Что такое дуга в сварке: Электрическая дуга | Сварка и сварщик
alexxlab | 25.04.2023 | 0 | Разное
Технология дуговой сварки
Технология дуговой сварки
Принцип ручной дуговой сварки метала (ММА)
Сварка металла защищенной дугой или сварка ММА представляет собой процесс, при котором происходит расплавление и соединение металлов при их нагреве дугой, создаваемой между металлическим покрытым электродом и деталью. Внешнее покрытие электрода, называемое флюсом, помогает создавать дугу и создает защитный газ и окалину, которые защищают сварку от попадания загрязнений. Сердечник электрода обеспечивает при сварке большую часть заполняющего металла.
Когда электрод перемещается вдоль детали с правильной скоростью, металл осаждается в виде равномерного слоя, называемого наплавленным валиком.
Источник питания для сварки с защищенной дугой обеспечивает ток постоянной силы (СС) и может подавать переменный ток (АС) или постоянный ток (DC), в зависимости от используемого электрода. Наилучшие характеристики при сварке обычно получаются при использовании источников с постоянным током.
Наилучшие характеристики при сварке обычно получаются при использовании источников с постоянным током.
Мощность в цепи сварки определяется напряжением и током. Напряжение (В) определяет длину дуги между электродом и деталью и зависит от диаметра электрода. Ток является более значимым компонентом, определяющим мощность в цепи сварки, он измеряется в амперах (А).
Величина тока в амперах, необходимая для выполнения сварки, зависит от диаметра электрода, толщины свариваемых деталей и от положения при сварке. Обычно для сварки небольших деталей требуется электрод меньшего диаметра и ток меньшей силы, чем для сварки крупных деталей такой же толщины. Для тонкого металла требуется ток меньшей силы, чем для толстого металла, а для электрода малого диаметра требуется меньше ампер, чем для электрода большого диаметра.
Предпочтительнее выполнять сварочные работы в горизонтальном положении. Однако если необходимо производить сварку в вертикальном положении или над головой, желательно использовать меньший ток в сравнении с тем, который используется при горизонтальной сварке.
На передней панели сварочного источника питания имеется индикатор питания (белый), ндикатор перегрева или превышения тока (желтый), ручка регулировки тока или управляющий контроллер, регулировка выходного положительного напряжения (+) и выходного отрицательного напряжения (-). На задней панели сварочного источника питания располагается выключатель питания «ВКЛ./ВЫКЛ.», разъем для кабеля (одна фаза 50 Гц, 220 В ) и т.п.
Положительное подключение означает, что деталь соединяется с выходом (+) на сварочном источнике питания, а держатель электрода соединяется с выходом (-). Отрицательное подключение означает, что деталь соединяется с выходом (-) на сварочном источнике питания, а держатель электрода соединяется с выходом (+).
• Подсоединить деталь или держатель электрода к выходу (-), без слабины.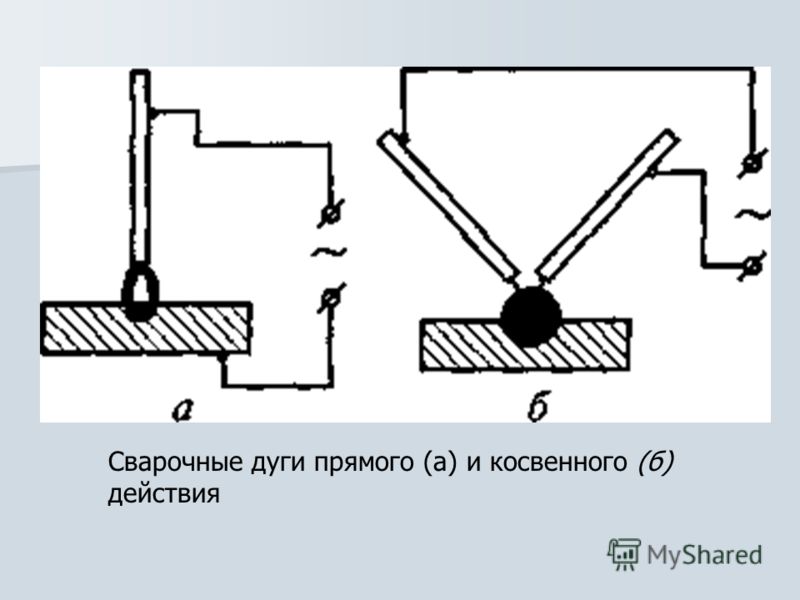
• Подсоединить деталь или держатель электрода к выходу (+), без слабины.
• Включить питание выключателем «ВКЛ./ВЫКЛ», при этом начнет светиться индикатор (белый).
• Теперь можно приступить к сварке ММА.
• Для улучшения качества сварки каждый зажим заземления на детали должен быть зажат плотно, и располагаться как можно ближе к месту сварки.
Предупреждение!
1) При использовании некоторых электродов деталь должна быть соединена с выходом (-), а держатель электрода должен быть соединен с выходом (+).
2) Обычно для большинства электродов деталь должна быть соединена с выходом (-), а держатель электрода должен быть соединен с выходом (+).
Индикатор перегрева или превышения тока начинает светиться в том случае, если достигнут порог срабатывания защиты по перегреву для данного оборудования. В случае перегрузки сварочного источника питания возникает перегрев. Данное сварочное оборудование автоматически перезапускается в том случае, если температура внутри сварочного оборудования падает и индикатор гаснет.
Данное сварочное оборудование автоматически перезапускается в том случае, если температура внутри сварочного оборудования падает и индикатор гаснет.
Ток сварки выбирается в зависимости от толщины обрабатываемой детали и диаметра сварочного электрода. Для оборудования ММА ток сварки составляет l2=(25-47)*D, где D – диаметр электрода, равный 2,0 мм, 2,5 мм, 3,2 мм, 4,0 мм и т.д.
Невозможно обучиться технологии сварки, просто читая о ней. Опыт приходит только вместе с практикой. Следующие страницы помогут неопытному сварщику понять некоторые аспекты сварки и приобрести знания. Для получения более детальной информации следует приобрести книгу «Дуговая сварка».
Знания оператора о дуговой сварке должны выходить за рамки знаний собственно об электрической дуге. Он должен знать, как контролировать дугу, а для этого требуются знания о сварочной цепи и об оборудовании, которое обеспечивает электрический ток, протекающий внутри дуги. Сварочная цепь начинается там, где кабель электрода подсоединяется к сварочной установке и заканчивается в месте подсоединения рабочего кабеля к той же сварочной установке. Ток протекает через кабель электрода к держателю электрода, проходя через электрод и через дугу. На рабочей стороне дуги ток протекает через металл основы к рабочему кабелю и назад к сварочной установке; цепь должна быть замкнута, чтобы ток мог протекать. Для выполнения сварки рабочий зажим должен быть плотно подсоединен к чистому металлу основы. Для получения хорошего соединения требуется удаление краски, ржавчины и т.п. Рабочий зажим должен подсоединяться как можно ближе к месту, которое будет свариваться. Сварочная цепь не должна проходить через шарниры, подшипники, электронные компоненты и другие устройства, которые могут быть при этом повреждены.
Ток протекает через кабель электрода к держателю электрода, проходя через электрод и через дугу. На рабочей стороне дуги ток протекает через металл основы к рабочему кабелю и назад к сварочной установке; цепь должна быть замкнута, чтобы ток мог протекать. Для выполнения сварки рабочий зажим должен быть плотно подсоединен к чистому металлу основы. Для получения хорошего соединения требуется удаление краски, ржавчины и т.п. Рабочий зажим должен подсоединяться как можно ближе к месту, которое будет свариваться. Сварочная цепь не должна проходить через шарниры, подшипники, электронные компоненты и другие устройства, которые могут быть при этом повреждены.
Электрическая дуга образуется между рабочей зоной и концом тонкого металлического стержня, т.е. электрода, который зажат в держателе, который удерживается сварщиком. При удержании конца электрода на расстоянии от зоны сварки или свариваемого металла основы образуется зазор величиной 1,5-2,0 мм. Электрическая дуга возникает в этом зазоре и удерживается на одном месте или перемещается по свариваемому соединению, расплавляя металл во время перемещения.
Хорошая сварочная дуга получается при наличии опыта, твердой руки, хорошего физического состояния и хорошего зрения; оператор контролирует сварочную дугу, и, тем самым, качество производимой сварки.
Рис. 1 Сварочная дуга
Что происходит внутри дуги
На Рис. 1 изображены процессы, которые происходят в электрической дуге.Так вы можете получить представление о том, что в действительности происходит во время сварки.
В середине рисунка виден «поток дуги», который создает дуга при наличии тока, протекающего в промежутке между концом электрода и деталью. Температура дуги в этом месте составляет приблизительно 3300° С. Это более чем достаточно, чтобы расплавить металл основы. Эта дуга достаточно широкая и достаточно горячая, на нее нельзя смотреть незащищенным глазами без риска получить болезненную травму. При наблюдении за дугой следует использовать сильно затемненные стекла, специально созданные для дуговой сварки, эти стекла вставляются в надеваемую на голову маску или в удерживаемый в руке щиток.
Дуга расплавляет металл основы и фактически проникает в него, подобно тому, как вода из садового поливального шланга проникает в землю. Расплавленный металл образует сварочную ванну, и зона расплава постепенно удаляется от дуги при ее перемещении. При перемещении дуги от зоны расплава, сварочная ванна охлаждается и отвердевает. Шлак, образующийся в верхней части сварного шва, защищает его от быстрого охлаждения.
Электрод с покрытием служит не только для того, чтобы подводить ток к дуге. Электрод состоит из металлического сердечника в виде прутка, вокруг которого нанесено спекшееся химическое покрытие. Внутренний металлический пруток расплавляется в дуге и добавляет через дугу капли расплавленного металла в сварочную ванну. Электрод обеспечивает дополнительный металл заполнения шва для заполнения канавки или зазора между двумя кусками металла основы. Покрытие также расплавляется или сгорает в дуге. Оно выполняет несколько функций. Оно делает дугу более устойчивой, обеспечивает экранирование из дымоподобного газа вокруг дуги, чтобы не допускать контакта кислорода и азота воздуха с расплавленным металлом, а также обеспечивает флюс для сварочной ванны.
При выборе электрода должно учитываться следующее:
1. желаемый состав сварного шва, например, мягкая сталь, нержавеющая сталь, низколегированная сталь;2. толщина свариваемой пластины или металла основы;
3. Положение, в котором будет производиться сварка (с опущенным электродом или в другом положении)
4. состояние поверхности свариваемого металла основы;
5. возможность приобретения и работы с требуемыми электродами.
Четыре простых действия-манипуляции имеют первостепенное значение. Отсутствие абсолютного мастерства в этих четырех действиях желаю процесс сварки бессмысленным.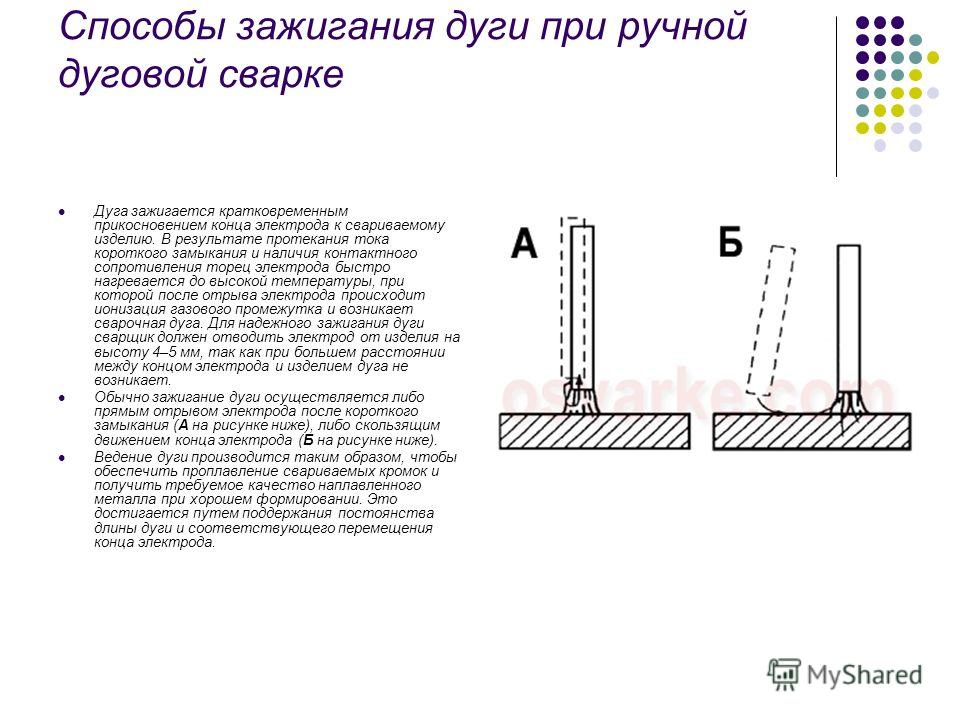 Мастерское овладение этими четырьмя действиями делаю процесс сварки простым.
Мастерское овладение этими четырьмя действиями делаю процесс сварки простым.
1. Правильное положение при сварке
На рисунке показано правильное положение при сварке для правшей (для левшей оно будет противоположным):
а) Держатель электрода удерживается в правой руке.
б) Левая рука касается снизу правой руки.
в) Левый локоть располагается с левой стороны.
Сварка по возможности производится обеими руками. Это обеспечивает полный контроль над перемещением электрода. Если это возможно, сварка выполняется слева направо (правшами). Это позволяет сварщику видеть то, что он делает. Электрод следует удерживать под небольшим углом, как показано на рисунке.
Рис. 2 Правильное положение при сварке
2. Правильный способ зажигания дуги
Убедиться в том, что рабочий зажим имеет хороший электрический контакт с деталью. Опустить щиток и слегка поцарапать электродом по металлу; при этом будут видны разлетающиеся искры. Царапая, следует приподнять электрод на 3 мм, при этом появится дуга. Примечание: если перестать перемещать электрод во время царапания, он прилипнет. Примечание: большинство новичков пытаются зажечь дугу, производя быстрые ударные движения по плоскости. В результате, электрод прилипает, или движения производятся настолько быстро, что дуга сразу же гаснет.
Опустить щиток и слегка поцарапать электродом по металлу; при этом будут видны разлетающиеся искры. Царапая, следует приподнять электрод на 3 мм, при этом появится дуга. Примечание: если перестать перемещать электрод во время царапания, он прилипнет. Примечание: большинство новичков пытаются зажечь дугу, производя быстрые ударные движения по плоскости. В результате, электрод прилипает, или движения производятся настолько быстро, что дуга сразу же гаснет.
3. Правильная длина дуги
Длина дуги представляет собой расстояние от конца прутка электрода до металла основы. После возникновения дуги очень важным является поддержание ее правильной длины. Дуга должна быть короткой, длиной приблизительно 1,5-3,0 мм. По мере сгорания электрода он должен подаваться к месту сварки, чтобы поддерживалась правильная длина дуги. Самый простой способ убедиться в том, что дуга имеет правильную длину – просто прислушаться к ее звуку. Хорошая короткая дуга создает потрескивающий звук, очень похожий на шипение жарящихся на сковороде яиц. Неправильная, длинная дуга создает глухой или шипящий звук.
Неправильная, длинная дуга создает глухой или шипящий звук.
4. Правильная скорость сваривания
При выполнении сварки важно, чтобы была видна лужица из расплавленного металла сразу за дугой, но при этом НЕ ДОЛЖНА быть видна сама дуга. Если видна ванна расплава и гребень, где она затвердевает, это указывает на правильно выбранную скорость сваривания. Граница отверждения должна располагаться на расстоянии приблизительно 10 мм от электрода.Рис. 3
Большинство новичков пытаются выполнять сварку слишком быстро, в результате чего получается тонкий, неравномерный сварной шов в виде “червяка”. Это результат того, что новичок не следит за расплавленным металлом.
Важное замечание: при выполнении сварки нет необходимости видеть дугу впереди, сзади или с боковых сторон. Сварку следует производить с постоянной скоростью. Вы поймете, что так выполнять работу легче.
Примечание: при сварке тонкой пластины сварщик может увеличить скорость сварки, а при сварке толстой пластины необходимо двигаться медленно, чтобы получить хорошее проплавление.
ТЕХНИКА СВАРКИ
При приобретении опыта в указанных четырех действиях необходимо всегда добиваться следующего:
1. Правильного положения при сварке;
2. Правильного зажигания дуги;
3. Правильной длины дуги;
4. Правильной скорости сваривания.
Можно сократить время на обучение, выполняя следующее упражнение. Использовать следующие материалы: – пластину из мягкой стали: 5 мм или несколько толще – электрод: 1/8″ (3,2 мм) З- заданный ток: 100-120 А пер.
Выполняемые действия
1. Научиться зажигать дугу путем царапания электродом по поверхности. При этом электрод следует держать правильно и использовать обе руки.
2. Когда обучающийся научится правильно зажигать дугу без прилипания, необходимо потренироваться в поддержании правильной длины дуги. Длину дуги следует учиться поддерживать по звуку.
3. Когда ученик научится поддерживать короткую потрескивающую дугу, необходимо начинать перемещать ее. Следует постоянно следить за сварочной ванной, а также наблюдать за валиком отверждающегося металла.
Когда ученик научится поддерживать короткую потрескивающую дугу, необходимо начинать перемещать ее. Следует постоянно следить за сварочной ванной, а также наблюдать за валиком отверждающегося металла.
4. Выполнять сварные швы на плоской пластине. Затем делать их параллельно верхнему краю (край ближайший к сварщику). Это дает практику в выполнении прямых сварных швов и позволяет хорошо видеть прогресс в обучении, когда, например, 10-й шов выглядит значительно лучше первого. При постоянном контроле своих ошибок и прогресса сварка скоро станет рутинным делом.
Наиболее распространенные металлы
Большинство металла, которые можно найти возле фермы или небольшой мастерской, представляют собой низкоуглеродистую сталь, иногда называемую мягкой сталью. Обычно из стали такого типа изготавливают листовой металл, пластины, трубы и катаный профиль, например, швеллеры, уголковое железо и двутавровые балки. Такую сталь обычно легко варить без соблюдения специальных требований. Однако некоторые стали содержат большее количество углерода. Типичными примерами являются компенсационные пластины, оси, соединительные штанги, валы, плужные лемехи и лезвия скребков. Эти высокоуглеродистые стали также в большинстве случаев легко свариваются, однако в некоторых случаях необходимы дополнительные процедуры, как например, предварительный прогрев свариваемого металла и тщательный контроль температуры перед сваркой и после нее. Более подробную информацию о различных типах сталей и других металлах, а также о правильных процедурах их сварки можно найти в книге «Дуговая сварка».
Однако некоторые стали содержат большее количество углерода. Типичными примерами являются компенсационные пластины, оси, соединительные штанги, валы, плужные лемехи и лезвия скребков. Эти высокоуглеродистые стали также в большинстве случаев легко свариваются, однако в некоторых случаях необходимы дополнительные процедуры, как например, предварительный прогрев свариваемого металла и тщательный контроль температуры перед сваркой и после нее. Более подробную информацию о различных типах сталей и других металлах, а также о правильных процедурах их сварки можно найти в книге «Дуговая сварка».
Независимо от типа свариваемого металла важно хорошо подготовить место сварки, на котором не должно быть масла, краски, ржавчины и других загрязнений.
ее свойства, виды, принцип работы
Из этого материала вы узнаете:
- Определение сварочной дуги
- Ключевые особенности сварочной дуги
- Области применения сварочной дуги
- Природа и строение сварочной дуги
- Виды сварочных дуг
- Источники питания сварочной дуги
- Критерии, влияющие на мощность сварочной дуги
- Вольтамперная характеристика сварочной дуги
- Условия горения сварочной дуги
В условиях современных реалий промышленность не может обойтись без сварки.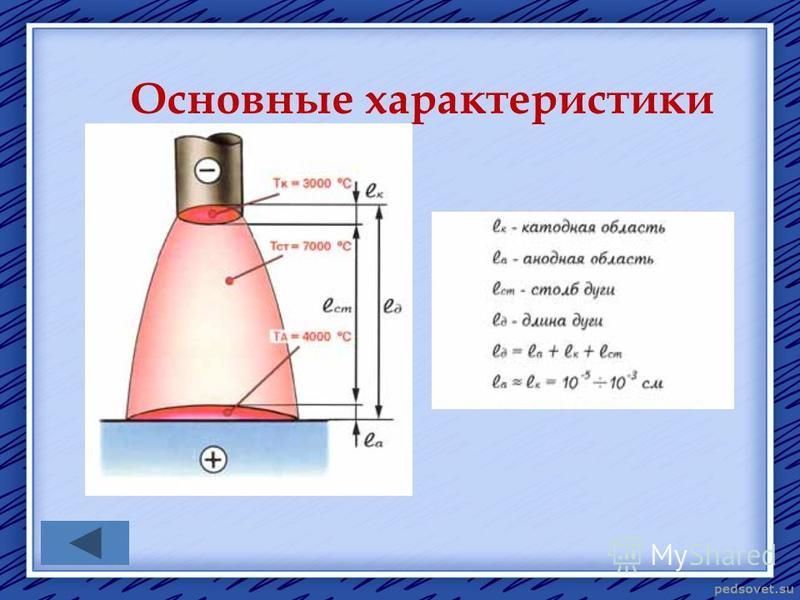 А она, в свою очередь, базируется на таком явлении, как сварочная дуга, над которой трудились в свое время передовые ученые. Благодаря ей создается высокая прочность, которая так необходима в процессе соединения изделий из металла, трансформируя их в одно целое. Однако при выполнении данной процедуры важны определенные нюансы, как, например, грамотно выбранный источник питания и условия горения, иначе шов может получиться кривым.
А она, в свою очередь, базируется на таком явлении, как сварочная дуга, над которой трудились в свое время передовые ученые. Благодаря ей создается высокая прочность, которая так необходима в процессе соединения изделий из металла, трансформируя их в одно целое. Однако при выполнении данной процедуры важны определенные нюансы, как, например, грамотно выбранный источник питания и условия горения, иначе шов может получиться кривым.
Далее подробно расскажем о природе и строении сварочной дуги, в каких сферах она применяется, каких видов бывает и как правильно используется. С этой информацией любой сварщик моментально углубит свои знания и упрочит позиции среди специалистов данной области.
Определение сварочной дуги
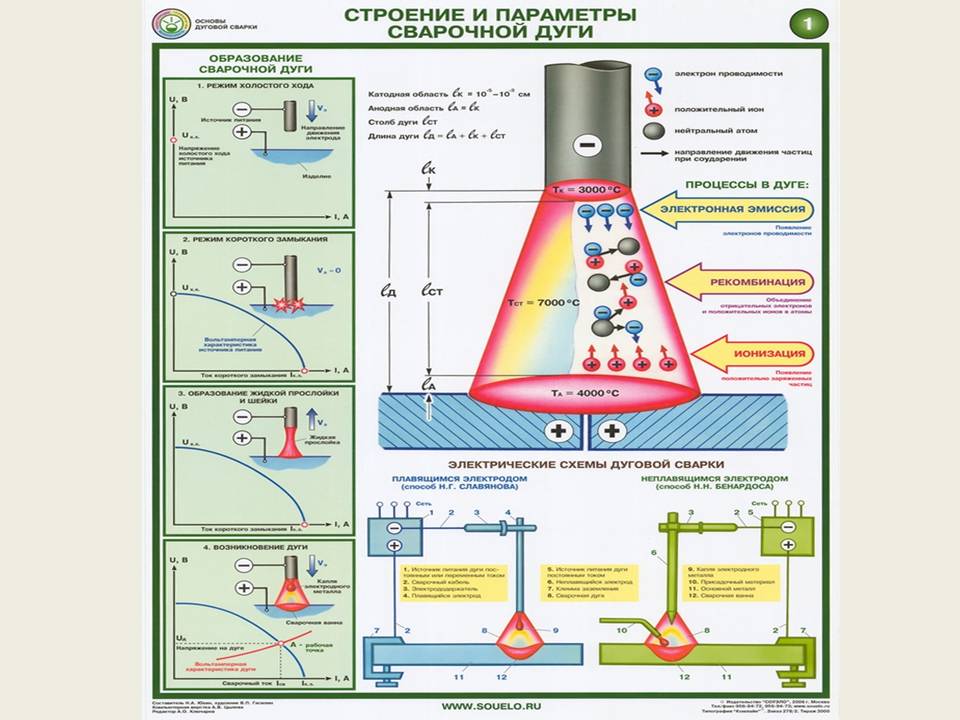
Сварочная дуга – это электрозаряд, расположенный между электродами, имеющий значительную длину и выделяющий большой объем энергии. Дуга характеризуется разницей потенциалов, возникающей в газовой среде.
За счет сварочной дуги температура металла с высокой плотностью электрического напряжения быстро повышается, материал приобретает пластичность и достигает состояния, подходящего для последующей плавки.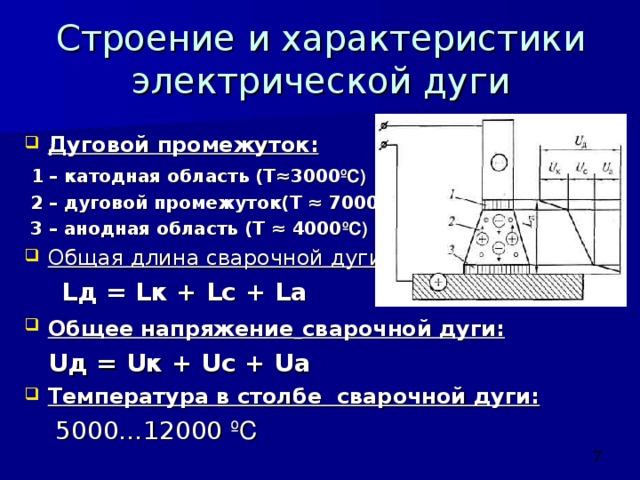
Предельная температура сварочной дуги составляет +7 000 °C. Данную степень нагрева используют при обработке металлов, которые способны плавиться лишь при достижении показателя свыше +3 000 °C. Говоря об особенностях данного электрического заряда, нужно понимать, что сварочная дуга представляет собой проводник, возникающий за счет ионизированного газа. Дуга состоит из нескольких зон, которые, пропуская ток, выделяют много тепловой энергии.
Поджиг дуги вызывает формирование гальванической цепи, в которую входят анод, катод и ионизированный газ. При этом используются два электрода. Протекание тока приводит к нагреванию дуги, появлению исходящего от нее света – последняя характеристика объясняется наличием фотонного излучения.
Ключевые особенности сварочной дуги
Если сравнивать с прочими электрическими зарядами, дуга отличается такими особенностями:
- Высокая плотность тока, вплоть до нескольких тысяч ампер на 1 см2, что обеспечивает высокую температуру.

- Неравномерное распределение электрического поля на отрезке между электродами: около них напряжение падает, значительно усиливаясь в столбе.
- Очень высокая температура, достигающая своего пика в столбе, что связано с большой плотностью тока. За счет увеличения длины столба можно снизить нагрев электрической сварочной дуги, тогда как уменьшение его размеров приводит к росту температуры.
- Виды нахлесточных сварных соединенийВозможность добиваться разных вольтамперных характеристик за счет зависимости напряжения от плотности тока при постоянной длине или непрерывном горении дуги. Сегодня принято говорить о трех вольтамперных характеристиках.
Области применения сварочной дуги
Дуга применяется при работе с такими видами сварки:
- Полуавтоматический. В основе данного подхода лежит использование тугоплавких вольфрамовых электродов, на дугу подают присадочную проволоку.
- Ручной. Данный метод является самым популярным ввиду своей простоты.

- Автоматический. Используется на производствах, упрощая выполнение объемных задач.
Если ведутся работы с открытой плазмой, предпочтение отдают жесткой дуге, тогда как при сварке под флюсом или в среде защитного газа необходима возрастающая дуга.
Природа и строение сварочной дуги
Понимая строение дуги, проще разобраться с ее принципом действия, ведь мощная электродуга позволяет за минимальный промежуток времени довести металл до температуры, при которой он начинает плавиться. Говоря о сварочной дуге и ее свойствах под последними понимают плотность тока и вольтамперные показатели. Столб дуги представляет собой светящийся ионизированный газовый проводник от катода к аноду, обладающий высоким сопротивлением.
В среднем, дуга равна 5 мм. Принято выделять такие основные зоны сварочной дуги:
- анодная – имеет размер до 10 микронов;
- катодная – в 10 раз меньше первой;
- столб – различимая глазом светящаяся полоса.

Температура сварочной дуги обеспечивается благодаря потоку свободных электронов, образуемых на катодном пятне. Причем последнее нагревается до 38 % от температуры плазмы. В столбе электроны направляются к аноду, а протоны – к катоду. Сам столб лишен заряда, поэтому на протяжении всех сварочных работ сохраняет нейтральность. Температура частиц доходит до+10 000 °C, металл в процессе сварки нагревается до +2 350 °C, тогда как расплав в ванне прогрет до +1 700 °С.
Стоит пояснить, что в схеме сварочной дуги анодным пятном принято называть место входа и нейтрализации электронов. Данный участок имеет на 4–6 % более высокую температуру, чем катодное пятно. Напряжение в обеих указанных зонах значительно снижается, из-за чего невозможно их свечение. Человеческий глаз видит лишь плазму, которая испускает ультрафиолетовое, инфракрасное и световое излучение. Нужно понимать, что последнее опасно для зрения и кожных покровов, поэтому специалисты не начинают работу без индивидуальных средств защиты.
Виды сварочных дуг
На данный момент сварщики пользуются несколькими классификациями сварочных дуг – они отличаются схемами подвода тока и средой, в которой ведется работа.
Рекомендуем статьи:
- Что такое арматура: разбираемся в деталях
- Сварка арматуры: выбираем оптимальный способ
- Как варить тонкий металл: руководство для начинающих и профессионалов
Принято выделять такие виды сварки дугой:
1. Прямого действия.
Аппарат размещают параллельно обрабатываемой металлической заготовке. Дуга находится под углом 90° относительно электродов и поверхности металла.
2. Косвенного действия.
Здесь два электрода устанавливаются под углом 50° к свариваемому изделию, причем сама дуга образуется между электродом и металлом заготовки.
Сварочные дуги можно разделить на виды, исходя из атмосферы, в которой они появляются:
-
Открытая сфера.

Дуга горит на открытом пространстве, образуется газ, включающий в себя пар металла, электрода и поверхностей, обработанных сварочным инструментом.
-
Закрытая сфера.
Горение дуги происходит под защитой флюса, а газ состоит из пара материала заготовки, электродов и непосредственно флюсового слоя.
-
С использованием смеси газов.
В дуге может находиться сжатый газ, например, гелий, углекислый газ, водород, аргон и прочие примеси газовых веществ. Они защищают место сварки от окисления. Если говорить точнее, подача газа способствует восстановлению среды либо делает ее нейтральной по отношению к внешним факторам. В дугу попадает подаваемый для работы газ, пар от обрабатываемой заготовки и электродов.
В дуге может находиться сжатый газ, например, гелий, углекислый газ, водород, аргон и прочие примеси газовых веществ.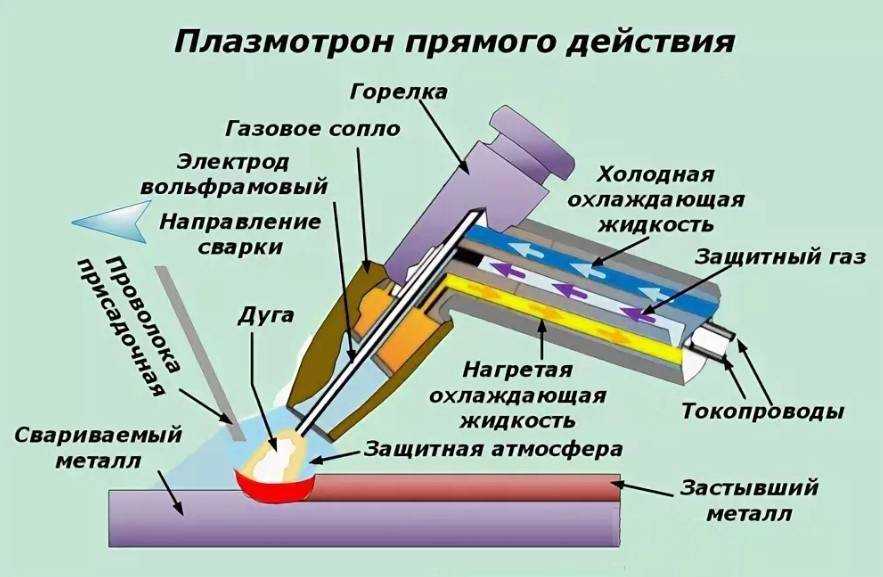 Они защищают место сварки от окисления. Если говорить точнее, подача газа способствует восстановлению среды либо делает ее нейтральной по отношению к внешним факторам. В дугу попадает подаваемый для работы газ, пар от обрабатываемой заготовки и электродов.
Они защищают место сварки от окисления. Если говорить точнее, подача газа способствует восстановлению среды либо делает ее нейтральной по отношению к внешним факторам. В дугу попадает подаваемый для работы газ, пар от обрабатываемой заготовки и электродов.
- классический – применяется для постоянной эксплуатации;
- импульсный – подходит для одноразового использования.
Либо возможна классификация сварочных дуг на основании материала электрода. Последний может быть плавящимся или неплавящимся, изготовленным из угля, вольфрама. Высокой популярностью среди сварщиков пользуется стальной, то есть плавящийся электрод. Но практика показывает, что сегодня большинство специалистов старается выбирать неплавящиеся расходники, так как типы данных элементов достаточно сильно отличаются друг от друга.
Источники питания сварочной дуги
Разряд может создаваться при помощи постоянного или переменного тока. Стоит оговориться, что постоянное напряжение обеспечивает более надежный сварной шов, а работа сопровождается меньшим разбрызгиванием металла.
Трансформатор использует ток из сети 220 B и преобразует его в 15–40 В.
Поскольку современное сварочное оборудование имеет небольшие размеры, в нем используется схема, включающая в себя следующие узлы:
- Входной выпрямитель.
- Инвертор, то есть управляемое микросхемой электронное устройство с транзисторами, отличающимися высокой скоростью переключения.
- Трансформатор.
- Трансформатор.
Благодаря инвертору постоянный ток преобразуется в переменный частотой до 80 кГц. Таким образом удается использовать трансформатор меньшего размера, увеличив КПД всего устройства.
При выборе источника питания сварочной дуги отталкиваются от способа, которым будет осуществляться обработка металла. Допустим, в процессе ручной сварки невозможно сохранение одинаковой длины дуги, а значит, следует взять аппарат с крутопадающей вольтамперной характеристикой. Из-за этого при растягивании дуги разряд не погаснет, а при укорачивании сила тока остается неизменной.
Сварка плавящимся электродом сопровождается стеканием капель горячего металла на изделие, из-за чего появляется ток короткого замыкания. Он имеет показатель, превышающий силу тока сварочной дуги на 20–50 %, и призван уничтожить образовавшийся металлический мостик, после чего происходит повторное формирование плазменного разряда. Подобные колебания совершаются мгновенно, поэтому источник должен быстро реагировать, чтобы стабилизировать разность потенциалов.
Критерии, влияющие на мощность сварочной дуги
Мощность сварочной дуги зависит от следующих факторов:
- напряжение – повышение данного показателя вызывает рост мощности в небольшом диапазоне, кроме того, необходимо помнить об ограничениях по размеру электрода;
- сила тока – большой ампераж позволяет добиться стабильного горения дуги;
- величина напряжения плазмы – данный показатель пропорционален мощности.
Длина дуги определяется как расстояние между сварным кратером и концом электрода.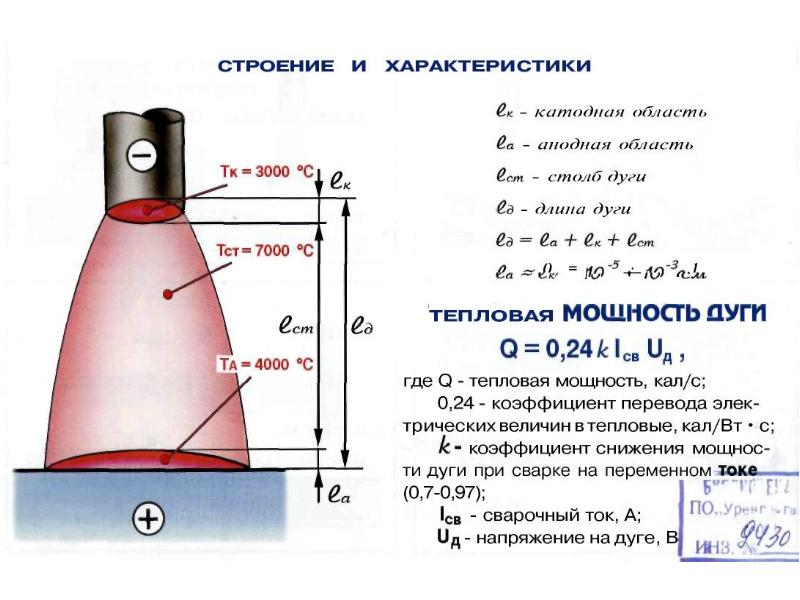 Данная величина непосредственно влияет на то, какой объем тепла выделяется в процессе работы.
Данная величина непосредственно влияет на то, какой объем тепла выделяется в процессе работы.
Отталкиваясь от мощности дуги, устанавливают скорость плавления металла изделия, а значит, и время, необходимое для завершения работы. Благодаря регулировке силы тока удается менять температуру в рабочей зоне. Нужно понимать, что даже при использовании длинного столба электродуга будет стабильно гореть при большом ампераже. Напряжение редко корректируют во время сварочных работ.
Вольтамперная характеристика сварочной дуги
Вольтамперная характеристика (или ВАХ) энергетического электрозаряда представляет собой график, отображающий зависимость напряжения от смены тока. Данный показатель бывает:
- Нисходящим – падает из-за роста напряжения.
- Стабильным – остается неизменным при смене силы тока.
- Восходящим – повышается при увеличении силы тока. Этот вариант чаще всего применяется в процессе сварки автоматом.

ВАХ описывает зависимость токовых параметров, позволяя установить такие характеристики в работе сварочной дуги, как:
- мощность;
- время горения;
- условия гашения.
При ручной сварке с использованием плавящихся и неплавящихся электродов на воздухе или в облаке защитного газа ВАХ ограничивается двумя первыми областями, до третьей ампераж не доходит. Если речь идет о механизированной сварке с использованием флюсов, она осуществляется по графику областей II и III. А сварка плавящимся электродом в облаке защитной атмосферы происходит по графику области III.
При работе сварочным аппаратом, обеспечивающим переменный ток, сварочная дуга появляется в каждом полупериоде на пике зажигания. При переходе через ноль она затухает, при этом прекращается нагрев активных пятен. В составе покрытия электродов присутствуют активные щелочные металлы, призванные увеличить устойчивость ионизации. Из-за защитного облака осложняется розжиг дуги на переменном токе, однако обеспечивается стабильное горение при использовании постоянного тока. Это связано с тем, что между полюсами молекулы газа ионизируются.
Из-за защитного облака осложняется розжиг дуги на переменном токе, однако обеспечивается стабильное горение при использовании постоянного тока. Это связано с тем, что между полюсами молекулы газа ионизируются.
Выбирая устройство для сварки, важно помнить, что вольтамперная характеристика электродуги зависит от аналогичного внешнего показателя. Работа аппарата рассматривается специалистами как наложение графиков. Так, при ручной сварке нужно использовать источники питания с падающими областями ВАХ или повышенным напряжением холостого хода. Тогда сварщик может варьировать длину дуги за счет изменения ампеража.
Немаловажно, что короткое замыкание, происходящее при падении капли с электрода на изделие, имеет силу тока на 20–50 % выше, чем у сварочной дуги. При использовании плавящихся электродов прибегают к дуге размыкания. Если осуществляется розжиг дуги вольфрамовым или угольным электродом, рекомендуется применять вспомогательный разряд.
Большая сила тока короткого замыкания чревата прожогом металла изделия. Падение капли влечет за собой замыкание, после чего ампераж повышается до величины тока короткого замыкания, появившийся мостик перегорает, а дуга загорается вновь. На изменение тока и напряжения в столбе уходят доли секунды, поэтому важно, чтобы оборудование быстро стабилизировало напряжение.
Падение капли влечет за собой замыкание, после чего ампераж повышается до величины тока короткого замыкания, появившийся мостик перегорает, а дуга загорается вновь. На изменение тока и напряжения в столбе уходят доли секунды, поэтому важно, чтобы оборудование быстро стабилизировало напряжение.
Условия горения сварочной дуги
При стандартных условиях, под которыми понимают температуру +25 °C и давление в 1 атмосферу, газы не проводят ток. Дуга может образоваться, если газы между электродами ионизированы – в их составе присутствуют заряженные частицы, такие как электроны или ионы/катионы или анионы.
Образование ионизированного газа обозначают как ионизация. Работа, затрачиваемая на отрыв электрона от атома с образованием электрона и иона, – это работа ионизации или потенциал ионизации, который измеряют в электрон-вольтах. На отрыв электрона требуется 3,5–25 эВ, причем конкретное количество необходимой энергии зависит от используемой газовой фазы.
Ниже всего потенциал ионизации у щелочных и щелочноземельных металлов, таких как калий, кальций и их химические соединения. Последние используют в качестве покрытия электродов, что позволяет обеспечить стабильное горение сварочной дуги.
Кроме того, чтобы дуга зажглась и могла гореть, нужно обеспечить постоянную температуру на катод. Конкретное значение подбирается под вид, диаметр, размер катода, температуру вокруг.
Важно, чтобы температура сварочной дуги была неизменной. За счет высокой силы тока она может доходить до +7 000 °C, поэтому сварка обеспечивает соединение совершенно любых материалов. Добиться стабильной температуры позволяет исправный источник питания. А так как он влияет на свойства сварочной дуги в процессе работы, выбор данного элемента при конструировании всего аппарата очень значим.
Получается, электродуга является лучшим и самым надежным способом соединения элементов из металла. Развитие сварки сильно повлияло на современную промышленность, ведь только при помощи высокой температуры сварочной дуги удается обрабатывать большую часть используемых сегодня металлов.
Чтобы сформировать действительно надежные швы, нужно помнить о характеристиках дуги, не упускать из внимания ключевые значения. Тогда вся работа займет немного времени, а результат окажется достойным. Кроме того, важно учитывать свойства дуги, такие как плотность тока, температура, напряжение.
Полное руководство по дуговой сварке
Аппарат для дуговой сварки — это электрический инструмент, эффективно сваривающий сталь, медь и алюминий. MIG (инертный металлический газ) и аппараты с флюсовой проволокой являются двумя наиболее распространенными типами аппаратов для дуговой сварки. Предположим, вы профессионал в области сварки или работы с электричеством. В этом случае вы часто можете оказаться в ситуации, когда вам нужно быстро восстановить питание в электрической цепи, поврежденной, например, в результате аварии. Когда это происходит, сварочный аппарат для дуговой сварки под флюсом является лучшим вариантом для быстрого восстановления работоспособности.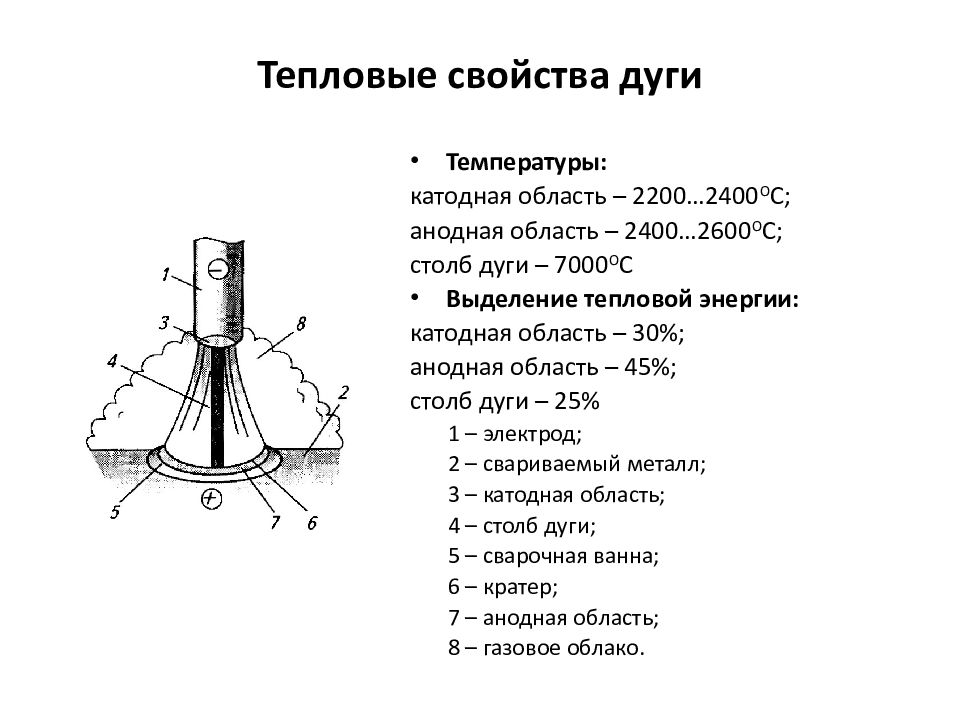 Аппарат для дуговой сварки автоматически создает дугу между двумя электродами. Эта дуга, передающая мощность от одного электрода к другому, создает короткий высоковольтный импульс, замыкающий цепь.
Аппарат для дуговой сварки автоматически создает дугу между двумя электродами. Эта дуга, передающая мощность от одного электрода к другому, создает короткий высоковольтный импульс, замыкающий цепь.
Что такое дуговой сварщик?
Дуговая сварка Определение: Аппарат для дуговой сварки — это машина, использующая электрическую дугу для соединения двух металлических частей. Это популярный сварочный инструмент, поскольку он обладает высокой степенью точности и универсальности. Дуговая сварка Миллера также используется для сварочных работ, таких как резка и изготовление деталей.
Типы аппаратов для дуговой сварки
Несмотря на то, что существует много типов дуговой сварки, наиболее популярными являются газоэлектрическая сварка, MIG и TIG. Сварочные дуги производятся газоэлектрическими сварщиками с использованием таких газов, как ацетилен или аргон. Сварочная дуга создается сварщиками MIG с использованием комбинации газов металл-катод, смеси аргона и гелия. Сварщики TIG подают сварочную проволоку TIG для создания сварочной дуги с помощью одноразового электрода.
Оборудование, необходимое для дуговой сварки
Каждому, кто хочет заниматься сваркой, в качестве необходимого снаряжения необходим дуговой сварочный аппарат для дуговой сварки защищенным металлом. Ниже перечислены расходные материалы, которые вам понадобятся для начала работы:
Основное устройство, которое вам понадобится для сварки, — это аппарат для импульсной дуговой сварки. Вы можете выбрать различные типы сварочных аппаратов, поэтому убедитесь, что вы выбрали тот, который будет наиболее полезен для вашей работы.
Газ: Для дуговой сварки требуется газовая сварочная горелка. Он обеспечивает тепло и мощность, необходимые для возбуждения и поддержания сварочной дуги.
Печь: Для нагрева металла перед сваркой требуется печь. Металл не станет достаточно горячим, чтобы без него можно было использовать стержни для дуговой сварки.
Сварочный пруток: Сварочные пруты бывают различной длины и толщины и состоят из разных металлов. Выберите подходящий в зависимости от толщины и вида металла.
Работа дуговой сварки
Инструмент, называемый дуговой сваркой, плавит и сплавляет металлы с помощью электрической дуги. Металлические компоненты соединяются с помощью аппарата для автоматической дуговой сварки, часто в виде сварного шва. Оператор использует ручное и ножное управление для управления сварочным аппаратом с помощью стола buildpro. Электрод и сварочная горелка являются функциональными компонентами аппарата для дуговой сварки. Короткая оголенная проволока используется в качестве сварочного электрода и вставляется в зону сварки. Полезный инструмент с электрическим приводом, сварочная горелка передает электрический ток на сварочный электрод. Металл плавится и сплавляется этим током.
В зависимости от применения существует множество размеров и форм дуговых сварочных аппаратов. В то время как некоторые дуговые сварочные аппараты используются для простого ремонта, другие — для более крупных работ, таких как строительство мостов или кузовов автомобилей. Любой, кто хочет соединить металлические предметы, нуждается в дуговой сварке. Они используются для строительных и ремонтных работ, потому что они быстрые, эффективные и надежные.
Они используются для строительных и ремонтных работ, потому что они быстрые, эффективные и надежные.
Есть несколько причин, по которым вам может понадобиться дуговой сварщик:
Дуговые сварочные аппараты быстрые и эффективные. Они могут сварить два куска металла за считанные минуты, по сравнению с часами, на которые может уйти традиционный процесс сварки. Дуговые сварщики надежны. Они редко выходят из строя, а если и случаются, то обычно у них есть быстрое решение. В отличие от других сварочных процессов, при которых образуются искры, способные вызвать возгорание, дуговая сварка металлическим газом достаточно безопасна для использования вблизи легковоспламеняющихся материалов.
Если вы подумываете о приобретении сварочного аппарата для дуговой сварки, вам не нужно искать дальше: доступны различные варианты качества, чтобы найти идеальный сварочный аппарат для ваших нужд. Если у вас есть вопросы по выбору дуговой сварки или использованию ее в вашем проекте, не стесняйтесь обращаться в местный сварочный цех.
Как очистить аппарат для дуговой сварки
Аппараты для дуговой сварки могут выделять много тепла, в результате чего образуется много дыма и сажи. Важно соблюдать осторожность при очистке сварочного аппарата, иначе можно повредить аппарат. Вот несколько советов по очистке сварочного аппарата:
- С помощью шланга промойте внутреннюю часть аппарата водой. Обязательно используйте холодную воду, чтобы избежать повреждений.
- Соберите мусор, скопившийся снаружи машины, с помощью бытового пылесоса.
- Используйте влажную ткань для очистки поверхностей сварочных аппаратов. Прежде чем дать сварочному аппарату полностью остыть, обязательно удалите всю грязь и жир.
Использование аппарата для дуговой сварки
Сварочное устройство, называемое аппаратом для дуговой сварки, соединяет металлы, создавая электрическую дугу. Металл расплавляется электрической дугой и соединяется сварщиком. Дуговые сварочные аппараты используются во многих областях, включая производство, обустройство дома и обслуживание автомобилей.
Дуговые сварочные аппараты используются во многих областях, включая производство, обустройство дома и обслуживание автомобилей.
Аппараты для дуговой сварки — это адаптируемые устройства для нескольких применений. Они идеально подходят для изготовления таких предметов, как мебель и велосипеды, а также для ремонта автомобилей и других транспортных средств. Металлические изделия, такие как трубы и ворота, также можно изготавливать с помощью дуговой сварки. Дуговые сварочные аппараты являются очень надежными инструментами. Они могут выдержать большие нагрузки, что делает их идеальными для использования в автомастерских или производственных цехах. Дуговые сварочные аппараты являются отличным выбором для мелкосерийного производства и ремонта жилых помещений, поскольку они также имеют разумную цену.
Почему они повышают эффективность процесса сварки?
Аппараты для дуговой сварки представляют собой машины, используемые для плазменной дуговой сварки металлов. Они работают, используя электрический ток для нагрева металла до высокой температуры, а затем используют тепло для соединения двух частей вместе. Преимущество дуговых сварочных аппаратов заключается в том, что они намного эффективнее традиционных методов сварки, а это означает, что они могут создать более прочное соединение, чем другие методы.
Преимущество дуговых сварочных аппаратов заключается в том, что они намного эффективнее традиционных методов сварки, а это означает, что они могут создать более прочное соединение, чем другие методы.
Одна из основных причин эффективности дуговых сварщиков заключается в том, что они используют непрерывный поток расплавленного металла. Это позволяет сварщику поддерживать постоянную температуру металла, что значительно упрощает контроль процесса и обеспечивает качественный сварной шов. Кроме того, дуговые сварщики потребляют меньше энергии, чем другие методы дуговой сварки, а это означает, что они с меньшей вероятностью могут вызвать повреждение или износ оборудования.
Как найти подходящий для ваших нужд аппарат для дуговой сварки
Если вам нужен аппарат для дуговой сварки, вам нужно помнить о нескольких вещах. Мы обсудим различные типы сварочных аппаратов и их возможности, чтобы вы могли найти идеальный вариант для ваших нужд.
Какие типы сварочных аппаратов доступны?
Три типа сварочных аппаратов: электродуговая сварка, GTAW (Gleason-Troy-Arco) и MIG (инертный металлический газ). Сварщики электродов используют серию электродов, называемых присадочными прутками, для создания сварного шва. Присадочный стержень плавится под действием электрической дуги, а затем образует сварной шов между двумя кусками металла. Сварщики GTAW используют газовую защиту для создания сварного шва. Газовая защита разрушает атомные связи в металлах, нагревая их до расплавленного состояния. Затем сварочный аппарат GTAW использует вращающуюся руку на
Сварщики электродов используют серию электродов, называемых присадочными прутками, для создания сварного шва. Присадочный стержень плавится под действием электрической дуги, а затем образует сварной шов между двумя кусками металла. Сварщики GTAW используют газовую защиту для создания сварного шва. Газовая защита разрушает атомные связи в металлах, нагревая их до расплавленного состояния. Затем сварочный аппарат GTAW использует вращающуюся руку на
В чем преимущество дуговой сварки, а не газосварочного оборудования?
Дуговая сварка — популярный и универсальный процесс, в котором для создания сварного шва используется дуга. К преимуществам дуговой сварки вольфрамовым электродом относятся низкое давление, возможность работы в труднодоступных местах и относительно короткое время сварки. Одним из основных недостатков дуговой сварки является ограниченный диапазон движений. Это связано с тем, что дуговой сварке требуется тесный контакт между горелкой и заготовкой для создания сварного шва. Это ограничение можно преодолеть, используя подвижную руку или несколько дуг под разными углами, чтобы обеспечить более широкий диапазон движения.
Это ограничение можно преодолеть, используя подвижную руку или несколько дуг под разными углами, чтобы обеспечить более широкий диапазон движения.
Дуговая сварка — это универсальный и надежный процесс, обладающий многими преимуществами по сравнению с оборудованием для газовой сварки. Если вы ищете процесс сварки, который позволит вам работать в труднодоступных местах или с ограниченным диапазоном движений, вам следует выбрать сварку под дугой.
Где можно купить сварочный аппарат?
Аппарат для дуговой сварки является ценным инструментом для сварки металла кожуха. Эти сварщики используют электрический ток для нагрева двух кусков металла, пока они не соединятся вместе. Если вы хотите купить сварочный аппарат для дуговой сварки, есть несколько мест, куда вы можете обратиться. Вы можете купить их онлайн или в магазинах. Если вы хотите купить его в Интернете, вы можете найти различные варианты на таких сайтах, как Amazon или eBay.
Сварочные аппараты для дуговой сварки могут быть дорогими, поэтому важно изучить их перед покупкой.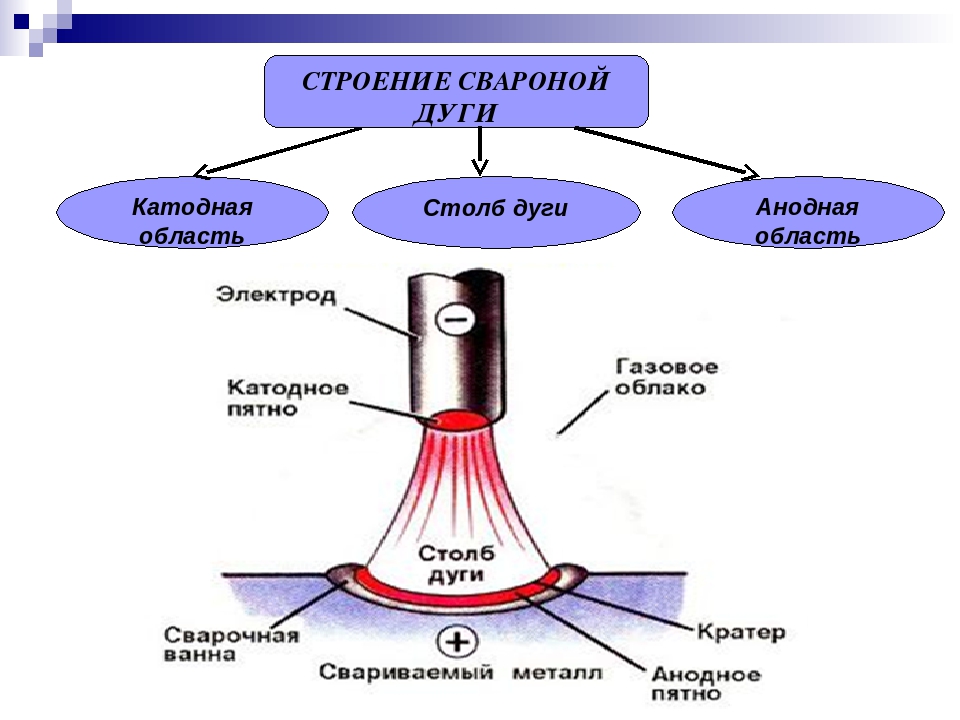 Убедитесь, что вы понимаете особенности сварочного аппарата, который вы рассматриваете, и найдите продавца с хорошими отзывами покупателей.
Убедитесь, что вы понимаете особенности сварочного аппарата, который вы рассматриваете, и найдите продавца с хорошими отзывами покупателей.
Советы по достижению наилучших результатов при использовании аппарата для дуговой сварки
При использовании аппарата для дуговой сварки следует помнить несколько вещей, которые могут улучшить результаты сварки. Следуйте этим советам, и вы будете на пути к качественной сварке со скидкой. Убедитесь, что рабочая зона чистая и на ней нет мусора. Выберите правильную настройку мощности для свариваемого материала. Слишком большая мощность слишком быстро нагреет металл, что приведет к слабому соединению.
При слишком малой мощности металл недостаточно нагревается, что приводит к плохим сварным швам. Используйте защитный экран при сварочных работах рядом с электрическими проводами или другими опасными элементами. Это поможет предотвратить разлет искр и создание опасной ситуации.
Используйте надлежащие сигналы рукой при запуске и остановке сварочных работ, чтобы все участники знали, что они делают. Это поможет избежать несчастных случаев и улучшить общение между работниками. Часто очищайте сварочный аппарат, чтобы предотвратить накопление ржавчины и других металлов, которые могут вызвать проблемы со сварными швами.
Это поможет избежать несчастных случаев и улучшить общение между работниками. Часто очищайте сварочный аппарат, чтобы предотвратить накопление ржавчины и других металлов, которые могут вызвать проблемы со сварными швами.
Каковы плюсы и минусы использования дуговой сварки?
Электросварочный аппарат — отличный инструмент для ремонта металлических предметов. У него много плюсов и минусов, поэтому важно понять, в чем они заключаются, прежде чем принимать решение о его покупке.
Преимущества использования аппарата для дуговой сварки:
- Аппараты для дуговой сварки просты в использовании, поэтому даже новички могут быстро научиться ими пользоваться.
- Это универсальные инструменты, предназначенные для сварки различных металлов.
- Обеспечивают высокое качество сварных швов, устойчивых к коррозии и другим повреждениям.
- Они быстры и эффективны, то есть могут ремонтировать металлические предметы быстро и без потери времени.
- Они доступны по цене, что делает их хорошим вложением для тех, кому часто приходится чинить металлические предметы.
Минусы использования дуговой сварки:
- Дуговая сварка может быть опасной при неправильном использовании. Если у вас нет опыта работы с ними, вы можете обжечься или получить травму, используя дуговую сварку. Всегда важно носить надлежащее защитное снаряжение при использовании этого инструмента.
- Аппараты для дуговой сварки требуют регулярного технического обслуживания для обеспечения их бесперебойной работы и получения высококачественных сварных швов.
Меры предосторожности и предупреждения
Аппараты для дуговой сварки, включая сварочный стол, являются одним из самых опасных инструментов в сварочном цеху. Есть несколько мер предосторожности, которые вы должны предпринять, чтобы избежать травм.
При использовании дуговой сварки помните о следующих мерах предосторожности:
- Всегда следите за тем, что вас окружает.

- Не делайте резких движений.
- Всегда носите соответствующее защитное снаряжение, в том числе защитную маску, защиту для глаз и защитный костюм.
- Используйте перчатки при работе со сварочным аппаратом и избегайте открытого огня.
- Убедитесь, что рабочая зона хорошо освещена и свободна от препятствий.
Заключение
Сварщик дуговой сварки — это квалифицированный специалист, использующий дуговую сварку для сварки металлических деталей. Сварщик дуговой сварки должен обладать хорошим чувством равновесия, ловкостью и зрительно-моторной координацией, чтобы правильно выполнять сварку в шлеме сварщика. Они также должны уметь пользоваться правильными сварочными горелками и присадочными прутками, а также понимать, как работает процесс хранения сварочных материалов.
Подано в: сварщик дуговой ручки, дуговая сварка, дуговые сварщики, дуговая сварка, определение дуговой сварки, аппарат дуговой сварки, стержни дуговой сварки, автоматический дуговой сварщик, стол билдпро, сварочные материалы со скидкой, скидки на сварные швы, дуговой сварщик флюса, дуговая сварка металлическим газом, газовая вольфрамовая дуговая сварка, миг пушка, дуговой сварщик мельника, плазменная дуговая сварка, сварочный аппарат импульсной дуги, дуговая сварка защищенным металлом, поддуговая сварка, виды дуговой сварки, сварочная дуга, шлем сварщика, сварочная дуга, сварочная куртка, сварочные куртки, сварочные принадлежности, магазины сварочных материалов, сварочный стол, идеи сварочного стола, продажа сварочного стола, сварочные столы, Продаются сварочные столы
Что такое дуговая сварка защитным металлом (SMAW)?
Последнее обновление: 31 октября 2018 г.
Что означает дуговая сварка защитным металлом (SMAW)?
Дуговая сварка металлическим электродом в среде защитного газа (SMAW) представляет собой процесс сварки плавлением, в котором используется расходуемый электрод с флюсовым покрытием для создания дуги между электродом и заготовкой. Расплавленный металл проходит от электрода через электрическую дугу и осаждается в заготовке. Флюсовое покрытие также расплавляется и всплывает на поверхность расплавленной сварочной ванны в виде шлака.
Дуговая сварка металлическим электродом в среде защитного газа является одним из старейших процессов дуговой сварки и одним из самых простых и доступных сварочных процессов, которые можно использовать для получения качественных сварных соединений. Это связано с простотой оборудования, необходимого для дуговой сварки защищенным металлом. Все, что требуется для этого процесса, — это источник питания постоянного тока, электрод, электрододержатель, зажим заземления и заготовка.
Реклама
Corrosionpedia объясняет дуговую сварку в среде защитного металла (SMAW)
Электроды для дуговой сварки в защитном металле имеют флюсовое покрытие. Это флюсовое покрытие используется для защиты расплавленного металла шва от атмосферы и окисления. Это необходимо, поскольку для данного процесса сварки внешний защитный газ не используется. Когда флюсовое покрытие осаждается в сварном шве, оно всплывает в виде шлака. Этот шлак необходимо удалить перед выполнением следующего прохода сварки, иначе это может привести к дефекту сварного шва. Некоторые электроды для дуговой сварки с защитным металлом, такие как электроды с низким содержанием водорода, должны храниться в печи для стержней, чтобы влага не ухудшила качество электрода с низким содержанием водорода.
Дуговая сварка металлическим электродом в среде защитного газа не обеспечивает таких быстрых сварных швов, как дуговая сварка металлическим электродом в среде защитного газа (GMAW), и не так универсальна, как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW).