Что такое магнитное дутье дуги: Вопрос: Вопр_ОЭ/2 Что такое магнитное дутье дуги? : Смотреть ответ
alexxlab | 27.01.1990 | 0 | Разное
2.7.2. Магнитное поле сварочного контура. Магнитное дутье
Электрическая цепь электрод – дуга – изделие вместе с подводящими проводниками образует сварочный контур, магнитное поле которого может отклонять дугу в ту или иную сторону. Это явление называется магнитным дутьем. Разность плотностей магнитных силовых линий, сконцентрированных внутри и вне сварочного контура, образованного электродом и токопроводящей частью пластины, будет «выжимать» дугу наружу (рис. 2.36).
Меняя место подвода тока, а также изменяя угол наклона электрода к поверхности изделия, можно управлять отклонением дуги (рис. 2.37).
В установившемся положении отклоняющая сила собственного магнитного поля (пропорциональная квадрату тока) будет уравновешиваться противодействующими силами, вызванными «жесткостью» столба дуги.
Для объяснения
«магнитного распора» в сварочном контуре
лучше всего воспользоваться понятием
магнитного давления, которое согласно
формуле (2.
Наличие значительных ферромагнитных масс вблизи дуги может вызвать ее отклонения, относимые также к магнитному дутью. Можно считать, что в ферромагнитной массе благодаря ее высокой магнитной проницаемости (например, относительная магнитная проницаемость μ для железа примернов 104 раз выше, чем для воздуха) магнитные силовые линии контура «стремятся» сконцентрироваться. Вследствие этого магнитное давление со стороны ферромагнитной массы снижается и дуга отклоняется (рис. 2.38), причем часто в сторону сварного шва или от кромки в сторону основной массы изделия. При рассмотрении магнитного дутья следует учитывать, что металл в сварочной ванне и вблизи нее нагрет выше точки Кюри и практически теряет магнитные свойства.
Все сказанное выше
о магнитном дутье относится в основном
к дуге постоянного тока. При сварке
дугой переменного тока в металле
изделия создается система замкнутых
вихревых токов. Вихревые токи создают
собственную переменную магнитодвижущую
силу, сдвинутую почти на 180° по фазе по
отношению к сварочному току.
Результирующий магнитный поток сварочного
контура оказывается значительно
меньшим, чем при сварке дугой постоянного
тока.
При сварке
дугой переменного тока в металле
изделия создается система замкнутых
вихревых токов. Вихревые токи создают
собственную переменную магнитодвижущую
силу, сдвинутую почти на 180° по фазе по
отношению к сварочному току.
Результирующий магнитный поток сварочного
контура оказывается значительно
меньшим, чем при сварке дугой постоянного
тока.
При сварке под флюсом магнитное дутье обычно мало. Однако при сварке продольных швов труб вследствие значительной ферромагнитной массы и замкнутого контура трубы возникает поперечное магнитное поле, «сдувающее» дугу вдоль трубы. Изменяя токоподвод или наклон электрода, можно устранить отрицательное влияние магнитного дутья.
Внешнее магнитное поле по отношению к оси столба дуги может быть продольным либо поперечным. Все промежуточные случаи могут быть сведены к этим двум.
Продольное
внешнее магнитное поле. Направление
продольного внешнего магнитного
поля совпадает с направлением
электрического поля, поэтому на
дрейфовое движение заряженных частиц
магнитное поле влиять не будет. Однако
электроны и ионы обладают еще скоростью
хаотического теплового движения и
скоростью амбиполярной диффузии.
Однако
электроны и ионы обладают еще скоростью
хаотического теплового движения и
скоростью амбиполярной диффузии.
Магнитное поле с магнитной индукцией В¯ искривляет траекторию заряженной частицы и заставляет ее двигаться с угловой скоростью так называемой циклотронной, или ларморовской, частотой, равной, например для электрона:
(2.96)
по спирали с ларморовским радиусом г (см. (2.89), (2.90)).
Для электрона ω = 1,7 • 10 11 с-1 при В = 1 Тл. Он вращается по часовой стрелке, если смотреть по направлению поля, и его скорость образует с вектором В¯ правовинтовую систему. Положительный ион массой mi вращается в обратном направлении с частотой, выражаемой формулой (2.96), в которой нужно mе заменить на mi.
При движении по
окружности путь l частиц между двумя соударениями в
среднем такой же, как и при отсутствии
магнитного поля. Но длина свободного
пробега Λ измеряется по прямой, т. е. по
хорде, стягивающей дугу окружности
радиусом r.
Значит, пробег
Λ уменьшается, что равносильно увеличению
давления газа Δр.
Отношение Δр/р пропорционально
квадрату магнитной индукции поля В2 , но для обычных
сварочных режимов оно невелико.
Но длина свободного
пробега Λ измеряется по прямой, т. е. по
хорде, стягивающей дугу окружности
радиусом r.
Значит, пробег
Λ уменьшается, что равносильно увеличению
давления газа Δр.
Отношение Δр/р пропорционально
квадрату магнитной индукции поля В2 , но для обычных
сварочных режимов оно невелико.
В обычных сварочных дугах при атмосферном давлении наибольшее влияние продольное внешнее магнитное поле оказывает на скорости диффузии ионов и электронов, которые направлены по радиусу от центра дуги к периферии, туда, где меньше их температура и концентрация (рис. 2.39, а). В связи с тем, что скорости диффузии электронов и ионов в квазинейтральном столбе дуги равны (
 Столб дуги будет
вращаться против часовой стрелки,
если смотреть по направлению поля В.
Столб дуги будет
вращаться против часовой стрелки,
если смотреть по направлению поля В.Угловая скорость вращения столба дуги будет максимальной в тех его участках, где наибольшие скорости диффузии. Действие электрического поля, которым пренебрегаем в рассуждениях, приводит к появлению осевой составляющей вектора скорости, и заряженные частицы начинают двигаться по спирали.
Продольное магнитное поле получают с помощью соленоида (рис. 2.39, б) и используют для придания дуге большей жесткости и устойчивости. Воздействие продольного внешнего магнитного поля несколько повышает температуру в центре столба дуги в связи с тем, что появляется магнитное давление, которое, как указано в разд. 2.7.1, уравновешивается термическим давлениемрТ = пкТ.
Поперечное
внешнее магнитное поле. При воздействии
поперечного внешнего магнитного
поля целесообразно рассматривать
дугу как проводник с током. При наложении
поперечного внешнего магнитного
поля на собственное магнитное поле
дуги в сварочном контуре может произойти
отклонение дуги в ту или другую сторону
(рис. 2.40). В той части сварочного контура,
где силовые линии
При наложении
поперечного внешнего магнитного
поля на собственное магнитное поле
дуги в сварочном контуре может произойти
отклонение дуги в ту или другую сторону
(рис. 2.40). В той части сварочного контура,
где силовые линии
На металл сварочной
ванны действуют объемные силы F,
пропорциональные
согласно уравнению (2.88) векторному
произведению плотности тока j
и индукции
магнитного поля В.
Под действием
этих сил металл стремится «подтечь»
под дугу (рис. 2.41, б), чему также способствует
отклонение дуги, и глубина проплавления
уменьшается. Изменив направление
внешнего магнитного поле на противоположное,
можно увеличить глубину проплавления.
Если использовать переменное поперечное внешнее магнитное поле, то дуга постоянного тока будет колебаться в обе стороны от положения равновесия с частотой изменения напряженности внешнего поля. Этот технологический прием получил название «метелка» и применяется, например, при сварке труб в трубную доску.
ДЕЙСТВИЕ МАГНИТНЫХ ПОЛЕЙ И ФЕРРОМАГНИТНЫХ МАСС НА СВАРОЧНУЮ ДУГУ
Устойчивость сварочной дуги и возможность направления ее в определенное место при сварке постоянным током зависят от направления действия результирующего магнитного поля вокруг дуги, которая часто вызывает отклонение от нормального положения. Такое явление называют магнитным дутьем.
Причина возникновения магнитного дутья заключается в следующем: столб сварочной дуги представляет собой гибкий проводник, который под воздействием магнитного поля, как и обычный проводник с током, может выталкиваться с места, где магнитные силовые линии более сгущены, в направлении, где силовые линии менее сгущены.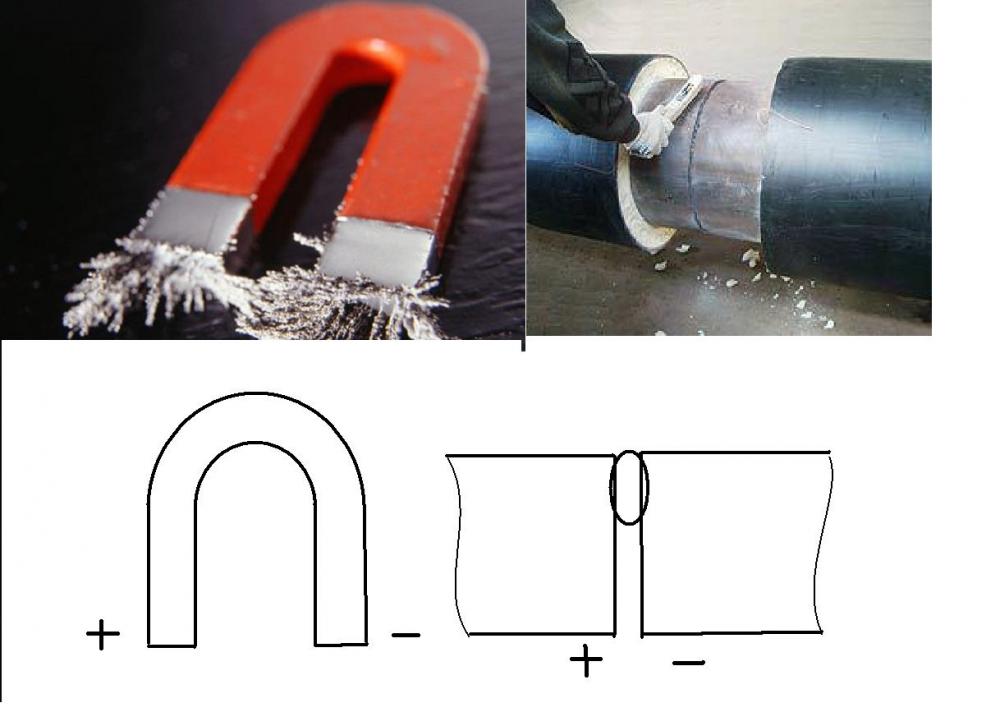
Рассмотрим влияние на сварочную дугу постоянного тока различных магнитных полей и ферромагнитных масс.
Под собственным магнитным полем принято понимать круговое магнитное поле тока, возникающее при прохождении тока по элементам сварочной цепи, в том числе и по основному металлу. В этом случае, если токоиодвод подключен к свариваемому изделию вблизи дуги, магнитное поле оказывает равномерное симметричное воздействие па столб дуги, и дуга не отклоняется
(рис. 20, а). Если же то – коподвод подключен вдали от места горения дуги, то за счет усиления (сгущения) магнитного поля со стороны токоподвода дуга отклоняется в противоположную сторону (рис. 20, б).
Сила, отклоняющая дугу, пропорциональна квадрату тока, вследствие чего магнитное дутье становится очень заметным при сварке на постоянном токе в 300 А и более. Соответствующим переносом места подключения токоподвода к изделию можно уменьшить или устранить
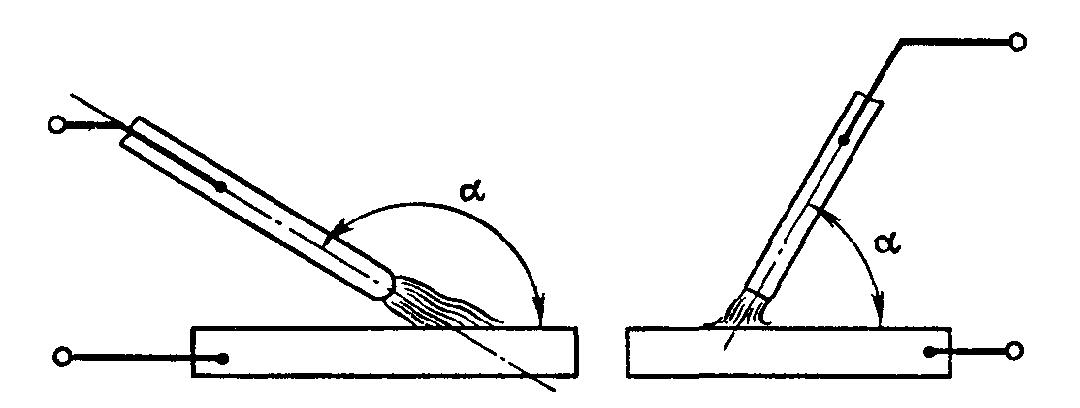
Рис. 21. Влияние наклона электрода на электромагнитное отдувание дуги
отклонение дуги. Отклонение дуги от нормального положения уменьшается при сварке с наклоном электрода в сторону магнитного отдувания дуги (рис. 21, а). Следовательно, небольшим наклоном электрода в сторону, противоположную отдуванию, можно заметно уменьшить магнитное отдувание дуги. Этим широко пользуются на практике.
Отклонение дуги от нормального положения уменьшается при сварке с наклоном электрода в сторону магнитного отдувания дуги (рис. 21, а). Следовательно, небольшим наклоном электрода в сторону, противоположную отдуванию, можно заметно уменьшить магнитное отдувание дуги. Этим широко пользуются на практике.
При сварке дугой косвенного действия регулирование величины магнитного отдувания достигается изменением угла а между электродами (рис. 21, б). Чем меньше угол, тем больше выдувается дуга.
Подковообразным магнитом можно создать поперечное магнитное поле (рис. 22), которое будет взаимодействовать с кольцевым магнитным полем, возникающим вокруг дуги при прохождении тока. В результате такого взаимодействия увеличивается напряженность поля с той стороны дуги, где направление силовых линий совпадает, а со стороны, где силовые линии встречаются, напряженность поля уменьшается. Появляется результирующая электромагнитная сила F, отклоняющая дугу в сторону.
На направление отклонения дуги влияет полярность подключения и направление постороннего магнитного поля. Если постороннее поле достаточно сильное, оно может совсем оборвать дугу. Под действием магнитного поля небольшой напряженности дуга будет отклоняться до тех пор, пока
Если постороннее поле достаточно сильное, оно может совсем оборвать дугу. Под действием магнитного поля небольшой напряженности дуга будет отклоняться до тех пор, пока
не наступит равновесие действующих на нее сил. Равновесие наступает вследствие того, что с отклонением дуги от нормального положения происходит ее деформации и магнитные поля с обеих сторон дуги уравновешиваются.
Продольное магнитное поле направлено по оси сварочной дуги и совпадает с направлением электрического поля дуги. Оно может быть получено при размещении дуги в соленоиде (рис. 23, а). Такое магнитное поле не оказывает никакого действия на заряженные частицы, движущиеся в направлении электрического поля, но на заряженные частицы, перемещающиеся поперек этого поля, оно оказывает заметное влияние.
Ранее нами было отмечено, что температура центральной части столба дуги выше периферийной, следовательно, степень ионизации и концентрации заряженных частиц (ионов) в центральной части тоже будет выше. И, как следствие, начнется диффузия частиц с центральной
И, как следствие, начнется диффузия частиц с центральной
части к периферии, т. е. от области большей концентрации к области меньшей концентрации. При движении в радиальном направлении заряженные частицы пересекают магнитное ноле, которое, взаимодействуя с ним, создает силу, действующую на частицы в направлении, перпендикулярном к магнитному полю и к направлению их движения вследствие диффузии.
Направление действия сил будет зависеть от направления магнитного поля соленоида, но не от рода и полярности гока. В результате частицы столба дуги будут вращаться по окружности вокруг оси дуги (рис. 23, б).
Рис. 23. Действие продольного магнитного поля на дугу |
Вращение ионов и электронов происходит (в соответствии с различными знаками зарядов) в разные стороны. При столкновении с нейтральными частицами они увлекают их за собой и приводят во вращение. Ввиду малой массы электроны не оказывают существенного воздействия на нейтральные атомы и молекулы, и весь столб дуги вращается в направлении вращения ионов. Наряду с вращением частиц вокруг оси столба дуги, наблюдается концентрация частиц по оси столба дуги, чему в известной мере способствует и центростремительная сила, возникающая при вращении частиц.
Наряду с вращением частиц вокруг оси столба дуги, наблюдается концентрация частиц по оси столба дуги, чему в известной мере способствует и центростремительная сила, возникающая при вращении частиц.
Направление вращения можно определить, зная направление продольного магнитного поля. При этом, если смотреть по направлению магнитных силовых линий, столб дуги будет вращаться против часовой стрелки. Но кроме продольного магнитного поля на заряженные частицы действует и продольное электрическое поле, под действием которого частица перемещается по вертикали.
Таким образом, совместное действие продольного магнитного и электрического полей заставляет заряженную частицу двигаться по спирали (рис. 23, в). Возникающая при этом центростремительная сила стягивает столб дуги к вертикальной оси. Сечение столба дуіи уменьшается, дуга становится более жесткой, а нагрев более концентрированным, технологические свойства дуги улучшаются и этим иногда пользуются на практике.
Действие ферромагнитных масс на отклонение дуги обусловлено тем, что магнитная проницаемость ферромагнитных материалов в тысячи раз больше магнитной
проницаемости воздуха, а нам известно, что магнитные силовые линии стремятся пройти по среде с наименьшим магнитным сопротивлением. Поэтому, если возле дуги находится ферромагнитное тело, концентрическое магнитное поле вокруг дуги исказится вследствие того, что силовые линии, расположенные вблизи ферромагнитного тела, легко пронизывают его, создавая разрежение в этой части магнитного поля, а другая часть силовых линий, расположенных с противоположной стороны дуги, вместе с первой частью будет также подтянута к ферромагнитному телу, и на этой стороне дуги силовые линии магнитного поля сгустятся. Дуга как гибкий проводник окажется прижатой к ферромагнитному телу (рис. 24, а). Это свойство дуги проявляется при сварке соединений впритык и встык (рис. 24, б), когда дуга отклоняется к одной из кромок. Характерно, что влияние на дугу ферромагнитной массы может оказаться более интенсивным, чем влияние собственного магнитного поля дуги. Так, в случае, иллюстрируемом на рис. 24, в, можно
Поэтому, если возле дуги находится ферромагнитное тело, концентрическое магнитное поле вокруг дуги исказится вследствие того, что силовые линии, расположенные вблизи ферромагнитного тела, легко пронизывают его, создавая разрежение в этой части магнитного поля, а другая часть силовых линий, расположенных с противоположной стороны дуги, вместе с первой частью будет также подтянута к ферромагнитному телу, и на этой стороне дуги силовые линии магнитного поля сгустятся. Дуга как гибкий проводник окажется прижатой к ферромагнитному телу (рис. 24, а). Это свойство дуги проявляется при сварке соединений впритык и встык (рис. 24, б), когда дуга отклоняется к одной из кромок. Характерно, что влияние на дугу ферромагнитной массы может оказаться более интенсивным, чем влияние собственного магнитного поля дуги. Так, в случае, иллюстрируемом на рис. 24, в, можно
было бы ожидать отклонения дуги с края пластины, но в действительности вследствие влияния ферромагнитной массы пластины дуга будет отклоняться на пластину.
Для уменьшения магнитного отдувайия дуги наряду с наклоном электрода в сторону отдувания дуги и перемещением токоподвода можно рекомендовать и временное размещение ферромагнитного материала в начале и конце соединен ни для создания симметричного магнитного поля или замену постоянного тока переменным, при котором магнитное дутье значительно меньше.
Устройство магнитного дутья автоматического выключателя
Авторы патента:
Пацеура В.И. (RU)
Использование: в дугогасительных устройствах электрических аппаратов.
Сущность изобретения: поставленная задача достигается тем, что в устройстве магнитного дутья, содержащем катушку, соединенную последовательно с контактами, и магнитопровод в виде сердечника и полюсов, параллельно катушке присоединен индуктивный шунт, состоящий из проводника, пропущенного сквозь отверстия в пакете маг ни т о про в едящих пластин, причем в каждой магнитопроводящей пластине имеется немагнитный зазор.
Предложенное техническое решение позволяет получить разветвленную цепь, одна из которой обладает большей индуктивностью по сравнению с другой. Это позволяет в свою очередь разделить общий режим работы дугогасительного устройства автоматического выключателя на два режима: эксплуатационный продолжительный и на аварийный кратковременный, благодаря чему катушка магнитного дутья в ветви с меньшей индуктивностью может иметь меньшую массу и размеры.
Это позволяет в свою очередь разделить общий режим работы дугогасительного устройства автоматического выключателя на два режима: эксплуатационный продолжительный и на аварийный кратковременный, благодаря чему катушка магнитного дутья в ветви с меньшей индуктивностью может иметь меньшую массу и размеры.
Изобретение относится к области электрических аппаратов и предназначено для использования в дугогасительных устройствах токоограничивающих и быстродействующих выключателей.
Известно устройство магнитного дутья, в котором внешнее магнитное поле в зоне горения дуги может создаваться либо постоянным магнитом, либо катушкой, подключаемой параллельно к источнику напряжения. Это устройство имеет тот недостаток, что магнитное поле не зависит от тока, протекающего по контактам выключателя (см. О.Б.Брон. Электрическая дуга в аппаратах управления. Госэнергоиздат, М., Л., 1954, с.215, фиг.VIII-1).
От указанного недостатка свободно устройство магнитного дутья, содержащее катушку, соединенную последовательно с контактами, и магнитопровод в виде сердечника и полюсов. В этом устройстве магнитное поле в зоне горения дуги зависит от тока, протекающего через контакты выключателя (см. С.Н.Соболев. Расчет и конструирование низковольтной электрической аппаратуры. Учебник для техникумов. М., «Высшая школа», 1972, с.87, рис.7.8). Недостатком этого устройства является то, что у выключателя на большой номинальный ток необходима катушка магнитного дутья большого размера и массы. Причем для двухразрывного выключателя нужны дополнительные катушки. Поэтому общие размеры и масса катушек еще более возрастают.
В этом устройстве магнитное поле в зоне горения дуги зависит от тока, протекающего через контакты выключателя (см. С.Н.Соболев. Расчет и конструирование низковольтной электрической аппаратуры. Учебник для техникумов. М., «Высшая школа», 1972, с.87, рис.7.8). Недостатком этого устройства является то, что у выключателя на большой номинальный ток необходима катушка магнитного дутья большого размера и массы. Причем для двухразрывного выключателя нужны дополнительные катушки. Поэтому общие размеры и масса катушек еще более возрастают.
Задачей изобретения является уменьшение размеров и массы катушки магнитного дутья.
Поставленная задача достигается тем, что в устройстве магнитного дутья, содержащем катушку, соединенную последовательно с контактами, и магнитопровод в виде сердечника и полюсов, параллельно катушке присоединен индуктивный шунт, состоящий из проводника, пропущенного
сквозь отверстия в пакете магнитопроводящих пластин, причем в каждой магнитопроводящей пластине имеется немагнитный зазор.
Предлагаемое техническое решение позволяют получить разветвленную цепь, одна из которой обладает большей индуктивностью по сравнению с другой. Это позволяет в свою очередь разделить общий режим работы дугогасительного устройства автоматического выключателя на два режима: эксплуатационный продолжительный и на аварийный кратковременный, благодаря чему катушка магнитного дутья в ветви с меньшей индуктивностью может иметь меньшую массу и размеры.
Устройство магнитного дутья показано в общем виде на фиг.1 и на фиг.2 показана магнитопроводящая пластина пакета индуктивного шунта.
На фиг.1 показано устройство магнитного дутья. Оно содержит катушку 1, соединенную последовательно с неподвижным контактом 2 и подвижным контактом 3, магнитопровод 4, состоящий из сердечника 5 и полюсов 6 и 7 (этот полюс 7 параллелен полюсу 6 и на фиг.1 не показан), индуктивный шунт 8, состоящий из проводника (шины) 9, пропущенный сквозь отверстие 10 (фиг.2) в пакете 11 магнитопроводящих пластин 12.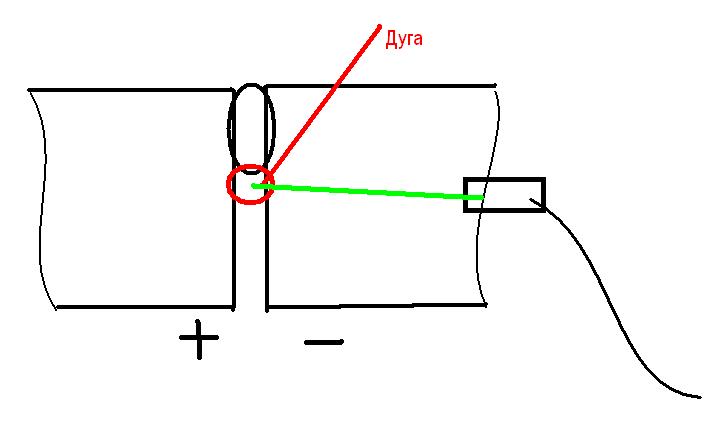 Каждая магнитопроводящая пластина имеет немагнитный зазор 13.
Каждая магнитопроводящая пластина имеет немагнитный зазор 13.
Работает устройство магнитного дутья следующим образом. Ток iA (фиг.1) разделяется на два тока iK и i Ш, один из которых (iK) протекает по катушке 1, а другой (iШ) – по индуктивному шунту 8. В эксплуатационном продолжительном режиме работы автоматического выключателя большая часть тока i протекает по шине 9 (зазоры 13 в магнитопроводящих пластинах 12 препятствуют насыщению пакета 11), а меньшая часть по шине катушки 1. При этом магнитный поток, создаваемый в сердечнике 5 этой катушкой, замыкается через полюса 6 и 7 (не показан). В зоне горения дуги после оперативного размыкания контактов 2 и 3, как это показано на фиг.1, создается магнитное дутье, способствующее гашению дуги.
В аварийном кратковременном режиме работы автоматического выключателя скорость роста аварийного тока велика (короткое замыкание в
цепи), поэтому большая часть тока i (т. е. ток iK) протекает теперь по катушке 1, а меньшая его часть по шине 9 из-за того, что росту тока iШ препятствует индуктивность, обусловленная пакетом 11 магнитопроводящих, например, стальных пластин 12. В результате в зоне горения дуги после автоматического размыкания контактов 2 и 3 создается интенсивное магнитное дутье, способствующее быстрому гашению дуги.
е. ток iK) протекает теперь по катушке 1, а меньшая его часть по шине 9 из-за того, что росту тока iШ препятствует индуктивность, обусловленная пакетом 11 магнитопроводящих, например, стальных пластин 12. В результате в зоне горения дуги после автоматического размыкания контактов 2 и 3 создается интенсивное магнитное дутье, способствующее быстрому гашению дуги.
Устройство магнитного дутья автоматического выключателя, содержащее катушку, соединенную последовательно с контактами, и магнитопровод в виде сердечника и полюсов, отличающееся тем, что параллельно катушке присоединен индуктивный шунт, состоящий из проводника, пропущенного сквозь отверстие в пакете магнитопроводящих пластин.
Похожие патенты:
Магнитная диспергирующая система // 118121
Выключатель автоматический быстродействующий // 82931
Устройство для контроля состояния автоматических выключателей нагрузок системы бесперебойного питания постоянного тока // 76620
Однофазный автоматический выключатель переменного тока с динамическим отключением // 62288
Контактная пара автоматического выключателя // 94759
Электромеханическая блокировка трех автоматических выключателей // 142314
Полезная модель относится к области электротехники, в частности к устройствам блокировки, и может быть использована для управления электрическими цепями в системах ввода резервного питания, а именно для блокировки двух автоматических выключателей
Тепловой расцепитель тока // 83360
Максимальный расцепитель тока автоматического выключателя модульного исполнения // 126192
Ограничитель высоты подъема грузозахватного устройства грузоподъемного крана // 54024
Выключатель путевой взрывозащищенный // 48099
Система голосовой телефонной связи в подвижном объекте // 43113
Подвижный контактный узел автоматического выключателя // 78984
Устройство для связи рукояток модульных автоматических выключателей нагрузки (авв) abb и siemens // 137154
Устройство механической блокировки автоматических выключателей с электроприводом // 75099
Электромагнитный привод выключателя автоматического быстродействующего // 85260
Корпус автоматического выключателя // 81028
Устройство защиты трехфазного трансформатора от бросков тока // 97223
Камера сборная одностороннего обслуживания типа ксо 393а-вм (варианты) // 58806
Устройство активной защиты от магнитного поля промышленной частоты // 130124
Генератор переменного тока в катушке индуктивности // 59909
Изобретение относится к преобразовательной технике и может быть использовано, в основном, для получения радиочастотного магнитного поля в катушках индуктивности устройств переворота спина поляризованных нейтронов при физических исследованиях, где используются нейтронные пучки
Активный полосовой фильтр для акустики // 132652
Активный полосовой фильтр для акустики относится к области радио и электротехники и может быть использован в резонансных контурах радиоэлектронной аппаратуры.
Управление дуговым разрядом в трубопроводе
Изображение: Getty
Удар магнитной дуги определяется как отклонение сварочного присадочного материала внутри дуги, вызванное остаточным магнитным полем в трубах, что приводит к возникновению сил вокруг сварочной ванны. Иногда это называют блужданием дуги. Для работающих сварщиков важно понимать, какой уровень остаточного магнетизма можно допустить, и, если он слишком высокий, как справиться с проблемой.
Магнитные пределы
Было высказано много мнений о максимально допустимом уровне остаточного магнетизма и способах его измерения. В документе, основанном на исследовании Newport News Shipbuilding, говорится, что при силе около 40 Гс сварочная дуга может стать нестабильной, а в некоторых случаях даже погаснуть. Также предполагалось, что 40 Гс можно допустить, если будут соблюдаться определенные процедуры (например, балансировка уровня остаточного магнетизма на соседних концах труб). Без использования таких процедур я бы предположил, что максимально допустимый остаточный магнетизм должен быть намного ниже, между 5 и 7 Гс. Конечно, чем меньше магнетизм, тем легче будет сварка, поэтому в идеале этот уровень должен быть снижен до 0,9.0003
Без использования таких процедур я бы предположил, что максимально допустимый остаточный магнетизм должен быть намного ниже, между 5 и 7 Гс. Конечно, чем меньше магнетизм, тем легче будет сварка, поэтому в идеале этот уровень должен быть снижен до 0,9.0003
Исследования стабильности сварочной дуги были задокументированы еще в 1860 году, но почти все зарегистрированные работы были посвящены смягчению влияния остаточного магнетизма, а не размагничиванию, за исключением труб.
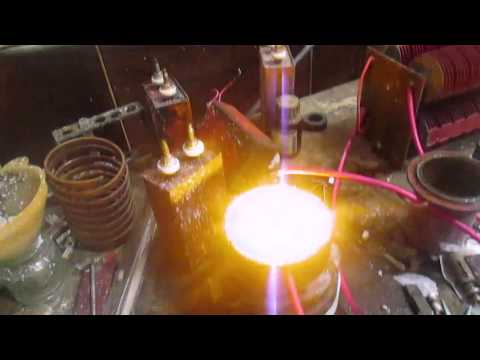
Остаточный магнетизм, превышающий 40 Гс, не является редкостью для линейных трубопроводов. На рис. 1 показан 24-дюймовый. труба готовится к сварке. Свисающие с трубы стальные детали указывают на наличие остаточного магнитного поля, которое делало сварку нецелесообразной. Остаточный магнетизм, о котором сообщил оператор, составлял 50 гаусс, при этом гауссметр находился на расстоянии 2 фута от конца трубы; это необычно высокий уровень магнетизма.
Существует множество причин остаточного магнетизма в трубах, и уровень может сильно различаться. Также, по-видимому, не существует какого-либо практического способа предотвращения намагничивания труб в ходе обычного процесса производства труб, нанесения покрытия и обращения с ними.
Также, по-видимому, не существует какого-либо практического способа предотвращения намагничивания труб в ходе обычного процесса производства труб, нанесения покрытия и обращения с ними.
Измерения
Электронные устройства, основанные на принципе эффекта Холла, являются наиболее широко известной технологией измерения остаточного магнетизма. Выходное напряжение датчика Холла прямо пропорционально напряженности магнитного поля через него. Часто считается, что цифровые устройства лучше аналоговых, но при измерении магнетизма трубопроводов их сложнее использовать.
Магнитометры специального назначения (см. рис. 2) были разработаны для облегчения измерения остаточного магнетизма в полевых условиях. Эти гауссметры очень эффективны, и оператору требуется всего несколько минут, чтобы обучить их правильному использованию. В качестве меры предосторожности счетчики следует подносить к концу трубы на расстоянии, чтобы избежать возможного повреждения счетчика, вызванного высоким уровнем магнитного поля.
Управление магнитным полем
Рисунок 1: Это 24-дюймовый. труба готовится к сварке. Свисающие с трубы стальные детали указывают на наличие остаточного магнитного поля, которое делало сварку нецелесообразной. Остаточный магнетизм, о котором сообщил оператор, составлял 50 гаусс, при метре гаусса в 2 футах от конца трубы – необычно высокий уровень магнетизма.
Если измерения показывают, что можно сваривать без дальнейшего размагничивания, существует несколько способов управления процессом сварки.
Один из подходов заключается в использовании более низкого напряжения дуги и наименьшего практического тока для рассматриваемого соединения. При изменении напряжения удару дуги противодействует сила дуги. Изменение сварочного тока, конечно, может потребовать снижения скорости дуги.
Другим вариантом может быть использование переменного тока (AC) для размагничивания, но это имеет ограниченное применение из-за «поверхностного» эффекта переменного тока (тенденция переменного тока распределяться таким образом, что плотность тока наибольшая вблизи поверхности проводника и экспоненциально уменьшается с увеличением глубины). С другой стороны, использование соответствующим образом импульсного постоянного тока (DC) размагничивает всю толщину, и тогда труба остается размагниченной в течение длительного периода времени.
С другой стороны, использование соответствующим образом импульсного постоянного тока (DC) размагничивает всю толщину, и тогда труба остается размагниченной в течение длительного периода времени.
Устранение магнитного поля
При очень высоких показаниях Гаусса важно размагничивать трубу, а не принимать меры по смягчению последствий. Доступны различные типы устройств размагничивания, которые используют переменный или постоянный ток. Исследования показали, что устройства постоянного тока лучше подходят для больших компонентов, потому что полям переменного тока не хватает проникновения для удаления внутренней остаточной намагниченности (как упоминалось выше).
Теперь можно уменьшить остаточный магнетизм трубы практически до нуля, используя импульсный постоянный ток. Эти импульсы постоянного тока не только размагничивают концы трубы, но и остаются размагниченными, как правило, в течение нескольких дней. Например, используя свое оборудование для размагничивания серии WDV, компания Western Instruments тестировала трубу с наружным диаметром 10¾ дюйма в течение 10 дней с использованием магнитометра на эффекте Холла, и не произошло заметного повторного намагничивания по всей толщине стенки трубы.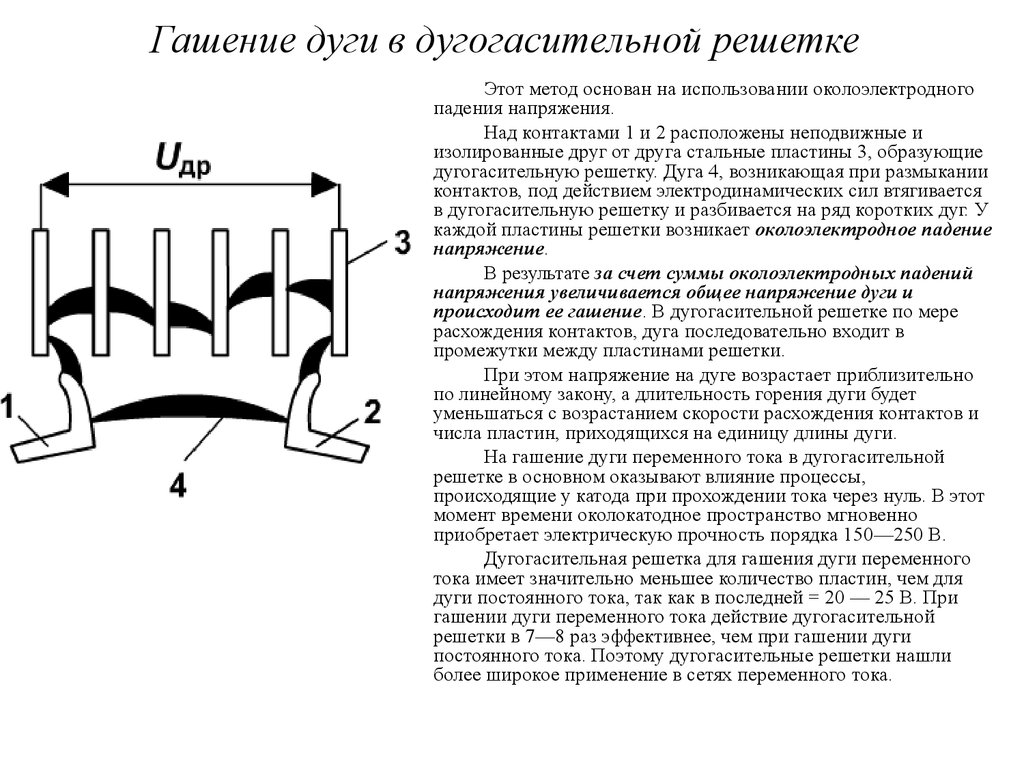 Это особенно удобно при работе с трубопроводом, поскольку труба может быть размагничена задолго до того, как сварщики приступят к сварке. На рис. 3 показано, как это устройство используется на 16-дюймовом мониторе. труба на трассе трубопровода. Катушки WDV изготавливаются с внутренним диаметром от 8½ до 62 дюймов, но они могут размагничивать трубы гораздо меньшего диаметра, чем внутренний диаметр. Например, катушка с внутренним диаметром 25 дюймов может размагнитить трубу диаметром примерно до 2 дюймов.
Это особенно удобно при работе с трубопроводом, поскольку труба может быть размагничена задолго до того, как сварщики приступят к сварке. На рис. 3 показано, как это устройство используется на 16-дюймовом мониторе. труба на трассе трубопровода. Катушки WDV изготавливаются с внутренним диаметром от 8½ до 62 дюймов, но они могут размагничивать трубы гораздо меньшего диаметра, чем внутренний диаметр. Например, катушка с внутренним диаметром 25 дюймов может размагнитить трубу диаметром примерно до 2 дюймов.
Операторы обычно могут быть обучены работе с этим оборудованием за короткое время. С помощью оборудования WDV можно уменьшить остаточное магнитное поле на концах трубы менее чем за минуту всего за один импульс при правильной подготовке.
Возможности, создаваемые правильным процессом размагничивания, могут быть значительными, а при правильном применении они могут иметь еще больший эффект. Например, было создано управляемое компьютером устройство с 16 нестандартными катушками, чтобы индуцировать особую и уникальную картину намагничивания. Такая система может быть построена для размагничивания всей трубы за короткое время, если возникнет такая необходимость.
Такая система может быть построена для размагничивания всей трубы за короткое время, если возникнет такая необходимость.
При сварке трубопроводов, где около 80% затрат на сварку приходится на рабочую силу, инструменты, которые могут значительно снизить трудозатраты и уменьшить дефекты сварных швов труб, могут изменить правила игры. Выбор правильных катушек размагничивания может сократить время сварки, частоту дефектов и ремонт.
Алекс Палинчук является членом Канадского Зала нефтяной славы, CSSE и основателем Western Instruments, 26509 Township Road 543, Sturgeon County, Alta. T8T 1M1, 780-459-6720, [email protected], www.westerninstruments.com. Рекомендации предоставляются по запросу.
| |||
Добро пожаловать на крупнейший в мире веб-сайт по сварке MIG, порошковой проволокой и сварке TIG. Этот веб-сайт был впервые создан в 1997 году Эдом Крейгом. Свяжитесь с Эд. [email protected] | |||
МИГ И ДУГОВАЯ СВАРКА С ФЛЮСНОЙ ПРОШИВКОЙ». Автор: Эд Крейг www.weldreality.com
| |||
| наверх |
 Контроль процесса сварки и лучшие методы сварки. Чтобы выявить первопричину проблем со сваркой GMAW (MIG) и порошковой проволокой (FCAW), требуется управление процессом сварки — передовой опыт и множество Weld Reality. Сайт предоставляет информацию и данные о сварке MIG – Flux Cord и TIG, необходимые для достижения максимально возможного качества ручной и роботизированной сварки, всегда при минимально возможных затратах на сварку.
Контроль процесса сварки и лучшие методы сварки. Чтобы выявить первопричину проблем со сваркой GMAW (MIG) и порошковой проволокой (FCAW), требуется управление процессом сварки — передовой опыт и множество Weld Reality. Сайт предоставляет информацию и данные о сварке MIG – Flux Cord и TIG, необходимые для достижения максимально возможного качества ручной и роботизированной сварки, всегда при минимально возможных затратах на сварку. Удар дуги может быть
в результате искажения магнитных полей, создаваемых сварочным током.
Удар дуги может быть
в результате искажения магнитных полей, создаваемых сварочным током.  не диагностируется как причина конкретной проблемы со сваркой, особенно в роботизированной ячейке.
Прорыв дуги наиболее заметен в сильноточном режиме MIG с распылением на открытой дуге.
и в гораздо меньшей степени импульсные режимы переноса MIG. Удар дуги также распространен
со сварными швами с флюсовой проволокой и постоянным током, SMAW > 230 ампер.
не диагностируется как причина конкретной проблемы со сваркой, особенно в роботизированной ячейке.
Прорыв дуги наиболее заметен в сильноточном режиме MIG с распылением на открытой дуге.
и в гораздо меньшей степени импульсные режимы переноса MIG. Удар дуги также распространен
со сварными швами с флюсовой проволокой и постоянным током, SMAW > 230 ампер. 
 Чтобы назвать несколько, дуговой удар влияет
посредством;
Чтобы назвать несколько, дуговой удар влияет
посредством;  угловой шов по направлению к внутреннему углу, чтобы уменьшить удар дуги, когда вы направляетесь к
тот угол;
угловой шов по направлению к внутреннему углу, чтобы уменьшить удар дуги, когда вы направляетесь к
тот угол;  Также можно использовать два импульсных режима с пиковым
и фоновое заземление, установленное по-разному с помощью электроники источника питания. Как мы видим
использование электронных источников питания переменного тока MIG, два источника питания переменного тока могут использовать
использование другого фазового сдвига или соединения Скотта для минимизации дугового разряда.
Также можно использовать два импульсных режима с пиковым
и фоновое заземление, установленное по-разному с помощью электроники источника питания. Как мы видим
использование электронных источников питания переменного тока MIG, два источника питания переменного тока могут использовать
использование другого фазового сдвига или соединения Скотта для минимизации дугового разряда. 
 Это причина, по которой высокоэнергетический аргон
– 20-процентная смесь CO2 лучше подходит для высокоскоростных приложений, чем более низкая
энергия (более узкая, менее плотная, менее энергетическая плазма) 10 % смесь CO2, смесь аргона и кислорода
или три смеси, содержащие < 10 CO2 и окси.
Это причина, по которой высокоэнергетический аргон
– 20-процентная смесь CO2 лучше подходит для высокоскоростных приложений, чем более низкая
энергия (более узкая, менее плотная, менее энергетическая плазма) 10 % смесь CO2, смесь аргона и кислорода
или три смеси, содержащие < 10 CO2 и окси. 

Экспериментальное исследование удара магнитной дуги при плазменно-дуговой резке
- title={Экспериментальное исследование удара магнитной дуги при плазменной резке},
автор = {Ёсихиро Ямагути, Юсуке Катада, Такеру Ито, Ёсихико Уэсуги, Ясунори Танака и Тацуо Исидзима},
journal={Сварка в мире},
год = {2014},
громкость = {59},
страницы = {45-51}
}
- Y. Yamaguchi, Yusuke Katada, T. Ishijima
- Опубликовано в 2014 г.
- Материаловедение
- Сварка в мире
Кислородно-плазменная дуговая резка широко используется в различных областях промышленности. В случае резки намагниченных пластин магнитное поле концентрируется вокруг фронта резки по мере продвижения резки, а электромагнитная сила, вызванная утечкой магнитного поля, отклоняет струю плазмы.
 Отклоненная плазменная струя приводит к ухудшению качества резки, а иногда и к повреждению электрода и сопла из-за аномального разряда двойной дуги. Это явление называется дуновением магнитной дуги, и оно…
Отклоненная плазменная струя приводит к ухудшению качества резки, а иногда и к повреждению электрода и сопла из-за аномального разряда двойной дуги. Это явление называется дуновением магнитной дуги, и оно… Взгляд на Springer
kanazawa-u.repo.nii.ac.jpНовые разработки по снижению дугового дутья при РДСП трубопроводов
В ряде случаев магнитный дутье не позволяет использовать постоянный ток для дуговой сварки защищенным металлом. Особенно это касается ремонтных работ на трубопроводах после магнитной дефектоскопии. Alternating…
Влияние фазы тока на высокоскоростную импульсную сварку MIG с тандемной проволокой
Создана модель распределения магнитного поля импульсной высокоскоростной сварки MIG с тандемной проволокой, а также модель электромагнитного воздействия на каплю. Путем анализа параметров магнитного поля…
Магнитное поле, создаваемое во время спекания с помощью электрического тока: от проблем охраны здоровья и безопасности до эффектов силы Лоренца
- Huaijiu Deng, Jian Dong, F.
 Boi, T. Saunders, Chunfeng Hu, S. Grasso
Boi, T. Saunders, Chunfeng Hu, S. Grasso Физика
Металлы
- 2020
Возобновление интереса к электромагнитной обработке материалов в последнее десятилетие побудило к ряду исследований взаимодействия материи, электрических и магнитных полей. Эти эффекты…
Влияние тока плазмы на поверхностные дефекты плазменной сварки MIG в криогенных алюминиевых сплавах
- Hee-Keun Lee, Sang-hyeon Park, C. Kang
Материаловедение
- 2015
Исследование характеристик сигнал тестирования магнитной памяти на основе поля концентрации напряжений - Б. Лю, Яо Ю. Хе, Хай Чжан, Х. Фернандес, Ин Фу, С. Малдаг
Материаловедение
- 2017
- Патель П.
 , Накум Бхавдип, Абхишек К., Ракеш В. Кумар
, Накум Бхавдип, Абхишек К., Ракеш В. Кумар Материаловедение
- 2018
- Бин Лю, Ю. Цао, Хай Чжан, Ю. Линь, В. Р. Сун, Б. Сюй
Материаловедение, физика
- 2015
- A. Mougo, Guilherme Amaral do Prado Campos, Juan Carlos Assis da Silva, Felipe Oliveira Arydes
Materials Science
ABM Proceedings
- 2019
- Р.
 Рейс, Д. Соуза, А. Скотти
Рейс, Д. Соуза, А. Скотти Материаловедение физика дуги и описательные модели используются для объяснения многих явлений, связанных с дуговой сваркой. Однако в связи со сложностью темы остаются сомнения…
Физика сварки
- Дж. Ланкастер
Материаловедение
- 1984
Более глубокое понимание физики сварки ведет к улучшению применения и контроля сварочных процессов. За этим может последовать дальнейший рост производительности сварки. Электрическая дуговая сварка, высокая…
Magnetic Arc Blower – Причины и средства правовой защиты
- P. Blakeley
Материаловая наука
- 1992
Процесс ARC и Applaatus
Технология контроля магнитной памяти металла эффективно применяется в зонах концентрации напряжений и обнаружении микротрещин в ферромагнитных металлических компонентах. Однако из-за отсутствия глубоких…
Оптимизация производительности обработки при плазменно-дуговой резке стали AISI D2: применение FIS, нелинейной регрессии и алгоритма оптимизации JAYA
Работа посвящена оценке оптимальных режимов обработки, которые могли бы одновременно удовлетворять нескольким показателям эффективности процесса при обработке стали AISI D2. Основная характеристика…
Слабое рассеяние магнитного потока: возможный метод исследования дефектов трубопровода, расположенных как внутри, так и снаружи конструкций
ESTUDO DA QUALIDADE DO CORTE A PLASMA AUTOMATIZADO PARA O AÇO AISI 304
que manual, qualidade formação diferentes velocidades e alturas Os resultsados demonstram os parametros e ajustes para cortes mais precisos Palavras-chave: Corte a Plasma; автоматический; Асо AISI 304,…
Обзорный документ по изучению и оптимизации параметров процесса плазменно-дуговой резки
: Процесс плазменно-дуговой резки был разработан для труднообрабатываемых материалов, чтобы преодолеть неэффективность и неэффективность обычного метода обработки, когда речь идет о сложных…
Поведение металла при ступенчатом напылении на основе КМТ при изготовлении наклонных элементов
ПОКАЗЫВАЕТСЯ 1-10 ИЗ 11 ССЫЛОК
СОРТИРОВАТЬ ПОRelevanceMost Influenced PapersRecency
Модели для описания плазменной струи, траектории дуги и формирования дуги при дуговой сварке
ARC MEDENCARE и Applaysus
ARC Method и Applaatus
ARC ARC. заявка на патент P2006247733A
- 2006
Метод процесса и аппарат дуговых процессов, японский опубликованный приложение для патента P2006-247733A
- 2006
ARC-метод.
