Что такое флюс в сварке: Флюс сварочный: описание, назначение и классификация
alexxlab | 31.05.2023 | 0 | Разное
Флюс сварочный: описание, назначение и классификация
В зоне сварки всегда присутствует высокая температура, которая способствует увеличению скорости окислительных реакций с образованием большого количества оксидов. Оксиды ухудшают качественные показатели шва настолько, что делают процесс сварки невозможным. Для недопущения попадания кислорода в сварочную ванну применяют несколько методов, одним из которых является сварка под слоем флюса.1 / 1
Содержание:
- Принцип работы флюсов для сварки
- Классификация флюсов для сварки
- По физическому состоянию
- По способу изготовления
- По назначению
Принцип работы флюсов для сварки
Флюс для сварки выполняет функцию, аналогичную той, которую выполняет обмазка на электродах для ручной дуговой сварки. При поднятии высоких температур сварочной зоны флюс плавится, частично перекрывая доступ кислорода в зону сварки, и растворяя оксиды, которые образуются на кромках свариваемых деталей.
Каждому виду соединяемых металлов подбирают свой, предназначенный специально для них флюс. Поэтому существует множество их видов и составов. Наиболее часто используемые элементы в их составе, это фториды, оксиды и другие соединения.
Классификация флюсов для сварки
Для удобства подбора флюсов при различных технологиях сварки их классифицируют. Существуют различные системы классификации, но, в основном, общепринятыми считаются классификации по составу химических элементов, способу, которым они были изготовлены, их назначением и физическим свойствам.
По составу химических элементов, делят на:
- Марганце-силикатные;
- Кальций-силикатные;
- Алюминатно-основные;
- Флюоритно-основные;
- Алюминатно-рутиловые;
- Другие типы.
Отличаются флюсы и по активности взаимодействия с основным и присадочным металлами.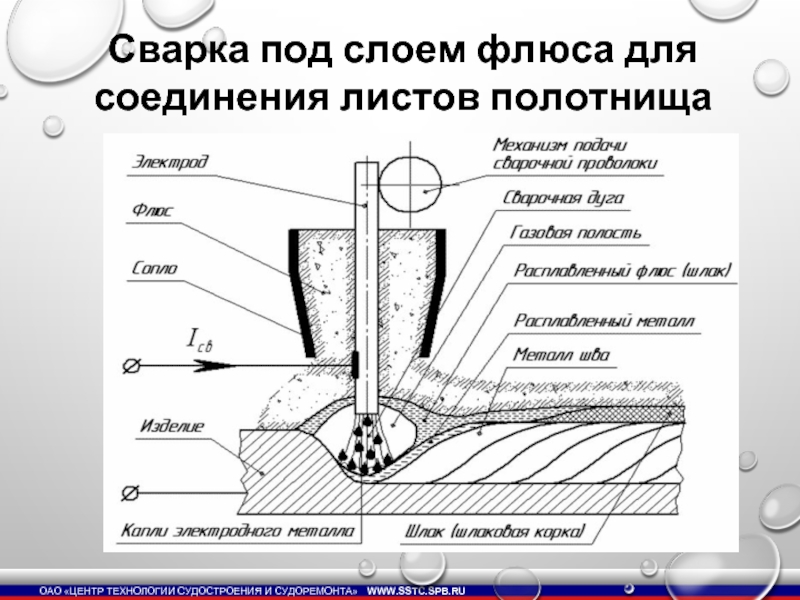 Пассивные флюсы только создают газовое облако, но никак не воздействуют на химический состав стали. Слаболегирующие флюсы — это категория флюсов, производимая путем плавления, которые легируют свариваемые материалы небольшим количеством кремния, марганца, и другими элементами. Это придает шву большую прочность и ударную вязкость. Легирующие гранулированные составы обогащают металл в значительной степени, улучшая его физические и химические свойства.
Пассивные флюсы только создают газовое облако, но никак не воздействуют на химический состав стали. Слаболегирующие флюсы — это категория флюсов, производимая путем плавления, которые легируют свариваемые материалы небольшим количеством кремния, марганца, и другими элементами. Это придает шву большую прочность и ударную вязкость. Легирующие гранулированные составы обогащают металл в значительной степени, улучшая его физические и химические свойства.
По физическому состоянию
По физическому состоянию флюсы классифицируются следующим образом:
- порошкообразные;
- стекловидные;
- кристаллические.
Порошкообразные сварочный флюс представляет собой гранулы белого или светло-коричневого цвета. Встречаются гранулы круглой или овальной формы. При использовании такого флюса необходимо учитывать их малую плотность и насыпать более толстым слоем. Объемная масса таких флюсов находится в пределах от 0,6 до 1 кг/дм3.
Стекловидными назвали флюсы за прозрачность, что напоминает стеклянные шарики. Они бывают совершенно бесцветными или окрашенными в цвета от синего до черного. Имеют высокую плотность и качественно укрывают место сварки. Их объёмная масса 1,4 – 1,8 кг, дм3.
Несколько иначе выглядят кристаллические виды. Их окраска во многом повторяет цвета пемзовидного флюса, но зерна имеют кристаллическое строение.
По способу изготовления
По типу производства различают несколько видов флюсов:- Плавленные. Такие флюса изготавливают из минеральных руд путем плавления в пламенных или электропечах с последующим гранулированием, фракционированием и прокаливанием.
- Механические смеси. Это соединение нескольких видов флюса в один состав путем физического перемешивания гранул между собой. Технология применяется для конкретных видом металлов. Постоянного состава не существует, а изготовление производится на заказ.
 Имеет существенный недостаток в виде разности веса и размера частиц, что приводит к их разделению при транспортировке и подаче из бункера.
Имеет существенный недостаток в виде разности веса и размера частиц, что приводит к их разделению при транспортировке и подаче из бункера. - Керамические. Первые получают путем смешивания сухих компонентов. Далее подготовленную смесь минералов и ферросплавов замешивают на жидком стекле, сушат, прокаливают и фракционируют. Преимущества такого вида флюса: низкий расход, возможность повторного использования (в системах рециркуляции), высокое качество получаемого шва.
По назначению
Флюсы классифицируются в зависимости от того, какие металлы свариваются с их помощью:
- низкоуглеродистые стали;
- низколегированные стали;
- высоколегированные стали;
- цветные металлы и сплавы.
Также, они классифицируются по виду сварки: электродуговой, газовой, электрошлаковой, неплавящимися электродами. Существует большая группа флюсов, которые можно применять для нескольких видов металлов.
Флюсы для дуговой сварки
Технология сварки под флюсом предполагает применение материалов, которые должны обладать следующими качествами:
- иметь температуру плавления ниже, чем у свариваемых металлов;
- хорошо растекаться и не выделять ядовитых веществ;
- образовывать легкоотделимые шлаки;
- быть легкодоступными и не дорогими.
Работы с применением электродуговой сварки ведутся при использовании флюсов в виде гранул размером 0,2 – 0,4 мм. По мере расплавления гранулы создают защиту сварочной ванны в виде газов и шлаков. Это способствует лучшему переносу металла электрода и высокую стабильность дуги. При этом количество оксидов резко уменьшается, а те, которые образовываются, выводятся в шлаковую зону.
За длительное время применения электродуговой сварки разработано множество материалов для предотвращения попадания кислорода в зону образования шва. Такое разнообразие позволяет обеспечить качественное соединение огромного количества вариантов металлических деталей. В настоящее время этот способ соединения металлов практически полностью вытеснил все остальные виды и продолжает развиваться в сторону упрощения и удешевления процессов.
Такое разнообразие позволяет обеспечить качественное соединение огромного количества вариантов металлических деталей. В настоящее время этот способ соединения металлов практически полностью вытеснил все остальные виды и продолжает развиваться в сторону упрощения и удешевления процессов.
Советы профессионалов и обзоры на продукцию Кедр
Горячие трещины при сварке
Газосварочная резка металла
Как выбрать сварочный газ
Как выбрать сварочные материалы
Сварка стали
Светофильтр «Хамелеон» в сварочной маске: особенности, устройство и характеристики
Обратная связь
Оставьте заявку, и мы свяжемся с вами в ближайшее время.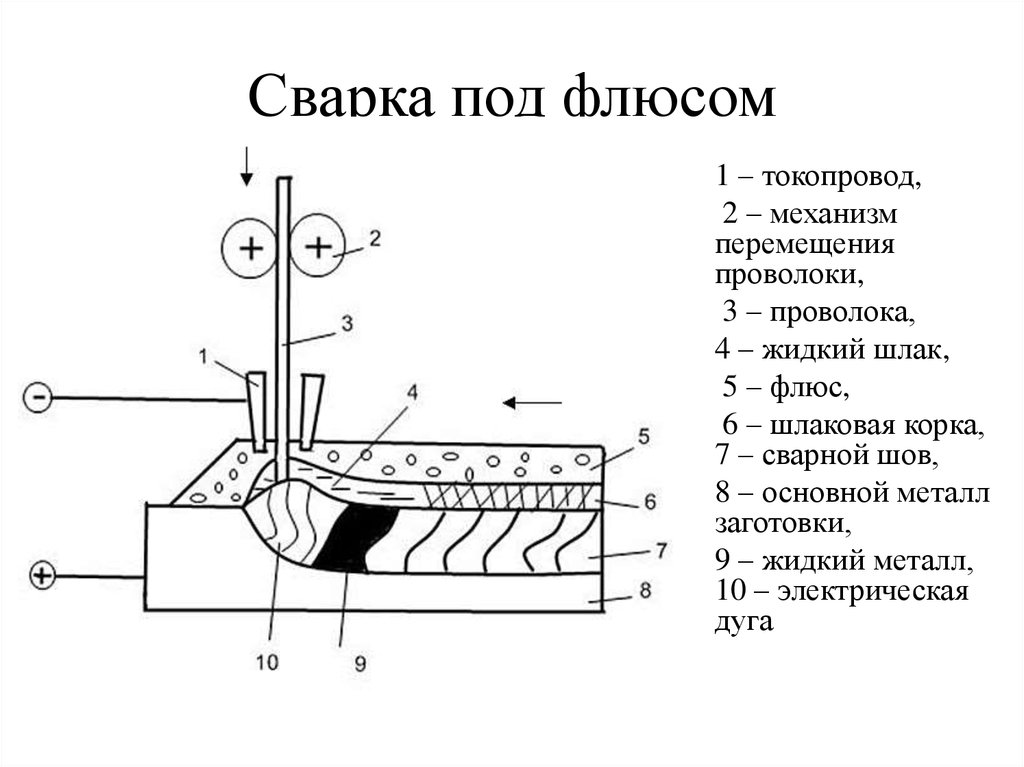
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с политикой конфиденциальности.
ОтправитьНе хватает прав доступа к веб-форме.
Написать hr-директору
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с политикой конфиденциальности.
ОтправитьХочу работать у вас
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Купить
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Как это работает: что такое флюс при сварке и какие ингредиенты флюсов используются при сварке углеродистых сталей?
Флюс представляет собой смесь различных минералов, химикатов и легирующих материалов, которые в первую очередь защищают расплавленный металл сварного шва от загрязнения кислородом, азотом и другими загрязняющими веществами в атмосфере. Добавление определенных химикатов и сплавов также помогает контролировать стабильность дуги и механические свойства.
Добавление определенных химикатов и сплавов также помогает контролировать стабильность дуги и механические свойства.
Флюс используется в следующих процессах дуговой сварки: дуговой сварке с защитным металлом (SMAW), дуговой сварке порошковой проволокой (FCAW) и дуговой сварке под флюсом (SAW). Давайте посмотрим на эти сварочные процессы и на то, как флюс добавляется и используется для защиты зоны сварки и легирования.
Дуговая сварка металлическим электродом (SMAW) использует проволоку со сплошным сердечником в качестве материала электрода. Чтобы добавить флюс к неизолированному электроду, мы смешиваем все ингредиенты, такие как силикат натрия и калия, с сухой смесью материалов и сплавов, чтобы создать связующее вещество, которое затем добавляется к неизолированному электроду путем экструзии, чтобы получить электрод с покрытием SMAW, как показано на Рисунок 1
Рисунок 1. Изображение выдавливания флюса на неизолированный электрод
Как указывалось ранее, основная функция флюсового покрытия заключается в защите расплавленного металла от загрязнения из атмосферы путем образования защитного газа и шлака для покройте расплавленный металл, как показано на рис. 2
2
Рисунок 2, Покрытый электрод SMAW
Другие функции флюса:
Простота зажигания дуги, стабильность дуги и ионизация
Контроль формы валика
Проникновение влияния
Добавление легирующих элементов в сварной шов
Контролируйте водород, чтобы уменьшить вероятность индуцированного холодного растрескивания
Помощь при удалении шлака
Контроль механических свойств сварного шва
В принципе существует три различных категории флюсовых покрытий, используемых с электродами SMAW:
флюсы на основе целлюлозы (например, E4211)
флюсы на основе рутила (например, E4913) и
- основные флюсы
(например, E4918).

Из вышеперечисленного только основные типы флюсов (Е XX18, EXX28, E XX16) классифицируются как низководородные.
Дуговая сварка с флюсовой проволокой (FCAW) использует внешнюю металлическую оболочку и сердцевину, содержащую флюс и легирующие компоненты. Процесс добавления флюса к проволоке заключается в использовании металлической полосы и пропускании ее через набор или ролики, образующие U-образную форму. Затем в полосу добавляется флюсовая смесь, и она закрывается другим U-образным валиком, чтобы получить окончательную порошковую проволоку, как показано на рис. 3
флюсовых проволок, встык, в складку или внахлест Рисунок 4
Рисунок 4. Типичное поперечное сечение порошковой проволоки
Как и в случае электродов для дуговой сварки металлическим электродом, флюс в порошковой проволоке состоит из материалов и сплавов, защищающих расплавленный металл от загрязнения из атмосферы путем создания защитный газ и расплавленный шлак для покрытия и защиты сварного шва -GS) для защиты расплавленного металла, а те, которые этого не делают, классифицируются как самозащитные порошковые проволоки (FCAW-SS). Эти самозащитные провода содержат более сложные элементы, помогающие защитить расплавленный металл.
Эти самозащитные провода содержат более сложные элементы, помогающие защитить расплавленный металл.
Флюсы для экранированных проводов бывают двух основных типов: 1) рутиловые или диоксид титана и 2) известковые или основные типы. В принципе, основные флюсы выбирают, когда требуются улучшенные свойства металла шва.
Дуговая сварка под флюсом (SAW) использует два отдельных расходных материала: сплошной проволочный электрод и флюс. Проволока подается из бухты через питатель в сварной шов и покрывается флюсом, который подается поверх свариваемого стыка через бункер. Дуга создается под гранулированным флюсом, отсюда и название дуговой сварки под флюсом. Часть флюса расплавляется, образуя шлак, который покрывает сварочную ванну и защищает расплавленный металл от загрязнения из атмосферы, в то время как остаток нерасплавленного флюса можно восстановить и использовать повторно. Процесс сварки под флюсом показан на рис. 6 9.0003
Рис. 6. Процесс дуговой сварки под флюсом
Сплошные сварочные проволочные электроды классифицируются по составу основного металла, а флюсы изготавливаются путем сухого смешивания тщательно подобранных количеств материалов, таких как кварцевый песок, оксиды металлов и галоидные соли. Эти материалы сплавляются вместе при температуре от 1500 до 1700 градусов по Цельсию, а затем расплавленный материал охлаждается. Продукт при охлаждении измельчается и просеивается до определенных размеров частиц, образующих гранулированный флюс для сварки.
Эти материалы сплавляются вместе при температуре от 1500 до 1700 градусов по Цельсию, а затем расплавленный материал охлаждается. Продукт при охлаждении измельчается и просеивается до определенных размеров частиц, образующих гранулированный флюс для сварки.
Основные флюсы для SAW изготавливаются из таких элементов, как оксиды кальция, магния, натрия, калия и марганца, карбонат кальция и фторид кальция, в то время как кремнезем и оксид алюминия входят в состав флюсов на кислотной основе.
Флюсы для сварки под флюсом можно измерить по индексу основности, который обычно используется для описания металлургических свойств сварочного флюса. Показатель основности представляет собой соотношение между основными и кислотными соединениями (оксидами и фторидами), из которых состоит флюс.
Сварочные флюсы можно разделить на три группы:
Кислотные флюсы с показателем основности <0,9
Флюсы нейтральные с показателем основности 0,9-1,2
Основные флюсы с индексом основности > 1,2
Основность оказывает значительное влияние на свойства металла сварного шва, особенно на ударную вязкость. Повышение основности снижает содержание кислорода и, следовательно, уровень включений в металле сварного шва и, таким образом, повышает ударную вязкость.
Повышение основности снижает содержание кислорода и, следовательно, уровень включений в металле сварного шва и, таким образом, повышает ударную вязкость.
Флюсы и их поведение представляют собой сложную науку, и вышеизложенное предназначено только для ознакомления с типами флюсов и тем, как они классифицируются по процессам сварки, в которых они используются.
Билл Эклс, CSA W178.2, уровень 2, I.W.S.
PPC and Associates
Что делает флюс при сварке? Руководство для начинающих 2023
Последнее обновление
Если вы когда-либо возились со сварочным аппаратом MIG, вы знаете, что он может производить качественные и чистые сварные швы. Однако не вся сварка бывает такой чистой. Процессы Stick и FCAW производят много дыма и пыли. Но почему? При сварке электродом и порошковой проволокой используется флюс.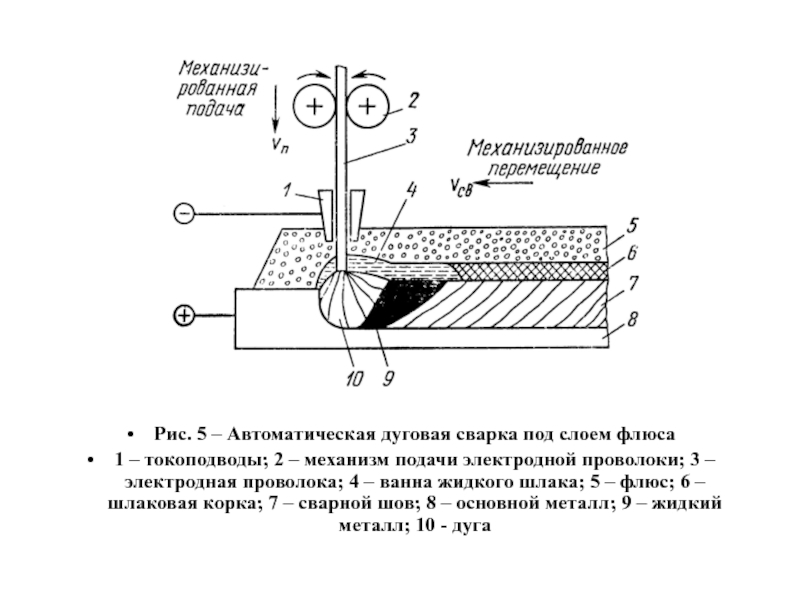
Итак, что делает флюс при сварке? Если можно получить хороший шов без флюса, зачем вообще его использовать? Не все процессы сварки подходят для каждого применения. Бывают случаи, когда MIG будет идеальным выбором из-за его простоты и чистоты. Но обязательно бывают случаи, когда необходимо использовать Stick или FCAW. Отчасти это связано с тем, что флюсы обладают свойствами, которые способствуют структурной сварке, в том числе обеспечивают получение более прочных сварных швов, чем MIG.
Что такое Flux?
Словарь Merriam-Webster определяет поток как «непрерывный поток». Другое определение гласит, что это «вещество, используемое для ускорения синтеза» и «скорость переноса жидкости, частиц или энергии через заданную поверхность». Таким образом, речь идет о течении, а в данном случае о переносе присадочного металла через дугу в расплавленную сварочную ванну. Флюсы используются, чтобы помочь потоку.
Флюсы изготавливаются из комбинации органических и неорганических материалов, включая, помимо прочего, хлорид аммония, смоляные кислоты, хлорид цинка, соляную кислоту и буру. Но многие флюсы также содержат легированный металлический порошок, помогающий сварным швам приобретать определенные механические свойства, такие как твердость, прочность на растяжение и т. д.
Но многие флюсы также содержат легированный металлический порошок, помогающий сварным швам приобретать определенные механические свойства, такие как твердость, прочность на растяжение и т. д.
Флюсы обычно покрывают стержневые электроды и находятся в сердцевине трубчатой порошковой проволоки. Для стержневых электродов стержень из присадочного металла погружается в расплавленный флюс, который затем затвердевает.
Как работает сварка под флюсом?
Поскольку флюс наносится на стержневой электрод или присадочную проволоку электрода FCAW, он наносится одновременно с присадочным металлом.
Когда зажигается дуга, тепло начинает плавить основной металл и электрод. По мере наплавки присадочного металла флюс также попадает в сварочную ванну. Для процессов Stick и FCAW он обеспечивает гораздо большую стабильность дуги, чем сварка без флюса. Сварка без флюса, иногда даже с MIG, может быть с брызгами и грязной сваркой. Флюс помогает «потоку» расплавленного металла оставаться в том месте, где этого хочет сварщик.
Флюс, состоящий в основном из неметаллических материалов, не вплавляется в сварной шов должным образом. Вместо этого значительная его часть испаряется, создавая атмосферу, защищающую сварной шов. Испаряясь в газ, флюс отталкивает нормальные атмосферные газы, которые могут загрязнять сварной шов и мешать его форме в процессе сварки и охлаждения.
Но это еще не все. Флюс попадает в сварочную ванну, да. Большая часть газа уходит, но не вся. Остаток не может оставаться в сварном шве. Это может привести к серьезным дефектам, один из которых называется «шлаковыми включениями». Шлак возникает в результате всплытия оставшегося флюса в сварочной ванне наверх. Это не случайно; это по дизайну. Шлак обеспечивает дополнительную защиту сварного шва, пока он еще находится в расплавленном состоянии. При правильной сварке флюс будет всплывать наверх, образуя шлак, который можно легко отколоть шлаковым молотком.
При каких видах сварки используется флюс?
Стержень (SMAW) Стержневые электроды покрыты флюсом. Этот процесс называется дуговой сваркой с защитным металлом, поскольку флюс «защищает» сварной шов от атмосферных газов. Он используется в трансформаторе постоянного тока, в котором используется стержневой электрододержатель, обычно называемый жалом.
Этот процесс называется дуговой сваркой с защитным металлом, поскольку флюс «защищает» сварной шов от атмосферных газов. Он используется в трансформаторе постоянного тока, в котором используется стержневой электрододержатель, обычно называемый жалом.
Этот процесс сварки под флюсом является типом сварки проволокой MIG. Разница в том, что эта проволока содержит флюс, тогда как то, что мы обычно называем MIG, является сплошной проволокой. Сварка порошковой проволокой может быть полностью защищена флюсом (самозащита) или также может использоваться защитный газ для дополнительного покрытия (двойной экран), хотя проволоки разные.
Дуговая сварка под флюсом (SAW) Автоматизированный процесс сварки под флюсом, в котором используется сплошная проволока, SAW обычно используется там, где имеются особо важные сварные швы, требующие рентгеновского или ультразвукового контроля. Разница между этим процессом и более распространенными методами Stick и FCAW заключается в том, что флюс не является частью электрода. Также дуга полностью «погружена» под легкоплавкий гранулированный флюс, который подается в зону сварки бункером на автомате. Этот флюс, хотя и легкоплавкий, также образует шлак.
Разница между этим процессом и более распространенными методами Stick и FCAW заключается в том, что флюс не является частью электрода. Также дуга полностью «погружена» под легкоплавкий гранулированный флюс, который подается в зону сварки бункером на автомате. Этот флюс, хотя и легкоплавкий, также образует шлак.
- Подробнее: Что такое дуговая сварка под флюсом и как она работает?
Часто задаваемые вопросы (FAQ)
Надежна ли сварка под флюсом?Поскольку процессы сварки с использованием флюса используются для сварки более толстых материалов, они неизбежно становятся прочнее. Stick и FCAW используются для сварки конструкционной стали и имеют гораздо большее проникновение, чем стандартная сварка MIG.
Легко ли сваривать порошковой проволокой? Хотя ни один процесс сварки не является технически простым, он может быть одним из самых быстрых в освоении процессов, особенно по сравнению со сваркой труб методом TIG или дуговой сваркой.