Что такое класс точности измерительного прибора: Класс точности | это… Что такое Класс точности?
alexxlab | 12.01.1989 | 0 | Разное
Формулы вычисления погрешностей и обозначения классов точности
Статистическая измерительного средства учитывается при измерении какой-либо константы или же редко подверженной изменениям величины.
Динамическая учитывается при замерах величин, которые часто меняют свои значения за небольшой отрезок времени.
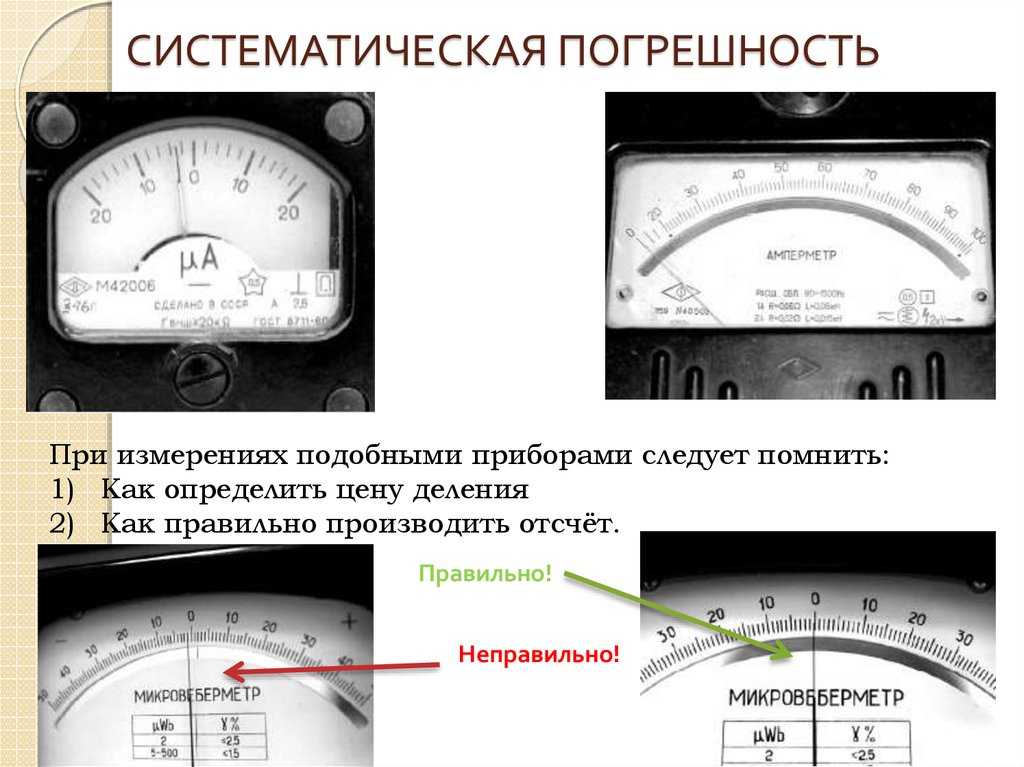
Неточности измерения могут быть разделены на систематические и случайные измерительные ошибки. Систематические ошибки вызваны отклонениями при усилении и настройкой «нуля» измерительного оборудования. Случайные ошибки вызваны шумом и индуцированными напряжениями и/или токами.
Часто понятия погрешность и точность рассматриваются как синонимы. Однако, эти термины имеют совершенно различные значения. Погрешность показывает, насколько близко измеренное значение к его реальной величине, то есть отклонение между измеренным и фактическим значением. Точность относится к случайному разбросу измеряемых величин.
Когда мы проводим некоторое число измерений до момента стабилизации напряжения или же какого-то другого параметра, то в измеренных значениях будет наблюдаться некоторая вариация. Это вызвано тепловым шумом в измерительной цепи измерительного оборудования и измерительной установки. Ниже, на левом графике показаны эти изменения.
Это вызвано тепловым шумом в измерительной цепи измерительного оборудования и измерительной установки. Ниже, на левом графике показаны эти изменения.
Определения неопределенностей. Слева — серия измерений. Справа — значения в виде гистограммы.
Измеренные значения могут быть изображены в виде гистограммы, как показано справа на рисунке. Гистограмма показывает, как часто наблюдается измеренное значение. Самая высокая точка на гистограмме, это чаще всего наблюдаемое измеренное значение, в случае симметричного распределения равно среднему значению (изображено синей линии на обоих графиках). Черная линия представляет истинное значение параметра. Разница между средним измеренной величины и истинным значением и является погрешностью. Ширина гистограммы показывает разброс отдельных измерений. Этот разброс измерений называется точностью.
Погрешность и точность, таким образом, имеют различные значения. Поэтому вполне возможно, что измерение является очень точным, но имеющим погрешность. Или наоборот, с малой погрешностью, но не точное. В общем, измерение считается достоверным, если оно точное, и с малой погрешностью.
Или наоборот, с малой погрешностью, но не точное. В общем, измерение считается достоверным, если оно точное, и с малой погрешностью.
Каждый из них имеет свои допуски измеряемой величины, отличные от остальных и применяется в различных сферах.
Крепеж С используют в отверстиях с диаметром немногим больше диаметра болта (до 3мм). Болты без труда устанавливаются, не отнимая много времени на работу. Из минусов стоит отметить то, что при физическом воздействии на такой крепеж, болтовое соединение может сместиться на несколько миллиметров.
Крепеж В подразумевает использование болтов, диаметр которых меньше отверстия в пределах 1-1,5 мм. Это позволяет конструкции меньше подвергаться смещениям и деформациям, но повышаются требования к изготовлению отверстий в креплениях.
Гайки шестигранные класса точности В
Крепеж А создается по проекту. Диаметр болта такого типа, меньше диаметра отверстия максимум на 0,3 мм и имеет допуск только со знаком минус. Это делает крепеж неподвижным, не позволяет происходить смещению узлов.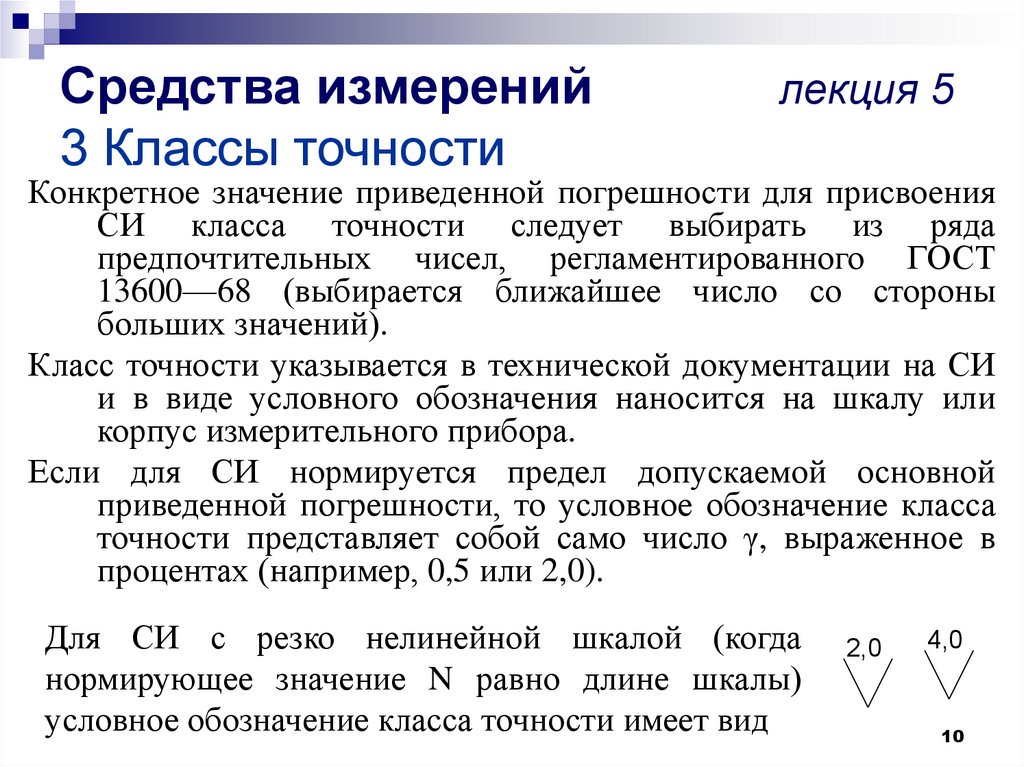 Изготовление болтов А-класса стоит дороже и не всегда используется в производстве.
Изготовление болтов А-класса стоит дороже и не всегда используется в производстве.
Класс точности присутствует в описании всех измерительных приборов и является одной из самых важных характеристик. Чем выше его значение, тем более дорогостоящий будет прибор, но в то же время он сможет предоставить более точную информацию. Выбор стоить делать исходя из сложившейся ситуации и целей в которых будет использоваться такое средство. Важно понимать, что в некоторых ситуациях экономически выгодно будет приобрести дорогостоящее сверхточное оборудование, чтобы в дальнейшем сберечь деньги.
Читать также: Схема китайского сварочного инвертора
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Класс точности определяет гарантированные границы, за пределы которых не выходит погрешность прибора в установленном для него диапазоне измерений.
Класс точности КТ
электромеханических стрелочных измерительных приборов нормируют в виде процентного отношения предела
Хмакс
(гарантированных границ) абсолютной погрешности прибора, к нормирующему значению
Хнорм
его шкалы:
(2)
где нормирующим значением Хнорм
для приборов с равномерной шкалой служит верхний предел измеряемой прибором величины, а для приборов с неравномерной шкалой – длина её рабочей части, т. е. длина участка между отметками шкалы, соответствующими диапазону измерений прибора.
е. длина участка между отметками шкалы, соответствующими диапазону измерений прибора.
Для электромеханических стрелочных измерительных приборов установлены следующие цифры классов точности: 0,05; 0,1; 0,2; 0,5 (для лабораторных приборов) и 1;.1,5; 2,5; 4 (для технических приборов).
Цифра класса точности прибора указывается на его шкале. Для приборов с равномерной шкалой эта цифра указывается без каких-либо знаков (кружков, квадратов, звёздочек), например, 2,5. Для приборов с неравномерной шкалой цифра класса точности подчеркивается ломаной линией, например, 2,5.
По формуле (2) класса точности прибора проводят оценку предельно допустимого значения его абсолютной погрешности. Такая оценка необходима для определения погрешности результата измерения, выполняемого прибором, а также для выбора прибора, обеспечивающего требуемую точность измерений.
Расчет предела абсолютной погрешности прибора с равномерной шкалой проводится непосредственно по формуле (2) класса точности, а для приборов с неравномерной шкалой по формуле (2) сначала определяется погрешность прибора в единицах длины (мм) шкалы, а затем по ней и чувствительности прибора рассчитывается абсолютная погрешность в единицах измеряемой величины.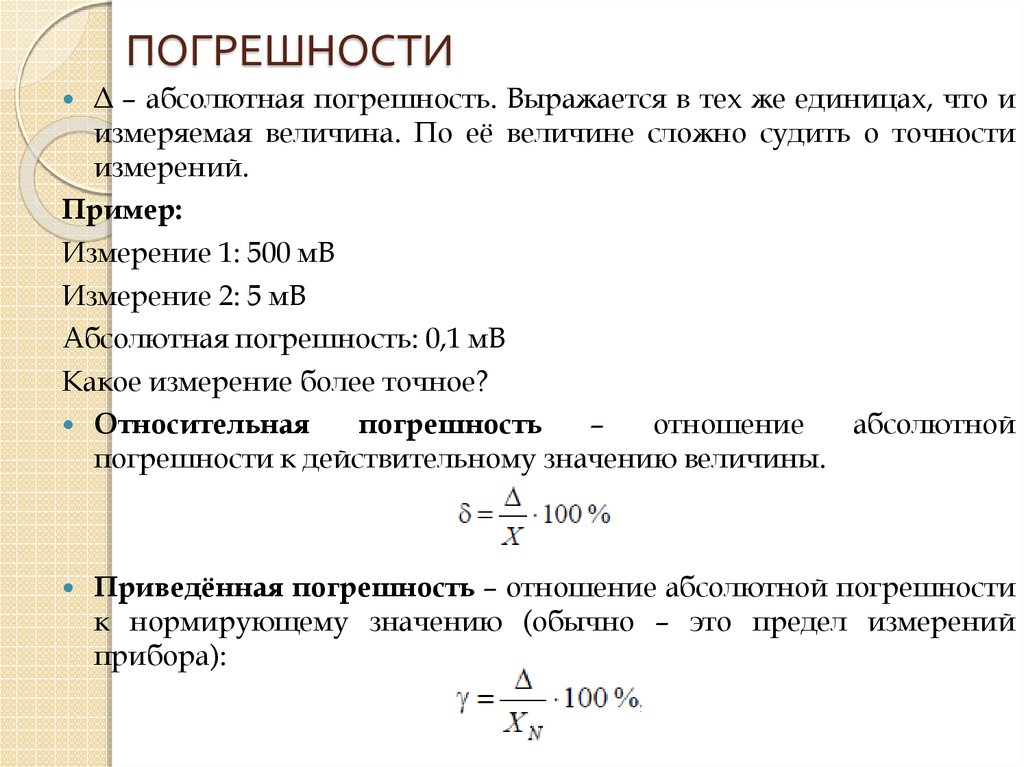
Пример 1. Определить предел DIмакс
абсолютной погрешности амперметра, который имеет равномерную шкалу, верхний предел измеряемого тока
Iмакс
= 5А и класс точности
КТ
=1.
Решение.1. Прибор имеет равномерную шкалу, следовательно, нормирующим значением в формуле (2) его класса точности является верхний предел измеряемого тока 1макс = 5 А.
2. Предел абсолютной погрешности амперметра находится непосредственно из формулы (2):
.
Пример 2. Определить предел DRмакс
абсолютной погрешности омметра с неравномерной шкалой в трёх её точках (начале, середине и конце), если диапазон измерений прибора лежит в пределах от 3 до 300 кОм, длина рабочего участка шкалы (т.е. между отметками 3 и 300) составляет Lp = 60мм, класс точности Кт=2,5, чувствительность прибора в начале, середине к конце рабочего участка шкалы соответственно равна
Sн =
10 мм/нОм ,
Sс =
1 мм/ нОм к
Sк
= 0,1 мм/кОм.
Решение.1. Прибор имеет неравномерную шкалу, следовательно, нормирующим значением в формуле (2) его класса точности является длина рабочего участка Lp
= 60 мм.
2. По формуле (2) класса точности омметра определяется предел DLмакс
его абсолютной погрешности, выраженный в единицах длины шкалы:
мм
3. Предел DRмакс
абсолютной погрешности омметра в единицах измеряемой величины (т.е.
кОм;
кОм;
кОм.
Пример 3. Определить пределы абсолютной DIмакс
и относительной
dмакс
погрешностей результата измерения тока амперметром, у которого верхний предел измерения
Iмакс
= 5А, класс точности
КТ
=1, шкала равномерная. Показание амперметра при измерении равно Iизм = 3А.
Решение. 1. Предел DIмакс
абсолютной погрешности результата измерения определяется пределом абсолютной погрешности прибора, который находится по классу точности прибора:
.
2. Предел относительной погрешности результата измерения
%
Примечание. Как следует из примера, предел относительной погрешности результата измерения будет возрастать с уменьшением уровня измеряемой величины. Следовательно, относительная погрешность получаемых результатов измерения будет близка к наименьшему своему возможному значению, равному цифре класса точности прибора, только в случае, если измеряемая величина близка к верхнему пределу измерения прибора.
2.7.Выбор приборов для измерений
Основными метрологическими характеристиками прибора, определяющими погрешность результата измерения, являются верхний предел измерения и класс точности.
Верхний предел измерения прибора влияет, как видно из примера 3, на относительную погрешность получаемого результата измерения. Эта погрешность возрастает с уменьшением уровня измеряемой величины. Следовательно, приборы необходимо подбирать таким образом, чтобы их верхний предел измерения был как можно ближе к уровню измеряемой величины. В этом случае относительная погрешность получаемого результата измерения будет близка к наименьшему своему значению, равному цифре класса точности прибора.
В этом случае относительная погрешность получаемого результата измерения будет близка к наименьшему своему значению, равному цифре класса точности прибора.
Читать также: Влажное бритье электробритвой как это
Класс точности определяет способность прибора «улавливать» флуктуации измеряемой величины. К таким флуктуациям, например, относится технологический разброс параметров технических изделий, т.е. неповторимость параметров отдельных изделий одного вида. (Этот разброс обусловлен несовершенством технологии изготовления изделий.)
Флуктуации измеряемой величины и погрешность отдельного прибора носят случайный характер и между собой не коррелированы (не взаимосвязаны).
(3)
Точность «улавливания» флуктуации DXф
измеряемой величины повышается с уменьшением погрешности
DХп
прибора. Однако, следует иметь в виду, что приборы с меньшей погрешностью имеют более высокую стоимость. Поэтому выбор приборов с меньшей погрешностью целесообразен до тех пор, пока уменьшение погрешности
DХп
оказывает существенное влияние на величину
DХи
. Отмеченное обстоятельство иллюстрируется графиком (рис.3) зависимости (3), представленной в виде
Отмеченное обстоятельство иллюстрируется графиком (рис.3) зависимости (3), представленной в виде
,
где составляющие DХи
и
DХп
выражены относительно флуктуации
DXф
, которая является независимой величиной. Из графика видно, что в зоне
DХп
/
DXф
= 0,3 ¸ 0,5 отношение
DХи/DХф
практически не изменяется. Следовательно, при выборе прибора по классу точности целесообразно использовать условие
Рис. 3 – Зависимость погрешности результата измерения
от погрешности прибора
Пример 4. Выбрать вольтметр, обеспечивавший удовлетворительную точность результата измерения выходного напряжения Uвых
= 20 В блока питания, которое из-за технологического разброса параметров составных элементов блока может изменяться на ±1
%
от указанного значения.
Решение.1. Выбор вольтметра заключается в определении его верхнего предела измерения и класса точности.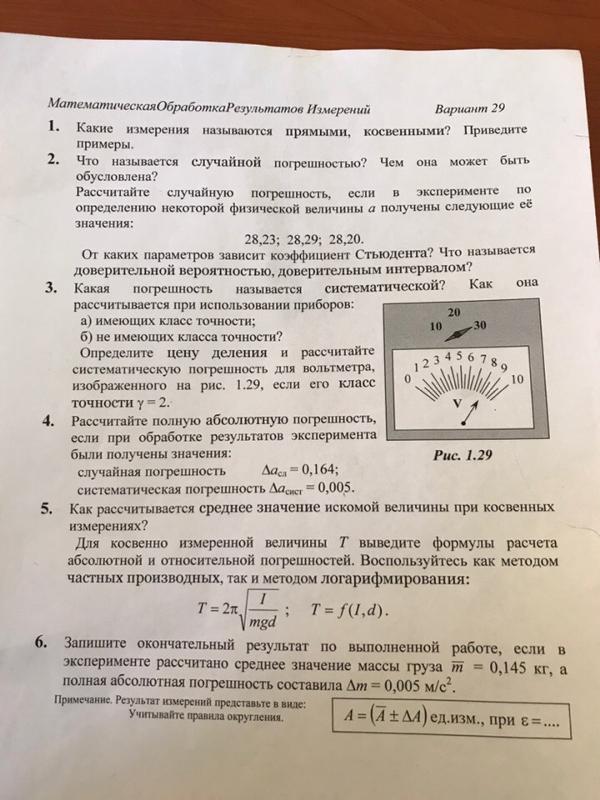
2. Верхний предел измерения вольтметра выбирается, как было отмечено в разд. 2.7, наиболее близким к уровню измеряемой величины.
У стандартных электромеханических вольтметров наиболее близким к уровню измеряемого напряжения Uвых
= 20 является верхний предел измерения Uvмакс = 30 В.
3. В рассматриваемом примере технологический разброс DUвых выходного напряжения блока питания составляет ±1 %
от среднего значения 20 В:
В
4. Согласно указанному в разделе 2.7 правилу, предел Uvмакс = 30 В абсолютной погрешности вольтметра должен удовлетворять условию
5. Класс точности КТ
выбираемого вольтметра, определяется по формуле (2):
Среди стандартных электромеханических вольтметров указанному условию удовлетворяет прибор с классом точности 0,2.
6. Заключение: для измерения выходного, напряжения блока питания выбираем вольтметр с верхним пределом измерения Uvмакс = 30В и классом точности КТ
= 0,2.
Способы нормирования допускаемых погрешностей: – по абсолютной погрешности, – по относительной погрешности, – по приведенной погрешности – по длине или верхнему пределу шкалы прибора.
Обозначения классов точности измерительных приборов:
– арабскими цифрами без условных знаков – класс точности определяется пределами приведённой погрешности, в качестве нормирующего значения используется наибольший по модулю из пределов измерений.
– арабскими цифрами с галочкой, то класс точности определяется пределами приведённой погрешности, но в качестве нормирующего значения используется длина шкалы.
По приведенной погрешности приборы делятся на классы (8 классов стрелочных приборов): 0,05; 0,1; 0,2; 0,5; 1,0; 1,5; 2,5; 4,0.
Приборы класса точности 0,05; 0,1; 0,2; 0,5 применяются для точных лабораторных измерений и называются прецизионными.
В технике применяются приборы классов 1,0; 1,5: 2,5 и 4,0 (технические).
Если на шкале такого обозначения нет, то данный прибор внеклассный, то есть его приведенная погрешность превышает 4%.
– арабскими цифрами в кружке – класс точности определяется пределами относительной погрешности.
– латинскими буквами, то класс точности определяется пределами абсолютной погрешности.
Когда на приборе класс точности не указан, абсолютная погрешность принимается равной половине цены наименьшего деления. При считывании показаний со шкалы нецелесообразно стараться определить доли деления, так как результат измерения от этого не станет точнее.
КАК ВЫЧИСЛИТЬ ПОГРЕШНОСТЬ
Класс точности определяется как отношение той или иной погрешности к точному значению. Абсолютную можно представить в виде разности между точным и приблизительным значениями х и а, в виде формулы s=(x-a) Относительная определяется как отношение этой же разнице к величине а, а приведенная – к длине шкалы l. Умножьте полученный результат на 100%.
Погрешность является индикатором корректности измерения. Из-за того, что в одном измерении точность оказывает влияние на погрешность, то учитывается среднее серии измерений.
Погрешность измерительного прибора обычно задается двумя значениями: погрешностью показания и погрешностью по всей шкале. Эти две характеристики вместе определяют общую погрешность измерения. Эти значения погрешности измерения указываются в процентах или в ppm (parts per million, частей на миллион) относительно действуюшего национального стандарта. 1% соответствует 10000 ppm.
Эти значения погрешности измерения указываются в процентах или в ppm (parts per million, частей на миллион) относительно действуюшего национального стандарта. 1% соответствует 10000 ppm.
Погрешность приводится для указанных температурных диапазонов и для определенного периода времени после калибровки. Обратите внимание, что в разных диапазонах, возможны, и различные погрешности.
Читать также: Лебедка из болгарки своими руками
Погрешность показаний
Указание процентного отклонения без дополнительной спецификации также относится к показанию. Допустимые отклонения делителей напряжения, точность усиления и абсолютные отклонения при считывании и оцифровке являются причинами этой погрешности.
Неточность показаний в 5% для значения 70 В
Вольтметр, который показывает 70.00 В и имеет спецификацию «± 5% от показаний», будет обладать погрешностью в ±3.5 В (5% от 70 В). Фактическое напряжение будет лежать между 66.5 и 73.5 вольтами.
Погрешность по всей шкале
Этот тип погрешности обусловлен ошибками смещения и ошибками линейности усилителей. Для приборов, которые оцифровывают сигналы, присутствует нелинейность преобразования и погрешности АЦП. Эта характеристика относится ко всему используемому диапазону измерений.
Для приборов, которые оцифровывают сигналы, присутствует нелинейность преобразования и погрешности АЦП. Эта характеристика относится ко всему используемому диапазону измерений.
Вольтметр может иметь характеристику «3% шкалы». Если во время измерения выбран диапазон 100 В (равный полной шкале), то погрешность составляет 3% от 100 В = 3 В независимо от измеренного напряжения. Если показание в этом диапазоне 70 В, то реальное напряжение лежит между 67 и 73 вольтами.
Погрешность 3% шкалы в диапазоне 100 В
Из приведенного выше рисунка ясно, что этот тип допустимых отклонений не зависит от показаний. При показании 0 В реальное напряжение лежит между -3 и 3 вольтами.
Погрешность шкалы в цифрах
Часто для цифровых мультиметров приводится погрешность шкалы в разрядах вместо процентного значения.
У цифрового мультиметра с 3½ разрядным дисплеем (диапазон от -1999 до 1999), в спецификации может быть указано «+ 2 цифры». Это означает, что погрешность показания 2 единицы. Например: если выбирается диапазон 20 вольт (± 19.99), то погрешность шкалы составляет ±0.02 В. На дисплее отображается значение 10.00, а фактическое значение будет между 9.98 и 10.02 вольтами.
Например: если выбирается диапазон 20 вольт (± 19.99), то погрешность шкалы составляет ±0.02 В. На дисплее отображается значение 10.00, а фактическое значение будет между 9.98 и 10.02 вольтами.
Вычисление погрешности измерения
Спецификации допустимых отклонений показания и шкалы вместе определяют полную погрешность измерения прибора. Ниже при расчете используются те же значения, что и в приведенных выше примерах:
Точность: ±5% показания (3% шкалы)
Полная погрешность измерения вычисляется следующим образом:
В этом случае, полная погрешность ±6.5В. Истинное значение лежит между 63.5 и 76.5 вольтами. На рисунке ниже это показано графически.
Полная неточность для неточностей показания 5% и 3% шкалы для диапазона 100 В и показания 70 В
Процентная погрешность – это отношение погрешности к показанию. Для нашего случая:
Цифры
Цифровые мультиметры могут иметь спецификацию «± 2.0% показания, + 4 цифры». Это означает, что 4 цифры должны быть добавлены к 2% погрешности показания. В качестве примера снова рассмотрим 3½ разрядный цифровой индикатор. Он показывает 5.00 В для выбранного диапазона 20 В. 2% показания будет означать погрешность в 0,1 В. Добавьте к этому численную погрешность (= 0,04 В). Общая погрешность, следовательно, 0,14 В. Истинное значение должно быть в диапазоне между 4.86 и 5,14 вольтами.
В качестве примера снова рассмотрим 3½ разрядный цифровой индикатор. Он показывает 5.00 В для выбранного диапазона 20 В. 2% показания будет означать погрешность в 0,1 В. Добавьте к этому численную погрешность (= 0,04 В). Общая погрешность, следовательно, 0,14 В. Истинное значение должно быть в диапазоне между 4.86 и 5,14 вольтами.
Что такое класс точности прибора? :: SYL.ru
Как очистить воротник любой рубашки: способы для разных видов одежды
Копим всю зиму. Что можно собирать для удобрения на дачу
Пальто-оверсайз и не только: осенне-зимние тенденции для модниц любого возраста
Аксессуар из прошлого возвращается: советы по созданию осенних причесок с бантом
Много магния, фосфора, кальция: почему овсянку считают полезной для сердца
“Я себя люблю”: кристаллы для внутреннего исцеления и любви
Минималистичные татуировки для подружек: идеи простые и со смыслом
Когда пицца надоела.
Отказ от ужина и еще 4 метода похудения, которые не работают
Контрастная подводка: возвращение тенденции макияжа губ 1990-х годов
Автор Валентин Добровольский
Класс точности – это характеристика прибора, которая определяется границами допускаемых основной и дополнительной погрешностей, а также другими свойствами, предусмотренными стандартами на данный вид изделия, которые оказывают влияние на точность. Этот параметр присутствует в технических характеристиках многих приборов, которые имеют эталонные выходные параметры, будь то электронные или механические измерительные устройства.
Нормированная погрешность
Класс точности приборов измерений характеризует свойства таких изделий по отношению к точности, но при этом не является показателем точности этих измерений, выполненных при помощи данного устройства. С целью преждевременного выявления погрешности прибора, которую данное средство внесет в измеряемый результат, используют нормированные значения погрешностей. Значение этого параметра у каждого технического приспособления одной группы является индивидуальным, оно имеет отличные друг от друга случайные и систематические составляющие, но такая погрешность любого измерительного прибора одного класса не должна превышать установленное нормированное значение. Границы главной погрешности и коэффициента влияния заносятся в паспорт любого измерительного прибора.
Виды маркирования
Класс точности любого измерительного прибора маркируется на шкале устройства в виде числа. Это значение указывает нормированную величину погрешности, выраженную в процентном отношении. Если класс точности на шкале прибора обведен кружком, например 2,5, то это значит, что величина погрешности чувствительности устройства составляет 2,5 процента. По такому принципу нормируют погрешность масштабных преобразователей (измерительных шунтов, делителей напряжения, измерителей трансформаторов напряжения и тока и т. п.). Если значение класса точности на шкале прибора не подчеркнуто, например 0,7, это значит, что устройство нормируется погрешностью нуля равным 0,7. Эти приборы при любых з
начениях Х имеют абсолютную погрешность нуля, равную константе. В случае степенной или равномерной отметки класса точности на шкале устройства принимается верхний предел измерения. В том случае, когда нулевая отметка расположена по центру шкалы, то это значение принимается равным протяженности измеряемого диапазона. При этом будет неправильным считать, что амперметр с классом точности 0,7 обеспечит во всем измеряемом диапазоне погрешность результата 0,7%. В таком случае относительная погрешность будет равна классу точности только на последнем значении шкалы. На приборах с неравномерной шкалой (омметры) класс точности маркируют в долях от длины шкалы, его обозначают ниже значения знака «угол». В случае если класс точности указан в дробном виде (например, 0,03/0,02), это значит, что погрешность в конце измеряемого диапазона составит 0,03, а в начале 0,01. Такими приборами являются постоянные потенциометры, цифровые вольтметры и другие высокоточные измерительные приборы.
В случае степенной или равномерной отметки класса точности на шкале устройства принимается верхний предел измерения. В том случае, когда нулевая отметка расположена по центру шкалы, то это значение принимается равным протяженности измеряемого диапазона. При этом будет неправильным считать, что амперметр с классом точности 0,7 обеспечит во всем измеряемом диапазоне погрешность результата 0,7%. В таком случае относительная погрешность будет равна классу точности только на последнем значении шкалы. На приборах с неравномерной шкалой (омметры) класс точности маркируют в долях от длины шкалы, его обозначают ниже значения знака «угол». В случае если класс точности указан в дробном виде (например, 0,03/0,02), это значит, что погрешность в конце измеряемого диапазона составит 0,03, а в начале 0,01. Такими приборами являются постоянные потенциометры, цифровые вольтметры и другие высокоточные измерительные приборы.
Похожие статьи
- Классы точности электросчетчиков.
 Требования к электросчетчику по точности. Приборы учета электроэнергии
Требования к электросчетчику по точности. Приборы учета электроэнергии - Какой электросчетчик выбрать? Обзор электросчетчиков и советы по выбору
- Электронные тонометры: отзывы и советы по выбору. Лучшие электронные тонометры
- Подшипник качения: размеры по ГОСТу, классификация, таблица размеров
- Как подключить электросчетчик: пошаговая инструкция
- “Меркурий” (электросчетчик): схема подключения, отзывы
- Прибор учета электроэнергии. Эксплуатация, проверка, замена
Также читайте
|
Студопедия КАТЕГОРИИ: АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция |
⇐ ПредыдущаяСтр 3 из 5Следующая ⇒ Рассмотрим пример. Амперметр имеет предел измерений 100А, цена деления шкалы 1А, класс точности «2». Представим, что мы провели измерение силы тока и получили результат (действительное значение) 58 А. Правильная запись результата измерения выглядит так: 58±2 (А) и означает, что истинное значение силы тока лежит в интервале от 56 до 60 А. Ничего более точного мы не имеем права утверждать, поскольку точность в нашем случае ограничена классом точности использованного прибора. Ошибки, вызванные воздействием разнообразных мешающих факторов, называются случайными. Воздействие этих факторов неодинаково в каждом измерении, вследствие чего мы можем получать различные действительные значения. При этом, если мы берем более точный измерительный прибор, роль случайных ошибок сказывается в большей степени. Если мы будем измерять диаметр заготовки линейкой, а, скажем ее истинный размер 20,20002.… мм, то всякий раз, прикладывая линейку, мы будем получать один и тот же результат 20 мм. Статистическая обработка результатов состоит в вычислении среднего арифметического значения и среднеквадратичной ошибки по формулам … Результат измерений и вычислений принято представлять в виде: Средняя квадратичная ошибка дает информацию об интервале, внутри которого лежит истинное значение с определенной надежностью. Этот интервал называется «доверительный интервал». В математической теории ошибок показано, что доверительному интервалу соответствует надежность 68%. Разберем пример. При измерении диаметра заготовки штангенциркулем мы получили действительные значения 18,7; 18,8 и 21,0 мм. Вычислим среднее арифметическое значение и среднеквадратичную ошибку . Правильная запись результата измерений Смысл этой записи следующий: истинное значение диаметра лежит внутри интервала (мм) с надежностью 68% Третий вид ошибок, с которыми можно столкнуться при измерении, Эта ошибка связана с невнимательностью оператора, самые распространенные случаи ее возникновения – ошибка в запятой при записи результата, вписывание результата не в ту графу и считывание результата не с той шкалы.
16. Необходимое количество измерений при контроле сварных соединений. Если мы в результате измерений в одной и той же точке получаем отличающиеся друг от друга значения, это означает, что случайная ошибка велика. Если в процессе измерения мы получаем практически одно и тоже значение (вспомните измерение диаметра детали линейкой), в этом случае случайная ошибка несущественна, поэтому достаточно измерить один раз. Вывод такой. Если мы пользуемся точным средством измерений, и случайная ошибка является преобладающей, тогда многократное измерение ведет уменьшению случайной ошибки и повышению точности измерения. Если преобладающей является систематическая ошибка, то многократное измерение не дает выигрыша в точности. Тогда достаточно выполнить измерение однократно. Например, при измерении шаблоном сварщика достаточно провести измерение один раз. Если обе ошибки сопоставимы по величине, тогда в качестве погрешности измерений, указываемой в отчете об измерениях, указывают суммарную ошибку. При записи последовательных результатов измерения одного и того же размера в одной и той же точке одним и тем же прибором нужно указывать одинаковое количество знаков после запятой для каждого измерения. Нельзя, например, записать 18,7; 18,78 и 21 мм. Надо записать соответственно 18,7; 18,8 и 21,0 мм. То же относится к среднему арифметическому и ошибке измерения. Правильная запись 19,5±0,8. Запись 19,5±0,82 или 20±0,82 неправильная.
17. Допускаемая погрешность измерения.
Повторим определение термина «измерение» из п.14.Измерением называется определение численного значения физической величины опытным путем с использованием специальных технических средств в установленных единицах измерения.
Рассмотрев в п.15 понятие «ошибки измерения», мы можем теперь утверждать, что, выполняя измерение, т.е. стараясь определить истинный размер объекта контроля, мы на самом деле с большей или меньшей надежностью определяем интервал, в котором находится истинный размер. Существует критерий, который ограничивает ширину этого интервала, и которым руководствуются при выборе средства измерения и необходимого количества измерений. ⇐ Предыдущая12345Следующая ⇒
|
|
Последнее изменение этой страницы: 2018-05-10; просмотров: 94. stydopedya.ru не претендует на авторское право материалов, которые вылажены, но предоставляет бесплатный доступ к ним. В случае нарушения авторского права или персональных данных напишите сюда… |
 Систематическая ошибка, вносимая при измерении, вычисляется так: 2х0,01х100=2 (А).
Систематическая ошибка, вносимая при измерении, вычисляется так: 2х0,01х100=2 (А).


 Ширина этого интервала, равная удвоенной суммарной ошибке измерения (систематической плюс случайной), как мы себе уяснили, зависит от точности средства измерения и количества выполненных измерений.
Ширина этого интервала, равная удвоенной суммарной ошибке измерения (систематической плюс случайной), как мы себе уяснили, зависит от точности средства измерения и количества выполненных измерений.Спецификации точности – Правильное чтение с диапазоном
Точность измерительного прибора зависит от диапазона, в котором измеряется показание. Не все производители приборов указывают точность и диапазоны одинаково. В этой статье исследуется влияние определений диапазона на точность измерений и то, как можно быть внимательным при сравнении точности разных инструментов.
Не все производители приборов указывают точность и диапазоны одинаково. В этой статье исследуется влияние определений диапазона на точность измерений и то, как можно быть внимательным при сравнении точности разных инструментов.
Базовая точность представляет собой наилучшую возможную точность измерительного устройства. В прошлом это основывалось на характеристиках постоянного тока, но сегодня оно определяется и оптимизируется для частоты сети переменного тока. Производители устройств измерения мощности часто указывают этот термин в своих спецификациях. Поскольку «базовая точность» не имеет стандартного определения, она открыта для искаженных и часто вводящих в заблуждение интерпретаций, таких как следующие примеры:
- Некоторые производители указывают базовую точность на основе типичных или лучших данных вместо гарантированных характеристик.
- Другие не ограничиваются характеристиками напряжения и тока, поскольку диапазон измерения мощности получается путем умножения диапазонов напряжения и тока.
 Но при этом не учитываются влияние коэффициента мощности, погрешность фазового угла; коэффициент амплитуды, диапазон температур, время прогрева, период стабильности, коэффициент подавления синфазного сигнала и т. д.
Но при этом не учитываются влияние коэффициента мощности, погрешность фазового угла; коэффициент амплитуды, диапазон температур, время прогрева, период стабильности, коэффициент подавления синфазного сигнала и т. д. - Некоторые производители учитывают только погрешность показаний и не принимают во внимание влияние погрешности диапазона измерения.
Точность и диапазон измерения
Поскольку точность измерения мощности зависит от диапазона измерения, любое указанное значение точности должно сопровождаться диапазоном, в котором оно действительно. Без этого пользователь не может определить, действительны ли значения точности только в одной точке, нескольких точках диапазона измерений или во всем диапазоне.
Но что, если этот диапазон указан по-разному в разных инструментах? Например, точность прибора, когда его диапазон указан в пиковых значениях, кажется гораздо более впечатляющей, чем при использовании среднеквадратичных (среднеквадратичных) значений. Как мы можем провести «сравнение яблок с яблоками» погрешностей напряжения и тока для разных приборов? И какие негативные последствия это может иметь при расчете активной мощности? Умножение напряжения, тока и коэффициента мощности на более высокие коэффициенты амплитуды значительно усилит этот эффект.
Как мы можем провести «сравнение яблок с яблоками» погрешностей напряжения и тока для разных приборов? И какие негативные последствия это может иметь при расчете активной мощности? Умножение напряжения, тока и коэффициента мощности на более высокие коэффициенты амплитуды значительно усилит этот эффект.
Как диапазон измерения влияет на характеристики точности
Производители измерителей мощности в основном согласны с определением точности в форме «x % измеренного значения + y % диапазона измерения» , где диапазон измерения мощности — это умножение диапазонов измерения напряжения и тока. Для реалистичных сравнений следует понимать, что составляющая «y% диапазона измерений» также имеет разные определения. Хотя некоторые производители используют номинальный диапазон среднеквадратичных значений в качестве эталона для определения своих спецификаций погрешности, другие используют максимальное измеряемое пиковое значение .
Понимание этих определений является ключом к последовательному сравнению различных инструментов.
Понимание диапазона измерений
Во времена чисто аналоговых измерительных технологий определение диапазона было четким. Если диапазон измерителя среднеквадратичного напряжения был установлен на 250 В, значение полной шкалы составляло 250 В. Для всех данных погрешности, включая класс точности и базовую погрешность, эталонное максимальное значение составляло 250 В.
Однако для цифровых измерительных приборов необходимо понимать больше определений:
- Диапазон выбора , номинальный диапазон или номинальный диапазон соответствует 100% среднеквадратичного значения диапазона. Он используется для привязки точности к диапазону и выбирается инженером на приборе в зависимости от потребностей его или ее приложений.
- Диапазон спецификации — это диапазон, в котором действительны спецификации точности. Однако не каждый производитель может гарантировать эти характеристики точности, поскольку для этого требуется калибровка, аккредитованная по стандарту ISO17025.

- Значение полной шкалы — это максимальное отображаемое значение, выше которого прибор не может отображать измеренные значения.
- Значение гашения — это минимальное отображаемое значение, ниже которого прибор не может отображать показания.
- Максимальное измеряемое пиковое значение — это значение, выше которого амплитуды обрезаются из-за динамического предела аналого-цифрового преобразователя. Это значение определяет, насколько искаженные сигналы могут быть правильно измерены без ограничения, и обычно соответствует установленному коэффициенту амплитуды, умноженному на номинальный/номинальный диапазон среднеквадратичных значений.
- Максимально допустимый вход — это максимальные пиковые и среднеквадратичные значения напряжения и тока, которые прибор может выдержать до того, как он выйдет из строя.
На приведенном ниже рисунке показаны основные параметры сигнала в номинальном диапазоне 300 В среднеквадратичного значения для Yokogawa WT1800E. При частоте 45-66 Гц спецификация погрешности напряжения 0,03 % от показаний и диапазон 0,05 % действительна и гарантируется от 1 % до 110 % (желтая область до 330 В среднеквадратичного значения) от установленного номинального диапазона. Максимальное измеряемое пиковое значение в 3 раза превышает номинальный диапазон, что обеспечивает самый широкий динамический диапазон для захвата искаженных сигналов.
При частоте 45-66 Гц спецификация погрешности напряжения 0,03 % от показаний и диапазон 0,05 % действительна и гарантируется от 1 % до 110 % (желтая область до 330 В среднеквадратичного значения) от установленного номинального диапазона. Максимальное измеряемое пиковое значение в 3 раза превышает номинальный диапазон, что обеспечивает самый широкий динамический диапазон для захвата искаженных сигналов.
Рис. 1. Диапазоны измерений со ссылкой на номинальный диапазон.
Рис. 2. Измерение формы сигнала с опорным номинальным диапазоном.
Выбор эталона для указания погрешности – пиковое или среднеквадратичное значение?
Характеристики точности определяются с использованием эталонного значения диапазона измерения, и, как обсуждалось ранее, для этой цели производители могут выбирать между номинальным диапазоном и максимальным измеряемым пиком. В приведенном ниже примере Yokogawa WT5000 использует номинальный (среднеквадратический) диапазон в качестве эталона для указания диапазона, в котором действуют его характеристики точности. Значения рассчитаны для частоты 45–66 Гц и коэффициента мощности 1. Те же характеристики, полученные с использованием пиковых значений в качестве эталона, обманчиво выглядят гораздо более впечатляющими, как показано в таблице 1.
Значения рассчитаны для частоты 45–66 Гц и коэффициента мощности 1. Те же характеристики, полученные с использованием пиковых значений в качестве эталона, обманчиво выглядят гораздо более впечатляющими, как показано в таблице 1.
Объяснение этому очень простое: при преобразовании неопределенности мощности из среднеквадратичного эталонного значения номинального диапазона (0,02 %) в погрешность, полученную из эталонного значения пикового значения, соответствующие амплитудные коэффициенты диапазона для диапазонов напряжения и тока ( 3 в этом примере) необходимо учитывать. Это приводит к делению относительной неопределенности диапазона мощности в 9 раз.дает 0,0022% (без ущерба для точности).
Таким образом, измерение мощности при использовании диапазона напряжения 100 В (среднеквадратичное значение) и диапазона тока 1 действующее значение будет иметь более низкую точность при использовании основных спецификаций, чем при использовании диапазона напряжения 300 Впик и диапазона тока 3 Апик, даже если абсолютная неопределенность остается прежней (рис. 3).
3).
Рис. 3. Относительная и абсолютная погрешности при использовании эталонного значения номинального диапазона и эталонного пикового значения.
Чтобы сравнить приборы, использующие эти два разных эталона, можно преобразовать неопределенность эталонного прибора с номинальным диапазоном в его пиковый эталонный эквивалент с коэффициентом, как показано выше. В качестве альтернативы можно рассчитать и сравнить абсолютные погрешности, учитывая влияние их указания в номинальном среднеквадратичном диапазоне или максимальных пиковых значениях.
Почему некоторые производители используют пиковое значение в качестве эталона?
Использование пиковых значений в качестве ориентира для спецификаций неопределенности делает спецификации обманчиво впечатляющими, как показано в предыдущем разделе. Таким образом, спецификация неопределенности 0,005% не обязательно более впечатляющая, чем спецификация 0,05%. Они могут просто использовать разные эталонные значения. Лучшим критерием для сравнения точности инструментов было бы вычисление абсолютной неопределенности показаний и диапазона.
Лучшим критерием для сравнения точности инструментов было бы вычисление абсолютной неопределенности показаний и диапазона.
Определения пиковых значений также отвлекают внимание от значений абсолютной неопределенности прибора или плохого динамического диапазона для захвата искажений сигнала. Приборы с низкими, непостоянными или неуказанными коэффициентами амплитуды затрудняют обеспечение достаточного запаса (рис. 5) для захвата искажений и пиков во входном сигнале и могут даже отсекать пики сигналов во время измерений.
Рис. 4. Инструмент с достаточным запасом мощности для захвата искажений.
Рис. 5. Инструмент с недостаточным запасом мощности для захвата искажений.
Лучше ли использовать в качестве эталона номинальный/номинальный диапазон?
Одним из преимуществ использования номинального или номинального среднеквадратичного диапазона в качестве эталона является то, что это широкополосный метод измерения, не делающий различий между разными частотами. Это упрощает определение погрешности измерения на определенных частотах для различных амплитуд. Как мы узнали из предыдущих разделов, точность инструмента различна на разных расстояниях. Чем ближе показание к полному диапазону измерения, тем оно точнее.
Это упрощает определение погрешности измерения на определенных частотах для различных амплитуд. Как мы узнали из предыдущих разделов, точность инструмента различна на разных расстояниях. Чем ближе показание к полному диапазону измерения, тем оно точнее.
Наилучшая базовая точность прибора достигается, когда показания составляют 100 % диапазона. Неопределенность = x% показание + y% диапазон = x% показание + y% показание (поскольку диапазон = показание).
Но когда показание составляет 50 % от диапазона, т. е. диапазон = 2 x показание, неопределенность увеличивается: Неопределенность = x% показание + y% диапазон = x% показание + y% (2x показание).
В таблице 2 показано влияние выбора различных диапазонов на общую точность показаний.
Таблица 2. Погрешность измерения Yokogawa WT5000 при различных амплитудах с номинальным значением диапазона в качестве эталона. (Действительно при 45-66 Гц, 23±5° и коэффициенте мощности 1).
Таким образом, существует простая зависимость между установленным диапазоном и точностью измерения при использовании номинального диапазона в качестве эталона. Преимущество становится еще более очевидным, если взглянуть на характеристики точности гармонического анализа, результаты которого, как правило, представляют собой амплитуды одиночных синусоидальных колебаний с коэффициентом амплитуды 1,414. Здесь как среднеквадратичное значение, так и пиковое значение всегда ниже максимального пика диапазона измерений.
Преимущество становится еще более очевидным, если взглянуть на характеристики точности гармонического анализа, результаты которого, как правило, представляют собой амплитуды одиночных синусоидальных колебаний с коэффициентом амплитуды 1,414. Здесь как среднеквадратичное значение, так и пиковое значение всегда ниже максимального пика диапазона измерений.
Заключение – Прозрачность для доверия
Теперь мы увидели, что без определенного диапазона достоверности инженер не может быть уверен, в каких точках прибор точен. Надежный измерительный прибор предлагает прозрачный способ оценки его характеристик точности, чтобы пользователи могли оценить его соответствие уникальным требованиям точности своих приложений.
Поскольку не существует стандарта для определения характеристик точности, честное сравнение может быть затруднено. Тогда единственное решение состоит в том, чтобы сравнить точность приборов с расчетными абсолютными неопределенностями, принимая во внимание последствия их указания в номинальном среднеквадратичном диапазоне или максимальных пиковых значениях. Что действительно более практично, так это использование гарантированных неопределенностей измерения, которые учитывают влияние составляющих показаний и диапазона.
Что действительно более практично, так это использование гарантированных неопределенностей измерения, которые учитывают влияние составляющих показаний и диапазона.
Чтобы узнать больше о том, как Yokogawa гарантирует точность своих приборов, посетите нашу страницу калибровки или свяжитесь с нами, чтобы найти наиболее подходящее решение для измерения мощности.
Чтобы рассчитать погрешность для конкретного анализатора Yokogawa, загрузите наш Калькулятор погрешности мощности.
Точность измерений. Как обеспечить точность измерений?
к обзору Технических документов Как обеспечить точность измерений
Точность измерения счетчика электроэнергии
Ни одно измерение не может быть точным на 100 %, всегда существует погрешность измерения. Максимальные погрешности измерений заложены в ряде стандартов. Мы стараемся, чтобы эта ошибка измерения была как можно меньше. как нам это сделать? Мы объясняем в этом техническом документе.
Измерительная схема и схема подключения счетчиков электроэнергии
На рисунке ниже представлена типовая схема подключения счетчика электроэнергии. На этой схеме показана полная измерительная цепь. В этом примере используются три трансформатора тока (ТТ). Погрешности измерения этих трансформаторов необходимо прибавить к погрешности измерения измерительного прибора. Подробнее о трансформаторах тока.
На этой схеме показана полная измерительная цепь. В этом примере используются три трансформатора тока (ТТ). Погрешности измерения этих трансформаторов необходимо прибавить к погрешности измерения измерительного прибора. Подробнее о трансформаторах тока.
рис. 1 схема подключения счетчика электроэнергии
При использовании трансформаторов напряжения (ТН) (для сетей среднего напряжения) к погрешности счетчика электроэнергии следует прибавить еще и погрешность измерения трансформаторов напряжения. Для трехфазного измерения с симметричной нагрузкой применяется следующая формула:
Суммарная погрешность измерения = погрешность измерения прибора + погрешность измерения ТТ + погрешность измерения ТН
Какой счетчик электроэнергии подходит для вашей области применения?
Точность измерения трансформаторов тока
Класс точности трансформаторов тока указан в стандарте IEC60044-1.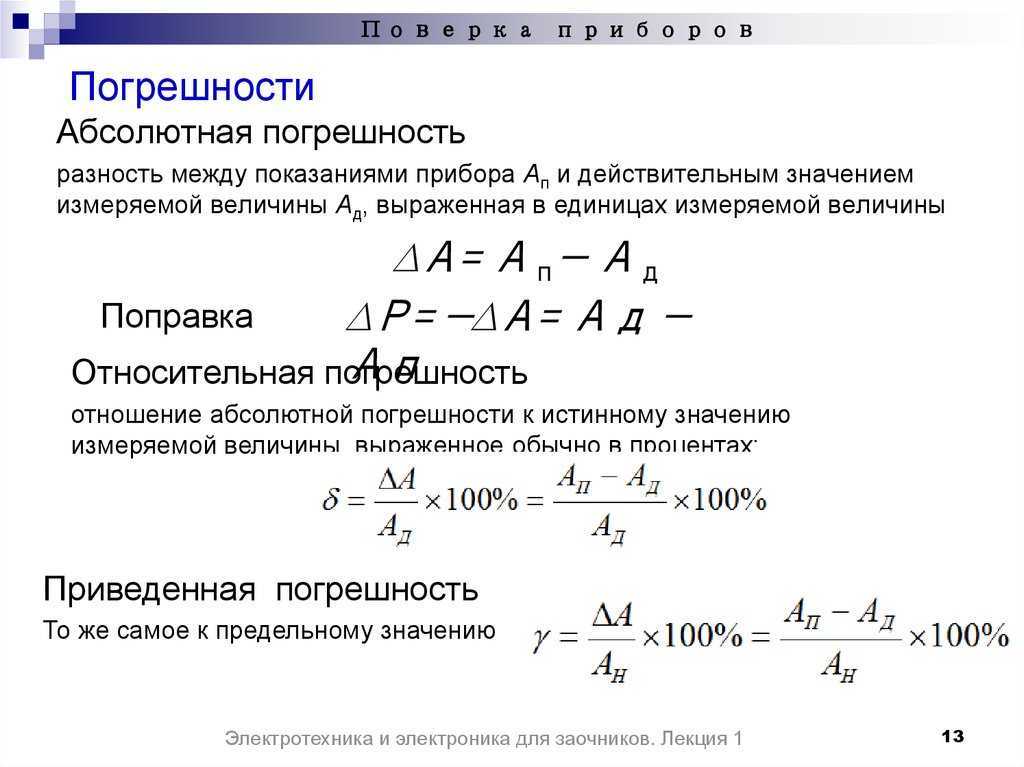 Мы различаем погрешности измерения трансформаторов тока на погрешности перенапряжения и угловые погрешности.
Мы различаем погрешности измерения трансформаторов тока на погрешности перенапряжения и угловые погрешности.
Ошибки транспонирования
Процентная разница между вектором входного тока (I1) и вектором выходного тока (I2), чем можно было бы ожидать, исходя из положения перерегулирования.
Угловые ошибки
Угловой поворот между входным (I1) и выходным (I2) векторами тока указывается в минутах. 1 градус (°) углового вращения соответствует 60 минутам (°°). На рис. 2 показана дополнительная погрешность измерения к общей погрешности измерения из-за трансформаторов тока.
Рис. 2 Дополнительная погрешность измерения мощности
Приведенная ниже таблица взята из IEC60044-1. Он показывает ошибку передачи и ошибку угла в зависимости от первичного тока. Указанные погрешности относятся к фактическим измеренным значениям и когда трансформатор тока нагружен мощностью от 25 % до 100 % от значения, указанного на заводской табличке.
| МЭК60044-1 | Ошибка передачи (%) | Угловая ошибка (мин) | ||||||
| Класс | 0,01лн | 0,05лн | 0,2лн | 1 и 1,2 дюйма | ||||
| 3 | – | – | – | 3* | – | – | – | – |
| 1 | – | 3 | 1 | 1,0 | – | 180 | 90 | 60 |
| 0,5 | – | 1 | 0,75 | 0,5 | – | 90 | 45 | 30 |
| 0,5 (С) | 1 | 0,75 | 0,5 | 0,5 | 90 | 45 | 30 | 30 |
| 0,2 (С) | 0,75 | 0,35 | 0,2 | 0,2 | 30 | 15 | 10 | 10 |
Погрешность передачи и угловая погрешность в зависимости от первичного тока (In)), влияние типа трансформатора тока на общее измерение. Для трансформатора класса 0,5 это показано на следующем рисунке.
Для трансформатора класса 0,5 это показано на следующем рисунке.
Рис. 3 Дополнительная погрешность измерения ТТ класса
На рис. 3 видно, что для измерительных трансформаторов класса 3 угловая погрешность не указана. Это означает, что эти трансформаторы не подходят для измерения энергии, поскольку для их расчета важен фазовый угол.
Класс точности трансформаторов напряжения определен в IEC60044-2.
Заключение
Измерительные трансформаторы оказывают существенное влияние на точность общего измерения. Эта ошибка увеличивается по мере увеличения индуктивности нагрузки (φ) или уменьшения первичного тока. Поэтому необходимо выбрать тип трансформатор тока просто выбран.
Точность измерения счетчиков электроэнергии
Точность измерения общих электрических величин
Максимальная погрешность измерения отдельных электрических величин измеряется в соответствии со стандартом IEC61557-12 . Это определяет определение максимальных погрешностей измерения для электронных измерительных устройств. Если указан класс 0,2 в соответствии с IEC61557-12 , это означает, что максимальная погрешность измерения в нормальных условиях составляет 0,2% от измеренного значения.
Это определяет определение максимальных погрешностей измерения для электронных измерительных устройств. Если указан класс 0,2 в соответствии с IEC61557-12 , это означает, что максимальная погрешность измерения в нормальных условиях составляет 0,2% от измеренного значения.
Точность измерения отдельных высших гармоник
Измерительные приборы Janitza отличаются от конкурентов тем, что все измерительные приборы измеряют отдельные высших гармоник как для напряжения, так и для тока по каждой фазе. Это позволяет оценить, соответствуют ли подключенные электронные устройства требованиям по излучению, и определить полную мощность (ВА) с более высокой точностью измерения. Как IEC61557-12 не предъявляет никаких требований к точности измерения отдельных гармоник, для этой цели используется IEC61000-4-7
Точность измерения мерцания
Очень короткие колебания напряжения могут создавать помехи, особенно для освещения. Пользователи воспринимают это как мерцание света. По этой причине стандарт качества напряжения устанавливает требования к максимальному уровню мерцания. Этот уровень определяется с помощью алгоритма мерцания. Метод измерения изложен в МЭК61000-4-15 .
Пользователи воспринимают это как мерцание света. По этой причине стандарт качества напряжения устанавливает требования к максимальному уровню мерцания. Этот уровень определяется с помощью алгоритма мерцания. Метод измерения изложен в МЭК61000-4-15 .
Точность измерения потребления энергии
IEC62053-22 (кВтч) и IEC62053-23 (кВарч) применяются для измерения электрической энергии. Эти стандарты специально предназначены для электронных счетчиков кВтч и кВарч. Кроме того, этот стандарт описывает сверхвысокую точность в диапазоне малых токов (класс 0,5 S и 0,2 S).
| МЭК62053-22 | Суммарная погрешность измерения (%) при измеренном значении cos-phi = 1 | 0,8 кап. < cos-phi > 0,5 экз. | ||||
| Класс | 0,01лн | 0,05лн | 1лн | 0,02лн | 0,1лн | 1лн |
| 0,5 (С) | 1 | 0,5 | 0,5 | 1 | 0,6 | 0,6 |
| 0,2 (С) | 0,4 | 0,2 | 0,2 | 0,5 | 0,3 | 0,3 |
Точность измерения и совместимые измерения (код измерения и MID)
Точность измерения и код измерения такие измерения для «финансового урегулирования». Учетные приборы учета должны соответствовать нормам измерений.
Учетные приборы учета должны соответствовать нормам измерений.
Измерительная компания несет ответственность за регистрацию показаний вашего счетчика электроэнергии и/или газового счетчика и передачу их вашему сетевому оператору. Измерительные компании часто также продают, сдают в аренду и ремонтируют различные счетчики. Измерительная компания является владельцем вашего счетчика газа и/или электроэнергии. Только сертифицированная измерительная компания может снимать показания вашего счетчика и проводить ремонт. TenneT, национальный менеджер сети высокого напряжения, отвечает за сертификацию. В отличие от многих других стран, измерительные компании работают на свободном рынке и не являются частью управляющей регулируемой сетью.
Измерительный код для измерительных приборов
Измерительный код содержит условия проектирования и эксплуатации измерительных приборов. Для приборов учета электрической энергии это означает, что в нем описаны требования, которым должны соответствовать измерительные трансформаторы и измерительные приборы в отношении точности и конструкции. Счетчики электроэнергии и трансформаторы тока должны быть опломбированы, а измерительные приборы должны иметь уникальные серийные номера, позволяющие отслеживать точность измерений. Код измерений на европейском уровне называется MID (Директива по измерительным приборам) и описывает требования на европейском уровне. Он направлен на создание единого европейского рынка подотчетных измерительных приборов.
Счетчики электроэнергии и трансформаторы тока должны быть опломбированы, а измерительные приборы должны иметь уникальные серийные номера, позволяющие отслеживать точность измерений. Код измерений на европейском уровне называется MID (Директива по измерительным приборам) и описывает требования на европейском уровне. Он направлен на создание единого европейского рынка подотчетных измерительных приборов.
Подробнее о счетчиках электроэнергии MID
Точность измерения и недоопределение
После подключения оператора сети электросеть становится вашей собственностью. Это также называется «бесплатный домен». Если вы хотите измерить энергию в этой так называемой свободной области, вы не обязаны использовать измерительное оборудование, соответствующее коду измерения. Это дает вам возможность выбрать свое собственное измерительное оборудование.
Учетные измерения и недомеры
Точность измерения и код измерения
Точность измерения и код измерения не зависят друг от друга.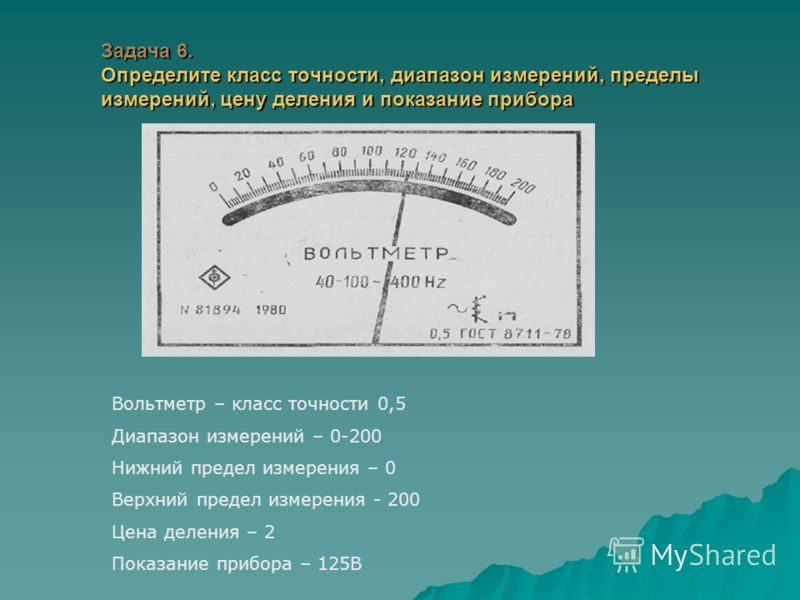 Например, счетчик энергии, не авторизованный в качестве измерительного прибора, может быть намного более точным, чем авторизованный измерительный прибор. В бесплатном домене имеет смысл приобретать те счетчики, которые позволяют реально сэкономить.
Например, счетчик энергии, не авторизованный в качестве измерительного прибора, может быть намного более точным, чем авторизованный измерительный прибор. В бесплатном домене имеет смысл приобретать те счетчики, которые позволяют реально сэкономить.
Эти сбережения могут состоять из:
- Идентификация и ограничение высших гармоник.
- Определение и ограничение генерируемой реактивной мощности.
- Создание чистой симметричной нагрузки.
- Предотвращение пиков энергопотребления.
Посмотреть универсальный счетчик электроэнергии UMG 103 в интернет-магазине
Стандарты и ссылки Счетчики кВтч
 Он описывает общие требования и процедуры испытаний.
Он описывает общие требования и процедуры испытаний.
| Стандарты на анализаторы мощности | |
| МЭК 61557-12 | устанавливает требования к измерительным приборам (анализаторы мощности ) в сетях низкого напряжения до 1000 В переменного тока и 1500 В постоянного тока. Стандарт следует использовать вместе с IEC 61557-1, описывающим общие требования к измерительным приборам. Указанные погрешности измерения в отношении реального потребления (кВтч) и реактивного потребления (кВтч) получены из серии IEC62053. Стандарт следует использовать вместе с IEC 61557-1, описывающим общие требования к измерительным приборам. Указанные погрешности измерения в отношении реального потребления (кВтч) и реактивного потребления (кВтч) получены из серии IEC62053. |
| МЭК61000-4-30 | определяет, как следует измерять различные аспекты качества электроэнергии. Для них не указаны предельные значения, но описаны интервалы измерения, точность, маркировка и способ измерения провалов и перенапряжений. Различают инструменты классов A, B и S. |
| МЭК61000-4-7 | общее руководство по измерительным приборам в отношении измерения гармоник и отдельных гармоник в энергосетях и подключенных устройствах. |
Подробнее о документах
Avery Weigh-Tronix
Краткая информация для покупателей в Индии
Точность взвешивания
истинное значение или стандарт.
В нашей повседневной жизни, когда мы видим такое измерение, как скорость 25 км/ч на спидометре или вес 12,2 кг на весах, мы считаем это значение правильным, не задумываясь об ошибках, которые могут быть в этих значениях. Распространено мнение, что «то, что мы ВИДИМ, является ПРАВИЛЬНЫМ И ТОЧНЫМ значением» .
Распространено мнение, что «то, что мы ВИДИМ, является ПРАВИЛЬНЫМ И ТОЧНЫМ значением» .
Это восприятие еще больше усиливается в сегодняшнюю эпоху «цифровой» индикации, когда приборы производят прямое считывание числовых значений, устраняя двусмысленность аналоговой индикации, такой как стрелка/указатель прежних времен. Однако факт остается фактом: каждое измерение, выполненное с помощью аналогового или цифрового прибора, имеет ошибку, и мы не можем сказать, насколько точно измерение, если не знаем истинное значение, чтобы сравнить его с .0157 .
Весоизмерительное оборудование как «система»
Измерительная система может состоять из многих компонентов, но всегда есть по крайней мере один критический компонент, определяющий и ограничивающий общую точность измерительной системы.
В современных электронных системах взвешивания наиболее важным измерительным компонентом является преобразователь , который преобразует приложенную нагрузку в пропорциональный электрический сигнал. Большинство весов, используемых в коммерческих целях, имеют тензодатчик Тензодатчики в качестве преобразователя. Генерируемый сигнал напряжения обрабатывается и преобразуется в цифровую форму весовым оборудованием, широко известным как «дигитайзер», для отображения веса и дальнейшего использования. Перед использованием систему взвешивания необходимо откалибровать с использованием стандартных гирь.
Большинство весов, используемых в коммерческих целях, имеют тензодатчик Тензодатчики в качестве преобразователя. Генерируемый сигнал напряжения обрабатывается и преобразуется в цифровую форму весовым оборудованием, широко известным как «дигитайзер», для отображения веса и дальнейшего использования. Перед использованием систему взвешивания необходимо откалибровать с использованием стандартных гирь.
Точность системы взвешивания не может превышать точность используемых в ней тензодатчиков .
Роль наименьшего счета
Все измерительные приборы имеют калиброванный диапазон, известный как ‘диапазон’, с мин. и Макс. предел. Этот диапазон или интервал представляет собой градуированную шкалу, а минимальное значение отображаемой градуировки — это «наименьшее число» или «разрешение» прибора.
Например: весы с наименьшим отсчетом 10 кг будут показывать вес только с шагом 10 кг, т.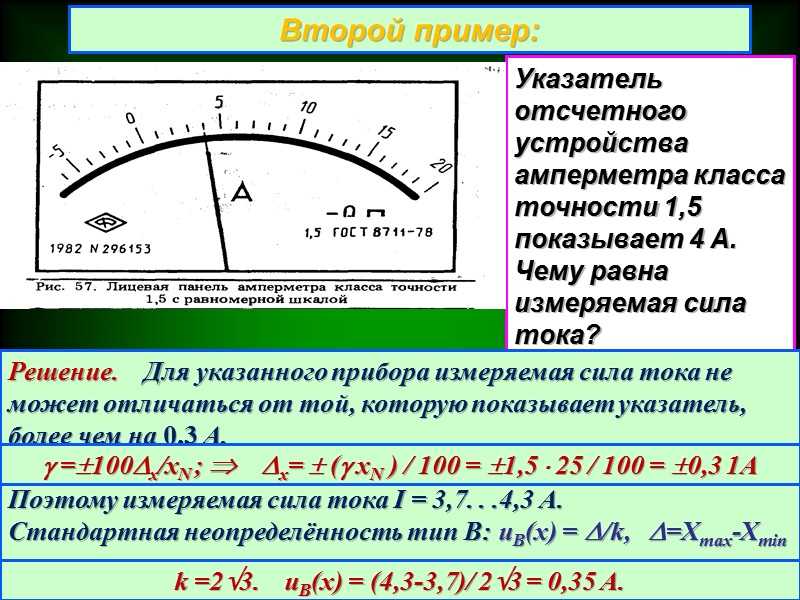 е. если вес объекта измерен как 1016 кг, весы могут показывать его либо как 1010 кг, либо как 1020 кг. . Здесь не имеет никакого отношения к правильности измерения 1016 кг или нет. Речь идет только об отображении результата. Наименьший счет шкалы может быть только 1, 2, 5, 10 и их кратными.
е. если вес объекта измерен как 1016 кг, весы могут показывать его либо как 1010 кг, либо как 1020 кг. . Здесь не имеет никакого отношения к правильности измерения 1016 кг или нет. Речь идет только об отображении результата. Наименьший счет шкалы может быть только 1, 2, 5, 10 и их кратными.
Наименьшее количество/разрешение больше связано с считываемостью весоизмерительного прибора, чем с точностью.
Взгляд законодательной метрологии
Большинство весов, которые мы видим и используем каждый день, такие как мостовые весы, платформенные весы, напольные весы и т. д., классифицируются Индийской законодательной метрологией как неавтоматические весы. Кроме того, они подразделяются на четыре класса точности – I, II, III и IV в зависимости от допустимых погрешностей измерения, причем класс I является наиболее точным, а класс IV – наименьшим.
Большинство весов, используемых для целей «легальной торговли», сертифицированы на мин. III класс.
III класс.
Все весы, используемые в торговых целях, должны ежегодно проходить поверку и клеймо Законодательной метрологии в соответствии с их классом точности .
Классы точности для весов
Одна важная спецификация, действительная только для классов I и II, заключается в том, что точность весов может быть в 1, 2, 5 или 10 раз меньше наименьшего значения шкалы. Например: весы 10 кг х 0,1 г могут иметь точность, в 10 раз превышающую разрешение, которое составляет 1 г (10 х 0,1 г), т. е. показание 5000,1 г может иметь погрешность до 1 г.
Эта спецификация не применима к машинам Класса III и Класса IV. Для этих машин точность показаний составляет от 0,5x до 1,5x разрешения шкалы или 1x в среднем (упрощено для простоты понимания). Например: на весах с 50000 кг х 10 кг показание 25050 может иметь максимальную погрешность 10 кг, т.е. истинный вес объекта может быть где-то от 25040 до 25060 кг.
Для машин класса III точность обычно рассматривается как +/- 1 деление (наименьшее количество).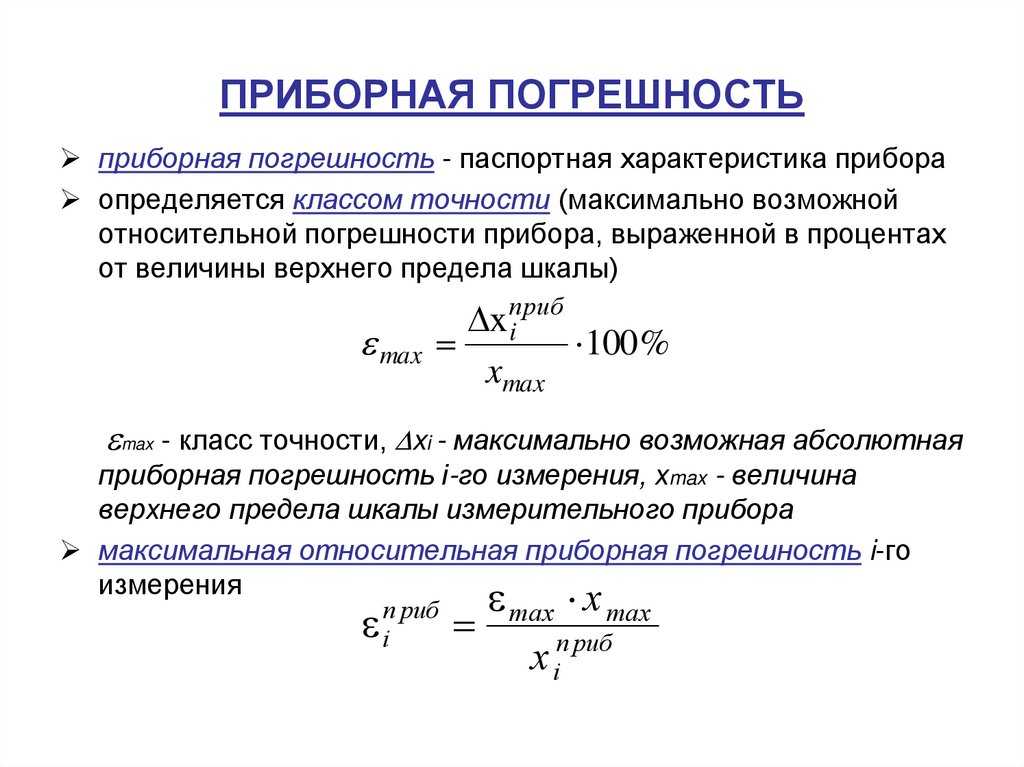
Международные стандарты
OIML (Международная организация законодательной метрологии) — это наиболее популярный стандарт на международном уровне, официально подписанный более чем в 120 странах, включая Индию. Кроме того, существует стандарт NTEP (Национальная программа оценки типов), которому в основном следуют США и Канада.
МОЗМ определил классы точности для тензодатчиков (МОЗМ Р-60), а также весоизмерительных приборов (МОЗМ Р-76) с их взаимосвязью, как показано ниже –
| Load cell accuracy class (R-60) | Weighing Instrument accuracy class (R-76) | Number of scale divisions |
| A | I | > 50,000 |
| B | II | 5,000 ~1,00,000 |
| C | III | 500 ~10,000 |
| D | IV | 50 ~ 1000 |
Условия OIML относят 50 % погрешности системы взвешивания к погрешности тензодатчиков.
Для весоизмерительного прибора проверки совместимости OIML между тензодатчиками и весами включают:
a) Количество сертифицированных делений тензодатчика >= делений весов
b) Класс точности тензодатчика соответствует приведенной выше таблице или выше
В международных рекомендациях по точности взвешивания подчеркивается важность проверки точности весоизмерительного датчика, чтобы обеспечить достижимость желаемой общей точности .
Практическое применение и этические аспекты
К настоящему моменту должно быть совершенно ясно, что весоизмерительные датчики, используемые в весах, должны обеспечивать точность с точки зрения количества делений, равную или лучшую, чем у весов деления, чтобы добиться желаемой точности.
Взяв, к примеру, платформенные весы 50 т x 10 кг (т. е. 50000/10 = 5000 делений), весоизмерительный датчик должен иметь точность не менее 5000 делений (OIML R-60 C5) или более высокий класс точности.