Что для пайки необходимо: Что нужно для пайки | Полезные статьи
alexxlab | 03.10.1988 | 0 | Разное
Химия для пайки – radiomir96.ru
- Антенна WiFi AGENT обзор! Новинка!
- Выбираем флюс для пайки
- Как выбрать HDMI-кабель для вашей техники.
- Как выбрать блок питания для вашего устройства.
- Как подобрать пульт дистанционного управления
- Какая антенна подходит для цифрового эфирного телевидения?
- Клавиатура Rii i8
- Колонка Hilp media TD-V26
- Масляный обогреватель или конвектор – что лучше?
- Обзор комнатной антенны «Anteco S»
- ОБЗОР ЭФИРНОГО ЦИФРОВОГО РЕСИВЕРА HD-300
- Особенности обогревателей конвекторного типа.
- Радиоудлинитель ИК сигнала BIGSTAR BS-IR02
- Сравнительная таблица ресиверов
- Сравнительные характеристики радиоприемников Сигнал
- Характеристики цифровых приставок Selenga
- Химия для пайки
- Цифровые ресиверы FAQ
- Что такое антенный усилитель для телевизора и как его выбрать?
Пайка — это соединение деталей между собой, для соединения этих деталей используется два основных компонента, это припой и флюс. Ни один процесс пайки не обходится без таких материалов как припой, флюс, канифоль, некоторые радиолюбители используют паяльные кислоты, различные смеси и прочее. В этой статье о них и поговорим.
Ни один процесс пайки не обходится без таких материалов как припой, флюс, канифоль, некоторые радиолюбители используют паяльные кислоты, различные смеси и прочее. В этой статье о них и поговорим.
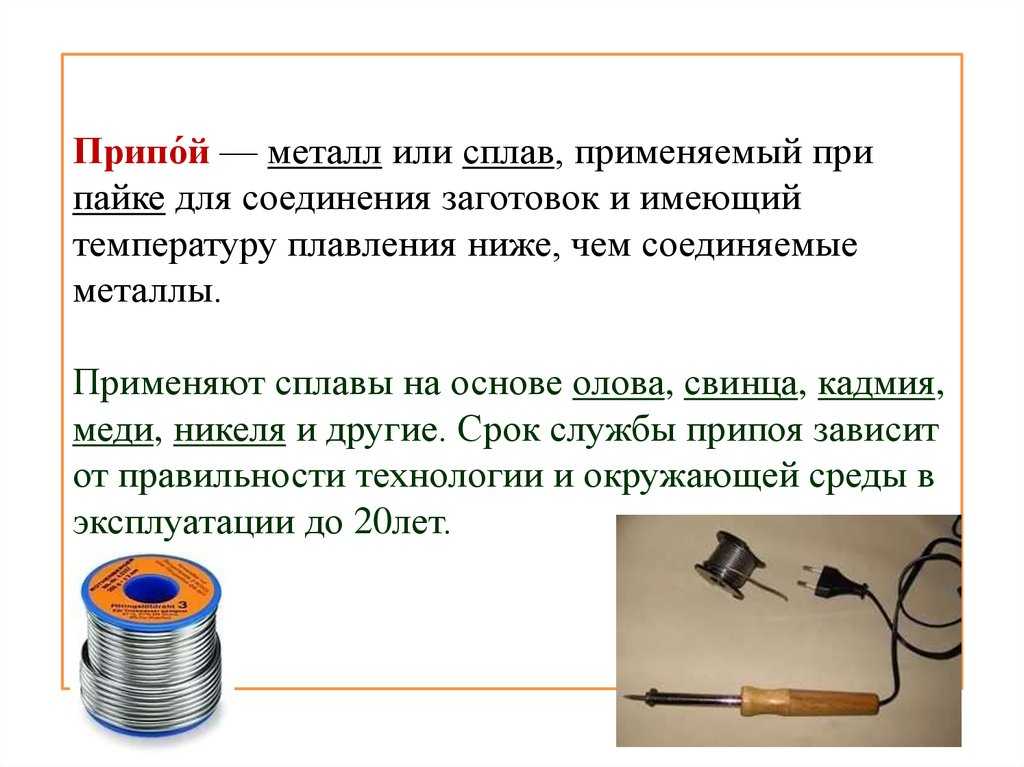
Припой — это металл или сплав, применяется для соединения и пайки радиодеталей, имеет температуру плавления ниже, чем соединяемые металлы. Припой прочно соединяет радиодетали между собой, растекается по нему и заполняет зазоры или отверстия между соединяемыми деталями.
Припои бывают мягкие — температура плавления до 300°C и твёрдые — выше 300 °C. Мягкими припоями являются оловянно-свинцовые сплавы.
Продается они в катушках, тюбиках или же в виде прутков. Припои продаются даже с флюсом, такие легче плавятся и канифоль для пайки радиодеталей обычно не требуется. Радиолюбители часто применяют припой марки ПОС-61.
При использовании низкотемпературных припоев необходим специальный флюс, поскольку стандартный флюс при низких температурах малоактивен.
У бессвинцовых припоев температура плавления либо выше, либо ниже чем у свинцовооловянных видов припоя. Оловянно-свинцовые припои смачиваются лучше чем бессвинцовые, паять ими удобнее. Швы при использовании бессвинцовых припоев, возникающие при длительной эксплуатации также хуже, чем у припоев, содержащих свинец.
Канифоль.Канифоль бывает еловая или сосновая, применяют для пайки радиодеталей совместно с припоем, канифоль ускоряет пайку и способствует быстрому лужению радиодеталей. Она помогает припою прилипнуть к поверхности и растекается по ней блестящей пленкой. После этого деталь очень легко припаивается.
Флюс.
Флюс предназначен для удаления окислов или жировых загрязнений с поверхности металла, улучшения растекания жидкого припоя и для смачивания места пайки.
С помощью флюса вывода радиодеталей залуживаются и паяются очень быстро. Флюсы бывают химически активными (кислотными) и пассивными (нейтральными). Активными флюсами называют те флюсы, в составе которых присутствуют вещества, способные вступать во взаимодействие с металлом, это кислоты, хлористый цинк. При использовании таких флюсов паяльные швы подвергаются коррозии, что конечно же является недостатком этих видов флюсов. Но это не означает что применять такие флюсы нельзя, можно, только после того как закончите работу, плату нужно очистить от этого флюса. Одним из таких флюсов является флюс ЛТИ-120.
Активными флюсами называют те флюсы, в составе которых присутствуют вещества, способные вступать во взаимодействие с металлом, это кислоты, хлористый цинк. При использовании таких флюсов паяльные швы подвергаются коррозии, что конечно же является недостатком этих видов флюсов. Но это не означает что применять такие флюсы нельзя, можно, только после того как закончите работу, плату нужно очистить от этого флюса. Одним из таких флюсов является флюс ЛТИ-120.
Многие радиолюбители применяют нейтральный флюс СКФ, такой флюс состоит из: спирта ~ 60%, канифоли ~ 40% и абсолютно не вреден для печатных плат.
Флюсы бывают для пайки алюминия, нержавеющей стали, латунных, медных и стальных изделий, в виде раствора или порошка. В обычных условиях алюминий с трудом поддается пайке, так как на его поверхности после очистки мгновенно снова образуется оксидная пленка. Поэтому после зачистки место будущего спая на алюминии или его сплавах немедленно заливают заранее расплавленной канифолью. Пайку ведут мощным (не менее 100 Вт) паяльником, используя припой, состоящий из 80% олова и 20% цинка или 95% олова и 5% висмута. Припой набирают на паяльник и переносят на защищенную канифолью поверхность спая. Залуженный таким образом алюминий сравнительно легко поддается спаиванию. К его луженой поверхности можно припаять, например, медные провода.
Припой набирают на паяльник и переносят на защищенную канифолью поверхность спая. Залуженный таким образом алюминий сравнительно легко поддается спаиванию. К его луженой поверхности можно припаять, например, медные провода.
Паяльный жир (бывает активным и нейтральным) нужен для тех же целей, что и канифоль, снимать невидимую оболочку-окисел с металла и улучшать пайку. Но если канифоль не справляется с этой задачей и эту оболочку со стали снять не может, то паяльный жир — пожалуйста!
Если металл не хочет лудиться, применяют паяльную кислоту. Преимущества кислоты в том, что она быстрее и качественнее обезжиривает детали для пайки, чем канифоль и жир паяльный.
Недостаток ее в том, что после пайки она еще долго реагирует с металлом, а также является очень неплохим проводником электрического тока, поэтому ее никогда уважающие себя электрики и электронщики не используют, им ни к чему посторонние пути прохождения тока.
Медь, бронзу, латунь можно паять канифолью или флюсом, свинец канифолью не будет паяться, нужно паять паяльным жиром. Если никель, сталь или железо то применяют паяльную кислоту, после пайки остатки кислоты нужно смыть водой. Если есть вариант выбора, то стоит выбирать все таки паяльный жир, т. к. он совмещает в себе преимущества и кислоты и жидкой канифоли (флюса).
Бура.
Это высокотемпературный флюс (700-900*С), буру используют как флюс для пайки сталей, чугуна, меди и её сплавов среднеплавкими медными, латунными, золотыми и серебряными припоями. Расплавленная бура растворяет окислы металлов и очищает поверхность спаиваемых деталей. После применения буры при пайке необходимо удалять оставшиеся соли, применяя механическую зачистку.
Бура с борной кислотой при смешивании по весу один к одному образует борный флюс. Нужно перемешать составляющие, тщательно растереть в фарфоровой ступке, нагревая растворить в дистиллированной воде и выпаривать до твёрдого остатка. Для повышения активности флюса в смесь добавляют фтористые и хлористые соли.
Лак цапон.
Лак цапон применяют для покрытия печатных дорожек с целью защиты их от внешних воздействий, например для защиты от влаги. Со временем на местах спайки радиодеталей могут появляться микротрещины, а проникновение в трещину паров воды со временем вызывает образование не проводящих тока оксидов. Лак цапон, нанесенный на точку пайки, образует прочную поверхностную упругую пленку и защищает это место от влаги.
Лак цапон бывает разных цветов: зеленого, красного, синего… Наносить его на плату лучше кисточкой или мягкой губкой. Покрывать лаком цапон (и вообще любыми ацетоносодержащими веществами) печатные платы целиком не рекомендую. Для этих целей продаются специальные бесцветные лаки.
Лак цапон удобно применять для фиксации резьбовых соединений, например чтобы не развинчивалась гайка.
с канифолью и оловом в домашних условиях
Пайка — это надежный и популярный способ соединения проводов и деталей. Зная, как правильно паять паяльником и освоив все тонкости процесса, можно проводить самостоятельно несложные работы, не прибегая к помощи мастеров.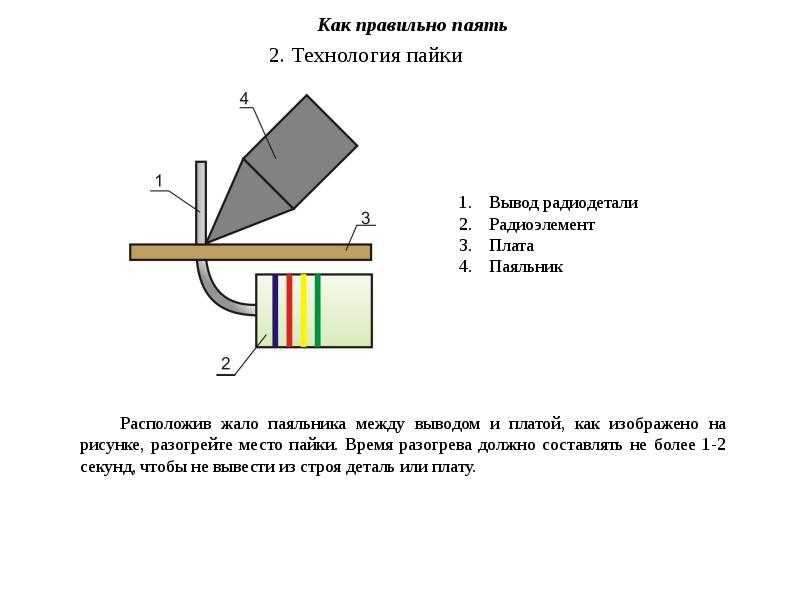
Содержание
- Что такое пайка
- Технология пайки паяльником
- Пайка с канифолью
- Пайка с флюсом
- Что может понадобиться для пайки
- Паяльник
- Припой
- Флюс
- Паяльные пасты
- Подставка для паяльника
- Оплетка для удаления припоя
- Вспомогательные приспособления для пайки
- Подставка для паяльника
- «Третья рука»
- Очистители для жал
- Ручной инструмент
- Подготовка
- Рабочего места
- Выбор паяльника по мощности
- Подготовка паяльника к работе
- Подготовка деталей к пайке
- Разогрев и выбор температуры
- Пошаговая техника пайки проводов
- Возможные проблемы при пайке
- Меры безопасности
Паяльник относится к травмоопасным приборам, поэтому при его эксплуатации следует соблюдать осторожность
Что такое пайка
Пайка — это способ соединения металлических деталей с помощью более легкоплавкого металла. Сам по себе процесс представляет собой проникновение одного вещества в другое при высокой температуре (180-250 градусов).
Сам по себе процесс представляет собой проникновение одного вещества в другое при высокой температуре (180-250 градусов).
Овладев техникой пайки, мастер сможет соединить любые деталиВажно! Главным является качественное прогревание деталей, подлежащих пайке, с последующим закреплением их припоем.
Технология пайки паяльником
Существует два вида технологий, а именно с использованием флюса или с канифолью. Стоит отметить, что выбор технологии проведения работ целиком и полностью зависит от мастера, здесь каждый исходит из собственного опыта.
Пайка с канифолью
Паять инструментом с канифолью намного сложнее, чем с использованием флюса. Однако, мастерски овладев техникой, любой человек может выполнить 90 процентов задач.
Ярким примером станет техника, как правильно паять провода паяльником. Первоначально следует его прогреть: жало инструмента приложить плоскостью. Затем опустить провод с прижатым жалом в канифоль. После выполнения данной процедуры он становится подготовленным. Затем, жалом прибора необходимо взять небольшую часть припоя и нанести его на провод.
После выполнения данной процедуры он становится подготовленным. Затем, жалом прибора необходимо взять небольшую часть припоя и нанести его на провод.
Жало прибора нужно очистить металлической губкой и коснувшись канифоли, провести прибором по плате, при этом останется тонкий слой канифоли на поверхности. После выполнения данных манипуляций, поверхности становятся подготовленными. В завершение, следует прижать к проводу жало тонким слоем припоя и «пройтись» по месту спайки.
Важно! Если работа выполнена безошибочно, то поверхность будет блестеть, а соединение иметь высокую прочность.
Пайка с флюсом
Для пайки потребуется окунуть во флюс кисточку и переместить ее на место спайки. Затем, нанести припой и приступить к процессу.
Казалось бы, процедура проста и выполнить ее может даже человек, не имеющий опыта. Однако, это не так. Работа с кислотой имеет массу сложностей:
- под каждый материал следует подбирать свой флюс, поскольку они не взаимозаменяемы и зачастую могут давать обратный эффект;
- категорически запрещено применять через чур активные флюсы на микросхемах;
- по окончании эксплуатации прибора важно удалить остатки флюса, в противном случае он будет способствовать разложению металла.

Что может понадобиться для пайки
Для пайки необходим источник тепла: открытое пламя, электрическая спираль или луч лазера. Последний способ подходит даже если нужно спаять чистейшим металлическим материалом. В домашних условиях используют электрический прибор, который предназначен для:
- различных электросхем и в том случае, когда нужно спаять радиодеталь;
- ремонта электрического оборудования;
- лужения припоем изделий из металла.
Итак, что же нужно для пайки паяльником? Об этом подробнее дальше.
Для работы рекомендуется использовать специальную подставкуПаяльник
Ручное устройство используется для:
- прогрева соединяемых деталей;
- нагрева припоя;
- нанесения жидкого припоя на элементы, подлежащие соединению.
Важно! Для работы бытового паяльника необходимо напряжение электрической сети 12 и 220 в.
Припой
Для эксплуатации агрегата мастеру может потребоваться припой — сплав олова со свинцом. Он бывает, как в форме трубки, так и проволоки. Трубчатый припой более удобен в эксплуатации.
Он бывает, как в форме трубки, так и проволоки. Трубчатый припой более удобен в эксплуатации.
Для домашних целей паяют сплавами с меньшим процентом содержания олова. Кроме того, используют мягкие и твердые припои. Первые имеют температуру плавления до 450 градусов, остальные относятся к твердым.
Флюс
Процесс обязательно осуществляют под флюсом, который обеспечивает:
- максимальное сцепление с ним сплава;
- растворение окисных пленок.
Зачастую применяют канифоль, а также составы в которые она входит. Для размягчения материала достаточно температуры 50 градусов, при 200 градусов она уже кипит.
С помощью флюса можно определить готовность к пайкеПаяльные пасты
Паяльные пасты также необходимы для пайки. Они представляют собой смесь из припоя и флюса. Позволяют осуществить пайку в любых местах. Состав наносят на компонент, а затем жалом прогревают его.
Приготовить состав можно своими руками в домашних условиях. Для этого необходимо соединить оловянные опилки и жидкий флюс. Масса должна по консистенции напоминать гель.
Масса должна по консистенции напоминать гель.
Важно! Хранить самостоятельно приготовленную паяльную пасту допустимо не более 6 месяцев.
Подставка для паяльника
Подставка для инструмента необходима в первую очередь для безопасности. В процессе эксплуатации прибор нагревается до максимальной температуры, поэтому в перерывах между работой его следует ставить на подставку. Для мощных приборов используют подставку с двумя опорами, которая может крепко держать прибор.
Оплетка для удаления припоя
Пайка с оплеткой осуществляется, когда работа заключается в удалении припоя с печатной платы при демонтаже деталей. Принцип следующий: в процессе сетка «принимает» припой, за счет капиллярных сил.
Перед каждой эксплуатацией прибор нужно проверять на техническую исправностьВспомогательные приспособления для пайки
Чтобы использование паяльника было комфортным и главное безопасным для работника, могут потребоваться дополнительные инструменты. Чтобы определить, что нужно для пайки паяльником, следует разобраться в каком конкретном случае и какие приспособления используются.
Чтобы определить, что нужно для пайки паяльником, следует разобраться в каком конкретном случае и какие приспособления используются.
Подставка для паяльника
Отнести подставку к вспомогательным предметам можно условно, поскольку ее роль существенна в процессе эксплуатации агрегата. Паяльник, в перерывах между работой, нужно ставить на свое место, которое специально выделено для этой цели на рабочем столе. Такое простое правило позволит работнику обезопасить себя от получения случайного ожога в процессе эксплуатации прибора.
Важно! Рекомендуется выбирать модель с дополнительной подставкой под губки.
«Третья рука»
Для работы очень удобно использовать «третью руку». Прибор получил такое наименование за счёт надёжной фиксации объектов пайки в абсолютно любом положении, к примеру, это может быть чайник, светодиодный материал или труба.
С помощью паяльника можно восстановить изделия из самых различных материаловОчистители для жал
В ходе пайки жало быстро окисляется, поэтому его регулярно нужно очищать от окислов и нагара. Для этого применяются целлюлозные губки и стружка для очистки.
Для этого применяются целлюлозные губки и стружка для очистки.
Ручной инструмент
К полезным ручным приспособлениям относят:
- пинцеты;
- кусачки;
- набор для пайки.
Применение пинцетов позволяет сделать комфортным пайку и демонтаж электронных элементов на платах. Использовать разрешено как обычные прямые модели, так и с загнутым хвостиком.
При проведении пайки обойтись без кусачек очень сложно, так как с их помощью мастер может безопасно удалить остатки ножек радиокомпонентов при пайке их на плату.
В стандартный комплект дополнительных инструментов для пайки входят зажимы и держатели разного типа. Зачастую в комплекте идут щеточки для очистки плат и лента.
Прибор следует регулярно очищать от различных загрязненийПодготовка
Правильная подготовка позволит работнику избежать трудностей в ходе эксплуатации инструмента и травм.
Рабочего места
В первую очередь важно обеспечить достаточное освещение— не меньше 500 люкс. При необходимости улучшить условия можно путем использования источника местного освещения.
При необходимости улучшить условия можно путем использования источника местного освещения.
Также следует уделить внимание вентиляции. Помещение лучше всего оборудовать вытяжкой, но если это невозможно, то в ходе работы мастеру потребуется делать небольшие перерывы, для проветривания рабочего места.
Важно! Если в качестве материала для пайки выступает полипропилен или пластиковый элемент, то работать с ним в неотапливаемом помещении не рекомендуется. Также полипропиленовый материал не следует паять при минусовой температуре.
Выбор паяльника по мощности
Для работы используют приборы различной мощности. Чтобы выбрать конкретную модель, чаще всего учитывают то, что:
- для работы с электроникой используют маломощные паяльники;
- если необходимо спаивать толстый слой меди, применяют 100-ваттный инструмент;
- для массивных деталей используют модели с мощностью 200 Вт.
Для домашнего применения подойдут паяльники с небольшой мощностьюВажно! Определить мощность инструмента можно «на глаз»: чем больше он по размерам, тем выше его мощность.

Подготовка паяльника к работе
Перед первой эксплуатацией агрегата важно убрать остатки заводской смазки с его корпуса. В противном случае они будут выгорать, в результате чего образуется неприятный запах. Кроме того, жало нужно также очистить от оксидной пленки.
Подготовка деталей к пайке
Паяют детали всегда в несколько шагов. Изначально следует подготовить поверхность проводника:
- удалить оксидную пленку с последующим обезжириванием;
- выполнить облуживание.
После выполнения данных действий можно приступать к соединению деталей. Важно также зачистить провода, которые ранее использовались.
Также следует снять оксидную пленку. Выполнить действие можно с помощью наждачной бумаги, ножа или напильника. Паять деталь разрешено только после обезжиривания.
Залудить проводник из меди нужно под флюсом, после прогрева припой должен покрыть поверхность материала тонким слоем.
Если же нужно паять алюминий, то следует совместить процесс зачистки и обслуживания. Для этого провод, покрытый канифолью, необходимо поместить в наждачную бумагу, разогреть его с одновременным вращением.
Перед эксплуатацией инструмента требуется очистить жалоРазогрев и выбор температуры
Чтобы правильно паять инструментом, мастеру важно научиться определять хорошо ли разогрето место пайки. Если применяется обычный паяльник, то ориентироваться можно на канифоль и флюс, а именно на их поведение. Так, при достаточном разогреве, они кипят, выделяют пар, но ни в коем случае не горят.
Если используется паяльная станция, то исходить необходимо из следующих правил:
- температура, при которой происходит нагрев деталей должна быть на 40-80 градусов больше температуры плавления припоя;
- температура наконечника инструмента должна быть на 20-40 градусов выше температуры нагрева деталей.

Важно! При нагреве следует ориентироваться на состояние канифоли — когда она кипит, но не дымится, стоит начать припаивать материал.
Пошаговая техника пайки проводов
Существует пошаговая инструкция, которую работнику необходимо соблюдать, чтобы не столкнуться с дополнительными сложностями:
- Удалить изоляцию на длине 3-5 см.
- Зачистить и обезжирить соединяемые жилы.
- Выполнить плотную скрутку проводов.
- Нанести флюс на полученный сросток.
- Набрать на жало припой и припаять скрутки.
- Полученный сросток нужно изолировать.
Возможные проблемы при пайке
В ходе эксплуатации паяльника, могут возникнуть проблемы, которые мастеру потребуется устранить. Однако, большую часть недочетов можно определить «на глаз», к примеру:
- холодная пайка — припой имеет тусклый цвет, прочность контакта низкая, в результате чего со временем он разрушается;
- перегрев компонентов — припой не покрывает поверхность;
- перемещение компонентов, подлежащих соединению, до полного затвердевания припоя.

Перед тем как приступить к работе, следует пройти обучение у опытных специалистовВажно! Устранить все вышеперечисленные проблемы возможно путем повторной пайки.
Меры безопасности
Важно не только знать, как работать паяльником, но и изучить меры безопасности при его эксплуатации, поскольку их выполнение позволяет:
- защитить кожу от термических ожогов;
- предотвратить возгорание;
- защититься от поражения током.
Перед тем, как приступить к эксплуатации паяльника, мастеру необходимо убедиться в том, что кабель питания находится в исправном состоянии. Жало не должно соприкасаться с предметами и поводками.
В процессе эксплуатации паяльника, брать его разрешено только за ручку — держать включенный инструмент за корпус, опасно для здоровья. В перерывах между работой инструмент следует помещать на подставку.
Важно! Рекомендуется перед самостоятельными действиями пройти обучение у мастеров, чтобы начинающая практика не обернулась рядом ошибок.

Зная, как пользоваться паяльником, мастер сможет выполнить качественно любую работу. Важно, помнить о соблюдении техники безопасности, поскольку при неправильном применении инструмент способен нанести серьезный вред здоровью.
Что такое пайка? безопасность при пайке
Одним из самых полезных навыков любого человека, профессионально связанного с обслуживанием и ремонтом различных электротехнических и электронных устройств и приборов является умение паять. В этой статье мы рассмотрим базовые понятия и правила, которые обязательно нужно знать прежде чем приступать к самой пайке. Основной упор в статье сделан на рассмотрение правил безопасности при пайке.
Для начала, немного теории что такое пайка
Пайка представляет собой способ соединения металлов с помощью другого, более легкоплавкого металла.
Процесс пайки представляет собой проникновение одного вещества (металла) в другой при высокой температуре, что обеспечивает после затвердения припоя механическую прочность и высокую электропроводность соединения.
Пайка обычно происходит при высоких температурах спаиваемых поверхностей и расплавленного олова (от 180 до 250 °С). В этом процессе одним из металлов являются свариваемые проводники, вторым — припой.
Итак, пайка — процесс, применяемый для получения неразъемного соединения металлических деталей из различных материалов путем введения между этими деталями расплавленного материала (припоя), имеющего более низкую температуру плавления.
А вот что про сварку сказано в энциклопедическом словаре: «Это технологическая операция, применяемая для получения неразъемного механического и электрического соединения деталей из различных материалов.
Спаиваемые элементы деталей, а также припой и флюс вводятся в соприкосновение и подвергаются нагреву с температурой выше температуры плавления припоя, но ниже температуры плавления соединяемых деталей.
После этого нагрев прекращается, и припой переходит в твердую фазу, образуя соединение. Нагрев деталей и припоя производиться специальным инструментом, который называется паяльником».
В зависимости от типа деталей, которые подвергаются соединению, требуемой прочности соединения, применяют различные типы паяльников и различные типы припоев и флюса. О том как правильно выбрать паяльник, припой и флюс для разных видов пайки будет рассказано в следующих статьях про пайку.
Из определения выше видно, что пайка основана на явлении диффузии, т. е. на взаимном проникновении частиц расплавленного припоя и основного металла друг в друга. Это проникновение и обеспечивает после затвердения припоя механическую прочность и высокую электропроводность соединения.
Следует отметить, что поверхность металла на воздухе обычно покрывается слоем оксида, поэтому ее перед пайкой требуется зачистить. Но зачищенная поверхность вновь может быстро окислиться. Во избежание этого на обработанные места наносят химические вещества — флюсы. Подробно мы их рассмотрим далее.
Но зачищенная поверхность вновь может быстро окислиться. Во избежание этого на обработанные места наносят химические вещества — флюсы. Подробно мы их рассмотрим далее.
Флюсы повышают текучесть расплавленного припоя. Благодаря этому пайка получается прочнее. При радиотехнических монтажных работах применяются обычно бескислотные флюсы, например, канифоль.
В результате пайки образуется механический и электрический контакт между металлическими поверхностями, способный выдерживать значительные механические нагрузки.
Несколько полезных советов
Для качественной пайки недостаточно нагреть одну поверхность с оловом и прислонить к ней другую: обязательное условие образования надежного контакта — равные температуры спаиваемых поверхностей. Естественно, что добиться этого можно только при помощи верно подобранного инструмента.
Для качества пайки очень большое значение имеет соотношение температуры жала паяльника и температуры плавления прибоя:
— низкая температура жала паяльника приведет к размягчению припоя, но не к его расплавлению.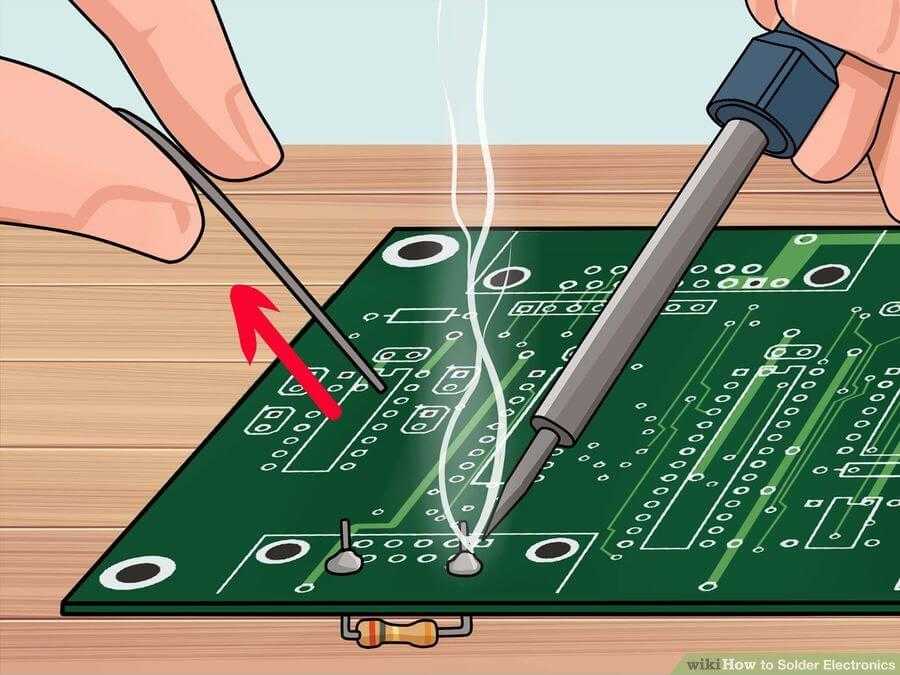 Результат — холодная пайка (узнать можно по зернистой структуре контакта).
Результат — холодная пайка (узнать можно по зернистой структуре контакта).
— высокая температура жала паяльника — чрезмерное выпаривание припоя. И тот, и другой дефект приводит к рассыпанию и расслоению контакта через некоторое время эксплуатации.
Правила электробезопасности при пайке
Вобще-то, с правил электробезопасности стоило бы начинать эту статью. Но лучше поздно, чем никогда. Итак при пайке обязательно соблюдайте правила электробезопасности! Помните, что паяльник — инструмент повышенной опасности, поэтому обращаться с ним необходимо очень осторожно!
Выполняя работу, не разговаривайте и не отвлекайтесь посторонними делами!
Работа с электрическим паяльником не безопасна — можно обжечься, так как медный стержень и кожух паяльника нагреваются до высокой температуры.
Поэтому необходимо держать нагретый паяльник только за ручку и не касаться его нагретых частей.
Кроме того, надо следить, чтобы нагретые части паяльника не касались изоляции питающего провода или шнура, так как горячий кожух или стержень могут вызвать разрушение изоляции, короткое замыкание и пожар.
При пайке электронных устройств провода питания от них должны быть отсоединены, или выключатель должен быть двухполюсной (разъединяющий оба провода).
Очень опасно паять электронную схему, выключенную, но соединенную с заземлением, в то время, как изоляция паяльника слабая или корпус паяльника не заземлен! В Интернете описаны случаи, когда некто забывал или игнорировал это правило, и при касании паяльником схемы возникала мощная дуга на несколько киловатт.
То же правило относится к информационным проводам.
Допустим, вы выключили питание или выдернули шнур 220 В, а устройство соединено по информационному кабелю с другими устройствами, находящимися под напряжением или заземленными.
Даже небольшой потенциал может погубить электронную схему при касании паяльником. Поэтому нужно уравнять потенциал, соединяя провод между корпусом паяльника с общей шиной устройства перед пайкой.
А вредна ли пайка?
Во время пайки могут выделяться вредные для здоровья пары олова и свинца. Ни в коем случае нельзя наклоняться над местом пайки и вдыхать испарения. Летом старайтесь паять возле открытого окна, зимой чаще проветривайте помещение во время работы. Закончив пайку, обязательно вымойте руки теплой водой с мылом.
Ни в коем случае нельзя наклоняться над местом пайки и вдыхать испарения. Летом старайтесь паять возле открытого окна, зимой чаще проветривайте помещение во время работы. Закончив пайку, обязательно вымойте руки теплой водой с мылом.
В бессвинцовом припое используются металлы, которые более ядовиты, чем свинец. Если паяльник не перегретый, и не стоваттный «для пайки ведер» — то все будет нормально.
- Паять домашних условиях можно при соблюдении таких соображений:
- — при пайке не забывайте работать в хорошо проветриваемом помещении,
- — если есть вентилятор, используйте,
- — если есть профессиональная или самодельная система вентиляции — замечательно,
- — парами канифоли желательно не дышать,
- — не паяйте на кухне, ведь пары припоя и канифоли запросто оседают на столовых приборах и пище,
- — лучше всего пользоваться рабочим халатом с длинными рукавами, который не забываем стирать хоть иногда,
— после пайки тщательно вытирайте за собой стол и т. д. — то есть предметы быта,
д. — то есть предметы быта,
— после пайки тщательно (!) с мылом (!) мойте руки и лицо!
Не пренебрегайте простейшими правилами безопасности в угоду лени! От вас не убудет, зато претензий от родных поубавится.
Для тех, кто занимается пайкой, для вывода из организма тяжелых металлов, ежедневно нужно выпивать стакан сливового сока, а примерно через час пару стаканов кисломолочного продукта, например, кефир. Молоко необходимо пить тем, кто связан с химией. Это правила по технике безопасности, разработанные еще в период СССР.
Полезный совет как защититься от брызг при пайке
Флюса наносите минимальное количество. При избытке — может брызнуть, при касании паяльником. Припоя паяльником берем столько, сколько нужно на 1-2 пайки, излишек может капнуть и обжечь.
Брызнуть в глаз расплавленным припоем не просто, а ОЧЕНЬ ПРОСТО. Для этого берем в руку проводок или деталь с тонкими пружинящими выводами. Надавливаем паяльником от себя на кончик провода с каплей припоя, и вдруг… Неизменно превосходный результат — припой летит прямо в глаз.

Поэтому надевайте специальные очки. Кстати на рынке очень часто продают дешевую подделку под защитные очки. Внешне их не отличишь!!! Только по цене. Но они сильно давят на кожу острым краем, то есть пластик там чуть жестче. В общем, не обтекает кожу. В таких очках долго не посидишь, поэтому, покупайте дорогие очки.
Продолжение цикла статей про пайку: Как выбрать паяльник и организовать рабочее место для пайки
Основы пайки: безопасность и пошаговое руководство для начинающих
В статье мы описываем последовательные шаги для успешной пайки, а также основные меры безопасности для предотвращения травм и пожара. Каждый радиолюбитель и любитель плат и микроконтроллеров знает насколько сложно научиться идеально паять и насколько круто когда ты это умеешь.
Содержание
- Меры безопасности при пайке
- Как начать паять?
- Заключение
Меры безопасности при пайке
При наличии определенной сноровки и знаний пайка не слишком сложный процесс. Главное, соблюдать меры безопасности при пайке деталей и проводов между собой.
Главное, соблюдать меры безопасности при пайке деталей и проводов между собой.
- Температура паяльника варьируется от 250 до 400 градусов, поэтому ни в коем случае не прикасайтесь руками к железной части паяльника во включенном состоянии. Держитесь только за ручку. Кладите паяльник всегда только в специальный держатель: не кладите его на стол или на пол, следите за тем, чтобы нагретое жало не задевало сетевые провода. Это может привести к замыканию проводки и пожару.
- До начала пайки обеспечьте проветриваемость помещения. Хоть некоторые люди и находят запах канифоли приятным, вещества, содержащие в ней, вредны. В идеале лучше иметь вытяжку, а если ее нет – просто откройте окно.
- При пайке деталей не наклоняйте лицо к расплавленному припою: он может отпружинить с провода или ножки контакта прямо в глаза. Работая в очках, вы не будете рисковать своим зрением.
Соблюдая эти незамысловатые шаги по безопасности, вы обережете себя от ожогов и пожара.
Как начать паять?
Пайка предназначена для соединения двух и более токоведущих проводников. Чтобы начать паять, нужно иметь минимальный набор из трех вещей – паяльника, припоя и канифоли.
Чтобы начать паять, нужно иметь минимальный набор из трех вещей – паяльника, припоя и канифоли.
Для качественной пайки нужно придерживаться очередности следующих пунктов:
- Включив паяльник в сеть, обязательно дождитесь его полного нагрева. Скорость нагрева может составлять 1-3 минуты, это прописано в инструкцию к вашему паяльнику. Если нет инструкции, можно определить степень нагрева, попробовав расплавить немного припоя. Если плавится легко, паяльник считается разогретым.
- Снимите резиновую изоляцию с провода с помощью острого инструмента – кусачек, ножа или специального стриппера. Если вы спаиваете провода для наушников, то скорее всего вам придется удалить слой лака. Обжечь его можно с помощью открытого пламени, например, зажигалки. Не держите зажигалку слишком долго, иначе следом за изоляцией оплавится сам медный провод. Если вы спаиваете алюминиевые провода, то поверхность алюминия нужно зачистить наждачной бумагой или напильником, иначе припой ложиться не будет.
 Алюминий быстро окисляется, поэтому припой нужно наносить сразу после зачистки провода.
Алюминий быстро окисляется, поэтому припой нужно наносить сразу после зачистки провода. - Опускаем жало разогретого паяльника в канифоль, чтобы припой мог легко удерживаться на кончике жала. Набираем немного припоя и пробуем залудить провод. Провод нужно понемногу крутить без резких движений, чтобы припой равномерно растекался по проводнику. При этом жало паяльника нужно слегка проводить из стороны в сторону. Как только припой равномерно лег по всему проводу, паяльник можно убрать. Ни в коем случае нельзя дуть на припой, ускоряя остывание: припой неправильно кристаллизуется, и такая пайка в скором времени отвалится. Еще можно попробовать окунуть провод в расплавленную канифоль вместе с паяльником и уже лудить непосредственно в самой баночке.
- Теперь нужно соединить два проводника. Пусть один из компонентов будет светодиод, а второй – залуженный провод. Светодиод нужно каким-то образом зафиксировать, например, прищепками или специальными зажимами, можно попросить кого-либо подержать деталь пинцетом, или воспользоваться другим удобным для вас способом, соблюдая при этом технику безопасности.

- Нагрейте место стыка паяльником, слегка ведя жало паяльника из стороны в сторону вдоль проводников. Как только припой растечется по проводникам, паяльник можно убрать, провода при этом не нужно шевелить до остывания припоя. Остывание можно определить визуально: через 8-10 секунд припой становится немного темнее.
Заключение
Все – пайка завершена, можно проверить соединение на прочность, не сильно потянув за два проводника. Если пайка оторвется, значит, вы плохо припаяли и нужно попробовать еще раз выполнить все шаги поочередно.
И еще: старайтесь долго не задерживать паяльник на каком-либо компоненте: от перегрева светодиод, резистор и прочие компоненты могут начать деградировать или вовсе выйти из строя.
Наверх ↑
Техника безопасности при пайке и лужении
При проведении работ, связанных с проведением пайки и лужения, необходимо четко соблюдать правила техники безопасности. В обратном случае вы можете нанести вред своему здоровью.
Начать хотелось бы с того, что к проведению работ, связанных с пайкой и лужением, допускаются только лица, достигшие совершеннолетия. Работки должны пройти специальное обучение.
Они должны в совершенстве знать правила охраны труда, безопасные способы проведения работ, уметь правильно обращаться с инструментами, приспособлениями и грузами.
Если при выполнении пайки или лужки у работника возникли какие-либо проблемы, он должен обратиться к начальнику, а не пытаться решить проблему самостоятельно.
Крайне серьезно нужно относиться к соблюдению техники безопасности, поскольку при пайке и лужении, на работника могут воздействовать различные вредные факторы.
К таковым следует отнести повышенную загазованность воздуха парами химических веществ, пожароопасность, брызги флюсов и припоев, повышенную температуру воздуха рабочей зоны.
В данном случае крайне важно иметь средства индивидуальной защиты.
В работе важно использовать качественные материалы и инструменты. Так, припой пруток должен отвечать всем стандартам. Припои используют при пайке изделий из латуни, бронзы, меди. Руководители должны провести грамотный инструктаж по работе с этим инструментом.
Работы, связанные с пайкой и лужением, должны проводиться в специально оборудованных и предварительно подготовленных помещениях. Обязательно должна присутствовать система вентиляции. Вентиляционные установки должны быть оснащены звуковой и световой сигнализацией.
В работе важно использовать качественные и исправные инструменты. Согласно правилам технической документации, паяльник должен пройти специальную проверку и испытания.
Класс данного оборудования в обязательном порядке должен соответствовать условиям производства и категории помещения.
Также нужно позаботиться о защите кабеля паяльника от соприкосновения с горячими предметами и защите от случайного механического повреждения.
Не меньшее значение имеет подготовка рабочего места. Они должны быть оборудованы вентиляцией. Не допускается проводить пайку и лужку без использования специальных защитных очков. Рабочее место должно быть оборудовано светильниками с непросвечивающими отражателями. Осветительные приборы нужно расположить таким образом, чтобы свет не «бил» в глаза работнику.
Pereosnastka.ru
- Техника безопасности при пайке
- Категория:
- Пайка
Техника безопасности при пайке
Техника безопасности на производстве должна быть щ неразрывно связана с технологией производства. Изменение технологических процессов, внедрение новых материалов и способов производства, применение нового оборудования одновременно должно вызывать и cooтветствующие изменения в технике безопасности.
При производстве припоев и флюсов путем сплавления из компонентов основными факторами, вызывающими вредное воздействие на организм человека, являются высокая температура расплавленных металлов и флюсов, а также выделение вредных паров, газов и пыли. Наиболее вредное воздействие оказывают выде-ляющиеся при производстве припоев и флюсов пары металлов и солей, которые, попадая в организм человека, вызывают общее отравление, поражение кожи, раздражение слизистой оболочки глаз и т. п.
Наиболее вредное воздействие оказывают выде-ляющиеся при производстве припоев и флюсов пары металлов и солей, которые, попадая в организм человека, вызывают общее отравление, поражение кожи, раздражение слизистой оболочки глаз и т. п.
При плавке припоев и флюсов слесарь (плавильщик) должен пользоваться труднозагорающейся одеждой и темными очками, предохраняющими глаза от действия лучистой энергии и брызг металла и солей. Необходимо, чтобы помещение, в котором производится плавление припоев и флюсов, имело приточно-вытяжную вентиляцию.
Перед введением в расплавы металла и соли необходимо их подогреть до полного удаления влаги. В противном случае за счет резкого парообразования в момент введения компонентов, содержащих влагу, возможен выброс или разбрызгивание расплавленных металлов и солей.
При плавлении гигроскопических флюсов ложку-шумовку или стержень, которыми перемешивают расплав и удаляют шлак, перед погружением в расплав подогревают с целью удаления влаги с поверхности. При несоблюдении этой предосторожности также возможно разбрызгивание солей.
При несоблюдении этой предосторожности также возможно разбрызгивание солей.
Присадку легко испаряющихся или легко выгорающих компонентов припоев и флюсов необходимо производить в последнюю очередь, когда сплав уже приготовлен. После их введения сплав нельзя перегревать, так как это усилит их испарение. При разливке припоев и флюсов во избежание взрывов изложницы или формы для припоев должны быть чистыми и подогреты до полного удаления влаги.
При сборке под пайку инструмент необходимо применять только по назначению. При пайке с флюсами при нанесении их на соединяемые места нужно пользоваться кистью или фарфоровой лопаточкой. Необходимо избегать попадания флюса на кожу рук. Порошкообразные флюсы в целях уменьшения распыливания необходимо смешивать с соответствующими растворителями и применять в виде паст.
При пайке оловянно-свинцовыми припоями возникает опасность загрязнения свинцом кожи рук и одежды работающих. Концентрация свинца в воздухе на рабочих местах, занятых пайкой, может достигать 0,1 мг/м3.
Поэтому в цехах с большим объемом пайки необходимо проводить профилактические мероприятия. Для участков пайки и монтажа, сопровождающегося пайкой, следует отводить отдельные помещения.
Рабочие поверхности оборудования необходимо покрывать легкообмывающи-мися материалами, стационарные места пайки оборудовать местными вытяжными устройствами, обеспечивающими скорость вытяжки воздуха непосредственно на месте пайки не менее 0,6 м/сек.
Помещения, в которых производится пайка, должны обеспечиваться приточным воздухом, подаваемым в верхнюю зону, в количестве примерно 90% удаляемого объема.
При пайке с применением газовых сред следует иметь в виду, что некоторые из них дают с воздухом взрывоопасные смеси. Поэтому перед нагревом контейнера, реторты или печи с такой атмосферой необходимо продуть их чистым воздухом.
Чтобы предупредить проникновение в пространство печи атмосферного воздуха и, следовательно, образование взрывоопасной смеси, в ней необходимо поддерживать небольшое избыточное давление, с тем чтобы скорость истечения газа была выше, чем скорость горения в факеле.

Необходимо также предупреждать утечку контролируемых газовых сред через неплотности в трубопроводах и соединениях.
Для предупреждения взрывов при выполнении паяльных работ запрещается производить пайку сцсудов, находящихся под давлением, а также емкостей из-под легковоспламеняющихся материалов без предварительной обработки.
Кроме мероприятий по технике безопасности при обработке заготовок и пайке предусматриваются мероприятия, обеспечивающие безопасную работу при эксплуатации оборудования.
На рабочих местах пайки должна быть инструкция по технике безопасности, знание и выполнение которой для всех работающих на участке обязательно.
Важнейшие указания по технике безопасности должны быть оформлены в виде плакатов и вывешены на видных местах.
—
Пайка является безопасным процессом, если соблюдаются соответствующие правила. Однако как и при любом другом технологическом процессе при проведении пайки необходимо соблюдать определенные меры предосторожности.
Поэтому очень важно, чтобы работник знал о возможных причинах несчастных случаев и соблюдал правила техники безопасности.
Рекомендуется, чтобы каждая операция была тщательно продумана лучше всего компетентным инженером по технике безопасности и для каждого вида работ были разработаны соответствующие меры безопасности.
Возможными причинами травматизма являются действия нагрева, газов и химикатов. Главными условиями безопасной рабо ты являются хорошая вентиляция участка пайки, защита работников от ожогов и умение обращаться с флюсами и другими материалами.
Причиной несчастных случаев, которую невозможно предусмотреть никакими инструкциями, является личная небрежность опера тора: ее можно устранить только при постоянном внимании при выполнении работ.
Реклама:
Техника безопасности при производстве припоев, флюсов и выполнении паяльных работ
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
При производстве припоев и флюсов путем сплавления их компонентов основными факторами, вызывающими вредное воздействие на организм человека, являются высокая температура расплавов, а также выделения вредных паров, газов и пыли.
Перед введением компонентов в расплав металлы и соли должны быть подогреты до полного удаления влаги. Присадку легкоиспаряющихся компонентов припоев и флюсов следует производить в последнюю очередь, когда сплав уже приготовлен.
Из металлов, входящих в состав припоев, наиболее вредное воздействие на организм человека оказывают литий, калий, натрий, кадмий, бериллий, свинец, марганец и цинк.
Соединения кадмия, независимо от их состояния (пыль, дым, пары, туман) и путей поступления в организм человека (органы дыхания, желудочно-кишечный тракт), токсичны. Они вызывают острое отравление, поражают дыхательные пути и нервную систему.
Профилактические мероприятия, предупреждающие поступление соединений кадмия в рабочую зону, — это герметизация оборудования, устройство общеобменной вентиляции в помещениях, где производят операции, связанные с выделением содержащих кадмий паров, дыма, пыли, а также средства индивидуальной защиты: спецодежда, спецобувь, резиновые перчатки, фартуки, респираторы типа «Лепесток» и промышленные противогазы с фильтрами, задерживающими дым.
При выплавке припоев, содержащих марганец, происходит его испарение. Пары и пыль марганца ядовиты и при длительном воздействии на организм вызывают сильное отравление.
Применяемые при пайке припои на основе меди и никеля, содержащие фосфор до 11%, являющиеся заменителями серебросодержащих припоев, при температуре пайки выделяют пары фосфора, которые токсичны, взрыво- и пожароопасны.
При выплавке медно-фосфорных и серебряно-медно-фосфорных припоев расплав меди взаимодействует с красным фосфором, и при этом происходят большие потери фосфора, пары которого загрязняют окружающую среду. Для уменьшения выгорания фосфора используются содержащие фосфор лигатуры.
Для уменьшения выгорания фосфора используются содержащие фосфор лигатуры.
При выплавке оловянно-свинцовых и других припоев, содержащих свинец, необходимо принимать меры, предупреждающие попадание в организм человека паров свинца. При длительном воздействии свинец вызывает отравление, выражающееся в развитии малокровия и расстройство нервной системы.
Особо вредное воздействие на организм человека оказывает бериллий. Проникая через дыхательные пути и поры кожного покрова, бериллий вызывает отравление. Ртуть попадает в производственные помещения в виде паров, которые почти в 7 раз тяжелее воздуха.
Пары ртути, не имеющие запаха и цвета и не оказывающие раздражающего воздействия на человека, скапливаются внизу помещения. К работе с ртутью женщины и подростки не допускаются. Средства индивидуальной защиты работающих с ртутью: спецодежда, противогазы марки Г.
В рабочих помещениях должен быть установлен постоянный контроль за наличием в воздухе паров ртути с помощью индикаторной бумаги, на которую наносят слой пасты и осадка, полученного при смешении растворов йодида калия и сульфида меди с этиловым спиртом.
В присутствии ртутных паров бумага розовеет.
При выплавке флюсов особое внимание следует обращать на предупреждение вредного воздействия на организм человека фтористых солей щелочных и щелочноземельных металлов. Размол флюса производят в фарфоровых барабанах или ступах в специальных вытяжных шкафах с усиленной вентиляцией. Хлористый цинк, попадая на кожу, при длительном воздействии вызывает сильные ожоги и воспаления.
Хлористый аммоний при температуре свыше 100 °С начинает улетучиваться, образуя ядовитые пары. Выплавку флюсов, содержащих эти компоненты, следует производить только при наличии местной вентиляции. При приготовлении флюсов путем смешения компонентов необходимо соблюдать меры предосторожности.
Соляная кислота, применяемая в качестве флюсов, пои попадании на кожу вызывает ожоги, и пары ее ядовиты.
При работе с припоями и флюсами необходимо учитывать класс их опасности, руководствоваться требованиями Санитарных правил П952-72 и ОСТ 4ГО. 033.200. Применение припоев, в которых содержатся свинец и кадмий, следует резко ограничивать. Содержание кадмия в припоях не должно превышать 20%.
033.200. Применение припоев, в которых содержатся свинец и кадмий, следует резко ограничивать. Содержание кадмия в припоях не должно превышать 20%.
Рабочие места при пайке волной припоя и электропаяльником должны быть оборудованы местной вытяжной вентиляцией. Скорость движения воздуха непосредственно на месте пайки должна быть не менее 0,6 м/с.
При работе с электрическим паяльником следует строго соблюдать правила защиты от поражения электрическим током. Помещение, в котором производится пайка, должно быть снабжено общей вентиляцией и усиленной местной вентиляцией, защищающей рабочих от вредного воздействия паров и газов, выделяющихся при пайке.
Токсичность компонентов флюсов
К выполнению работ по газопламенной пайке допускаются лица обоего пола не моложе 18 лет, прошедшие инструктаж и сдавшие экзамен по технике безопасности.
До разжигания паяльной лампы необходимо проверить ее исправность и при необходимости устранить подтекание горючего. Заполнять горючим паяльную лампу необходимо не более 75 % ее емкости.
Давление воздуха в паяльной лампе, во избежание взрыва, не должно превышать (15…20*104 Па).
Безопасностью работы с контролируемыми атмосферами предусматривается предотвращение взрывов, отравления газами, пожарной опасности. Большинство газов, применяемых при пайке в качестве защитных атмосфер, ядовиты и взрывоопасны одновременно. Взрывоопасность атмосферы зависит от содержания в ней водорода и окиси углерода.
Взрывоопасность газовоздушных смесей зависит от характера контролируемой атмосферы. Разбавление водорода азотом снижает взрывоопасность. Азотоводородные смеси с содержанием водорода менее 8…10 % невзрывоопасны, так же как и продукты частичного сгорания диссоциированного аммиака или углеводородных газов.
В контролируемых атмосферах, применяемых для термообработки и пайки, отравляющим газом является окись углерода.
Техника безопасности при выполнении паяльных работ (часть 1)
Ниже даны краткие сведения по технике безопасности при работе на различных установках..jpg)
Пайка электрическим паяльником. Не разрешается в производственных условиях использовать для питания электропаяльника сеть напряжением выше 36 В. Ручка электрического паяльника должна быть из изоляционного материала и сухой.
Не разрешается вытаскивать из штепсельной розетки электропаяльник за шнур, чтобы избежать обрыва шнура, возникновения короткого замыкания и попадания под опасное напряжение.
При работе с электрическим паяльником необходимо строго соблюдать правила защиты от поражения электрическим током.
Пайка паяльной лампой. До разжигания паяльной лампы необходимо проверить ее исправность и при необходимости устранить подтекание горючего.
- Паяльную лампу необходимо заполнить горючим не более 75% ее емкости.
- Давление воздуха в лампе во избежание взрыва не должно превышать 1,5-2,0 кгс/см2.
- Запрещается доливать горючее в горящую лампу, разжигать лампу путем подачи горючего через горелку, снимать горелку до спуска давления.
- Паяльные лампы можно выдавать только рабочим, знакомым с правилами обращения с ними.
Пайка газопламенной горелкой. При этом следует руководствоваться «Правилами техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металлов». Перед началом работы необходимо проверить герметичность всей аппаратуры и шлангов: утечка газов может привести к отравлению рабочих и к образованию взрывоопасной смеси.
При зажигании горелки для пайки необходимо сначала открыть кислородный вентиль, затем ацетиленовый и сразу зажечь смесь.
Запрещается выполнять пайку горелкой в непосредственной близости от огнеопасных и легковоспламеняющихся материалов. При пайке на открытом воздухе расстояние от рабочего места до огнеопасных материалов должно быть не менее 10 м.
- Запрещается выполнять пайку изделий, находящихся под давлением, а также резервуаров, контейнеров, бочек из-под легковоспламеняющихся веществ.

- Баллоны с газами должны храниться в специальном помещении в стеллажах в вертикальном положении.
- Не допускается хранение горючих газов в одном помещении с кислородными баллонами.
Небрежное обращение с баллонами со сжатыми газами (сильный удар, толчки, падение) может привести к взрыву большой разрушительной силы. В пределах завода или цеха баллоны следует перевозить на специальных тележках.
Запрещается ремонтировать вентиль на наполненном баллоне. Нельзя отогревать замерзший вентиль пламенем горелки или другим источником тепла с открытым пламенем. Для этого применяют пар или горячую воду.
К выполнению работ по газопламенной пайке допускаются лица обоего пола не моложе 18 лет, прошедшие инструктаж и сдавшие экзамены по технике безопасности.
Индукционная пайка (т. в. ч.). При производстве работ следует руководствоваться «Правилами безопасности при эксплуатации электротермических установок повышенной и высокой частоты».
- Высокочастотные установки, предназначенные для пайки, должны быть размещены в отдельном помещении и обеспечены ограждениями, механической или электрической блокировкой для предупреждения прикосновения к частям установки, находящимся под напряжением.

- Все металлические части в установках с машинными или ламповыми генераторами и вторичный виток нагревательного контура должны быть заземлены.
- Помещение с высокочастотными установками должно иметь вентиляцию, обеспечивающую нормальные условия работы обслуживающего персонала и охлаждение агрегатов.
При индукционной пайке для защиты от действия т. в. ч. необходимо устанавливать специальные экраны.
Категорически запрещается проведение ремонтных работ в установке, находящейся под напряжением. По окончании работы необходимо отключить генератор высокой частоты со стороны питающегося фидера (провода прямоугольного сечения).
При обнаружении неисправностей, пожаре и стихийных бедствиях паяльщик обязан немедленно отключить генератор. Настраивать на режим и налаживать высокочастотные установки разрешается только квалифицированным электромонтерам, имеющим на это соответствующее разрешение.
Пайка ультразвуком. Пульт управления и контрольные приборы для пайки ультразвуком должны быть размещены так, чтобы в процессе работы паяльщика было удобно занимать место у установки.
Установка должна иметь приспособление для закрепления деталей. Акустический узел установки должен быть закрыт защитным кожухом, исключающим непосредственный контакт работающего с узлом вовремя работы.
Генераторы ультразвуковых установок должны соответствовать правилам устройства электроустановок (ПУЭ).
Допустимые уровни звукового давления для рабочих мест у ультразвуковых установок следует применять:
| Среднегеометрические частоты 1/3 октавных полос, Гц | 12500 | 16000 | ≥ 20000 |
| Уровни звукового давления, Б | 75 | 85 | 110 |
При суммарном времени воздействия ультразвука менее 4 ч в смену указанные выше уровни следует увеличивать в соответствии с табл. 1.
Таблица 1. Поправки к уровням звукового давления для рабочих мест у ультразвуковых установок.
| Суммарная длительность воздействия ультразвука, ч | Поправка, Б | Суммарная длительность воздействия ультразвука, мин | Поправка, Б |
| 1-4 | +6 | 5-15 | +18 |
| 1/4-1 | +12 | 1-5 | +24 |
Обычно рабочая частота ультразвуковых установок должна быть не ниже 18 кГц. Для защиты от воздействия вибраций применяют в отдельных случаях специальные раковины и антивибрационную обувь.
5 основных инструментов для пайки
Пайка широко используется в электронной промышленности. Это процесс соединения, используемый для сплавления различных типов металлов вместе путем плавления припоя. Припой представляет собой металлический сплав, обычно состоящий из олова и свинца, который плавится с помощью горячего железа. Горячий утюг нагревается до температуры выше 600 градусов по Фаренгейту, которая в конечном итоге охлаждается и создает прочную электрическую связь. При пайке крайне важно иметь необходимые инструменты, необходимые для создания успешного продукта. Давайте рассмотрим 5 из этих основных инструментов.
Припой
Припой необходим для любого проекта пайки, потому что это наполнитель, который плавится и соединяет два материала вместе. Имейте в виду, что припой должен иметь более низкую температуру плавления, чем соединяемые материалы. Это позволит припою расплавиться первым и соединить материалы вместе. Припои могут быть со свинцом или без него, и в зависимости от того, какие материалы вы будете паять, лучше всего подойдет припой с более низкой температурой плавления.
Паяльник
Существует множество типов паяльников. Для большинства проектов важно использовать паяльник карандашного типа, потому что он позволяет припаивать небольшие соединения и компоненты без необходимости использовать дорогой, громоздкий инструмент или станцию. При использовании паяльника карандашного типа рекомендуется мощность 25 Вт и более. Использование утюга с недостаточной мощностью, менее 25 Вт, в конечном итоге обойдется вам дороже из-за испорченных продуктов и поврежденных компонентов. Утюги с недостаточной мощностью также требуют больше времени для нагрева соединения, что может привести к перегреву припаиваемого компонента и вызвать его повреждение. Паяльный карандаш используется для пайки мелких металлических элементов и электрических компонентов. Более тонкое острие помогает при детальных и микроскопических работах. Наконечники для пайки также могут помочь в точной и детальной работе, поскольку они бывают разных форм и размеров, подходящих для многих типов пайки.
Фитиль для пайки
Никто не идеален, и ошибки случаются. Вот тут-то и пригодится паяльный фитиль. Паяльный фитиль служит инструментом для демонтажа припоя. Он состоит из переплетения медных проводов. Эти провода при нагревании позволяют вам вносить изменения в соединения, которые вы уже спаяли. При нагревании кончика паяльного фитиля фитиль расплавляет припой и поглощает его. Как только часть паяльного фитиля будет покрыта припоем, ее нужно будет удалить и повторить, пока весь припой не исчезнет.
Увеличительное стекло
Пайка требует высокой точности, которая невозможна невооруженным глазом. Очень важно иметь под рукой увеличительное стекло, микроскоп или какое-либо увеличительное устройство, чтобы четко видеть детали вашего электронного компонента. Вот несколько различных увеличительных стекол, которые полезны для пайки.
Вот несколько различных увеличительных стекол, которые полезны для пайки.
Руки-помощники при пайке
Лупа-руки-помощники имеют похожие на руки костыли, которые могут удерживать провода во время пайки. У некоторых может быть две руки, а у некоторых четыре, в зависимости от модели и ваших предпочтений. Вы также можете использовать руки, чтобы поместить паяльник, над которым вы работаете.
Очки с увеличительным стеклом
Вы также можете эффективно носить очки с увеличительным стеклом во время пайки. Некоторые модели даже оснащены встроенным светодиодом. В то время как некоторые предлагают 5 или 6 светодиодов, есть и те, которые предлагают 30 или 40 светодиодов для отличного освещения наряду с большим увеличением.
Кусачки для проволоки
При пайке вам придется работать с многочисленными проводами, которые необходимо обрезать после завершения, особенно при пайке электрических проводов. Кусачки — очень удобные инструменты, которые можно использовать для обрезки выводов компонента или для зачистки конца провода, который вы использовали.
При любой пайке важно использовать свои ресурсы. Существует множество различных стандартов и руководств, учебных комплектов и пособий, а также сертификатов, которые помогут вам в процессе пайки. EPTAC проводит многочисленные сертификационные курсы по пайке, в том числе продвинутую ручную пайку Micro SMT, сертификацию ручной пайки и обучение инструкторов, специалистов и стандартных экспертов J-STD-001. Все это преподается экспертами, которые знают отрасль вдоль и поперек. Продвиньте свое образование в области пайки на одном из обучающих курсов EPTAC сегодня.
О компании EPTAC
EPTAC является признанным во всем мире лидером в области обучения пайков и сертификации IPC, предоставляя профессионалам навыки для продвижения по карьерной лестнице, а компаниям – таланты для достижения успеха. Более 30 лет EPTAC помогает корпорациям повышать стандарты качества, повышать производительность и максимизировать прибыль. Имея девятнадцать (19) офисов в Северной Америке, EPTAC продолжает расширять свои предложения и исключительный преподавательский состав, чтобы обеспечить легкий доступ к знаниям и программам, основанным на навыках, когда и где это требуется отрасли. Получите доступ к нашим запланированным программам через наш веб-сайт или запланируйте собственное корпоративное обучение на месте. Для получения дополнительной информации позвоните по телефону 800.643.7822 или свяжитесь с нами.
Получите доступ к нашим запланированным программам через наш веб-сайт или запланируйте собственное корпоративное обучение на месте. Для получения дополнительной информации позвоните по телефону 800.643.7822 или свяжитесь с нами.
Лучшие инструменты, оборудование и аксессуары для пайки
Пайка — очень сложный процесс, используемый для соединения двух материалов без их сплавления. В отличие от сварки, он не плавит металлы. Вместо этого он плавит припой (присадочный материал) и соединяет два металла.
Чтобы эффективно выполнять такой сложный процесс, вы должны вооружиться соответствующим набором оборудования.
Пайка используется в различных отраслях промышленности, таких как сантехника, сборка электроники, ремонт автомобилей и изготовление ювелирных изделий. Вы не можете использовать один и тот же набор инструментов для всех приложений пайки.
В зависимости от материалов, их химического состава и размеров необходимо подобрать правильный набор инструментов. Выбор также зависит от ваших навыков пайки.
Выбор также зависит от ваших навыков пайки.
В приведенной ниже статье содержится полный список всех лучших инструментов, оборудования и принадлежностей, необходимых для паяльных работ.
Outline
Лучшее паяльное оборудованиеНиже приведен полный список различного паяльного оборудования, доступного для ваших потребностей в пайке,
1. Паяльная станцияПаяльная станция представляет собой полный комплект, в который входят все необходимые инструменты для пайки. Обычные инструменты включают паяльник, термофены и инструменты для удаления припоя. Паяльная станция обычно используется для пайки чувствительных электронных компонентов, так как вы можете установить точную температуру паяльного жала.
Необходимо включить паяльную станцию в розетку и установить минимальную температуру. Шаг за шагом вы должны увеличивать температуру, пока припой не расплавится.
2. Паяльник Паяльник — это основное паяльное оборудование, имеющее форму ручки. Это используется новичками для самостоятельной пайки, таких как пайка печатных плат и других электронных компонентов. Сначала нагрейте кончик утюга, включив устройство. После нагрева поместите его на припой и расплавьте.
Это используется новичками для самостоятельной пайки, таких как пайка печатных плат и других электронных компонентов. Сначала нагрейте кончик утюга, включив устройство. После нагрева поместите его на припой и расплавьте.
Подробнее…
3. ПаяльникПаяльники имеют форму пистолета и работают от электричества. Паяльник использует припой на основе олова для пайки медных проводов или выполнения других электрических соединений. Вы должны подключить его к розетке и нажать на курок, чтобы нагреть припой.
4. Демонтажная станцияДемонтажная станция использует горячий воздух или вакуум для расплавления и удаления излишков припоя после процесса пайки. Демонтажная станция использует шланг для направления воздуха от воздушного насоса. Шланг имеет насадку и нагревательный элемент на конце. Нагревательный элемент нагревает воздух, который плавит припой. После расплавления припой можно легко удалить.
5. Паяльный карандаш
Паяльный карандаш Подобно паяльнику, паяльный карандаш используется для пайки небольших металлических элементов и электрических компонентов. Вы нагреваете припой с помощью нагревательного элемента, расположенного на конце паяльного карандаша. Паяльный карандаш имеет более тонкое острие, что помогает в детальных и микроскопических паяльных работах.
6. Паяльник на бутанеПаяльник на бутане представляет собой модифицированную версию обычного паяльника, работающего на бутане. Он быстро нагревается и может расплавить припой менее чем за 40 секунд. Кроме того, он также беспроводной и имеет широкий диапазон температур. Таким образом, вы можете использовать его для самых разных целей пайки и для пайки различных материалов.
Лучшие инструменты для пайки Помимо оборудования, вам также потребуются определенные инструменты для выполнения пайки. Эти инструменты отвечают за подготовку материалов перед пайкой и очистку поверхности после процесса.
Вот полный список инструментов, используемых в процессе пайки.
1. ПрипойПрипой — это наполнитель, который плавится и соединяет два материала. Эмпирическое правило заключается в том, что он должен иметь более низкую температуру плавления, чем соединяемые материалы. Только тогда припой расплавится первым и скрепит материалы. Припои бывают со свинцом и без него. В зависимости от материалов, которые вы паяете, вы должны выбрать припой с более низкой температурой плавления.
2. Флюс для припояФлюс для припоя представляет собой химическое вещество, которое используется для очистки поверхности соединяемых металлов. Можно паять без применения флюса. Но суставы могут быть не прочными и их легко сломать. Флюс удаляет оксиды, образовавшиеся на металлических поверхностях, и предотвращает дальнейшее окисление. Это укрепит места пайки.
Флюс можно наносить руками или кистью. Но для массовых паяльных работ существуют различные методы нанесения флюса.
Ручка с флюсом для пайки используется для нанесения флюса на металлическую поверхность перед процессом пайки. Основным преимуществом использования флюсовой ручки является то, что вы можете наносить флюс только на участки, где собираетесь паять. Это особенно полезно при пайке печатных плат. Использовать флюсовую ручку довольно просто.
Во-первых, вы должны нажать на кончик пера, чтобы насытить его поток. Затем прижмите наконечник к местам, где вы будете припаивать электронные компоненты, чтобы нанести припой.
4. Соединители проводов под пайку Соединитель проводов под пайку имеет форму небольшой трубки и используется для соединения проводов. Разъем имеет припой на обоих концах. Когда вы нагреваете разъем с помощью зажигалки или небольшой тепловой пушки, припой плавится и течет через разъединенные провода. Когда припой затвердевает, он создает соединение между проводами.
Жало паяльника, которое нагревает и плавит припой, называется жалом для припоя. Как правило, он изготовлен из медного сердечника, так как медь является хорошим проводником тепла. Он покрыт железом или никелем. Наконечники припоя бывают разных форм, каждая форма больше подходит для определенного типа пайки.
6. Фитиль для пайкиФитиль для пайки представляет собой инструмент для демонтажа припоя, который состоит из переплетенных медных проводов. Когда вы поместите наконечник фитиля для пайки и нагреете его, фитиль расплавит припой и впитает его. Как только часть паяльного фитиля будет покрыта припоем, вам придется удалить эту часть. Повторяйте процесс, пока не удалите весь припой.
7. Паяльная паста Паяльная паста используется при сборке печатных плат для пайки электронных компонентов. Он сделан из мельчайших шариков припоя, скрепленных флюсом. Для нанесения паяльной пасты необходимо использовать трафарет или другие приемы. Паяльная паста наносится только на те участки, где требуется пайка.
Для нанесения паяльной пасты необходимо использовать трафарет или другие приемы. Паяльная паста наносится только на те участки, где требуется пайка.
Также известная как насос для удаления припоя, она используется для удаления припоя с печатных плат. Некоторые демонтажные насосы поставляются с паяльником. Если нет, вы должны получить утюг отдельно и нагреть припой, прежде чем использовать этот насос для всасывания припоя.
На одном конце насоса имеется груша. Вы должны сжать насос и поместить другой конец на припой. Теперь, когда вы отпустите лампочку, она будет сосать припой. Некоторые модели также поставляются с поршнем вместо груши. Нажатие и отпускание поршня всасывает припой.
Лучшие аксессуары для пайкиПомимо инструментов для пайки, аксессуары также играют важную роль в обеспечении эффективного и безопасного выполнения пайки.
Ниже приведен полный список принадлежностей, которые вам понадобятся при пайке,
1. Подогреватели для пайки
Подогреватели для пайки При использовании термофенов для пайки вы столкнетесь с проблемой перегрева материалов. Перегрев повредит материалы. Кроме того, резкое повышение температуры приведет к тепловому удару. Чтобы этого избежать, необходимо использовать предпусковой подогреватель. Основная цель подогревателя — постепенно повышать температуру материалов.
2. Помощники при пайкеПомощники при пайке имеют похожие на руки муфты, которые могут удерживать провода во время пайки. Это позволяет создавать прецизионные соединения. Количество стрелок отличается от одной модели к другой. Большинство моделей поставляются с двумя стрелками, а некоторые могут иметь четыре. На эти руки также можно положить паяльник.
3. Коврик для пайки Коврик для пайки термостойкий и защищает полы, стены, кабели и другие горючие материалы во время пайки. Коврики для пайки выдерживают температуру до 1250 градусов Цельсия. Коврик для пайки обычно используется при пайке медных труб в сантехнике. Но вы также можете использовать его для всех целей пайки.
Коврик для пайки обычно используется при пайке медных труб в сантехнике. Но вы также можете использовать его для всех целей пайки.
Лупа для пайки используется при пайке микроэлектроники. Микроэлектронная пайка требует высокого уровня точности, которая невозможна невооруженным глазом. Таким образом, вы должны использовать увеличительное стекло, чтобы четко видеть электронные части. Лупы поставляются с подставкой, чтобы вам не приходилось их держать. Они имеют диапазон увеличения от 2x до 10x в зависимости от модели.
5. Поглотитель дымаДым, выделяющийся при пайке, может быть очень токсичным. Особенно, если вы используете припой на основе свинца, паяльные пары могут нанести непоправимый вред здоровью. Чтобы обезопасить себя от вдыхания ядовитых паров, можно использовать поглотитель дыма.
Поглотитель дыма поставляется с вентилятором и блоком фильтрации, который всасывает дым и фильтрует его. Их можно просто поставить на стол. Некоторые более крупные единицы хранятся на полу.
Их можно просто поставить на стол. Некоторые более крупные единицы хранятся на полу.
Ленты для пайки используются для скрепления металлических деталей во время пайки. Обладает высокой термостойкостью и препятствует передаче тепла другим частям металла. Ленты для пайки бывают шириной от 1/8 дюйма до 2 дюймов.
7. Набор пинцетовОсновное правило пайки – никогда не держать припой рукой. Вы всегда должны использовать пару пинцетов для удержания материалов. Если вы паяете материалы разного размера и толщины, вам следует приобрести набор пинцетов. Вы не можете использовать одну и ту же пару пинцетов для удержания материалов разного размера.
8. Очиститель жала паяльника (латунная вата) После завершения пайки необходимо очистить жало паяльника, чтобы удалить припой и углеродный материал. Для этого можно использовать медную вату. Это разновидность химчистки, изготовленная из стружки мягкого металла и покрытая флюсом. Вы должны воткнуть железный наконечник в латунную вату несколько раз, чтобы очистить его.
Вы должны воткнуть железный наконечник в латунную вату несколько раз, чтобы очистить его.
Подставка для пайки используется для безопасного хранения паяльных инструментов, когда они не используются. Самая распространенная подставка, с которой вы столкнетесь, — это подставка для паяльника. Это позволяет держать горячий паяльник подальше от рабочей зоны после использования. Это также облегчает чистку жала паяльника.
10. Разбавитель паяльного жалаРазбавитель паяльного жала изготовлен из мягкой кислоты и используется для предотвращения окисления жала паяльника, когда вы им не пользуетесь. Кроме того, вы также можете использовать его для удаления остатков после пайки. Вы должны вставить жало паяльника в разбавитель, а затем протереть его влажной губкой или тканью. Это удалит остатки и предотвратит окисление наконечника.
11. Кусачки Если вы паяете электрические провода, то вам обязательно нужно иметь в своем арсенале кусачки. Они легко обрезают провода и зачищают концы. Кроме того, они не стоят целое состояние.
Они легко обрезают провода и зачищают концы. Кроме того, они не стоят целое состояние.
Вывод:
Выбор инструментов для пайки зависит от ваших навыков пайки и типа материалов, которые необходимо спаивать. Паяльник сослужит вам хорошую службу, если вы новичок. Но по мере того, как вы развиваете свою точность, вам, возможно, придется перейти на паяльную станцию.
Кроме того, вам не нужны все инструменты для всех операций пайки. Например, при пайке микроэлектронных компонентов или других материалов очень малых размеров вам понадобится только увеличительное стекло.
Тем не менее, вам необходимо убедиться, что у вас есть все аксессуары для обеспечения безопасности, чтобы обеспечить безопасный процесс пайки.
Если у вас все еще есть какие-либо сомнения или вопросы в выборе лучшего паяльного оборудования, сообщите нам об этом в разделе комментариев. Моя команда поможет вам. Вы также можете оставлять свои мысли и мнения в поле для комментариев.
Инструменты для пайки, которые сделают вашу жизнь проще
Единственными инструментами для пайки, которые вам действительно понадобятся, чтобы начать паять, являются паяльник и немного припоя. Если вы просто хотите начать, это то, что я рекомендую вам получить.
Если вы просто хотите начать, это то, что я рекомендую вам получить.
Несмотря на то, что с помощью паяльника можно многое сделать, несколько дополнительных инструментов могут облегчить задачу.
В этой статье я покажу вам основные инструменты для пайки.
Паяльник
Без паяльника мало что можно паять.
Но паяльник не обязательно должен быть дорогим. Вы можете найти паяльники менее чем за 10 долларов, которые подойдут большинству начинающих. Но по мере того, как вы прогрессируете и хотите делать более продвинутые доски, вы, возможно, захотите вложить немного больше.
Я написал руководство о том, как найти лучший паяльник для ваших нужд. Прочтите эту статью, если вы хотите паять, но не знаете, какой паяльник выбрать.
Хотя это и не «инструмент», вам также понадобится припой для пайки.
Кусачки для проволоки
Кусачки для проволоки — очень удобный инструмент для пайки. Используйте его для обрезки длинных ножек компонентов или для зачистки конца провода.
Они также называются кусачками заподлицо, бокорезами, электронными ножницами, кусачками и т. д.
Я никогда не вкладывал много денег в этот инструмент. Самый дешевый доступный, как правило, достаточно хорош для большинства вещей. Например этот от Hakko.
Я сторонник старой школы и предпочитаю кусачки. Но вы также можете облегчить себе жизнь с помощью инструмента для зачистки проводов.
Инструменты для пайки
Иногда вы делаете ошибку. Или вам нужно заменить компонент в цепи. Это означает, что вам нужно отпаять, чтобы исправить это.
Для демонтажа я использую два инструмента: присоска для припоя и фитиль для припоя .
Присоска для припоя
Присоска для припоя или насос для припоя представляет собой механический вакуумный насос. Он высасывает припой из места пайки. Просто нагрейте место пайки, чтобы припой стал жидким, а затем отсосите его припоем. Я использую этот инструмент, когда мне нужно удалить много припоя за один раз.
Вот хороший комплект с припоем и фитилем.
Фитиль для припоя
Фитиль для припоя — еще один инструмент для удаления припоя. Он состоит из медных нитей, которые будут поглощать припой из паяного соединения.
Я использую фитиль для удаления небольшого количества припоя. Например, чтобы удалить «перемычки» между выводами на микросхеме. Или если на большом паяном соединении осталось немного припоя, который просто не высосет припой.
Вот хороший комплект с припоем и фитилем.
Пинцет
Пинцет великолепен. Вы можете использовать их, чтобы удерживать компоненты на своих местах и не обжечь пальцы при пайке.
Если вы когда-нибудь паяли компоненты для поверхностного монтажа, они очень пригодятся для размещения небольших компонентов.
USB-микроскоп
Мой USB-микроскоп оказал неоценимую помощь в некоторых ситуациях отладки компонентов с мелким шагом. С его помощью вы можете, например, обнаружить крошечные паяные соединения между выводами, которых там быть не должно. Это также очень полезно для людей, у которых есть проблемы со зрением.
Это также очень полезно для людей, у которых есть проблемы со зрением.
Это не то, что должно стоить сотни долларов. Вы можете найти микроскопы, которые достаточно хороши менее чем за 50 баксов. Например, этот USB-микроскоп для электроники получил много хороших отзывов.
Влажная губка
Влажная губка очень удобна для очистки жала паяльника. Наконечник горячий, а это значит, что он очень быстро окислится и загрязнится. Чистый наконечник быстрее передает тепло и облегчает пайку.
Губка в любом случае очень дешевая, поэтому всегда держите ее вместе с другими инструментами для пайки.
Обратите внимание, что если вы покупаете подставку для паяльника, губка обычно входит в комплект.
Подставка для паяльника
Паяльник сильно нагревается, поэтому важно размещать его безопасным образом между пайкой. Для этого очень удобна подставка под паяльник. Поскольку он занимает много места, я не беру его с собой в путешествия, но он всегда есть у меня на рабочем столе в Норвегии.