Что такое магнитное дутье дуги – Магнитное дутье при сварке и способы его устранения
alexxlab | 05.09.2019 | 0 | Разное
Магнитное дутье при сварке и способы его устранения

При сварке трубопроводов и других массивных металлоконструкций сварщики нередко встречаются с эффектом «магнитного дутья».
Магнитное дутье возникает при воздействии постороннего магнитного поля (намагниченные трубы) на магнитное поле дуги. Дуга отклоняется от оси электрода и зоны сварки, нарушается стабильность горения.
Отклонение дуги внешним магнитным полемДействие постороннего магнитного поля может быть настолько сильным, что отклонение сварочной дуги не позволяет сварщику наложить сварной шов.
Для устранения или уменьшения магнитного дутья могут быть применены следующие меры:
1. выполнять сварку, когда это возможно, на переменном токе;
2. крепить обратный провод возможно ближе к месту сварки;
3. надежно заземлять свариваемое изделие;
4. ограждать место сварки металлическими экранами для защиты от посторонних магнитных полей.
Если вышеперечисленные методы не устраняют магнитное дутье, то существует более радикальный способ борьбы с этим эффектом.
На трубу, подлежащую сварке, или на обе трубы, подготовленные к стыковке либо уже состыкованные, наматывают сварочный провод сечением не менее 25мм² (6-8 витков). Концы провода подключают к сварочному источнику постоянного тока (выпрямитель, инвертор) и пропускают через провод ток 200 — 300 А в течение 2-3 мин.
Устранение намагниченности проверяется стальной проволокой диаметром 1-1,6мм и длинной примерно 0,5м — проволока не должна притягиваться к трубе.
Если проволока притягивается, то надо пропустить через провод ток в обратном направлении (поменять полярность подключения концов провода).
welder.pw
методы борьбы и уменьшения, причины
Во время сварки массивных металлических изделий, таких, как трубопроводы большого диаметра или крупногабаритные емкости зачастую возникает явление магнитного дутья. Магнитное поле большой массы металла взаимодействует с электродугой, вызывая ее отклонение. Отклонение может достигать значительных величин, затрудняя электросварку или делая ее вовсе невозможной. Инженерами и учеными разработано несколько способов борьбы с этим негативным явлением.
 Магнитное дутье
Магнитное дутьеСущность и основные причины появления
Сильный электроток, протекающий по электродуге, создает собственное магнитное поле. Оно взаимодействует с постоянным полем массивной металлической конструкции. В результате этого взаимодействия возникает сила, направленная к центру поля. Если массовый провод подключен близко к месту работы, то эта сила действует вдоль столба и не вызывает ее смещения от вертикали. Однако чем дальше подключена масса, тем более проявляется поперечная составляющая этой силы. Под ее действием электродуга отклоняется в сторону подключения. Степень отклонения пропорциональна расстоянию от места подключения, намагниченности металлической конструкции и квадрату рабочего тока.
Эффект проявляется особенно сильно при высоких значениях сварочного тока и при сварке постоянным напряжением. При работе переменным током эффект дуться ослабляется изменением направления отклонения с частотой сварочного напряжения. Кроме того, возникающая электродвижущая сила наводит вихревые токи в поверхностных слоях металла, также стабилизирующие положение электродуги. Даже при больших значениях рабочего электротока, достигающих тысяч ампер, магнитное дутье проявляется незначительно.

Причины отклонения дуги
Особую трудность создает эффект при работе с угловыми и стыковыми швами. Для определения степени намагниченности конструкции применяют — индикатор магнитного дутья
Влияние полей на сварочную дугу
На эффект дутья оказывают влияние несколько факторов
- Положение подключения массового провода. При присоединении кабеля в непосредственной близости к месту сварки возникает только вертикальная составляющая усилия, не отклоняющая, а, наоборот, стабилизирующая положение электродуги. По мере увеличения расстояния места сварки до места подключения горизонтальная составляющая силы проявляет себя все больше. Она действует на гибкий проводник, которым является столб электродуги, и отклоняет его по направлению, противоположному месту подключения.
- Угол наклона сварочного электрода. При наклоне в сторону подключения отклонение возрастает. При наклоне в противоположную сторону смещение ослабевает.
- Ферромагнитные массы. Массивные металлические конструкции обладают сильным собственным постоянным полем. Столб смещается к этим массам. Особенно сильно это проявляется при выполнении угловых и стыковых швов
- Сила тока. Отклонение увеличивается пропорционально квадрату электротока.

Магнитное дутье сварного шва
В некоторых случаях эффект магнитного дутья в сварке удается компенсировать, комбинируя воздействие этих факторов так, что их влияние взаимно компенсируется.
Методы борьбы
Для снижения негативного воздействия эффекта магнитного дутья применяют следующие меры борьбы с ним:
- Ведут сварку переменным напряжением (если это допустимо по техническим условиям).
- Массовый провод присоединяют по возможности ближе к месту сварных работ.
- Тщательно заземляют заготовки.
- Место работ ограждают антимагнитными металлическими экранами. Это помогает снизить влияние ферромагнитных масс и излучаемых ими полей.
В некоторых случаях эти меры не дают желаемого результата. Тогда для устранения явления дутья применяют более сложный метод размагничивания, связанный с использованием дополнительного оборудования. На заготовки наматывают по 5-7 витков сварного кабеля сечением от 25 кв. мм. По нему несколько минут пропускают ток 200-300 ампер от сварочного выпрямителя.

- Индикатор магнитного дутья

- Компенсационный регулируемый магнит
Результат размагничивания проверяют индикатором намагниченности.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
2.7.2. Магнитное поле сварочного контура. Магнитное дутье
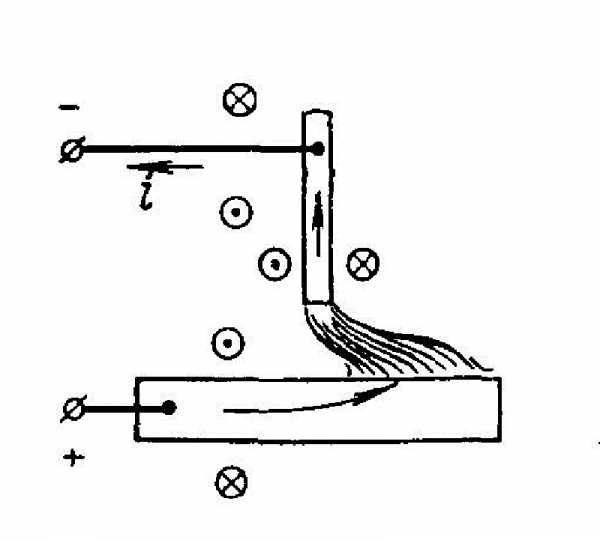
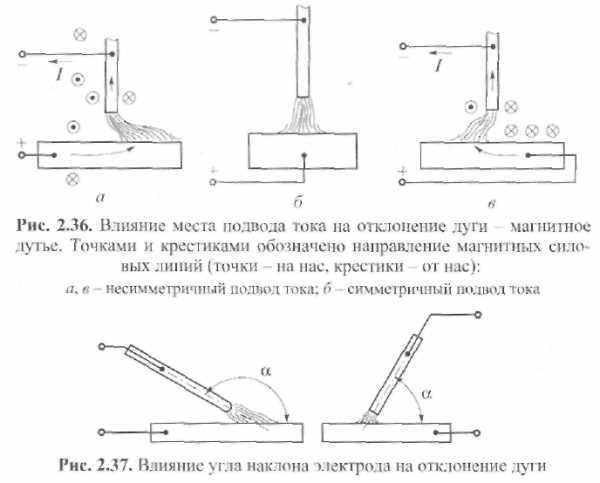
Электрическая цепь электрод – дуга – изделие вместе с подводящими проводниками образует сварочный контур, магнитное поле которого может отклонять дугу в ту или иную сторону. Это явление называется магнитным дутьем. Разность плотностей магнитных силовых линий, сконцентрированных внутри и вне сварочного контура, образованного электродом и токопроводящей частью пластины, будет «выжимать» дугу наружу (рис. 2.36).

Меняя место подвода тока, а также изменяя угол наклона электрода к поверхности изделия, можно управлять отклонением дуги (рис. 2.37).
В установившемся положении отклоняющая сила собственного магнитного поля (пропорциональная квадрату тока) будет уравновешиваться противодействующими силами, вызванными «жесткостью» столба дуги.
Для объяснения «магнитного распора» в сварочном контуре лучше всего воспользоваться понятием магнитного давления, которое согласно формуле (2.95) тем больше, чем больше напряженность Н. Движение «эластичного» проводника (дуги) будет происходить всегда только в сторону уменьшения плотности магнитных силовых линий H.
Н
Все сказанное выше о магнитном дутье относится в основном к дуге постоянного тока. При сварке дугой переменного тока в металле изделия создается система замкнутых вихревых токов. Вихревые токи создают собственную переменную магнитодвижущую силу, сдвинутую почти на 180° по фазе по отношению к сварочному току. Результирующий магнитный поток сварочного контура оказывается значительно меньшим, чем при сварке дугой постоянного тока.
При сварке под флюсом магнитное дутье обычно мало. Однако при сварке продольных швов труб вследствие значительной ферромагнитной массы и замкнутого контура трубы возникает поперечное магнитное поле, «сдувающее» дугу вдоль трубы. Изменяя токоподвод или наклон электрода, можно устранить отрицательное влияние магнитного дутья.
2.7.3. Внешнее магнитное поле и дуга
Внешнее магнитное поле по отношению к оси столба дуги может быть продольным либо поперечным. Все промежуточные случаи могут быть сведены к этим двум.
Продольное внешнее магнитное поле. Направление продольного внешнего магнитного поля совпадает с направлением электрического поля, поэтому на дрейфовое движение заряженных частиц магнитное поле влиять не будет. Однако электроны и ионы обладают еще скоростью хаотического теплового движения и скоростью амбиполярной диффузии.
Магнитное поле с магнитной индукцией В¯ искривляет траекторию заряженной частицы и заставляет ее двигаться с угловой скоростью так называемой циклотронной, или ларморовской, частотой, равной, например для электрона:
(2.96)
по спирали с ларморовским радиусом г (см. (2.89), (2.90)).
Для электрона ω = 1,7 • 1011 с-1 при В = 1 Тл. Он вращается по часовой стрелке, если смотреть по направлению поля, и его скорость образует с вектором В¯ правовинтовую систему. Положительный ион массой mi вращается в обратном направлении с частотой, выражаемой формулой (2.96), в которой нужно mе заменить на mi.
При движении по окружности путь l частиц между двумя соударениями в среднем такой же, как и при отсутствии магнитного поля. Но длина свободного пробега Λ измеряется по прямой, т. е. по хорде, стягивающей дугу окружности радиусом r. Значит, пробег Λ уменьшается, что равносильно увеличению давления газа Δр. Отношение Δр/р пропорционально квадрату магнитной индукции поля В2 , но для обычных сварочных режимов оно невелико.
В обычных сварочных
дугах при атмосферном давлении наибольшее
влияние продольное внешнее магнитное
поле оказывает на скорости диффузии
ионов и электронов, которые направлены
по радиусу от центра дуги к периферии,
туда, где меньше их температура и
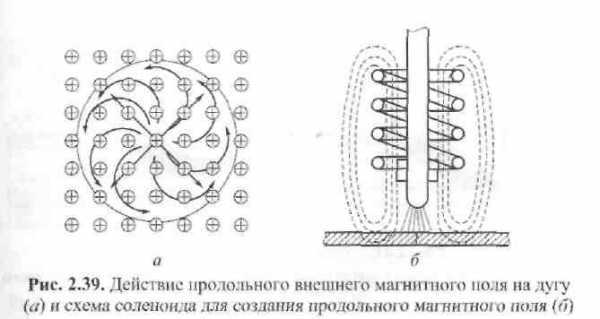
концентрация (рис. 2.39, а).
В связи с тем,
что скорости диффузии электронов и
ионов в квазинейтральном столбе дуги
равны (ve ≈ vi),
а масса электрона mе значительно
меньше массы иона m
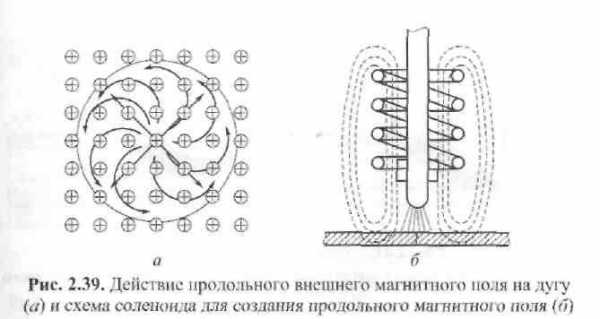
Угловая скорость вращения столба дуги будет максимальной в тех его участках, где наибольшие скорости диффузии. Действие электрического поля, которым пренебрегаем в рассуждениях, приводит к появлению осевой составляющей вектора скорости, и заряженные частицы начинают двигаться по спирали.
П родольное
магнитное поле получают с помощью
соленоида (рис. 2.39, б) и используют для
придания дуге большей жесткости и
устойчивости. Воздействие продольного
внешнего магнитного поля несколько
повышает температуру в центре столба
дуги в связи с тем, что появляется
магнитное давление,
которое, как указано в разд. 2.7.1,
уравновешивается термическим давлением рТ = пкТ.
родольное
магнитное поле получают с помощью
соленоида (рис. 2.39, б) и используют для
придания дуге большей жесткости и
устойчивости. Воздействие продольного
внешнего магнитного поля несколько
повышает температуру в центре столба
дуги в связи с тем, что появляется
магнитное давление,
которое, как указано в разд. 2.7.1,
уравновешивается термическим давлением рТ = пкТ.
Поперечное внешнее магнитное поле. При воздействии поперечного внешнего магнитного поля целесообразно рассматривать дугу как проводник с током. При наложении поперечного внешнего магнитного поля на собственное магнитное поле дуги в сварочном контуре может произойти отклонение дуги в ту или другую сторону (рис. 2.40). В той части сварочного контура, где силовые линии B¯соб и B¯поп совпадают, создается избыточное магнитное давление и дуга отклоняется в сторону более слабого поля. Воздействуя поперечным внешним магнитным полем на дугу и сварочную ванну расплавленного металла при сварке под флюсом, можно, например, изменить формирование сварного шва (рис. 2.41).

На металл сварочной ванны действуют объемные силы F, пропорциональные согласно уравнению (2.88) векторному произведению плотности тока j и индукции магнитного поля В. Под действием этих сил металл стремится «подтечь» под дугу (рис. 2.41, б), чему также способствует отклонение дуги, и глубина проплавления уменьшается. Изменив направление внешнего магнитного поле на противоположное, можно увеличить глубину проплавления.
Если использовать переменное поперечное внешнее магнитное поле, то дуга постоянного тока будет колебаться в обе стороны от положения равновесия с частотой изменения напряженности внешнего поля. Этот технологический прием получил название «метелка» и применяется, например, при сварке труб в трубную доску.
studfiles.net
Магнитное дутье при сварке
2.7.2. Магнитное поле сварочного контура. Магнитное дутье
Электрическая цепь электрод – дуга – изделие вместе с подводящими проводниками образует сварочный контур, магнитное поле которого может отклонять дугу в ту или иную сторону. Это явление называется магнитным дутьем. Разность плотностей магнитных силовых линий, сконцентрированных внутри и вне сварочного контура, образованного электродом и токопроводящей частью пластины, будет «выжимать» дугу наружу (рис. 2.36).
Меняя место подвода тока, а также изменяя угол наклона электрода к поверхности изделия, можно управлять отклонением дуги (рис. 2.37).
В установившемся положении отклоняющая сила собственного магнитного поля (пропорциональная квадрату тока) будет уравновешиваться противодействующими силами, вызванными «жесткостью» столба дуги.
Для объяснения «магнитного распора» в сварочном контуре лучше всего воспользоваться понятием магнитного давления, которое согласно формуле (2.95) тем больше, чем больше напряженность Н. Движение «эластичного» проводника (дуги) будет происходить всегда только в сторону уменьшения плотности магнитных силовых линий H.
Наличие значительных ферромагнитных масс вблизи дуги может вызвать ее отклонения, относимые также к магнитному дутью. Можно считать, что в ферромагнитной массе благодаря ее высокой магнитной проницаемости (например, относительная магнитная проницаемость μ для железа примернов 104 раз выше, чем для воздуха) магнитные силовые линии контура «стремятся» сконцентрироваться. Вследствие этого магнитное давление со стороны ферромагнитной массы снижается и дуга отклоняется (рис. 2.38), причем часто в сторону сварного шва или от кромки в сторону основной массы изделия. При рассмотрении магнитного дутья следует учитывать, что металл в сварочной ванне и вблизи нее нагрет выше точки Кюри и практически теряет магнитные свойства.
Все сказанное выше о магнитном дутье относится в основном к дуге постоянного тока. При сварке дугой переменного тока в металле изделия создается система замкнутых вихревых токов. Вихревые токи создают собственную переменную магнитодвижущую силу, сдвинутую почти на 180° по фазе по отношению к сварочному току. Результирующий магнитный поток сварочного контура оказывается значительно меньшим, чем при сварке дугой постоянного тока.
При сварке под флюсом магнитное дутье обычно мало. Однако при сварке продольных швов труб вследствие значительной ферромагнитной массы и замкнутого контура трубы возникает поперечное магнитное поле, «сдувающее» дугу вдоль трубы. Изменяя токоподвод или наклон электрода, можно устранить отрицательное влияние магнитного дутья.
2.7.3. Внешнее магнитное поле и дуга
Внешнее магнитное поле по отношению к оси столба дуги может быть продольным либо поперечным. Все промежуточные случаи могут быть сведены к этим двум.
Продольное внешнее магнитное поле. Направление продольного внешнего магнитного поля совпадает с направлением электрического поля, поэтому на дрейфовое движение заряженных частиц магнитное поле влиять не будет. Однако электроны и ионы обладают еще скоростью хаотического теплового движения и скоростью амбиполярной диффузии.
Магнитное поле с магнитной индукцией В¯ искривляет траекторию заряженной частицы и заставляет ее двигаться с угловой скоростью так называемой циклотронной, или ларморовской, частотой, равной, например для электрона:
(2.96)
по спирали с ларморовским радиусом г (см. (2.89), (2.90)).
Для электрона ω = 1,7 • 1011 с-1 при В = 1 Тл. Он вращается по часовой стрелке, если смотреть по направлению поля, и его скорость образует с вектором В¯ правовинтовую систему. Положительный ион массой mi вращается в обратном направлении с частотой, выражаемой формулой (2.96), в которой нужно mе заменить на mi.
При движении по окружности путь l частиц между двумя соударениями в среднем такой же, как и при отсутствии магнитного поля. Но длина свободного пробега Λ измеряется по прямой, т. е. по хорде, стягивающей дугу окружности радиусом r. Значит, пробег Λ уменьшается, что равносильно увеличению давления газа Δр. Отношение Δр/р пропорционально квадрату магнитной индукции поля В2 , но для обычных сварочных режимов оно невелико.
В обычных сварочных дугах при атмосферном давлении наибольшее влияние продольное внешнее магнитное поле оказывает на скорости диффузии ионов и электронов, которые направлены по радиусу от центра дуги к периферии, туда, где меньше их температура и концентрация (рис. 2.39, а). В связи с тем, что скорости диффузии электронов и ионов в квазинейтральном столбе дуги равны (ve ≈ vi), а масса электрона mе значительно меньше массы иона mi, импульсы, передаваемые нейтральным частицам от ионов, будут в тысячи раз больше, чем от электронов. Поэтому плазма столба дуги придет во вращательное движение, соответствующее движению ионов в магнитном поле. Столб дуги будет вращаться против часовой стрелки, если смотреть по направлению поля В.
Угловая скорость вращения столба дуги будет максимальной в тех его участках, где наибольшие скорости диффузии. Действие электрического поля, которым пренебрегаем в рассуждениях, приводит к появлению осевой составляющей вектора скорости, и заряженные частицы начинают двигаться по спирали.
П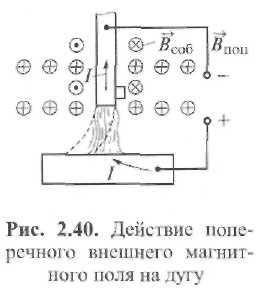 родольное магнитное поле получают с помощью соленоида (рис. 2.39, б) и используют для придания дуге большей жесткости и устойчивости. Воздействие продольного внешнего магнитного поля несколько повышает температуру в центре столба дуги в связи с тем, что появляется магнитное давление, которое, как указано в разд. 2.7.1, уравновешивается термическим давлениемрТ = пкТ.
родольное магнитное поле получают с помощью соленоида (рис. 2.39, б) и используют для придания дуге большей жесткости и устойчивости. Воздействие продольного внешнего магнитного поля несколько повышает температуру в центре столба дуги в связи с тем, что появляется магнитное давление, которое, как указано в разд. 2.7.1, уравновешивается термическим давлениемрТ = пкТ.
Поперечное внешнее магнитное поле. При воздействии поперечного внешнего магнитного поля целесообразно рассматривать дугу как проводник с током. При наложении поперечного внешнего магнитного поля на собственное магнитное поле дуги в сварочном контуре может произойти отклонение дуги в ту или другую сторону (рис. 2.40). В той части сварочного контура, где силовые линии B¯соб и B¯поп совпадают, создается избыточное магнитное давление и дуга отклоняется в сторону более слабого поля. Воздействуя поперечным внешним магнитным полем на дугу и сварочную ванну расплавленного металла при сварке под флюсом, можно, например, изменить формирование сварного шва (рис. 2.41).

На металл сварочной ванны действуют объемные силы F, пропорциональные согласно уравнению (2.88) векторному произведению плотности тока j и индукции магнитного поля В. Под действием этих сил металл стремится «подтечь» под дугу (рис. 2.41, б), чему также способствует отклонение дуги, и глубина проплавления уменьшается. Изменив направление внешнего магнитного поле на противоположное, можно увеличить глубину проплавления.
Если использовать переменное поперечное внешнее магнитное поле, то дуга постоянного тока будет колебаться в обе стороны от положения равновесия с частотой изменения напряженности внешнего поля. Этот технологический прием получил название «метелка» и применяется, например, при сварке труб в трубную доску.
studfiles.net
Магнитное дутье. Отклонение дуги под действием магнитного поля
Прогиб дуги или полное ее исчезновение из точки сварки из-за магнитного поля называется магнитным дутьем. Это приводит к сложностям техники сварки и обычно возникает, если свариваемый металл имеет остаточное магнитное поле.
Ток проходящий по сварочных кабелях, дуге и основному металлу создает магнетизм. Воздействие магнитных сил на сварочную дугу происходит не симметрично и поэтому отклоняют ее в сторону меньшей напряженности. Такое отклонение и создает проблемы во время сварки или вовсе обрывает дугу.
Чаще всего появление дутья связано с расположением рядом возле дуги больших ферромагнитных участков или деталей, которые притягивают дугу. Эффект наиболее выражен при сварке сталей на постоянном токе. При сварке переменным током полярность меняется примерно 100 раз в секунду, поэтому магнитное дутье проявляется очень редко.
При сварке соединений большой толщины с разделкой кромок, наибольшее воздействие магнитного поля получает первый, корневой шов.
Это приводит к появлению непроваров сварочного шва, неравномерному расплавлению свариваемых кромок, отклонению шва от требуемых форм и т. д.
Методы борьбы с магнитным дутьем и отклонением дуги
Существует несколько приемов уменьшения отклонения дуги:
- присоединение обратного кабеля рядом возле места ведения сварки;
- наклонить электрод таким образом, чтобы его нижний конец был направлен в сторону действия магнитного дутья;
- для создания симметрических магнитных полей, временно разместить дополнительные ферромагнитные материалы с противопол
www.samsvar.ru
Магнитное поле и сварочная дуга
МАГНИТНОЕ ПОЛЕ СВАРОЧНОГО КОНТУРА
Магнитное дутье
Сварочная цепь электрод – дуга – изделие вместе с подводящими проводниками образует сварочный контур, магнитное поле которого может отклонять дугу в ту или иную сторону.
Боковой распор магнитных линий, сконцентрированных внутри угла, образованного электродом и токопроводящей частью пластины, будет «выжимать» дугу наружу (рис. 1). Меняя место подвода тока, можно регулировать отклонение дуги. Отклонение дуги можно регулировать также изменением угла наклона электрода к поверхности изделия (рис. 2).
В установившемся положении отклоняющая сила собственного магнитного поля (пропорциональная квадрату тока) будет уравновешиваться противодействующими силами, вызванными «жесткостью» столба дуги.
Для объяснения «магнитного распора» в контуре лучше всего воспользоваться понятием магнитного давления, которое, согласно формуле (1), тем больше, чем больше напряженность Н.
рм=Н2/(8π) (1)
Движение эластичного проводника – дуги – будет происходить всегда только в сторону уменьшения плотности магнитных силовых линий Н.
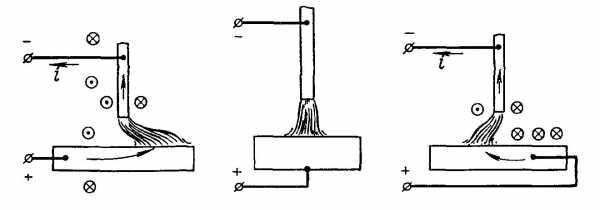
Рис. 1. Влияние места подвода тока на отклонение дуги (магнитное дутье) Точками и крестиками обозначены магнитные силовые линии и их направление (точка – на нас, крестик – от нас)

Рис. 2. Влияние угла наклона электрода на отклонение дуги
Действие ферромагнитных масс
Наличие значительных ферромагнитных масс вблизи дуги может вызвать ее отклонения, относимые также к магнитному дутью. Можно считать, что в ферромагнитной массе благодаря ее высокой магнитной проницаемости «стремятся» сконцентрироваться магнитные силовые линии контура.

Рис. 3. Влияние ферромагнитных масс на отклонение дуги
Вследствие этого магнитное давление со стороны ферромагнитной массы снижается и дуга отклоняется (рис. 3). Поэтому дуга может часто отклоняться в сторону заваренного шва или от кромки в сторону основной массы изделия.
При рассмотрении магнитного дутья следует учитывать, что металл в ванне и вблизи нее нагрет выше точки Кюри и практически немагнитен.
Все сказанное выше о магнитном дутье относится в основном к дуге постоянного тока. При сварке дугой переменного тока в металле изделия создается система замкнутых вихревых токов. Вихревые токи создают собственную переменную магнитодвижущую силу, сдвинутую почти на 180º по фазе по отношению к сварочному току. Результирующий магнитный поток контура оказывается значительно меньшим, чем при постоянном токе.
При сварке под флюсом магнитное дутье обычно мало. Однако при сварке продольных швов труб из-за значительной ферромагнитной массы и замкнутого контура трубы возникает поперечное магнитное поле, сдувающее дугу вдоль трубы. Изменяя токоподвод или наклон электрода, можно ликвидировать отрицательное влияние дутья.
МАГНИТНОЕ ПОЛЕ И ДУГА
Внешнее магнитное поле по отношению к оси столба дуги может быть либо продольным, либо поперечным. Все промежуточные случаи могут быть сведены к этим двум.
Продольное поле
При наложении продольного поля направления магнитного и электрического полей совпадают, поэтому на дрейфовое движение заряженных частиц магнитное поле влиять не будет. Однако электроны и ионы обладают еще тепловой скоростью хаотического движения и скоростью амбиполярной диффузии.
Магнитное поле напряженностью Н искривляет путь частицы и заставляет двигаться ее по ларморовскому радиусу r с так называемой циклотронной или ларморовской угловой частотой
ω = qН/(mc). (2)
Для электрона ω=1,7.107 с-1 при Н=1 Э. Он вращается по часовой стрелке, создавая с вектором Н магнитного поля право- винтовую систему. Положительный ион вращается в обратном направлении с частотой согласно уравнению (2) .
При движении по окружности путь l частиц между двумя соударениями в среднем такой же, как и при отсутствии магнитного поля. Но свободный пробег λ измеряется по прямой, т. е. по хорде, стягивающей дугу окружности радиусом r. Значит, пробег λ уменьшается, что равносильно увеличению давления газа Δр. Отношение Δр/р пропорционально квадрату напряженности поля Н, но для обычных сварочных режимов невелико.
В обычных сварочных дугах при атмосферном давлении наибольшее влияние продольное магнитное поле оказывает на диффузионную составляющую скорости ионов и электронов. Скорость диффузии их направлена по радиусу от центра дуги к периферии, где температура и концентрация меньше (рис. 4) . В связи с тем что скорости диффузии в квазинейтральном столбе дуги равны υe≈υi, а масса me<<mi, импульсы, передаваемые нейтральным частицам от ионов, будут в тысячи раз больше, чем от электронов. Поэтому плазма столба дуги придет во вращательное движение, соответствующее движению в магнитном поле ионов. Столб дуги будет вращаться против часовой стрелки, если смотреть по направлению поля.
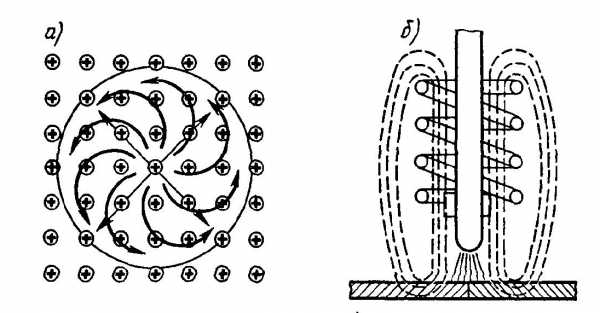
Рис. 4. Действие продольного магнитного поля на дугу (а)
и схема направляющего соленоида (б)
Угловая скорость вращения максимальна в тех участках столба, где скорости диффузии наибольшие. Действие электрического поля, которым пренебрегаем в рассуждениях, приводит к появлению осевой составляющей вектора скорости, из-за чего заряженные частицы начинают двигаться по спирали.
Продольное поле Фпрод получают с помощью соленоида (рис. 4) и используют для придания дуге большей жесткости и устойчивости. Фпрод несколько повышает температуру в центре столба дуги в связи с магнитным давлением рм=Н2/(8π), которое, как указано выше, уравновешено давлением рт..
Поперечное поле
При наложении поперечного поля целесообразно рассматривать дугу как проводник с током. Поперечное магнитное поле, накладываясь на собственное поле дуги в контуре, может вызвать ее отклонение в ту или другую сторону (рис. 5). В той части сварочного контура, где силовые линии Фсоб и Фпоп совпадают, создается избыточное магнитное давление и дуга отклоняется в сторону более слабого поля.
Рис. 5. Поперечное магнитное поле и дуга
Воздействуя поперечным магнитным полем на дуги и в расплавленного металла, при сварке под флюсом можно, например изменить формирование шва (рис. 6). На металл в действуют объемные силы F, пропорциональные, согласно уранению (3), векторному произведению плотности тока i и напряженности магнитного поля H :
(3 )
Под действием этих сил металл стремится «подтечь» под дугу (рис. 6, б), чему также способствует отклонение дуги, и проплавление уменьшается. Переключив поле, можно увеличить проплавление.
Рис. 6. Действие магнитного поля на дугу под флюсом: а – без магнитного поля, б — с поперечным магнитным полем
Если использовать управление поперечным переменным магнитным полем, то дуга постоянного тока будет колебаться в обе стороны от положения равновесия с частотой поля. Этот технологический прием получил название «метелка» и применяется, например, при сварке трубных досок.
ВРАЩАЮЩАЯСЯ ДУГА
Эффект перемещения дуги в поперечном магнитном поле используется для ее вращения на конической или цилиндрической поверхности.
Вращающаяся «конусная» дуга применима для сварки кольцевых швов малого диаметра (рис. 7). По оси труб располагается неплавящийся электрод. С помощью соленоида создается магнитное поле, параллельное оси электрода. При горении дуги «электрод – кромка» столб ее оказывается направленным поперек поля H, что и вызывает вращение дуги. Частота вращения n пропорциональна напряженности поля и току дуги и практически достигает обычно нескольких тысяч оборотов в минуту. Сварка изделия происходит за несколько секунд, что соответствует 100…1000 оборотам дуги. Использование вращающейся дуги весьма упрощает аппаратуру.
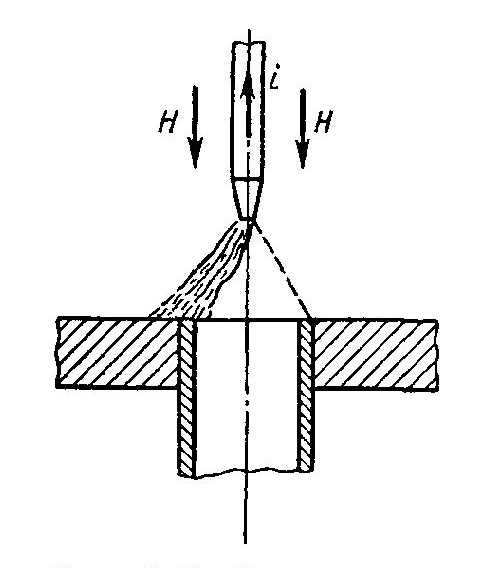
Рис. 7. Схема сварки вращающейся «конусной» дугой
Применяют также не стержневой, а фигурный неплавящийся электрод, соответствующий по форме конфигурации свариваемой кромки. Сдвиг электрода относительно кромок изделия должен обеспечить взаимодействие столба дуги с поперечным магнитным полем. Фигурным медным электродом удается сваривать детали произвольной формы, что весьма перспективно при массовом производстве таких изделий, как конденсаторы, герметизированные изделия автоматики и т.д.
Способ сварки кольцевых швов труб вращающейся «бегущей» дугой заключается в том, что на концы труб надеваются две катушки, включенные встречно (рис. 8). Благодаря этому в зазоре между трубами создается радиальное магнитное поле H.
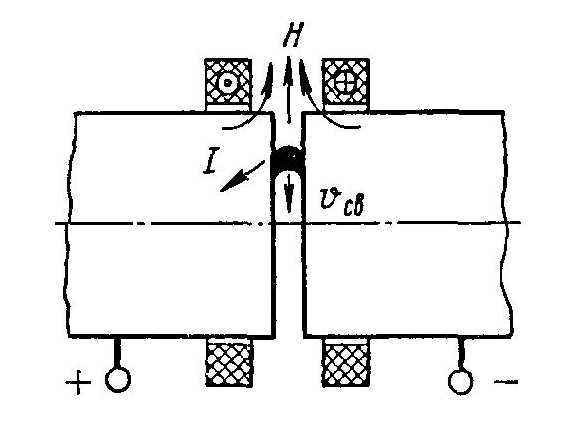
Рис. 8. Стыковая сварка труб вращающейся «бегущей» дугой
Если между торцами труб зажечь дугу, то на нее будет действовать тангенциальная сила. Движение бегущей дуги вначале ограничивается той скоростью, с которой может перемещаться по поверхности холодной трубы катодное пятно. По мере разогрева торцов скорость движения υсв возрастает, достигая весьма больших значений. После выключения дуги осуществляется осадка.
Воздействие магнитогидродинамических явлений на ванну расплавленного металла можно использовать не только для регулирования глубины проплавления (см. рис. 6), но и для управления положением ванны в зазоре стыка. Для этого необходимо создать в металле вертикальные объемные силы, что вполне осуществимо. Поперечное поле позволит также управлять формированием шва в разных пространственных положениях.
При многодугoвой сварке в одну ванну и трехфазной сварке магнитогидродинамические эффекты даже при отсутствии внешнего поля могут существенно расширить технологические возможности процесса. Магнитное воздействие на ванну эффективно также при электрошлаковом и других методах сварки.
ЛИТЕРАТУРА
Теория сварочных процессов: Учеб. для вузов по спец. «Оборуд. и технология сварочн. пр-ва» В. Н. Волченко, В. М. Ямпольский, В. А. Винокуров и др.; Под ред. В. В. Фролова. – М.: Высш. шк,, 1988. 559 с.: ил.
oitsp.ru
Тепловой баланс дуги. Магнитное «Дутье»
Поиск ЛекцийСТРОЕНИЕ СВАРОЧНОЙ ДУГИ, НАПРЯЖЕНИЕ ДУГИ
СТРОЕНИЕ СВАРОЧНОЙ ДУГИ
Установлено, что сварочная дуга имеет три области:
1) Катодную область, граничащую с катодным пятном, под которым понимается ярко святящееся белым цветом место на торце электрода во время горения дуги. Размер катодной области небольшой, порядка десятых – сотых долей миллиметра. Эта область характеризуется выходом с катода электронов, за счет термоэлектронной эмиссии.
2) Анодную область, граничащую с анодным пятном, под которым понимается так же ярко святящееся место в сварочной ванне. Размер анодной области на порядок меньше, чем катодной области и составляет сотые доли миллиметра. Эта область характеризуется входом электронов в анод.
3) Основное место в дуге занимает столб дуги, который находится между анодной и катодной областями. Эта область характеризуется тем, что здесь происходит ионизация газов воздушного промежутка.
Распределение температуры по областям следующее:
– в катодной области Т=2200-2400 град., т.е. выше температуры плавления железа (1539 град.), за счет чего металлический электрод плавится.
– В анодной области Т=2400-2600 град., выше на 200 град., т.к. ускоренные электроны в аноде тормозятся и кинетическая энергия их движения переходит в тепловую.
– В столбе дуги Т=5000-7000 град, наиболее высокая температура.
Это объясняется плазменным состоянием газов в столбе дуги, когда их частицы ионизированы и ускоренно направленно перемещаются.
Знание распределения температуры в дуге используются на практике. Например, сварку тонкого металла, во избежании прожогов, следует вести на постоянном токе обратной полярности. При сварке легированных сталей, когда используются более тугоплавкое основное покрытие электродов, так же ведут на обратной полярности.
НАПРЯЖЕНИЕ ДУГИ
Напряжение дуги складывается из суммы падений напряжений во всех трех областях: U d = U k + U c+ U a, которые можно представить в виде трех последовательно соединенных резисторов.
Причем, падение напряжения в катодной и анодной областях постоянны для данного процесса сварки и от длины дуги не зависит, а падение напряжения в столбе дуги во многом зависит от ее длины. Чем больше длина дуги, тем больше ее столб, а значит больше будет его сопротивление. Исходя из закона Ома U = I * R, чем больше R , тем больше будет U . И наоборот, чем меньше длина дуги, тем меньше будет ее напряжение.
Экспериментально установлено следующее соотношение между напряжением и длиной дуги
U d = a + b * L d
где, «а» и «b» – коэффициенты, для ручной дуговой сварки а = 10 В; b= 2 В\мм
Один из навыков сварщика ручной дуговой сварки, определяющий его квалификацию, умение поддерживать постоянную длину дуги, так как изменение ее длины сказывается на ширине шва и его внешнем виде.

Тепловой баланс дуги. Магнитное «Дутье»
Тепловой баланс дуги
Дуга в сварочной цепи является проводником электрической энергии и в ней, как и любом проводнике выделяется тепло, которое можно определить по закону Джоуля – Ленца
Q = 0,24•Uд• Iсв • t (кал)
Если принять это тепло за 100 % и рассмотреть, как оно распределяется, то установлено, что около 50 % тепла расходуется для расплавления свариваемого металла около 30 % ( 15%+15%) – на расплавление электродного стержня и обмазки, около 20 % уходит на тепловое рассеивание и около 5 % (из 50% ), при сварке сталей, в окружающий металл за счёт теплопроводности. При сварке теплоёмких цветных металлов этот процент больший.
Поскольку ручная дуговая сварка относится к способам сварки плавлением, когда металл в зоне сварки необходимо иметь в расплавленном состоянии , 50% и 30% тепла необходимо, а 20% и 5 % – являются тепловыми потерями . Поэтому введён коэффициент полезного действия сварочной дуги (К.П.Д) , зависящий от способа дуговой сварки:
– при сварке покрытый электродами, он составляет 0.75 – 0.8
-при сварке угольным электродом – 0.5-0,6
– при сварке в защитных газах – 0,5-0,6
– при сварке под флюсом – 0,9-0,93
Меньший К,П,Д, при сварке угольным электродом объясняется тем, что используется длинная дуга и неизбежно связанные с этим тепловые потери. При сварке угольным электродом объясняется тем, что используется длинная дуга и неизбежно связаны с этим тепловых способов. При сварке в защитном газе к.п.д. так небольшой, а самый большой, при сварке под флюсом, когда дуга является закрытой с меньшими тепловыми потерями.
Эффективную тепловую мощность дуги, т.е. тепло в калориях, которое необходимо для расплавления металла, можно определить по формуле
q = n• 0,24• Uд• Iсв•t (кал),
где «n» это к.п.д. сварочной дуги, а поскольку он меньше единицы, то и эффективная тепловая мощность дуги, меньше полной мощности.
МАГНИТНОЕ «ДУТЬЕ»
Особенностью сварочной дуги является то, что она является гибким проводником , в отличии от жёстких металлических . А поскольку, вокруг проводника по которому проходит ток, возникает направленное магнитное поле, то оно может оказать отклоняющее действие на дугу.
Таким образом, отклонением дуги от оси под действием направленных магнитных полей, называется магнитным «дутьем» . Причём проявляется магнитное «дутье» при сварке на постоянном токе и чем больше сила сварочного тока, тем больше дуга отклоняется от оси.
Причинами магнитного «дутья» являются:
А) несимметричный токоподвод, под которым понимается то, что обратный провод присоединён к свариваемому металлу далеко от места сварки и в металле возбуждается направленное магнитное поле, отклоняющее дугу от оси.
Б) Ферромагнитная масса, близко расположенная к месту сварки, приводит к тому, что дуга отклоняется в её сторону, она как бы притягивает ее. На практике, влияние ферромагнитной массы, чаще всего проявляется при сварке деталей разной толщины.
Влияние магнитного «дутья» показывает отрицательное воздействие на механические свойства шва и приводит к образованию дефектов, так как уменьшается глубина проплавления, ухудшается защита сварочной ванны, кроме того, дуга иногда блуждает и трудно управлять ею. Для того чтобы избежать магнитного «дутья» рекомендуется при сварке на постоянном токе:
1) Присоединять обратный провод близко к месту сварки.
2) Если это не удаётся, использовать дополнительную ферромагнитную массу.
3) Если сварку необходимо ввести вблизи феромагнитной массы, использовать несимметричный токопровод.
4) Вести сварку наклонным , в сторону отклонения дуги, электродом.
5) Использовать сварку на переменном токе, когда магнитного «дутья» практически не наблюдается.

КОЭФФИЦИЕНТЫ ХАРАКТЕРИЗУЮЩИЕ ПРОИЗВОДИТЕЛЬНОСТЬ ДУГИ
К ним относится:
1) Коэффициент расплавления, который определяется по формуле
Кр = Рр.м./ I св * t (r/А*ч)
Он показывает, какое количество электродного металла расплавится, при силе тока в 1А., в течении 1 часа. Значение этого коэффициента можно определить, для каждой марки электрода по справочникам.
2) На практике, все же желательно знать, сколько металла наплавится при тех же условиях, т. е. при силе тока в 1 А. в течении 1 часа.
Для этого введен коэффициент наплавки, который обязательно определен для каждой марки электрода и приводится в справочниках, а иногда и на ярлыках пачек электродов. Коэффициент наплавки определяется:
Кн = Рн.м./ Iсв * t (r/А*ч)
3) Масса расплавленного метала всегда больше массы наплавленного, так часть металла уходит на разбрызгивание и угар и Кр всегда больше Кн.
Для определения потерь метала, введен коэффициент потерь, который показывает в % сколько электродного металла теряется. Он определяется:
Кп = Кр – Кн/ Кр * 100% или Кп = Рр.м. – Рн.м./Рр.м.*100%
При сварке плавящимся металлическим электродом Кп = 5 – 10%
Из трех коэффициентов, наиболее употребим Кн. Значение которого расшифровывается следующим образом:
Например, у электрода марки МР – 3 Кн = 7,8 г/А*ч, а у электрода марки
АНО-1 Кн = 15 г/А*ч. Допустим, сварка ведется при сварочном токе 200А
У электрода МР – 3 за 1 ч. наплавится 7,8*200=1560 г металла, а у электрода АНО – 1 при тех же условиях 15*200=3000 г.
Отсюда электрод марки АНО -1 производительнее МР – 3.
Рекомендуемые страницы:
Поиск по сайту
poisk-ru.ru
Магнитное дутье. Отклонение дуги под действием магнитного поля
6 ноября 2017
Категории: Сварная дуга
Прогиб дуги или полное ее исчезновение из точки сварки из-за магнитного поля называется магнитным дутьем. Это приводит к сложностям техники сварки и обычно возникает, если свариваемый металл имеет остаточное магнитное поле.
Ток проходящий по сварочных кабелях, дуге и основному металлу создает магнетизм. Воздействие магнитных сил на сварочную дугу происходит не симметрично и поэтому отклоняют ее в сторону меньшей напряженности. Такое отклонение и создает проблемы во время сварки или вовсе обрывает дугу.
Чаще всего появление дутья связано с расположением рядом возле дуги больших ферромагнитных участков или деталей, которые притягивают дугу. Эффект наиболее выражен при сварке сталей на постоянном токе. При сварке переменным током полярность меняется примерно 100 раз в секунду, поэтому магнитное дутье проявляется очень редко.
При сварке соединений большой толщины с разделкой кромок, наибольшее воздействие магнитного поля получает первый, корневой шов.
Это приводит к появлению непроваров сварочного шва, неравномерному расплавлению свариваемых кромок, отклонению шва от требуемых форм и т. д.
Методы борьбы с магнитным дутьем и отклонением дуги
Существует несколько приемов уменьшения отклонения дуги:
- присоединение обратного кабеля рядом возле места ведения сварки;
- наклонить электрод таким образом, чтобы его нижний конец был направлен в сторону действия магнитного дутья;
- для создания симметрических магнитных полей, временно разместить дополнительные ферромагнитные материалы с противоположной стороны;
- выполнять сварку дугой короткой длины, которая менее склонна к отклонению;
- по возможности изменить постоянный ток на переменный, менее склонный к отклонению дуги;
- использовать инверторные источники питания дуги или стабилизаторы дуги.
osvarke.net