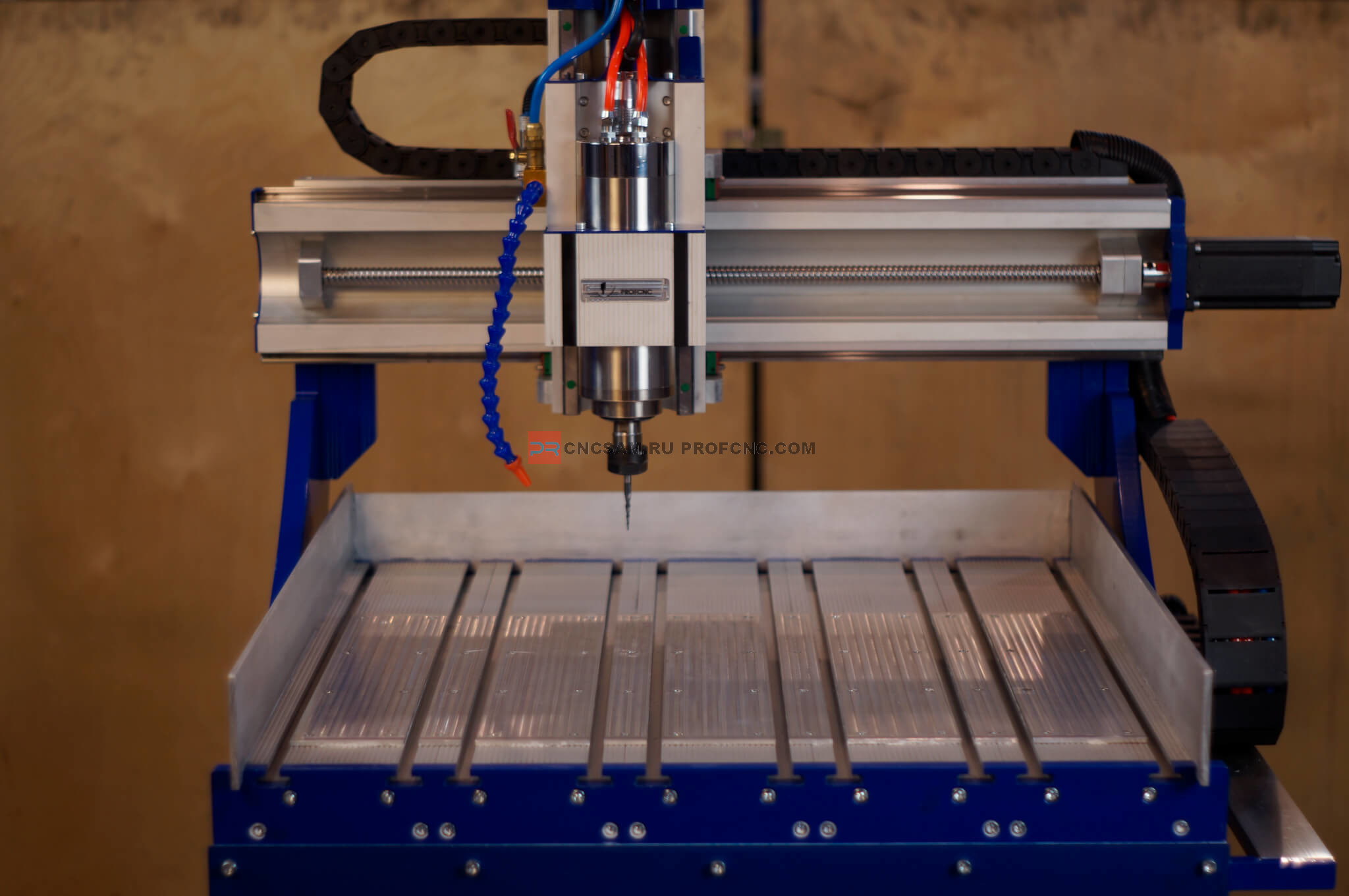 В конце тела подпрограммы помещается команда возврата в основную программу — М99.
В конце тела подпрограммы помещается команда возврата в основную программу — М99.
В программе вызов подпрограммы производится командой М98 с указанием обязательного параметра имени подпрограммы P. Недопустимо совпадение имён подпрограмм в пределах одной программы. Пример вызова подпрограммы O112: M98 P112. Допустимо при вызове подпрограммы указание числа вызовов подпрограммы добавлением необязательного параметра L, например, двукратный вызов подпрограммы 112: M98 P112 L2, что, например, может быть полезно при описании выполнения второго прохода чистовой обработки после первого прохода черновой обработки. При опущенном параметре L подпрограмма вызывается однократно.
Управляющее математическое обеспечение некоторых станков или некоторые интерпретаторы G-кода допускают вызов подпрограмм по номеру строки (кадра) в программе, для этого используется команда M97 с параметром P, указывающем на номер (метку) строки, например, M97 P321 L4 — четырёхкратный вызов подпрограммы начинающейся с меткой N321.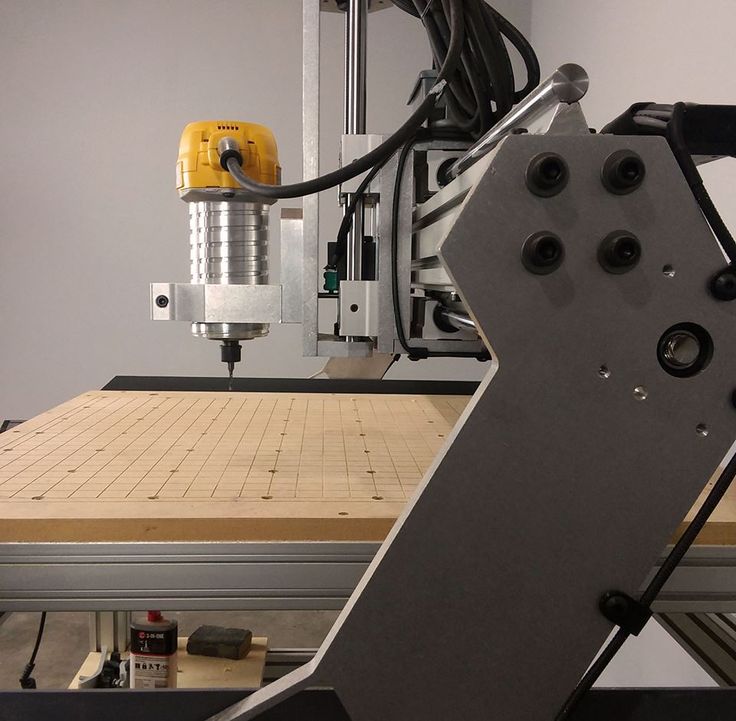 Оформленная таким образом подпрограмма как обычно должна заканчиваться командой M99 — возвратом в вызвавшую программу.
Оформленная таким образом подпрограмма как обычно должна заканчиваться командой M99 — возвратом в вызвавшую программу.
Допустимо вложение подпрограмм, то есть из подпрограммы возможен вызов другой подпрограммы. Максимально допустимое число уровней вложения зависит от реализации конкретного интерпретатора G-кода.
- Пример программы вырезания 2 прямоугольных отверстий 10?20 мм, увеличенных на диаметр торцевой фрезы, с координатами левых нижних углов отверстий x=57, y=62 и x=104, y=76 в листовой заготовке толщиной 5 мм с вызовом подпрограммы описывающей вырезание одного отверстия
... (Фрагмент программы) G00 X57 Y62 (позиционирование по X, Y на 1-е отверстие) M98 P112 (вырезание 1-го отверстия) G00 X104 Y76 (позиционирование по X, Y на 2-е отверстие) M98 P112 (вырезание 2-го отверстия) ... М02 (Конец программы) ... (Тело подпрограммы) O112 (Метка подпрограммы, номер 112) G00 Z1 (Подвод инструмента на высоту 1 мм над поверхностью заготовки со скоростью холостого перемещения) G01 F40 Z-5.5 (Врезание инструмента на глубину -5,5 мм в заготовку со скоростью 40 мм/мин) G91 (Переход в относительную систему координат, в этой системе вначале X=0, Y=0) G01 F20 X10 (Вырезание 1-й стороны прямоугольника со скоростью 20 мм/мин) Y20 (Вырезание 2-й стороны прямоугольника со скоростью 20 мм/мин) X-10 (Вырезание 3-й стороны прямоугольника со скоростью 20 мм/мин. Так как включена инкрементальная система координат, то возврат инструмента в исходную точку до вызова подпрограммы указывается в виде приращения координаты, здесь -10.) Y-20 (Вырезание 4-й стороны прямоугольника со скоростью 20 мм/мин) G90 (Переход в абсолютную систему координат, восстановление текущих координат до перехода в относительную систему) G00 Z5 (Подъём инструмента на высоту 5 мм над поверхностью заготовки со скоростью холостого перемещения) M99 (Возврат в вызывавшую программу или подпрограмму) ... М30 (Конец интерпретируемого кода программы. После исполнения этой команды указатель номера кадра устанавливается на 1-ю строку программы и исполнение программы останавливается)
Сводная таблица кодов
Основные (называемые в стандарте подготовительными) команды языка начинаются с буквы G (аббревиатура от слова General):
- Перемещение рабочих органов оборудования с заданной скоростью (линейное и круговое)
- Выполнение типовых последовательностей (таких, как обработка отверстий и резьба)
- Управление параметрами инструмента, системами координат, и рабочих плоскостей
| Коды | Описание |
|---|---|
| G00-G03 | Позиционирование инструмента |
| G17-G19 | Переключение рабочих плоскостей (XY, ZX, YZ) |
| G20-G21 | Не стандартизовано |
| G40-G44 | Компенсация размера различных частей инструмента (длина, диаметр) |
| G53-G59 | Переключение систем координат |
| G80-G85 | Циклы сверления, растачивания, нарезания резьбы |
| G90-G91 | Переключение систем координат (абсолютная, относительная) |
Таблица основных команд
| Команда | Описание | Пример |
|---|---|---|
| G00[3] | Ускоренное перемещение инструмента (холостой ход). {2}}};\ }ΔLxFx=ΔLyFy=ΔLzFz, {\displaystyle {\frac {\Delta L_{x}}{F_{x}}}={\frac {\Delta L_{y}}{F_{y}}}={\frac {\Delta L_{z}}{F_{z}}},\ }ΔLx, ΔLy, ΔLz {\displaystyle \Delta L_{x},\ \Delta L_{y},\ \Delta L_{z}\ } — приращения координат между кадрами; Fx, Fy, Fz {\displaystyle F_{x},\ F_{y},\ F_{z}\ } — скорости по осям. {2}}};\ }ΔLxFx=ΔLyFy=ΔLzFz, {\displaystyle {\frac {\Delta L_{x}}{F_{x}}}={\frac {\Delta L_{y}}{F_{y}}}={\frac {\Delta L_{z}}{F_{z}}},\ }ΔLx, ΔLy, ΔLz {\displaystyle \Delta L_{x},\ \Delta L_{y},\ \Delta L_{z}\ } — приращения координат между кадрами; Fx, Fy, Fz {\displaystyle F_{x},\ F_{y},\ F_{z}\ } — скорости по осям. | G01 X0. Y0. Z100. F200. |
| G02 | Круговая интерполяция по часовой стрелке, модальная команда. Инструмент перемещается по дуге окружности по часовой стрелке от исходной точки с координатами до исполнения команды в точку с заданными в команде координатами, скорость перемещения задаётся в этой команде параметром F, радиус дуги задаётся параметром R, либо указанием координат центра дуги параметрами I — (смещение центра по оси X относительно начальной координаты X), J — (смещение центра по оси Y относительно начальной координаты Y), К — (смещение центра по оси Z относительно начальной координаты Z) относительно начальных координат инструмента. Для указания плоскости, в которой производится круговая интерполяция, предварительно должна быть указана плоскость круговой интерполяции (в этом же или в другом предварительном кадре) модальной командой G17 (плоскость X-Y), или G18 (плоскость X-Z), или G19 (плоскость Y-Z). Скорость перемещения задана модальной командой F. Для указания плоскости, в которой производится круговая интерполяция, предварительно должна быть указана плоскость круговой интерполяции (в этом же или в другом предварительном кадре) модальной командой G17 (плоскость X-Y), или G18 (плоскость X-Z), или G19 (плоскость Y-Z). Скорость перемещения задана модальной командой F. | G02 G17 X15. Y15. R5. F200. или G02 G17 X20. Y15. I-50. J-60. |
| G03 | Круговая интерполяция против часовой стрелки. Параметры и действие аналогичны команде G02. | G03 X15. Y15. R5. F200. |
| G04 | Задержка выполнения программы, способ задания величины задержки зависит от реализации системы управления, P обычно задает паузу в миллисекундах, X — в секундах. В некоторых интерпретаторах P задает паузу в секундах и параметр X в этой команде не используется. Также в некоторых интерпретаторах возможно задание задержки параметром U. | G04 P500 или G04 X.5 |
| G10 | Переключение абсолютной системы координат. В примере начало координат станет в точке 10, 10, 10 старых координат. В примере начало координат станет в точке 10, 10, 10 старых координат. | G10 X10. Y10. Z10. |
| G15 | Переход в полярную (цилиндрическую) систему координат. В этой системе параметр X задаёт радиус, а Y угол в градусах. Если включена абсолютная система координат (G90), то начало полярных координат будет в точке текущих координат 0; 0, если включена инкрементная система координат, то начало координат будет в точке, достигнутой при отработке предыдущего кадра. | G15 X15. Y22.5 |
| G16 | Отмена полярной системы координат | G16 X15. Y22.5 |
| G17 | Выбор рабочей плоскости X-Y | G17 |
| G18 | Выбор рабочей плоскости Z-X | G18 |
| G19 | Выбор рабочей плоскости Y-Z | G19 |
| G20 | Режим работы в дюймовой системе | G90 G20 |
| G21 | Режим работы в метрической системе | G90 G21 |
| G22 | Активировать установленный предел перемещений (Инструмент не выйдет за их предел) | G22 G01 X15.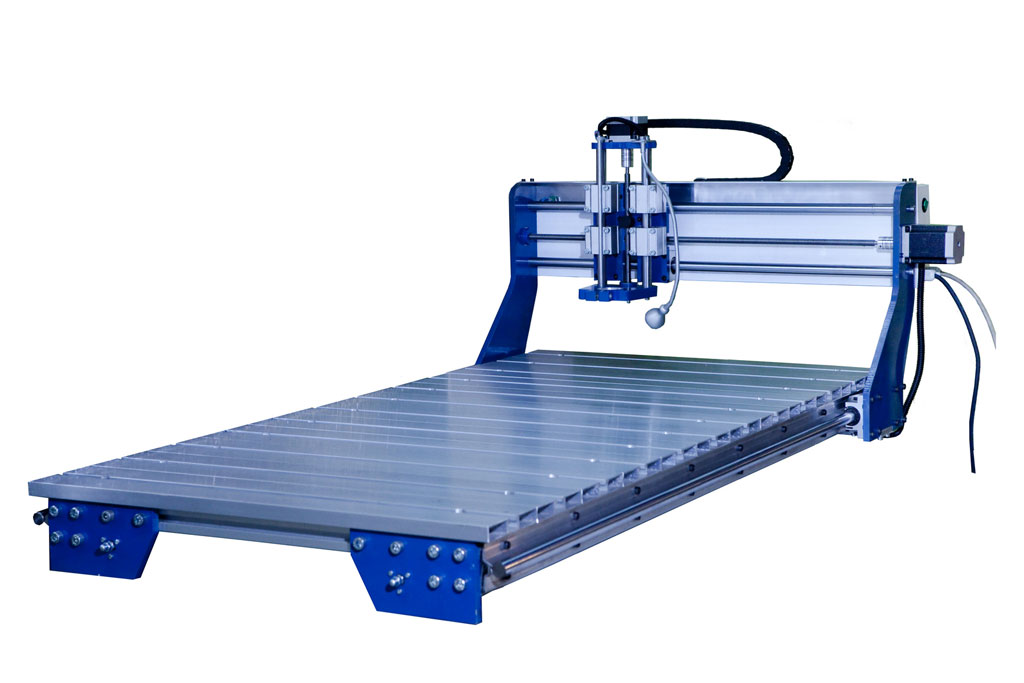 Y25. Y25. |
| G28 | Вернуться на референтную точку | G28 G91 Z0 Y0 |
| G30 | Поднятие по оси Z на точку смены инструмента | G30 G91 Z0 |
| G40 | Отмена компенсации радиуса инструмента | G1 G40 X0. Y0. F200. |
| G41 | Компенсировать радиус инструмента слева от траектории | G41 X15. Y15. D1 F100. |
| G42 | Компенсировать радиус инструмента справа от траектории | G42 X15. Y15. D1 F100. |
| G43 | Компенсировать длину инструмента в положительную сторону. В основном применяется при смене инструмента. | G43 X15. Y15. Z100. h2 S1000 M3 |
| G44 | Компенсировать длину инструмента в отрицательную сторону. Действие аналогично G43. | G44 X15. Y15. Z4. h2 S1000 M3 |
| G49 | Отмена компенсации длины инструмента | G49 Z100. |
| G50 | Сброс всех масштабирующих коэффициентов в 1,0 | G50 |
| G51 | Назначение масштабов. В примере — уменьшение масштаба по оси X в 10 раз. После этой модальной команды все указанные в командах перемещения и координаты по оси X будут умножаться на масштабирующий коэффициент 0,1 и результат интерпретироваться как требуемое перемещение. Если задать масштабирующий коэффициент по некоторой оси (или по любым осям) равным −1, то последующее движение будет зеркальным по этой оси (или осям, где масштабирующий коэффициент −1). В примере — уменьшение масштаба по оси X в 10 раз. После этой модальной команды все указанные в командах перемещения и координаты по оси X будут умножаться на масштабирующий коэффициент 0,1 и результат интерпретироваться как требуемое перемещение. Если задать масштабирующий коэффициент по некоторой оси (или по любым осям) равным −1, то последующее движение будет зеркальным по этой оси (или осям, где масштабирующий коэффициент −1). | G51 X.1 или G51 X-1 |
| G53 | Переход в систему координат станка. | G53 G0 X0. Y0. Z0. |
| G54-G59 | Переключиться на заданную оператором систему координат | G54 G0 X0. Y0. Z100. |
| G61-G64 | Переключение режимов Точный Стоп/Постоянная скорость | |
| G68 | Поворот координат на нужный угол | G68 X0 Y0 R45. |
| G70 | Цикл продольного чистового точения | G70 P10 Q15. |
| G71 | Цикл многопроходного продольного чернового точения | G71 P10 Q15. D.5 U.2 W.5 D.5 U.2 W.5 |
| G80 | Отмена циклов сверления, растачивания, нарезания резьбы метчиком и т. д. | G80 |
| G81 | Цикл сверления | G81 X0 Y0. Z-10. R3. F100. |
| G82 | Цикл сверления с задержкой | G82 X0. Y0. Z-10. R3. P100 F100. |
| G83 | Цикл прерывистого сверления (с периодическим полным выводом сверла). Параметр Z указывает полную глубину сверления от поверхности (Z=0), R — высота вывода инструмента над поверхностью для вывода стружки и также конечное положение после завершения сверления, Q — величина заглубления одного из нескольких заглублений при сверлении, F — скорость подачи (необязательна, при отсутствии этого параметра скорость определяется ранее заданной скоростью в команде G1. | G83 Z-20 R1 Q2 f20 |
| G84 | Цикл нарезания резьбы | G95 G84 M29 X0. Y0. Z-10. R3 F1.411 |
| G90 | Задание абсолютных координат опорных точек траектории | G90 G1 X0. 5. Y0.5. F10. 5. Y0.5. F10. |
| G91 | Задание координат инкрементально относительно координат последней введённой опорной точки, перемещение инструмента в этой системе координат задаётся в виде приращений | G91 G1 X4. Y5. F100. |
| G94 | F (подача) — в формате мм/мин | G94 G80 Z100. F75. |
| G95 | F (подача) — в формате мм/об | G95 G84 X0. Y0. Z-10. R3 F1.411 |
| G99 | После каждого цикла не отходить на <проходную точку> | G99 G91 X10. K4. |
Таблица технологических кодов
Технологические команды языка начинаются с буквы М (аббревиатура от слова Miscellaneous — дополнительный). Включают такие действия, как:
- Сменить инструмент
- Включить/выключить шпиндель
- Включить/выключить охлаждение
- Работа с подпрограммами
| Код | Описание | Пример |
|---|---|---|
| M00 | Приостановить работу станка до нажатия кнопки <старт> на пульте управления, так называемая <безусловная технологическая остановка> | G0 X0 Y0 Z100 M0 |
| M01 | Приостановить работу станка до нажатия кнопки <старт>, если включён режим подтверждения остановки.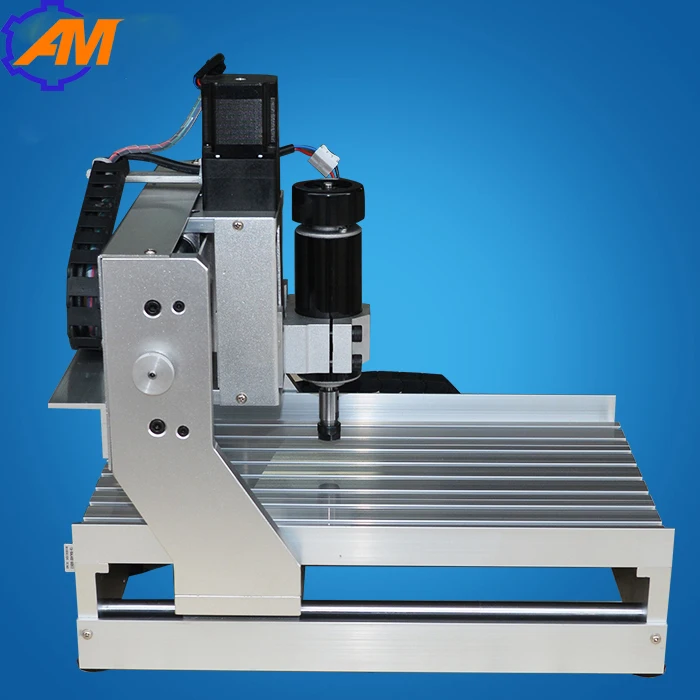 Если этот режим отключён, то команда игнорируется. Используется для начальной проверки (отладки) кода. Если этот режим отключён, то команда игнорируется. Используется для начальной проверки (отладки) кода. | G0 X0 Y0 Z100 M1 |
| M02 | Конец программы, без сброса модальных функций. Указатель номера кадра не изменяется. | M02 |
| M03 | Начать вращение шпинделя по часовой стрелке | M3 S2000 |
| M04 | Начать вращение шпинделя против часовой стрелки | M4 S2000 |
| M05 | Остановить вращение шпинделя | M5 |
| M06 | Сменить инструмент | T15 M6 |
| M07 | Включить дополнительное охлаждение | M3 S2000 M7 |
| M08 | Включить основное охлаждение. Иногда использование более одного M-кода в одной строке (как в примере) недопустимо, для этого используются M13 и M14 | M3 S2000 M8 |
| M09 | Выключить охлаждение | G0 X0 Y0 Z100 M5 M9 |
| M13 | Включить одновременно охлаждение и вращение шпинделя по часовой стрелке | S2000 M13 |
| M14 | Включить одновременно охлаждение и вращение шпинделя против часовой стрелки | S2000 M14 |
| M17 | Возврат из подпрограммы или из макроса (действие аналогично М99) | M17 |
| M48 | Разрешить переопределять скорость подачи | |
| M49 | Запретить переопределение скорости подачи | |
| M25 | Замена инструмента вручную | M25 |
| M97 | Запуск подпрограммы, находящейся в той же программе (где P — номер кадра, в примере переход осуществится к строке с меткой N25), реализована не во всех интерпретаторах, предположительно — только на станках HAAS | M97 P25 |
| M98 | Запуск подпрограммы, находящейся отдельно от основной программы (где P — номер подпрограммы, в примере переход осуществится к программе O1015) | M98 P1015 |
| M99 | Конец подпрограммы и переход в вызвавшую программу | M99 |
| M30 | Конец программы, со сбросом модальных функций и изменением указателя номера кадра на начало программы. | M30 |
Параметры команд
Параметры команд задаются буквами латинского алфавита
| Код | Описание | Пример |
|---|---|---|
| X | Перемещение инструмента в заданную точку с заданной координатой по оси X при работе в абсолютной системе координат (см. G90) или задание смещений относительно точки, достигнутой в предыдущем кадре при работе в инкрементной системе координат (см. G91) | G0 X100 Y0 Z0 |
| Y | Аналогично Х по оси Y | G0 X0 Y100 Z0 |
| Z | Аналогично Х по оси Z | G0 X0 Y0 Z100 |
| P | При использовании в команде вызова подпрограммы (М98) — указание номера вызываемой подпрограммы с именем, заданным после буквы О, например Р301 вызовет подпрограмму с меткой О301. При использовании в команде задержки (G04) указывает время задержки в миллисекундах. | G04 P500; М98 Р301 |
| О | Метка подпрограммы с указанным номером | О301 |
| F | Линейная скорость перемещения инструмента. Для фрезерных станков это дюймы в минуту (IPM) или миллиметры в минуту (мм/мин), Для токарных станков это дюймы за оборот (IPR) или миллиметры за оборот (mm/об). Выбор единиц измерения, дюймы или миллиметры выполняется командами G20 и G21. | G1 G91 X10 F100 |
| S | Частота вращения шпинделя в оборотах в минуту. | S3000 M3 |
| Т | Указание номера инструмента в команде смены инструмента. Обычно указывается перед командой М6. | Т1 М6 |
| R | Расстояние отвода инструмента в повторяющихся циклах обработки, например, прерывистого сверления глубоких отверстий (G81-G89) или радиус дуги при круговых интерполяциях перемещения инструмента (G02, G03). | G81 Z-20 R2 или G2 G91 X12.5 R12.5 |
| D | Параметр коррекции радиуса выбранного инструмента | G1 G41 D1 X10. F150. |
| L | Число вызовов подпрограммы, число вызовов макроса, или количество циклов в повторяющихся операциях X_Y_R_ — параметры, передаваемые в макрос | M98 L82 P10 или G65 L82 P10 X_Y_R_ |
| I | Указание смещения по оси X координаты центра дуги при круговой интерполяции перемещения инструмента (см G02, G03). Координаты центра дуги по осям указываются в виде смещения относительно начальной точки (достигнутой в предыдущем кадре). Плоскость интерполяции (плоскость, которая параллельна заданной координатной плоскости указывается командами G17, G18, G19. Координаты центра дуги по осям указываются в виде смещения относительно начальной точки (достигнутой в предыдущем кадре). Плоскость интерполяции (плоскость, которая параллельна заданной координатной плоскости указывается командами G17, G18, G19. | G03 X10 Y10 I10 J0 F10 |
| J | Аналогично параметру I для оси Y. | G03 X10 Y10 I0 J10 F10 |
| K | Аналогично параметру I для оси Z. | G03 X10 Y10 I0 K0 F10 |
Пример
Гравировка буквы W. Красной ломаной линией показано движение инструмента от левой верхней точки.
Пример гравировка буквы W на глубину 2 мм, вписанной в прямоугольник 40×30 мм, (см. рисунок) на условном вертикально-фрезерном станке с ЧПУ в листовой заготовке. Торцевая фреза диаметром 2 мм[4]:
% (метка начала программы, необязательна) (ось Z настроена так, что при Z=0 инструмент касается поверхности заготовки) O200 (метка программы, необязательна) G21 G40 G49 G53 G80 G90 G17 (Строка безопасности.) (Состояние станка или интерпретатора определяется предысторией, либо устанавливаются в некоторое исходное состояние при включении питания, и эти настройки могут вызвать нежелательные и непредвиденные действия, поэтому необходимо привести станок в <исходное состояние> с помощью «строки безопасности».) (G21 — выбор метрической системы единиц - миллиметры,) (G40 — отменяет автоматическую коррекцию на радиус инструмента.) (G49 — отменяет автоматическую коррекцию на длину инструмента.) (G53 — отменяет возможно введённые ранее дополнительные системы координат, смещённые относительно исходной и переводит станок в основную систему координат.) (G80 — отменяет все постоянные циклы, например, циклы сверления и их параметры.) (G90 — переводит в абсолютную систему координат.) (G17 — выбирается плоскость круговой интерполяции X-Y.) G0 F300 (задание скорости холостого перемещения инструмента в мм/мин) M3 S500 (включение вращения шпинделя по часовой стрелке и задание его скорости вращения 500 об/мин) G4 P2000 (выдержка 2 секунды для раскрутки шпинделя) X0 Y30 Z5 (подвод инструмента в точку с координатами X=0 Y=30 Z=5 со скоростью холостого перемещения) G1 Z-2 F40 (врезание в заготовку на глубину 2 мм со скоростью 40 мм/мин) G1 F20 X10 Y0 (фрезерование 1-го отрезка буквы W со скоростью 20 мм/мин) X20 Y30 (фрезерование 2-го отрезка буквы W со скоростью 20 мм/мин) X30 Y0 (фрезерование 3-го отрезка буквы W со скоростью 20 мм/мин) X40 Y30 (фрезерование 4-го отрезка буквы W со скоростью 20 мм/мин) G0 Z5 (отвод инструмента на высоту 5 мм над поверхностью заготовки со скоростью 300 мм/мин) M5 (выключение вращения шпинделя) M30 (конец программы и конец интерпретируемого кода)
См.
 также
также- Металлорежущий станок
- Параметрическое программирование
- 3D-принтер
Примечания
- ↑ ГОСТ 20999-83. Устройства числового программного управления для металлообрабатывающего оборудования. Кодирование информации управляющих программ (неопр.). Дата обращения: 21 августа 2021. Архивировано 21 августа 2021 года.
- ↑ CNC G Codes Definitions Examples Programs Programming Learning Training (неопр.) (недоступная ссылка). Дата обращения: 9 февраля 2008. Архивировано 12 октября 2007 года.
- ↑ Многие интерпретаторы кода допускают опускание первого нуля в командах G00—G09, например, G1 вместо G01
- ↑ Subroutine G-Code (неопр.) (недоступная ссылка). Дата обращения: 2 января 2016.
 Архивировано 17 января 2016 года.
Архивировано 17 января 2016 года.
Ссылки
- Создание и подготовка управляющих программ (G-кода) в режиме on-line.
- CAM расширение Inkscape для экспорта в G-code
- Симуляция работы программ на G-коде в реальном времени
- Real-Time 3D Graphics Simulation for G-code (англ.)
- Overview of canonical machining functions (англ.)
- SIMUL CNC (англ.)
- Подборка ссылок на сайты редакторов визуализаторов G-кода
Эта страница в последний раз была отредактирована 8 мая 2022 в 22:59.
Как только страница обновилась в Википедии она обновляется в Вики 2.
Обычно почти сразу, изредка в течении часа.
stanok-kpo.ru — Викиреальность
Логотип
stanok-kpo.ru — сайт компании «Станочный мир», занимающейся продажей станков и КПО.
Содержание
|
Общая информация
Компания «Станочный мир» предлагает продажу металлообрабатывающих станков и кузнечно-прессового оборудования.
На главной странице сайта находится несколько разделов:
1. Токарные станки — компания предлагает продажу токарных станков таких компаний, как РФ, JET, PROMA, DMTG, ZMM BULGARIA HILDING, ZMM VRATSA, STALEX, OPTIMUM и Китай. Также в продаже имеются трубонарезные, токарно-револьверные станки, токарные станки с ЧПУ, настольные токарные станки, токарные обрабатывающие центры и специальные токарные станки.
2. Фрезерные станки — продажа универсально-фрезерных, вертикально-фрезерных и горизонтально-фрезельных станков, фрезерных обрабатывающих центров, продольно-фрезельных, фрезерно-гравировальных станков с ЧПУ, а также фрезельных станков таких компаний, как JET, PROMA, STALEX, OPTIMUM, Китай, Arsenal и других.
3. Сверлильные станки — продажа вертикально-сверлильных станков таких компаний, как JET, PROMA, OPRIMUM, а также продажа радиально-сверлильных станков, магнитных сверлильных станков, сверлильно-фрезерных и настольно-сверлильных станков.
4. Шлифовальные станки — продажа круглошлифовальных, плоскошлифовальных, внутришлифовальных станков, станков для шлифовки коленвалов, плоскошлифовальных и круглошлифовальных станков с ЧПУ.
5. Ленточнопильные станки — продажа ленточнопильных станков таких производителей, как Аллигатор, JET, PROMA, PILOUS, STALEX, SILOMA, UMT, KNUTH, OPTIMUM и других.
6. Отрезные станки — продажа ножовочно-отрезных, абразивно-отрезных и правильно-отрезных станков.
7. Кузнечно-прессовое оборудование — продажа кривошипных, гидравлических, дугостаторных, гаражных, ручных, координатно-пробивных прессов, а также ковочных молотов, пресс-ножниц, аллигаторные и гильотинных ножниц.
8. Гильотинные ножницы — продажа ручных, механических, гидравлических гильотин, а также гильотинных ножниц с ЧПУ.
Также компания предлагает к продаже листогибочное оборудование, трубогибы и профилегибы, вальцы листогибочные, станки для гибки и резки арматуры, зубообрабатывающие станки, расточные станки и многое другое.
Компания предлагает шеф-монтажные и пусконаладочные работы, а также модернизацию, реновацию и капремонт.
Доставка товара осуществляется различными транспортными компаниями.
Выходные данные
Домен stanok-kpo.ru зарегистрирован 25 июня 2015 года на Private Person в зоне .ru.[1]
В подвале сайта присутствует надпись «© 2015—2022 Станочный мир».
В разделе «Контакты» указан адрес организации — г.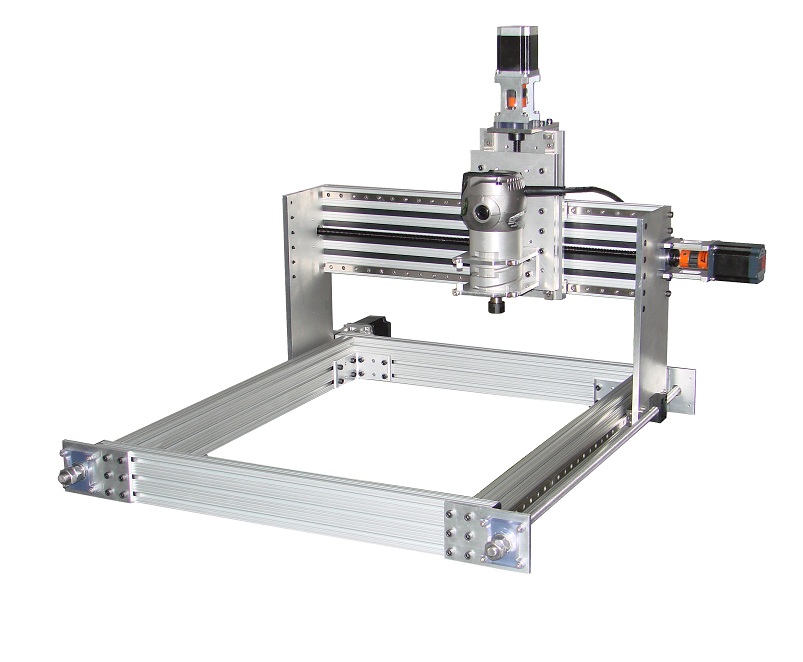 Москва, Дмитровское шоссе, д. 85, офис 11, номер телефона организации — 8 (800) 775-16-64 и e-mail — [email protected]
Москва, Дмитровское шоссе, д. 85, офис 11, номер телефона организации — 8 (800) 775-16-64 и e-mail — [email protected]
Есть страницы в соцсетях: канал на youtube[2], фейсбук stanok.kpo, твиттер @Stanok_kpo и вконтакте stanok_kpo.
Рейтинги
Показатель ИКС (бывший тематический индекс цитирования сайта от Яндекса) равен 420.[3]
Разное
Сайт доступен по HTTPS.
Примечания
- ↑ https://www.nic.ru/whois/?searchWord=stanok-kpo.ru
- ↑ https://www.youtube.com/channel/UCQiP9CIXEPwABLueIUlSFTw
- ↑ https://webmaster.yandex.ru/sqi/?host=stanok-kpo.ru
Ссылки
- https://stanok-kpo.ru/ — адрес сайта
| ||||||||||||
 ru • albumcards.ru • All Estero • astrologblog.ru • B2Blogger.com • BadFon.ru • Batenka.ru • batumi-today.com • bestkartinki.ru • bitside.org • blackclover.com.ru • bonuscodus.com • borisoglebsk.ru • Careerist.ru • cashkopilka.ru • catalog.tools • centereng.ru • Chechnyatoday.com • citaty.info • Conecsveta.ru • confplatform.ru • cutme.info • dailymoscow.ru • data-vyhoda.ru • Dedushka.org • dirmagazina.ru • doma-prestarelye.ru • do-slez.com • Done-for-us.com • Doska.ws • Drupalogy.ru • E1.ru • expertnews.info • fedleasing.ru • Finversia.ru • fisherman-info.ru • Forset Media • gfx-hub.net • god2019.net • gosuslugi-kabinet.ru • gosuslugi.support • greednews.su • growseeds.org • Hi.ru • hipdir.com • icall.ru • iLabs Group • inetgu.ru • igormylnikov.com • info-laba.ru • inforeviews.ru • internationalwealth.info • iRecommend.ru • inplace.ru • ItalyNews • jobeka.com • jobsavior.com • jobsora.com • Kaur.ru • kod-okpd-2.ru • komkatalog.ru • kompanion.online • Kratko-news.com • lawmix.ru • likespravka.
ru • albumcards.ru • All Estero • astrologblog.ru • B2Blogger.com • BadFon.ru • Batenka.ru • batumi-today.com • bestkartinki.ru • bitside.org • blackclover.com.ru • bonuscodus.com • borisoglebsk.ru • Careerist.ru • cashkopilka.ru • catalog.tools • centereng.ru • Chechnyatoday.com • citaty.info • Conecsveta.ru • confplatform.ru • cutme.info • dailymoscow.ru • data-vyhoda.ru • Dedushka.org • dirmagazina.ru • doma-prestarelye.ru • do-slez.com • Done-for-us.com • Doska.ws • Drupalogy.ru • E1.ru • expertnews.info • fedleasing.ru • Finversia.ru • fisherman-info.ru • Forset Media • gfx-hub.net • god2019.net • gosuslugi-kabinet.ru • gosuslugi.support • greednews.su • growseeds.org • Hi.ru • hipdir.com • icall.ru • iLabs Group • inetgu.ru • igormylnikov.com • info-laba.ru • inforeviews.ru • internationalwealth.info • iRecommend.ru • inplace.ru • ItalyNews • jobeka.com • jobsavior.com • jobsora.com • Kaur.ru • kod-okpd-2.ru • komkatalog.ru • kompanion.online • Kratko-news.com • lawmix.ru • likespravka. ru • litebuh.ru • Look At Me • lotereya-proverka.ru • lovingmoney.ru • Marva • MEGO • metodorf.ru • Mobile-review.com • moddam.ru • moscowadres.ru • most-beauty.ru • Muar.ru • MyRevizor.uz • myteapro.ru • nalogi.online • nasua.ru • neospy.net • Newslab.ru • newtribuna.ru • Nicid.ru • online-snils.ru • orientir-is.ru • otzovikon.com • pchelgid.ru • pensiyaportal.ru • percent-calc.com • pikato.ru • poisk-firm.ru • pravda.ru • pravdaurfo.ru • pravdoryb.info • prazdnoteka.ru • prodgoroda.ru • progov.ru • proguns.ru • promocodess.ru • propistolet.ru • Prostovpn.org • ptichka.spb.ru • radio-top.com • radiopotok.ru • riba-i-ribalka.ru • roskarta.com • ru-geld.de • Rubaltic.ru • rullet.ru • rus-doska.com • sbagry.com • scene.email • sdelairukami.ru • sergievgrad.ru • sinonim.org • sk1.online • smsi.vip • smsint.ru • sonnik.wiki • sova.info • spb.egent.ru • specmahina.ru • spr.ru • srozhdeniem.ru • strah.shop • subme.ru • tbis.ru • tehno-rating.ru • telltrue.ru • thebiggest.ru • This is Media • TrashExpert.
ru • litebuh.ru • Look At Me • lotereya-proverka.ru • lovingmoney.ru • Marva • MEGO • metodorf.ru • Mobile-review.com • moddam.ru • moscowadres.ru • most-beauty.ru • Muar.ru • MyRevizor.uz • myteapro.ru • nalogi.online • nasua.ru • neospy.net • Newslab.ru • newtribuna.ru • Nicid.ru • online-snils.ru • orientir-is.ru • otzovikon.com • pchelgid.ru • pensiyaportal.ru • percent-calc.com • pikato.ru • poisk-firm.ru • pravda.ru • pravdaurfo.ru • pravdoryb.info • prazdnoteka.ru • prodgoroda.ru • progov.ru • proguns.ru • promocodess.ru • propistolet.ru • Prostovpn.org • ptichka.spb.ru • radio-top.com • radiopotok.ru • riba-i-ribalka.ru • roskarta.com • ru-geld.de • Rubaltic.ru • rullet.ru • rus-doska.com • sbagry.com • scene.email • sdelairukami.ru • sergievgrad.ru • sinonim.org • sk1.online • smsi.vip • smsint.ru • sonnik.wiki • sova.info • spb.egent.ru • specmahina.ru • spr.ru • srozhdeniem.ru • strah.shop • subme.ru • tbis.ru • tehno-rating.ru • telltrue.ru • thebiggest.ru • This is Media • TrashExpert. ru • trust-otzyvy.com • ugadator.ru • uxprice.com • vashikoshki.ru • Vozrastinfo.ru • vsdelke.ru • visotnaya1.ru • webmastermaksim.ru • work-info.org • Worldometers.info • yell.ru • Yun.complife.info • zachiska.com • Zen-Top.ru • zhkh.club • Актуальные комментарии • БФ «Рейс 9268» • Ветеранские Вести • Выберу.ру • Домашние маски.ру • егрн-документ.рф • За Каддафи • Интерактивный город • Либрариум • Малая Родина • Музей Православного Зодчества • мфц-реутов.рф • Наш Дом • Новости-Н • Нужна помощь • Обозник.ру • Поздравок.ru • полиция-нижний-новгород.рф • полиция-сочи.рф • Портал открытых данных Правительства Москвы • «Репутация» • Русская армия в Великой войне • Русский репортёр • Сайт о железной дороге • сахарово-сайт.рф • События.ру • Соседи • Т—Ж • Фабрикант.ру • ФКТ • Фламп • Фото Кубани • Чат «7 ВЕТРОВ» • Чатовод • Чёрный квадрат Рунета
ru • trust-otzyvy.com • ugadator.ru • uxprice.com • vashikoshki.ru • Vozrastinfo.ru • vsdelke.ru • visotnaya1.ru • webmastermaksim.ru • work-info.org • Worldometers.info • yell.ru • Yun.complife.info • zachiska.com • Zen-Top.ru • zhkh.club • Актуальные комментарии • БФ «Рейс 9268» • Ветеранские Вести • Выберу.ру • Домашние маски.ру • егрн-документ.рф • За Каддафи • Интерактивный город • Либрариум • Малая Родина • Музей Православного Зодчества • мфц-реутов.рф • Наш Дом • Новости-Н • Нужна помощь • Обозник.ру • Поздравок.ru • полиция-нижний-новгород.рф • полиция-сочи.рф • Портал открытых данных Правительства Москвы • «Репутация» • Русская армия в Великой войне • Русский репортёр • Сайт о железной дороге • сахарово-сайт.рф • События.ру • Соседи • Т—Ж • Фабрикант.ру • ФКТ • Фламп • Фото Кубани • Чат «7 ВЕТРОВ» • Чатовод • Чёрный квадрат Рунета ru • 90is.ru • гбу-жилищник.москва • заказпечати.рф • золотороссии.рф • интернет-на-дачу.рф • инфо-предприятие.рф • к-700.рф • купить-орех.рф • Лаборатория пара • меховойвек.рф • Мир ЧПУ • ремонт-велосипедов.москва • remont_posudomoechnyh_mashin_n1 • россейф.рф • Руконтект • складмск.рф • Сладкий Бутик • Территория информации • тряпкин.рф • шуйские.рф • a-contract.ru • aclon-russia.ru • advertapp.ru • adkom.ru • adidas-yeezy-official.com • aero-control.ru • agastone.ru • amurska.ru • agilie.com • agpgroup.ru • agrg.ru • agro-market24.ru • agrogrunt.ru • air-part.ru • airpesok.ru • aivix.com • ajur-shop.ru • aksatekmetal.ru • allcon.pro • altgroup.ru • amilano.de • ankoli.ru • anrotech.ru • antic-war.ru • anticorprotection.com • Antihlam • antresol24.ru • aplan.ru • arenda-shater.ru • arenda-tentov.ru • art-critic.ru • art-pl.ru • aspectrum.ru • assenizator-mtk.ru • auction-rusenamel.ru • aviapoisk.ru • Avtovoronka.su • azimutpro.ru • backpacks.ru • Balongaz.ru • bazaemail.ru • bazageroev.
ru • 90is.ru • гбу-жилищник.москва • заказпечати.рф • золотороссии.рф • интернет-на-дачу.рф • инфо-предприятие.рф • к-700.рф • купить-орех.рф • Лаборатория пара • меховойвек.рф • Мир ЧПУ • ремонт-велосипедов.москва • remont_posudomoechnyh_mashin_n1 • россейф.рф • Руконтект • складмск.рф • Сладкий Бутик • Территория информации • тряпкин.рф • шуйские.рф • a-contract.ru • aclon-russia.ru • advertapp.ru • adkom.ru • adidas-yeezy-official.com • aero-control.ru • agastone.ru • amurska.ru • agilie.com • agpgroup.ru • agrg.ru • agro-market24.ru • agrogrunt.ru • air-part.ru • airpesok.ru • aivix.com • ajur-shop.ru • aksatekmetal.ru • allcon.pro • altgroup.ru • amilano.de • ankoli.ru • anrotech.ru • antic-war.ru • anticorprotection.com • Antihlam • antresol24.ru • aplan.ru • arenda-shater.ru • arenda-tentov.ru • art-critic.ru • art-pl.ru • aspectrum.ru • assenizator-mtk.ru • auction-rusenamel.ru • aviapoisk.ru • Avtovoronka.su • azimutpro.ru • backpacks.ru • Balongaz.ru • bazaemail.ru • bazageroev. ru • begeton.com • biospectrum.shop • bkclean.ru • bibus.ru • bio-grunt.ru • blms.ru • bon-invest.ru • boomtorg.ru • bonaparte16.ru • bootslab.ru • Boxpres.ru • bridgescorp.ru • business-mama.ru • businesstg.ru • butik-parfum.ru • bwt.ru • c-tt.shop • cakeup24.ru • cashback-service.su • cavevo.ru • centrattek.ru • cheaptool.ru • chintaka.ru • chistimvse.ru • clego.ru • coatsystems.ru • corpdidi.ru • creativegroup.pro • cs-garant.ru • cvetok58.ru • dariol.ru • detaliurala.ru • dobropost.com • dost-zapchasti.ru • dvapilota.com • east-group.net • eco1.ru • ecodemontaj.ru • ecoraznos.ru • Ecote.ru • eisupport.ru • eks-libris.ru • elka.me • elmagia.ru • ellittattoo.ru • empirehall.com.ua • etiketki24.ru • evasecret.ru • evro-market.ru • expert-rtuti.ru • exportv.ru • fabrica-idey.ru • femalesale.ru • fenix-d.ru • filmebel.ru • filtorg.ru • fivel.ru • flawery.ru • fotobam.ru • fssprus.net • Funlight • g-standard.ru • galereya-novosibirsk.ru • galleryk.ru • gidro-teh.com • giftpack.ru • gk-sk.
ru • begeton.com • biospectrum.shop • bkclean.ru • bibus.ru • bio-grunt.ru • blms.ru • bon-invest.ru • boomtorg.ru • bonaparte16.ru • bootslab.ru • Boxpres.ru • bridgescorp.ru • business-mama.ru • businesstg.ru • butik-parfum.ru • bwt.ru • c-tt.shop • cakeup24.ru • cashback-service.su • cavevo.ru • centrattek.ru • cheaptool.ru • chintaka.ru • chistimvse.ru • clego.ru • coatsystems.ru • corpdidi.ru • creativegroup.pro • cs-garant.ru • cvetok58.ru • dariol.ru • detaliurala.ru • dobropost.com • dost-zapchasti.ru • dvapilota.com • east-group.net • eco1.ru • ecodemontaj.ru • ecoraznos.ru • Ecote.ru • eisupport.ru • eks-libris.ru • elka.me • elmagia.ru • ellittattoo.ru • empirehall.com.ua • etiketki24.ru • evasecret.ru • evro-market.ru • expert-rtuti.ru • exportv.ru • fabrica-idey.ru • femalesale.ru • fenix-d.ru • filmebel.ru • filtorg.ru • fivel.ru • flawery.ru • fotobam.ru • fssprus.net • Funlight • g-standard.ru • galereya-novosibirsk.ru • galleryk.ru • gidro-teh.com • giftpack.ru • gk-sk.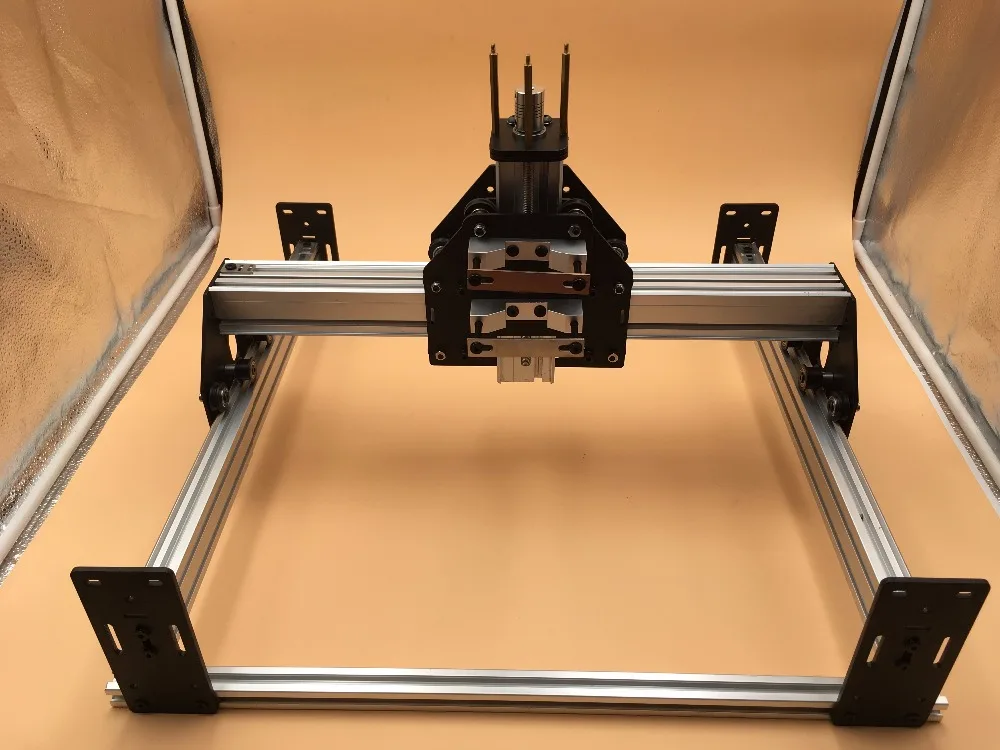 ru • glassio.su • glazgo-video.ru • glonasss.com • gmash.ru • gofroline.ru • goldadvert.com • goldsnail.ru • Grandemoda.ru • grand-com.ru • grillhousestore.ru • gudzone.ru • handmademart.net • hardcases.ru • hawk.ru.com • help2site.ru • hobbystart.ru • hockeybezgranic.ru • holichtoys.com • horoshomall.ru • hottelecom.net • idealfloristika.ru • ikarm.ru • impod.ru • iney-cleaning.ru • infodesign.ru • inventrade.ru • invest2uk.ru • ip-center.net • isa-access.ru • itecorp.ru • izgotovlenie-pechatey.moscow • izolna.ru • japanwatch.ru • kamerarf.ru • kamindom.ru • kaprom.ru • karbix.ru • kashpo.store • kassopttorg.ru • kasugai.ru • kaup24.ee • kerner.ru • kidburg.ru • kino-party.ru • Kino-tovary.ru • klik-rostov.ru • klimatikum.ru • komandirskie.com • konder.kg • koordinator24.ru • kpi.ru • krohn.ru • led-svetilniki.ru • liftplast.ru • lillashop.com • line56.org • lingvoservice.ru • lisov.ru • lizantan.com • lucky.online • m-logist.ru • magistral58.ru • magos-zavod.ru • maproint.ru • Mastergard.
ru • glassio.su • glazgo-video.ru • glonasss.com • gmash.ru • gofroline.ru • goldadvert.com • goldsnail.ru • Grandemoda.ru • grand-com.ru • grillhousestore.ru • gudzone.ru • handmademart.net • hardcases.ru • hawk.ru.com • help2site.ru • hobbystart.ru • hockeybezgranic.ru • holichtoys.com • horoshomall.ru • hottelecom.net • idealfloristika.ru • ikarm.ru • impod.ru • iney-cleaning.ru • infodesign.ru • inventrade.ru • invest2uk.ru • ip-center.net • isa-access.ru • itecorp.ru • izgotovlenie-pechatey.moscow • izolna.ru • japanwatch.ru • kamerarf.ru • kamindom.ru • kaprom.ru • karbix.ru • kashpo.store • kassopttorg.ru • kasugai.ru • kaup24.ee • kerner.ru • kidburg.ru • kino-party.ru • Kino-tovary.ru • klik-rostov.ru • klimatikum.ru • komandirskie.com • konder.kg • koordinator24.ru • kpi.ru • krohn.ru • led-svetilniki.ru • liftplast.ru • lillashop.com • line56.org • lingvoservice.ru • lisov.ru • lizantan.com • lucky.online • m-logist.ru • magistral58.ru • magos-zavod.ru • maproint.ru • Mastergard. ru • matrasmall.ru • matu.me • maxys.ru • mediarik.ru • megatechnika.ru • melotto-jewelry.ru • metadiv.ru • metall-form.ru • metrcons.ru • mevy.ru • mirkvartir.ru • mirxl.ru • mnogopak.ru • moi-tvoi.ru • moremall.ru • moreon-invest.ru • mos-montage.ru • mosoblreclama.ru • mos-obl-ses.ru • mossharik.ru • mosvodokanal.com • MTFORCE • multicom.ru • muslim-product.ru • NataliGifts • nevozrast.ru • ng-logistic.ru • nike-air-jordan1.com • nlsklad.ru • nottabelle.com • npo-diod.com • nporusgidro.com • numizmat.ru • obzorved.com • obzorytovarov.ru • oceania.ru • odevalo4ka.ru • offshore.su • ok-stanok.ru • okocrm.com • okskie-nozhi.ru • olala-penza.ru • olgapak.ru • omexpro.ru • ops-krasnodar.ru • optaks.ru • optcable.ru • opticspb.ru • optimatest.ru • oscomp.ru • otido-group.ru • otsenka-ikon.com • outsourcing-kadrov.ru • packandgo.ru • pallet-trucks.ru • pansionat-plus.ru • Partner Company • pechati-metro.ru • Penzakonditer.ru • personagrata-spb.ru • plastimet.ru • playprint.ru • pochinil.ru • podshipniki-optom.
ru • matrasmall.ru • matu.me • maxys.ru • mediarik.ru • megatechnika.ru • melotto-jewelry.ru • metadiv.ru • metall-form.ru • metrcons.ru • mevy.ru • mirkvartir.ru • mirxl.ru • mnogopak.ru • moi-tvoi.ru • moremall.ru • moreon-invest.ru • mos-montage.ru • mosoblreclama.ru • mos-obl-ses.ru • mossharik.ru • mosvodokanal.com • MTFORCE • multicom.ru • muslim-product.ru • NataliGifts • nevozrast.ru • ng-logistic.ru • nike-air-jordan1.com • nlsklad.ru • nottabelle.com • npo-diod.com • nporusgidro.com • numizmat.ru • obzorved.com • obzorytovarov.ru • oceania.ru • odevalo4ka.ru • offshore.su • ok-stanok.ru • okocrm.com • okskie-nozhi.ru • olala-penza.ru • olgapak.ru • omexpro.ru • ops-krasnodar.ru • optaks.ru • optcable.ru • opticspb.ru • optimatest.ru • oscomp.ru • otido-group.ru • otsenka-ikon.com • outsourcing-kadrov.ru • packandgo.ru • pallet-trucks.ru • pansionat-plus.ru • Partner Company • pechati-metro.ru • Penzakonditer.ru • personagrata-spb.ru • plastimet.ru • playprint.ru • pochinil.ru • podshipniki-optom. ru • podshipnikru.ru • podsnab.ru • pokrovka45.ru • polimertechprom.com • polis812.ru • posterline.biz • post-konverty.ru • pro-dezservice.ru • proflingva.ru • prom-komplect.ru • pselectro.ru • psiholog-dlya-menya.msk.ru • puls-kkm.ru • Raisins • ralzo.ru • redutsb.ru • reverafashion.ru • rospromsnab.com • rosreestr.net • rossertcentr.ru • Royallash.com • rozavam.ru • ru.ecb.bz • rus-bochka.ru • rus-doska.com • safetyarea.ru • santeh-mos.ru • santech-control.ru • satom.ru • satoshop.ru • savial.ru • scanberry.ru • schoolstyle.ru • septolit.ru • service-conditioners.pro • sevenlepestok.ru • shale.msk.ru • shashel.net • shipbox.us • Shop220.ru • sila-syltana.ru • sim-trade.ru • sintsec.ru • sip-store.ru • skazkindom.ru • skgsk.ru • skupka.pro • slamdunk.shop • snegovik.ru • so-spa.ru • sotsignal.ru • souzimport.ru • spb.gruzovaya-telezhka.ru • specialty-coffee.pro • spektr-m.spb.ru • sputnikmarket.ru • stanok-kpo.ru • star-carpet.ru • stillmiracle.com • stiralservis.ru • stirkashtor.
ru • podshipnikru.ru • podsnab.ru • pokrovka45.ru • polimertechprom.com • polis812.ru • posterline.biz • post-konverty.ru • pro-dezservice.ru • proflingva.ru • prom-komplect.ru • pselectro.ru • psiholog-dlya-menya.msk.ru • puls-kkm.ru • Raisins • ralzo.ru • redutsb.ru • reverafashion.ru • rospromsnab.com • rosreestr.net • rossertcentr.ru • Royallash.com • rozavam.ru • ru.ecb.bz • rus-bochka.ru • rus-doska.com • safetyarea.ru • santeh-mos.ru • santech-control.ru • satom.ru • satoshop.ru • savial.ru • scanberry.ru • schoolstyle.ru • septolit.ru • service-conditioners.pro • sevenlepestok.ru • shale.msk.ru • shashel.net • shipbox.us • Shop220.ru • sila-syltana.ru • sim-trade.ru • sintsec.ru • sip-store.ru • skazkindom.ru • skgsk.ru • skupka.pro • slamdunk.shop • snegovik.ru • so-spa.ru • sotsignal.ru • souzimport.ru • spb.gruzovaya-telezhka.ru • specialty-coffee.pro • spektr-m.spb.ru • sputnikmarket.ru • stanok-kpo.ru • star-carpet.ru • stillmiracle.com • stiralservis.ru • stirkashtor. ru • stmetr.ru • stmwater.ru • stocktan.ru • Strobbs • strunki.ru • studiofloristic.ru • supermarketsveta.ru • svcnet.ru • svetofor-magazin.ru • svetoroom.ru • sistemy48.ru • szma.com • taggerd.su • tankiz.com • tdkarusel.ru • tdsevcable.ru • tea-homenn.ru • tehnomarkt.com • tekhnik.top • teleremont.pro • terrafrigo.ru • tesk.pro • testomes.org • texnogaz.ru • time9.ru • tkaniopt-glamur.ru • tochkastyle.ru • Togiya • topcheese.ru • topkvestov.ru • torgkomplekt.ru • tp-seti.ru • tpsre.ru • truewater.ru • tulavar.com • tvoiaromat.ru • u-mac.ru • ucmsgroup.ru • uniflex.su • v-kip.com • vashklimat.com • ventcub.ru • vesna-trk.ru • villageclub.ru • virginmg.com • vivoz-musora.site • vcentrespb.ru • vodo-proekt.ru • vskrytie-zamok.ru • vzlate.ru • water.ru • win-store.biz • Wool Store • workspace.ru • worldsharik.ru • wp-art.ru • WR Group • www-ugg.ru • xrustalik.ru • yes-upak.ru • zamania.ru • zaovivas.ru • zaryada.net • zavodolymp.ru • zibrof.ru • ziplife.ru • Zupper.ru
ru • stmetr.ru • stmwater.ru • stocktan.ru • Strobbs • strunki.ru • studiofloristic.ru • supermarketsveta.ru • svcnet.ru • svetofor-magazin.ru • svetoroom.ru • sistemy48.ru • szma.com • taggerd.su • tankiz.com • tdkarusel.ru • tdsevcable.ru • tea-homenn.ru • tehnomarkt.com • tekhnik.top • teleremont.pro • terrafrigo.ru • tesk.pro • testomes.org • texnogaz.ru • time9.ru • tkaniopt-glamur.ru • tochkastyle.ru • Togiya • topcheese.ru • topkvestov.ru • torgkomplekt.ru • tp-seti.ru • tpsre.ru • truewater.ru • tulavar.com • tvoiaromat.ru • u-mac.ru • ucmsgroup.ru • uniflex.su • v-kip.com • vashklimat.com • ventcub.ru • vesna-trk.ru • villageclub.ru • virginmg.com • vivoz-musora.site • vcentrespb.ru • vodo-proekt.ru • vskrytie-zamok.ru • vzlate.ru • water.ru • win-store.biz • Wool Store • workspace.ru • worldsharik.ru • wp-art.ru • WR Group • www-ugg.ru • xrustalik.ru • yes-upak.ru • zamania.ru • zaovivas.ru • zaryada.net • zavodolymp.ru • zibrof.ru • ziplife.ru • Zupper.ru ру • ЖестиМного.Нет • Кстати.да • ФотоТелеграф • Anekdot.ru • Breaking Mad • ExtraNormPro • fine-days.ru • i-sonnik.ru • Korova.ru • Likeness.ru • lunday.ru • nekdo.ru • NewsBang.net • Nibler.ru • Screepy • Tochka.net • Trinixy • Turnofftheinternet.com • Volnorez
ру • ЖестиМного.Нет • Кстати.да • ФотоТелеграф • Anekdot.ru • Breaking Mad • ExtraNormPro • fine-days.ru • i-sonnik.ru • Korova.ru • Likeness.ru • lunday.ru • nekdo.ru • NewsBang.net • Nibler.ru • Screepy • Tochka.net • Trinixy • Turnofftheinternet.com • Volnorez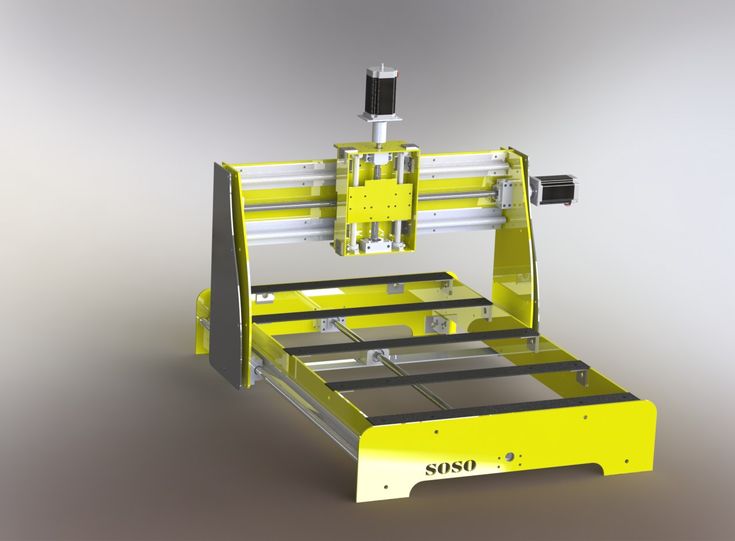 |
End IP address
Sign in | English | Terms of Use
Message not found
|
| |||||
| ✎ New thread | Name | Date | |||
| 7 | 68 | vorläufig | wanderer1 | 28.09.2022 | 13:35 |
| 8 |  09.2022 17:46:01″>61 09.2022 17:46:01″>61 |
initial tachykarde AV-Überleitung | wanderer1 | 26.09.2022 | 15:38 |
| 5 | 66 | Shuntfluss | wanderer1 | 26.09.2022 | 20:00 |
| 7 | 60 | TSH-Stufendiagnostik | wanderer1 | 27.09.2022 | 13:17 |
| 1 | 26 | GlucoExact-MV | wanderer1 | 27.09.2022 | 13:36 |
| 35 | Pflegeassistent | Drallregler | 27.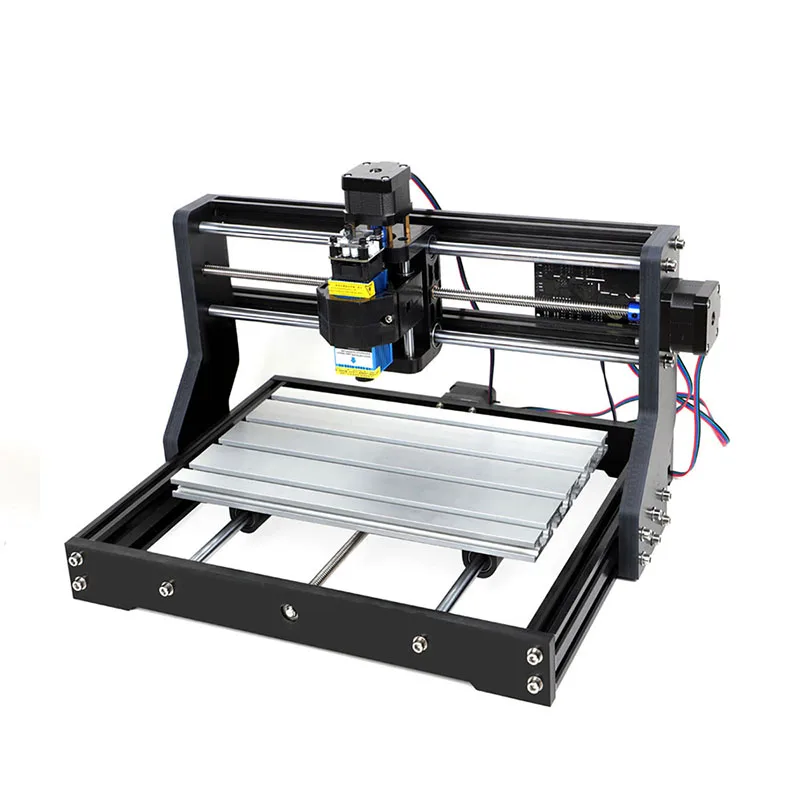 09.2022 09.2022 |
11:24 | |
| 5 | 67 | sinngemäße Umstellung | skolka | 26.09.2022 | 17:12 |
| 28 | Herzaktion rein | wanderer1 | 26.09.2022 | 18:28 | |
| 6 | 84 | Spontanablage | Александр Рыжов | 21.09.2022 | 12:37 |
| 8 | 120 | Softnose oben an Frontend | Александр Рыжов | 21.09.2022 | 16:14 |
| 8 | 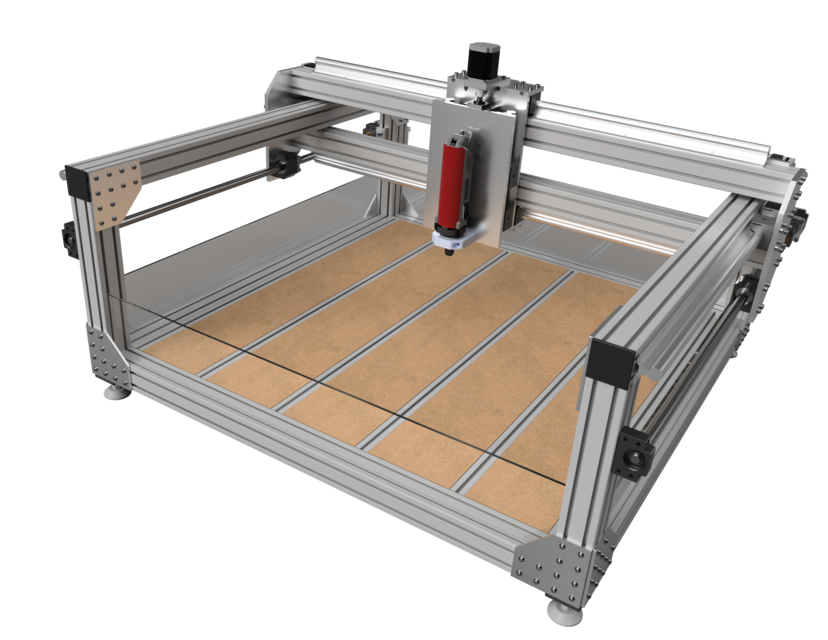 09.2022 19:52:16″>127 09.2022 19:52:16″>127 |
полуОФФ: самое длинное слово немецкого языка | Erdferkel | 23.09.2022 | 23:11 |
| 5 | 71 | Решение об отказе в назначении пенсии | vot-vot | 24.09.2022 | 13:20 |
| 824 | 13002 | Ошибки в немецком словаре | 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 all | Bursch | 21.12.2020 | 20:12 |
| 5 | 104 | Профессия CNC | HolSwd | 18.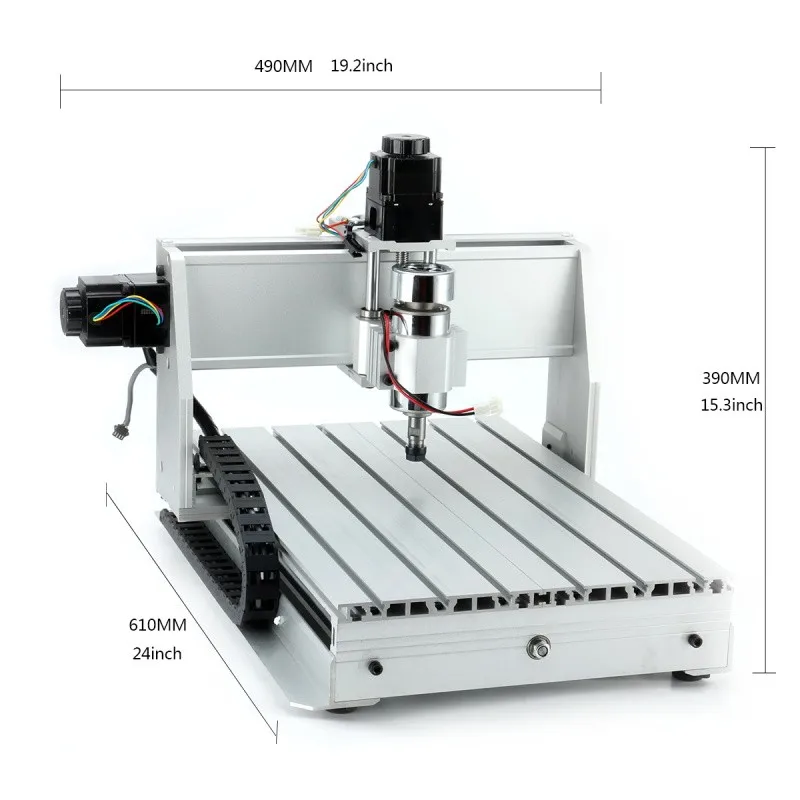 09.2022 09.2022 |
18:38 |
| 3 | 70 | бесплатно с мобильного | Bogdanna | 21.09.2022 | 15:21 |
| 3 | 55 | национальная ассоциация адвокатов срочно | vot-vot | 21.09.2022 | 15:39 |
| 9 | 82 | поступления и расходы | Bogdanna | 20.09.2022 | 22:55 |
| 4 | 84 | Plattendatenbank | dobraja Osa | 18. 09.2022 09.2022 |
2:57 |
| 6 | 127 | бюгельное протезирование | Bogdanna | 14.09.2022 | 14:53 |
| 8 | 138 | Повышенный аппетит к риску | wanderer1 | 13.09.2022 | 16:02 |
| 2 | 74 | Ценные физические активы | wanderer1 | 13.09.2022 | 15:38 |
| 4 | 98 | Снижение экономической активности населения | wanderer1 | 13. 09.2022 09.2022 |
15:49 |
| 2 | 134 | Несколько красивостей из речи в ЗАГСе | HolSwd | 10.09.2022 | 11:14 |
| 10 | 113 | транслитерация средневековой фамилии | Perujina | 9.09.2022 | 16:22 |
| 4 | 269 | OFF @Brücke oder @4uzhoj | Mme Kalashnikoff | 28.08.2022 | 19:35 |
| 4 | 84 | отмечали HP, переведена на Депакин хроносферу | Svetlana R. |
7.09.2022 | 12:33 |
| 3 | 81 | отраслевое машиностроение | vot-vot | 6.09.2022 | 17:05 |
| 5 | 97 | Stadt des KdF-Wagens J Wolfsburg | wanderer1 | 6.09.2022 | 13:44 |
| 2 | 77 | Fall Handelsregisterauszug | wanderer1 | 6.09.2022 | 16:23 |
Pages 1 2 3 4 5 6 7 8 9 10 >> all pages
Get short URL
TLM Wiki Горизонтальный упаковочный автомат Б/у оборудование
TLM Wiki Горизонтальный упаковочный автомат
- Описание
- Детальная информация
- Об этом продавце
Обтекатель
Изготовлено TLM
Модель вики,
380 вольт, 50/60 Гц
Максимальная скорость 90 упаковок в минуту,
максимальная ширина пленки 300 мм,
максимальный размер продукции от 60 до 300 мм в длину x до 120 мм в ширину x до 50 мм в высоту,
с сенсорным экраном SIEMENS Simatic HMI,
Фотоэлемент для печатных фильмов,
также оснащен охлаждающей пластиной, длинным входным ремнем, выходным ремнем.![]()
Никогда не использовался в производстве
Данное описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
| Выход | 90 /min |
| Высота пакета | 50 mm |
| Ширина пакета | 120 mm |
| ——————- | |
| Часы наработки | |
| Часы включения | |
| Состояние | почти новый |
| Маркировка CE | ——— |
| Статус |
| Тип клиента | Перекупщик |
| Активный с | 2019 |
| Предложения онлайн | 67 |
| Последняя активность | 29 сентября 2022 г. |
Описание
Обтекатель
Изготовлено TLM
Модель вики,
380 вольт, 50/60 Гц
Максимальная скорость 90 упаковок в минуту,
максимальная ширина пленки 300 мм,
максимальный размер продукции от 60 до 300 мм в длину x до 120 мм в ширину x до 50 мм в высоту,
с сенсорным экраном SIEMENS Simatic HMI,
Фотоэлемент для печатных фильмов,
также оснащен охлаждающей пластиной, длинным входным ремнем, выходным ремнем.
Никогда не использовался в производстве
Данное описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
Детальная информация
| Выход | 90 /min |
| Высота пакета | 50 mm |
| Ширина пакета | 120 mm |
| ——————- | |
| Часы наработки | |
| Часы включения | |
| Состояние | почти новый |
| Маркировка CE | ——— |
| Статус |
Об этом продавце
| Тип клиента | Перекупщик |
| Активный с | 2019 |
| Предложения онлайн | 67 |
| Последняя активность | 29 сентября 2022 г.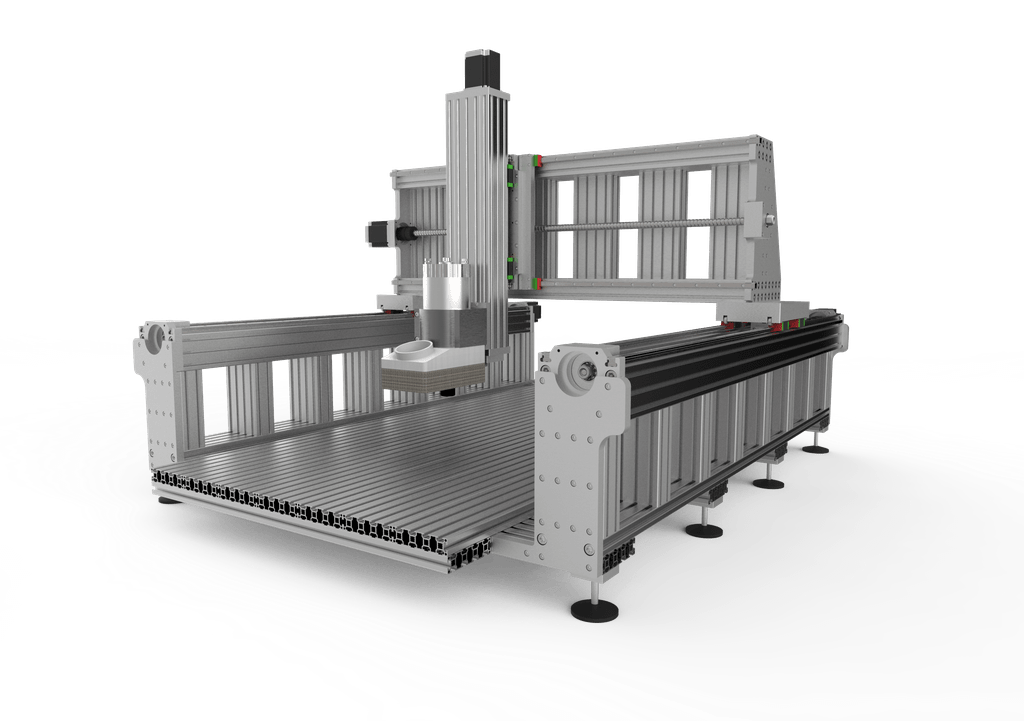 |
Проверенные клиенты
Личный агент
Действует с 2000 г.
Инструмент оценки оборудования
Откройте для себя Valorexo, первый полностью автоматизированный цифровой инструмент для оценки оборудования
Перейти к Valorexo
Инновационные обрабатывающие центры для производителей
На протяжении более 89 лет компания Kitamura Machinery создает инновационные обрабатывающие центры, отвечающие самым строгим требованиям производителей по всему миру. Сочетая передовой опыт десятилетий практического опыта, особое внимание к деталям и последние технологические достижения, Kitamura Machinery создала линейку горизонтальных, вертикальных и 5-осевых обрабатывающих центров, которые обеспечивают клиентам повышенную производительность за счет легкой адаптации, сокращение дефектов и точная, надежная долгосрочная работа.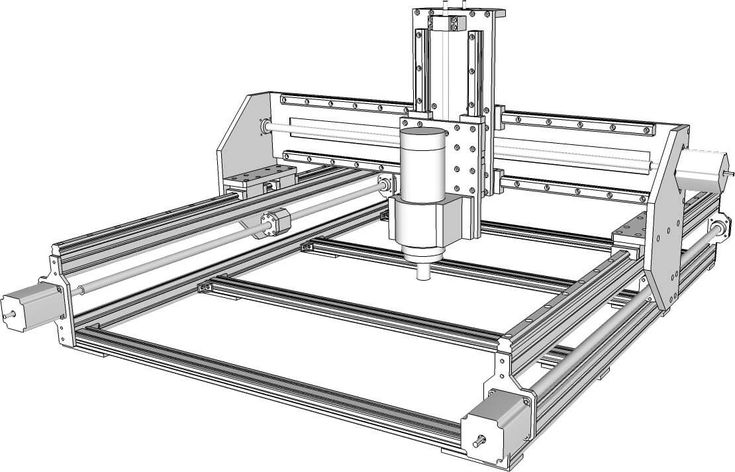 Kitamura с самого начала сделала обслуживание клиентов своим приоритетом — в США и во всем мире вы можете рассчитывать на самое компетентное обслуживание и поддержку обрабатывающих центров, что является нашей полной приверженностью качеству, производительности и ценности.
Kitamura с самого начала сделала обслуживание клиентов своим приоритетом — в США и во всем мире вы можете рассчитывать на самое компетентное обслуживание и поддержку обрабатывающих центров, что является нашей полной приверженностью качеству, производительности и ценности.
Die Verwendung von Giropay als Einzahlungsmethode в einem deutschen Online-Casino ist eine sichere, bequeme und schnelle Methode, um Geld auf Ihr Konto einzuzahlen. Sie können Ihre Bank aus einer Liste von Instituten auswählen, die in Giropay enthalten sind. So können Sie sofort Geld Das Online-Casino überweisen und müssen nicht mehrere Konten einrichten oder sich ein Passwort merken. Außerdem können Sie in Online Casinos mit Giropay einzahlen.
Giropay wird von vielen renommierten Online-Casinos weltweit akzeptiert und steht Kontoinhabern bei über 1.500 Bankinstituten in Deutschland zur Verfügung. Giropay beetet den Komfort, dass Sie Ihr bestehendes Online-Banking-Login verwenden können, um eine Einzahlung vorzunehmen, und es verwendet eine Multi-Faktor-Authentifizierung, um Ihre sensiblen Finanzdaten zu schützen. Außerdem werden die Zahlungsdetails autotisch ausgefüllt, um die Genehmigung zu erleichtern. Giropay ist auch mit der in Österreich verwendeten Online-Zahlungsmethode eps-Uberweisung interoperabel. Spieler aus anderen Ländern als Deutschland können jedoch keine Einzahlungen mit Giropay vornehmen.
Функционал Giropay основан на PayPal и имеет достоверную информацию в Интернете. Wenn Sie Ihren Wohnsitz in Deutschland oder Österreich haben, ist Giropay eine der besten Möglichkeiten, Ihr Online-Casinokonto aufzuladen. Fast jede größere Bank in Deutschland ist Mitglied bei Giropay, поэтому dass Sie sicher sein können, dass Ihre Transaktion sicher ist. Mit dieser Zahlungsmethode können Sie außerdem schnell Ein- und Auszahlungen vornehmen. Wenn Sie Giropay в einem deutschen Online-Casino verwenden, können Sie Komfort, Sicherheit und Schnelligkeit genießen.
Außerdem werden die Zahlungsdetails autotisch ausgefüllt, um die Genehmigung zu erleichtern. Giropay ist auch mit der in Österreich verwendeten Online-Zahlungsmethode eps-Uberweisung interoperabel. Spieler aus anderen Ländern als Deutschland können jedoch keine Einzahlungen mit Giropay vornehmen.
Функционал Giropay основан на PayPal и имеет достоверную информацию в Интернете. Wenn Sie Ihren Wohnsitz in Deutschland oder Österreich haben, ist Giropay eine der besten Möglichkeiten, Ihr Online-Casinokonto aufzuladen. Fast jede größere Bank in Deutschland ist Mitglied bei Giropay, поэтому dass Sie sicher sein können, dass Ihre Transaktion sicher ist. Mit dieser Zahlungsmethode können Sie außerdem schnell Ein- und Auszahlungen vornehmen. Wenn Sie Giropay в einem deutschen Online-Casino verwenden, können Sie Komfort, Sicherheit und Schnelligkeit genießen.
Existem vários tipos diferentes де-казино онлайн дие não oferecem бонус де depósito пункт atrair novos clientes. Estes bônus sem depósito podem ser reclamados uma vez e geralmente são limitados a jogadores de um país específico. Também é Importante lembrar Que você só pode usar uma conta em um cassino para se beneficiar do bônus gratuito.
Você pode desfrutar да experiência де ум cassino ао виво нет cassino онлайн Бразилия ао се juntar um сайт дие oferece Эста característica única. Maioria destes сайты oferece uma transmissão ao vivo de seus estúdios de cassino, para que você possa jogar jogos online com outras pessoas na mesma sala que o дилер. Você tambem Pode conversar ком outros jogadores, interagir ком о дилер е até mesmo jogar де граса сем гастар dinheiro algum.
Продавец программного обеспечения Pragmatic Play недавно объявил о новом соглашении в Бразилии. Ele estará entregando SEU портфолио completo де jogos пункт Weebet, дие é especializada эм desenvolvimento де программное обеспечение esportivo электронной estatísticas. Бразильский магазин получил доступ к набору игровых автоматов Pragmatic Play, который состоит из более чем 250 названий HTML5. Pragmatic Play включает в себя популярные предложения блэкджека и ролевых игр, получив названия игрового шоу, такие как CandyLand и Mega Wheel.
Também é Importante lembrar Que você só pode usar uma conta em um cassino para se beneficiar do bônus gratuito.
Você pode desfrutar да experiência де ум cassino ао виво нет cassino онлайн Бразилия ао се juntar um сайт дие oferece Эста característica única. Maioria destes сайты oferece uma transmissão ao vivo de seus estúdios de cassino, para que você possa jogar jogos online com outras pessoas na mesma sala que o дилер. Você tambem Pode conversar ком outros jogadores, interagir ком о дилер е até mesmo jogar де граса сем гастар dinheiro algum.
Продавец программного обеспечения Pragmatic Play недавно объявил о новом соглашении в Бразилии. Ele estará entregando SEU портфолио completo де jogos пункт Weebet, дие é especializada эм desenvolvimento де программное обеспечение esportivo электронной estatísticas. Бразильский магазин получил доступ к набору игровых автоматов Pragmatic Play, который состоит из более чем 250 названий HTML5. Pragmatic Play включает в себя популярные предложения блэкджека и ролевых игр, получив названия игрового шоу, такие как CandyLand и Mega Wheel.
Если вы новичок в азартных играх онлайн, бонусы для новичков доступны в онлайн-казино Новой Зеландии. Обычно они стоят до 1000 новозеландских долларов. Вы также можете найти промежуточные бонусы, которые вознаграждают более высокие ставки. Они доступны в лучшем онлайн-казино Новой Зеландии. Вы можете использовать их, чтобы попробовать новые игры и выяснить, какая из них лучше всего подходит для вас.
Релоад-бонусы в онлайн-казино Новой Зеландии имеют другие условия. Некоторые требуют, чтобы игрок выполнил определенные требования, прежде чем он сможет получить к ним доступ, в то время как другие требуют, чтобы игроки связались с казино или ввели уникальный код. Эти бонусы могут стать отличным способом увеличить ваш банкролл. Но если вы новичок в онлайн-казино, убедитесь, что вы понимаете, как они работают. Они не всегда могут стоить денег.
Еще один способ получить больше отдачи от ваших денег, играя в азартные игры онлайн, — это регулярно пополнять свой счет. Если вы часто перезагружаете свою учетную запись, казино даст вам больше кредита, чем у вас было изначально. Это позволит вам играть дольше и с более высокими ставками.
Это позволит вам играть дольше и с более высокими ставками.
Рулетка — еще один популярный выбор в онлайн-казино в Австралии. С такими вариациями, как французская, американская и европейская рулетка, австралийские онлайн-казино предлагают игрокам широкий выбор вариантов рулетки. Баккара — еще одна захватывающая карточная игра, доступная онлайн. Вы даже можете найти такие варианты игры, как Chemin De Fer или Punto Banco. С другой стороны, игры с живыми дилерами подчеркивают социальный аспект и позволяют игрокам давать чаевые живым дилерам.
Для австралийского онлайн-казино важно обеспечить комплексное обслуживание клиентов для всех игроков. Это включает в себя быстрое реагирование на входящие запросы и предоставление отличной поддержки в Австралии. Если у вас есть вопрос или вам просто нужна помощь в определенной области, представители службы поддержки должны быть отзывчивыми и ориентированными на действия, и у них должен быть широкий спектр решений.
Обслуживание клиентов в онлайн-казино Австралии может осуществляться различными способами.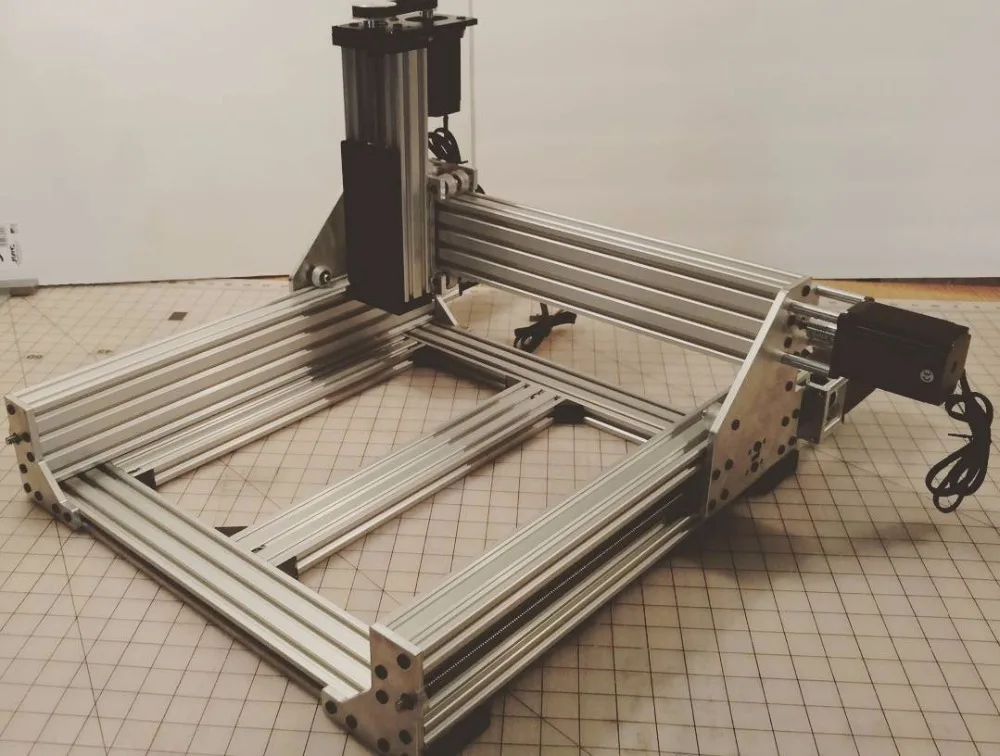 Некоторые предлагают выделенный адрес электронной почты, в то время как у других есть бесплатный номер или возможность живого чата. В любом случае у игроков будет возможность написать в службу поддержки по электронной почте или предоставить более подробную информацию о своих трудностях.
Некоторые предлагают выделенный адрес электронной почты, в то время как у других есть бесплатный номер или возможность живого чата. В любом случае у игроков будет возможность написать в службу поддержки по электронной почте или предоставить более подробную информацию о своих трудностях.
Interac — отличный выбор для пополнения счета в онлайн-казино, если вы живете в Канаде или Квебеке. Безопасный способ оплаты быстр и надежен, а также избавляет от хлопот, связанных с длительным процессом проверки. Использование Interac упрощает игру в авторитетных канадских онлайн-казино.
С Interac вы можете вносить и снимать средства со своего счета в онлайн-казино. Вы также можете использовать Interac для вывода своего выигрыша. При использовании Interac для пополнения счета в онлайн-казино помните, что вам, возможно, придется заплатить казино небольшую комиссию, прежде чем вы сможете вывести свои деньги. Однако вы можете ожидать, что эта плата будет очень низкой, а сам процесс займет не более 30 минут. Когда дело доходит до внесения средств, Interac является самым популярным методом для канадцев. Вы можете использовать этот метод, когда хотите совершать крупные транзакции. Interac сотрудничает с более чем 200 крупными банками Канады, что делает его отличным выбором для канадских игроков. Все онлайн-казино, ориентированные на Канаду, принимают депозиты Interac.
Когда дело доходит до внесения средств, Interac является самым популярным методом для канадцев. Вы можете использовать этот метод, когда хотите совершать крупные транзакции. Interac сотрудничает с более чем 200 крупными банками Канады, что делает его отличным выбором для канадских игроков. Все онлайн-казино, ориентированные на Канаду, принимают депозиты Interac.
Lorsqu’il s’agit де бонус сюр ле казино en ligne fiable Канада, иль существующий plusieurs типы d’offres différentes для ле joueurs canadiens. Tout d’abord, il y a le bonus sur dépôt, qui exige des joueurs qu’ils effectuact un определенный минимум dépôt pour pouvoir en bénéficier. Общий, тип бонуса равен 100 %, что означает, что ваш депозит равен 100 %.
Un autre type de bonus disponible pour les joueurs canadiens est le bonus sans dépôt, qui peut Fournir aux joueurs un some montant de bonus gratuit. En général, il s’agit d’un petit montant fixe de bonus. Toutefois, il peut également prendre la forme de tours gratuits.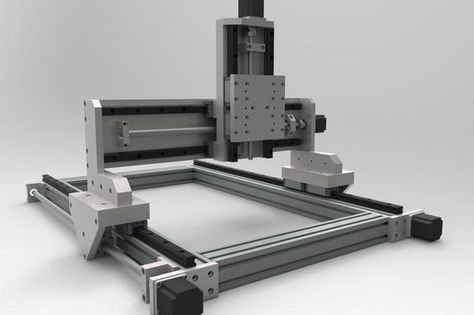 Bien Que Ces Bonus de Casino sans dépôt ne soient pas très courants, bon nombre des meilleurs Fournisseurs предлагает на бис этот тип бонуса. Тип бонуса не связан с риском, но в основном он является основным, а также требуется небольшой бонус в виде депо.
Bien Que ле choix d’un казино en ligne au Канада предлагает лучший бонус soit une décision staffle, il est préférable de lire внимательность ле общие условия для s’assurer Que Vous Tyrez ле meilleur parti du бонус. Souvent, Les Casino en ligne required aux joueurs d’entrer un code de bonus afin de recevoir le bonus, mais cela n’est pas toujours nécessaire.
Bien Que Ces Bonus de Casino sans dépôt ne soient pas très courants, bon nombre des meilleurs Fournisseurs предлагает на бис этот тип бонуса. Тип бонуса не связан с риском, но в основном он является основным, а также требуется небольшой бонус в виде депо.
Bien Que ле choix d’un казино en ligne au Канада предлагает лучший бонус soit une décision staffle, il est préférable de lire внимательность ле общие условия для s’assurer Que Vous Tyrez ле meilleur parti du бонус. Souvent, Les Casino en ligne required aux joueurs d’entrer un code de bonus afin de recevoir le bonus, mais cela n’est pas toujours nécessaire.
Бездепозитные слоты. Онлайн-казино, которые предлагают бездепозитные бонусы для онлайн-слотов, часто дают игрокам возможность выиграть немного денег, используя свои кредитные карты. Некоторые казино даже дают игрокам бесплатные вращения, в то время как другие требуют, чтобы игроки вносили наличные, прежде чем они смогут выиграть деньги. Опять же, условия каждого казино разные, поэтому лучше прочитать подробности, прежде чем выбирать сайт.
Требования к отыгрышу. Игрокам следует внимательно ознакомиться с требованиями по отыгрышу онлайн-казино. У каждого сайта свои правила, и игроки должны их понимать. Некоторые казино требуют, чтобы игроки выполнили определенные требования перед игрой; другие требуют их только при входе в систему. Настоятельно рекомендуем ознакомиться с правилами каждого сайта.
Различные виды наград. Помимо получения бездепозитных бонусных кодов, игроки также могут получать наличные деньги, бонусные очки, бесплатные вращения и бесплатные игры. Бесплатные деньги выдаются за игру на определенных сайтах, а система начисления очков варьируется от сайта к сайту.
Бесплатные спины предоставляются, когда игроки участвуют в конкурсах или соревнованиях, а бонусы бесплатной игры предоставляются, когда игроки используют специальное программное обеспечение для игры в Интернете. Бонусные коды бесплатной игры можно использовать для обмена очками с другими игроками.
Как получить лучшее новое мобильное казино Fair Go. Игрокам необходимо найти лучшие онлайн-казино, которые предлагают бездепозитные бонусы, бонусные коды для бесплатной игры и другие бесплатные услуги. Тем не менее, игроки должны убедиться, что они не злоупотребляют бонусами и бесплатными входами, поскольку эти предложения имеют определенные ограничения и правила.
Игрокам необходимо найти лучшие онлайн-казино, которые предлагают бездепозитные бонусы, бонусные коды для бесплатной игры и другие бесплатные услуги. Тем не менее, игроки должны убедиться, что они не злоупотребляют бонусами и бесплатными входами, поскольку эти предложения имеют определенные ограничения и правила.
В большинстве случаев игрок может использовать только один бонусный код для бесплатной игры в день. Они также могут получить ограниченное количество бесплатных фишек за регистрацию.
Es gibt auch eine Reihe von Online-Casino-Boni, die von Online-Glücksspielern genutzt werden können. Diese Boni können эс einem Spieler ermöglichen, sein Guthaben sinnvoll zu nutzen. Einige Online Casino-Boni ermöglichen es Spielern, kostenlos um echtes Geld zu spielen. Andere Boni bieten Freispiele für bestimmte Spiele. Mit Freispielen kann ein Spieler seine Gewinnchancen erhöhen und gleichzeitig sein Guthaben klug einsetzen.
Für Spieler, умирает gerne онлайн um echtes Geld spielen, aber Schwierigkeiten haben, einen Computer zu finden, mit dem sie online spielen können, gibt es Desktop-Computer, die als Spielumgebung genutzt werden können.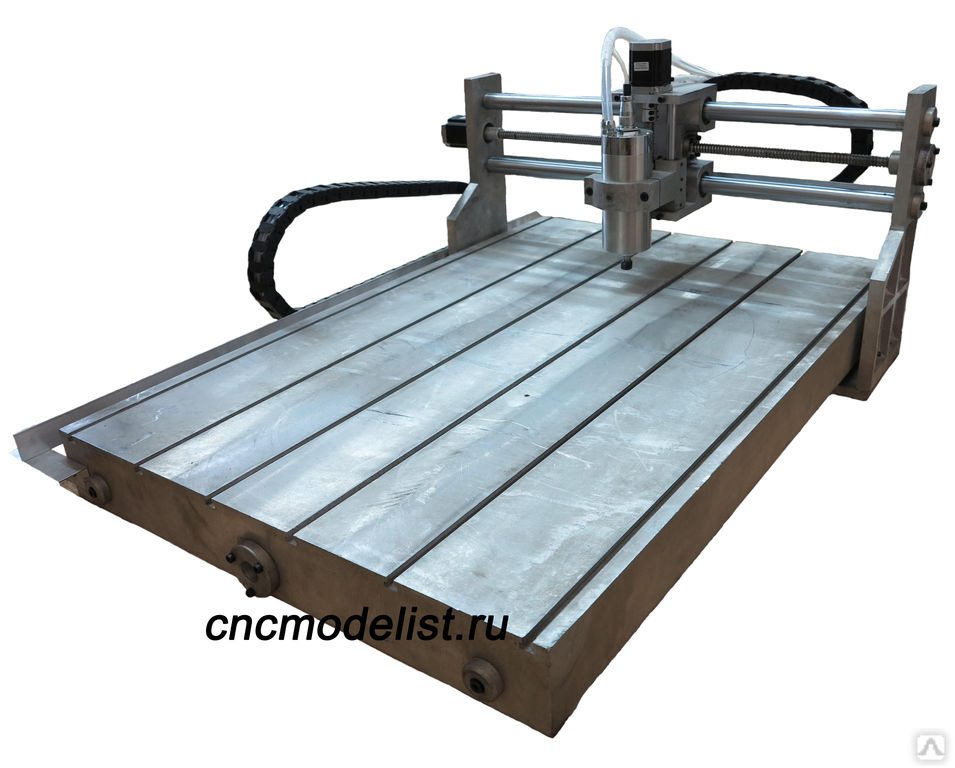
Spieler, die Vorteile ihres Desktop-Computers zu schätzen wissen, sollten sich überlegen, ob sie in einen Desktop-Computer investieren, der als Spielplatz genutzt werden kann. Так что können Online-Spieler jederzeit онлайн-игры, wenn sie die Gelegenheit dazu haben.
Diesuche nach dem besten онлайн-казино 5 евро einzahlung онлайн-банкинга для Spieler ist dank des Internets einfacher denn je geworden. Es gibt eine Reihe von Top-Echtgeld-Online-Casinos, aus denen die Spieler wählen können. Ein Spieler kann eine Online-Casino-Website auswählen, die ihm gefällt, und sich zum Spielen anmelden.
Sobald die Registrierung abgeschlossen ist, kann der Spieler mit dem Spielen imvironellen Casino beginnen. Mit einer erstklassigen Online-Casino-Website содержит игры в kürzester Zeit ein Maximum и Geld gewinnen.
Bevor ein Spieler mit dem Online-Glücksspiel beginnt, sollte er sich über den Ruf des Online-Casinos informieren. Лучшие онлайн-казино haben eine Lange und erfolgreiche Geschichte. Ein erstklassiges Online-Casino muss auch für Faire Auszahlungen und einen schnellen und zuverlässigen Spielablauf bekannt sein. Wenn das Casino einen guten Ruf hat, fällt es den Spielern leichter, ihre Wetten mit Vertrauen zu platzieren.
Ein erstklassiges Online-Casino muss auch für Faire Auszahlungen und einen schnellen und zuverlässigen Spielablauf bekannt sein. Wenn das Casino einen guten Ruf hat, fällt es den Spielern leichter, ihre Wetten mit Vertrauen zu platzieren.
Strona z grami hazardowymi na żywo używa prawdziwego sprzętu do symulacji rzeczywistych warunków gry. Na przykład, możesz obserwować jak krupierzy tasują karty, grają w ruletkę i wiele innych. Atmosfera gry jest taka sama jak w kasynach stacjonarnych, ale dzięki transmisji na żywo możesz pozostać anonimowy. Szybkość, z jaką rozdawane są karty i ruletki, Jest porównywalna do tej w kasynie stacjonarnym.
Różni dostawcy oferują różne gry. Możesz wybrać gry opracowane przez liderów branży. Większość Klarna płatności kasyno pozwoli Ci wyszukać konkretnego dostawcę gier. Możesz również sprobować poszukać kasyna na żywo o reputacji uczciwości i wiarygodności. W USA Evolution jest jednym z najlepszych studiów gier. Jego krupierzy są przyjaźni i posiadają wiedzę на temat gry w kasynie na żywo, w którą grasz.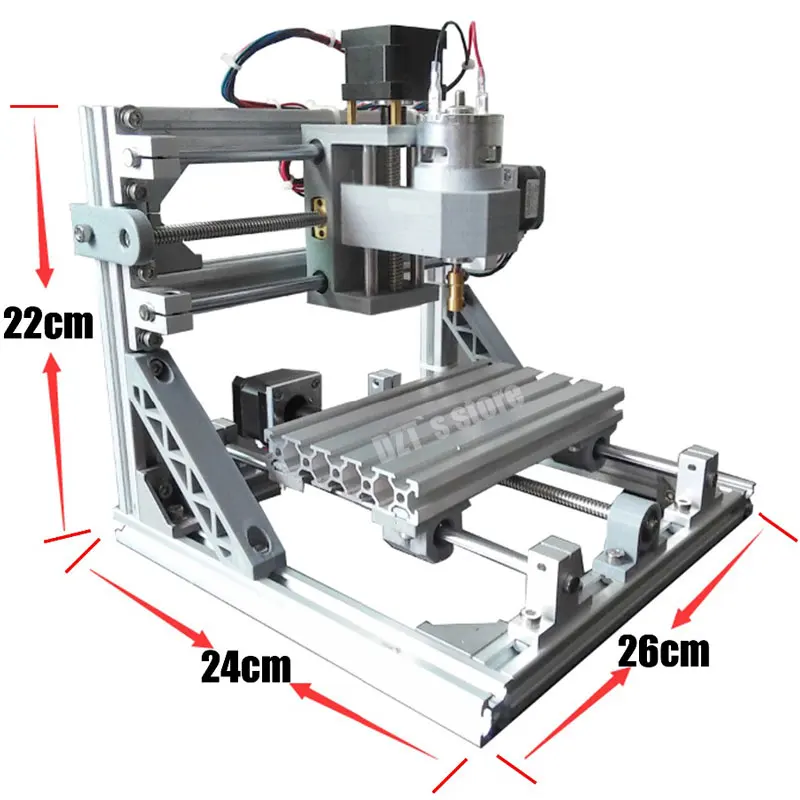 Wiedzą także, jak zapewnić Ci spokój, nie beędąc przy tym natrętnymi.
Wiedzą także, jak zapewnić Ci spokój, nie beędąc przy tym natrętnymi.
Możesz sprawdzić opinie klientów online, aby zobaczyć, jak dobrze dana strona z grami na żywo jest prowadzona przez swoich krupierów.
Układ gier w kasynie na żywo różni się w zależności od dewelopera. Ogólnie rzecz biorąc, w kasynie na żywo znajduje się pokój studyjny, оператор камеры, пит-босс и менеджер информации. Wszystkie produkty na żywo są regulowane przez zasady, które obowiązują dla dobra graczy i pracowników kasyna.
O Quadro Legal Português пункт ОС jogos де азар эм linha está эм энергичность desde 2015. Tem certas medidas де должной осмотрительности эм энергичность пункт indústria душ jogos де азар. Estas incluem a verificação da identidade dos jogadores. Os sítios де jogos де азар эм linha são também obrigados a utilizar métodos де pagamento electronicos, дие позволено aos operadores rastrear как transacções. Devem tambem registar todas as suas actividades de jogo a dinheiro.
O novo quadro legislativo inclui um conjunto de princípios e soluções legais para promover o interesse público em casinos online. Os regulamentos tambem себе esforçam por fighter мошенничество, о branqueamento де dinheiro е Outros преступления associados aos jogos де азар эм linha. O novo enquadramento para os jogos de azar em linha Allowirá Que os sítios de jogo a dinheiro funcionem legalmente em Portugal. Isto dará à indústria mais segurança. No entanto, ainda não é claro qual será correctamente o аспекто душ новос regulamentos.
Os regulamentos tambem себе esforçam por fighter мошенничество, о branqueamento де dinheiro е Outros преступления associados aos jogos де азар эм linha. O novo enquadramento para os jogos de azar em linha Allowirá Que os sítios de jogo a dinheiro funcionem legalmente em Portugal. Isto dará à indústria mais segurança. No entanto, ainda não é claro qual será correctamente o аспекто душ новос regulamentos.
Португалия тем leis rigorosas sobre jogos де азар эм linha. O SRIJ сделать país regula промышленности, дие inclui казино и сайты де póquer эм linha. Pode tambem ordenar aos ISPs que bloqueiem OS Sites de jogo. Apenas ОС казино и sítios де jogo онлайн дие tenham uma licença сделать SRIJ podem oferecer jogos де азар онлайн. Além disso, OS Casinos não podem aceitar moedas virtuais.
Поскольку игровые автоматы Сан-о-Жого-де-казино более популярны в Португалии. Mais де 80% душ jogadores сделать país gostam де jogar Эстес jogos. Estes jogos oferecem uma jogabilidade simples e diversos temas. Os melhores онлайн-казино в Португалии предлагает разнообразный дестес jogos.
Os melhores онлайн-казино в Португалии предлагает разнообразный дестес jogos.
Числовое программное управление – Проектирование зданий
Мы используем файлы cookie, чтобы обеспечить вам максимально удобные условия пользования нашим веб-сайтом. Вы можете узнать о наших файлах cookie и о том, как отключить файлы cookie, в нашей Политике конфиденциальности. Если вы продолжите использовать этот веб-сайт без отключения файлов cookie, мы будем считать, что вы довольны их получением. Закрывать.
Редактировать эту статью
Последняя редакция 15 декабря 2021
См. вся история
Компьютерное числовое управление (ЧПУ) – это цифровое управление машинами, такими как дрели, токарные станки и другие станки, с помощью компьютеров и схем. Этот процесс, также известный как числовое управление или вычислительное числовое управление, включает ряд числовых значений, сгенерированных компьютером; каждый из которых назначается желаемому инструменту или позиции управления, чтобы обеспечить возможность обработки заготовки материала в соответствии с точными спецификациями, не требуя ручного оператора.
Процесс восходит к первым станкам с ЧПУ, построенным в 1950-е и 60-е годы, которые полагались на перфоленту (или перфорированную бумажную ленту) для передачи положения инструмента, которым управлял двигатель. С тех пор этот процесс был усовершенствован и улучшен аналоговыми и цифровыми компьютерами.
В системе ЧПУ каждому объекту, подлежащему изготовлению, присваивается G-код (международный стандартный язык), который хранится в станке и выполняется микрокомпьютером (блоком управления станком или MCU), подключенным к станку. G-код — это набор инструкций, таких как позиционирование или скорость компонентов инструмента, которым машина будет следовать, чтобы создать или частично создать рассматриваемый элемент. Как правило, это позволяет автоматизировать такие станки, как токарные, фрезерные, фрезерные, лазерные и шлифовальные станки.
В сложных производственных операциях G-коды обычно получаются в результате автоматического преобразования инженерных чертежей САПР в последовательную программу команд управления машиной, которые затем реализуются. Менее сложным методом является написание программ обработки деталей с использованием языков программирования деталей высокого уровня.
Менее сложным методом является написание программ обработки деталей с использованием языков программирования деталей высокого уровня.
ЧПУ не полагается на обычное управление кривошипами, кулачками и шестернями. Вместо этого он позволяет «набирать» желаемые скорости подачи и проходы, тем самым обеспечивая точные, воспроизводимые движения станка, которые можно оптимизировать для скорости, подачи и машинных циклов.
Станки с ЧПУ обеспечивают гибкость производства, особенно когда требуются детали с изменяемой и сложной геометрией. Детали могут изготавливаться партиями от нескольких штук до нескольких тысяч.
- Обеспечивает высокоавтоматизированное и точное производство;
- Не требует ручного управления;
- Изготовленная деталь точно соответствует исходному чертежу САПР и
- Обеспечивает гибкость размера партии.
- 3D-печать
- Токарные станки
- Миллс
- Гидроабразивная резка, сверла, вышивальные машины, работы с листовым металлом и резка стекла
- Электрическая и/или химическая обработка
- Лазеры, газокислородные и плазменные технологии
- 3D-печать.

- Передовые технологии строительства.
- Программное обеспечение для построения чертежей.
- Информационное моделирование зданий.
- Общая среда данных.
- Автоматизированное проектирование.
- Автоматизированное производство.
- Компьютеры в проектировании зданий.
- Компьютеры на торгах.
- Компьютеры в управлении строительства.
- Информационный менеджер.
- Информационно-коммуникационные технологии.
- ЛЕКСИКОН.
- ПАС 1192-2:2013.
- Быстрое прототипирование.
- Twickenham Studio. Всемирно известная лондонская киностудия преобразилась.
- Викихаус.
- Доля
- Добавить комментарий
- Отправьте нам отзыв
Создать статью
Поделиться
- Подписаться
- Фейсбук
- Твиттер
- Ютуб
Избранные статьи и новости
Серия фильмов CIAT
Создание домов с целостным дизайном.
Внедоговорное возмещение
Скидка 10% на новую книгу для наших пользователей.
Всемирный день электромобиля 2022 и новые исследования
От имени Партнерства по электротехническим навыкам.
APM Women in Project Management Conference
Свежий взгляд на проблемы современной работы.
Награды CIOB 2022
Признание достижений руководителей строительства.
Утилизация строительного мусора
Перспектива компаний по обращению с отходами.
Оксинитрид алюминия, ALON®, также известный как «Прозрачный алюминий!»
Впервые показан в фильме «Звёздный путь 4: Путешествие домой».
Награды Ассоциации специалистов по вводу в эксплуатацию 2022 г.
При поддержке BSRIA Instrument Solutions.
Ответ CIOB Ирландии на бюджет на 2023 год
Ожидается, что в этом году экономика Ирландии вырастет на 10%.
Грант на руководство по страхованию древесины, предоставленный ПБАМ
Справочник по массовому страхованию лесоматериалов для отрасли.
Правительственный обзор политики чистого нуля в текущем контексте
Минимальные потребительские расходы, экономический рост и энергетическая безопасность.
Анонсировано новое кресло APM
Милла Мазилу, главный менеджер по управлению программами в NR.
Ведущий ученик получает премию ECA Edmundson Award 2022
Вероника Дженнингс признана ведущим учеником.
Последний отчет Школы устойчивого развития цепочки поставок
Отчет о справедливости, включении и уважении (FIR) за 2022 год.
История последней деревни на побережье Гамбии
История, деревня, экокурорт и фонд.
Планируя отпуск, помните, что 27 числа…
«Переосмысление туризма» – ставить людей и планету на первое место.
Жилищные министры по БД
Четвертый в этом году министр жилищного строительства вступает в новую должность.
Объявление мини-бюджета Государственного плана роста
Снижение налогов, замораживание и облегчение, а также новые инвестиционные зоны.
Схемы оплаты счетов за электроэнергию
Гарантия цен на энергию, схемы поддержки счетов и льгот.
APM отвечает на объявление мини-бюджета канцлера
«Приверженность текущим инвестициям в проекты, которые необходимы… для ускорения экономического роста и достижения нулевого результата»
CIOB реагирует на мини-бюджетное объявление канцлера
«Учитесь на ошибках () гранта Green Homes … Реализация национальной (энергетической) стратегии модернизации»
Флюгеры
От грифонов и драконов до англосаксонских загадок.
Работающие девушки
Греческая улица, 59: дом Театрального женского клуба. Обзор книги.
Обзор книги.
Коротко о конкурсе на БД
От проектирования до тендеров.
Бесплатное знакомство с членством в IHBC.
Сессия назначена на 13:00 в четверг, 13 октября.
Смотрите больше новостей.
Где рождаются великие идеи | Производственные детали и прототипы
Наша сеть из более чем 5000 поставщиков, от прототипирования до производства, способна реализовать все ваши производственные проекты.
Зарегистрировано в ИТАР
Сертификаты ISO 9001:2015, ISO 13485:2016 и AS9100D
Изготовление деталей всего за 1 день Наша цифровая производственная площадка работает на вас
Массивная сетевая емкость
Мгновенный доступ к производственным мощностям более 5000 производителей с широким спектром возможностей и сертификатов в 46 штатах США, Европы и Азии прямо с вашего рабочего стола. Подробнее о нашей сети поставщиков.
Мгновенное предложение
Получите информацию о ценах, сроках выполнения заказов и отзывах о дизайне для производства всего за несколько кликов, а не дней. Xometry Instant Quoting Engine℠ заставляет науку о данных работать, поэтому вы можете легко выбрать оптимальную цену и время выполнения заказа для своего проекта. Узнайте больше о нашей технологии мгновенного котирования.
Xometry Instant Quoting Engine℠ заставляет науку о данных работать, поэтому вы можете легко выбрать оптимальную цену и время выполнения заказа для своего проекта. Узнайте больше о нашей технологии мгновенного котирования.
Гарантированное качество
Мы сертифицированы по ISO 9001:2015, ISO 13485:2016, AS9100D и зарегистрированы в ITAR. Мы предлагаем сертификаты качества, сертификаты материалов, сертификаты отделки, отчеты об инспекциях и сертификаты оборудования. Узнайте больше о нашей гарантии качества.
Отраслевой опыт
Наши прецизионные приложения идеально подходят для аэрокосмической и оборонной, автомобильной, медицинской, робототехнической, промышленной, бытовой электроники и многих других отраслей.
Мы ваш партнер От прототипирования до производства и далее
Xometry предлагает ряд решений, которые помогут вам разработать эффективные прототипы и масштабировать производство деталей. Изготавливайте нестандартные детали по запросу, используя более 70 материалов и 15 процессов. Позвольте нашей сети из более чем 5000 проверенных производителей и нашей квалифицированной команде разработчиков приложений работать на вас.
Позвольте нашей сети из более чем 5000 проверенных производителей и нашей квалифицированной команде разработчиков приложений работать на вас.
Xometry Instant Quoting Engine℠
Получите расценки в течение нескольких секунд на обработку с ЧПУ, 3D-печать, изготовление листового металла, литье уретана и многое другое. Загрузите файл 3D CAD и сразу же получите информацию о цене, сроках выполнения заказа и отзывах о конструкции для производства.
Услуги по литью под давлением
Xometry обеспечивает высококачественное литье под давлением для прототипов и промышленных деталей. Доступны десятки материалов, литье под давлением, литье под давлением, литье из силиконовой резины и другие варианты.
Материалы и расходные материалы
Приобретайте материалы и инструменты быстрее и по более низким ценам с Xometry Supplies.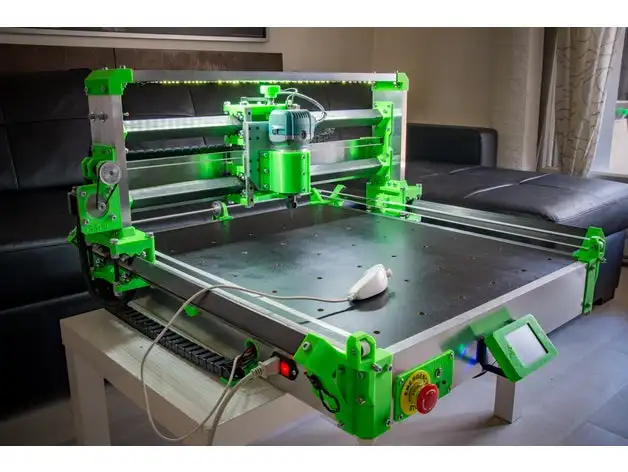 Получайте мгновенную информацию о ценах и доставке, даже для нестандартных разрезов. Быстрые сроки поставки доступны по всей территории США.
Получайте мгновенную информацию о ценах и доставке, даже для нестандартных разрезов. Быстрые сроки поставки доступны по всей территории США.
Впервые в Xometry? Начните с цитаты.
Новинка!
Решения для производства металлов и пластмасс
Торговая площадка для цифрового производства Xometry — это универсальное решение для вашего производства. Наша команда является идеальным решением для ваших потребностей в производстве продукции с нашим штатом технических экспертов, простотой нашей безопасной платформы котировок и глобальными производственными мощностями.
Xometry предлагает конкурентоспособные цены и сроки выполнения работ по литью пластмасс под давлением, литью металлов под давлением, литью под давлением, штамповке металлов, экструзии металлов, листовому металлу, лазерной резке, гидроабразивной резке, лазерной резке труб и гибке труб. Начните свое предложение или свяжитесь с нами сегодня, чтобы начать.
Инициатива Xometry Go Green
Xometry стремится продвигать экологическую устойчивость в своих услугах. Мы сотрудничаем с Dot Neutral, организацией, которая объединяет предприятия с инициативами по компенсации выбросов углерода, включая лесовосстановление, возобновляемые источники энергии, улавливание вредных газов и многое другое.
Мы сотрудничаем с Dot Neutral, организацией, которая объединяет предприятия с инициативами по компенсации выбросов углерода, включая лесовосстановление, возобновляемые источники энергии, улавливание вредных газов и многое другое.
Каждый раз, когда посылка отправляется из всех подразделений Xometry, включая расходные материалы Xometry, услуги по изготовлению на заказ Xometry и услуги по отделке Xometry, Dot Neutral взимает с Xometry плату, и эти деньги вкладываются в инициативу по сокращению или компенсации выбросов до 100 %. У клиентов также есть возможность частично или полностью компенсировать выбросы за счет изготовления своих деталей при каждом заказе.
Узнайте больше о нашей инициативе Go Green.
Что говорят наши клиенты
«Xometry всегда давала нам именно то, что нам было нужно. Мы получили детали с отверстиями в нужных местах, с нужной обработкой и вовремя. Их удобный веб-сайт означает более быстрый оборот».
Джексон Сиу
Ведущий инженер-механик, Asylon
«Xometry обеспечивает профессионализм и простоту. Они заботятся об исполнении, поэтому мне не нужно жонглировать или управлять поставщиками. Мы покупаем цену, а Xometry позаботится обо всем остальном».
Они заботятся об исполнении, поэтому мне не нужно жонглировать или управлять поставщиками. Мы покупаем цену, а Xometry позаботится обо всем остальном».
Райан Ламберт
Инженер-конструктор оснастки, BMW
«Я был впечатлен тем, насколько открытым и отзывчивым был Xometry во всех наших сообщениях. Благодаря вашим ценам вы приобрели много друзей здесь, в Thermaco».
Брюс Кайлс
Инженер, Thermaco
Готовы получить предложение?
Воспользуйтесь преимуществами нашей сети и узнайте, что Xometry может сделать для вас.
Узнайте о производственных процессах, технологиях и материалах
Артикул
Все, что вам нужно знать о 3D -печати
от команды Xometry
10 мин. Чтение
Статья
13 Лучшие материалы для 3D Print
Литье пластмасс под давлением: процесс, прототипы, преимущества и стоимость
By Team Xometry
29 мин чтения
Статья
Наиболее распространенные материалы для литья пластмасс под давлением
от команды Xometry
16 мин. Чтение
Чтение
Последние руководства по 3D -печати
Статья
Все о нейлоне 3D -печати.
Все о нити для 3D-печати PVA: материалы, свойства, определение
By Team Xometry
19 сентября 2022 г.0003
от команды Xometry
19 сентября, 2022
Статья
Все о песчанике 3D -печати.
Видео: 9 советов по проектированию для литья под давлением
Автор Team Xometry
23 сентября 2022 г.0003
от команды Xometry
12 сентября 2022 г.
Статья
Безунильное формование против ротационного литья: различия и сравнение
от команды Xometry
12 сентября 2022
Статья
. – Какая разница?
Автор Team Xometry
12 сентября 2022 г.
Последние материалы Статьи
Статья
Что такое Polymaker PC-PBT?
By Gracija Nikolovska
September 12, 2022
Article
What is Polybutylene Terephthalate: Characteristics, Advantages, and Disadvantages
By Catalin-Daniel Neagu
September 12, 2022
Article
Nylon 6 and Nylon 6/12: Различия, преимущества и недостатки.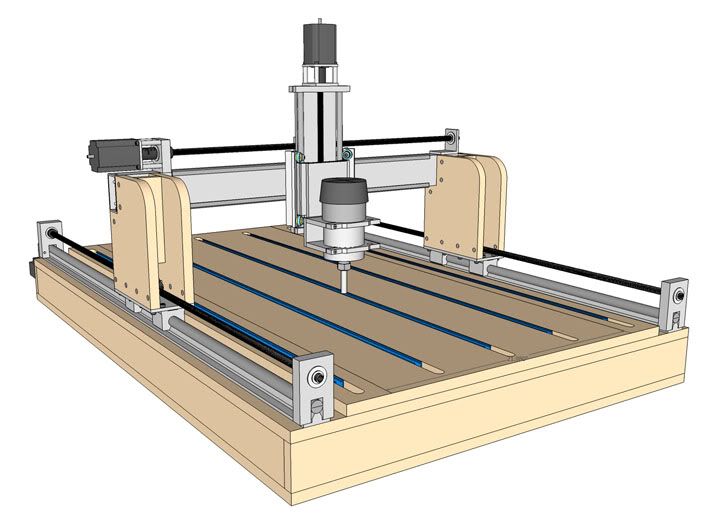 0003
0003
15 августа, 2022
Последние статьи о разрезании листа
Статья
Файлы гнездования для резки листа
от Джоэла Шадегга
25 мая 2022
Статья
БЕСПЛАТНЫЕ Практики для гнездования. Джоэл Шадегг
25 мая 2022 г.
Статья
Как конвертировать файлы изображений в формат DXF для листовой резки
Автор Джоэл Шадегг
25 мая 2022 г.0344 Статья
Как экспортировать файлы DXF из OnShape
от Joel Schadegg
25 мая, 2022
Присоединяйтесь к нашему списку электронной почты
Документация Linuxcnc Wiki: Linuxcncncongledgebase
Bienvendc en espanol
- 7071case
- HardwareDesign Объяснение модели аппаратного проектирования linuxcnc
- Выпущенное описание изменений в каждом выпуске
- Начало работы
- Требования к оборудованию — какой компьютер вы можете использовать?
- Поддерживаемое оборудование LinuxCNC — оборудование, которое работает с LinuxCNC
- Latency-test — база данных производительности в реальном времени
- Установка LinuxCNC – как получить программное обеспечение
- [Buildbot – получить исправления до официального выпуска]
- Install To CompactFlash Инструкция по установке в твердотельную память CompactFlash.

- LinuxCNC Pure Simulator Как получить версию симулятора (без реального времени)
- Ссылки
- Tutorials — Ссылки на учебные пособия и руководства по LinuxCNC
- Видео – станки под управлением LinuxCNC в действии
- Практические примеры — примеры машин под управлением LinuxCNC
- Документация
- Руководства по LinuxCNC (текущие, будущие, старые версии) Страница: http://www.linuxcnc.org/docs/
- Авторы – Люди, работающие над вики (подсказка: нам всегда нужно больше)
- Участие в официальной документации LinuxCNC:
- Перевод Перевод документации LinuxCNC
- Интернационализация Перевод файлов po, используемых графическими интерфейсами
- Документация о цепочке инструментов документации LinuxCNC BeyondWikiToo
- BasicSteps показывает, как редактировать вики, чтобы добавить новую информацию
- Связь
- Список рассылки для пользователей: [emc-users]
- [Архив Sourceforge] (ненадежно)
- [архив Gmane.
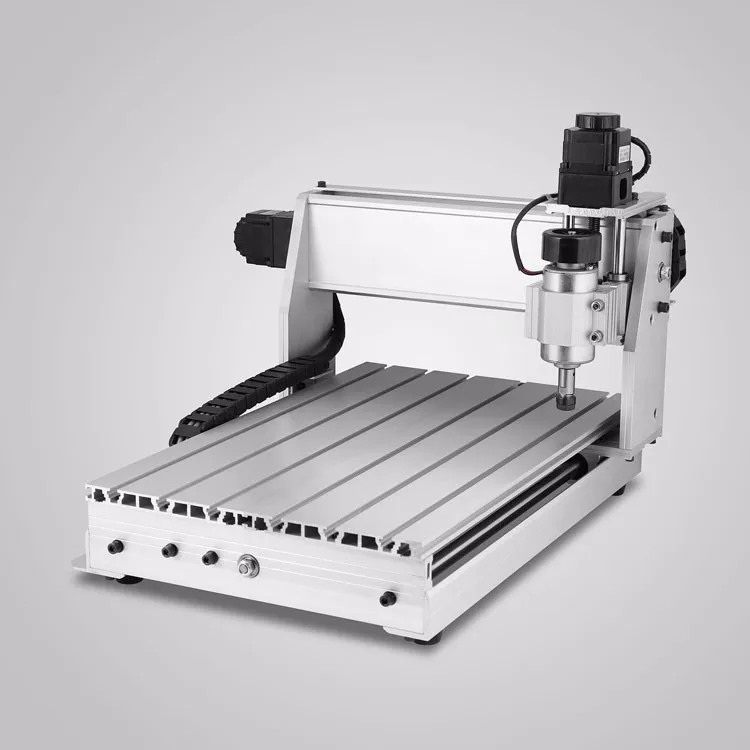 org] (лучше)
org] (лучше)
- Список рассылки для разработчиков: [emc-developers]
- [архив Gmane.org]
- список рассылки фиксации: [emc-commit]
- Средства отслеживания ошибок и функций
- IRC: #LinuxCNC и #LinuxCNC-devel на irc.freenode.net
- Архивы IRC с возможностью поиска: [Австрия] [Россия]
- Периодические встречи проводятся в #linuxcnc-meet. Дополнительную информацию см. в разделе MeetingsOnIRC.
- Форумы
- [Форум LinuxCNC на linuxcnc.org]
- [CNCZone LinuxCNC Forum]
- [Русский форум LinuxCNC и вики]
- Список рассылки для пользователей: [emc-users]
- Настройка LinuxCNC – как настроить под свои нужды
- Примеры конфигураций
- TB6560 – недорогие шаговые платы из Китая
- Rot4thaxiskins – конфигурация 3-х осевого станка с дополнительной осью вращения
- Специфическая информация о шаговых двигателях
- TweakingSoftwareStepGeneration — хорошее обсуждение для помощи в настройке степпинга программного обеспечения
- Временные характеристики шагового привода — временные диаграммы шага и направления
- Степперы с энкодерами – история jlmjvm
- Шаговые формулы
- Ограничения скорости шагового двигателя
- Mechanical Spreadsheet — таблица для помощи в выборе шаговых двигателей
- Специфическая информация о сервоприводе
- Настройка контуров LinuxCNC/HAL PID
- Сервоусилители ШИМ
- Детали настройки сервопривода Как
- Расширенная конфигурация:
- Сенсорные экраны
- Debian Wheezy — Как установить и откалибровать сенсорный экран с помощью Debian Wheezy.
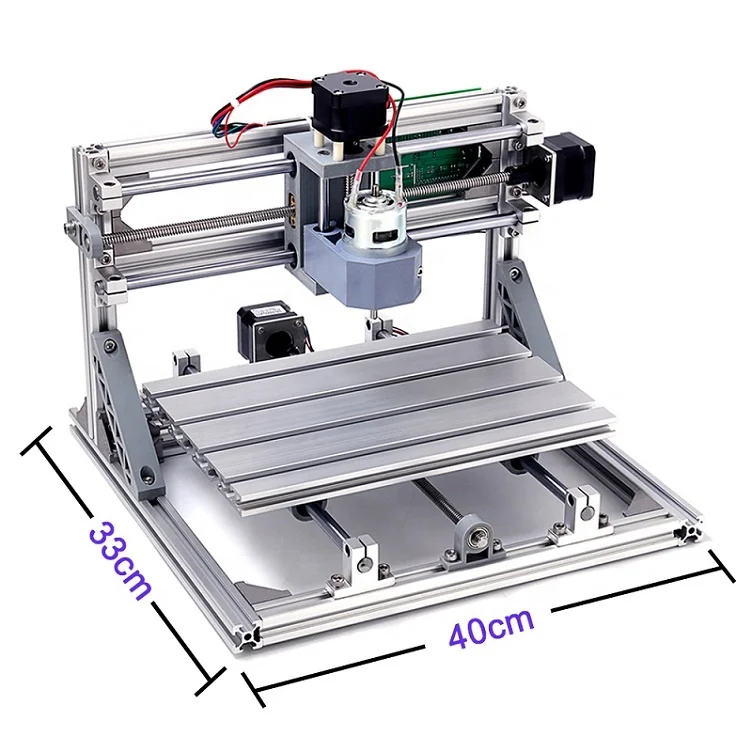
- Debian Wheezy — Как установить и откалибровать сенсорный экран с помощью Debian Wheezy.
- Кинематика
- Параметры для кинематики – Как передать параметры в кинематику
- Переключатель возврата в исходное положение и концевой выключатель — сравнение различных конфигураций выключателя исходного положения и концевого выключателя
- Учебное пособие по графическому интерфейсу
- [Glade3, Python Tutorial] Рекомендуется изучить это руководство перед созданием пользовательского графического интерфейса.
- [Создание пользовательского руководства по графическому интерфейсу] с использованием Glade3, GladeVCP, Python
- Надстройки графического интерфейса
- GladeVcpSetup Настройка виртуальной панели управления Glade
- GladeVCPprogramming Программирование виртуальной панели управления Glade
- Виджеты HalWidgets Glade HAL
- Виджеты ActionWidgets Glade Action Widgets
- визуальная панель управления pyVCP HAL на Python
- Halui – Как использовать пользовательский интерфейс HAL
- В темах GTK панели Touchy и Gladevcp выглядят иначе, чем тема рабочего стола
- Пульты управления и надстройки
- Использование драйвера джойстика X11 – Настройте джойстик для отправки горячих клавиш на ось
- переопределение шпинделя — как добавить аппаратный квадратурный энкодер для управления переопределением скорости шпинделя
- LxCVisionHandbox Подвеска «сделай сам» с маховиком и сенсорным экраном
- Добавление внешних элементов управления
- [[Hidcomp]] Подключение сложных элементов управления USB к HAL
- Подключение подвески MPG
- [Добавление входов с интерфейсом USB Arcade Joystick]
- [Подключение джога]
- Использование джойстика для толчкового перемещения и управления скоростью вращения шпинделя
- Очень простой способ управления с помощью USB-джойстика
- Новый подход к использованию джойстиков с LinuxCNC
- Простой пульт дистанционного управления с использованием Halui и Hal_input
- Добавление дополнительных элементов управления к простому пульту дистанционного управления
- Бег с кнопками на подвеске с помощью Halui
- Добавление пользовательских кнопок MDI
- Переключатель одной кнопки для флуда и т.
 д. на подвесках или pyVCP простым способом
д. на подвесках или pyVCP простым способом - Запуск/возобновление одной кнопкой для запуска программы или возобновления приостановленной программы
- Тестер параллельного порта Для проверки ввода-вывода на параллельном порту
- О зарядных насосах Обзор насосов и ковшей
- Использование беспроводной подвески MPG XHC-HB04
- висмах – модный 3D симулятор машин
- Использование драйвера джойстика X11 – Настройте джойстик для отправки горячих клавиш на ось
- Запуск LinuxCNC по сети
- Запуск нескольких пользовательских интерфейсов
- emcrsh Текстовый интерфейс Telnet для LinuxCNC
- halrmt Текстовый интерфейс Telnet для HAL
- Classic Ladder: добавление программного ПЛК
- ClassicLadder – он-лайн документация для версии 7.100 (LinuxCNC 2.1 – 2.2.8)
- ClassicLadder ver 7.124 – новая версия включает пользовательское пространство MODBUS (LinuxCNC 2.3.0 – включено)
- ClassicLadderExamples — примеры лестничных и последовательных программ, таких как револьверная индексация
- Образец HAL и ClassicLadder — примеры использования Classic Ladder для управления аварийным остановом и смазочным насосом
- Базовая лестничная логика – обсуждение общего лестничного программирования
- Управление шпинделем:
- Аналоговое управление скоростью шпинделя Использование Mesa 5i20/7i33 для управления скоростью шпинделя
- SpindleOrientation Ориентация шпинделя
- SpindleOrient Таблица ориентации шпинделя
- Регулятор скорости шпинделя с обратной связью
- Modbus VFD Использование MODBUS для VFD
- Смазка:
- Централизованный лубрикатор Централизованный лубрикатор Willey Vogel/SKF
- Сенсорные датчики:
- Предотвращение сбоев зонда с помощью HAL
- Датчик касания – Использование и сборка датчика касания
- [отключение одной кнопкой] с использованием контактной пластины (или щупа) для установки исходной точки Z.

- [[AcceleroMeter + определение высоты инструмента преобразования Фурье]]
- Интерфейсная электроника:
- Расширитель порта регистра сдвига — использование регистров сдвига для добавления дополнительных контактов ввода/вывода
- Графический интерфейс:
- BackToolLathe — изменение отображения оси для токарного станка с задними инструментами.
- Смена инструмента:
- Замена инструмента — установка и использование устройства ручной смены инструмента
- RackToolChanger — Настройка LinuxCNC для использования Rack Tool Changer
- ManualToolChangeMacro — толчковая прогонка во время паузы
- Повышение точности:
- Винтовая компенсация — с помощью комп-файла
- комбинация двух устройств обратной связи на одной оси, например, угловой энкодер на двигателе и линейный энкодер на станке
- Другое использование LinuxCNC:
- Лазер m5i20 — Еще один пример использования платы halvcp и M5i20
- [быстрый прототип CNCZone]
- [3D-принтер LinuxCNCRepStrap]
- Интеграция краевого искателя на основе камеры
- Кэмпи для Уизи
- Добавление камеры
- Добавление цифрового зума в camview-emc
- Конфигурация битового файла MESA
- Редактирование битовых файлов MESA
- Редактирование битовых файлов MESA Spartan2
- Восстановление поврежденного/пустого EEPROM 5i24,6i24,7i24, 6i25
- Переназначенные G-коды
- Коды мельниц
- Коды токарных станков
- G74 – сверление с центральным сверлением/нарезание торцевых канавок
- Общий
- Сенсорные экраны
- HAL: контроль над миром
- Компоненты HAL — Пользовательские компоненты реального времени, т.
 е. and2, or2, not, mux2 и т. д.
е. and2, or2, not, mux2 и т. д. - ContributedComponents — Компоненты добавляют новые возможности в HAL
- ContributedHalFiles — файлы .hal объединяют компоненты полезным образом
- Используйте редактор Eagle CAD Schematics для настройки HAL
- Halitosis Полная система конфигурации создает конфигурации шагового двигателя/сервопривода на основе определений DENAVIT-HARTENBERG и выходных сигналов, а также создает полную симуляцию висмаха и конфигурации машины, редактор для настройки HAL
- Компоненты HAL — Пользовательские компоненты реального времени, т.
- Пользовательские конфигурации:
- MillSetup Примечания по ограничениям, исходному положению, рабочим смещениям, смещениям длины инструмента и отключению касания в LinuxCNC
- KX3 Простое руководство по мини-мельнице Sieg KX3
- GantryPlasmaMachine Пример портального станка Тривкинса
- JY5300 MHC2 Установка для мини-завода/3D с контроллером JY5300-2 с подвесным маховиком MHC2
- Интернационализация – запускайте LinuxCNC на своем языке
- Поставщики – поставщики запчастей и сырья
- Примеры конфигураций
- Использование LinuxCNC – как правильно им пользоваться
- Одностраничный [Краткий справочник по G-коду] [Французская версия (html)]
- CoordinateSystems – Общие сведения о системах координат и смещениях
- [Учебники G-кода]?
- [Обучение G-коду] Пошаговое руководство с самого начала.
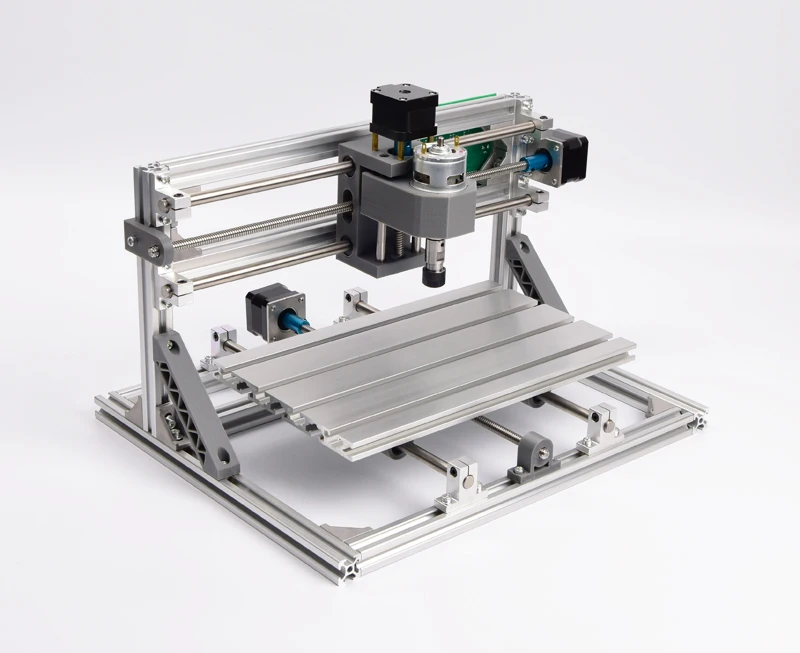
- Понимание G-кода — руководство по написанию собственного G-кода
- [Обучение G-коду] Пошаговое руководство с самого начала.
- [Простые генераторы G-кода LinuxCNC] – Облицовка, карманы, схемы сверления и т. д.
- GWiz — платформа мастера Gcode
- Примеры программ G-кода — несколько примеров того, как работать с G-кодом.
- Использование Gedit для помощи в создании Gcode
- Кулачковые программы
- Инструменты конвертации simple pythons для конвертации вашего NC-Code ex. дюймовый
- LinesToArcs Преобразование сегментов линий G1 в дуги G2/G3.
- Дополнительные примеры использования LinuxCNC:
- GcodeInfo – Вещи, которые вы, возможно, захотите знать о G-кодах
- Oword — G-код Owords — циклы, условные операторы и подпрограммы
- Mword — G-код, относящийся к M словам
- M100-199 – М-коды для вызова внешней программы
- CustomMcodesToHal — Пользовательские M-коды для Hal
- G12-13 – Подпрограммы Circular Pocketing Hass для LinuxCNC
- G150 – Прямоугольные карманные подпрограммы Hass для LinuxCNC
- Компоненты HAL — Пользовательские компоненты реального времени, т.
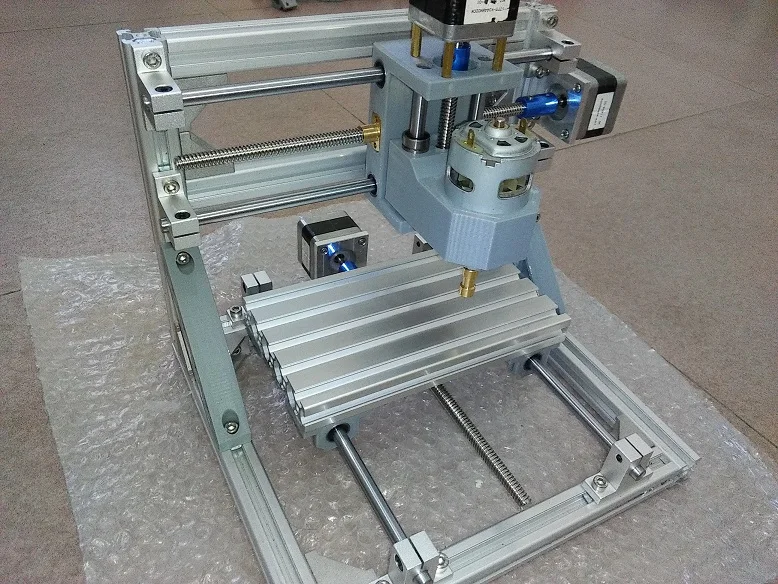 е. and2, or2, not, mux2 и т. д.
е. and2, or2, not, mux2 и т. д. - Электрическая разрядкаОбработка
- Плазма – Примеры предметов, относящихся к плазменным столам
- Управление траекторией
- Дополнительные функции токарного станка
- Жесткое нарезание резьбы
- Растрирование с помощью лазера
- Дополнительные расширения LinuxCNC:
- Компенсация лазерного луча
- Стол для инструментов
- Устранение неполадок — что проверить, если что-то не работает
- Проблемы с оборудованием — известное оборудование с проблемами и возможными исправлениями
- Latency-test — база данных производительности в реальном времени
- FixingSMIIssues — исправление проблем SMI, вызывающих высокую задержку
- StepMotorWireIdentification — идентификация проводов шагового двигателя
- Диагностика оборудования — Диагностика проблем с оборудованием
- LinuxCNC Development – ресурсы, связанные с разработкой
- Lncnc 3 Идея Белая доска
- Пользовательские виджеты GladeVCP помогают в сборке GTK/Glade? виджеты для linuxcnc
- [источник из Git] получение исходного кода для разработки, см.
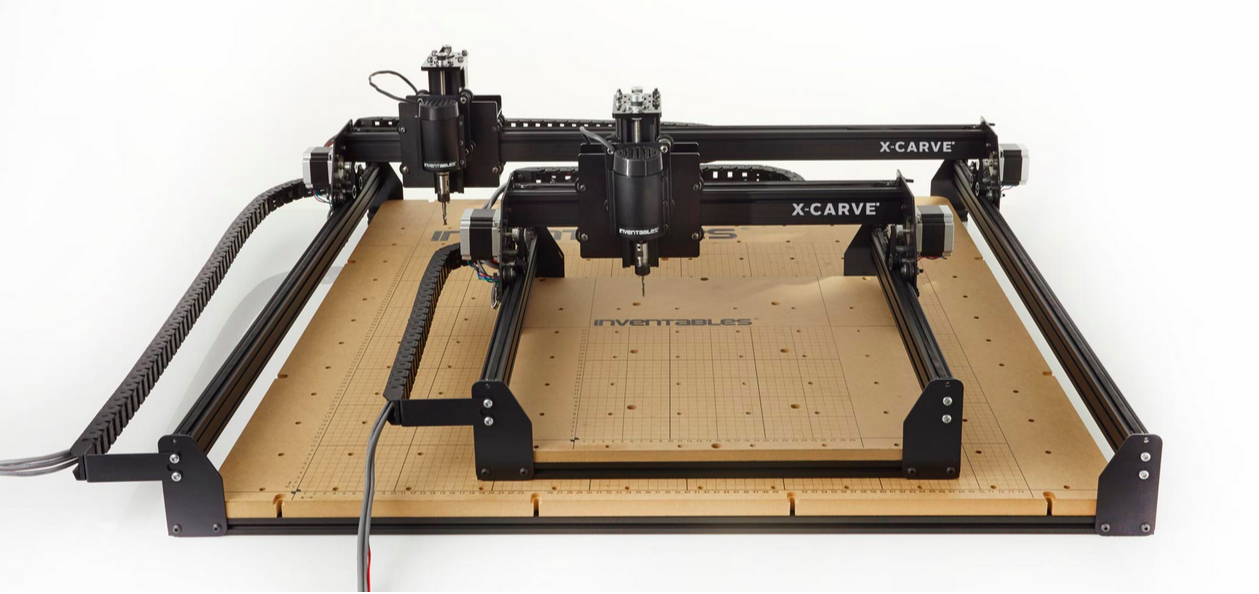 Git о том, как использовать его с репозиторием LinuxCNC
Git о том, как использовать его с репозиторием LinuxCNC - ContributedComponents — Компоненты добавляют новые возможности в LinuxCNC
- MakefileDeMystified — Информация о том, как добавить новый исходный код для компиляции с помощью LinuxCNC
- Вспомогательный драйвер SPI для Hostmot2
- с использованием HAL в python Пример использования HAL в python и создание пользовательского виджета в pygtk
- Gscreen разрабатывает экран на основе python/GTK/GLADE
- Gremlin Примечания по использованию и изменению этого приложения фоновой графики
- gmoccapy Графический интерфейс для использования с сенсорным экраном на основе gscreen
- buildyourowndebpackages Создание собственных пакетов .deb
- Разное
- Список ссылок на CAM Кодеры
- для LinuxCNC-совместимых CAM
- Редакторы и советы по использованию:
- Выделение в Gedit
- Подсветка в Vim
- Вспомогательный драйвер SPI для hostmot2
- LinuxCNCRunningInsideVirtualbox? LinuxCNC работает внутри виртуального бокса 3.
 2.6
2.6 - Пример граничного сканирования JTAG для mesanet 7i43
- Параметр загрузки isolcpus и GRUB2
- Передовые методы подключения На этой странице описаны некоторые передовые методы подключения при подключении станка с ЧПУ.
- Пример новой страницы Это пример создания новой страницы
- LinuxCNC работает в режиме реального времени, обеспечивая плавность движений. Это имеет решающее значение для точности и срока службы машины. Жесткое реальное время недоступно в Windows в ценовом диапазоне, который многие могут себе позволить… особенно те, кто заинтересован в использовании управления на базе ПК.
- LinuxCNC предназначен для управления станками. Станки ОПАСНЫ , и надежность/постоянство их работы чрезвычайно важны. По сравнению с Windows, несколько вирусов поражают Linux. Даже без учета вирусов Linux намного стабильнее.
- Вышеизложенное также относится к виртуальным машинам (например, VMware или Virtual Box) и эмуляторам.
 Можно заставить LinuxCNC работать на виртуальной машине, но вы делаете это на свой страх и риск!
Можно заставить LinuxCNC работать на виртуальной машине, но вы делаете это на свой страх и риск! - Несмотря на вышесказанное, можно получить доступ к работающей машине LinuxCNC с машины Windows, например, запустив клиент VNC на базе Windows или сервер X11.
- Mill.8 Details: EDU Последним в линейке образовательного оборудования с ЧПУ является станок EDU. Легкий и портативный станок с жестким порталом работает от сети 110 В переменного тока и идеально подходит для резки дерева, пластика и т. д.1226
› Подробнее: EducationView Education
CNC History: The Origin and Evolution of CNC …
Details: Первый станок с ЧПУ был создан Джеймсом Парсонсом в 1949 году.
 Проект исследования силы. Исследование было посвящено тому, как производить …
Проект исследования силы. Исследование было посвящено тому, как производить …› Проверено 5 дней назад
› Посмотреть: Детали
› Получить больше: EducationView Education
Wiki Library MachineMfg
Детали: Вики-библиотека Изучите базовые знания о станках, а также связанные с ними термины, такие как роботы, трансмиссия, система ЧПУ, автоматизация и т. д. Металлорежущий станок …
› Проверено Только что
› Посмотреть : Details
› Узнайте больше: EducationView Education
Cnc Machine Wikipedia Manufacture and Cnc Machine …
Details: China Cnc Machine Wikipedia Manufacture, посетите здесь, чтобы найти википедию станков с ЧПУ, которую вы ищете. Сведения о компании. ДЖИНАНЬ СЮАНЛИН МАШИНЕРИ КО., ЛТД. …
› Подтверждено Только что
› Просмотр: подробности
› Узнайте больше: CompanyView Education
Что такое обработка с ЧПУ? Определение, процессы, компоненты
Детали: Развиваясь из процесса обработки с числовым программным управлением (ЧПУ), в котором использовались карты с перфолентой, обработка с ЧПУ представляет собой производственный процесс, в котором используется компьютеризированное управление для …
› Проверено 6 дней назад
› Просмотр: Детали
› Подробнее: EducationView Education
Cnc Machining Wikipedia Software – Скачать бесплатно Cnc Machining Wikipedia Software Cnc …
Details: Cnc Machining Wikipedia Software CNC Code Shooter Lathe v.
 2.2 CNC Machine Генератор G-кода для токарных и фрезерных станков, New отправить и получить, Теперь с ограниченной гравировкой, прокрутите до конца …
2.2 CNC Machine Генератор G-кода для токарных и фрезерных станков, New отправить и получить, Теперь с ограниченной гравировкой, прокрутите до конца …› Проверено 3 дня назад
› Посмотреть: сведения
› Получить больше: SoftwareView Education
Обработка с ЧПУ – Обработка с ЧПУ
Детали: Обрабатываемые детали с ЧПУ включают цельные стеновые панели, балки, обшивку, переборки, пропеллеры и кожухи авиационных двигателей, валы, диски, лопасти и поверхности специальных полостей …
› Проверено 6 days ago
› View: Details
› Get more: ArtView Education
China Cnc Turning Machine Wikipedia Manufacturer, View Cnc …
Details: Cnc Turning Machine from China Wikipedia – производитель, завод, поставщик (Всего 24 продукта для токарных станков с ЧПУ Википедия) Индивидуальная обработка черного анодирования с ЧПУ Алюминий …
› Проверено 9 дней назад
› Посмотреть: Подробности
› Получить больше: EducationView Education
Различное ЧПУ Алюминий Википедия высокого качества, Китай ЧПУ Алюминий Купить Различное ЧПУ5 Википедия, 8:09070 Подробности Высококачественные алюминиевые изделия с ЧПУ из Википедии от китайского производителя.
 Сведения о компании. Hong Kong RYH CO., LTD [Гуандун, Китай] …
Сведения о компании. Hong Kong RYH CO., LTD [Гуандун, Китай] …› Проверено 1 дня назад
› View: Details
› Получите больше: CompanyView Education
Числовое управление – Словарь героев Википедии
«ЧПУ» перенаправляется сюда. Чтобы узнать о других значениях, см. ЧПУ (значения) .
«Числа» перенаправляется сюда. Для области информатики см. Численный анализ .
Станок с ЧПУ, работающий с деревом
Числовое программное управление (также числовое программное управление , обычно называемое ЧПУ ) [1] , шлифовальные машины, маршрутизаторы и 3D-принтеры) с помощью компьютера. Станок с ЧПУ обрабатывает кусок материала (металл, пластик, дерево, керамика или композит) в соответствии со спецификациями, следуя закодированным запрограммированным инструкциям и без ручного оператора, непосредственно контролирующего операцию обработки.
Станок с ЧПУ представляет собой моторизованный маневренный инструмент и часто моторизованную маневренную платформу, которые управляются компьютером в соответствии с конкретными входными инструкциями.
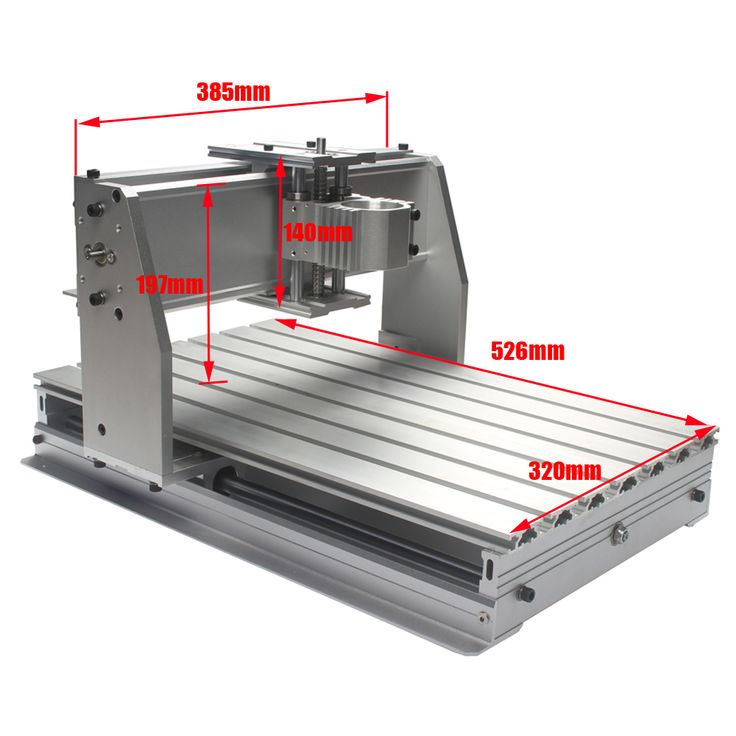 Инструкции доставляются на станок с ЧПУ в виде последовательной программы команд управления станком, таких как G-код и М-код, а затем выполняются. Программа может быть написана человеком или, что гораздо чаще, сгенерирована с помощью графического программного обеспечения для автоматизированного проектирования (CAD) или автоматизированного производства (CAM). В случае с 3D-принтерами печатаемая деталь «нарезается» до того, как будут сгенерированы инструкции (или программа). 3D-принтеры также используют G-код. [2]
Инструкции доставляются на станок с ЧПУ в виде последовательной программы команд управления станком, таких как G-код и М-код, а затем выполняются. Программа может быть написана человеком или, что гораздо чаще, сгенерирована с помощью графического программного обеспечения для автоматизированного проектирования (CAD) или автоматизированного производства (CAM). В случае с 3D-принтерами печатаемая деталь «нарезается» до того, как будут сгенерированы инструкции (или программа). 3D-принтеры также используют G-код. [2] ЧПУ предлагает значительно более высокую производительность по сравнению с некомпьютеризированной обработкой для серийного производства, где станком необходимо управлять вручную (например, с помощью таких устройств, как маховики или рычаги) или механически управлять шаблонными направляющими (см. пантографная мельница). Однако эти преимущества достигаются значительными затратами с точки зрения как капитальных затрат, так и времени на подготовку к работе. Для некоторых прототипов и небольших серийных работ хороший оператор станка может иметь детали, обработанные в соответствии с высокими стандартами, в то время как рабочий процесс с ЧПУ все еще находится в процессе настройки.

В современных системах ЧПУ проектирование механической детали и программа ее изготовления в высокой степени автоматизированы. Механические размеры детали определяются с помощью программного обеспечения CAD, а затем переводятся в производственные директивы с помощью программного обеспечения автоматизированного производства (CAM). Полученные директивы преобразуются (программным обеспечением «постпроцессора») в конкретные команды, необходимые для конкретного станка для производства компонента, а затем загружаются в станок с ЧПУ.
Поскольку для любого конкретного компонента может потребоваться использование нескольких различных инструментов — сверл, пил и т. д., — современные машины часто объединяют несколько инструментов в одну «ячейку». В других установках используется несколько разных машин с внешним контроллером и операторами-людьми или роботами, которые перемещают компонент от машины к машине. В любом случае последовательность шагов, необходимых для производства любой детали, является высокоавтоматизированной и позволяет получить деталь, точно соответствующую исходному чертежу САПР.
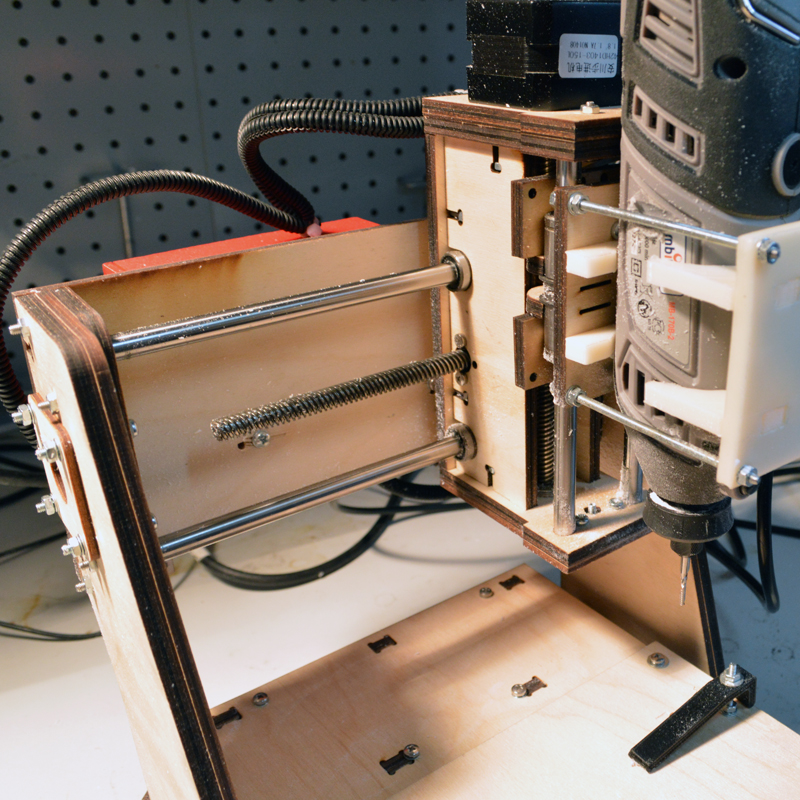
Содержание
- 1 Описание
- 1.1 Описание деталей
- 2 ИСТОРИЯ
- 3 Примеры Машин CNC
- 4 ОРУЖНЯЯ ТОВРЕМЕННЫ
- 7 Система управления позиционированием
- 7.1 Декартовы координаты
- 8 Кодирование
- 8.1 G-коды
- 8.2 M-коды
- 8.3 Пример 9
- 12 Внешние ссылки
Описание[править]
и инструментальный шпиндель, который перемещается по оси Z (глубина). Положение инструмента управляется шаговыми двигателями с прямым приводом или серводвигателями для обеспечения высокоточных перемещений или, в более старых конструкциях, двигателями через серию понижающих передач. Управление без обратной связи работает до тех пор, пока силы остаются достаточно малыми, а скорости не слишком большими. На коммерческих металлообрабатывающих станках управление с обратной связью является стандартным и требуется для обеспечения требуемой точности, скорости и повторяемости.

Описание деталей[править]
По мере развития оборудования контроллера развивались и сами мельницы. Одно изменение заключалось в том, чтобы в качестве меры безопасности заключить весь механизм в большой ящик (с защитным стеклом в дверях, чтобы оператор мог контролировать работу машины), часто с дополнительными блокировками безопасности, чтобы гарантировать, что оператор находится достаточно далеко от рабочего места. деталь для безопасной работы. Большинство новых систем ЧПУ, построенных сегодня, на 100% управляются электронными средствами.
Системы, подобные ЧПУ, используются для любого процесса, который можно описать как движения и операции. К ним относятся лазерная резка, сварка, сварка трением с перемешиванием, ультразвуковая сварка, пламенная и плазменная резка, гибка, вращение, пробивка отверстий, скрепление штифтами, склеивание, резка ткани, шитье, укладка ленты и волокна, маршрутизация, захват и укладка, а также распиловка.
История. система на перфоленте.
 [2] Эти ранние сервомеханизмы были быстро дополнены аналоговыми и цифровыми компьютерами, создав современные станки с ЧПУ, которые произвели революцию в процессах обработки.
[2] Эти ранние сервомеханизмы были быстро дополнены аналоговыми и цифровыми компьютерами, создав современные станки с ЧПУ, которые произвели революцию в процессах обработки.Примеры станков с ЧПУ[править]
Станок с ЧПУ Описание Изображение Фрезерный станок Преобразует программы, состоящие из определенных цифр и букв, для перемещения шпинделя (или заготовок) в различные положения и глубины. Может быть либо вертикальным фрезерным центром (VMC), либо горизонтальным фрезерным центром, в зависимости от ориентации шпинделя. Многие используют G-код. Функции включают в себя: торцевое фрезерование, фрезерование уступов, нарезание резьбы, сверление, а некоторые даже предлагают токарную обработку. Сегодня фрезерные станки с ЧПУ могут иметь от 3 до 6 осей. Большинство фрезерных станков с ЧПУ требуют размещения заготовки на них или в них и должны быть как минимум такими же большими, как и заготовка, но выпускаются новые 3-осевые станки, которые намного меньше. 
Токарный станок Обрезает заготовки во время их вращения. Делает быстрые и точные разрезы, как правило, с помощью сменных инструментов и сверл. Эффективен для сложных программ, предназначенных для изготовления деталей, которые невозможно изготовить на ручных токарных станках. Характеристики управления аналогичны станкам с ЧПУ и часто могут считывать G-код. Обычно имеют две оси (X и Z), но новые модели имеют больше осей, что позволяет выполнять более сложные задачи. Плазменный резак Включает резку материала с помощью плазменной горелки. Обычно используется для резки стали и других металлов, но может использоваться и для различных материалов. В этом процессе газ (например, сжатый воздух) на высокой скорости выдувается из сопла; в то же время через этот газ от сопла до разрезаемой поверхности образуется электрическая дуга, превращающая часть этого газа в плазму. Плазма достаточно горячая, чтобы расплавить разрезаемый материал, и движется достаточно быстро, чтобы сдуть расплавленный металл с места реза. 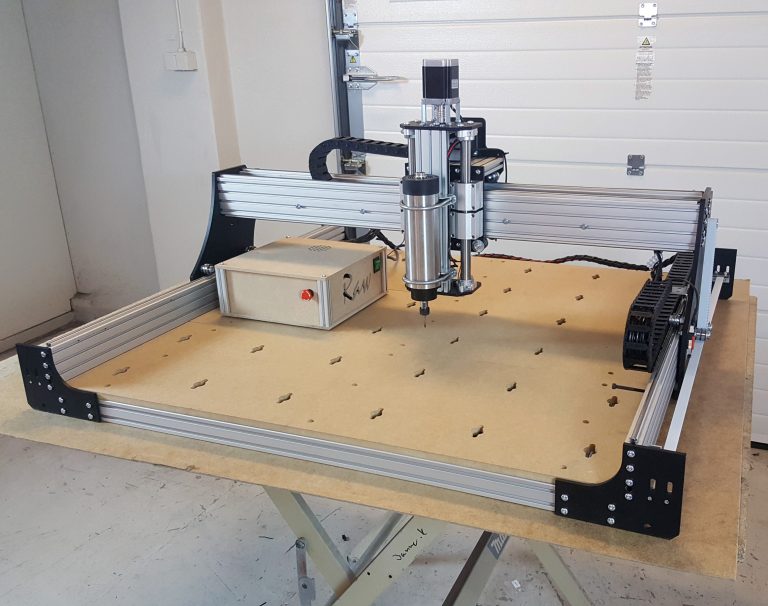
Плазменная резка с ЧПУ
Электроэрозионная обработка (EDM), также известная как электроэрозионная обработка, электроэрозионная обработка, выжигание, штамповка или проволочная эрозия, представляет собой производственный процесс, при котором желаемая форма получается с использованием электрические разряды (искры). Материал удаляется с заготовки серией быстро повторяющихся разрядов тока между двумя электродами, разделенными диэлектрической жидкостью и находящимися под действием электрического напряжения. Один из электродов называется электродом-инструментом или просто «инструментом» или «электродом», а другой называется электродом заготовки или «заготовкой». Мастер вверху, штамп-штамп внизу, масляные форсунки слева (масло слито). Первоначальная плоская штамповка будет «сглажена» для придания изогнутой поверхности.
Многошпиндельный станок Тип винтового станка, используемый в массовом производстве. 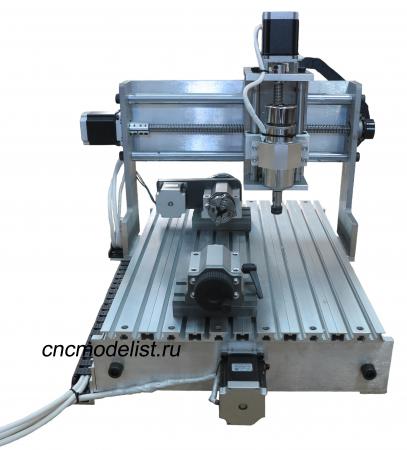 Считается высокоэффективным за счет повышения производительности за счет автоматизации. Может эффективно резать материалы на мелкие кусочки, одновременно используя разнообразный набор инструментов. Многошпиндельные станки имеют несколько шпинделей на барабане, который вращается вокруг горизонтальной или вертикальной оси. Барабан содержит сверлильную головку, состоящую из нескольких шпинделей, установленных на шарикоподшипниках и приводимых в движение шестернями. Существует два типа насадок для этих сверлильных головок: фиксированные или регулируемые, в зависимости от необходимости изменения межосевого расстояния сверлильного шпинделя. [4]
Считается высокоэффективным за счет повышения производительности за счет автоматизации. Может эффективно резать материалы на мелкие кусочки, одновременно используя разнообразный набор инструментов. Многошпиндельные станки имеют несколько шпинделей на барабане, который вращается вокруг горизонтальной или вертикальной оси. Барабан содержит сверлильную головку, состоящую из нескольких шпинделей, установленных на шарикоподшипниках и приводимых в движение шестернями. Существует два типа насадок для этих сверлильных головок: фиксированные или регулируемые, в зависимости от необходимости изменения межосевого расстояния сверлильного шпинделя. [4] Проволочный электроэрозионный станок Этот процесс, также известный как электроэрозионный станок для резки проволоки, электроэрозионный станок с прожиганием проволоки или электроэрозионный станок с движущейся проволокой. проволочный электрод. Проволочный электрод обычно состоит из латуни с латунным или оцинкованным покрытием.  Проволочная электроэрозионная обработка позволяет создавать углы почти под 90 градусов и оказывает очень небольшое давление на материал. [5] Поскольку в этом процессе проволока разрушается, электроэрозионный станок подает свежую проволоку с катушки, а использованную проволоку измельчает и оставляет в мусорном ведре для переработки. [6]
Проволочная электроэрозионная обработка позволяет создавать углы почти под 90 градусов и оказывает очень небольшое давление на материал. [5] Поскольку в этом процессе проволока разрушается, электроэрозионный станок подает свежую проволоку с катушки, а использованную проволоку измельчает и оставляет в мусорном ведре для переработки. [6] Электроэрозионный электроэрозионный электроэрозионный станок Электроэрозионный электроэрозионный электроэрозионный электроэрозионный станок, также называемый объемным или объемным, состоит из электрода и заготовки, погруженных в масло или другую диэлектрическую жидкость. Электрод и заготовка подключаются к подходящему источнику питания, который генерирует электрический потенциал между двумя частями. При приближении электрода к заготовке в жидкости происходит пробой диэлектрика с образованием плазменного канала и небольших искровых скачков. Производственные штампы и формы часто изготавливаются с электроэрозионной обработкой.  Некоторые материалы, такие как мягкие ферритовые материалы и магнитные материалы с высоким содержанием эпоксидной смолы, несовместимы с электроэрозионной обработкой грузиков, поскольку они не обладают электропроводностью. [7]
Некоторые материалы, такие как мягкие ферритовые материалы и магнитные материалы с высоким содержанием эпоксидной смолы, несовместимы с электроэрозионной обработкой грузиков, поскольку они не обладают электропроводностью. [7] Водоструйный резак Также известный как «водорез», это инструмент, способный резать металл или другие материалы (например, гранит) с помощью струи воды с высокой скоростью и давлением или смесью воды и абразивного вещества, например песка. Он часто используется при изготовлении или изготовлении деталей для машин и других устройств. Гидроабразивная резка является предпочтительным методом, когда разрезаемые материалы чувствительны к высоким температурам, создаваемым другими методами. Он нашел применение в различных отраслях промышленности, от горнодобывающей до аэрокосмической, где он используется для таких операций, как резка, формовка, резьба и развертывание. Станок для гидроабразивной резки любых материалов
Штамповочный пресс Используется для быстрой пробивки отверстий и резки тонких материалов.  Например, листовой металл, фанера, тонкий пруток и трубы. Штамповочные прессы обычно используются, когда фрезерный станок с ЧПУ неэффективен или нецелесообразен. Пробивные прессы с ЧПУ могут поставляться с C-образной рамой, где листовой материал зажимается на обрабатывающем столе, а гидравлический цилиндр давит на материал, или они могут поставляться с вариантом портальной рамы, где пруток / труба подается в станок.
Например, листовой металл, фанера, тонкий пруток и трубы. Штамповочные прессы обычно используются, когда фрезерный станок с ЧПУ неэффективен или нецелесообразен. Пробивные прессы с ЧПУ могут поставляться с C-образной рамой, где листовой материал зажимается на обрабатывающем столе, а гидравлический цилиндр давит на материал, или они могут поставляться с вариантом портальной рамы, где пруток / труба подается в станок.Other CNC tools[edit]
Many other tools have CNC variants, including:
- 3D printing
- CNC router
- Canned cycle
- Cylindrical grinders
- Drills
- Embroidery machines
- Glass cutting
- Резак для пенопласта
- Индукционные закалочные станки
- Лазерная резка
- Токарные станки
- Резак для кожи
- Фрезерный станок
- Oxy-Fuel
- Плазменные резаки
- РАБОТЫ ЛИТЕЛЯ (ПУНКТ БУРРЕТА)
- Погруженная дуговая сварка.

Сбой инструмента/станка , вспомогательные зажимы, тиски и приспособления, а также повреждение самой машины из-за изгиба направляющих, поломки приводных винтов или растрескивания или деформации компонентов конструкции под нагрузкой. Легкая авария может не повредить станок или инструменты, но может повредить обрабатываемую деталь, так что ее придется утилизировать. Многие инструменты ЧПУ не имеют собственного определения абсолютного положения стола или инструментов при включении. Они должны быть вручную «наведены» или «обнулены», чтобы иметь какую-либо ссылку для работы, и эти ограничения предназначены только для определения местоположения детали для работы с ней и не являются жестким ограничением движения механизма. Часто возможно движение машины за пределы физических границ ее приводного механизма, что приводит к столкновению с самой собой или повреждению приводного механизма. Многие машины реализуют параметры управления, ограничивающие движение оси за определенный предел в дополнение к физическим концевым выключателям.
 Однако эти параметры часто могут быть изменены оператором.
Однако эти параметры часто могут быть изменены оператором.Многие инструменты ЧПУ также ничего не знают о своей рабочей среде. Станки могут иметь системы измерения нагрузки на приводах шпинделя и осей, но у некоторых их нет. Они слепо следуют предоставленному коду обработки, и оператор должен определить, происходит ли или вот-вот произойдет сбой, и вручную прервать активный процесс. Станки, оснащенные датчиками нагрузки, могут остановить движение оси или шпинделя в ответ на состояние перегрузки, но это не предотвращает аварии. Это может только ограничить ущерб, причиненный в результате аварии. Некоторые сбои могут никогда не перегружать какие-либо приводы осей или шпинделей.
Если приводная система слабее структурной целостности машины, то приводная система просто упирается в препятствие, и приводные двигатели «скользят на месте». Станок может не обнаружить столкновение или проскальзывание, поэтому, например, теперь инструмент должен находиться на расстоянии 210 мм по оси X, но на самом деле он находится на расстоянии 32 мм, где он столкнулся с препятствием и продолжал проскальзывать.
Все следующие движения инструмента будут отклонены на -178 мм по оси X, и все будущие движения теперь недействительны, что может привести к дальнейшим столкновениям с зажимами, тисками или самим станком. Это обычное явление для шаговых систем с разомкнутым контуром, но невозможно в системах с замкнутым контуром, если только не произошло механическое проскальзывание между двигателем и приводным механизмом. Вместо этого в системе с обратной связью машина будет продолжать пытаться двигаться против нагрузки до тех пор, пока либо приводной двигатель не перейдет в состояние перегрузки, либо серводвигатель не сможет достичь желаемого положения.Возможно обнаружение и предотвращение столкновений за счет использования датчиков абсолютного положения (оптических энкодеров или дисков) для проверки того, что движение произошло, или датчиков крутящего момента или датчиков потребляемой мощности в системе привода для обнаружения ненормальной нагрузки, когда машина должна просто быть движущимися, а не режущими, но они не являются обычным компонентом большинства инструментов с ЧПУ для хобби.
Вместо этого большинство любительских станков с ЧПУ просто полагаются на предполагаемую точность шаговых двигателей, которые поворачиваются на определенное число градусов в ответ на изменения магнитного поля. Часто предполагается, что шаговый двигатель идеально точен и никогда не ошибается, поэтому мониторинг положения инструмента просто включает подсчет количества импульсов, отправляемых шаговому механизму с течением времени. Альтернативные средства контроля положения шагового двигателя обычно недоступны, поэтому обнаружение сбоев или проскальзывания невозможно.Коммерческие металлообрабатывающие станки с ЧПУ используют управление с обратной связью для движения оси. В системе с обратной связью контроллер отслеживает фактическое положение каждой оси с помощью абсолютного или инкрементного энкодера. Надлежащее программирование управления снизит вероятность аварии, но оператор и программист по-прежнему должны обеспечить безопасную работу машины. Однако в течение 2000-х и 2010-х годов программное обеспечение для моделирования обработки быстро совершенствовалось, и оно уже не редкость для всего станка (включая все оси, шпиндели, патроны, револьверные головки, держатели инструментов, задние бабки, приспособления, зажимы и т.
и запас) должны быть точно смоделированы с помощью трехмерных твердотельных моделей, что позволяет программному обеспечению для моделирования довольно точно предсказывать, будет ли цикл включать в себя аварию. Хотя такое моделирование не является чем-то новым, его точность и проникновение на рынок значительно меняются благодаря достижениям в области вычислительной техники. [8] Численная точность и люфт оборудования направления. Это не всегда истинное состояние инструментов с ЧПУ. Инструменты с ЧПУ с большим механическим люфтом могут быть очень точными, если привод или режущий механизм приводится в действие только для приложения силы резания в одном направлении, и все приводные системы плотно прижаты друг к другу в этом одном направлении резания. Однако устройство с ЧПУ с большим люфтом и тупой режущий инструмент может привести к вибрации фрезы и возможному выдалбливанию заготовки. Люфт также влияет на точность некоторых операций, связанных с изменением направления движения оси во время резки, например, фрезерованием круга, где движение оси является синусоидальным.
Однако это можно компенсировать, если величина люфта точно известна с помощью линейных энкодеров или ручного измерения.Механизм с большим люфтом сам по себе не обязательно должен быть точным в процессе резки, но для обнуления механизма можно использовать какой-либо другой эталонный объект или прецизионную поверхность, сильно надавливая на эталон и устанавливая его в качестве нуля ссылки для всех последующих движений, закодированных ЧПУ. Это похоже на метод ручного станка, заключающийся в закреплении микрометра на эталонном стержне и установке шкалы нониуса на ноль с использованием этого объекта в качестве эталона. [ необходима ссылка ]
Система управления позиционированием[править]
В системах числового управления положение инструмента определяется набором инструкций, называемых программой обработки деталей. Управление позиционированием осуществляется с использованием либо разомкнутой, либо замкнутой системы. В разомкнутой системе связь осуществляется только в одном направлении: от контроллера к двигателю.
В системе с обратной связью на контроллер подается обратная связь, чтобы он мог исправлять ошибки положения, скорости и ускорения, которые могут возникнуть из-за изменений нагрузки или температуры. Системы с разомкнутым контуром обычно дешевле, но менее точны. Шаговые двигатели можно использовать в системах обоих типов, а серводвигатели можно использовать только в закрытых системах.Декартовы координаты[править]
Кодовые позиции G и M основаны на трехмерной декартовой системе координат. Эта система представляет собой типичную плоскость, часто встречающуюся в математике при построении графиков. Эта система необходима для отображения траекторий станка и любых других действий, которые должны выполняться в определенной координате. Абсолютные координаты чаще всего используются для машин и представляют точку (0,0,0) на плоскости. Эта точка устанавливается на материале заготовки, чтобы указать начальную точку или «исходное положение» перед началом фактической обработки.
G-коды[править]
G-коды используются для управления определенными движениями станка, такими как движения станка или функции сверления.
Большинство программ G-Code начинаются с символа процента (%) в первой строке, затем следует «O» с числовым названием программы (например, «O0001») во второй строке, затем еще один процент (% ) в последней строке программы. Формат G-кода — это буква G, за которой следуют две-три цифры; например G01. G-коды немного различаются между фрезерными и токарными станками, например:- [G00 Быстрое позиционирование]
- [G01 Линейная интерполяция движения]
- [G02 Круговая интерполяция движения по часовой стрелке]
- [G03 Круговая интерполяция движения против часовой стрелки]
- Mill 50 D (Group 50 D)
- [G10 Установить смещения (группа 00) Фрезерование]
- [G12 Циркулярное фрезерование карманов по часовой стрелке]
- [G13 Круговое фрезерование карманов против часовой стрелки]
М-коды[править]
[Код Прочие функции (M-Code) ] [ ссылка необходима ] . М-коды — это различные машинные команды, которые не управляют движением оси.
Формат М-кода представляет собой букву М, за которой следуют две-три цифры; например:- [M02 Конец программы]
- [M03 Пуск шпинделя – по часовой стрелке]
- [M04 Пуск шпинделя – против часовой стрелки]
- [M05 Останов шпинделя]
- [M06 Смена инструмента] M
- СОЖ на тумане охлаждающей жидкости]
- [M08 Поток охлаждающей жидкости включен]
- [M09 Отключение СОЖ]
- [M10 Патрон открыт]
- [M11 Патрон закрыт]
- [M13 ОБА M03&M08 Вращение шпинделя по часовой стрелке и подача СОЖ]
- [M14 ОБА M04&M08 Шпиндель против часовой стрелки 9 вращение по часовой стрелке17 подача33 СОЖ] M16 Вызов специального инструмента]
- [M19 Ориентация шпинделя]
- [M29 Режим DNC]
- [M30 Сброс программы и перемотка назад]
- [M38 Дверь открыта]
- [M39 Дверь закрыта]
- средняя шестерня шпинделя [M40 ]
- [M41 Выбор низшей передачи]
- [M42 Выбор высшей передачи]
- [M53 Втягивание шпинделя] (поднимает шпиндель инструмента над текущим положением, позволяя оператору делать все, что ему нужно)
- [M68 Гидравлический патрон закрывается]
- [M69 Гидравлический патрон открыт]
- [M78 Выдвижение задней бабки]
- [M79 Реверсирование задней бабки]
Пример[править]
% O0001 G20 G40 G80 G90 G94 G54 циклы, перемещение осей по координате станка, подача в минуту, исходная система координат) M06 T01 (Смена инструмента на инструмент 1) G43 H01 (Компенсация длины инструмента в положительном направлении, компенсация длины инструмента) M03 S1200 (Шпиндель поворачивается по часовой стрелке при 1200 об/мин) G00 X0.
Y0. (Ускоренный подвод до X=0. Y=0.) G00 Z.5 (Ускоренный подвод до z=0,5) G00 X1. Y-.75 (Ускоренный подвод к X1. Y-.75) G01 Z-.1 F10 (Врезание в деталь на Z-.25 со скоростью 10 дюймов в минуту) G03 X.875 Y-.5 I.1875 J-. 75 (разрез по дуге против часовой стрелки до X.875 Y-.5 с началом радиуса в точке I.625 J-.75) G03 X.5 Y-.75 I0.0 J0.0 (разрез по дуге против часовой стрелки до X.5 Y-. 75 с началом радиуса в I0.0 J0.0) G03 X.75 Y-.9375 I0.0 J0.0(Разрез по дуге против часовой стрелки до X.75 Y-.9375 с началом радиуса в I0.0 J0.0) G02 X1. Y-1.25 I.75 J-1.25 (Дуга по часовой стрелке до X1. Y-1.25 с началом радиуса в I.75 J-1.25) G02 X.75 Y-1.5625 I0.0 J0.0 (Дуга по часовой стрелке до X. 75 Y-1.5625 с тем же началом радиуса, что и у предыдущей дуги) G02 X.5 Y-1.25 I0.0 J0.0 (дуга по часовой стрелке, разрезанная до X.5 Y-1.25 с тем же началом радиуса, что и у предыдущей дуги) G00 Z.5 (Ускоренный ход до z.5) M05 (остановка шпинделя) G00 X0.0 Y0.0 (Фрезерный возврат в исходное положение) M30 (Конец программы) % Наличие в программе правильных скоростей и подач обеспечивает более эффективную и плавную пробег продукта.
Неправильные значения скорости и подачи могут привести к повреждению инструмента, шпинделя станка и даже изделия. Самый быстрый и простой способ найти эти числа — использовать калькулятор, который можно найти в Интернете. Формула также может быть использована для расчета надлежащих скоростей и подач для материала. Эти значения можно найти в Интернете или в Справочнике по машинному оборудованию.См. также CNC-обработка
- Прямое числовое управление (DNC)
- EIA RS-274
- EIA RS-494
- Формат Gerber
- Домашняя автоматизация
- Maslow CNC 9 Зелински, Питер (14 марта 2014 г.), «Новые пользователи внедряют программное обеспечение для моделирования», Modern Machine Shop .
- 1 Описание
- Холланд, Макс (1989), Когда машина остановилась: поучительная история из индустриальной Америки , Бостон: издательство Гарвардской школы бизнеса, ISBN 978-0-87584-208-0 , OCLC 246343673.
- Ноубл, Дэвид Ф. (1984), Силы производства: социальная история промышленной автоматизации , Нью-Йорк, Нью-Йорк, США: Knopf , ISBN 978-0-394-51262-4 , LCCN 83048867.
- Reintjes, J. Francis (1991), Numerical Control: Making a New Technology , Oxford University Press, ISBN 978-9040- . 19-506772-9 .
- Вайсберг, Дэвид, Революция в инженерном дизайне (PDF), заархивировано из оригинала (PDF) 7 июля 2010 г.
- Уайлдс, Карл Л.; Линдгрен, Нило А. (1985), Век электротехники и информатики в Массачусетском технологическом институте , MIT Press, ISBN 0-262-23119-0 .
- Херрин, Голден Э. «Промышленность чествует изобретателя NC», Modern Machine Shop , 12 января 1998 г.
- Сигел, Арнольд. «Автоматическое программирование станков с числовым программным управлением», Control Engineering , Том 3, выпуск 10 (октябрь 1956 г.
Bienvenidos en espanol
- 70071. 9001. – Описание.
Почему LinuxCNC не работает в Windows?
(но linuxcnc в режиме «симулятор» отлично работает в продуктах виртуализации, независимо от того, является ли базовое оборудование Linux или другой ОС)
Если вы хотите добавить информацию на эту страницу или добавить новую страницу, выполните несколько основных шагов.
Википедия Станки с ЧПУ Обучение
Тип фильтра:
Числовое управление — Википедия
Детали: Числовое управление (также называемое ЧПУ) — это автоматизированное управление обрабатывающими инструментами (такими как сверла, токарные станки, мельницы, шлифовальные станки, маршрутизаторы и 3D-принтеры) с помощью средств компьютера. Станок с ЧПУ обрабатывает кусок материала (металла, пластика, дерева, керамики или композита) для получения … Подробнее
› Проверено 7 дней назад
› Просмотр: Детали
› Подробнее: ОбразованиеПросмотреть образование
Фрезерный станок с ЧПУ — Википедия
Подробности: ОбзорПрименениеИспользованиеКомпьютерное производствоРазмеры и конфигурацииМатериалыФрезерный станок с числовым программным управлением (ЧПУ) — это управляемый компьютером станок для резки, на который обычно устанавливается ручной фрезерный станок шпиндель, который используется для резки различных материалов, таких как дерево, композиты, металлы, пластмассы, стекло и пеноматериалы. Фрезерные станки с ЧПУ могут выполнять задачи многих столярных станков, таких как панельная пила, фрезерный станок и сверлильный станок. Они могут …
Фрезерные станки с ЧПУ могут выполнять задачи многих столярных станков, таких как панельная пила, фрезерный станок и сверлильный станок. Они могут …
› Проверено Только что
› Посмотреть: Подробности
› Получить больше: EducationView Education
 ЧПУ зависит от цифровых инструкций, обычно сделанных на …
ЧПУ зависит от цифровых инструкций, обычно сделанных на …