Что называется сварным швом: Страница не найдена – ccm-msk.com
alexxlab | 31.03.1986 | 0 | Разное
ТЕСТ Виды сварных швов | Тест на тему:
бюджетное образовательное учреждение Омской области
начального профессионального образования
«Профессиональное училище № 65».
ТЕСТ
Виды сварных швов
МДК 02.01. Оборудование, техника и технология электросварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
Составил: Баранов Владимир Ильич мастер производственного обучения
Седельниково, Омская область, 2013
Виды сварных швов.
Тест.
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный ответ.
- Сварным швом называется:
а) участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла;
б) участок сварного соединения, образовавшийся в результате пластической деформации присадочного металла;
в) участок сварного соединения, образовавшийся в результате кристаллизации расплавленного клея.
- Стыковым швом называется:
а) сварной шов таврового соединения;
б) сварной шов стыкового соединения;
в) сварной шов торцевого соединения.
- Угловым швом называется:
а) сварной шов стыкового соединения;
б) сварной шов таврового соединения;
в) сварной шов углового, таврового, нахлесточного соединений.
- Непрерывным швом называется:
а) сварной шов с равномерными промежутками по длине;
б) сварной шов без промежутков по длине;
в) сварной шов с неравномерными промежутками по длине
5. Прерывистым швом называется:
а) сварной шов с равномерными промежутками по дайне,
б) сварной шов с промежутками по длине;
в) сварной шов без промежутков по длине.
- Какой шов называется шахматным прерывистым швом?
а) Односторонний прерывистый шов, у которого промежутки на одной стороне расположены против сваренных участков шва с другой стороны.
б) Двусторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого.
в) Двусторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой стороны.
- Что называется валиком?
а) Металл сварного шва, наплавленный или переплавленный за один проход.
б) Металл сварного шва, наплавленный за один проход.
в) Металл сварного шва, переплавленный за два прохода.
- Какой шов называется многослойным?
а) Сварной шов, поперечное сечение которого заварено в один слой.
б) Сварной шов, поперечное сечение которого заварено в два слоя.
в) Сварной шов, поперечное сечение которого заварено в три слоя.
- Что называется корнем шва?
а) Часть сварного шва, расположенная на его лицевой поверхности.
б) Часть сварного шва, наиболее удаленная от его лицевой поверхности.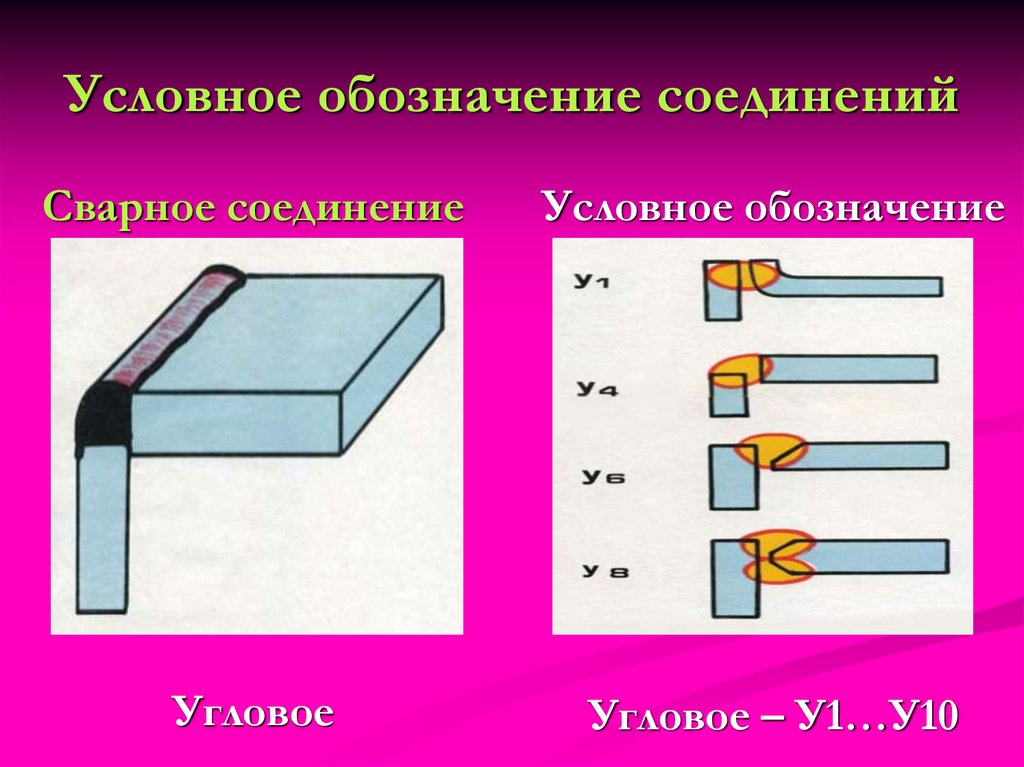
в) Часть сварного шва, расположенная в последнем выполненном слое.
10. Что называется прихваткой?
а) Короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей.
б) Короткий сварной шов, выполненный в процессе сварки деталей.
в) Сварной шов большой протяженности для фиксации взаимного расположения подлежащих сварке деталей.
Эталон ответа:
вопрос | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
ответ | а | б | в | б | б | в | а | б, в | б | а |
Критерии оценок тестирования:
Оценка «отлично» 9-10 правильных ответов или 90-100% из 10 предложенных вопросов;
Оценка «хорошо» 7-8 правильных ответов или 70-89% из 10 предложенных вопросов;
Оценка «удовлетворительно» 5-6 правильных ответов или 50-69% из 10 предложенных вопросов;
Оценка неудовлетворительно» 0-4 правильных ответов или 0-49% из 10 предложенных вопросов.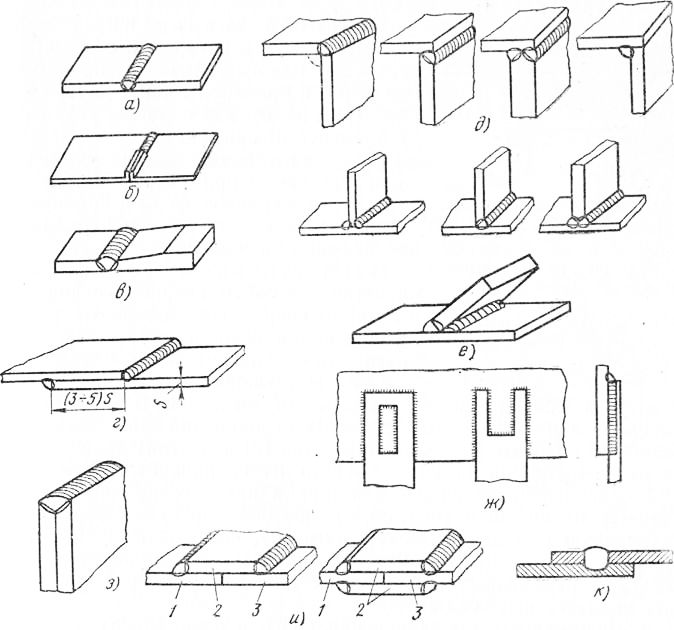
Список использованной литературы
- Галушкина В.Н. Технология производства сварных конструкций: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2012;
- Овчинников В.В. Технология ручной дуговой и плазменной сварки и резки металлов: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
- Маслов В.И. Сварочные работы6 Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2009;
- Овчинников В.В. Оборудование, техника и технология сварки и резки металлов: учебник – М.: КНОРУС, 2010;
- Куликов О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2006;
- Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф. образования – М.: Издательский центр «Академия», 2010.
Практическое занятие “Определение сварных соединений и швов по образцу”
 org/Person”>
Степанова Ирина Викторовна, преподаватель специальных дисциплин
org/Person”>
Степанова Ирина Викторовна, преподаватель специальных дисциплин
Разделы: Технология
Цель:
- закрепить знания по теме: «Виды сварных швов и соединений»;
- научиться различать виды сварных швов и соединений;
- научиться определять виды сварных соединений и швов по образцу;
- развить умения анализировать, сопоставлять, сравнивать, выделять главное;
- обеспечить рациональное сочетание коллективной и индивидуальной форм обучения;
- воспитать положительные мотивы обучения, показ важности и практической значимости применения знаний в профессиональном обучении.
Учебно-материальное оснащение мероприятия:
- Используемая литература: Г.
 Г.Чернышов. «Справочник электрогазосварщика и
газорезчика» Учебное пособие для нач.проф.обр. М.: Издательский центр
«Академия»,2010.-400с.
Г.Чернышов. «Справочник электрогазосварщика и
газорезчика» Учебное пособие для нач.проф.обр. М.: Издательский центр
«Академия»,2010.-400с. - Авторская презентация: «Определение сварных соединений и швов по образцу».
- Мультимедийная установка.
- Компьютер.
- Экран.
Средства обучения: Образцы сварных соединений и швов в металлоконструкциях
Содержание занятия:
- Организационная часть
- Повторение пройденного материала
- Ознакомление с изделием
- Определение сварных соединений и швов по образцу
- Подведение итога занятия
Теоретические основы:
1. Сварные соединения
Сварным соединением называется неразъемное соединение, выполненное
сваркой. Сварное соединение включает в себя сварной шов, зону термического
влияния (ЗТВ) и примыкающие к ней участки основного металла.
Сварные соединения бывают следующих видов:
- стыковые;
- угловые;
- торцовые;
- нахлесточные;
- тавровые.
- стыковое соединение – соединение двух плоских или трубных элементов, примыкающих друг к другу торцевыми поверхностями;
- угловое соединение – соединение двух элементов, расположенных под углом друг к другу в месте примыкании их краев;
- нахлесточное соединение – соединение, в котором свариваемые элементы расположены параллельно и частично перекрывают друг друга;
- тавровое соединение – соединение, в котором торец одного элемента примыкает под углом к основной поверхности другого элемента;
- торцевое соединение – соединение, в котором основные поверхности элементов примыкают друг к другу без перекрытия торцов.
2. Сварные швы
Геометрическое очертание и размеры швов указаны в ГОСТе на каждый вид
соединения и сварки.
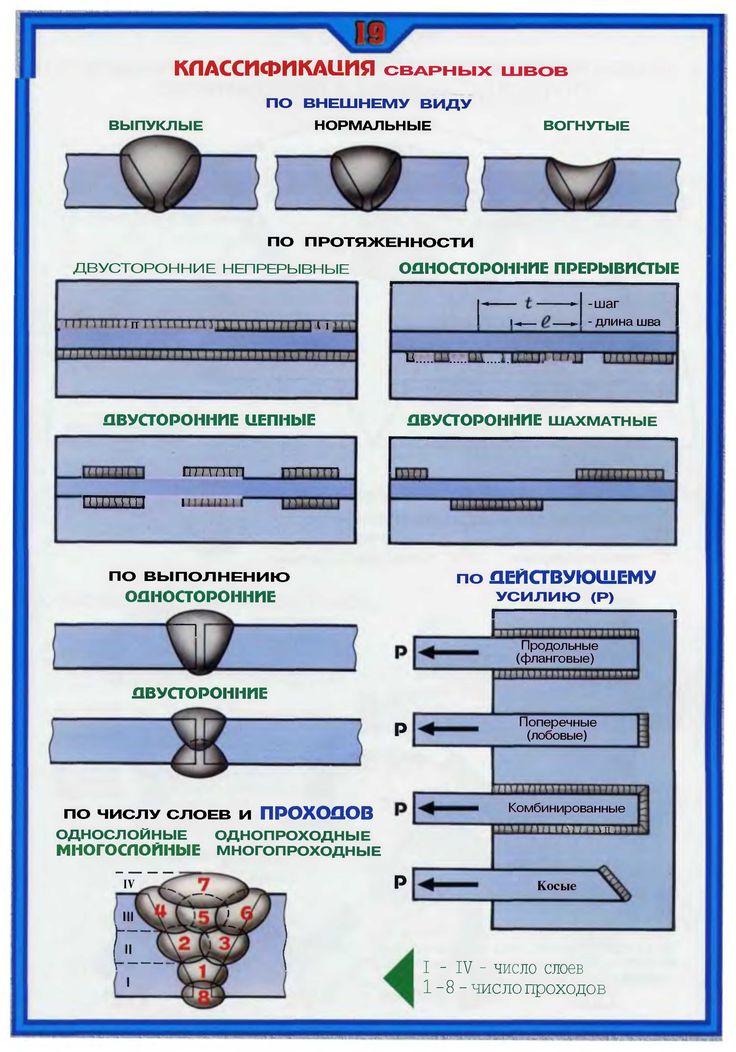
Классификация сварных швов по внешнему виду, по протяженности, по выполнению, по числу проходов и слоев.
Сварной шов – участок сварного соединения, образующийся в результате кристаллизации расплавленного металла.
Стыковой шов – сварной шов стыкового соединения.
Характеризуется шириной шва, высотой усиления, глубиной провара.
3. Угловой шов – сварной шов углового, нахлесточного и таврового соединения.
Характеризуется катетами и высотой шва.
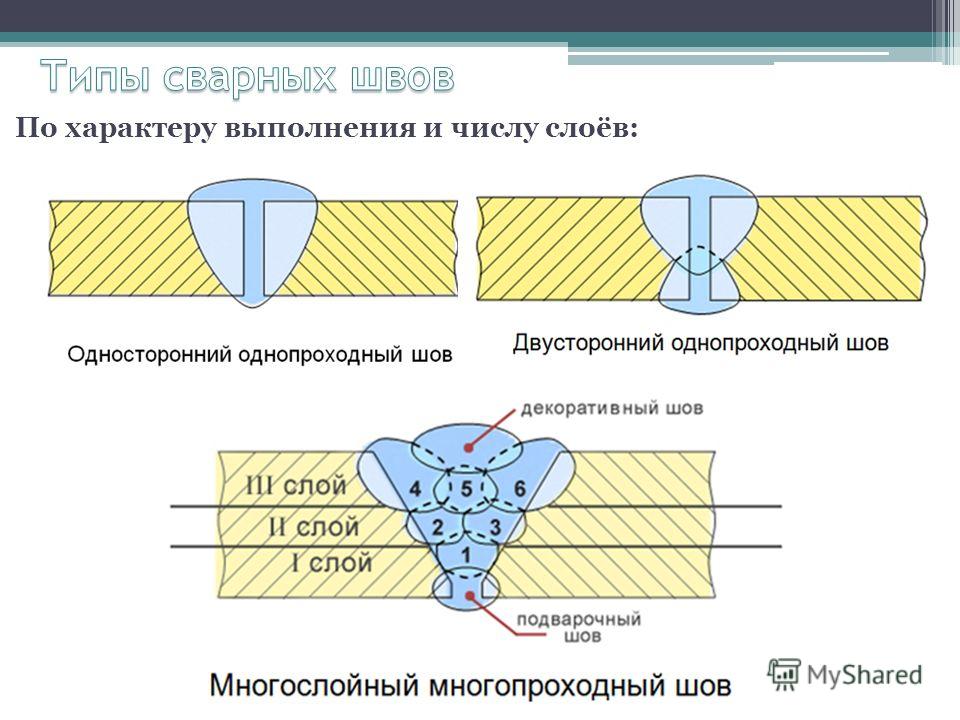
4. Односторонний шов – сварной шов, выполняемый с одной стороны.
5. Двусторонний шов – сварной шов, выполняемый с двух сторон.
6. Непрерывный шов – сварной шов без промежутков по длине.
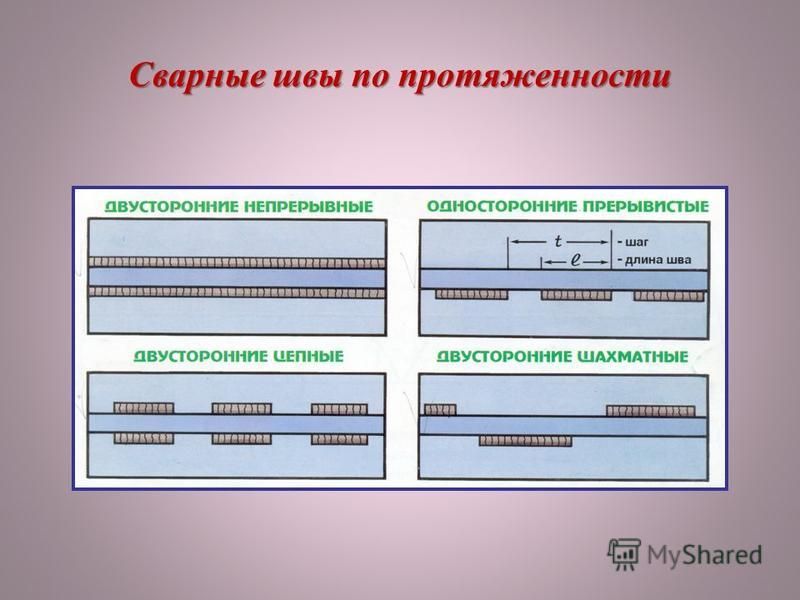
7. Прерывистый шов – сварной шов с промежутками по длине (цепные и шахматные).
8. Цепной прерывистый шов — двусторонний прерывистый шов, у которого сваренные и не сваренные участки расположены по обеим сторонам стенки один против другого.
9. Шахматный прерывистый – двусторонний прерывистый шов, у которого не
сваренные участки на одной стороне стенки расположены против сваренных участков
швов с другой стороны.
Порядок выполнения работы:
Группа делиться на три команды.
В каждой команде выбирается эксперт, который будет оценивать ответы участников
команды.
Задания:
- Изучите образец
- Определите виды сварных соединений и швов
- Заполните таблицу
| № п/п | Сварное соединение | Сварные швы по типу соединения | Сварные швы по внешнему виду | Сварные швы по протяженности | Сварные швы по длине соединения | Сварные швы по характеру выполнения |
| 1. | стыковое | стыковое | нормальный | Односторонний сплошной | длинный | односторонний |
Вопросы для контроля знаний:
- Какое сварное соединение называется стыковым?
- Чем отличается стыковое соединение от нахлесточного?
- Какое сварное соединение называется тавровым?
- Чем отличается угловое соединение от торцового?
- Что называется сварным швом?
- Какие разновидности сварных швов существуют?
- К каким соединениям применим угловой шов?
Приложение 1
|
Навигация: Сварные соединения и швы Сварные соединения и швы Участок сварного соединения, образовавшийся в процессе сварки из расплавленного, а затем затвердевшего металла, называется сварным швом. При монтаже систем вентиляции применяют следующие виды сварных соединений: стыковые, нахлесточные, тавровые, угловые. Стыковое соединение служит для сварки деталей из листовой стали толщиной от 3 до 20 мм и более. Стыковое соединение прочно, дает наименьший расход основного и наплавленного металла, требует на сварку немного времени. Однако для него необходима тщательная подготовка кромок листов и точная пригонка свариваемых кромок. Электродами с тонким покрытием можно сваривать листовую сталь толщиной до 3 мм. Нахлесточное соединение, наиболее распространенное, применяют при сварке конструкций и деталей из тонколистовой стали. При такой сварке кромку специально не обрабатывают. Швы надо делать с одной и другой стороны соединения, так как в случае сварки с одной стороны в щель между листами с непроваренной стороны может попасть влага, что вызовет коррозию металла. Рис. 1. Сварные соединения: При иахлесточном соединении отпадает необходимость в точном вырезании элемента детали, однако этот вид соединения требует большого количества и основного, и наплавленного металла. Ширина полос металла, накладываемых одна на другую, должна составлять не менее 3…5 толщин свариваемого металла. Тавровое соединение также выполняют дуговой сваркой, при этом кромки могут быть без скоса, с односторонним и двусторонним скосом. Угловые соединения могут быть выполнены в разных вариантах, причем каждый вариант требует соответствующей подготовки кромки. Рис. 2. Классификация швов: В зависимости от положения свариваемых деталей швы бывают нижние, горизонтальные, вертикальные и потолочные. При сварке деталей систем вентиляции надо стремиться так организовать работу, чтобы максимальное количество сварных швов были нижние и лишь в необходимых случаях делать вертикальные и потолочные швы. По направлению усилий, которые будут приложены к сварным швам в период работы сварной детали, швы делятся на фланговые, торцовые, или лобовые, комбинированные и косые. По длине швы бывают непрерывные, прерывистые и прерывистые цепные. Прерывистые швы применяют в том случае, когда прочность шва нужна небольшая и не требуется герметичности соединения. Такой шов стоит дешевле, так как на него идет меньше металла, и его выполняют значительно быстрее. Прерывистый шов выполняют в виде отрезков длиной 50…150 мм, разрыв между которыми в 1,5…2,5 раза больше шва. Расстояние между началом двух соседних швов называют шагом шва. По степени усиления швы разделяют на нормальные, выпуклые и вогнутые. Следует отметить, что большая выпуклость не создает заметного усиления шва. Кроме того, эти швы требуют значительного расхода направленного металла и электроэнергии, а также больших затрат времени на их производство. — При ручной дуговой сварке различают следующие виды сварных соединений: стыковые, внахлестку, тавровые и угловые. В стыковых соединениях части свариваемых изделий соединяют торцами или кромками. Такие соединения являются наиболее распространенными, так как отличаются высокой прочностью и меньше подвержены сварочным напряжениям и деформациям. Рис. 1. Сварные соединения Толщина свариваемых элементов, соединяемых в стык, почти не ограничена, но от этого зависит форма обработки кромок свариваемого металла. Соединения внахлестку не требуют специальной обработки кромок под сварку. Швы накладывают с обеих сторон нахлестки; таким способом сваривают элементы толщиной не более 8 мм. Внахлестку соединяют также элементы конструкции, при этом часто применяют прорезные соединения в тех случаях, когда длина кромок соединяемых деталей меньше необходимой по расчету швов и вследствие этого простая нахлестка не может быть осуществлена. Разновидностью соединения в нахлестку является соединение с накладками, показанное на рис. 220, г. Это соединение выполняют с одной или двумя накладками, которые служат как для соединения частей изделия, так и для усиления стыка. Рис. 2. Виды сварных швов в зависимости от их расположения относительно направления действующих усилий Рис. В тавровых соединениях или угловых торец кромки листов можно не скашивать; для получения хорошего шва оставляют зазор между листами в 2—3 мм. В тавровых соединениях угол между свариваемыми деталями обычно равен прямому, но может и отличаться от него. Угловые и тавровые соединения широко распространены во всех конструкциях, так как отличаются простотой исполнения, высокой прочностью и экономичностью. По положению относительно действующего усилия швы разделяются на фланговые, расположенные параллельно действующему усилию, лобовые — перпендикулярно и косые — под углом. По протяженности сварные швы могут быть непрерывны-м и (сплошными) и прерывистыми. Прерывистые швы применяют очень редко и только в неответственных соединениях — в случае приварки настила, ребер жесткости и пр. Рис. 4. Сварные швы: Рис. По положению в пространстве швы разделяют на нижние, вертикальные, горизонтальные и потолочные. По внешней форме сварные швы бывают выпуклыми, нормальными изогнутыми. Выпуклыми, или усиленными, называют швы, у которых действительная толщина больше расчетной. Обычно при ручной сварке делают высоту выпуклости (усиления) до 0,2 высоты сечения шва. Нормальными называют швы, не имеющие усиления, например швы в форме равнобедренного треугольника. Вогнутые, или ослабленные, швы при обычной сварке не допускаются. Качественными вогнутые швы могут считаться только в том случае, если они делаются с глубоким проплавлением основного металла свариваемых деталей. Рабочая толщина шва при сварке в стык принимается равной толщине более тонкого стыкуемого элемента, при этом с обеих сторон должны иметься усиления в виде наплывов плавного очертания высотой не менее 1 мм при толщине свариваемого металла от 4 до 20 мм и не менее 2 мм при большей толщине свариваемого металла. Похожие статьи: Навигация:
Главная → Справочник → Статьи → Блог → Форум |
 В этом случае листы готовят без скоса кромок и делают одностороннюю сварку. При стыковом соединении зазор между листами должен быть постоянным по всей длине, т. е. кромки должны быть параллельны, что имеет большое значение для качества сварки.
В этом случае листы готовят без скоса кромок и делают одностороннюю сварку. При стыковом соединении зазор между листами должен быть постоянным по всей длине, т. е. кромки должны быть параллельны, что имеет большое значение для качества сварки. Нахлесточное соединение—основной вид шва, выполняемого шовной и точечной контактной сваркой.
Нахлесточное соединение—основной вид шва, выполняемого шовной и точечной контактной сваркой.

 3. Швы различной протяженности:
3. Швы различной протяженности: 5. Виды швов по положению их в пространстве:
5. Виды швов по положению их в пространстве: Толщина углового (валикового) шва, накладываемого в прямой угол, образованный соединяемыми элементами, измеряется по биссектрисе угла и принимается равной 0,7 меньшего катета. При этом высота валикового шва должна превышать на 1—2 мм расчетную (проектную) или быть равной ей. Минусовой допуск здесь не предусматривается нормами.
Толщина углового (валикового) шва, накладываемого в прямой угол, образованный соединяемыми элементами, измеряется по биссектрисе угла и принимается равной 0,7 меньшего катета. При этом высота валикового шва должна превышать на 1—2 мм расчетную (проектную) или быть равной ей. Минусовой допуск здесь не предусматривается нормами.Качество сварного шва
Сварным соединением называется неразъемное соединение двух и более деталей, которые выполнены при помощи сварки. В состав сварного соединения входят: сварной шов, зона термического влияния и примыкающие к ней участки основного металла.
В состав сварного соединения входят: сварной шов, зона термического влияния и примыкающие к ней участки основного металла.
Очень важно характеристикой сварного шва является их классификация, на основании которой определяется наиболее оптимальный метод сварки и выбираются ее режимы.
Сварной шов – это место сплава различных металлических элементов одной конструкции. Во время сварки металл в этом месте расплавляется, после чего при остывании кристаллизуется, обеспечивая надежную прочность и герметичность шва.
Сварной узел представляет собой часть сварной конструкции, в которой сварены примыкающие друг к другу элементы.
Сварной конструкцией называется металлическая конструкция, изготовленная из отдельных деталей или узлов с помощью сварки. Металл деталей, подлежащих соединению сваркой, называют основным металлом. Металл, подаваемый в зону дуги дополнительно к расплавленному основному металлу, называют присадочным металлом. Переплавленный присадочный металл, введенный в сварочную ванну, называется наплавленный металл.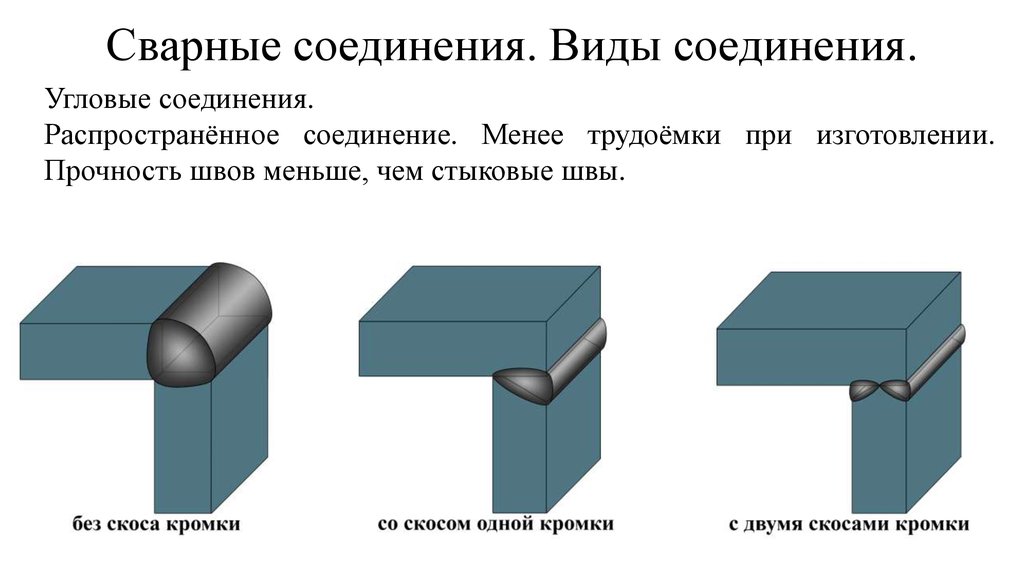
Дееспособность сварного изделия определяется по типу сварного соединения, формой и размерами сварных соединений и швов, их расположением относительно действующих сил и плавностью перехода от сварного шва к основному металлу.
При выборе типа сварного соединения следует учитывать условия эксплуатации, которые могут быть статические или динамические нагрузки. Также необходимо брать во внимание способ и условия изготовления сварной конструкции.
Основные виды сварочных швов
В первую очередь все швы делят по способу соединения деталей. По данному признаку выделяют следующие виды швов:
- стыковые – получаемые между заготовками, которые промыкаются друг к другу торцевыми поверхностями;
- нахлесточные – получаемые за счет наложения деталей друг на друга с частичным перекрытием;
- тавровые – получаемые за счет приваривания торцевой поверхности одной заготовки к плоскости другой заготовки;
- угловые – получаемые между заготовками, расположенными под углом друг к другу, шов получается в месте примыкания деталей;
- торцевые – получаемые за счет сваривания торцов заготовок.

Основные типы и конструктивные элементы швов сварных соединений для ручной дуговой сварки регламентирует ГОСТ 5264-80. Ниже рассмотрим более детально каждый вид сварочного соединения
Виды сварного соединенияСтыковые швы
Такие швы являются самыми распространенными видами соединения. Они используются при стыковке металлических листов или труб, которые перед процедурой сваривания должны быть надежно зафиксированы. Между деталями оставляют небольшой зазор, равный 1-2мм, который в процессе сварки заполняется расплавленным металлом.
Также различают односторонние и двухсторонние швы. При односторонней сварке шов формируется только на одной стороне деталей. В случае двухстороннего шва сварка проводится на обеих сторонах заготовок.
В зависимости от толщины свариваемых деталей для стыковых швов по-разному готовят сварочные кромки::
- с отбортовкой – для деталей толщиной – до 4 мм;
- без скоса – для деталей толщиной – 4…8 мм;
- с V-образным скосом – для деталей толщиной – 3…60 мм;
- с X-образным скосом – для деталей толщиной – 8…120 мм;
- с K-образным скосом – для деталей толщиной – 8… 100 мм;
- с криволинейным скосом – для деталей толщиной – 15…100 мм.

* Для тонких деталей возможна стыковая сварка без обработки кромок или с обработкой только на одной стороне.
Нахлесточные швы
При выполнении нахлесточных швов поверхности металлических деталей расположены параллельно и при этом частично друг друга перекрывают. Такие швы считаются самыми простыми и удобными для выполнения, поскольку детали лежат неподвижно и уже соприкасаются друг с другом местами, которые необходимо лишь заварить. При этом надо учитывать, что сварка швами внахлест всегда выполняется с двух сторон. Кромка каждой заготовки должна быть приварена к поверхности другой. Угол наклона электрода при выполнении сварки лежит в пределах 15o-45o. Если угол наклона начнет выходить за эти пределы, то шов наползет на одну из сторон стыка.
Тавровые швы
Тавровые швы выполняются привариванием торца одной заготовки к боковой поверхности другой заготовки и в разрезе напоминают букву «Т». В процессе сварки заполняется угол, который образуется между деталями, из-за чего появляется необходимость в обеспечении глубокого проплавления деталей. Обычно, это легко достигается путем применения автоматической сварки.
В процессе сварки заполняется угол, который образуется между деталями, из-за чего появляется необходимость в обеспечении глубокого проплавления деталей. Обычно, это легко достигается путем применения автоматической сварки.
Тавровые швы всегда двухсторонние. Форма подготовленных кромок возможна без скоса и с одним или двумя скосами одной кромки, где обрабатывается только привариваемый торец. Без скоса можно сваривать детали небольшой толщины – от 2 до 40 мм. Для деталей толщиной от 8 до 100 мм следует производить обработка кромки.
При сваривании тавровых швов важно знать их особенность: получаемые швы в итоге прочнее основного металла. Поэтому перед сварочными работами нужно проводить расчеты по получаемому сопротивлению материалов. Это необходимо, чтобы в дальнейшем избежать неравномерной прочности деталей, разной стойкости к нагреву и охлаждению и другим скрытым дефектам.
Угловые швы
Данные шов относится к подвиду тавровых швов, но при этом угловые швы больше распространены, чем тавровые. По форме угловые швы напоминают букву «Г», где угол между деталями может быть любой, но чаще всего – прямой. При работе с угловыми швами главной проблемой является стекание металла по углу или с вертикальной поверхности на горизонтальную. Поэтому важно контролировать ровное ведение электрода, соблюдая углы наклона. Для сварки листов разной толщины рекомендуется держать электрод под углом 60o по отношению к более толстой заготовке. В результате чего, основное тепло приведется на более толстую деталь, а тонкая при этом не перегреется и не деформируется.
По форме угловые швы напоминают букву «Г», где угол между деталями может быть любой, но чаще всего – прямой. При работе с угловыми швами главной проблемой является стекание металла по углу или с вертикальной поверхности на горизонтальную. Поэтому важно контролировать ровное ведение электрода, соблюдая углы наклона. Для сварки листов разной толщины рекомендуется держать электрод под углом 60o по отношению к более толстой заготовке. В результате чего, основное тепло приведется на более толстую деталь, а тонкая при этом не перегреется и не деформируется.
Угловые швы бывают односторонние и двухсторонние. Для двухстороннего шва сварка выполняется и на внутреннем, и на внешнем угле. Возможна сварка без обработки кромок или скосами. Скос может выполняться и с двух сторон одной кромки, где при этом вторая кромка не будет предварительно обрабатываться.
Необходимо помнить, что прочность угловых швов ниже прочности основного металла. Этот момент нужно учитывать при проектировании и проведении работ.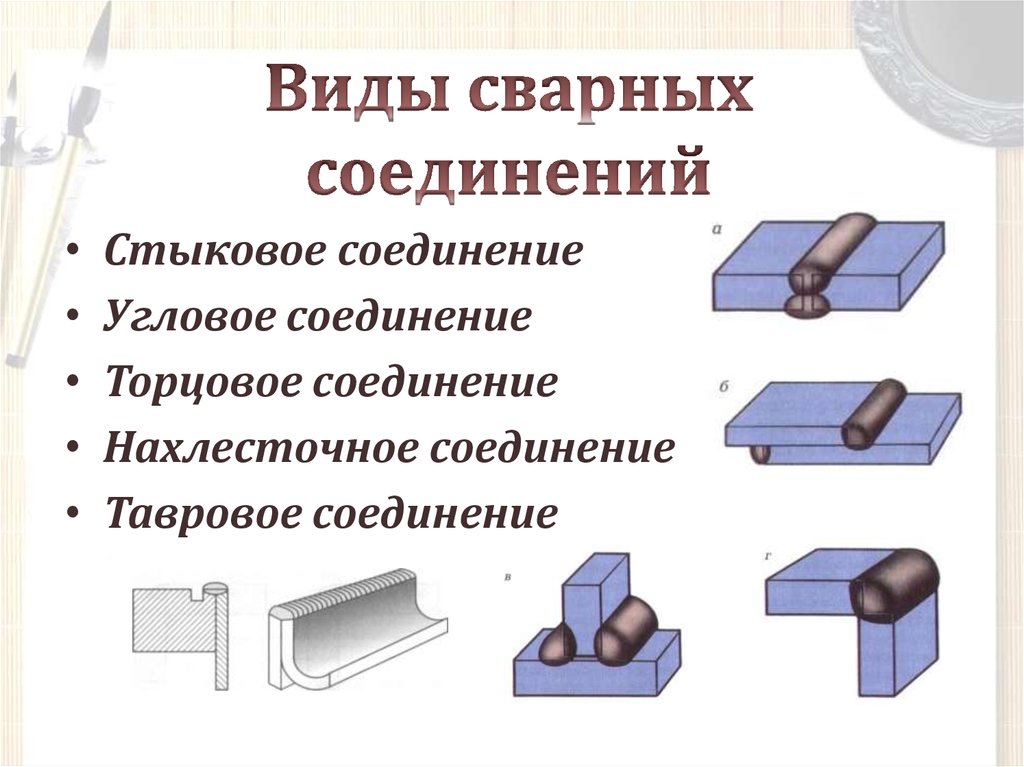
Торцевые швы
Торцевые швы применяются для сваривания деталей разной формы, прилегающими друг к другу боковыми поверхностями. Угол прилегания может находиться в пределах до 30градусов. Данная сварка хорошо подходит для работы, как с тонкими, так и с толстыми металлами. Перед сваркой осуществляется разделка кромок под односторонние скосы.
Торцевые швы отличаются высокой выносливостью к нагрузкам. Но при этом возможно попадание влаги или загрязнений между поверхностями деталей, что в будущем приведет к коррозии. Особенно это возможно при наличии непроваров.
Другие критерии классификации сварных соединений
Кроме сварочного соединения, швы классифицируются по другим параметрам:
- по форме шва: выпуклые и плоские швы,
- по протяженности: сплошные и прерывистые швы,
- по положению свариваемых поверхностей в пространстве: горизонтальные, вертикальные, потолочные и нижние швы и другие классификации.
Положение сварного соединения
Нижнее положение Горизонтальное Вертикальное Потолочное положение
Перед началом работ всегда важно определить вид сварного шва по всем параметрам, что поможет подобрать оптимальную технику выполнения сварки в каждом конкретном случае. Например, сварка углового соединения в вертикальном положении потребует более тщательной подготовки, чем сварка стыкового шва в нижнем положении.
Методы контроля качества сварных соединений
Контроль сварных швов является важным ключевым компонентом для обеспечения надёжного и качественного соединения деталей и работоспособности конструкции. После окончания сварочных работ проводится обязательная проверка качества сварных швов. Контрольная процедура дает возможность выявить дефекты, влияющие на прочность соединения и эксплуатационные характеристики готового изделия. Своевременное обнаружение дефектов позволяет избежать аварийных ситуаций и повысить безопасность эксплуатации конструкции.
Своевременное обнаружение дефектов позволяет избежать аварийных ситуаций и повысить безопасность эксплуатации конструкции.
На крупных производственных предприятиях контроль сварочных швов проводит отдельный специалист-контролер. Но на небольших производствах в штате часто такая единица отсутствует и проверку проводит сам сварщик.
1. Предварительный контроль – здесь происходит проверка поверхности металла, качества электродов, флюсов, присадочной проволоки и газовых смесей. Затем, непосредственно перед тем как приступить к сварке, происходит контроль качества сборки, подготовки рабочего места и осмотр состояния сварочной аппаратуры.
2. Контроль сварки – это проверка правильности выбранного режима и соблюдения технологии в процессе сваривания деталей.
3. Контроль качества – он происходит по окончании процесса сваривания, который осуществляется различные способами, приведенные ниже.
4. Внешний осмотр – здесь происходит визуальный осмотр деталей на наличие видимых дефекты.
Внешний осмотр – здесь происходит визуальный осмотр деталей на наличие видимых дефекты.
Процедура проверки качества сварных соединений проводится в соответствии с ГОСТ и другими нормативными документами. В них указаны допустимые погрешности. По завершению измерений составляется акт и протокол испытаний, в котором указываются результаты. Зачастую, визуального осмотра сварного шва недостаточно, так как дефекты могут быть скрытыми. Поэтому на практике применяют различные способы контроля качества сварных швов, которые подробно описаны ниже.
Визуальный контроль сварных швов
Самый простой, быстрый и недорогой способ осмотра шва это визуальный осмотр. Контроль качества сварных швов проводят на наличие видимых трещин, сколов или других дефектов. Также внимательно изучают шов. Он по всей длине должен иметь одинаковую ширину и высоту. Недопустимо наличие непроваренных участков, наплывов или складок. Перед осмотром с поверхности шва удаляют окалины, шлак и другие загрязнения.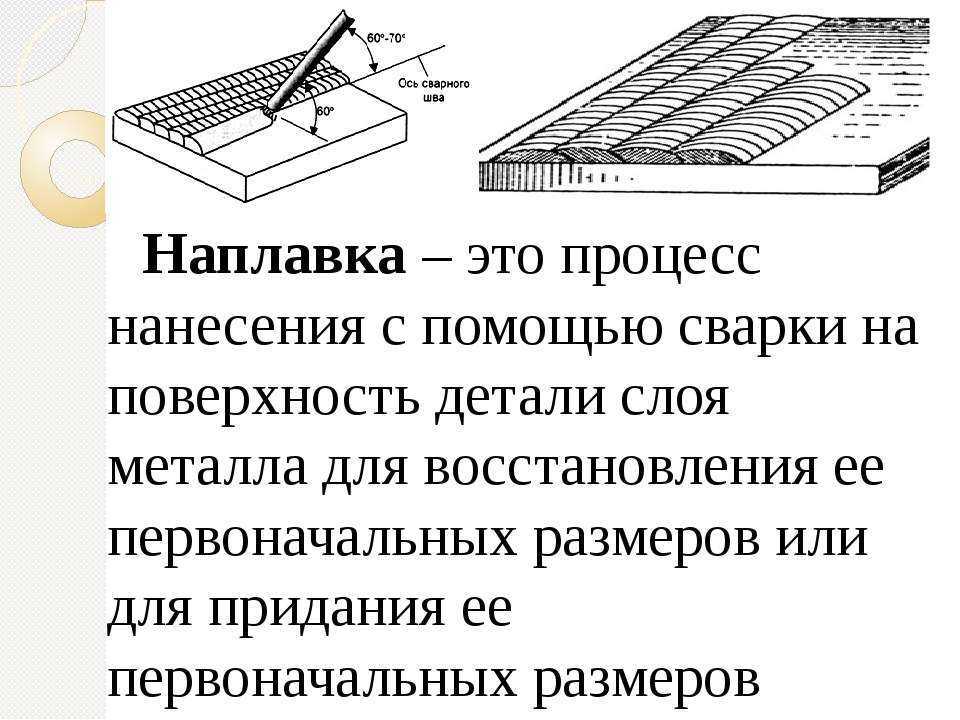
При обнаружении дефекта проводится работа по его изучению, делаются замеры, которые позволяют определить качество сварного соединения. Если это возможно, дефекты устраняются, а изделие отправляется на дополнительную проверку с использованием других методов контроля. Для более глубокой проверки применяются другие виды контроля сварного шва.
Капиллярный контроль сварных швов
Качество сварки может проверяться при помощи капиллярного метода, который основан на свойстве жидкости проникать в мельчайшие раковины и трещины. Особенностью данного метода является то, что он позволяет выявить скрытые дефекты, которые трудно определить с помощью визуального осмотра. Капиллярный метод относительно простой и недорогой, для проведения таких испытаний не нужно применять сложное, дорогостоящее оборудование.
При использовании данного метода используются специальные вещества, которые имеют небольшое поверхностное натяжение – пенетранты. Они способны легко проникать даже в небольшие щели, при этом визуально они видны.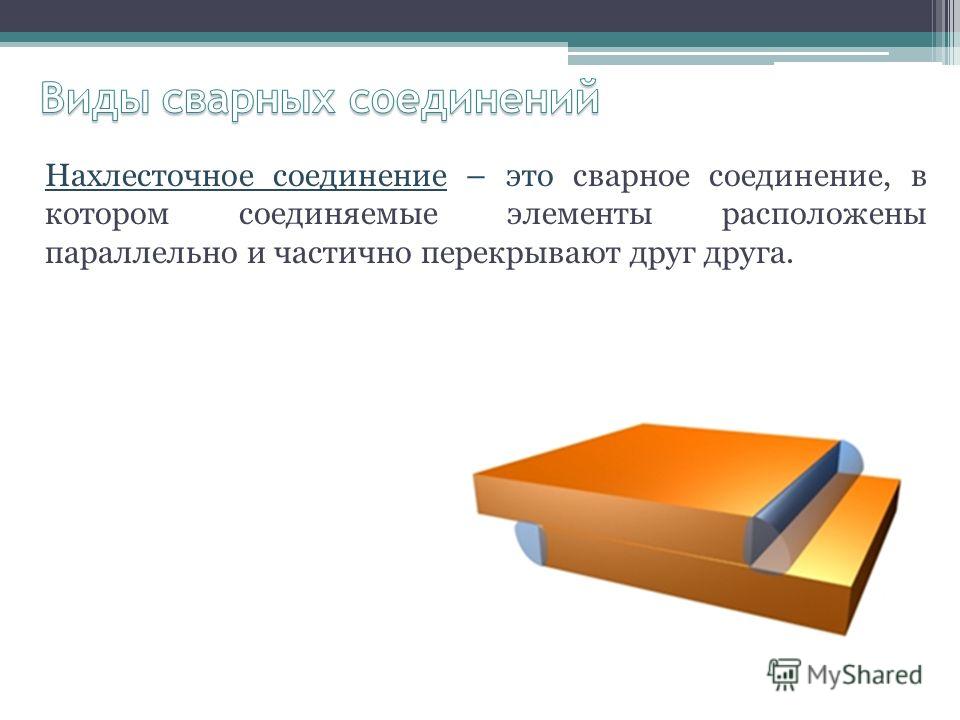 Проникая в небольшие трещинки, они окрашивают их, делая видимыми для человеческого глаза. Самые чувствительные пенетранты позволяют обнаружить дефекты диаметром от 0.1 микрон.
Проникая в небольшие трещинки, они окрашивают их, делая видимыми для человеческого глаза. Самые чувствительные пенетранты позволяют обнаружить дефекты диаметром от 0.1 микрон.
Существует множество рецептов пенетрант. В основном они изготавливаются на основе воды, керосина или другой жидкости с небольшим поверхностным натяжением. Этот метод проверки сварных соединений по праву считается одним из самых практичных и эффективных.
Метод пневматической проверки
Пневматический контроль герметичности выполняется с помощью сжатого воздуха. Он применяется для контроля сварных швов трубопроводов, которые работают под высоким давлением. Для этого изделие погружают в ванную с водой, после чего внутрь его подают сжатый воздух до тех пор, пока давление внутри изделия не будет превышать рабочее на 30-50%.
Если речь идет о крупногабаритном изделии, которое невозможно поместить в ванную с водой, то его покрывают специальным пенным раствором, после чего внутрь подается сжатый газ, который будет свидетельствовать о дефекте наличием на поверхности пузырьков.
Химический метод контроля
Химический метод используется для контроля качества герметичности сварных швов трубопроводов и элементов гидравлических систем. Он базируется на свойствах индикаторного вещества изменять свой цвет за счет химического воздействия с контрольным веществом.
Поверхность шва зачищается, на нее наносится фенолфталеиновый раствор. Обработанное место накрывается тканью, пропитанной азотнокислым серебром. Таким образом, можно определить наличие локальных течей, так как в этих местах фенолфталеин приобретает красный цвет, а серебро – серебристо-черный.
Такой метод проверки качества сварных швов достаточно прост. Для контроля не задействуется дорогостоящее оборудование, не требуются специальные знания и навыки персонала. Но у него имеется чувствительность из-за неустойчивости индикаторных пятен.
Радиационный контроль сварных соединений
В радиационный методе выявления внутренних дефектов используют гамма-лучи, которые возникают при самопроизвольном распаде элементов радия или урана. Проверяемая поверхность подвергается воздействию гамма лучей, которые проходят сквозь металл. Если имеют место пустоты, неоднородности или другие дефекты, они отражаются на пленке. Этот метод считается одним из наиболее эффективных. Он позволяет выявить даже небольшой, скрытый для глаза дефект и составить максимально точную картину качества сварного соединения.
Проверяемая поверхность подвергается воздействию гамма лучей, которые проходят сквозь металл. Если имеют место пустоты, неоднородности или другие дефекты, они отражаются на пленке. Этот метод считается одним из наиболее эффективных. Он позволяет выявить даже небольшой, скрытый для глаза дефект и составить максимально точную картину качества сварного соединения.
Для контроля сварных швов применяют искусственные радиоактивные вещества, называемые изотопы, которыми являются, тулий, кобальт или цезий. Изотопы действуют в течение более или менее длительного времени, например: кобальт – 5 лет, цезий – 33 года, тулий – 129 дней.
Радиографический метод используется не достаточно широко, так как имеет существенные недостатки – одним из которых является необходимость в сложном и дорогостоящем оборудовании. Сканирование должен проводить специально обученный специалист, при этом предъявляются высокие требования к соблюдению техники безопасности. Также с оборудованием нельзя работать длительное время, так как гамма-лучи негативно влияют на организм человека.
Ультразвуковой метод контроля
Ультразвуковой метод контроля основан на способности ультразвуковых волн отражаться от границы раздела двух сред, обладающих разными акустическими свойствами. Раковины, сколы и другие дефекты имеют свои акустические особенности, которые фиксируются с помощью специального оборудования. Так, ультразвук, отразившийся от нижней поверхности изделия возвращается обратно к датчику, затем преобразовывается в электрическое колебание и подается на экран электронно-лучевой трубки. При наличии дефектов ультразвуковые колебания начнут искажаться, которые на экране будут видны в виде всплеска. По характеру и размерам искажений определяют виды и размеры дефектов.
Ультразвуковой метод востребован, так как он достаточно простой, эффективный и бюджетный. Для его применения не нужно сложное, дорогостоящее оборудование, не нужно учитывать физико-химические свойства материалов. К недостаткам ультразвукового метода относят то, что проверку может проводить специалист, имеющий специальные знания и навыки.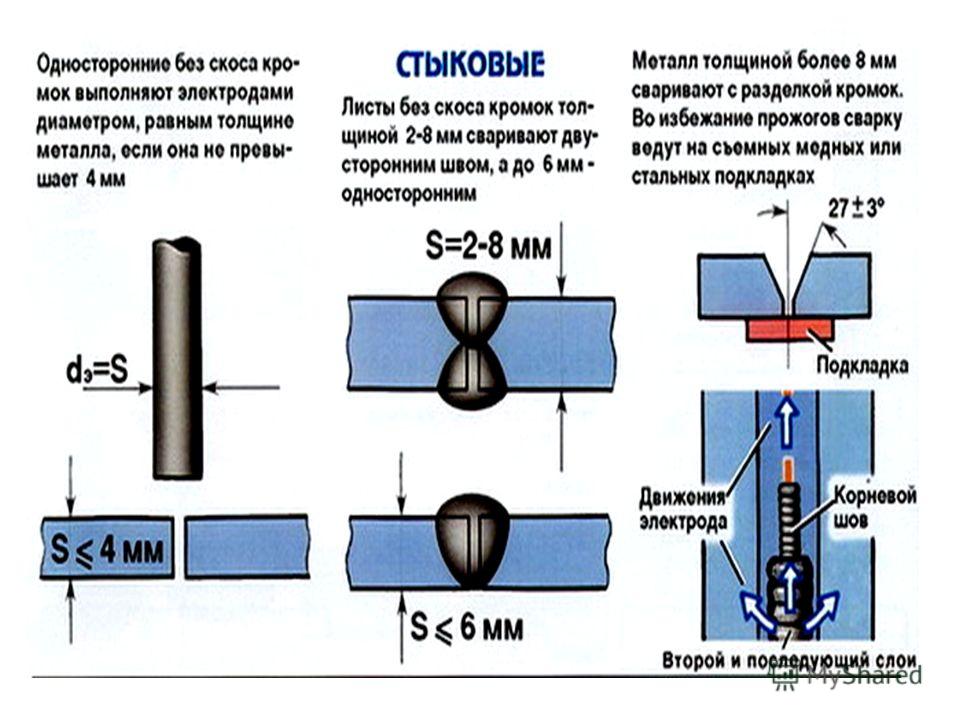
Магнитная дефектоскопия
Сущность способа основана на использовании магнитного рассеяния, возникающего над дефектом при намагничивании проверяемого изделия. Каждый металл имеет определенную степень магнитной проницаемости. Если он неоднородный, при прохождении сквозь металл магнитного поля оно искажается. При наличии в сварном шве дефекта магнитный поток будет огибать его, создавая при этом поток рассеивания.
Предварительно, поверхность шва посыпают специальным ферримагнитным порошком, который позволяет визуализировать магнитные линии. Если они ровные, значит, сварное соединение признается качественным. При наличии дефектов линии будут иметь видимые искажения.
Данный метод эффективен, но он может применяться только для работы с ферримагнитными материалами, что является его главным недостатком. Следовательно, с его помощью невозможно проверить качество сварки алюминия, меди и некоторых других металлов. Еще один недостаток – данный метод достаточно дорогой.
Люминесцентный способ контроля
Метод основан на свойстве веществ под названием люминофоры. Они светятся при действии ультрафиолетовых лучей, благодаря чему их применяют для обнаружения поверхностных дефектов, таких как мельчайшие трещины. Перед контролем участок шва необходимо очистить от загрязнений, затем нанести на него жидкий раствор люминофора. После выдержки в течение 10-15 мин раствор смывают, изделие сушат и облучают ультрафиолетовыми лучами в затемненном помещении. По свечению оставшегося в шве раствора обнаруживают дефектные места.
Они светятся при действии ультрафиолетовых лучей, благодаря чему их применяют для обнаружения поверхностных дефектов, таких как мельчайшие трещины. Перед контролем участок шва необходимо очистить от загрязнений, затем нанести на него жидкий раствор люминофора. После выдержки в течение 10-15 мин раствор смывают, изделие сушат и облучают ультрафиолетовыми лучами в затемненном помещении. По свечению оставшегося в шве раствора обнаруживают дефектные места.
Заключение
Технологии проверки качества сварных швов приблизительно одинаковы для всех видов свариваемых материалов:
- Стали,
- Нержавеющей стали,
- Алюминия,
- Чугуна,
и некоторых других цветных металлов. Наибольшие сложности вызывает проверка результатов ручной дуговой сварки электродами, немного проще проверить результаты газосварки.
Более высокое качество сварного шва обеспечивает сварка полуавтоматом, выполняемая в среде углекислого газа. Настолько же качественными получаются швы, выполненные во многих современных технологиях автоматической сварки. Швы, выполненные в атмосфере аргона, отличаются мизерным количеством шлака и окалины, полноценным составом наплавляемого металла. Проверка таких сварочных соединений показывает лучшие, чем при ручной сварке электродами, результаты.
Швы, выполненные в атмосфере аргона, отличаются мизерным количеством шлака и окалины, полноценным составом наплавляемого металла. Проверка таких сварочных соединений показывает лучшие, чем при ручной сварке электродами, результаты.
В полевой обстановке, на стройплощадке, условия выполнения сварочных работ хуже, чем в производственном цеху, уровень качества швов также не так высок. Проверка в полевых условиях сложнее. Эти и многие другие факторы учитывают при разработке проектов тех объектов, где применяется сварка, а качественно запроектированный объект всегда будет доведён до завершения.
Сварные соединения и швы – презентация онлайн
Похожие презентации:
Технология перевозочного процесса
Организация работы и расчет техникоэкономических показателей участка механической обработки детали
Грузоподъемные машины. (Лекция 4.1.2)
Безопасное проведение работ на высоте
Геофизические исследования скважин
Система охлаждения ДВС
Эксплуатация нефтяных и газовых скважин. Курс лекций в слайдах
Курс лекций в слайдах
Требования безопасности при выполнении работ на высоте
Проект по технологии «Скалка» (6 класс)
Конструкции распределительных устройств. (Лекция 15)
1. Приложение 4.2.6 МДК 02.01. Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами Сварные
соединения и швы2. Осваиваемые компетенции
ПК 2.1. Выполнять ручную дуговую сварку различных деталей изуглеродистых и конструкционных сталей во всех
пространственных положениях сварного шва.
ПК 2.2. Выполнять ручную дуговую сварку различных деталей из
цветных металлов и сплавов во всех пространственных
положениях сварного шва.
ПК 2.5. Выполнять ручную дуговую сварку покрытыми
электродами конструкций (оборудования, изделий, узлов,
трубопроводов, деталей) из углеродистых сталей,
предназначенных для работы под давлением, в различных
пространственных положениях сварного шва.
3. Цель: В результате обучения по данной теме обучающиеся получат знания о сварных соединениях и швах.
 Место проведения: кабинеттеоретических
Место проведения: кабинеттеоретическихоснов сварки и резки металлов
Форма урока : лекция
Сварное соединение состоит
из:
собственного сварного шва,
представляющего собой литой
сплав основного и присадочного
металлов;
околошовной зоны, представляющей
собой основной металл свариваемых
деталей;
основного металла свариваемых между
собой деталей
Сварное соединение — неразъемное соединение,
выполненное сваркой.
6. Сварное соединение — неразъемное соединение, выполненное сваркой.
Различают несколько типовсварных соединений
7. Различают несколько типов сварных соединений
Стыковое соединение.Стыковое соединение — сварное
соединение двух плоских или трубных
элементов, примыкающих друг к другу
торцевыми поверхностями.
8. Стыковое соединение.
Нахлесточное соединениеНахлесточное соединение — сварное
соединение, в котором свариваемые
элементы расположены параллельно и
частично перекрывают друг друга.

9. Нахлесточное соединение
Угловое соединениеУгловое соединение — сварное соединение
двух элементов, расположенных под углом
друг к другу и сваренных в месте
примыкания их краев.
10. Угловое соединение
Тавровое соединениеТавровое соединение — сварное
соединение, в котором торец одного
элемента примыкает под углом к основной
поверхности другого элемента.
11. Тавровое соединение
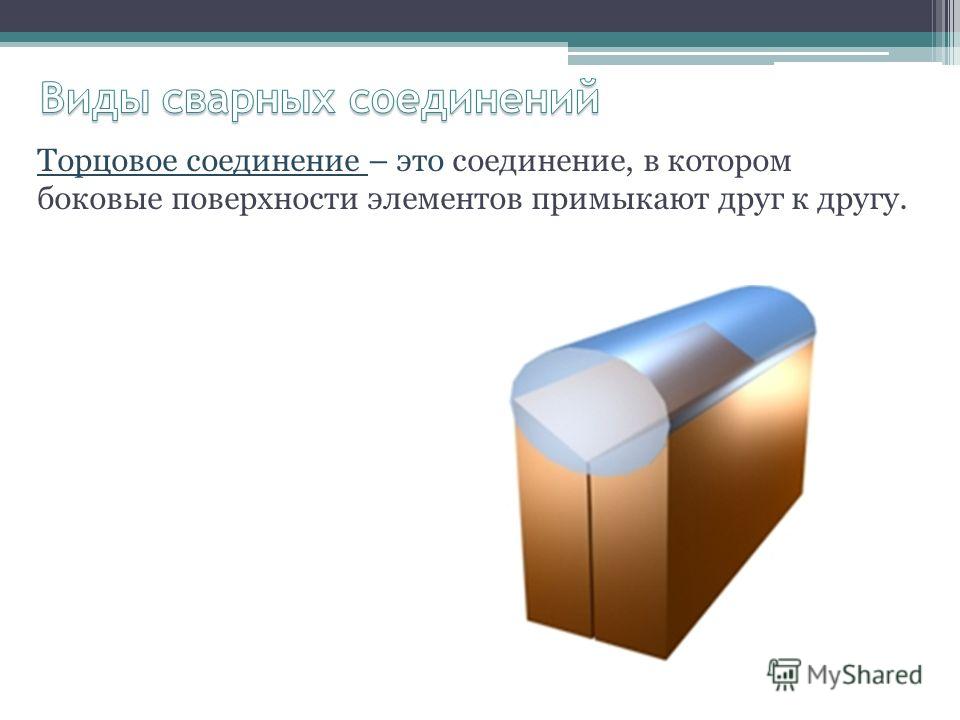
Торцевое соединениеТорцевое соединение — сварное
соединение, в котором основные
поверхности элементов примыкают друг к
другу без перекрытия торцов.
12. Торцевое соединение
1.Сварным соединением
называется:
а) неразъемное соединение, выполненное
сваркой;
б) разъемное соединение, выполненное сваркой;
в) неразъемное соединение, выполненное
пайкой.
2.
Стыковым соединением
называется:
а) сварное соединение двух элементов,
примыкающих друг к другу различными
поверхностями;
б) сварное соединение двух плоских или
трубных элементов, примыкающих друг к
другу торцевыми поверхностями;
в) сварное соединение двух элементов,
примыкающих друг к другу основной и
торцевой поверхностями
14.
 1. Сварным соединением называется:3. Угловым соединением называется:
1. Сварным соединением называется:3. Угловым соединением называется:а) сварное соединение, в котором
основные поверхности
элементов примыкают друг к другу без
перекрытия торцов;
б) сварное соединение, в котором
свариваемые элементы расположены
параллельно и частично перекрывают друг
друга;
в) сварное соединение двух элементов,
15. 2. Стыковым соединением называется:
4.Нахлесточным соединением
называется :
а) сварное соединение, в котором
свариваемые элементы расположены
параллельно и частично перекрывают друг
друга;
б) сварное соединение, в котором
свариваемые элементы расположены под
углом друг к другу;
в) сварное соединение, в котором
свариваемые элементы расположены
16. 3. Угловым соединением называется:
5.Тавровым соединением
называется:
а) сварное соединение, в котором торцы
двух элементов примыкают под углом;
б) сварное соединение двух элементов,
расположенных
под углом друг к другу в месте примыкания
их краев;
в) сварное соединение, в котором торец
одного элемента примыкает под углом к
основной поверхности другого элемента.

17. 4. Нахлесточным соединением называется :
Виды сварных швов.Сварной шов (шов) — участок сварного
соединения,
образующийся
в
результате
кристаллизации расплавленного металла.
18. 5. Тавровым соединением называется:
Стыковой шов.Стыковой шов — сварной шов
стыкового соединения.
Угловой шов.
Угловой шов — сварной шов углового,
нахлесточного и таврового соединения.
20. Виды сварных швов.
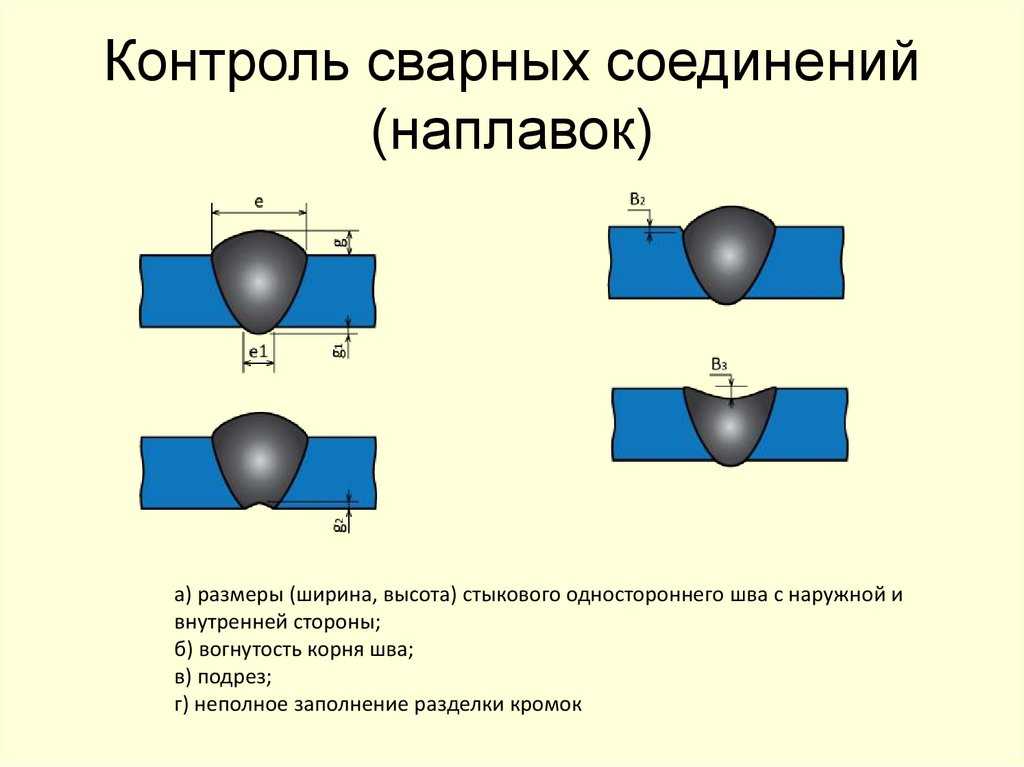
В соответствии сГОСТ 2601 — 84
основные параметры
формы стыкового
шва: е — ширина шва,
q — выпуклость шва,
т — вогнутость шва,
h — глубина
проплавления
(провара), для
угловых швов —
величина катета К
21. Стыковой шов.
Стыковой шов характеризуется:шириной шва (е), высотой усиления (g),
глубиной провара (h).
22. Угловой шов.
Угловой шов характеризуется:катетами (К1 К2) и высотой шва(d).
Различают односторонние и
двусторонние сварные
швы.
Односторонний шов — сварной шов,
выполняемый с одной стороны.
Двусторонний шов.
Двусторонний шов — сварной шов,
выполняемый с двух сторон.
25. Стыковой шов характеризуется:
По протяженности различают:Непрерывный шов — сварной
шов без промежутков
по длине.
26. Угловой шов характеризуется:
Прерывистый шов — сварнойшов с промежутками по длине.
Прерывистые швы могут быть
цепными и шахматными.
28. Различают односторонние и двусторонние сварные швы.
Цепной прерывистый шовЦепной прерывистый шов (цепной шов) —
двусторонний прерывистый шов, у которого
сваренные и несваренные участки
расположены по обеим сторонам стенки
один против другого.
29. Двусторонний шов.
Шахматный прерывистый шовШахматный прерывистый шов (шахматный шов) —
двусторонний прерывистый шов, у которого
несваренные участки на одной стороне стенки
расположенных против сваренных участков шва с
другой ее стороны.

30. По протяженности различают:
31. Прерывистый шов — сварной шов с промежутками по длине.
Валик.Валик — металл сварного шва, наплавленный или
переплавленный за один проход.
Проходом при сварке называется однократное
перемещение в одном направлении источника
тепла при сварке и (или) наплавке.
32. Прерывистые швы могут быть цепными и шахматными.
Слои сварного шваСлой сварного шва — часть металла
сварного шва, которая состоит из одного
или нескольких валиков, расположенных на
одном уровне поперечного сечения шва.
33. Цепной прерывистый шов
Многослойный шовМногослойный шов — сварной шов,
поперечное сечение которого заварено как
минимум в два слоя.
34. Шахматный прерывистый шов
По числу слоев сварные швы могут бытьоднослойными и многослойными
Корень шва
Корень шва — часть сварного шва, наиболее
удаленная от его лицевой поверхности.
36. Валик.
Основной шовОсновной шов — большая часть двустороннего
шва.

37. Слои сварного шва
Подварочныи шовПодварочный шов — меньшая часть двустороннего
шва, выполняемая предварительно для
предотвращения
прожогов при последующей сварке или
накладываемая в последнюю очередь в корень шва.
38. Многослойный шов
ПрихваткаПрихватка — короткий сварной шов для
фиксации взаимного расположения
подлежащих сварке деталей(как правило, до
25 мм).
Монтажный шов
Монтажный шов — сварной шов,
выполняемый при монтаже конструкции.
40. Корень шва
1.Сварным швом называется:
а) участок сварного соединения,
образовавшийся в результате
кристаллизации расплавленного металла;
б) участок сварного соединения,
образовавшийся в результате пластической
деформации присадочного металла;
в) участок сварного соединения,
образовавшийся в результате
кристаллизации расплавленного клея.
41. Основной шов
2.Стыковым швом называется:
а)
б)
в)
сварной шов таврового соединения;
сварной шов стыкового соединения;
сварной шов торцевого соединения.

42. Подварочныи шов
3.Угловым швом называется:
а) сварной шов стыкового соединения;
б) сварной шов таврового соединения;
в) сварной шов углового, таврового,
нахлесточного соединений.
43. Прихватка
4.Непрерывным швом
называется:
а) сварной шов с равномерными промежутками
по длине;
б) сварной шов без промежутков по длине;
в) сварной шов с неравномерными
промежутками по длине.
44. Монтажный шов
5.Прерывистым швом
называется:
а) сварной шов с равномерными промежутками
по длине;
б) сварной шов с промежутками по длине;
в) сварной шов без промежутков по длине.
6.
Какой шов называется шахматным
прерывистым
швом?
а) Односторонний прерывистый шов, у которого
промежутки на одной стороне расположены против
сваренных участков шва с другой стороны.
б) Двусторонний прерывистый шов, у которого
промежутки расположены по обеим сторонам
стенки один против другого.
в) Двусторонний прерывистый шов, у которого
промежутки на одной стороне стенки расположены
против сваренных участков шва с другой стороны.
46. 1. Сварным швом называется:
7. Что называется валиком?а) Металл сварного шва, наплавленный или
переплавленный за один проход.
б) Металл сварного шва, наплавленный за один
проход.
в) Металл сварного шва, переплавленный за два
прохода.
47. 2. Стыковым швом называется:
8.Какой шов называется
многослойным?
а) Сварной шов, поперечное сечение которого
заварено в один слой.
б) Сварной шов, поперечное сечение которого
заварено в два слоя.
в) Сварной шов, поперечное сечение которого
заварено в три слоя.
48. 3. Угловым швом называется:
9. Что называется корнем шва?а) Часть сварного шва, расположенная на его
лицевой
поверхности.
б) Часть сварного шва, наиболее удаленная от
его лицевой поверхности.
в) Часть сварного шва, расположенная в
последнем выполненном слое.

49. 4. Непрерывным швом называется:
10. Что называется прихваткой?а) Короткий сварной шов для фиксации
взаимного расположения подлежащих
сварке деталей.
б) Короткий сварной шов, выполненный в
процессе
сварки деталей.
в) Сварной шов большой протяженности
для фиксации
взаимного расположения подлежащих
English Русский Правила
Виды сварных швов и соединений
| на главную | к оглавлению |
Организационные, контрольно-распорядительные и инженерно-технические услуги
в сфере жилой, коммерческой и иной недвижимости. Московский регион. Официально.
Сварным швом (в дуговой сварке) называется конструктивный элемент сварного соединения на линии перемещения источника сварочного нагрева (дуги), образованный затвердевшим после расплавления металлом.
Сварные швы классифицируются по конструктивному признаку, назначению,
положению, протяженности и внешней форме.
По конструктивному признаку швы разделяют на стыковые и угловые (валиковые).
Стыковые швы наиболее рациональны, так как имеют наименьшую концентрацию
напряжений, но требуют дополнительной разделки кромок швы бывают V-, U-, X- и
K-образные. Для V- и U-образных швов, свариваемых с одной стороны, обязательна
подварка корня шва с другой стороны для устранения возможных не проваров,
являющихся источником концентрации напряжений.
При автоматической сварке принимаются меньшие размеры разделки кромок швов вследствие большего проплавления соединяемых элементов (см. таблицу). Чтобы обеспечить полный провар шва, односторонняя автоматическая сварка часто выполняется на флюсовой подушке, медной подкладке или стальной остающейся подкладке.
При электрошлаковой сварке разделка кромок листов не требуется, но зазор в стыке принимают не менее 14 мм.
Угловыми швами, весьма часто применяемыми в конструкциях, являются поясные
швы в балках и колоннах. Такими швами привариваются элементы конструктивного
оформления (ребра, накладки), а также элементы в углах решетчатых конструкций и
т. п. Угловые (валиковые) швы наваривают в угол, образованный элементами,
расположенными в разных плоскостях. Применяющаяся при этом разделка кромок
изделий показана на схеме:
п. Угловые (валиковые) швы наваривают в угол, образованный элементами,
расположенными в разных плоскостях. Применяющаяся при этом разделка кромок
изделий показана на схеме:
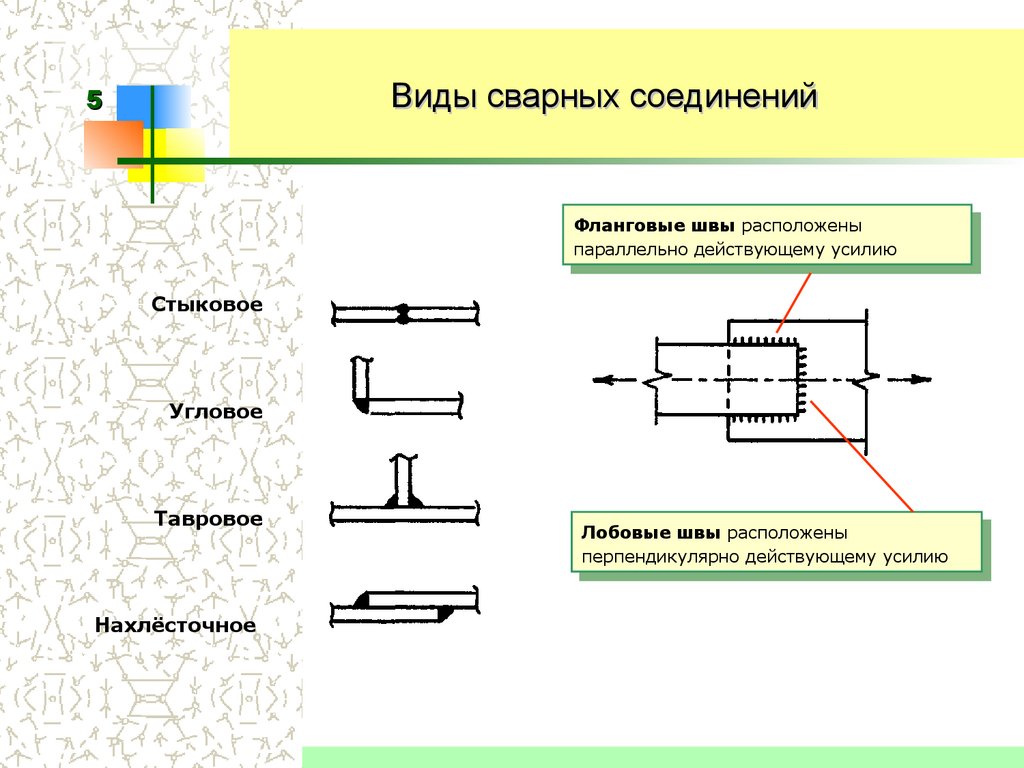
Виды швов
а – стыковой шов в однопроходном стыковом соединении; б –стыковой шов с
подваркой корня в однопролетном стыковом соединении; в – фланговый и лобовой швы
в нахлесточном соединении; г – угловые швы в тавровом соединении; д –
прерывистые (шпоночные) швы в нахлесточном соединении; 1 – подварка корня шва; 2
– лобовой шов; 3 – фланговый шов; 4- угловые швы; 5 – прерывистые или шпоночные
швы
Угловые швы, расположенные параллельно действующему осевому усилию, называются фланговыми, а расположенные перпендикулярно – лобовыми.
Швы могут быть рабочими или связующими (конструктивными), сплошными или прерывистыми (шпоночными). По положению в пространстве во время их выполнения они бывают нижними, вертикальными, горизонтальными и потолочными.
Положение швов в пространстве
I – нижнее; II –
вертикальное; III – потолочное; IV
– горизонтальное на вертикальной поверхности
Сварка нижних швов наиболее удобна, легко поддается механизации, дает лучшее
качество шва, поэтому при проектировании следует рассматривать возможность
выполнения большинства швов в нижнем положении. Вертикальные, горизонтальные и
потолочные швы в большинстве своем выполняются при монтаже. Они плохо поддаются
механизации, выполнить их вручную трудно, качество шва хуже, поэтому применение
их в конструкциях ограничено.
Вертикальные, горизонтальные и
потолочные швы в большинстве своем выполняются при монтаже. Они плохо поддаются
механизации, выполнить их вручную трудно, качество шва хуже, поэтому применение
их в конструкциях ограничено.
Различают следующие сварные соединения: стыковые, внахлестку, угловые и тавровые.
Виды сварных соединений
а – стыковые; б – внахлестку; в – комбинированные; г –угловые; д – тавровые; 1 –
лобовые; 2 – фланцевые швы; 3 – косой шов
Стыковыми называются соединения, в которых элементы соединяются торцами и один элемент является продолжением другого. Такие соединения наиболее рациональны, так как имеет наименьшую концентрацию напряжений при передаче усилий, экономичны и удобны для контроля.
Стыковые соединения листового металла выполняют прямым или косым швом.
Соединения внахлестку называют такие, в которых свариваемые элементы,
частично находят друг на друга (схема выше, б). Эти соединения широко применяют
для сварки листовых конструкций небольшой толщины (2-5 мм), в решетчатых и
других видах конструкций. Разновидностью соединений внахлестку являются
соединения с накладками с целью усиления стыков.
Разновидностью соединений внахлестку являются
соединения с накладками с целью усиления стыков.
Соединения внахлестку с накладками просты, но менее экономичны по расходу металла и вызывают резкую концентрацию напряжений, поэтому их редко используют при переменных и динамических нагрузках, а так же при низкой температуре.
Угловыми называются соединения, в которых свариваемые элементы расположены под углом (схема выше, г).
Тавровые соединения отличаются от угловых тем, что в них торец одного элемента приваривается к поверхности другого (схема выше, д).
Во всех видах сварных соединений применяются угловые швы (валиковые). Только
стыковые соединения выполняются с помощью стыковых швов.
Работоспособность сварного соединения зависит от его качества, т.е. минимального
числа дефектов. Наиболее часто встречающимися дефектами
сварного соединения являются:
а) подрезы, представляющие собой углубления (канавки) в металле, идущими
вдоль границы шва;
б) непровары – отсутствие оплавления между металлом шва и основным металлом. При
этом в местах непроваров обнаруживаются тонкие пленки оксидов и шланговые
включения;
При
этом в местах непроваров обнаруживаются тонкие пленки оксидов и шланговые
включения;
в) шлаковые (неметаллические) включения – частицы шлака, не успевшие всплыть на
поверхность шва до затвердения металла шва;
г) поры – области, заполненные газом, выделяющимся в процессе сварки;
д) горячие трещины – разрушение металла шва при температурах близких
к температурам солидуса. Горячие трещины представляют собой
межкристаллитное или межзеренное разрушение. При попадании в трещину воздуха,
поверхность ее покрывается темными оксидами коричнево-синеватого цвета. Горячие
трещины появляются тогда, когда металл шва не набрал еще способности
сопротивляться развитию деформаций.
е) холодные трещины наблюдаются после охлаждения сварного соединения.
Характерной особенностью этих трещин является блестящий кристаллический излом
без следов высокотемпературного окисления. Образованию холодных трещин
способствует изменение структуры металла в результате сварки, насыщения металла
шва водородом из атмосферы сварочной дуги, а в некоторых случаях, основного
металла в результате процесса термодиффузии, а также наличие напряжений, включая
сварочные напряжения. Сварочные напряжения приводят к образованию холодных
трещин после сварки до нагружения конструкции эксплуатационными нагрузками и
даже до монтажа.
Сварочные напряжения приводят к образованию холодных
трещин после сварки до нагружения конструкции эксплуатационными нагрузками и
даже до монтажа.
Таблица. Виды сварки в зависимости от толщины шва (двусторонняя или с подваркой корня)
Соединение
|
| Эскиз
| Значение , мм, для сварки | ||
автомати-ческой и полуавто- матической под флюсом
| электроду-говой в за-щитных газах
| ручной электроду- говой
| |||
Стыковое
Тавровое | Х-образный
Без разделки со сплошным проплавлением | 2 – 20
14 – 34 20 – 60
3 – 40 16 – 40 | 3 – 12
8 – 60 12 – 120
2 – 40 12 – 80 | 2 – 8
10 – 50 12 – 60
2 – 30 12 – 60 | |
Что такое сварка? – Полное руководство
Люди обычно используют слово «сварка», не понимая, что оно означает.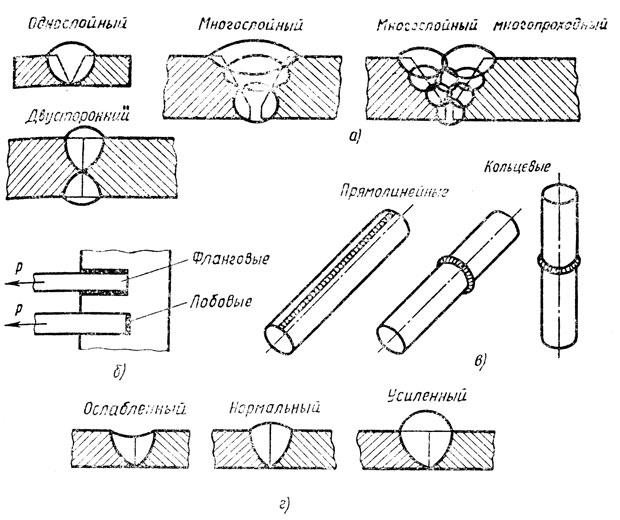 Да, основное значение этого слова относится к соединению металлических частей вместе, но это гораздо больше.
Да, основное значение этого слова относится к соединению металлических частей вместе, но это гораздо больше.
Итак, что такое сварка?
Сварка — это важная деятельность, связанная со строительством, которая обычно используется для соединения материалов друг с другом посредством применения тепла. Это производственный процесс, который включает использование тепла, давления или того и другого для сплавления двух частей.
Содержание
Основы сварки
- Подайте заявку на получение степени сварщика в NEIT!
Загрузка…
Хотя приведенное выше определение может показаться простым, сварка — это далеко не просто. Взгляните на некоторые из основных принципов сварки:
- Сварка предполагает высокий уровень квалификации и практические знания таких предметов, как физика, химия и металлургия.

- Сварка обычно выполняется на металлах, но также используется для сплавления деревянных или термопластичных деталей.
- Готовое соединение представляет собой сварное соединение или сварное соединение.
- Сплавленные детали являются основным материалом, а материал, используемый для формирования этого сварного соединения, является присадочным материалом.
- Сварка включает соединение материалов одного и того же типа (металла и металла или дерева и дерева) с помощью тепловой сварки, сварки давлением или того и другого.
- Сварщики добавляют металл к сварному соединению, чтобы усилить сварку, а защитный газ, такой как углекислый газ, защищает соединение от загрязнения естественными элементами.
- Различные металлы реагируют по-разному, в зависимости от их физических, механических и химических свойств.
- Тепло может изменить прочность, пластичность и ковкость металла. Сварка может выпрямить деформированный кусок металла при достаточном нагреве.
- Сварка включает в себя нагрев и охлаждение металла — никакой другой химической реакции не происходит. Однако сварной шов становится слабым, если кислород вступает в реакцию с расплавленным металлом. Использование защитных газов вокруг сварочной ванны предотвращает повреждение соединения кислородом и другими загрязняющими веществами.
- Высокая температура может изменить кристаллическую структуру и ослабить любой металл.
Преимущества сварки
Сварка предлагает ряд преимуществ, в том числе следующие:
- Этот метод создает неразъемный сварной шов и отлично подходит для сплавления двух материалов.
- Использование правильного присадочного металла обеспечивает прочность и долговечность сварных соединений.
- С точки зрения затрат этот метод достаточно экономичен с точки зрения материалов, изготовления и оборудования.
- Этот процесс является универсальным и гибким – его можно использовать как внутри помещений, так и снаружи.

- Сварные соединения хорошо выглядят, гладкие и полированные.
- Один из самых быстрых способов по скорости изготовления.
Как работает сварка?
Сварочный пистолет или горелка плавит определенную часть основного металла. Этот процесс, проводимый с использованием высокой температуры (обычно с добавлением наполнителя), создает ванну расплавленного металла, так что к ней легко присоединить новую металлическую деталь. Вместо тепла для сварки металлов также используется давление (сварка давлением) в зависимости от типа и толщины материала.
- Сварка металла: В большинстве случаев совместное использование давления и тепла на основном материале обеспечивает быструю и эффективную сварку металла. Как упоминалось выше, защитный газ защищает расплавленный металл или сварочную ванну от загрязнения или окисления.
- Сварка пластмасс: При сварке пластмасс сначала подготавливают поверхности, а затем применяют тепло и давление.
 После этого материалы охлаждают.
После этого материалы охлаждают. - Сварка древесины: Сварка древесины включает в себя воздействие на материалы давлением перед использованием того же тепла, которое создает линейное движение трения.
Типы и процессы сварки
Процесс сварки зависит от материала. Если вы хотите стать профессиональным сварщиком, вы должны хорошо понимать все различные процессы.
Ручная сварка (SMAW)
Дуговая сварка защитным металлом (SMAW), чаще называемая электродуговой сваркой, включает использование сварочных стержней или стержней. Стержень состоит из присадочного материала и флюса (которые обеспечивают процесс сварки и защищают сварной шов). Этот тип сварки, используемый в строительстве, судостроении, ремонте в полевых условиях, горнодобывающей промышленности, производстве и аэрокосмической отрасли, доступен по цене.
Дуговая сварка металлическим газом (GMAW)
В процессе дуговой сварки металлическим газом, также называемом сваркой в среде инертного газа (MIG), используется сварочный пистолет, через который проходит электродная проволока.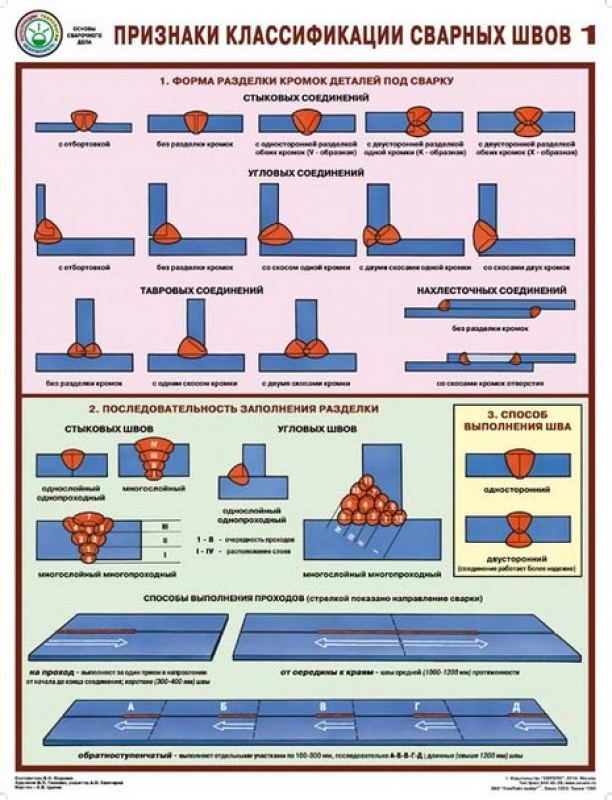 В результате возникает электрическая дуга, которая производит тепло, необходимое для сварки. Он также создает защитный газ, который защищает сварной шов.
В результате возникает электрическая дуга, которая производит тепло, необходимое для сварки. Он также создает защитный газ, который защищает сварной шов.
Этот метод, используемый в производственных, автомобильных, промышленных и строительных процессах, прост и эффективен.
Дуговая сварка порошковой проволокой (FCAW)
Как и сварка MIG, FCAW отлично подходит для наружных сварочных работ и общего ремонта. Этот метод находит свое применение в промышленной сварке, производстве, ремонте трубопроводов, судостроении и производстве. Разница между MIG и FCAW заключается в том, что в последнем используется трубчатая присадочная проволока, содержащая флюс.
Сварка вольфрамовым электродом в среде инертного газа (сварка ВИГ)
Этот особый тип сварки использует неплавящийся электрод, состоящий из вольфрама, для создания дуги. Среди самых популярных видов сварки сварка TIG позволяет получить чистый, гладкий и высококачественный шов. В таких отраслях, как искусство, автомобильная и аэрокосмическая, используется дуговая сварка вольфрамовым электродом.
Дуговая сварка под флюсом (SAW)
SAW — это метод сварки, в котором используется флюс, но он отличается от FCAW, поскольку процесс происходит под слоем гранулированного флюса. Это один из самых безопасных видов сварки, поскольку он создает меньше сварочного дыма и ультрафиолетового излучения. SAW является предпочтительным методом сварки в судостроении, промышленном производстве и строительстве конструкций.
Гипербарическая сварка
Этот процесс используется сварщиками под водой. В методе мокрой сварки используется сварка стержнем, при которой флюс образует пузырьки, которые действуют как щит, предотвращающий поражение сварщика электрическим током.
Некоторые другие важные и часто используемые процессы и методы сварки включают:
- Газовая сварка
- Плазменная дуговая сварка
- Электрославная сварка
- ЭЛЕКТРОГА СВОДА
- Оксицетиленная сваро электронно-лучевая сварка (EBW)
- электронно-лучевая сварка
- точечная сварка
- шовная сварка
- сварка пайкой
- сварка растворителем
- контактная сварка
Помимо этого, лазерная сварка, взрыв и вибрация являются некоторыми другими (довольно экстремальными) процессами, используемыми для сплавления металлов.
Сварочное оборудование
Сварка — это специализированная работа, требующая наличия различных необходимых инструментов, включая (но не ограничиваясь) следующее оборудование:
- Welding gun
- Welding torch
- Wire brush
- Chipping slag hammer
- Angle grinder
- Tape measure
- Welding magnets
- Soapstone marker
- Pliers
- C- зажимы
- Очистители наконечников электродов
- Кремневые бойки
- Долото
- Отвертки
- Заряженный электрод
- Подача проволоки и электродов
Сварка может быть опасной работой, если вы не используете защитное снаряжение. Сварщики должны использовать на рабочем месте следующее защитное оборудование:
- Защитные очки
- Сварочный шлем
- Сварочные перчатки
- Термостойкий жилет
- Обувь из кожи Беруши 0
- Industrial OSHA safety procedures and policy
- Metallurgy
- Structural design
- Blueprint reading
- Computer-aided design and drafting (CADD)
- Destructive and non-destructive testing
- Precision measurement
- Welding engineering technician
- Production welder
- Industrial engineering technician
- Quality control engineering technician
- CADD designer/technician
- Welding industry salesman
- Materials testing technician
- Underwater welder
- Сварочный аппарат для алюминия
- Сварочный аппарат для производства
- Сварочный аппарат для технического обслуживания
- Оператор под дуги
- Судовой слесарь
- Слесарь-сборщик металлоконструкций
- Углекислый газ, аргон и гелий (защитные газы)
- Ацетилен, пропан и бутан (топливные газы)
- Полное заполнение углов. Для сплошных угловых швов размер шва равен толщине соединяемых тонкостенных деталей.
- Ступенчатый прерывистый угловой шов. Неясный чередующийся ребристый сварной шов характеризуется образованием двух смещенных чередующихся линий сварного шва по обе стороны от стыка.
- Цепь попеременно-угловая сварка. Прерванные угловые швы образуют цепочку из двух линий прерывистых угловых швов примерно напротив друг друга по обе стороны от Т-образного стыка.
- Соедикающие фланцы с трубами
- СОЗДАНИЕ СООБЩЕНИЯ
- СВЯЗИ. что обеспечивает место для вставки металла. После угловых швов швы с разделкой кромок являются наиболее широко используемыми сварными швами. Вторым по распространенности методом сварки является сварка разделкой.
Сварка пазов представляет собой установку гайки в паз между двумя соединяемыми деталями. Тип используемого сварного шва определяет способ подготовки швов, стыков или поверхностей.
Сварка по канавке позволяет соединять детали на одной плите, помещая сварной шов в канавку между деталями. Основные типы сварных швов с разделкой кромок:
- Сварной шов с развальцовкой
- Сварной шов с развальцовкой V
- Сварной шов с разделкой кромок с одинарной кромкой
- Сварной шов с квадратной разделкой
Процесс сварки разделкой, как правило, медленный и трудный по сравнению с другими формами сварки и обычно требует специальных фасок на одной или обеих сторонах для соединения.
Тем не менее, он обеспечивает прочный сварной шов, который легко контролировать и обеспечивает превосходный контроль деформации. Общие области применения сварки разделочной кромкой включают:
- Моментные соединения
- Соединения колонн
- Соединения полых конструкционных сталей (HSS)
к сплошной поверхности для получения желаемых свойств или размеров.
Наплавка — это процесс сварки, используемый для нанесения твердого износостойкого металлического слоя на поверхность или кромку изношенных деталей. Один из самых экономичных способов увеличения и поддержания ресурса строительных машин, инструментов и оборудования.
Наплавочный шов состоит из одного или нескольких валиков стрингера или переплетения. Обработка поверхности, также называемая наплавкой или износом, часто используется для ремонта изношенных валов, шестерен или режущих кромок.
Наиболее распространенные типы наплавки включают:
- Дуговая сварка флюсом (FCAW) наплавка
- Плавление в печи
- Газовая дуговая сварка металлом (GMAW) наплавка
- Газовая вольфрамовая дуговая сварка (GTAW) наплавка -ацетиленовая поверхностная сварка
- Плазменно-дуговая наплавка
- Наплавка дуговой сваркой под флюсом (SAW)
- Наплавка дуговой сваркой под флюсом (SMAW)
- Сварка стержней внутри трубы
- Соединение металлов разной толщины
- Производство и ремонт автомобильных кузовов
- Передача усилия сдвига в соединениях внахлестку
- Предотвращение коробления в перекрывающихся деталях
- Соединение секций магистральных рельсов в железнодорожном строительстве
- Соединение толстых заготовок, таких как цепи или трубы
- Соединение металлических листов, стержней и стержней
- Сварка контактным швом. Сварка контактным швом представляет собой адаптацию точечной сварки, в которой вместо неподвижного стержня на сварочном электроде используется мотор-колесо. Общие области применения включают обработку листового металла и производство автомобильных деталей, таких как топливные баки, радиаторы и стальные барабаны.
- Сварка швов трением. При сварке фрикционным швом вместо электрода для выделения тепла используется трение. Это позволяет поверхностям сливаться в твердую фазу, исключая тем самым возникновение взаимной диффузии. Сварка швом трением часто предпочтительнее для материалов, которые по своей природе трудно сваривать с использованием обычных методов дуговой сварки.
- Обеспечивает прочный и долговечный шов
- Относительно простота выполнения
- Идеально подходит для изготовления сосудов, непроницаемых для жидкости и газа.

- Автомобильная
- Авиакосмическая
- Строительство
- Электроника
- Сборка металлической мебели
Описание сварных соединений
В зависимости от того, к какой конфигурации соединения стремятся сварщики, существуют различные типы сварных соединений:
Стыковое соединение
Универсальное и распространенное сварочное соединение, при котором две металлические детали помещаются вместе в одной плоскости, сваривая боковые стороны каждой детали.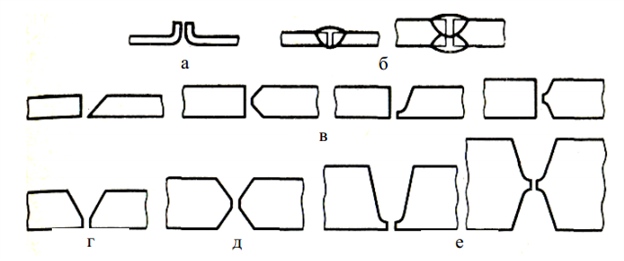
Тройник
Это соединение состоит из двух частей, пересекающихся под углом 90 градусов, образующих Т-образную форму. Вы также можете создать соединение, приварив трубу или трубу к основному металлу.
Угловое соединение
Как следует из названия, угловой шов сходится в углу, образуя L-образную форму.
Соединение внахлестку
Используется для листового металла, это соединение состоит из двух кусков металла, расположенных друг над другом для создания соединения внахлестку.
Краевое соединение
Известный тем, что он выдерживает нагрузку и давление лучше, чем любое другое соединение, краевое соединение предполагает совмещение металлических поверхностей для обеспечения ровных краев.
Как стать сварщиком
New England Tech предлагает программу младшего научного сотрудника в области технологий сварки, которая обеспечивает идеальное сочетание академической и лабораторной среды. Программа поможет вам понять теоретические и практические аспекты технологии сварки.
Программа поможет вам понять теоретические и практические аспекты технологии сварки.
Ознакомьтесь с нашими сварочными технологиями
С акцентом на такие методы сварки, как кислородно-ацетиленовая и воздушно-угольная дуговая резка, пайка, SMAW, GMAW, FCAW, GTAW и монтаж трубопроводов, эта программа технологий сварки помогает начинающим сварщикам пройти практическое обучение в реальных условиях. Помимо этих предметов, вы также пройдете курсы по:
После успешного завершения этой программы (которую вы можете пройти всего за 18 месяцев) вы сможете начать свою карьеру и занимать различные должности, такие как:
Думаете о карьере сварщика? Заполните эту простую форму, чтобы получить больше информации о том, как вы можете достичь своих карьерных целей в Технологическом институте Новой Англии. Кроме того, вы также можете позвонить нам по телефону 401-467-7744 или 800-736-7744, чтобы поговорить с нашими академическими консультантами.
Почему мы свариваем?
Сварка — это удобный способ соединения металлов без использования клея, гвоздей или других плавких материалов. Сварка является не только более быстрым и эффективным методом соединения материалов, но и достаточно экономичным и надежным (по сравнению с другими методами).
Для сплавления тяжелых металлов в таких отраслях промышленности или применения, как аэрокосмическая, оборонная, судостроительная, горнодобывающая, автомобильная, нефтегазовая и промышленное производство, предпочтительным методом является сварка.
Сколько сварщик зарабатывает в час?
По данным Бюро статистики труда США, средняя заработная плата сварщиков (специалистов по сварке, пайке и пайке) составляет 42 490 долларов в год или 20,43 доллара в час.
Какие сварочные работы оплачиваются более 100 тысяч в год?
Сварщик-ядерщик, сварщик военной поддержки или сварщик под водой может зарабатывать более 100 тысяч в год.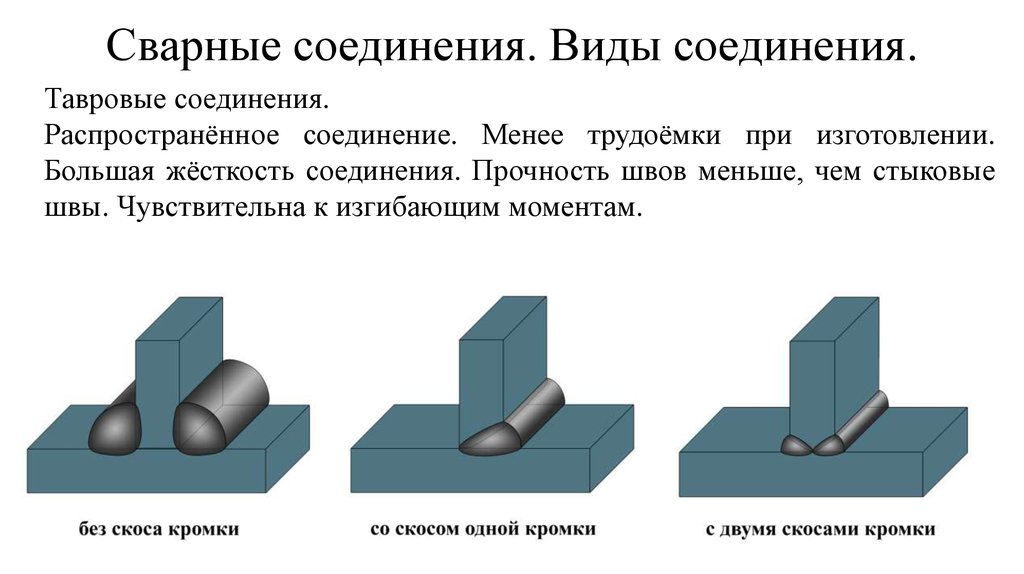 Но, как и в случае с любой карьерой, чем больше вы приобретаете опыта в этой области, тем больше вы зарабатываете. В то время как сварщики начального уровня могут не зарабатывать более 100 тысяч в год, при наличии должного опыта, опыта и навыков вы можете рассчитывать на то, что подниметесь по профессиональной лестнице и увидите соответствующий рост своей зарплаты.
Но, как и в случае с любой карьерой, чем больше вы приобретаете опыта в этой области, тем больше вы зарабатываете. В то время как сварщики начального уровня могут не зарабатывать более 100 тысяч в год, при наличии должного опыта, опыта и навыков вы можете рассчитывать на то, что подниметесь по профессиональной лестнице и увидите соответствующий рост своей зарплаты.
Какой газ используется при сварке?
Наиболее распространенные газы, которые сварщики используют в процессах сварки и резки, включают:
Что такое сварка? – Определение | Виды сварки
Что такое сварка?
Сварка — это производственный процесс, в котором используется тепло, давление или и то, и другое для сплавления двух или более деталей вместе с образованием соединения по мере охлаждения деталей. Сварка обычно используется с металлами и термопластами, но также может использоваться с деревом.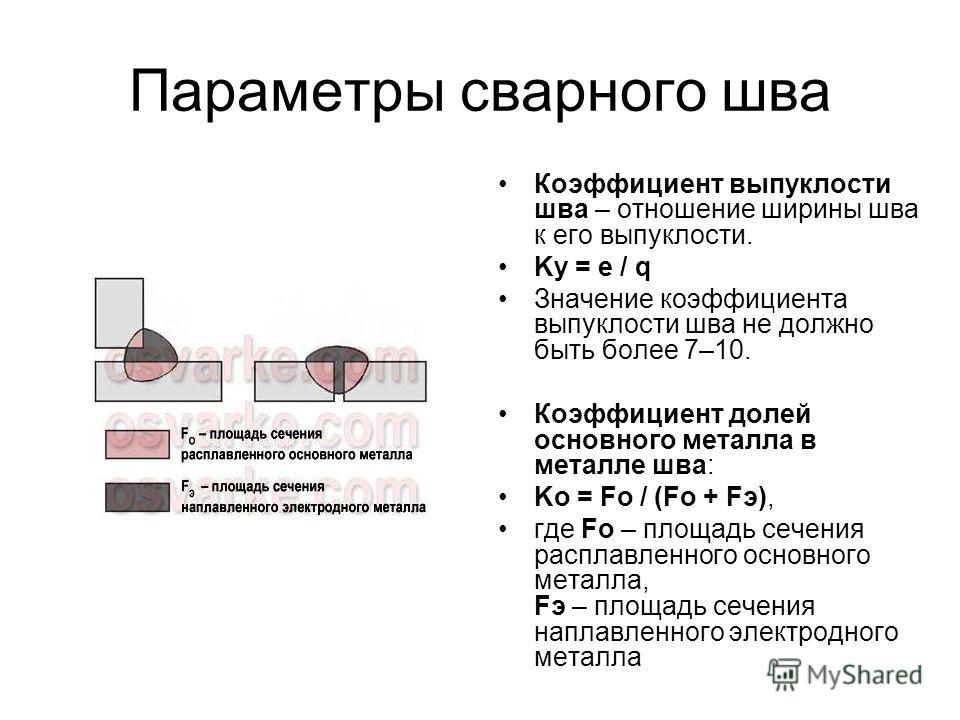 Готовое сварное соединение можно назвать сваркой.
Готовое сварное соединение можно назвать сваркой.
Некоторые материалы требуют использования специальных процессов и методов. Некоторые из них считаются «несвариваемыми». Этот термин обычно не встречается в словарях, но полезен и описателен в технике.
Соединяемая деталь называется основным материалом. Материалы, которые добавляются для образования соединения, называются наполнителями или расходными материалами. По форме этих материалов их можно назвать подложками или трубками, порошковыми проволоками, плавящимися электродами (для дуговой сварки) и др.
Присадочные материалы обычно выбирают близкими по составу к основному металлу, чтобы они образовывали однородный шов, но бывают случаи, например, при сварке хрупкого чугуна, где используются наполнители самого разного состава и поэтому свойства сильно различаются . Эти сварные швы называются разнородными сварными швами.
Готовое сварное соединение иногда называют сваркой.
Определение сварки
Сварка – это производственный процесс, при котором две или более деталей сплавляются друг с другом посредством тепла, давления или того и другого, образуя соединение по мере охлаждения деталей.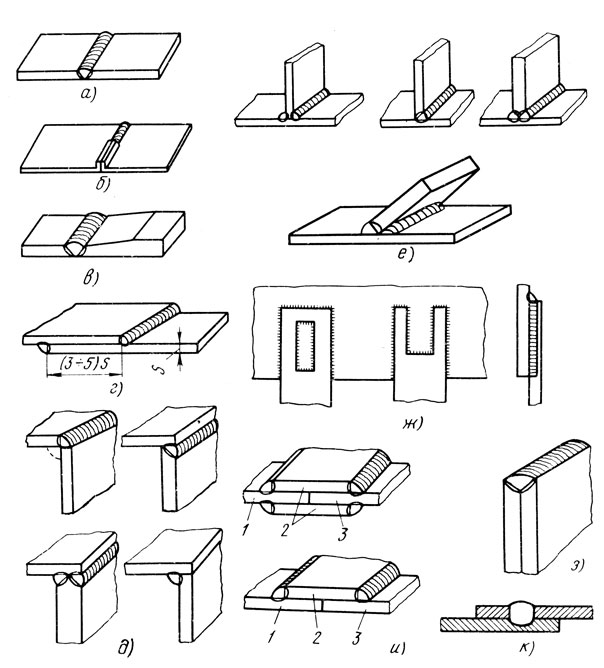 Сварка обычно используется для металлов и термопластов, но также может использоваться для дерева. Готовое сварное соединение может называться сварным соединением.
Сварка обычно используется для металлов и термопластов, но также может использоваться для дерева. Готовое сварное соединение может называться сварным соединением.
Сварка осуществляется путем соединения двух материалов без клея. В отличие от пайки и пайки, при которых используются клеи с низкой температурой плавления, сварка соединяет две детали напрямую.
Большая часть сварки, которая производится сегодня, делится на одну из двух категорий: дуговая сварка и сварка горелкой.
Дуговая сварка использует электрическую дугу для расплавления рабочего материала и присадочного металла (иногда называемого сварочным стержнем) до сварных соединений. Дуговая сварка предполагает подключение заземляющего провода к сварочному материалу или другим металлическим поверхностям.
Другая проволока, называемая выводом электрода, помещается в свариваемый материал. Электрическая дуга возникает, когда провод удаляется от материала. Это немного похоже на искру, которую вы получаете, когда снимаете соединительный кабель с автомобильного аккумулятора. Дуга расплавляет заготовку вместе с присадочным материалом, который помогает соединить детали вместе.
Это немного похоже на искру, которую вы получаете, когда снимаете соединительный кабель с автомобильного аккумулятора. Дуга расплавляет заготовку вместе с присадочным материалом, который помогает соединить детали вместе.
Заполнение сварного шва присадкой требует твердой руки и внимания к деталям. По мере плавления стержня сварщик должен непрерывно подавать присадку в соединение небольшими равномерными возвратно-поступательными движениями. Именно эти движения придают шву уникальный вид. Перемещение дуги слишком быстро или слишком медленно, слишком близко или слишком далеко от материала может привести к плохому сварному шву.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW или дуговая сварка), дуговая сварка металлическим электродом в среде защитного газа (более известная как сварка металлическим электродом в среде инертного газа или MIG) и дуговая сварка вольфрамовым электродом в среде защитного газа (часто называемая TIG или сварка вольфрамовым электродом в среде инертного газа) являются примерами дуговой сварки. сварка.
сварка.
Каждый из этих трех распространенных методов имеет свои сильные и слабые стороны. Например, дуговая сварка дешева и проста в освоении. Кроме того, он медленнее и менее гибок, чем другие методы. И наоборот, сварка TIG сложна в освоении и требует сложных сварочных установок. Тем не менее, сварка TIG обеспечивает высокое качество сварных швов и позволяет сваривать материалы, которые иначе невозможно.
Газовая сварка представляет собой еще один распространенный метод сварки. В этом процессе обычно используется кислородно-ацетиленовая горелка для расплавления заготовки и сварочного стержня. Сварщик управляет горелкой и стержнем одновременно, что дает вам более точный контроль над сваркой. Сварка горелкой стала менее распространенной в промышленности, но по-прежнему часто используется для ремонтных работ, а также в скульптурах.
Типы сварки
Существует четыре основных типа сварки. MIG – дуговая сварка металлическим электродом в среде защитного газа (GMAW), TIG – дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), электродуговая сварка металлическим электродом (SMAW) и дуговая сварка с флюсовой проволокой (FCAW). Здесь мы углубимся в каждый тип сварки.
Здесь мы углубимся в каждый тип сварки.
1. СВАРКА МИГ или GMAW
Сварка МИГ является одним из наиболее распространенных видов сварки, которую следует изучить новичкам. Сварка MIG используется в автомобильной промышленности для ремонта выхлопных газов автомобилей и строительства домов и зданий. Дуговая сварка, в которой используется непрерывная проволока, называемая электродом. Он также использует защитный газ, который проходит через сварочный пистолет и защищает его от загрязнения.
Сварка MIG фактически представляет собой два разных типа сварки. В первом используется неизолированный провод, а во втором — флюсовые сердечники. Неизолированная проволока MIG может использоваться для соединения тонких металлических полос. Сварку MIG с флюсовой сердцевиной можно использовать на открытом воздухе, так как не требуется расходомер или источник газа. Сварка MIG обычно используется сварщиками-любителями и мастерами-любителями, у которых нет денег на дорогостоящее оборудование.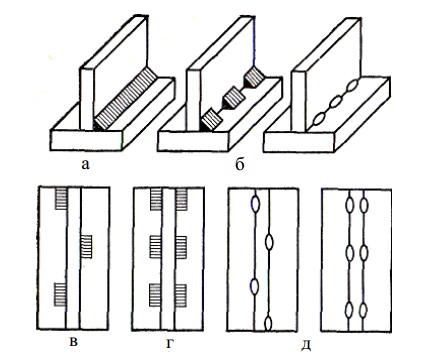
2. СВАРКА ВИГ или GTAW
Как и сварка ВИГ, сварка ВИГ использует дугу, но это также одна из самых сложных для освоения технологий сварки. Вольфрамовые электроды используются при сварке TIG. Вольфрам является одним из самых твердых металлических материалов. Он не плавится и не горит.
Сварка ВИГ может выполняться с помощью процесса, называемого плавлением, с присадочным металлом или без него. TIG также использует внешний источник газа, такой как аргон или гелий.
Для сварки TIG требуются обе руки. Держите горелку TIG одной рукой, а другой направляйте стержень. Эта горелка производит тепло и дугу, которая используется для сварки наиболее распространенных металлов, включая алюминий, сталь, сплавы никеля, сплавы меди, кобальт и титан.
Сварочный аппарат TIG можно использовать для сварки стали, нержавеющей стали, хромомолибдена, алюминия, никелевых сплавов, магния, меди, латуни, бронзы и даже золота. TIG используется для сварки рам велосипедов, газонокосилок, дверных ручек, крыльев и т. д.
д.
В аэрокосмической и автомобильной промышленности, как и на других промышленных рынках, используется сварка TIG. Это также отличный тип сварки для Айовы, так как фермерам очень удобно сваривать рамы вагонов, крылья и другое жизненно важное оборудование.
3. СВАРОЧНАЯ СВАРКА ИЛИ ПЛАВКА
Хотите принести сварку домой? Основным преимуществом сварки электродами является ее мобильность. Сварка стержнем применяется при строительстве, техническом обслуживании и ремонте подводных трубопроводов и промышленном производстве. В этом типе сварки используется дуговая сварка защитным металлом, более известная как сварка электродом.
Сварка электродом, которую также называют дуговой сваркой, производится по старинке. Сварке стержнем немного сложнее научиться, чем сварке MIG, но если вы хотите попробовать ее дома, оборудование для сварки стержнем можно приобрести за небольшую часть стоимости. Стержневые сварочные электроды используются для сварки электродами.
Используйте защищенные расходные материалы электроды или стержни. Палка размягчается и соединяет металл, нагревая его электрической дугой между металлическим электродом с покрытием и заготовкой из основного металла. Когда палочка плавится, защитное покрытие также плавится, защищая зону сварки от кислорода и других газов в воздухе.
Палка размягчается и соединяет металл, нагревая его электрической дугой между металлическим электродом с покрытием и заготовкой из основного металла. Когда палочка плавится, защитное покрытие также плавится, защищая зону сварки от кислорода и других газов в воздухе.
4. ДУГОВАЯ СВАРКА ПОРОШКОВОЙ ПРОБКОЙ (FCAW)
Этот тип сварки подобен сварке MIG. На самом деле сварочные аппараты MIG часто в два раза дороже, чем сварочные аппараты FCAW. Как и при сварке MIG, проволока, которая действует как электрод и присадочный металл, продевается через стержень. Здесь все начинает меняться. В FCAW проволока имеет флюсовый сердечник, который образует газовую защиту вокруг сварного шва. Это устраняет необходимость во внешнем источнике газа.
FCAW — это тип высокотемпературной сварки, поэтому он подходит для более толстых и тяжелых металлов. По этой причине его часто используют для ремонта тяжелой техники. Это эффективный процесс с небольшими отходами. Это экономично, потому что не нужен внешний газ. Однако остается немного шлака, который необходимо немного очистить, чтобы получить хороший сварной шов.
Однако остается немного шлака, который необходимо немного очистить, чтобы получить хороший сварной шов.
5. ПЛАЗМЕННО-ДУГОВАЯ СВАРКА
Плазменно-дуговая сварка — это точный метод, обычно используемый в аэрокосмической промышленности для металлов толщиной до 0,015 дюйма. Примерами таких применений являются лопатки двигателей и воздушные уплотнения. Плазменно-дуговая сварка технически очень похожа на сварку TIG, но она имеет встроенный электрод и использует ионизированный газ в дуге для выработки тепла.
Обычной комбинацией газов является аргон в качестве плазмообразующего газа и аргон и 2-5% водорода в качестве защитного газа. Гелий можно использовать в качестве плазмообразующего газа, но высокая температура гелия снижает силу тока сопла.
Хотите узнать больше о плазменной сварке? Прочтите эту статью.
6. ЛАЗЕРНАЯ СВАРКА
Этот тип сварки можно использовать для металлов или термопластов. Как следует из названия, лазер используется в качестве источника тепла для создания сварного шва. Работает с углеродистой сталью, нержавеющей сталью, сталью HSLA, титаном и алюминием. Он широко используется в производственных отраслях, таких как автомобильная промышленность, поскольку его можно легко автоматизировать с помощью робототехники.
Работает с углеродистой сталью, нержавеющей сталью, сталью HSLA, титаном и алюминием. Он широко используется в производственных отраслях, таких как автомобильная промышленность, поскольку его можно легко автоматизировать с помощью робототехники.
7. ЭЛЕКТРОННО-ЛУЧЕВАЯ СВАРКА
Тип сварки, при котором высокоскоростной электронный луч использует кинетическую энергию для выработки тепла для соединения двух материалов. Это очень жесткий метод сварки, который выполняется механически и в основном в вакууме.
8. ГАЗОВАЯ СВАРКА
Газовая сварка используется редко и в основном заменена сваркой TIG. Газовые сварщики требуют кислорода и ацетилена и очень портативны. Иногда их используют для сварки деталей выхлопной системы автомобиля.
9. АТОМНО-ВОДОРОДНАЯ СВАРКА
Атомно-водородная сварка — это разновидность сверхвысокотемпературной сварки, ранее известная как атомно-дуговая сварка. В этом типе сварки два вольфрамовых электрода защищены газообразным водородом. Он может достигать температур выше, чем ацетиленовая горелка, и может выполняться с присадочным металлом или без него. Это старая форма сварки, которая в последние годы была заменена сваркой MIG.
Он может достигать температур выше, чем ацетиленовая горелка, и может выполняться с присадочным металлом или без него. Это старая форма сварки, которая в последние годы была заменена сваркой MIG.
10. ЭЛЕКТРОСЛАГ
Это современный процесс сварки, используемый для вертикального соединения тонких кромок двух металлических листов. Сварка выполняется между кромками двух панелей, а не снаружи стыка.
Медная электродная проволока проходит через расходуемую металлическую направляющую трубку, которая действует как наполнитель. При подаче электрического тока создается дуга, которая начинает сварку в нижней части шва и медленно движется вверх, создавая сварной шов вместо шва по мере его продвижения. Это автоматизированный процесс и выполняется машинами.
Типы сварных швов
1. Угловой сварной шов
Угловой сварной шов относится к процессу соединения двух металлических частей вертикально или под углом. Эти сварные швы обычно называются тройниковыми соединениями, двумя металлическими частями, перпендикулярными друг другу, или соединениями внахлестку, двумя металлическими частями, которые накладываются друг на друга и свариваются по краям.
Сварной шов имеет треугольную форму и в зависимости от квалификации сварщика может быть вогнутым, плоским или выпуклым. Сварщики используют угловые сварные швы при соединении фланцев с трубами и секциями приварки подконструкции, а также когда болты недостаточно прочны и легко изнашиваются.
Угловой сварной шов соединяет две поверхности перпендикулярно и образует между ними почти прямой угол. Этот вид сварки можно разделить на следующие подгруппы:
Универсальность и низкая стоимость угловых швов делают их одним из наиболее широко используемых соединений в сварочной промышленности. Типичные области применения включают:
Типичные области применения включают:
Поверхностная сварка обычно используется для добавления износостойкого металлического слоя к объекту для укрепления его поверхности или восстановления изношенных участков .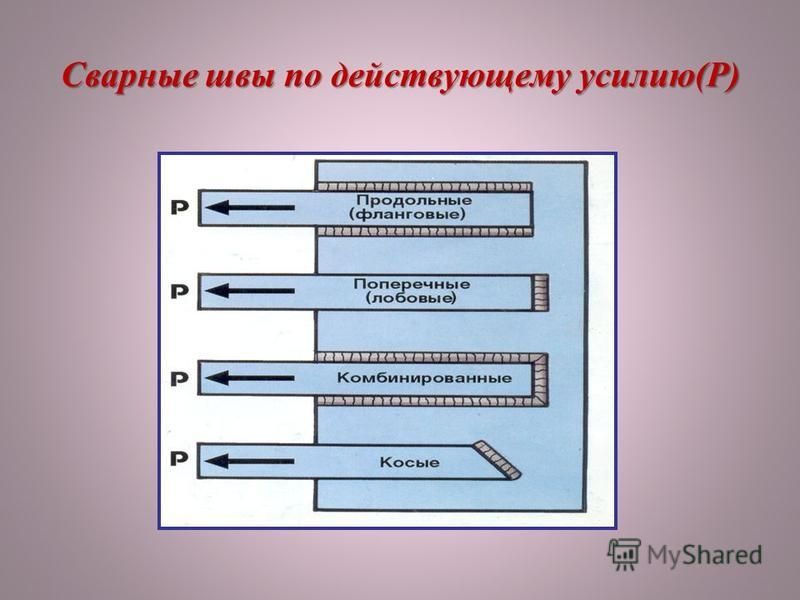 В этом случае сварка производится с использованием металла с более высокой износостойкостью, чем основной материал.
В этом случае сварка производится с использованием металла с более высокой износостойкостью, чем основной материал.
Эта технология является одним из наиболее экономичных способов защиты и продления срока службы оборудования и инструментов, используемых в агрессивных и подверженных износу условиях. Поверхностная сварка также может использоваться в сочетании со стыковыми соединениями для улучшения качества конечного шва.
4. Сварка штекерным соединением
Сварка штекерным соединением, также называемая сваркой розеткой, представляет собой соединение двух металлов сварным швом, который помещается в небольшое круглое отверстие. Этот процесс обычно включает наложение двух металлов внахлест, при этом верхний металл имеет отверстие для наплавки.
Сварка электрозаклепками является альтернативой точечной сварке, используемой производителями автомобилей, у которых нет доступа к аппарату для точечной сварки. Обычно используется при ремонте автомобилей своими руками для замены точечной сварки на фланцах панелей, которые изначально были приварены точечной сваркой.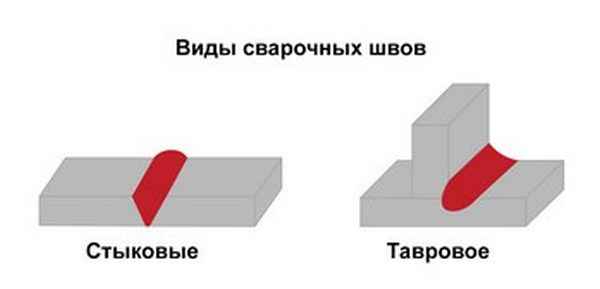
Сварка пробкой, если она выполнена правильно, прочнее оригинальной точечной сварки. Производители раллийных автомобилей часто используют этот метод, и он приемлем в тестах MOT в Великобритании в качестве альтернативы точечной сварке, используемой для ремонта старых автомобилей.
Другие области применения:
удлиненное отверстие. Отверстие может быть открыто с одного конца и частично или полностью заполнено сварочным материалом.
Это сварной шов, который соединяет щелевое отверстие в одном элементе соединения внахлестку или тройника с поверхностью другого элемента, выходящего через отверстие. Это отверстие может быть открытым с одной стороны и может быть частично или полностью заполнено металлом шва.
Щелевой шов соединяет одну поверхность с другой через щелевое отверстие. Различие между электродной и щелевой сваркой заключается в том, что форма электродных сварных швов определяется диаметром, а форма щелевых сварных швов определяется диаметром и длиной.
В зависимости от спецификации детали отверстие может быть открытым с одной стороны или отверстие может быть частично или полностью заполнено сварочным материалом.
Сварные швы с прорезями полезны, когда конструкция детали требует перекрытия двух поверхностей. Особые области применения щелевой сварки:
6. Сварка оплавлением
Сварка оплавлением представляет собой метод контактной сварки, не требующий присадочного металла. В процессе сварки оплавлением электрический ток подается для создания сопротивления между двумя соединяемыми поверхностями. Когда две поверхности соприкасаются с небольшим контактом, протекает электрический ток, и материал плавится.
Расплавленный материал выбрасывается из соединения в виде брызг расплавленных частиц, создавая уникальное промывочное действие. Оксиды и другие загрязнения удаляются с поверхности раздела и образуют термически размягченную область на краю двух поверхностей.
После того, как материал достаточно расплавится, прикладывается сила, чтобы соединить поверхности вместе. Это облегчает создание стыковых швов без расплавленного материала на стыке.
Процесс сварки оплавлением является быстрым, экономичным и позволяет сплавлять разнородные металлы с разными температурами плавления. Часто используется сварка оплавлением:
7. Шовная сварка
разнородных материалов в соединении с помощью электрического тока и давления. Сварка швов возможна благодаря контактному сопротивлению, создаваемому между двумя металлами. При прохождении тока между металлами в небольших зазорах выделяется тепло. Этот процесс в основном используется для металлов, поскольку они легко проводят электричество и могут выдерживать относительно высокое давление. При прохождении тока между металлами в небольших зазорах выделяется тепло. Электроды поддерживают и контролируют поток электричества.
При прохождении тока между металлами в небольших зазорах выделяется тепло. Электроды поддерживают и контролируют поток электричества.
Этот тип сварки может быть создан двумя способами:
К преимуществам шовной сварки относятся:
8. Точечная сварка
Точечная сварка (также называемая контактной точечной сваркой) представляет собой процесс контактной сварки. Этот процесс сварки в основном используется для сварки двух или более металлических листов путем приложения давления и тепла от электрического тока к области сварки.
Это делается путем помещения электрода из медного сплава на поверхность листа, где применяется давление и ток, и выделяется тепло при протекании тока через стойкий материал, такой как низкоуглеродистая сталь.
Точечная сварка относительно проста и недорога, что делает ее популярным выбором сварки в нескольких основных отраслях промышленности, включая:
Сварка внахлест (UW)/контактная стыковая сварка представляет собой метод сварки, при котором происходит коалесценция одновременно по всей площади соприкасающихся поверхностей или постепенно вдоль стыка за счет тепла, полученного от сопротивления электрическому току через область, где эти поверхности находятся в контакте. контакт.
контакт.
Подайте давление перед началом нагрева и поддерживайте давление во время нагрева. Оборудование, используемое для сварки под флюсом, очень похоже на оборудование для сварки оплавлением. Доступно только в том случае, если свариваемые детали имеют одинаковое поперечное сечение.
Соседние поверхности должны быть тщательно подготовлены для обеспечения надлежащего обогрева. Отличие сварки оплавлением в том, что детали зажимаются сварочным аппаратом и к ним прикладывается усилие для плотного соединения.
Ток большой силы тока проходит через переход и нагревает поверхность перехода. Когда они нагреваются до надлежащей температуры ковки, прикладывается возмущающая сила, и ток прерывается. Сращение происходит из-за высокой температуры и давления работы на суставных поверхностях. После охлаждения мощность отключается, и сварка завершается.
Рекламные объявления
Процесс сварки проникновением имеет несколько явных преимуществ, в том числе:
- Высококачественные сварные швы с меньшим количеством дефектов плавления
- Совместимость с широким спектром стандартных и трудносвариваемых материалов
- Простое сварочное оборудование контролировать, эксплуатировать и обслуживать
Преимущества сварки
- Сварные соединения прочны и могут быть прочнее основного металла.

- Может сваривать различные материалы.
- Сварку можно выполнять где угодно и не требуется большого расстояния.
- Элегантный внешний вид и простота дизайна.
- Их можно сделать любой формы, любого направления.
- Может быть автоматическим.
- Обеспечивает идеально жесткое соединение.
- Простое добавление и модификация существующих конструкций.
Недостатки сварки
- Возможна деформация элементов при сварке из-за неравномерного нагрева и охлаждения.
- Это неразъемные соединения, поэтому для их разделения необходимо разрезать сварные швы.
- Высокие начальные инвестиции.
Применение сварки
Сварка обычно используется в сосудах под давлением, мостах, зданиях, самолетах и космических кораблях, железнодорожном и судостроении, автомобильной, электротехнической, электронной и оборонной промышленности, трубопроводах и железных дорогах, а также атомных электростанциях. Монтаж.
Монтаж.
- Изготовление листового металла.
- Автомобильная и аэрокосмическая промышленность.
- Соединение черных и цветных металлов.
- Соединение тонких металлов.
Часто задаваемые вопросы.
Что такое сварка?
Сварка — это производственный процесс, при котором две или более деталей сплавляются друг с другом под воздействием тепла, давления или того и другого, образуя соединение по мере охлаждения деталей . Сварка обычно используется для металлов и термопластов, но также может использоваться для дерева. Готовое сварное соединение может называться сварным соединением.
Как работает сварка?
Сварочные работы путем соединения двух материалов вместе без отдельного связующего материала. В отличие от пайки твердым припоем и пайки, в которых используется связующее вещество с более низкой температурой плавления, сварка соединяет две заготовки непосредственно друг с другом.
Какие существуют 4 типа сварки?
Существует четыре основных типа сварки. MIG – дуговая сварка металлическим электродом в среде защитного газа (GMAW), TIG – дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), электродуговая сварка металлическим электродом (SMAW) и дуговая сварка с флюсовой проволокой (FCAW).
Сколько сварщики зарабатывают в год?
Сколько зарабатывает сварщик? Ну, в сварке вы можете зарабатывать от 29 000 до 117 000 долларов в год, при этом средняя годовая зарплата составляет 58 000 долларов. Опыт и уровень образования влияют на то, сколько зарабатывает сварщик. Отличные навыки и опыт могут привести к более высокой оплате.
Какие 7 основных видов сварки существуют?
Основные виды сварки:
1. Сварка МИГ – Дуговая сварка металлическим электродом в газе (GMAW)
2.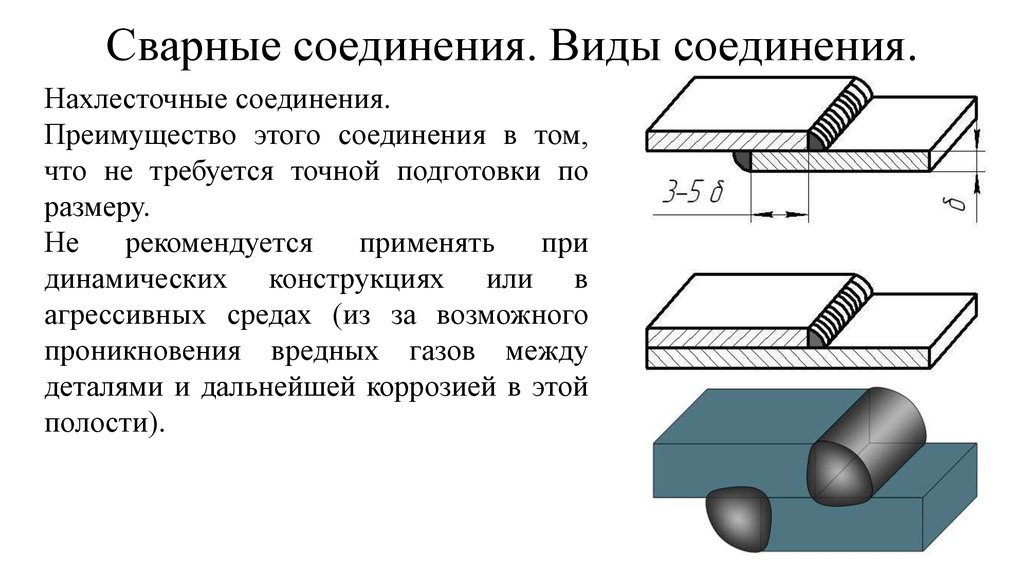 Сварка ВИГ – Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
Сварка ВИГ – Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
3. Сварка электродом – Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
4. Сварка под флюсом – Дуговая сварка порошковой проволокой (FCAW)
5. Сварка энергетическим лучом (EBW)
6. Сварка атомным водородом (AHW)
7. Дуговая сварка вольфрамовым электродом в среде защитного газа.
8. Плазменная дуговая сварка.
Сварка Определение и значение | Словарь.com
- Основные определения
- Викторина
- Связанное содержимое
- Примеры
- Британский
Показывает уровень сложности слова.
1
[ сварка ]
/ сварка /
Сохрани это слово!
См. синонимы слова «сварка» на Thesaurus.com
синонимы слова «сварка» на Thesaurus.com
Показывает уровень оценки в зависимости от сложности слова.
глагол (используется с объектом)
соединять или сплавлять (как куски металла) путем удара молотком, сжатия или т.п., особенно после размягчения или пастообразного нагревания, а иногда и с добавлением плавкого материала, подобного или отличного кусочки, которые нужно объединить.
привести к полному союзу, гармонии, согласию и т. д.
глагол (используется без дополнения)
подвергнуться сварке; быть способным к сварке: металл, который легко сваривается.
сущ.
сварное соединение или соединение.
акт сварки или состояние сварки.
ВИКТОРИНА
Сыграем ли мы «ДОЛЖЕН» ПРОТИВ. “ДОЛЖЕН” ВЫЗОВ?
Следует ли вам пройти этот тест на «должен» или «должен»? Это должно оказаться быстрым вызовом!
Вопрос 1 из 6
Какая форма используется для указания обязательства или обязанности кого-либо?
Начало сварного шва
1
1590–1600; вариант колодца 2 в устаревшем смысле «кипятить, сваривать»
ДРУГИЕ СЛОВА ОТ Сварить
сварить·способный, прилагательноесварить·способность·и·ти, существительное сварщик, сварщик, существительное бессварочный, прилагательное
не· сварка·способный, прилагательноене·сваренный·ед, прилагательное
Слова рядом с сваркой
welch, Welchman, welcome, welcome mat, Welcome Wagon, сварка, сварочный пруток, сварка, Weldon, благосостояние, экономика благосостояния
Другие определения для сварки (2 из 3)
сварка 2
[ сварка ]
/ wɛld /
сущ.
краситель.
Также wold, woald, бы.
Также называется ракетой красильщика.
Начало сварного шва
2
1325–75; Среднеанглийская сварка; родственный средненижненемецкому walde , среднеголландскому woude
Другие определения сварки (3 из 3)
сварка
[ сварка ]
/ wɛld /
существительное
Теодор Дуайт, 1803–1895 гг., лидер аболиционистов США.
Dictionary.com Полный текст Основано на словаре Random House Unabridged Dictionary, © Random House, Inc. 2022
Слова, относящиеся к сварке
плавка, припой, связь, пайка, цемент, объединение, фиксация, соединение, соединение, объединение
Как использовать сварку в предложение
Таким образом, используя вывод как способ понять, как выглядит хороший сварной шов, путем обучения, а затем посредством вывода очень, очень быстро определить эту проблему.
Построение будущего с программными сетями 5G|MIT Technology Review Insights|15 декабря 2021 г.
 |MIT Technology Review
|MIT Technology ReviewДилерский центр GM, — говорит Дастикат.
Внутри причудливого мира «брони», взрослых фанатов «Моего маленького пони»|Кевин Фэллон|1 мая 2014 г.|DAILY BEAST
послом в Мексике.
Сенатские демократы сделали нас на шаг ближе к имперскому президентству|Дэвид Фрум|1 декабря 2013|DAILY BEAST
Он изучал подземные воды в округе Уэлд, когда началось наводнение, и решил изменить цели своих исследований.
Наводнение вызвало катастрофу в Колорадо?|Джош Дзиеза|19 сентября 2013 г.|DAILY BEAST
Округ Уэлд — один из шести округов Колорадо, которые проголосуют за инициативу отделения в ноябре.
Сецессионная лихорадка охватила Техас, Мэриленд, Колорадо и Калифорнию|Кейтлин Диксон|12 сентября 2013 г.|DAILY BEAST
Он связался с Уильямом Велдом, тогдашним прокурором округа Массачусетс, а затем губернатором штата.
Защита Уайти Балджера раскрывает широко распространенное соучастие ФБР | Т.
 Дж. English|30 июля 2013 г.|DAILY BEAST
Дж. English|30 июля 2013 г.|DAILY BEASTWeld — это совершенно другое слово, чем вайда, но большинство словарей путают их.
Сочинения Чосера, том 1 (из 7) — Роман о розе; Незначительные стихи | Джеффри Чосер
У меня на заводе был крупный шотландец, который никак не мог научиться сварке.
Всадники Безмолвия|Джон Фредерик
Я обиделся; ибо моим инстинктом было спаять людей и держать их такими спаянными.
Лазар|Мэри Хартвелл Кэзервуд
И Велд подбежал ко мне, и, хотя я был хорошим парнем, легко перекинул меня к себе на плечо.
Ричард Карвел, Полная версия|Уинстон Черчилль
— Я такой же стойкий патриот, как и вы, Велд, — крикнул я в ответ и покраснел от последовавших аплодисментов.
Ричард Карвел, Полный | Уинстон Черчилль
Британский словар. металл или пластмасса) вместе, например, путем размягчения при нагревании и ударе молотком или путем плавления
для приведения или допущения приведения в тесную связь или соединение
существительное
соединение, образованное сваркой
Производные формы сварного шва смысл кипятить, нагревать
Британский словарь определений для сварки (2 из 3)
сварка 2
wold или woald (wəʊld)
/ (wɛld) /
3 существительное
0002 желтый краситель, полученный из ракеты красильщика
другое название ракеты красильщика
Слово Происхождение сварного шва
C14: от нижненемецкого; сравнить средне-нижненемецкий walde, waude, нидерландский wouw
Определения сварки в британском словаре (3 из 3)
Weld
/ (wɛld) /
существительное
Sir Frederick Aloysius.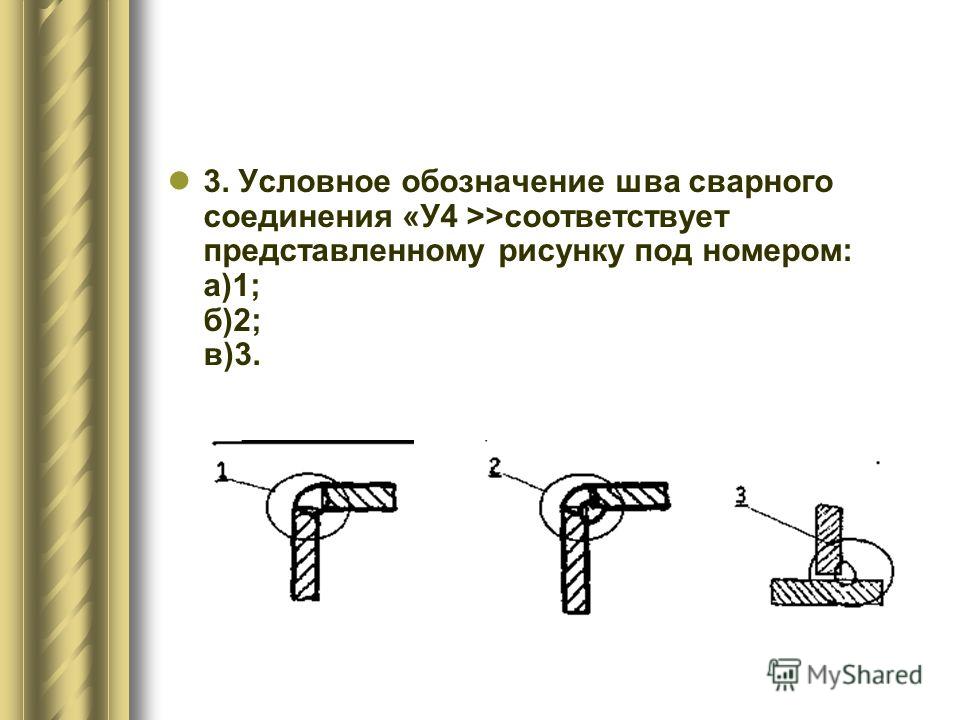 1823–91, государственный деятель Новой Зеландии, родился в Англии: премьер-министр Новой Зеландии (1864–65)
1823–91, государственный деятель Новой Зеландии, родился в Англии: премьер-министр Новой Зеландии (1864–65)
Английский словарь Коллинза – полное и полное цифровое издание 2012 г. © William Collins Sons & Co. Ltd. 1979, 1986 © HarperCollins Издатели 1998, 2000, 2003, 2005, 2006, 2007, 2009, 2012
Определение и значение сварки | Английский словарь Коллинза
Частота слов
сварка в американском английском 1
(список )
переходный глагол
1.
для соединения (кусков металла, пластмассы и т. д.) путем нагревания до расплавления и плавления или до тех пор, пока они не станут достаточно мягкими, чтобы их можно было молотком или прессованием
глагол непереходный
3.
подлежащие сварке или пригодные для сварки
сплавы, свариваемые при различных температурах
сущ.
4.
сварка или сварка
5.
соединение, образованное сваркой
Словарь Webster’s New World College Dictionary, 4-е издание. Авторское право © 2010 г. Хоутон Миффлин Харкорт. Все права защищены.
Производные формы
свариваемость (ˌсвариваемость)
сущ.
свариваемый (ˈсвариваемый)
прилагательное
сварщик (ˈсварщик)
существительное
Происхождение слова
изменено (с неисторическим -d) < obs. хорошо, сварить < ME wellen, сварить, хорошо1, v.
Частота слов
сварка в американском английском 2
(список )
сущ.
2.
краситель
Словарь Webster’s New World College Dictionary, 4-е издание. Авторское право © 2010 г.
Хоутон Миффлин Харкорт. Все права защищены. 91
Авторское право © 2010 г.
Хоутон Миффлин Харкорт. Все права защищены. 91
(сварка)
переходный глагол
непереходный глагол
3.
подвергаться сварке; быть способным к сварке
металл, который легко сваривается
сущ.
5.
акт сварки или состояние сварки
Большинство материалов © 2005, 1997, 1991 Penguin Random House LLC. Измененные записи © 2019by Penguin Random House LLC and HarperCollins Publishers Ltd
Derived forms
weldable
adjective
weldability
noun
welder or weldor
noun
weldless
adjective
Word origin
[1590–1600; вар.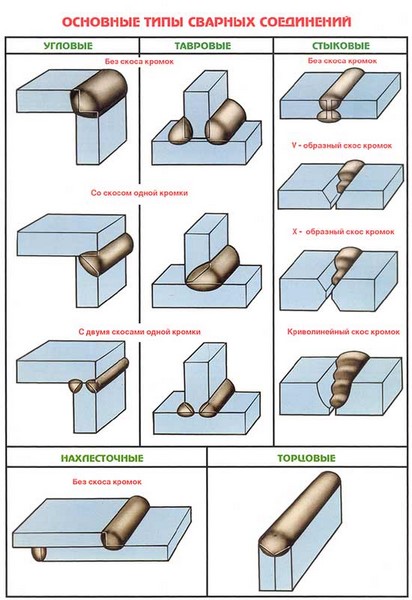 скважины 2 в обс. смысл «кипятить, сваривать»]
скважины 2 в обс. смысл «кипятить, сваривать»]
Частота слов
сварка в американском английском 2
(сварной)
сущ.
1.
резеда, Reseda luteola, из южной Европы, дающая желтый краситель
2.
краситель
Также: wold, woald, will. Также называется: ракета красильщика
Большинство материалов © 2005, 1997, 1991, Penguin Random House LLC. Измененные записи © 2019 Penguin Random House LLC и HarperCollins Publishers Ltd
Происхождение слова
[1325–75; ME сварка; в. MLG walde, MD woude]
Word Frequency
сварка в британском английском 1
(белый )
Английский словарь Коллинза. Авторское право © HarperCollins Publishers
полученные формы
Сварная сварная сварка (ˈweldable)
C16: вариант, вероятно, основан на причастии прошедшего времени well2 в устаревшем смысле кипятить, нагревать
Частота слов
сварка на британском английском 2
(белый ), wold или woald (wəʊld )
Английский словарь Коллинза.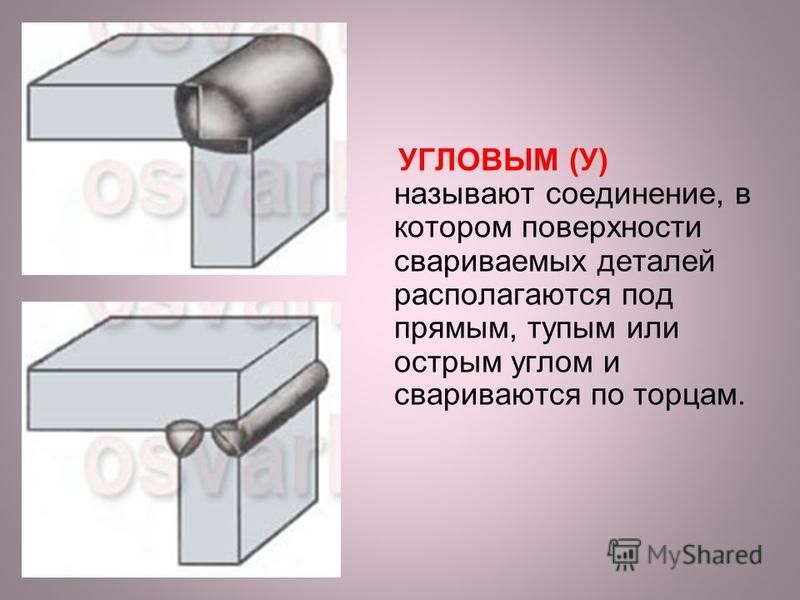 Copyright © HarperCollins Publishers
Copyright © HarperCollins Publishers
Происхождение слова
C14: нижненемецкий; сравнить Средненижненемецкий walde, waude, нидерландский wouw
Частота слов
Weld в британском английском
(wɛld )
Английский словарь Коллинза. Copyright © HarperCollins Publishers
Примеры употребления слова «сварить» в предложении
сварной шов
Кроме того, в качестве хобби ему нравится сварка стали.
Здесь соединились политика и театр.
Сварен вместе с крошечными отложениями платины.
Спасатели разрезали рельсы сварочными горелками.
Деформированные, опухшие пальцы спаяны вместе, а его ногти выглядят как когти.
Мужчины в футболках без очков сварили железные прутья.
SO Outerspace пахнет жареным стейком, горячим металлом и сваркой мотоцикла.
На мгновение все трое стояли, слившись вместе, борясь.
Рабочие в Советском Союзе, производящие сварочное оборудование.
Ее поразительная голова лошади в натуральную величину сделана из чеканной и сварной нержавеющей стали и стоит 5000.
Тенденции
сварной шов
На других языках
сварной шов
британский английский: сварка ГЛАГОЛ /wɛld/
К приварить один кусок металла к другому означает соединить их, нагрев кромки и соединив их так, чтобы они остыли и затвердели в одно целое.
Можно сваривать нержавеющую сталь с обычной сталью.
- Американский английский: сварка /ˈwɛld/
- Бразильский португальский: Soldar
- Китайский: 焊接
- Европейский Испанский: Soldar
- Французский: более громкий
- Немецкий: schweißen
- Итальянский: saldare
- Японский: 溶接する
- Корейский: 용접하다
- Европейский португальский: Soldar
- Испанский: Soldar
- Тайский: เชื่อม
Связанные условия
сварной шов
Быстрое задание
Обзор викторины
Вопрос: 1
–
Оценка: 0 / 5
люкс
сладкий
Мы переехали в новый офис.
скулить
вино
Собака начала на заднем плане.
скрип
ручей
Дверь была открыта с помощью .
Ваш счет:
Слово дня
ретороманский
группа ретийских диалектов, на которых говорят в швейцарском кантоне Граубюнден; официальный язык Швейцарии с 1938 года
Подпишитесь на нашу рассылку
Получайте последние новости и получайте доступ к эксклюзивным обновлениям и предложениям
Зарегистрируйтесь
Европейский день языков
В понедельник, 26 сентября, отмечается Европейский день языков, целью которого является поощрение изучения языков, многоязычия и культурного разнообразия. Подробнее
Учебные пособия для каждого этапа вашего обучения
Ищете ли вы кроссворд, подробное руководство по завязыванию узлов или советы по написанию идеального эссе для колледжа, Harper Reference предоставит вам все необходимое для учебы.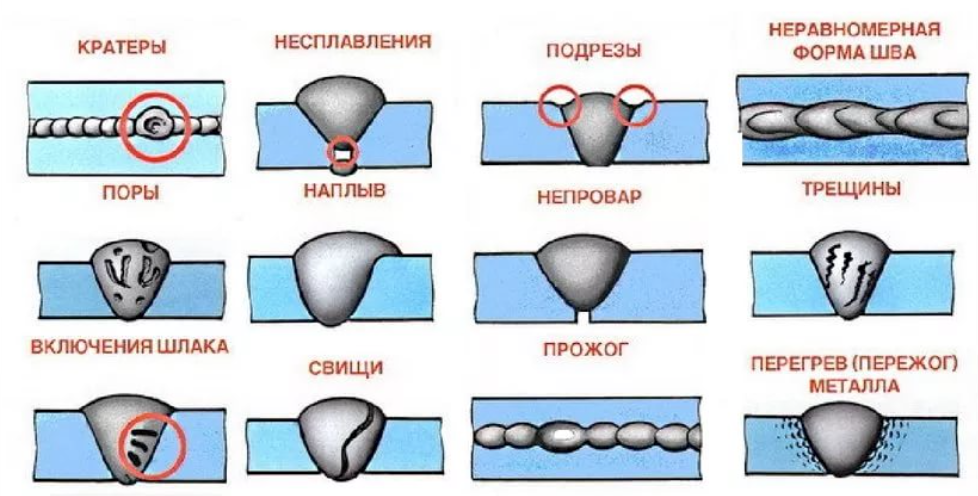 Подробнее
Подробнее
В чем разница между гардеробом и раздевалкой?
На этой неделе мы рассмотрим два слова, которые иногда путают: гардероб и гардероб. Улучшите свой английский с Collins. Подробнее
Collins English Dictionary Apps
Загрузите наши приложения English Dictionary, доступные как для iOS, так и для Android. Подробнее
Collins Dictionaries for Schools
Наши новые онлайн-словари для школ обеспечивают безопасную и подходящую среду для детей. И самое главное, это приложение не содержит рекламы, так что зарегистрируйтесь сейчас и начните использовать его дома или в классе. Подробнее
Списки слов
У нас есть почти 200 списков слов из самых разных тем, таких как виды бабочек, куртки, валюты, овощи и узлы! Удивите своих друзей своими новыми знаниями! Подробнее
Обновление нашего использования
Существует множество различных факторов, влияющих на то, как английский язык используется сегодня во всем мире. Мы рассмотрим некоторые способы изменения языка. Прочтите нашу серию блогов, чтобы узнать больше.
Подробнее
Мы рассмотрим некоторые способы изменения языка. Прочтите нашу серию блогов, чтобы узнать больше.
Подробнее
Зона 51, Звездолет и Урожайная Луна: слова сентября в новостях
Уверен, многие согласятся, что мы живем в странные времена. Но должны ли они быть настолько странными, чтобы Зона 51 попала в заголовки газет? А при чем здесь рыбы, похожие на инопланетян. Сентябрьские слова в новостях объясняют все. Подробнее
Оценка Scrabble
за «сварку»:
8
Быстрое задание
Обзор викторины
Вопрос: 1
–
Оценка: 0 / 5
просмотр
пик
Компания хотела большую плату за доступ к данным.
дополнение
дополнение
Зеленые обои идеально подходят к старой сосне комода.
молиться
добывать
Мы все работаем во имя мира.
Ваш счет:
Создайте учетную запись и войдите, чтобы получить доступ к этому БЕСПЛАТНОМУ контенту
Зарегистрируйтесь сейчас или войдите, чтобы получить доступ
Что такое сварка? Определение, типы и процесс
Готовы ли вы начать захватывающую карьеру сварщика? Эта востребованная отрасль позволяет вам создавать и ремонтировать широкий спектр металлических компонентов своими руками. Что такое сварка? Узнайте сегодня и узнайте больше о том, как начать карьеру сварщика в Калифорнии или по всей стране.
Что такое сварка? Узнайте сегодня и узнайте больше о том, как начать карьеру сварщика в Калифорнии или по всей стране.
Сварка Определение
Сварка — это надежный способ соединения двух металлических частей.
Этот базовый процесс можно выполнять разными способами, но в основе сварки лежит соединение металлических частей.
Этот процесс требует тепла и давления. Сварщик использует электрическое или газовое пламя для создания сильного тепла, чтобы смягчить кусок металла или металлический соединительный герметик. Прикладывается давление, и два куска металла соединяются вместе. После остывания изделие становится прочным соединением.
Сварку часто применяют, когда невозможно соединить два куска металла другим способом. Заклепки, винты и другие крепежные детали не обеспечивают герметичность. Они также могут стоить дороже и использоваться только в определенных типах соединений. Сварной шов — это стиль прочного соединения, который можно использовать различными способами. Как карьера, сварка сочетает в себе создание мышления, решения проблем и практических навыков для повседневной работы, которая полна волнения и возможностей для роста.
Как карьера, сварка сочетает в себе создание мышления, решения проблем и практических навыков для повседневной работы, которая полна волнения и возможностей для роста.
Процесс сварки
Возможно, вас удивит количество способов соединения двух металлических частей. Сварка используется практически во всех отраслях промышленности, поэтому сварщики должны творчески подходить к выбору правильного типа сварки и стиля соединения. Вот несколько распространенных способов соединения двух частей вместе:
- Краевое соединение
- Т-образное соединение
- Угловое соединение
- Соединение внахлестку
- Стыковое соединение
Сварщик выбирает тип соединения после тщательного рассмотрения материалов и области применения. Должен ли материал выдерживать большие сдвиговые нагрузки или скручивающие нагрузки? Это может повлиять на лучший тип соединения и тип используемого сварного шва.
Некоторые сварочные работы требуют применения навыков решения проблем. Будет ли соединение по краю или Т-образное соединение лучше для этого приложения? Какой наполнитель и инертный газ лучше всего подходят для этого конкретного применения?
Будет ли соединение по краю или Т-образное соединение лучше для этого приложения? Какой наполнитель и инертный газ лучше всего подходят для этого конкретного применения?
Если у вас есть навыки, опыт и ресурсы программы качественного обучения, вы можете легко ответить на эти вопросы, чтобы создавать безопасные продукты для своей отрасли.
Типы сварных швов
Все типы сварных швов можно разделить на две категории: сварка давлением и сварка плавлением. При сварке давлением используется сильное давление при температуре плавления основного материала или выше. Сварка плавлением фокусирует тепло на краю материала и не требует внешнего давления. Многие сварные швы плавлением используют инертный газ для улучшения прочности и других характеристик сварного шва.
В Summit College El Cajon учащиеся узнают о наиболее распространенных сварочных инструментах, защитном снаряжении и стилях сварки. Теперь вы узнаете только об этих распространенных стилях, но у вас будет возможность попробовать свои силы в сварке в реальных условиях. Вот наиболее распространенные способы сварки:
Вот наиболее распространенные способы сварки:
- Газовая вольфрамовая дуга
- Дуговая сварка в защитном металле
- Дуговая проволока с флюсовой проволокой
- Газовая дуговая сварка
- Плазменная дуга
- Электронно-лучевая8 Электролазерная80018
- Атомно-водородная сварка
Эти девять разновидностей можно разделить на три категории: трение, дуга и электронно-лучевая сварка. Сварка трением использует механическое трение и может использоваться даже для изделий из дерева и алюминия. В нем не используются присадочные металлы и не требуется защитный газ, поэтому он используется в различных отраслях промышленности для прочного склеивания дерева и легких алюминиевых изделий.
Дуговая сварка — самый популярный и привычный способ сварки. Независимо от того, выбираете ли вы ручной, автоматический или полуавтоматический сварочный аппарат, важно научиться создавать качественные соединения с помощью дуговой сварки. В эту категорию попадают TIG, MIG, GTAW и другие распространенные способы сварки.
В эту категорию попадают TIG, MIG, GTAW и другие распространенные способы сварки.
Высокотехнологичный стиль сварки — лазерная сварка. Этот стиль обычно автоматизирован и используется для глубоких сварных швов. Электронно-лучевая сварка требует вакуума, в то время как лазерные сварщики могут использоваться на воздухе.
Общие области применения
Стать сварщиком – это увлекательный способ погрузиться в важную отрасль и создавать передовые механические и электронные устройства. Будущие сварщики могут сделать карьеру в одной из следующих отраслей:
- Автомобильная промышленность
- Авиакосмическая промышленность
- Строительство
- Энергетика
- Искусство
Несмотря на то, что большая часть процесса производства автомобилей автоматизирована, квалифицированные сварщики по-прежнему требуются для точных задач, проектов ремонта и изготовления автомобилей на заказ. Попробуйте сварить шасси, заменить панель кузова или выполнить другие обязанности, чтобы подготовить автомобиль к его первой поездке.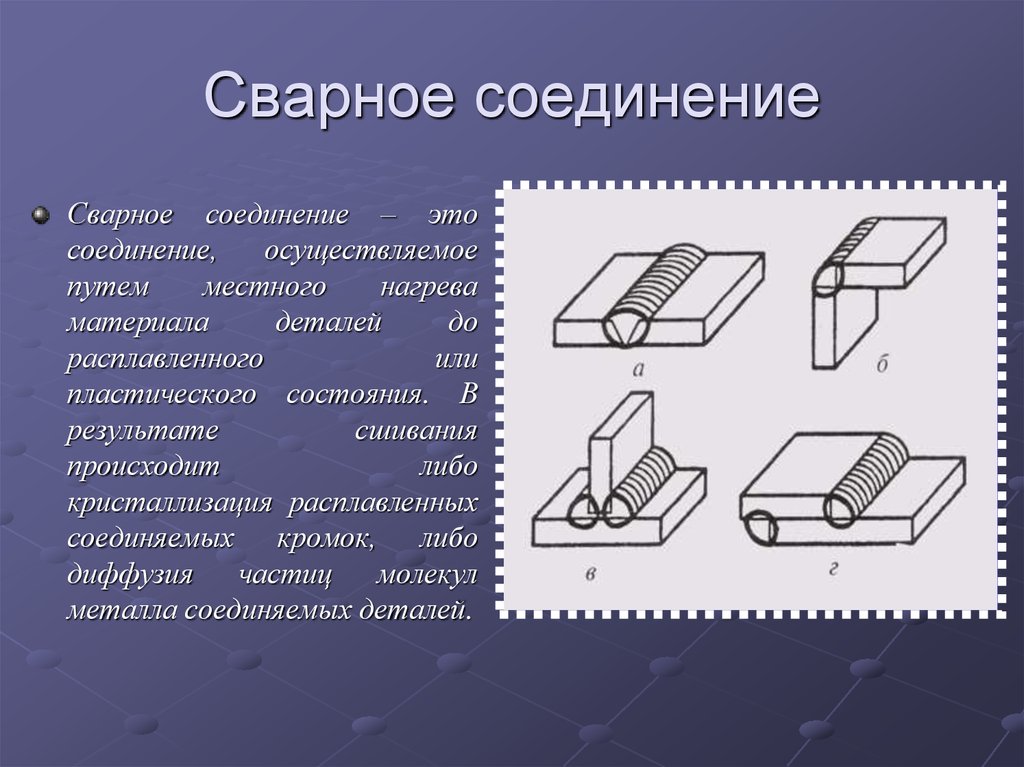
Самолетам требуются легкие компоненты и безупречные сварные швы, чтобы соответствовать стандартам безопасности, прежде чем они поднимутся в небо. Используйте инновационные методы сварки для соединения легких алюминиевых компонентов. Работайте бок о бок с инженерами, чтобы создать частный, военный или коммерческий самолет.
Коммерческие здания используют стальные балки и другие компоненты, чтобы возвышаться над деревянными постройками. Попробуйте свои силы в сварке на строительной площадке, чтобы увидеть, как небоскреб или высотный офис становятся реальностью на ваших глазах.
Энергетике требуются сварщики для ремонта трубопроводов, строительства стволов скважин и доводки литий-ионных аккумуляторов. Работайте с ведущей нефтегазовой компанией или помогайте продвигать возобновляемые источники энергии, создавая экологически чистые альтернативы. Работа в энергетическом секторе может дать вам возможность выезжать на удаленные рабочие места для ремонта и установки ключевых компонентов по всей стране.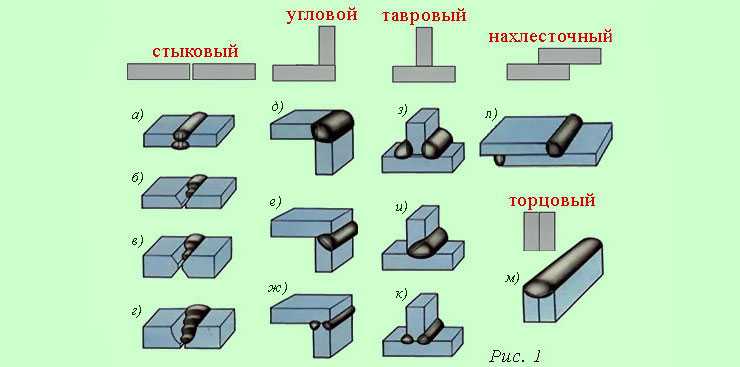
Наконец, некоторые сварщики используют свои технические навыки для создания произведений искусства для своего местного сообщества. Создавайте потрясающие статуи и вдохновляющие фрески из стальных деталей.
Сварка может дополнять другие художественные средства или создавать самостоятельные произведения искусства.
Начните свою карьеру сварщика в колледже Summit
Итак, как работает сварка? Если вы готовы узнать больше об этом практичном и востребованном навыке, пришло время отправиться в Summit College. Начните карьеру в автомобилестроении, возобновляемых источниках энергии или строительстве сегодня, записавшись на программу сварки в Эль-Кахоне, Калифорния.
Узнайте о дуговой сварке металлическим электродом в среде защитного газа, фитингах и компоновке труб SMAW, а также о других ключевых навыках сварки, прежде чем подавать заявку на работу в вашем регионе или по всей стране. Узнайте больше о нашей программе сварки в Summit College и откройте для себя отличный способ расширить свои навыки или начать новую карьеру. Работайте с небольшими классами, преданными инструкторами и передовыми курсами, чтобы пробудить ваш интерес к сварке в различных отраслях.
Работайте с небольшими классами, преданными инструкторами и передовыми курсами, чтобы пробудить ваш интерес к сварке в различных отраслях.
Что такое сварка? – Подробное объяснение сварки
Сварка относится к соединению или сплавлению частей с использованием тепла и/или сжатия, так что части образуют сплошную среду. Источником тепла при сварке обычно является пламя дуги, создаваемое электричеством источника сварочного тока. Дуговая сварка называется дуговой сваркой.
Сплавление деталей может происходить исключительно за счет тепла, выделяемого дугой, так что свариваемые детали сплавляются друг с другом. Этот метод можно использовать, например, при сварке TIG.
Однако обычно присадочный металл вплавляется в сварочный шов или сварной шов либо с помощью механизма подачи проволоки через сварочный пистолет (сварка МИГ/МАГ), либо с использованием сварочного электрода с ручной подачей. В этом случае присадочный металл должен иметь примерно ту же температуру плавления, что и свариваемый материал.
Перед началом сварки кромкам свариваемых деталей придается подходящая канавка для сварки, например, V-образная канавка. В процессе сварки дуга сплавляет края разделки и наполнителя, создавая расплавленную сварочную ванну.
Чтобы шов был прочным, расплавленная сварочная ванна должна быть защищена от оксигенации и воздействия окружающего воздуха, например, с помощью защитных газов или шлака. Защитный газ подается в расплавленную сварочную ванну с помощью сварочной горелки. Сварочный электрод также покрыт материалом, который выделяет защитный газ и шлак над расплавленной сварочной ванной.
Наиболее часто свариваемыми материалами являются металлы, такие как алюминий, мягкая сталь и нержавеющая сталь. Также пластик можно сваривать. При сварке пластмасс источником тепла является горячий воздух или электрический резистор.
Сварочная дуга Сварочная дуга, необходимая для сварки, представляет собой разряд электричества между сварочным электродом и свариваемым изделием. Дуга возникает, когда между деталями возникает достаточно большой импульс напряжения. При сварке TIG это может быть достигнуто зажиганием спускового крючка или ударом сварочного электрода по свариваемому материалу (ударное зажигание).
Дуга возникает, когда между деталями возникает достаточно большой импульс напряжения. При сварке TIG это может быть достигнуто зажиганием спускового крючка или ударом сварочного электрода по свариваемому материалу (ударное зажигание).
Таким образом, напряжение разряжается как молния, позволяя электричеству течь через воздушный зазор, который создает дугу с температурой в несколько тысяч градусов по Цельсию, максимум до 10 000 ⁰C градусов (18 000 градусов по Фаренгейту). Непрерывный ток от источника сварочного тока к заготовке устанавливается через сварочный электрод, поэтому перед началом сварки заготовка должна быть заземлена заземляющим кабелем в сварочном аппарате.
При сварке MIG/MAG дуга возникает, когда присадочный материал касается поверхности заготовки и возникает короткое замыкание. Затем эффективный ток короткого замыкания расплавляет конец присадочной проволоки и зажигается сварочная дуга. Для получения гладкого и прочного шва сварочная дуга должна быть стабильной. Поэтому при сварке MIG/MAG важно использовать сварочное напряжение и скорость подачи проволоки, подходящие для свариваемых материалов и их толщины.
Поэтому при сварке MIG/MAG важно использовать сварочное напряжение и скорость подачи проволоки, подходящие для свариваемых материалов и их толщины.
Кроме того, на плавность дуги и, как следствие, на качество сварного шва влияет техника работы сварщика. Расстояние сварочного электрода от разделки и постоянная скорость сварочной горелки важны для успешной сварки. Оценка правильного напряжения и скорости подачи проволоки является важной частью компетентности сварщика.
Однако современные сварочные аппараты имеют несколько функций, упрощающих работу сварщика, таких как сохранение ранее использованных настроек сварки или использование предустановленных кривых синергии, упрощающих настройку параметров сварки для конкретной задачи.
Защитный газ ПРИ СВАРКЕ Защитный газ часто играет важную роль в производительности и качестве сварки. Как следует из названия, защитный газ защищает затвердевающий расплавленный сварной шов от насыщения кислородом, а также от примесей и влаги в воздухе, которые могут ослабить устойчивость сварного шва к коррозии, привести к образованию пор и снизить долговечность сварного шва за счет изменения геометрических характеристик.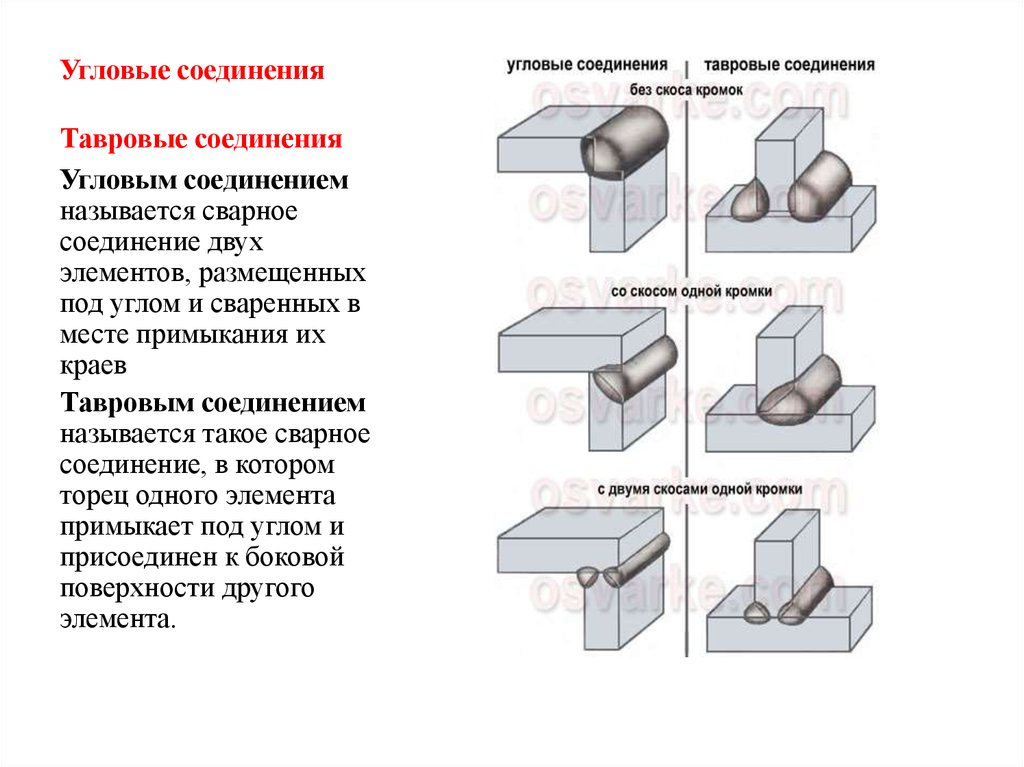 сустава. Защитный газ также охлаждает сварочную горелку. Наиболее распространенными компонентами защитного газа являются аргон, гелий, углекислый газ и кислород.
сустава. Защитный газ также охлаждает сварочную горелку. Наиболее распространенными компонентами защитного газа являются аргон, гелий, углекислый газ и кислород.
Защитный газ может быть инертным или активным. Инертный газ вообще не вступает в реакцию с расплавленным швом, в то время как активный газ участвует в процессе сварки, стабилизируя дугу и обеспечивая плавный перенос материала на сварной шов. Инертный газ используется при сварке MIG (дуговая сварка в среде инертного газа), а активный газ используется при сварке MAG (дуговая сварка в среде активного газа).
Примером инертного газа является аргон, который не вступает в реакцию с расплавленным сварным швом. Это наиболее часто используемый защитный газ при сварке TIG. Однако диоксид углерода и кислород реагируют с расплавленным сварным швом, как и смесь диоксида углерода и аргона.
Гелий (He) также является инертным защитным газом. Гелиевые и гелий-аргоновые смеси используются при сварке TIG и MIG. Гелий обеспечивает лучшее боковое проплавление и большую скорость сварки по сравнению с аргоном.
Углекислый газ (CO2) и кислород (O2) представляют собой активные газы, используемые в качестве так называемого оксигенирующего компонента для стабилизации дуги и обеспечения плавного переноса материала при сварке MAG. Доля этих газовых компонентов в защитном газе определяется типом стали.
Нормы и стандарты в области сваркиНесколько международных стандартов и норм применяются к сварочным процессам, конструкции и характеристикам сварочных машин и расходных материалов. Они содержат определения, инструкции и ограничения для процедур и конструкций машин для повышения безопасности процессов и машин и обеспечения качества продукции.
Например, общим стандартом для аппаратов для дуговой сварки является IEC 60974-1, а технические условия поставки и формы продукции, размеры, допуски и этикетки содержатся в стандарте SFS-EN 759..
Безопасность при сварке Существует несколько факторов риска, связанных со сваркой. Дуга излучает очень яркий свет и ультрафиолетовое излучение, которое может повредить глаза. Брызги и искры расплавленного металла могут обжечь кожу и стать причиной возгорания, а пары, образующиеся при сварке, могут быть опасны при вдыхании.
Дуга излучает очень яркий свет и ультрафиолетовое излучение, которое может повредить глаза. Брызги и искры расплавленного металла могут обжечь кожу и стать причиной возгорания, а пары, образующиеся при сварке, могут быть опасны при вдыхании.
Однако этих опасностей можно избежать, подготовившись к ним и используя соответствующее защитное снаряжение.
Защита от опасности возгорания может быть обеспечена путем предварительной проверки окружающей среды места сварки и удаления легковоспламеняющихся материалов вблизи места сварки. Кроме того, средства пожаротушения должны быть легко доступны. Посторонним вход в опасную зону запрещен.
Глаза, уши и кожа должны быть защищены соответствующим защитным снаряжением. Сварочная маска с затемненным экраном защищает глаза, волосы и уши. Кожаные сварочные перчатки и прочный негорючий сварочный костюм защищают руки и тело от искр и тепла.
Сварочного дыма можно избежать при достаточной вентиляции на рабочем месте.
Подробнее о безопасности при сварке
Методы сварки Методы сварки можно классифицировать по способу получения сварочного тепла и способу подачи присадочного материала в сварной шов.