Что такое хонинговка и для чего она нужна: что это, как делается, зачем нужно :: Autonews
alexxlab | 28.12.2022 | 0 | Разное
Хонингование цилиндров двигателя
Автор: Сочи Авто Ремонт
Рубрика: Двигатель
Хонингование — это обработка поверхностей благодаря специальным инструментам. Хонингование стали применяется при ремонтах двигателя внутреннего сгорания. Расскажем про хонингование цилиндров двигателя автомобиля при капитальном ремонте — что за процедура и для чего она нужна.
В эксплуатации двигателя сильно изнашиваются и теряют свою начальную форму. Это, относиться к цилиндру двигателей. Возможно, они вначале были круглые, но временем принимают форму овала. Еще на стенках цилиндров двигателей образуются царапины. Эти причины приведут только к одному, к полному ремонту двигателя.
Для того чтобы оставить правильные формы цилиндров двигателя и набрать оптимальную шероховатость применяется хонингование цилиндров двигателя. В сравнении с традиционной доводочной операцией, такой как полирование и притирка нужной поверхности, хонингование имеют большую точность и большую эффективность.
Многие автолюбители после такого кап.ремонта с умилением выбирали своему обновленному железному другу антирадар с видеорегистратором и навигатором — насколько приемистой и мощной становился движок, порой лучше нового заводского и недоработанного.
Плосковершинное хонингование создает немало преимуществ. Основная задача, это тщательные обработки цилиндра двигателя для выполнения последующей работы.
В конечном результате хонингования цилиндр и поршневое кольцо быстро прирабатываются, а это значит, что будет меньше износа деталей, и повышается эффективность самой работы мотора.
Поскольку быстрее прирабатываются детали, и создается повышенная компрессия цилиндров и увеличится срок работы мотора до повторного ремонта. Еще, значительно уменьшится расход моторного масла и сократится прорыв газов.
Следующая уникальность двигателя, это создание на цилиндрах так называемой сетки, её можно заметить только при очень внимательном осмотре. Нужна она только для того, чтобы удержать масло на стенах цилиндра, в таком случае произойдет повышение смазки на трущихся деталях двигателя.
Хонингование цилиндров двигателя
Процесс хонингования двигателей проходит в два этапа. Этап первый, черновые обработки цилиндров, для которых применяются крупные абразивы. Этап второй, это финишная обработка. В дело приходят мелкозернистые абразивы, которые дают точность обработки.
Абразивы для хонингования цилиндра часто применяют керамические и алмазные бруски. Керамические, уступили алмазным по многим причинам, таким как долговечность и меньшая цена алмазных хонингований.
Сейчас большинство фирм обладает оборудованиями с алмазными абразивами. Это намного дешевле и делается лучшая геометрия цилиндров двигателей. А отсюда качество хонингования.
Уже после хонингования требуется тщательно помыть двигатель. Для того чтобы удалить металлическую стружку, также остатки полировочной пасты.
Хонингование цилиндров двигателя это завершающий этап обработки при полном ремонте.
Понравилась статья? Поделись с друзьями в соц. сетях!
сетях!
Как сделать хонингование цилиндров?
Хонингование, это уже последний момент при выполнении КП (капитальный ремонт) двигателя автотранспорта. Главная задача процесса – уменьшить шершавую поверхность цилиндров, дабы обеспечить неторопливое движение поршня.
Хонингование цилиндров и смысл этого процесса
Множество специализированных автомастерских упражняются хонингованием цилиндров. Важной целью, как вы уже поняли, является уменьшение шероховатости для связи поршня и цилиндров. Во время своей эксплуатации двигатель теряет свои начальные свойства, вследствие чего возникают затруднения при его функционировании. Составная часть двигателя, а также его детали начинают деформироваться. Уделив особое внимание цилиндру, когда он находится в разрезе, можно заметить, что форма его в виде овала. При выполнении ремонта или частом эксплуатировании на поверхности цилиндров могут оставаться царапины и следы. В связи с этим возникаю следующие проблемы:
1. Теряются компрессионные свойства.
Теряются компрессионные свойства.
2. Увеличиваются затраты смазки и горючего.
3. Сбавляются обороты мотора.
По этим причинам необходимо в обязательном порядке произвести починку двигателя. Делать это необходимо в положенное время, иначе внешний вид и работоспособность цилиндров может отразиться непосредственно на функционировании иных механизмов. Что может вызвать неисправность. Бывают ситуации, в которых вследствие переноса починки доводилось устанавливать новый кривошипно-шатунный механизм.
Производится реставрация детали в пару этапов, таких как:
· Мастер делает расточку всех имеющихся гильз в соотношении с последующим ремонтным параметром. На случай когда раньше не совершался ремонт, то расточку делают до минимального размера, таким является первый. Очень важно создать лишним припуск в пару мм.
· Проводится хонингование для того, чтоб гильзы имели правильную форму, и чтоб в свою очередь уменьшилась шероховатость.
Как сделать хонинговку
Несколько этапов включает в себя хонингование, а также расточка:
1. Поначалу необходимо сделать грязную обработку. Она совершается посредству абразивных и грубых материалов, для возобновления начальной конструкции.
Поначалу необходимо сделать грязную обработку. Она совершается посредству абразивных и грубых материалов, для возобновления начальной конструкции.
2. Исключительно специально предназначенным абразивом делается расточка цилиндра. Благодаря брусу с алмазным или керамическим напылением можно произвести хонингование. Устанавливать брус необходимо на головке хонинговальной. Она возвращается и совершает круговые движение как вниз так и вверх. Владея данным устройством, вы будете при осуществлении хонингования делать все точно. Также не нужно забывать об абразивном материале, с ним можно легко убрать недостатки с поверхности. Присутствует также одно «но» возникает допустимый уровень шероховатости.
3. По завершению хонингования следует, тщательно убрать поверхность очищенного цилиндра от всяческого мусора.
4. Большинство мастеров благодаря специальной пасте вычищают поверхности.
Если у вас есть в наличии какой угодно абразивный материал, вы сможете без труда делать хонингование блока цилиндра. Приступая к работе с цилиндрами, применяйте бруски с разным напылением (алмаза или керамики). Такие абразивы, как керамические включают в себя такую особенность как снашиваться в короткие сроки, чего не скажешь об иных. Вот алмазные, берегут силу специалиста в период обработки, но после таких абразивов сохраняется на поверхности цилиндра много частичек металла. Дабы сделать очистку впадин, вам следует их промыть жидкостью с содержанием мыла.
Приступая к работе с цилиндрами, применяйте бруски с разным напылением (алмаза или керамики). Такие абразивы, как керамические включают в себя такую особенность как снашиваться в короткие сроки, чего не скажешь об иных. Вот алмазные, берегут силу специалиста в период обработки, но после таких абразивов сохраняется на поверхности цилиндра много частичек металла. Дабы сделать очистку впадин, вам следует их промыть жидкостью с содержанием мыла.
Положительные качества хонингования
Хонингование наиболее результативный способ улучшения наружной поверхности вашего двигателя, так как получается большая степень точности. Оно содействует поднятию наивысшей степени давления в цилиндре, и такой показатель повышает результативность. Сверху цилиндра из-за расточки находиться сетка, благодаря которой сберегается больше времени масло. Во время функционирования двигателя элементы взаимодействуют между собой, тем самым масло всегда обволакивает их.
Какими приспособлениями необходимо пользоваться
Стандартный станок не подходит для того, чтобы сделать хонингование. Здесь необходимо работать на специализированном устройстве. Согласно вышесказанному, расточка происходит посредством брусков. Стоит иметь в наличии около пяти или восьми штук. Дабы получить равномерную обработку, вам нужно разместить бруски на всю поверхность обрабатываемого цилиндра, При помощи привода должен быть гидравлический, вы сможете установить инструмент. Благодаря конструкции из пластмассы на бруске фиксируются зерна материала, они сделаны таким образом, что алмазное напыление самостоятельно затачивается.
Здесь необходимо работать на специализированном устройстве. Согласно вышесказанному, расточка происходит посредством брусков. Стоит иметь в наличии около пяти или восьми штук. Дабы получить равномерную обработку, вам нужно разместить бруски на всю поверхность обрабатываемого цилиндра, При помощи привода должен быть гидравлический, вы сможете установить инструмент. Благодаря конструкции из пластмассы на бруске фиксируются зерна материала, они сделаны таким образом, что алмазное напыление самостоятельно затачивается.
Как собственноручно произвести хонинговку цилиндра дома
Без специального устройства на дому не получиться сделать самостоятельно расточку. Собственными руками возможно только хонингование плосковершинное сделать. Данный процесс имеет несколько этапов:
1. Для начала следует использовать спец. прибор с абразивным материалом. Производить черновую работу можно за счет корректировки шероховатости и убирания неисправного слоя цилиндра.
2. После мелким абразивом делают работу, и получают замечательную точность. Используя абразивные пасты, вы получите наиболее гладкую поверхность.
3. Всегда помните, что нужно обмывать двигатель, дабы не оставалось металлических частичек, пыли, грязи.
Вещи, которые необходимо знать о процессе хонингования
Процесс хонингования — это процесс микрофинишной обработки, используемый для получения идеальной геометрии отверстия. Сегодня в промышленности осознают большое значение хонинговальных станков, поскольку этот процесс обеспечивает окончательную калибровку и создает желаемый финишный рисунок на внутренней поверхности труб или отверстий цилиндров.
Этот процесс можно рассматривать как процесс механической обработки, поскольку происходит удаление микрочипов. В процессе хонингования для выполнения своей операции используется инструмент, называемый хонинговальным камнем. Сегодня вы познакомитесь с определением, функцией, приложениями, операциями, компонентами, типами, схемой и работой хонингования как промышленного процесса. Вы также узнаете о преимуществах и недостатках этого процесса, а также о разнице между хонингованием и притиркой.
Сегодня вы познакомитесь с определением, функцией, приложениями, операциями, компонентами, типами, схемой и работой хонингования как промышленного процесса. Вы также узнаете о преимуществах и недостатках этого процесса, а также о разнице между хонингованием и притиркой.
Подробнее: Различные процессы формовки листового металла
Содержание
- 1 Что такое хонингование?
- 2 Applications of honing process
- 3 Components of honing machine
- 3.0.1 Diagram of honing machine:
- 4 Honing machine operations
- 5 Types of honing machine
- 5.1 Manual honing:
- 5.2 Хонинговальный станок:
- 5.2.1 Станок с горизонтальным шпинделем:
- 5.3 Присоединяйтесь к нашему новостному бюллетене
- 5.3.1. Вертикальный шпиндель.
- 8 Преимущества и недостатки процесса хонингования0014
- 10 Заключение
- 10.
 1 Пожалуйста, поделитесь!
1 Пожалуйста, поделитесь!
- 10.
 1 Пожалуйста, поделитесь!
1 Пожалуйста, поделитесь!Что такое хонингование?
Хонингование — это процесс, разработанный для улучшения геометрии отверстия, контроля размера, структурирования поверхности и окончательной отделки поверхности. Процесс хонингования обеспечивает окончательный размер и создает желаемый рисунок на внутренней поверхности труб или отверстий цилиндров.
Термин «хонингование» произошел от слова «хонинговать». Это абразивный метод, используемый для финишной обработки ранее обработанных поверхностей, таких как просверленные или просверленные отверстия. Инструмент, используемый для этого процесса, называется точильным камнем или точильным камнем. Это связанный абразивный камень, используемый для исправления или изменения диаметра, чистоты поверхности, формы и позиционных допусков отверстий.
Хонингование — это процесс истирания с низкой скоростью, т. е. удаление материала выполняется при более низких скоростях резания. Таким образом, тепло и давление снижаются, что обеспечивает превосходный контроль размера и геометрии. Он способен обрабатывать отверстия с точностью менее 0,001 дюйма в диаметре и сохранять истинную круглость и прямолинейность с чистовой обработкой менее 20 (му) дюймов. Это одна из самых сложных операций в производстве.
Он способен обрабатывать отверстия с точностью менее 0,001 дюйма в диаметре и сохранять истинную круглость и прямолинейность с чистовой обработкой менее 20 (му) дюймов. Это одна из самых сложных операций в производстве.
Однако чистовое растачивание или внутреннее шлифование могут выполнить эту задачу, но отклонение шпинделя, изменение обвязки материала и трудности с точным удерживанием заготовки делают результат несовершенным и замедляют работу. Хонингование, с другой стороны, использует прямоугольные шлифовальные камни, а не круглые шлифовальные круги, чтобы устранить эти неровности.
Процесс хонингования позволяет стабильно получать чистовую обработку до 4 мкм. Возможна даже более тонкая обработка, поскольку при этом можно удалить от 0,0001 до 0,125 дюйма припуска. Хотя припуск от 0,002 дюйма до 0,020 дюйма обычно оставляют на диаметре для хонингования.
Подробнее: Принцип работы прокатки и ее процессы
Применение процесса хонингования
Основная функция процесса хонингования заключается в достижении точных размеров цилиндрических отверстий. Идеально подходит для финишной обработки внутренних поверхностей цилиндров двигателей внутреннего сгорания, гидравлических цилиндров и других цилиндров, где необходимо сохранение смазочной пленки на поверхности.
Идеально подходит для финишной обработки внутренних поверхностей цилиндров двигателей внутреннего сгорания, гидравлических цилиндров и других цилиндров, где необходимо сохранение смазочной пленки на поверхности.
Применение хонингования в автомобильной, аэрокосмической, нефтегазовой, авиационной, сельскохозяйственной и др. Процесс хонингования используется при производстве следующих деталей:
- Гидравлические клапаны
- Топливные форсунки
- Картриджные клапаны
- Шестерни
- Шатун
- Шейки коленчатых валов
- Блоки цилиндров
- Стволы пушек
- Круглые отверстия и т. д.
Подробнее: Принципы работы станков с ЧПУ
Функция хонингования как экономичного метода обработки включает:
- Точность отверстия
- Удаление припуска
- Создание точной обработки
- Полировка отверстия
- Чистовая обработка отверстий почти всех материалов, включая CGI, керамику, напыление покрытий и т. д.
 д.
д.Компоненты хонинговального станка
Различные части хонинговального станка показаны на схеме ниже и поясняются в принципе работы.
Схема хонинговального станка:
Работа хонинговального станка
Хонинговальный станок способен выполнять три основные задачи, в том числе:
- Снятие припуска
- Чистовой рисунок создается для обеспечения наилучшей возможной поверхности для обеспечения оптимальных условий смазки.
- Обеспечивает чрезвычайно точную прямолинейность, округлость и размер цилиндрической поверхности.
Подробнее: Процесс горячей и холодной прокатки
Типы хонинговальных станков
Ниже приведены два типа хонингования.
Ручное хонингование:
В настоящее время ручное хонингование используется редко. Во время работы точильный станок непрерывно вращается, а заготовка перемещается вперед и назад вручную.
Машинное хонингование:
При машинном хонинговании хонинговальный станок сочетает в себе как вращательное, так и возвратно-поступательное движение, а ручное вмешательство меньше. Машинное хонингование подразделяется на два типа.
Машинное хонингование подразделяется на два типа.
Станок с горизонтальным шпинделем:
Станок для хонингования с горизонтальным шпинделем является одним из наиболее часто используемых. Он вращает заточку от 100 до 250 футов в минуту. Оператор перемещает заготовку вперед и назад (чтобы погладить ее) по вращающемуся точилу. Оператор должен плавать заготовку, то есть не прижимать ее к точилу, иначе отверстие будет слегка овальным. В некоторых случаях заготовку необходимо вращать. Горизонтально-шпиндельные хонинговальные станки изготавливаются с силовым ходом.
Подпишитесь на нашу рассылку новостей
Станок с вертикальным шпинделем:
Хонинговальный станок специально разработан для более тяжелых и крупных работ. Он имеет мощность хода на скорости от 20 до 120 футов в минуту. Длина хода также регулируется станком с помощью упоров, устанавливаемых оператором. Вертикально-хонинговальные станки изготавливаются с несколькими шпинделями, что позволяет обрабатывать несколько отверстий одновременно.
Подробнее: Все, что вам нужно знать о процессах промышленной обработки металлов
Точильный камень
Как уже говорилось ранее, точильный камень — это инструмент, используемый при хонинговании, состоящий из различных абразивных зерен. Размер зерен различается в зависимости от желаемой текстуры поверхности. Например, для шероховатой текстуры поверхности можно использовать мелкозернистый хонинговальный брусок. А для получения гладкой текстуры поверхности следует использовать шлифовальный брусок с высокой зернистостью.
Тем не менее, во всех операциях по хонингованию должен использоваться точильный брусок. так как точильные камни сделаны из множества мелких зерен, связанных вместе, инструмент несколько рыхлый и подвержен поломке. Поэтому его часто обрабатывают воском, чтобы увеличить срок его службы.
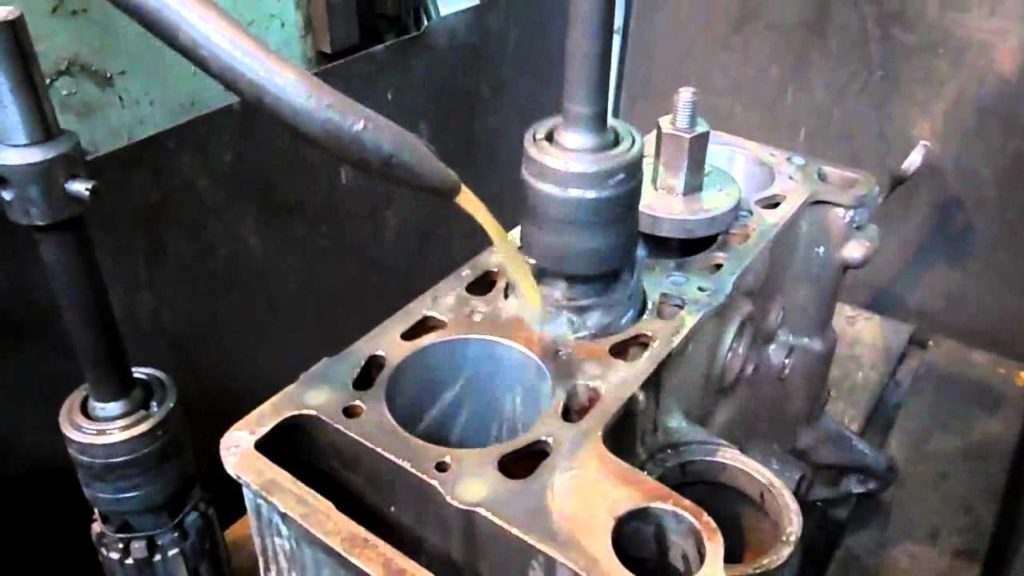
Корпус точила изготавливается в нескольких стилях с использованием одного бруска для маленьких отверстий и от двух до восьми брусков по мере увеличения размера. Эти точильные камни доступны в различных размерах и формах. Смазочно-охлаждающая жидкость должна быть включена в процесс хонингования для нескольких целей. Жидкость поможет очистить мелкие сколы от камней и заготовки. Это также будет охлаждать работу и заточить, а также смазывать режущее действие.
Эти точильные камни доступны в различных размерах и формах. Смазочно-охлаждающая жидкость должна быть включена в процесс хонингования для нескольких целей. Жидкость поможет очистить мелкие сколы от камней и заготовки. Это также будет охлаждать работу и заточить, а также смазывать режущее действие.
Подробнее: Общие сведения о переработке и производстве пластмасс
Принцип работы процесса хонингования
Процесс хонингования менее сложен и его легко понять. Процесс выполняется путем расширения абразивных камней подходящей зернистости и сорта по рабочей поверхности. Камни вращаются и совершают возвратно-поступательные движения в заготовке с помощью хонинговального абразива при контролируемом давлении и скорости. При совмещении вращения и возвратно-поступательного движения на поверхности детали образуется штриховка.
Этот абразивный камень используется в виде брусков, закрепленных на оправке. Хотя в настоящее время используются некоторые другие материалы, такие как алмаз и углеродный нитрид бора, оксид алюминия, карбид кремния. На самом деле, они могут выполнить операцию всего одним движением. Эти зерна связаны резиноидными или стеклянными связками, чтобы сформировать хонинговальный брусок.
На самом деле, они могут выполнить операцию всего одним движением. Эти зерна связаны резиноидными или стеклянными связками, чтобы сформировать хонинговальный брусок.
Хонинговальный брусок отталкивается механическим или гидравлическим давлением от поверхности отверстия. Камень движется вперед и назад, как правило, с небольшой скоростью, чтобы удалить материал с поверхности заготовки.
Подробнее: Все, что вам нужно знать о порошковой металлургии
Посмотрите видео ниже, чтобы узнать больше о процессе хонингования:
Преимущества и недостатки процесса хонингования
Преимущества:
Ниже приведены преимущества процесса хонингования в различных приложениях:
- Процесс очень точный.
- Менее сложный
- Можно обрабатывать как длинные, так и короткие отверстия.
- Независимо от твердости любой материал можно обработать.
- Сохраняет исходную осевую линию отверстия.
- Заготовка не требует вращения силой.
- Центральный вал используется для привода хона, что приводит к устранению конических отверстий.

Подробнее: Что нужно знать о процессе притирки
Недостатки:
Несмотря на хорошие преимущества процесса хонингования, все же существуют некоторые ограничения. Ниже приведены некоторые недостатки хонингования в их различных применениях:
- Это медленный процесс, хотя новые станки и камни сократили время.
- Овальные отверстия могут быть созданы, если работа не вращается и не поддерживается.
- Первоначальная стоимость машины высока.
Разница между хонингованием и притиркой
Различие между хонингованием и притиркой можно обнаружить в их конечном применении. Хотя хонингование и притирка похожи в некоторых аспектах, таких как работа на низкой скорости, улучшение текстуры поверхности при обработке и работа с точностью. Оба они используются для окончательной отделки.
Разница между хонингованием и притиркой заключается в том, что хонингование используется для труб и цилиндрических поверхностей, тогда как притирка используется для плоских поверхностей.
Заключение
Хонингование — это процесс механической обработки, который помогает получить идеальную геометрию отверстия, контроль размера, структурирование поверхности и окончательную отделку поверхности. Этот процесс позволяет определить окончательный размер и создать желаемый рисунок на внутренней поверхности труб или цилиндров. Это все для этого поста, где мы даем определение, функцию, приложения, компоненты, схему, типы и работу процесса хонингования. Мы также объясняем преимущества и недостатки процесса.
Я надеюсь, что эта статья будет для вас полезной. Если да, поделитесь ею с другими учениками. Спасибо за чтение. Увидимся в следующий раз!
Что такое хонингование? – Определение, процесс и инструменты
Что такое хонингование? Хонингование — это процесс абразивной обработки, при котором на металлической заготовке создается точная поверхность путем трения абразивного шлифовального камня или шлифовального круга по ней по контролируемой траектории.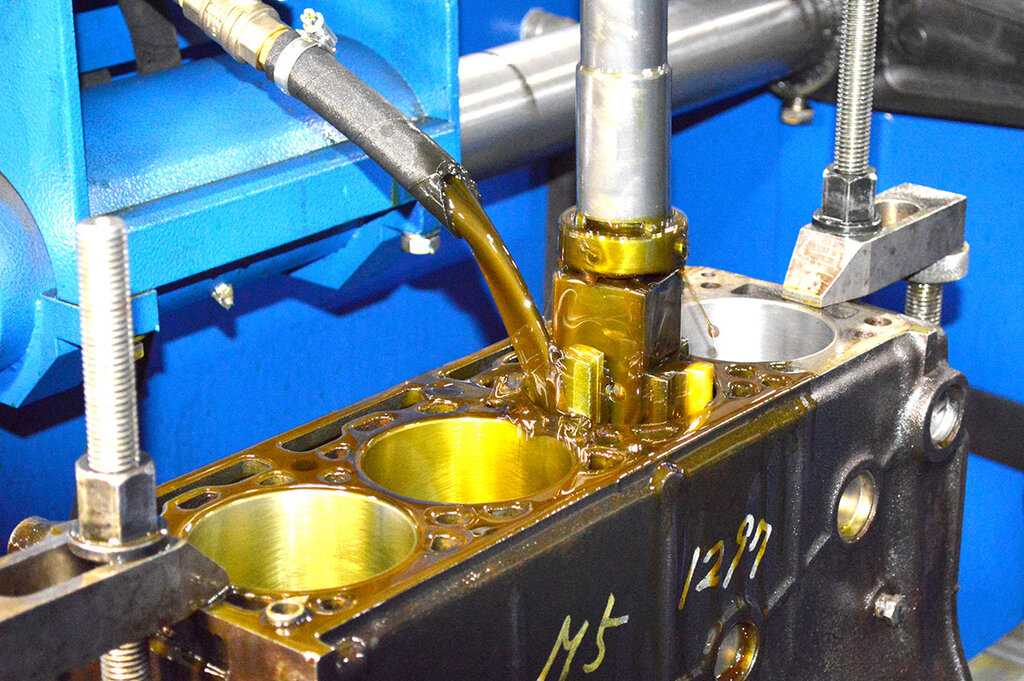 Хонингование в основном используется для улучшения геометрической формы поверхности, но также может улучшить качество поверхности.
Хонингование в основном используется для улучшения геометрической формы поверхности, но также может улучшить качество поверхности.
Типичными областями применения являются отделка цилиндров двигателей внутреннего сгорания, шпинделей с воздушными подшипниками и зубчатых колес. Существует много типов хонингов, но все они состоят из одного или нескольких абразивных камней, которые удерживаются под давлением на обрабатываемой поверхности.
Другими аналогичными процессами являются притирка и суперфинишная обработка.
Определение хонингованияХонингование определяется как акт или процесс заточки чего-либо на хонинговальном или брусковом камне. На точность выравнивания ножа режущего станка не влияет хонингование острой кромки.
Процесс хонингования обеспечивает окончательный размер и создает желаемый рисунок на внутренней поверхности труб или отверстий цилиндров. Финишная обработка выполняется путем расширения абразивных камней подходящей зернистости и сорта по рабочей поверхности.
Камни вращаются и совершают возвратно-поступательные движения в детали с хонинговальным абразивом под контролируемым давлением. Сочетание вращения и возвратно-поступательного движения создает на поверхности хонингуемой детали узор в виде крестообразной штриховки.
Зачем нужен процесс хонингования? 9- Диаметр
- Форма
- Обработка поверхности
- Позиционные допуски отверстий2 был разработан, чтобы обеспечить совершенство геометрии отверстия, контроль размеров, окончательную отделку поверхности и структурирование поверхности. Процесс хонингования, который может обеспечить окончательный размер и создать желаемый рисунок на внутренней поверхности труб или отверстий цилиндров.
Финишная обработка выполняется путем раздавливания абразивных камней подходящей зернистости и сорта по рабочей поверхности. Камни вращаются и совершают возвратно-поступательные движения в детали с шлифовальным абразивом под контролируемым давлением.
Механика процессов Сочетание вращения и возвратно-поступательного движения создает на поверхности хонингуемой детали узор в виде крестообразной штриховки.Поскольку хонинговальные бруски внешне похожи на шлифовальные круги, возникает соблазн думать о хонинговании как о форме шлифования с малым съемом материала. Вместо этого лучше думать об этом как о процессе самовыравнивания.
При шлифовании круг движется по простой траектории. Например, при врезном шлифовании вала круг приближается к оси детали, шлифует ее, а затем выдвигается обратно. Поскольку каждый срез круга многократно соприкасается с одним и тем же срезом заготовки, любые неточности геометрической формы шлифовального круга будут переноситься на деталь.
Таким образом, точность геометрии готовой заготовки ограничивается точностью правящего станка. Точность становится еще хуже по мере износа шлифовального круга, поэтому необходимо периодически проводить правку, чтобы изменить его форму.
Ограничение геометрической точности преодолевается при хонинговании, поскольку точильный брусок движется по сложной траектории. Например, при внутрискважинном хонинговании камень движется по двум траекториям одновременно. Камни выдавливаются радиально наружу, чтобы расширить отверстие, и одновременно колеблются в осевом направлении.
Из-за колебаний каждый срез хонинговальных брусков касается большой площади заготовки. Следовательно, дефекты профиля хонинговального бруска не могут переноситься на отверстие. Вместо этого и отверстие, и хонинговальные бруски соответствуют средней форме движения точильных брусков, которая в случае хонингования ствола представляет собой цилиндр.
Этот усредняющий эффект проявляется во всех процессах хонингования; и заготовка, и камни подвергаются эрозии до тех пор, пока не примут среднюю форму режущей поверхности камней. Поскольку хонинговальные бруски имеют тенденцию изнашиваться до желаемой геометрической формы, нет необходимости их выравнивать.
В результате эффекта усреднения точность хонингованной детали часто превышает точность станка, изготовившего ее.
Путь камня – это не единственное различие между шлифовальными и хонинговальными станками, они также отличаются жесткостью своей конструкции. Хонинговальные станки гораздо более послушны, чем шлифовальные станки. Целью шлифования является достижение жесткого допуска по размеру.
Для этого шлифовальный круг необходимо установить в точное положение относительно заготовки. Поэтому шлифовальный станок должен быть очень жестким, а его оси должны двигаться с очень высокой точностью.
Точильный станок относительно неточен и несовершенен. Вместо того, чтобы полагаться на точность станка, он полагается на эффект усреднения между камнем и заготовкой. Соблюдение требований к хонинговальному станку необходимо для возникновения эффекта усреднения.
Это приводит к очевидной разнице между двумя машинами: в шлифовальном станке камень жестко крепится к суппорту, а при хонинговании камень приводится в действие пневматическим или гидравлическим давлением.
Высокоточные заготовки обычно шлифуют, а затем хонингуют. Шлифовка определяет размер, а хонингование улучшает форму.
Разница между хонингованием и шлифованием всегда одинакова. Некоторые шлифовальные станки имеют сложные движения и саморегулируются, а некоторые хонинговальные станки оснащены измерительными приборами в процессе работы для контроля размера. Многие операции сквозного шлифования основаны на том же эффекте усреднения, что и хонингование.
Хонинговальные инструментыПри хонинговании используется специальный инструмент, называемый хонинговальным бруском или точилом, для получения точной поверхности. Хон состоит из абразивных зерен, скрепленных клеем. Как правило, хонинговальные зерна имеют неправильную форму и диаметр от 10 до 50 микрометров (зернистость от 300 до 1500 меш). Меньший размер зерна обеспечивает более гладкую поверхность заготовки.
Целью хонинговального инструмента является передача мощности, вырабатываемой станком, на заготовку.
Хонингование исправит отверстие на конусность, размер, отделку и прямолинейность, но обычно не может исправить осевое выравнивание или положение.Инструмент состоит из адаптера шпинделя, приводного вала и хонингованного корпуса. Корпус хона содержит конус, прикрепленный к толкателю. См. рисунок типичного хонинговального инструмента на следующей странице.
Толкатель внутри приводного вала перемещается вверх или вниз в хонингованном корпусе с помощью двигателя или гидравлического цилиндра. Привод находится в головке. Когда конус движется вниз, он выталкивает расширительные пластины наружу, расширяя камни.
Абразивные камни используются для удаления материала заготовки с заготовки. Связочные пружины используются для удержания камней в инструменте и для сжатия камней при извлечении инструмента из канала ствола.
В хонинговальных инструментах могут использоваться суперабразивные материалы или стекловидные камни для грубой, получистовой и окончательной шлифовки.
Направляющие для заточки Пиковое хонингование обычно требует только черновой операции. Платохонингование (нанесение «плато» сверху) требует мелких камней для удаления пиков. Некоторые хонинговальные инструменты имеют как черновые, так и чистовые инструменты в одном инструменте.Направляющие для заточки являются частью хонинговального инструмента. Они используются для защиты хонинговальных брусков при входе или выходе из канала ствола и предотвращения контакта металла хонинговального инструмента с поверхностью канала ствола.
Направляющие необходимо часто проверять на предмет износа или загрязнения посторонними предметами. Хонинговальные бруски обычно складываются ниже размера направляющих при извлечении, чтобы защитить бруски и направляющую втулку хона.
Направляющая втулка хонаНаправляющая втулка хона крепится к фиксированному кронштейну на передней части стойки. Функция направляющей втулки хона. заключается в том, чтобы направить хонинговальный инструмент в центр отверстия.
Втулка обычно изготавливается из закаленной стали или карбида.Карбид используется, когда направляющая втулка хона также является «складной втулкой». Они используются для того, чтобы вернуть камни обратно заподлицо с корпусом инструмента, когда инструмент слишком мал, чтобы иметь стягивающие пружины.
Регулируемый конусПри хонинговании глухих отверстий можно использовать регулируемый конус для расширения нижней части брусков с учетом износа и сохранения размера нижней части. Глухое отверстие с ходом, показанным выше. Обратите внимание, что камни не могут проходить мимо дна, как в сквозных отверстиях.
Это приведет к неравномерному износу камня и конусности в нижней части детали. Проблема может быть решена за счет использования регулируемого конуса и использования задержки на дне.
Однозаходный хонинговальный инструментХонинговальный инструмент может состоять из алмазно-абразивной расточной оправки, изготовленной из расширяемой втулки из мягкого чугуна, постоянно покрытой природным алмазным абразивом зернистостью 100/120, или может представлять собой спеченную втулку, которая в него встроен абразив.
Инструмент расширяемый, чтобы компенсировать износ алмазной втулки. В оправке имеются каналы для подачи охлаждающей жидкости к канавкам во втулке. Хонинговальный инструмент проходит через отверстие один раз и извлекается.
В этом станке используется хонинговальный инструмент плавающего типа, который автоматически выравнивается с существующим отверстием. Инструмент предназначен для хонингования открытых отверстий, образовавшихся в результате предыдущей механической обработки. операция. Инструмент может исправить отверстие с биением, конусностью и некруглостью. Инструмент производит прямые, круглые, неконические отверстия за один ход вниз.
Кронштейн направляющей хона и втулки крепятся к фиксированному кронштейну, установленному на передней части стойки. Функция кронштейна направляющей хона состоит в том, чтобы направлять хонинговальный инструмент в отверстие. Втулка обработана таким образом, чтобы охлаждающая жидкость могла поступать к однопроходному хонинговальному инструменту.
Преимущества процесса хонингования- Менее сложные или недорогие приспособления.
- Высокая точность.
- Может использоваться как для длинных, так и для коротких отверстий.
- Сохраняет исходную осевую линию отверстия.
- Любой материал может быть обработан независимо от его твердости.
- Заготовку не нужно вращать силой, нет необходимости в патронах, планшайбах или поворотных столах, поэтому нет ошибок зажима или позиционирования.
- Хонинговальный инструмент приводится в действие центральным валом, поэтому изгиб вала не может привести к образованию конических отверстий, как это происходит при растачивании.
- В результате получается действительно круглое отверстие без конусности, выступов и впадин, при условии, что предыдущие операции оставили достаточно припуска, чтобы хонинговальный станок мог убрать все неровности.
- При хонинговании используется большая площадь контакта при низкой скорости по сравнению с шлифованием или чистовым растачиванием, при которых используется небольшая площадь контакта при высокой скорости.
 Сочетание вращения и возвратно-поступательного движения создает на поверхности хонингуемой детали узор в виде крестообразной штриховки.
Сочетание вращения и возвратно-поступательного движения создает на поверхности хонингуемой детали узор в виде крестообразной штриховки.


 Хонингование исправит отверстие на конусность, размер, отделку и прямолинейность, но обычно не может исправить осевое выравнивание или положение.
Хонингование исправит отверстие на конусность, размер, отделку и прямолинейность, но обычно не может исправить осевое выравнивание или положение. Пиковое хонингование обычно требует только черновой операции. Платохонингование (нанесение «плато» сверху) требует мелких камней для удаления пиков. Некоторые хонинговальные инструменты имеют как черновые, так и чистовые инструменты в одном инструменте.
Пиковое хонингование обычно требует только черновой операции. Платохонингование (нанесение «плато» сверху) требует мелких камней для удаления пиков. Некоторые хонинговальные инструменты имеют как черновые, так и чистовые инструменты в одном инструменте.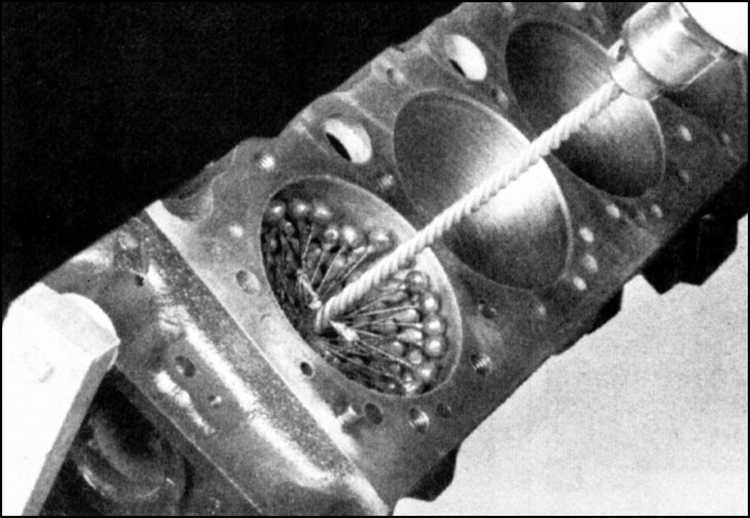 Втулка обычно изготавливается из закаленной стали или карбида.
Втулка обычно изготавливается из закаленной стали или карбида.