Что такое пассивация: что это, особенности процесса и виды пассивирования
alexxlab | 11.03.1985 | 0 | Разное
что это, особенности процесса и виды пассивирования
Пассивацией металла называют особые виды обработки, при которых на его поверхности образуются тонкие слои антикоррозийных соединений. В зависимости от метода пассивизации, для создания такой оксидной поверхностной плёнки могут быть использованы химические растворы или электрохимические процессы.
Бело-голубая пассивация
9-12 мкмЖелто-радужная пассивация 9-12 мкм
Черная пассивация
9-12 мкм
Бело-голубая пассивация 9-12 мкм
Желто-радужная пассивация 9-12 мкм
Черная пассивация 9-12 мкм
Коррозия – главная причина снижения срока эксплуатации изделий из металла
Несмотря на прочность большинства металлов, они подвержены окислению в результате воздействия влаги и кислорода. Влияние агрессивной среды приводит к образованию налета на поверхности материала, который разрушает его структуру, постепенно поражая более глубокие слои. В результате металл теряет свои прочностные свойства, и изделие становится непригодным для дальнейшего применения.
В результате металл теряет свои прочностные свойства, и изделие становится непригодным для дальнейшего применения.
Пассивизация: сталь приобретает свойства золота
Целью пассивирования является создание на поверхности металла рукотворной «анти ржавчины», которая снижает химическую активность материала.
В ходе этой процедуры внешний слой обрабатываемых материалов приобретает характеристики, которые делают их сходными с благородными металлами – они становятся устойчивыми к окислению и другим агрессивным воздействиям.
Нужно отметить, что универсальных способов пассирования не существует – каждому металлу нужен свой подход. На практике это отражается в составлении специальных составов электролитов, разработке индивидуальных режимов воздействия и расчете показателей тока для каждой отдельной процедуры пассивизации металла.
Для создания фазовых или адсорбционных плёнок, образующих плотный барьер для коррозии, используется электрохимический или химический метод.
Электрохимический способ: использование электролита и тока
Данный метод основан на изменении свойств металлов при их погружении в электролит и гальванизации. При этом для каждого отдельного случая электролит подбирается индивидуально. Анодом служит металл, который по своим химико-физическим параметрам отвечает задачам пассирования.
Металл погружается в ванну с электролитом, после чего подаётся поляризующий ток заданного силы и напряжения. Результатом процедуры является появление на поверхности изделия плёнки, препятствующей возникновению обратного «ионного тока». Это способствует образованию оксидного слоя, который успешно противостоит воздействию окислителей.
Электрохимический метод применяют для пассирования меди с помощью хромосодержащих составов. Для создания оксидной плёнки на цинке используют серную кислоту и дихромат натрия, для алюминия – фторводородный состав.
Химический способ: окислить, чтобы защитить от окисления
Этот метод подразумевает использование растворов окислителей, которые при взаимодействии с металлом образуют на его поверхности оксидную плёнку. Чтобы процесс был контролируемым, и окисление не затронуло более глубокие слои, применяются специальные составы-нейтрализаторы.
Чтобы процесс был контролируемым, и окисление не затронуло более глубокие слои, применяются специальные составы-нейтрализаторы.
Процедура химического пассирования включает в себя следующие этапы:
- зачистка поверхности при помощи абразивных материалов с последующим обезжириванием;
- смывание обезжиривающих составов сначала горячей, затем холодной водой;
- нанесение реагента на заданный период времени;
- использование кальцинированной соды в качестве нейтрализатора химического пассиватора;
- промывка в холодной воде поточным методом, сушка тёплым воздухом;
- использование оптических датчиков для контроля свойств поверхности.
Если инструментальный и визуальный контроль даёт неудовлетворительные результаты, то процедуру повторяют заново, начиная с первого шага.
Свойства металла после пассирования
Данная процедура приводит к образованию на поверхности металла химически стабильного слоя, устойчивого к коррозии. Изделия из пассивированного металла имеют более длительный срок службы. Если пассирование проводилось с использованием хроматов, то их поверхность, ко всему прочему, будет обладать повышенной устойчивостью к механическим воздействиям. Нужно отметить, что у оксидного слоя есть свой предел прочности и его механическое повреждение приводит к последующему появлению коррозии.
Изделия из пассивированного металла имеют более длительный срок службы. Если пассирование проводилось с использованием хроматов, то их поверхность, ко всему прочему, будет обладать повышенной устойчивостью к механическим воздействиям. Нужно отметить, что у оксидного слоя есть свой предел прочности и его механическое повреждение приводит к последующему появлению коррозии.
Услуги ПЗКИ по пассивизации металла
ООО «Первый Завод Крепежных Изделий» предлагает профессиональную услугу химической и электрохимической пассивизации металла. В ПЗКИ можно заказать пассирование различных металлов по умеренным ценам.
В частности, наше предприятие проводит:
Черную пассивизацию. Процедура проводится по электрохимическому методу – изделия и материалы с цинковым покрытием погружаются в составы на основе хроматов, при гальванизации на поверхности образуется защитная оксидная плёнка. Она представляет собой химически устойчивый барьер от воздействия атмосферных и иных факторов, а также улучшает внешний вид изделия. Толщина слоя – 9-12 мкм.
Толщина слоя – 9-12 мкм.
Бело-голубую пассивацию металла. Для этой цели используют специальный состав, который при погружении в него металлоконструкции приводит к образованию на ней защитной глянцевой плёнки голубого цвета. Покрытие имеет толщину 9-12 мкм и отличается равномерностью, устойчиво к воздействию влаги и обесцвечиванию.
Желто-радужную пассивацию. Данный вид обработки оцинкованной поверхности изделий из металла может сочетаться с хроматированием, что и приводит к её окрашиванию в желто-радужный цвет. При этом металл погружается в специальный состав, содержащий хроматы и биохроматы. Защитный слой имеет толщину 9-12 мкм.
Всю необходимую информацию по специфике проведения указанных процедур, их стоимости, сроках выполнения заказа вы можете получить по телефону, указанному на сайте. Воспользуйтесь услугой заказа звонка, и наши специалисты вам перезвонят в самое короткое время.
Техническая консультация
Задайте вопрос нашим техническим специалистам, отправьте чертеж или сделайте заявку.
Задать вопрос
Заказать звонок
Пассивация стали, цинка. Химическая пассивация. Виды.
Содержание статьи
- Пассивация
- Процесс
- Виды пассивации
- Пассивация материала
- Сталь
- Медь
- Цинк
- Железо
В современном мире используется большое количество методов для предотвращения образования коррозии на поверхности разных видов металлов. Вещества, которые для этого применяются, покрывают поверхность тонкой пленкой, которая не дает металлам окисляться. По толщине защитная пленка быть разной. Она зависит от наносимого на металлы состава. Также для проведения процедуры защиты металлов от коррозии применяются методы, которые основаны на изменении их свойств. Пассивация относится именно к такой категории процессов.
Пассивация поверхностей
Практически все металлы являются достаточно прочными материалами. Однако на их структуру и общее состояние может повлиять обычный кислород или жидкость. Под влиянием агрессивной среды на поверхности металлических изделий скапливается налет, который представляет собой коррозию. Он опасен тем, что под его влиянием структура металла разрушается, и изделие из него становится непригодным для дальнейшего использования.
Под влиянием агрессивной среды на поверхности металлических изделий скапливается налет, который представляет собой коррозию. Он опасен тем, что под его влиянием структура металла разрушается, и изделие из него становится непригодным для дальнейшего использования.
В современном мире широкое применение нашла пассивация. Она представляет собой не легкую процедуру. С этим справиться без определенных знаний практически невозможно. Процедура заключается в том, чтобы растворить верхнюю часть металла при помощи анода. При этом молекулы распадаются на вещества, которые обладают разным уровнем заряда. Для того чтобы ионы приобрели упорядоченный вид к металлу проводят электрический ток с низким уровнем напряжения, который составляет всего 6-12 вольт.
Ионы делятся на положительно заряженные и отрицательно заряженные. Во время прохождения через металл электрического тока положительно заряженные частицы стремятся к катоду, а отрицательно заряженные к аноду. Именно на аноде образуются оксиды металлов, которые и являются результатом расщепления верхнего металлического слоя. В итоге на поверхности обрабатываемого металла появляется очень тонкая защитная пленка, которая обладает уникальными защитными качествами.
В итоге на поверхности обрабатываемого металла появляется очень тонкая защитная пленка, которая обладает уникальными защитными качествами.
Пассивация направлена на то, чтобы сделать активность металла меньше. Он становится пассивным и практически не подвергается влиянию окружающей среды.
В современных отраслях промышленности данная процедура является достаточно востребованной. Она помогает защищать металлические поверхности от появления коррозии. Процесс пассивации применяется в тех ситуациях, когда есть необходимость в тщательной подготовке поверхности для нанесения лакокрасочного покрытия. Также данная процедура является незаменимой на тех предприятиях, где металлическим предметам приходится очень часто осуществлять взаимодействие с агрессивной окружающей средой.
Пассивация металлов является полезной процедурой, которая делает эти вещества пассивными. Она позволяет им сохранять свои свойства на длительное время. Тонкая пленка обладает отличным уровнем защиты, который придает металлам дополнительную прочность и твердость.
Процесс пассивации
Процедуру пассивации можно осуществлять на производственных предприятиях или в домашних условиях.
Она состоит их нескольких этапов:
- Подготовка материала
Перед любыми процедурами по защите металлических поверхностей от коррозии используется их подготовка. Она заключается в том, чтобы сделать поверхность максимально более чистой, чтобы наносимым на поверхность металлов веществам было легче проникать в их структуру. Для начала следует удалить с металла все загрязнения. Сделать это можно путем мыться и отшкуривания при помощи наждачной бумаги.
- Приготовление электролита
На втором этапе необходимо подготовить вещество, которое будет способствовать под воздействием небольшого тока образованию тонкой пленки, защищающей от коррозийного налета.
- Проведение электрического тока
На данном этапе необходимо провести электрический ток с небольшим уровнем напряжения.
Важно: Для достижения наилучшего результата величина электрического напряжения не должна быть более двенадцати градусов.
- Обработка металла после процедуры пассивации
На заключительном этапе проводится проверка металла на прочность. Поверяется его устойчивость к влиянию окружающей среды.
Виды пассивации
В настоящее время по способу проведения пассивации выделяются следующие виды пассивации:
Данный вид пассивации заключается в том, чтобы нанести на поверхность металла солей и кислых растворов наряду с электролитом. В итоге проведения данной процедуры на поверхности металла оседают заряженные частицы, которые образую тонкую пленку, обеспечивающую надежную защиту от коррозии.
Данная процедура подразумевает обработку металлов химическими реагентами, которые образуют на их поверхности защитную пленку. Для этого применяются растворы, которые состоят из никеля, хрома и других элементов. Они делают структуру металла более плотной и твердой.
Пассивация металла
По видам металлов пассивация может быть представлена такими процессами, как:
-
Пассивация стали
Данный вид пассивации применяется на многочисленных производственных предприятиях. Он дает возможность после обезжиривания поверхности наносить на поверхность металла активных веществ, которые сделают металла пассивным. Изделия из обработанной таким образом стали получаются прочными долговечными.
Он дает возможность после обезжиривания поверхности наносить на поверхность металла активных веществ, которые сделают металла пассивным. Изделия из обработанной таким образом стали получаются прочными долговечными.
Видео пассивации стали.
-
Пассивация меди
Для данного вида пассивации характерно использование растворов, сделанных на основе хрома. Данное вещество образует на поверхности плотную пленку, которая делает металла более прочным.
-
Пассивация цинков
В настоящее время не редко используется пассивации цинка. Стоит отметить, что во время данной процедуры необходимо быть предельно внимательным, чтобы пленка покрытия была максимально тонкой. Это нужно по той причине, что у цинковых изделий толщина материала итак не относится к разряду больших. Если пленка будет толстой, то толщина металла еще уменьшится.
Видео пассивации цинков.
-
Пассивация железа
Железо является одним из самых известных металлов, которые подвержены образованию на их поверхности коррозии. Именно по этой причине для защиты изделий из данного материала рекомендуется использовать специализированные методы. Пассивация данного металла проводится в растворе серной кислоты. В результате на поверхности металла образуется тонкая защитная пленка.
Пассивация (пассивирование) металлов: технология и методы
- Чем обусловлена высокая коррозионная устойчивость нержавеющих сталей
- Причины возникновения коррозии
- Виды коррозии
- Пассивирование нержавейки
Несмотря на то, что нержавеющая сталь отличается высокой устойчивостью к коррозии, дополнительная защита, которую позволяет получить такая технологическая операция, как пассивация, для нее желательна. В отдельных случаях, когда большому риску развития коррозии подвержены даже изделия, изготовленные из нержавеющей стали, необходимость в выполнении такой процедуры не вызывает сомнений.
В отдельных случаях, когда большому риску развития коррозии подвержены даже изделия, изготовленные из нержавеющей стали, необходимость в выполнении такой процедуры не вызывает сомнений.
Примеры нержавеющих поверхностей, подвергнутых коррозии, и результаты проведенной пассивации
Чем обусловлена высокая коррозионная устойчивость нержавеющих сталей
Суть такого явления, как коррозия, состоит в том, что поверхность металла под воздействием негативных внешних факторов и окружающей среды начинает разрушаться. Что характерно, коррозия из-за постоянного окисления поражает металл слой за слоем, постепенно разрушая внутреннюю структуру стали. Во многих случаях локализовать пораженные участки внутренней структуры металла уже не имеет смысла, поэтому стальные изделия приходится заменять на новые.
Пассивирование (или пассивация) как технология, позволяющая обеспечить надежную защиту стали от коррозии, лежит в основе создания такого уникального металла, каким является нержавеющая сталь. В химическом составе преимущественного большинства сталей, относящихся к нержавеющей категории, могут содержаться различные элементы:
В химическом составе преимущественного большинства сталей, относящихся к нержавеющей категории, могут содержаться различные элементы:
- никель;
- молибден;
- кобальт;
- ниобий;
- марганец.
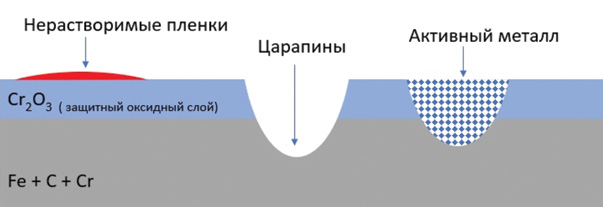
Однако основным легирующим элементом таких сталей, количество которого в их составе может варьироваться в пределах 12–20%, является хром. Добавление различных легирующих элементов в состав нержавеющих сталей позволяет придать им требуемые физико-химические характеристики, но именно хром отвечает за коррозионную устойчивость стального сплава.
Влияние хрома на свойства нержавеющей стали
Нержавеющие стальные сплавы, в составе которых содержится 12% хрома, проявляют высокую коррозионную устойчивость только при взаимодействии с окружающим воздухом. Если количество хрома в химическом составе нержавеющей стали увеличить до 17%, то изделия из нее смогут спокойно взаимодействовать с азотной кислотой, не утрачивая при этом своих эксплуатационных характеристик.
Чтобы сделать металл устойчивым к еще более агрессивным средам, к числу которых относятся соляная, серная и другие кислоты, в нем не только увеличивают количественное содержание хрома, но и добавляют в его состав такие элементы, как медь, молибден, никель и др. Иными словами, выполняют пассивирование металла, то есть увеличивают его пассивность к коррозионным процессам.
В процессе пассивации зоны сварочного шва образуется прочная пленка
Пассивация, при которой в химический состав нержавеющей стали добавляют соответствующие легирующие элементы, – это не единственное условие высокой коррозионной устойчивости металла. Чтобы защитные свойства нержавеющей стали оставались на высоком уровне, оксидная пленка на ее поверхности, состоящая преимущественно из оксида хрома, должна быть целой, иметь однородный химический состав и толщину.
Причины возникновения коррозии
Несмотря на то, что в химическом составе нержавеющей стали должны содержаться пассиваторы, значительно повышающие ее коррозионную устойчивость, ее поверхность и внутренняя структура могут подвергаться коррозии.
Основной причиной, по которой нержавеющая сталь начинает разрушаться, является недостаточное или неравномерное содержание в ее химическом составе хрома. Вызвать коррозию также может контакт с металлом, который отличается значительно меньшей устойчивостью к окислению. Часто подвергаются разрушению изделия из нержавейки, которые были соединены между собой по технологии сварки.
Коррозия труб полотенцесушителя, возникшая по причине недобросовестного исполнения сварочного шва производителем
Что характерно, даже если нержавеющая сталь отличается очень высоким качеством, после сварки она может покрыться слоем ржавчины. Чтобы избежать таких негативных явлений, сварные швы, при помощи которых выполнено соединение изделий из нержавейки, необходимо тщательно зачищать и полировать. Такая процедура позволяет удалить с поверхности сварного шва и самих изделий из нержавейки остатки менее устойчивого к коррозии металла, который был использован для выполнения сварочных работ.
Очень часто на поверхность нержавейки частички менее устойчивого к коррозии металла попадают и в тех случаях, когда его обработка выполняется в непосредственной близости от стальных изделий. Так, если рядом пилят, шлифуют или выполняют другие виды обработки обычного металла, то его частички, попав на нержавеющую сталь, обязательно станут источниками ее коррозии. На нержавейке они могут появиться и в том случае, если вы решите выполнить ее обработку инструментом, который до этого взаимодействовал с обычным металлом. Именно поэтому инструменты, особенно относящиеся к режущему типу, желательно использовать для выполнения обработки только однотипных материалов.
Коррозия вытяжки из нержавеющей стали, произошедшая вследствие чистки изделия железной щеткой
Однако, конечно, наиболее критичным местом на поверхности изделий из нержавейки с точки зрения возникновения и развития коррозионных процессов является сварной шов. Именно поэтому важны не только тщательная зачистка, шлифовка и полировка места сформированного сварного соединения, но и его пассивация, для чего используются различные кислотные растворы.
Пассивация (химическое пассивирование), как правило, выполняется с применением раствора, основу которого составляет азотная кислота. Обработка таким раствором тщательно подготовленного участка изделия из нержавеющей стали позволяет сформировать оксидную пленку, отличающуюся высокой пассивностью к коррозионным процессам.
Обработка сварных соединений на нержавейке, после которой и выполняется химическое пассивирование, осуществляется при помощи металлической щетки и шлифовальной машинки. При этом, как уже говорилось выше, важно следить за тем, чтобы используемые при пассивации инструменты не реагировали до этого с обычным металлом, частички которого могут стать источником развития коррозионных процессов.
Чтобы проверить, не присутствует ли на поверхности нержавейки включений обычного металла, можно воспользоваться двумя способами.
Места на поверхности изделия, на которых присутствуют включения свободного железа, после выполнения такой обработки сразу окрасятся в синий цвет. Следует отметить, что такой способ проверки используют преимущественно в условиях производственных лабораторий.
Смачивание обычной водойИзделие выдерживают в таком состоянии на протяжении нескольких часов. Если на нержавейке присутствуют включения свободного железа, то участки с такими включениями начнут покрываться ржавчиной.
Виды коррозии
Несмотря на то, что коррозионный процесс приводит практически к одинаковым последствиям, причины, ее вызывающие, могут быть различными. Наиболее частой причиной коррозии изделий из нержавейки, используемых в бытовых условиях, является применение для их чистки средств, содержащих в своем химическом составе значительное количество хлора. Такие средства активно способствуют разрушению оксидной пленки на металле, что приводит к развитию коррозионного процесса на всей его поверхности (т.е. общей коррозии).
Такие средства активно способствуют разрушению оксидной пленки на металле, что приводит к развитию коррозионного процесса на всей его поверхности (т.е. общей коррозии).
Щелевая коррозия нержавейки возникает в тех случаях, когда детали из такого металла длительное время соприкасаются между собой. Коррозия данного типа, что характерно, часто начинает развиваться в местах крепежа. Различают также точечную коррозию, которую часто называют питтинговой. Она возникает в тех случаях, когда оксидная пленка на нержавейке повреждена механическим способом.
Коррозия нержавейки под водой проявляется в большей степени в местах соединения деталей
Если нержавейка контактирует с разнородным для нее металлом в токопроводящей среде, начинает развиваться коррозия, которая получила название гальванической. Этому процессу наиболее подвержены изделия из нержавеющих сталей, эксплуатируемые в морской воде и при этом контактирующие с металлами, отличающимися меньшей степенью легирования.
Межкристаллитная коррозия – очень распространенное явление, возникающее в тех случаях, когда изделие из нержавеющей стали было подвергнуто значительному перегреву. При сильном нагреве (свыше 500°) на границах кристаллической решетки нержавеющей стали формируются карбиды хрома и железа, которые и становятся причиной снижения прочности металла.
Коррозия нержавеющей стали может возникать из-за применения хлоросодержащих чистящих составов
Различают также эрозивную коррозию, которая возникает, если нержавейка постоянно находится под воздействием абразивной среды. Постоянно воздействуя на поверхность металла, частички такой среды разрушают защитную оксидную пленку, которая не успевает восстанавливаться.
Пассивирование нержавейки
Обеспечить такие условия эксплуатации изделий из нержавеющей стали, чтобы они не контактировали с другими металлами и агрессивными средами, а также не подвергались механическим повреждениям, практически невозможно.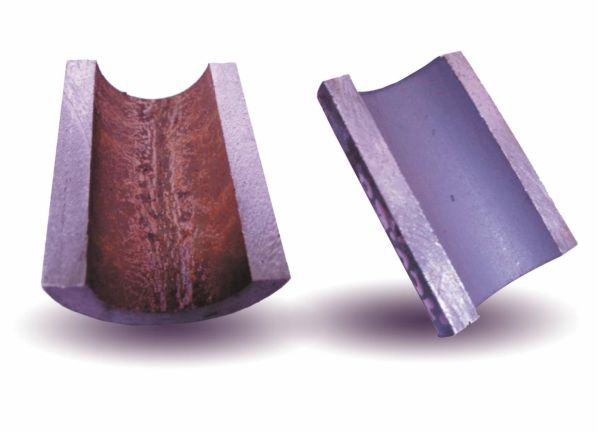 Именно поэтому необходима упомянутая выше технологическая операция – пассивирование. Дополнительную степень защиты, которую обеспечивает пассивирование (пассивация), часто стараются обеспечить:
Именно поэтому необходима упомянутая выше технологическая операция – пассивирование. Дополнительную степень защиты, которую обеспечивает пассивирование (пассивация), часто стараются обеспечить:
- трубным конструкциям из нержавейки;
- крепежным элементам;
- корпусным элементам конструкций и механизмов, эксплуатируемых в морской воде.
Между тем пассивация не всегда целесообразна даже для изделий подобного назначения.
Пассивирование сварочного шва нержавейки
Пассивирование, хотя и является методом обработки нержавеющей стали, способным обеспечить ее дополнительной защитой от коррозии, во многих случаях является нецелесообразным и даже может ухудшить защитные свойства стали. Поэтому прежде чем выполнять пассивацию, следует проанализировать условия, в которых будет эксплуатироваться изделие, чтобы однозначно решить, нужна ли его поверхности дополнительная защита.
Пассивация, если решение о ее выполнении принято, должна обеспечивать получение цельного и равномерного по толщине защитного слоя, что достигается строгим соблюдением технологического процесса. Как правило, пассивацию выполняют в тех случаях, когда дополнительная защита необходима внешней, а не внутренней поверхности изделия из нержавеющей стали.
Как правило, пассивацию выполняют в тех случаях, когда дополнительная защита необходима внешней, а не внутренней поверхности изделия из нержавеющей стали.
Суть такого процесса, как пассивация, заключается в том, что поверхность изделия из нержавеющей стали обрабатывают специальным раствором, основу которого составляет азотная, а в некоторых случаях и лимонная кислота. Иногда такой раствор могут дополнять незначительным количеством (2-6%) бихромата натрия. Химический состав такого раствора, а также такие параметры, как температура нагрева и время выдержки, зависят от марки обрабатываемой нержавеющей стали.
Пассивация металла: что это такое – химическое пассивирование стали, пассивированный хим слой поверхности, пассивировать электрохимическую пленку, пассиватор покрытия
08Июл
Содержание статьи:
- Суть процедуры и ее общее описание
- Применение пассировки металла
- Виды пассивации
- Хим пассивирование
- Электрохимическая пассивация оборудования
- Причины устойчивости металлов
- Причины образования коррозии
- Виды коррозии
- Как получается пассированная поверхность: технология процесса
- Подготовка к процедуре
- Как проходит сам процесс
- Какой раствор использовать
- Свойства изделия после обработки
- Содержание растворов
Сегодня уделим внимание одному из способов защиты детали от ржавчины. Рассмотрим, что такое пассивация металла: это создание на поверхности заготовки тонкой солевой или оксидной пленки, предотвращающей коррозию, но как проходит данный процесс? Какие виды и способы достижения результата существуют? Что за материалы при этом используются? Ниже предоставим ответы на эти важные вопросы.
Рассмотрим, что такое пассивация металла: это создание на поверхности заготовки тонкой солевой или оксидной пленки, предотвращающей коррозию, но как проходит данный процесс? Какие виды и способы достижения результата существуют? Что за материалы при этом используются? Ниже предоставим ответы на эти важные вопросы.
Сразу отметим, что цель данной технологии состоит в снижении химической активности материала заготовки, чтобы он не вступал в реакции с веществами близлежащих поверхностей и не так сильно подвергался разрушению от агрессивных сред окружения. Одновременно такое воздействие не должно критическим образом снижать контактную проводимость (по крайней мере, не сильнее, чем ржавчина).
Суть процедуры и ее общее описание
В стандартной ситуации детали обрабатываются специальными растворами с окислительными свойствами – путем погружения или их нанесения, либо специальным оборудованием, либо вручную, точечно. Для этого используются составы на основе кислот, солей хрома или молибдена, нитритов – с главным реагентом и добавками, необходимыми для ускорения и стабилизации реакции.
Если представить пассирование металла поэтапно, нужно:
Механически очистить заготовку от пыли и загрязнений.
Обезжирить ее, искупав в смеси кальцинированной соды и едкого натра.
Дважды промыть в воде – сначала под горячей проточной, после – в холодной.
Подвергать непосредственному воздействию окислителя на протяжении расчетного времени.
Провести нейтрализацию в растворе на основе кальцинированной соды.
Еще раз промыть, неоднократно помещая под проточную воду, но уже под холодную.
Просушить – в предназначенном для этого шкафу или обдувая теплым воздухом.
Проверить качество полученной поверхности – визуально или инструментально – и при получении неудовлетворительного результата, повторить всю процедуру с первого пункта.
Отсюда ясно, что пассивированный металл – это материал, равномерно покрытый защитной пленкой. Да, она разрушает верхний слой заготовки за счет окисления, но буквально на десяток-другой нанометров (что некритично), зато предотвращает коррозионные повреждения всей остальной части, то есть 99% объема детали. Ее нанесение – непросто «необходимая жертва», а очень полезная и максимально рациональная.
Ее нанесение – непросто «необходимая жертва», а очень полезная и максимально рациональная.
Приведенный выше алгоритм актуален для стали, алюминия, никеля, меди, цинка и даже кадмия, а также для широкого ряда сплавов. И предполагается, что он будет реализован с помощью как стационарного, так и ручного оборудования – инструменты и приспособления помогают обеспечить точность результата.
Применение пассировки металла
Технология решает следующие задачи:
Предотвращает возникновение и распространение ржавчины в верхних слоях материала.
Защищает от механического разрушения сварочные швы (и подобные им места новообразованных соединений).
Улучшает проводимость тока в точках электрического контакта.
Позволяет выполнить микротравление в соответствии с заранее сделанным шаблоном (актуально при производстве печатных плат).
Дает возможность сделать финишную обработку изделия и изменить его потребительские или даже декоративные свойства.

При этом используется сразу несколько методов блокировки коррозии, например, с помощью воронения. Анодный пассивирующий слой – это надежный способ повышения герметичности шовных соединений, особенно при правильной финишной обработке. Его наличие серьезно продлевает срок эксплуатации трубопровода, даже если отдельные элементы коммуникаций сравнительно сложно свариваются между собой.
Выполненное по такой технологии покрытие защищает медные и латунные поверхности от потускнения (на сравнительно небольшой период, от одного до двух-трех месяцев, но все-таки), что позволяет временно законсервировать заготовки и хранить их вплоть до следующей операции обработки, не опасаясь ухудшения их потребительских характеристик.
Чтобы вы лучше понимали, зачем металлы пассивируются, что это дает и тому подобное, приведем практические примеры использования данной группы методов. Итак, многофункциональная пленка чаще всего наносится:
На элементы крепежа, эксплуатируемые в условиях значительных механических нагрузок и постоянного воздействия агрессивных сред.

На части котельного (и вообще отопительного) оборудования – для повышения их сопротивляемости коррозии и нагреву.
При прокладке трубопроводных линий – в точках создания швов.
На узлы механизмов, находящихся в длительном и непосредственном контакте с соленой водой.
На конструкции, испытывающие резкие изменения температурных режимов.
В радиоэлектроники – для повышения качества соединения ЭРЭ.
На бытовые предметы, поделки, декор и даже ювелирные украшения – для сохранения их блеска.
Виды пассивации
Классификаций методов достаточно много. Например, они могут различаться между собой по материалу, обеспечивающему образование пленки (для этого используют никель, хром, молибден или даже серебро с золотом).
Также существует разделение по характеру протекания реакций – на:
Искусственное – результат достигается в лабораторных условиях.
Естественное – защитный слой образуется из-за постоянного воздействия кислорода, содержащегося в воде и атмосфере.

Хотя основной показатель – это способ нанесения, и по нему выделяют два варианта, каждый из которых будет нами сейчас рассмотрен.
Хим пассивирование
Сводится к воздействию на заготовку солевым раствором – азотной, лимонной или серной кислотой с небольшой (до 6%) добавкой бихромата натрия. Состав меняется в зависимости от ситуации, то есть от физических свойств детали и от того, что нужно получить в итоге.
Но в результате такой обработки запускается реакция: отрицательно заряженные ионы притягиваются к положительным атомам металла. За счет диффузии создается защитный слой.
Внимание, пленка ляжет равномерно только в том случае, если верхняя часть изделия будет без впадин, выпуклостей и других подобных дефектов. Поэтому предварительная зачистка необходима: следует тщательно удалить загрязнения и наплывы, а в случае с латунью, бронзой, медью и вообще цветметом еще и выполнить полировку.
Процесс хим пассивации поверхности металлов может проходить:
Или в специальном резервуаре, заполненном солевым раствором, в который заготовку просто окунают.
Или прямо по месту установки и последующей эксплуатации детали – здесь окислитель набирается в специальный шприц (или аналогичное ему оборудование) и наносится точечно.
В каждом из случаев следует смыть водой соли и нейтрализовать остатки кислот. И если для первого нужна лишь обычная проточная вода, то со второй задачей справится состав из гидроксида натрия (2-4 г/л) и олеиновой кислоты (25-30 г/л). Его необходимо нанести на точки контакта, подогрев до 80-90 0С, и дать ему подействовать в течение хотя бы пары минут.
Электрохимическая пассивация оборудования
Данный подвид технологии базируется на основных принципах гальваники, актуальных как для простых изделий, так и для сравнительно сложной техники.
Согласно этому методу, заготовка тоже погружается в емкость с раствором, но при этом подключают ток, причем:
По такой схеме осаживание пленки происходит в активном, а не в пассивном режиме, то есть значительно быстрее. Такое воздействие самым положительным образом сказывается и на состоянии защитного слоя, давая ему все предпосылки становиться максимально равномерным.
Электрический ток помогает получить качественное покрытие, но химическое пассивирование стали обходится значительно дешевле, так как не требует использования габаритного оборудования и не расходует энергию. Поэтому на практике до сих пор востребованы обе технологии: более «медленную» применяют в случаях, когда не требуется высокой скорости протекания реакции и нет строжайших требований по конечной точности.
Теперь, когда понятна принципиальная разница между двумя способами и уже есть какие-то мысли по поводу того, какому отдать предпочтение, давайте обратим внимание на другой момент. А именно на то, почему вообще образуется ржавчина и какой она бывает.
Причины устойчивости металлов
На каждую твердую поверхность в процессе ее эксплуатации воздействуют окислители, из-за чего постепенно разрушается даже нержавеющая сталь. Со временем деструкция становится все более серьезной, поражаются и глубинные слои, что оборачивается появлением трещин, сколов, деформаций и, наконец, преждевременным износом.

Чтобы предотвратить столь негативные последствия, нужно нанести пассивирующее покрытие: пленка не даст оксидам вступать в реакцию с атомами заготовки, а значит серьезно продлит срок ее эксплуатации.
Учтите также, что даже тонкий защитный слой будет уже без повреждений, а если он окажется еще и идеально ровным (чего вполне возможно добиться благодаря актуальным технологиям), ему не понадобится какая-то дополнительная обработка – изделие можно будет сразу пускать в эксплуатацию.
Причины образования коррозии
Факторы влияния могут быть как внешними, так и внутренними, и обычно это:
Изначально слишком малый процент хрома в составе сплава детали.
Частое воздействие хлорсодержащих веществ и средств (в том числе и бытовой химии).
Непосредственный и длительный контакт с материалом, гораздо менее стойким к появлению ржавчины.
Недостаточно качественное сваривание двух частей изделия – шов получился неоднородным или слабым.

Последняя проблема частично решается полировкой и шлифовкой зоны стыка, но все-таки лучшие пассивировать металл, это гораздо надежнее и позволит свести к нулю все вышеперечисленные риски или хотя бы минимизировать их последствия.
Виды коррозии
Щелевая – наблюдается в местах зазоров и соприкосновения двух и более элементов, после появления каких-либо механических повреждений (в том числе и вследствие трения).
Межкристаллитная – возникает после неоднократных перегревов заготовки в течение короткого срока и приводит к появлению карбидов (хрома или железа) в ранее прочной структуре.
Гальваническая – устойчивость материала падает под воздействием тока и особенно при полном или частичном погружении в насыщенную солями морскую воду.
Эрозивная – развивается при постоянном или периодическом контакте с абразивными веществами, разрушающими защитный слой и/или препятствующими его восстановлению.
Как получается пассированная поверхность: технология процесса
В общем случае используется раствор, осаждающийся на заготовке, но для максимально качественного (то есть равномерного его нанесения) следует обеспечить все условия.
 Расскажем, каким образом это достигается.
Расскажем, каким образом это достигается.Подготовка к процедуре
В первую очередь нужно выяснить, есть ли в сплаве изделия какие-то примеси, которые повышают вероятность образования ржавчины. Для этого используют состав из азотной кислоты и ферроцианида калия: им покрывают деталь, и он сразу показывает посторонние включения, делая их синеватого оттенка. Это исключительно промышленный, но очень действенный способ, который позволяет узнать, куда следует точечно наносить золото, серебро или другие пассивирующие металлы.
Второй метод далеко не такой точный и требует большего времени на реализацию, зато им вполне реально воспользоваться даже в домашних условиях. Нужно просто погрузить заготовку в воду и подержать ее в жидкости в течение пары-тройки дней. За этот срок на проблемных зонах появится легкий налет ржавчины, который впоследствии можно будет счистить.
Как проходит сам процесс
Раньше мы рассматривали его в общем случае, а сейчас предположим, что выбран способ с воздействием током – разобьем его на этапы:
Подготавливаете деталь – со всех сторон ошкуриваете ее и промываете обезжиривателем.

Смешиваете электролитический раствор, содержащий пассиватор металлов (это именно то вещество, которое будет осаждаться и формировать пленку).
Подключаете контакты – от постоянного источника тока к резервуару и к изделию – и убеждаетесь, что напряжение достаточное, но не чрезмерное.
Подвергаете заготовку воздействию в течение расчетного времени.
Выполняете дополнительную постобработку, сопровождающуюся контролем качества и равномерности нанесения оксидной защиты.
Полученный слой позволит конечной продукции в течение длительного срока успешно выдерживать негативные воздействия окружающей среды. Но его создание связано с определенными финансовыми затратами, поэтому наносит его следует только тогда, когда это действительно необходимо.
Какой раствор использовать
Итак, что заливать в ванну пассивации? Это зависит от текущих и желаемых свойств материала детали. Если сплав:
Высоколегированный – подойдет серная или азотная кислота.

Углеродистый – можно выбрать гидроксид натрия или хромовый ангидрид.
Ферритный – хорошим решением окажется двухромовокислый калий.
Среднелегированный – отдавайте предпочтение фосфорной кислоте, и не ошибетесь.
Обратите внимание, основные компоненты всех перечисленных составов являются веществами, труднорастворимыми в воде. Именно поэтому они и оседают на заготовке.
Насколько быстро проходит реакция? Все определяется сопутствующими условиями. Следует помнить, что химическое пассивирование металлов – это процесс, серьезно зависящий от температуры: чем она выше, тем меньше приходится ждать. В общем случае на формирование защитного слоя может уйти и 3 минуты, и час-полтора, при 18-90 градусах Цельсия, но это не та ситуация, в которой стоит гнаться за результатом, иначе итоговое качество рискует оказаться слишком низким.
Свойства изделия после обработки
Цель любого метода – улучшить механические и физические показатели готовой единицы продукции, сохраняя структуру, плотность, надежность ее глубинных слоев.
 Это справедливо в отношении материала любой твердости, поэтому в конце процедуры та же пассивированная сталь должна получить защитный поверхностный слой, который:
Это справедливо в отношении материала любой твердости, поэтому в конце процедуры та же пассивированная сталь должна получить защитный поверхностный слой, который:Улучшит прочностные характеристики.
Серьезнейшим образом замедлит коррозионные процессы.
Придаст блеск (изменит оттенок) и предупредит потускнение, сделав внешний вид более эстетичным.
Повысит сопротивляемость деформациям вследствие ударных воздействий.
В целом облагородит товарный вид детали.
Особенно заметный эффект наблюдается при использовании в качестве добавок никеля или хрома – благодаря им поверхность просто сверкает. Ими, а также загущенным нитратом натрия, обрабатывают даже чугун, который становится эластичнее (что востребовано в специфических случаях).
Еще одна группа металлов, которые могут успешно пассивироваться – это цветные. Если алюминий, медь, бронза покрываются фазовыми или адсорбционными пленками, это самым позитивным образом влияет на их долговечность и расширяет границы их применения.

Содержание растворов
Как правило, они состоят из основного реагента и нескольких добавок. Главную роль играют хроматы (натрия, калия, ангидрид). Чтобы создать подходящую среду, к ним примешивают соли и кислоты – по сути, катализаторы, ускоряющие реакцию и способствующие равномерному осаждению полезных частиц. Каких именно? Зависит от материала заготовки.
Так, например, для кадмия или цинка подойдут «серные» электролиты, а химическая пассивация стали – это процесс, для которого лучшим вариантом будет азотная кислота.
Вы уже поняли, что некоторые вещества достаточно токсичны. Поэтому выполнять все работы по формированию защитного слоя следует только в промышленных условиях, на производстве, оборудованном современными системами отведения и очистки. И проводить каждый этап должен профессионал, прошедший профильное обучение.
Мы подробно рассмотрели суть технологии и те методы, которыми она может быть воплощена в жизнь, а также те реагенты, что стоит использовать для ее реализации.
 Теперь вы получили полное представление об основных терминах и понимаете, что значит «металл пассивирует» и какими свойствами будет тот материал, на котором он осаждается. Вам может помочь компания «Рокта» – мы занимаемся продажей ленточнопильных станков, чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по контактным телефонам, указанным на странице. Обращайтесь!
Теперь вы получили полное представление об основных терминах и понимаете, что значит «металл пассивирует» и какими свойствами будет тот материал, на котором он осаждается. Вам может помочь компания «Рокта» – мы занимаемся продажей ленточнопильных станков, чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по контактным телефонам, указанным на странице. Обращайтесь!
Семантика
Что такое Пассивация, определение термина в Металлы и сплавы. Справочник
Все словариБольшой юридический словарьОднотомный большой юридический словарьСправочник лекарственных средствЭнциклопедия БиологияФинансовый словарьЭкономический словарьБольшой бухгалтерский словарьМедицинский словарьМорской словарьСоциологический словарьСексологический словарьАстрономический словарьБизнес словарьПолитический словарьСловарь литературных терминовМедицинский большой словарьЭнциклопедический словарьСловарь ЕфремовойЭнциклопедия КольераЭнциклопедия Брокгауза и ЕфронаТолковый словарь УшаковаСловарь ОжеговаСловарь ДаляСловарь наркотического сленгаСловарь воровского жаргонаСловарь молодёжного слэнгаСловарь компьютерного жаргонаМеталлы и сплавы. СправочникТолковый строительно-архитектурный словарьАрхитектурный словарьДжинсовый словарьСловарь по ландшафтному дизайнуАвтомобильный словарьКулинарный словарьСтроительный словарьПолиграфический словарьСловарь модыYoga Vedanta DictionaryСловарь йогиСловарь терминов Йоги и ведантыСозвездия, латинские названияСловарь музыкальных терминовБиографический словарьСловарь эпитетовСловарь курортовСловарь русских технических сокращенийЭтимологический словарь ФасмераСловарь иностранных словСловарь фразеологизмовСловарь географических названийСловарь символовСловарь синонимовСловарь нумизматаСловарь имёнСловарь мерСловарь русских фамилийЭтнографический словарьСловарь лекарственных растенийСловарь народовИсторический словарьРелигиозный словарьСловарь по мифологииБиблейская энциклопедияСловарь по искусствуФилософский словарьСловарь логикиПсихологический словарьВсё о вине, энциклопедический словарьКнига о вкусной и здоровой пищеКулинарный словарьПищевые добавкиСловарь алкогольных напитковЭнциклопедия трезвого образа жизни
СправочникТолковый строительно-архитектурный словарьАрхитектурный словарьДжинсовый словарьСловарь по ландшафтному дизайнуАвтомобильный словарьКулинарный словарьСтроительный словарьПолиграфический словарьСловарь модыYoga Vedanta DictionaryСловарь йогиСловарь терминов Йоги и ведантыСозвездия, латинские названияСловарь музыкальных терминовБиографический словарьСловарь эпитетовСловарь курортовСловарь русских технических сокращенийЭтимологический словарь ФасмераСловарь иностранных словСловарь фразеологизмовСловарь географических названийСловарь символовСловарь синонимовСловарь нумизматаСловарь имёнСловарь мерСловарь русских фамилийЭтнографический словарьСловарь лекарственных растенийСловарь народовИсторический словарьРелигиозный словарьСловарь по мифологииБиблейская энциклопедияСловарь по искусствуФилософский словарьСловарь логикиПсихологический словарьВсё о вине, энциклопедический словарьКнига о вкусной и здоровой пищеКулинарный словарьПищевые добавкиСловарь алкогольных напитковЭнциклопедия трезвого образа жизни
-
- Пассивация
- Passivation — Пассивация.

(1) Восстановление анодного коэффициента электрода, вовлеченного в коррозию. (2) Процесс в металлической коррозии, при котором металлы становятся пассивными. (3) Изменение химически активной поверхности металла к состоянию гораздо менее активному. Контраст с Activation — Активацией.
(Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО “Профессионал”, НПО “Мир и семья”; Санкт-Петербург, 2003 г.)
.
Ivanov Alex
Выберите букву
А Б В Г Д Е Ж З И К Л М Н О П Р С Т У Ф Х Ц Ч Ш Щ Э
Популярные слова
Капля Биллет (заготовка для выдавливания) Сольвус Газовый карман Валик Лужение Бронза Радиограф Доэвтектический сплав Заэвтектический сплав Отпуск Допрессовка Площадка текучести Баббит Сложные напряжения Двойник Бейлби слой Молот Нагар Стан Стекеля
Пассивация нержавеющих сталей | Inoxgrup
ПОЧЕМУ ПАССИВАЦИЯПроцесс пассивации возвращает нержавеющую сталь или другие металлы обратно к своим первоначальным спецификациям, удаляя ненужные вкрапления и масла с поверхности. При механической обработки детали из нержавеющих сталей, различные частицы могут проникать в поверхность основного металла, ослабляя его устойчивость к коррозии и делая деталь более восприимчивой к факторам окружающей среды. Искры, грязь и другие частицы и остатки, такие как свободное железо, смазка и обрабатывающие масла, влияют на прочность естественной поверхности и могут проникать в поверхность в процессе обработки. Они остаются невидимыми для человеческого глаза и часто являются причиной коррозии. «Пассивный» определяется — как менее подверженный влиянию факторов окружающей среды. Процесс улучшает и очищает поверхность детали. Восстановленная поверхность действует как защитное покрытие для таких факторов окружающей среды, как воздух, вода и другие экстремальные условия. Важно отметить, что пассивация не меняет внешний вид основного металла.
При механической обработки детали из нержавеющих сталей, различные частицы могут проникать в поверхность основного металла, ослабляя его устойчивость к коррозии и делая деталь более восприимчивой к факторам окружающей среды. Искры, грязь и другие частицы и остатки, такие как свободное железо, смазка и обрабатывающие масла, влияют на прочность естественной поверхности и могут проникать в поверхность в процессе обработки. Они остаются невидимыми для человеческого глаза и часто являются причиной коррозии. «Пассивный» определяется — как менее подверженный влиянию факторов окружающей среды. Процесс улучшает и очищает поверхность детали. Восстановленная поверхность действует как защитное покрытие для таких факторов окружающей среды, как воздух, вода и другие экстремальные условия. Важно отметить, что пассивация не меняет внешний вид основного металла.
Преимущества пассивации
- Улучшенное сопротивление коррозии
- Равномерное сглаживание
- Удаление заусенцев
- Чистота
- Долгий срок службы изделий
- Пассивация остается важным этапом в максимизации коррозионной стойкости деталей и компонентов из нержавеющей стали.
 Процесс позволяет существенно увеличить срок эксплуатации деталей. Неправильно выполненная пассивация может фактически вызвать коррозию.
Процесс позволяет существенно увеличить срок эксплуатации деталей. Неправильно выполненная пассивация может фактически вызвать коррозию. - Пассивация представляет собой метод позволяющий максимизировать присущую коррозионную стойкость нержавеющего сплава, из которого изготовлена заготовка
- Нет универсального способа относительно точной механики работы пассивации. Но несомненно, что на поверхности пассивной нержавеющей стали присутствует защитная оксидная пленка. Эта невидимая пленка считается чрезвычайно тонкой, толщиной менее 0,0000001 дюйма, что составляет около 1/100 000 толщины человеческого волоса!
- На практике загрязняющие вещества, такие как грязь или частицы железа из режущих инструментов, могут быть перенесены на поверхность деталей из нержавеющей стали во время обработки. Если их не удалить, эти посторонние частицы могут снизить эффективность исходной защитной пленки.
- Во время процесса обработки микроскопическое количество свободного железа может быть стерто с режущего инструмента и перенесено на поверхность заготовки из нержавеющей стали.
 При определенных условиях на этих частицах может появиться тонкое покрытие ржавчины. Это фактически коррозия стали из инструмента, а не основного металла. Иногда частицы стали из режущего инструмента или продуктов его коррозии может вызвать повреждение самой детали.
При определенных условиях на этих частицах может появиться тонкое покрытие ржавчины. Это фактически коррозия стали из инструмента, а не основного металла. Иногда частицы стали из режущего инструмента или продуктов его коррозии может вызвать повреждение самой детали. - Точно так же мелкие частицы железосодержащей грязи могут прилипать к поверхности детали. Несмотря на то, что металл может выглядеть блестящим в условиях механической обработки, невидимые частицы свободного железа могут привести к ржавлению на поверхности после воздействия воздуха.
- Проблемой могут быть и открытые сульфиды. Они исходят от добавления серы к нержавеющим сталям для улучшения обрабатываемости. Если деталь не будет правильно пассивирована, сульфиды могут выступать в качестве центров инициации для коррозии на поверхности продукта.
- В всех случаях требуется пассивация, чтобы максимизировать естественную коррозионную стойкость нержавеющей стали. Она поможет удалить поверхностное загрязнение, такие как частицы железосодержащей цельной грязи и частиц железа из режущих инструментов, которые могут образовывать ржавчину или действовать как места инициации для коррозии.
 Пассивация также может удалять сульфиды, открытые на поверхности нержавеющих сплавов без механической обработки.
Пассивация также может удалять сульфиды, открытые на поверхности нержавеющих сплавов без механической обработки. - Двухступенчатая процедура может обеспечить наилучшую коррозионную стойкость: 1. чистка, (обезжиривание, травление), но в некоторых случаях не выполняемая процедура 2. кислотная ванна или пассивирующая обработка.
- Смазка, охлаждающая жидкость или другие загрязнения должны быть тщательно удалены от поверхности, чтобы получить наилучшую коррозионную стойкость.. Коммерческий обезжириватель или моющее средство можно использовать для очистки механических масел или охлаждающих жидкостей. Посторонние вещества, такие как термические оксиды, возможно, должны быть удалены путем измельчения или такими методами, как кислотное травление.
- Иногда оператор может пропустить основную очистку, предполагая ошибочно, что просто погружая смазку в кислотную ванну, одновременно чистка и пассивирование будут происходить одновременно.
 Этого не происходит. Вместо этого загрязняющая жир реагирует с кислотой с образованием пузырьков газа. Эти пузырьки собираются на поверхности заготовки и мешают пассивации.
Этого не происходит. Вместо этого загрязняющая жир реагирует с кислотой с образованием пузырьков газа. Эти пузырьки собираются на поверхности заготовки и мешают пассивации. - Хуже того, загрязнение пассивирующего раствора, иногда высоким содержанием хлоридов, может вызвать «вспышку» коррозии. Вместо того, чтобы получить желаемую оксидную пленку с блестящей, чистой, коррозионностойкой поверхностью, вспышка вызывает сильно протравленную или затемненную поверхность — ухудшает саму поверхности, что пассивация предназначена для оптимизации.
- Части, изготовленные из мартенситных нержавеющих сталей [которые являются магнитными, с умеренной коррозионной стойкостью и с пределом текучести до (1930 МПа)], на квадратный дюйм затвердевают при высокой температуре и затем отжигаются для обеспечения требуемой твердости и механических свойств. Осаждающие упрочняемые сплавы (которые обеспечивают лучшее сочетание прочности и коррозионной стойкости, чем мартенситные сорта) могут обрабатываться в растворе, частично обрабатываться, выдерживаться при более низких температурах, а затем заканчиваться механической обработкой.

- В таких случаях детали необходимо тщательно очистить обезжиривающим или очищающим средством для удаления следов режущей жидкости перед термообработкой. В противном случае режущая жидкость, остающаяся на деталях, вызовет чрезмерное окисление. Это условие может привести к тому, что нижние слои остаются с крапчатой да же после удаления окалины кислотными или абразивными методами. Разрезающие жидкости могут оставаться на деталях и затвердевать в вакуумной печи или защитной атмосфере, может произойти науглероживание поверхности, что приведет к потере коррозионной стойкости.
Травление
- Травление — это удаление смежного низко хромистого слоя металла с поверхности нержавеющей стали химическими средствами.
- Там, где сталь нагревается путем сварки, термической обработки или других средств, до такой степени, что можно увидеть цветной слой оксида, на поверхности стали под оксидным слоем имеется обедненный хромом слой.Более низкое содержание хрома дает более низкую коррозионную стойкость.
 Чтобы восстановить наилучшую коррозионную стойкость, необходимо удалить поврежденный металлический слой, обнажив полностью легированную поверхность из нержавеющей стали. Механическое удаление может привести к образованию абразивных или других частиц (препятствующих коррозии) или может быть непрактичным, поэтому обычно используются химические средства.
Чтобы восстановить наилучшую коррозионную стойкость, необходимо удалить поврежденный металлический слой, обнажив полностью легированную поверхность из нержавеющей стали. Механическое удаление может привести к образованию абразивных или других частиц (препятствующих коррозии) или может быть непрактичным, поэтому обычно используются химические средства. - Процедуры, включающие травильные растворы азотной (HNO 3) и фтористоводородной (HF) кислот, удаляют масштаб и нижний слой, обедненный хромом, и восстанавливают коррозионную стойкость. Растворы травления также удаляют загрязняющие вещества, такие как частицы железа и железа. Растворы травления, отличные от смесей азотной и фтористоводородной кислот, существуют и могут использоваться для специализированных применений.
- Травильные пасты, где раствор смешивают с инертным носителем, обычно используются для обработки выбранных областей, таких как сварные швы.
- Травление включает удаление металла и изменение в визуальной яркости металла.

- Электрополирование — полезная альтернатива травлению.Металлическое удаление достигается, но обычно приводит к яркой, гладкой и более стойкой к коррозии поверхности.
- После тщательной очистки деталь из нержавеющей стали готова для погружения в пассивирующую кислотную ванну. Можно использовать любой из трех методов — пассивацию азотной кислоты, азотную кислоту с пассивацией дихромата натрия и пассивацию лимонной кислоты. Какой метод к использованию зависит от класса нержавеющей стали и заданных параметров.
- Более устойчивые хромоникелевые марки могут пассивироваться в ванне с азотной кислотой (20% по объему) . Менее стойкие марки нержавеющей стали могут быть пассивированы путем добавления дихромата натрия в ванну с азотной кислотой, чтобы сделать раствор более окисленным и способным образовывать пассивную пленку на поверхности. Другой вариант, используемый вместо азотной кислоты плюс дихромат натрия, заключается в увеличении концентрации азотной кислоты до 50% по объему.
 Добавление дихромата натрия, и более высокая концентрация азотной кислоты снижают вероятность нежелательной коррозии.
Добавление дихромата натрия, и более высокая концентрация азотной кислоты снижают вероятность нежелательной коррозии.
Исторически сложилось, что азотная кислота использовалась для пассивации нержавеющей стали, но в последнее время распространение получило более безопасное и эффективное средство с использованием лимонной кислоты. В отличие от азотной кислоты, составы для пассивирования лимонной кислотой имеет много преимуществ:
- Лимонная кислота НЕ удаляет другие элементы в сплаве, эффективно ограничивая глубину конечного слоя оксида хрома
- Лимонная кислота НЕ вводит тяжелые металлы (опасные отходы) в ванну
- Лимонная кислота удаляет только железо
- Лимонная кислота намного безопаснее и безвредна для окружающей среды
По материалам зарубежных изданий TERRY A. DEBOLD AND JAMES W. MARTIN
Что такое процесс пассивации – компании Precision
Что такое процесс пассивации
Что такое P пассивация? Это промышленная химическая обработка для защиты различных металлических сплавов от коррозии. При пассивации используются мягкие окислители, такие как азотная и лимонная кислоты. Эти кислоты удаляют с поверхности экзогенное свободное железо, сульфиды и другие инородные частицы и создают на месте этого оксидный слой или пленку, которая впоследствии действует как защитный экран. Крайне важно, чтобы такая обработка кислотой не оказывала существенного влияния на сам металл. Этот экран значительно снижает риск будущей коррозии из-за воздуха.
При пассивации используются мягкие окислители, такие как азотная и лимонная кислоты. Эти кислоты удаляют с поверхности экзогенное свободное железо, сульфиды и другие инородные частицы и создают на месте этого оксидный слой или пленку, которая впоследствии действует как защитный экран. Крайне важно, чтобы такая обработка кислотой не оказывала существенного влияния на сам металл. Этот экран значительно снижает риск будущей коррозии из-за воздуха.
Этот метод пассивации восходит к 19 веку, когда химик Кристиан Фридрих Шёнбейн обнаружил, что железо переходит в химически неактивное или пассивное состояние при обработке концентрированной азотной кислотой. Позже, в 20 веке, было обнаружено, что азотную кислоту можно заменить лимонной кислотой, которая гораздо более экологична [1] .
Зачем нам P ассенизация? Пассивирование не только защищает металл от ржавчины, но и защищает металлические детали от других поверхностных загрязнений, что увеличивает срок службы и снижает затраты на техническое обслуживание.
Следует отметить, что такие металлы, как нержавеющая сталь, уже содержат в своем химическом составе помимо железа никель и хром. Сталь обладает тем уникальным свойством, что ее состав меняется по мере продвижения от центра к поверхности. Внешняя поверхность содержит более высокий уровень хрома по сравнению с железом. Хром на поверхности легко вступает в реакцию с воздухом снаружи и образует на поверхности защитную пленку из оксида хрома. Пассивация просто оптимизирует и улучшает формирование слоя оксида хрома контролируемым образом. Слой оксида хрома имеет толщину от 2 до 5 атомов и образуется за счет замещения реакционноспособных атомов железа стабильными атомами хрома. Однородность и толщину можно количественно измерить с помощью нескольких методов, таких как оже-электроспектроскопия (AES), электронная спектроскопия для химического анализа (ESCA) и энергодисперсионный рентгеновский анализ (EDX) [2] .
В идеальных условиях нержавеющая сталь может даже не требовать пассивации, но обычно сталь подвергают различным процессам, таким как резка, шлифовка, сварка, которые делают сталь уязвимой для ржавчины, поскольку оксид хрома не образуется должным образом. Это вызывает «вспышку», при которой на поверхности не образуется однородный оксидный слой, а поверхность металла становится темной и вытравливается. Красная ржавчина, образующаяся из-за образования оксида железа, вызывает дальнейшую коррозию внутренних слоев. Следовательно, потребность в пассивации возникает в медицинской, стоматологической, аэрокосмической промышленности, при передаче/распределении электроэнергии, в тяжелом оборудовании и в нефтехимической промышленности [3] .
Это вызывает «вспышку», при которой на поверхности не образуется однородный оксидный слой, а поверхность металла становится темной и вытравливается. Красная ржавчина, образующаяся из-за образования оксида железа, вызывает дальнейшую коррозию внутренних слоев. Следовательно, потребность в пассивации возникает в медицинской, стоматологической, аэрокосмической промышленности, при передаче/распределении электроэнергии, в тяжелом оборудовании и в нефтехимической промышленности [3] .
Сначала металл очищается с помощью щелочного раствора (например, гидроксида натрия) для удаления любых загрязнений, масла и жира. Во-вторых, ополаскивается деионизированной и деминерализованной водой, желательно с использованием струйной форсунки. Иногда можно также использовать щетку с жесткой щетиной для удаления посторонних предметов, которые позже приведут к образованию пузырей при образовании оксидной пленки. После этого нержавеющая сталь полностью погружается в кислоту примерно на 20–30 минут при температуре около 130 °F в зависимости от химического состава имеющегося металла. Важно убедиться, что кислота не загрязнена, и этого можно добиться, регулярно заменяя раствор кислоты свежей партией. Не менее важно одновременно погружать металл одинакового состава и марки. Кислота очищает поверхность от любого свободного железа, оставляя после себя поверхность с более высоким содержанием хрома по сравнению с составом остального металла. Впоследствии, когда эта поверхность подвергается воздействию воздуха, образуется более толстая поверхность оксида хрома, что делает металл нереактивным, а также делает металл устойчивым к ржавчине. В настоящее время ультразвуковые машины используются для формирования оксидного слоя, даже когда металл погружен в кислотную ванну. На заключительном этапе металлический сплав можно также испытать с помощью соляного тумана, воздействия высокой влажности или сульфата меди 9.0015 [ 4 ] .
Важно убедиться, что кислота не загрязнена, и этого можно добиться, регулярно заменяя раствор кислоты свежей партией. Не менее важно одновременно погружать металл одинакового состава и марки. Кислота очищает поверхность от любого свободного железа, оставляя после себя поверхность с более высоким содержанием хрома по сравнению с составом остального металла. Впоследствии, когда эта поверхность подвергается воздействию воздуха, образуется более толстая поверхность оксида хрома, что делает металл нереактивным, а также делает металл устойчивым к ржавчине. В настоящее время ультразвуковые машины используются для формирования оксидного слоя, даже когда металл погружен в кислотную ванну. На заключительном этапе металлический сплав можно также испытать с помощью соляного тумана, воздействия высокой влажности или сульфата меди 9.0015 [ 4 ] .
Иногда также используется соединение азотной кислоты с бихроматом натрия. Это вызывает быстрое образование защитной пленки на поверхности. Главный недостаток этого метода заключается в том, что дихромат натрия чрезвычайно токсичен. В конечном счете, именно требования заказчика и состав металла решают, какой метод следует использовать. Следует отметить, что пассивация не является электролитическим процессом и не требуется на металлических поверхностях, которые впоследствии будут окрашены или окрашены порошковой краской [ 5 ] .
Главный недостаток этого метода заключается в том, что дихромат натрия чрезвычайно токсичен. В конечном счете, именно требования заказчика и состав металла решают, какой метод следует использовать. Следует отметить, что пассивация не является электролитическим процессом и не требуется на металлических поверхностях, которые впоследствии будут окрашены или окрашены порошковой краской [ 5 ] .
Какие существуют методы пассивации?
На стадии погружения в кислоту применяются различные методы. Первый и наиболее распространенный метод – погружение в кислотный резервуар. Этот метод обеспечивает равномерную и оптимальную защиту. Размер резервуара может варьироваться от 1,25 галлона до более чем 500 галлонов в зависимости от размеров металла, требующего пассивации. Другой метод, известный как «Циркуляция», включает циркуляцию кислоты по системе. Этот метод подходит для металлических труб, по которым может проходить коррозионно-активный материал. Кислоту также можно распылить на металл, но для этого метода требуются специальные протоколы безопасности и утилизации.
Кислоту также можно распылить на металл, но для этого метода требуются специальные протоколы безопасности и утилизации.
Существует ряд отраслевых стандартов, таких как ASTM A967, AMS 2700, ASTMA380 и SAE-QQ-P-035, для проведения пассивации металлов, таких как нержавеющая сталь, титан и т. д. ASTM A967 специально контролирует пассивирование нержавеющей стали. стальные детали. Он основан на стандарте Министерства обороны США SAE-QQ-P-035 и является одним из наиболее распространенных используемых стандартов. AMS 2700 содержит рекомендации по пассивации стали, используемой в аэрокосмической отрасли. ASTM A380 регулирует очистку и удаление накипи с оборудования из нержавеющей стали, титана и связанных сплавов [6] .
В сочетании с многолетним опытом PFC может предложить лучшее решение для ваших потребностей в пассивации. Наша преданная своему делу команда инженеров и техников хорошо осведомлена обо всех современных методах и инструментах, отвечающих вашим конкретным требованиям. Мы оснащены полностью автоматизированной системой, которая может удобно выполнять несколько этапов пассивации, таких как промывка, ополаскивание и сушка. Мы также можем предоставить услуги пассивации на вашем месте. В дополнение к этому PFC также предоставляет широкий спектр других промышленных услуг, которые можно увидеть здесь .
Мы оснащены полностью автоматизированной системой, которая может удобно выполнять несколько этапов пассивации, таких как промывка, ополаскивание и сушка. Мы также можем предоставить услуги пассивации на вашем месте. В дополнение к этому PFC также предоставляет широкий спектр других промышленных услуг, которые можно увидеть здесь .
Sources
[1] https://www.besttechnologyinc.com/passivation-systems/what-is-passivation/
[ 2 ] https://advancedplatingtech.com/passivation-cleaning/passivation-of-stainless-steel/
[ 3 ] https://2003 5 https://2003 [4 ] https://www.mmsonline.com/articles/how-to-passivate-stainless-steel-parts
[ 5 ] HTTPS:: //www. theruststore.com/What-is-stainless-steel-passivation-W85.aspx
theruststore.com/What-is-stainless-steel-passivation-W85.aspx
[ 6 ] https://www.eng-tips.com/viewthread. cfm?qid=153287
Что такое пассивация и когда она необходима
В физико-химической инженерии это относится к покрытию материала, чтобы он стал пассивным, чтобы на него не воздействовала или не разъедала окружающая среда. Пассивация включает в себя создание внешнего слоя защитного материала, который наносится в качестве микропокрытия, образующегося в результате химической реакции с основным материалом или образующегося в результате самопроизвольного окисления на воздухе. В качестве метода пассивация представляет собой использование сверхзащитного материала с легким покрытием, такого как оксид металла, для создания защиты от коррозии. Kemet предлагает процесс пассивации на автоматических линиях ультразвуковой очистки.
Какие материалы можно пассивировать
Существует немало материалов, которые можно пассивировать.
- Анодирование алюминия и титана.
- Черные материалы, такие как сталь, где можно использовать конверсионные покрытия, такие как фосфатирование или черное оксидирование, пример изображения напротив обработки черным оксидом.
- Нержавеющая сталь, поверхность которой может быть покрыта оксидом хрома.
- Никель, некоторые приложения содержат фторид никеля.
- Силикон, у вас есть диоксид кремния, который используется в полупроводниковой промышленности.
Пассивация нержавеющей стали
Как вы пассивируете детали из нержавеющей стали после механической обработки и обработки поверхности для предотвращения коррозии? На картинке напротив у вас есть пример микроскопического изображения обработанной поверхности из нержавеющей стали, на правом участке деталь не пассивирована, а на левой стороне пассивирована, как вы можете видеть, не пассивированная образец имеет небольшие пятна коррозии на поверхности нержавеющей стали.
Пассивация — это широко используемый процесс отделки металла для предотвращения коррозии нержавеющей стали, в процессе пассивации используется азотная или лимонная кислота для удаления свободного железа с поверхности, химическая обработка приводит к образованию защитного оксидного слоя, который с меньшей вероятностью вступает в химическую реакцию с воздухом и вызвать коррозию, пассивированная нержавеющая сталь устойчива к ржавчине.
Процесс пассивации основан на стандартах, и два наиболее распространенных стандарта — ASTM A967 и AMS 2700, оба разработаны в США, но они также широко используются в Европе.
В этих стандартах есть определения пассивации. ASTM A967 утверждает, что это химическая обработка нержавеющей стали мягким окислителем, таким как азотная кислота, для удаления свободного железа. В другом стандарте, ASTM A380, говорится, что пассивация представляет собой удаление экзогенного железа или соединений железа с поверхности нержавеющей стали посредством химического растворения, чаще всего путем обработки IO кислотным раствором, который удалит поверхностное загрязнение, но не окажет существенного влияния. самой нержавеющей стали с целью усиления самопроизвольного образования защитной пассивной пленки.
История пассивации
Открыт в 1850-х годах немецким химиком Шёнбейном, который экспериментировал с погружением железа в концентрированную азотную кислоту. Он обнаружил, что железо практически не обладало химической реактивностью по сравнению с железом, которое не подвергалось такой же обработке, и назвал это явление из-за отсутствия химической реактивности «пассивным» состоянием.
Опасения по поводу здоровья и безопасности, связанные с пассивацией нержавеющей стали азотной кислотой, привели к тому, что немецкая компания определила лимонную кислоту как эффективную альтернативу, и многие производители начали применять процесс лимонной кислоты как более безопасную и экологически чистую альтернативу азотной кислоте. Сегодня стандарты для пассивации предлагают методы азотной кислоты, лимонной кислоты или азотной кислоты с дихроматом натрия – три различных варианта, выбор метода в зависимости от требований. Каждый метод имеет свои преимущества и недостатки.
Как работает пассивация?
Нержавеющая сталь представляет собой сплав на основе железа, обычно состоящий из железа, никеля и хрома. Свои коррозионностойкие свойства он получает благодаря содержанию хрома, когда хром подвергается воздействию кислорода, воздух образует тонкую пленку оксида хрома, которая покрывает нержавеющую сталь. -стальная поверхность и защищает нижележащее железо от ржавчины. Целью пассивации является усиление и оптимизация образования слоя оксида хрома.
Целью пассивации является усиление и оптимизация образования слоя оксида хрома.
Погружение нержавеющей стали в ванну с кислотой растворяет свободное железо с поверхности, оставляя хром нетронутым. Кислота химически удаляет свободное железо, оставляя после себя однородную поверхность с более высокой долей хрома, чем основной материал, поэтому поверхность становится богатой хромом.
Под воздействием кислорода в воздухе после кислотной ванны нержавеющая сталь образует слой оксида хрома в течение следующих 24–48 часов, более высокая доля хрома на поверхности позволяет формировать более толстый более защитный оксид хрома. слой. Удаление свободного железа с поверхности устраняет возможность возникновения коррозии.
Полученный пассивный слой образует химически нереактивную поверхность, защищающую от ржавчины, толщина слоя оксида хрома составляет всего 1-3 нанометра.
Зачем нужна пассивация?
Это постобрабатывающий процесс, который выполняется после шлифовки, сварки, резки и других операций механической обработки, связанных с манипулированием нержавеющей сталью. В идеальных условиях нержавеющая сталь естественным образом противостоит коррозии, что может означать, что пассивация не требуется, вы бы считали нержавеющую сталь нержавеющей, но из-за процессов изготовления это не обязательно, поэтому в нормальных условиях любое из следующего может препятствовать коррозии. образование оксидной пленки, предохраняющей его от коррозии.
В идеальных условиях нержавеющая сталь естественным образом противостоит коррозии, что может означать, что пассивация не требуется, вы бы считали нержавеющую сталь нержавеющей, но из-за процессов изготовления это не обязательно, поэтому в нормальных условиях любое из следующего может препятствовать коррозии. образование оксидной пленки, предохраняющей его от коррозии.
- Посторонние материалы в производственной среде
- Цеховая грязь и шлифовальная стружка
- Загрязнение в воздухе
- Сульфиды, добавленные в нержавеющую сталь для улучшения обрабатываемости
- Некоторые марки нержавеющей стали с содержанием серы
- Частицы железа от режущих инструментов на поверхность деталей из нержавеющей стали, поэтому шлифовка или резка могут привести к попаданию частиц железа
Такие загрязнения должны быть удалены до границ зерен поверхности, чтобы восстановить однородную коррозионно-стойкую поверхность, процесс пассивации устраняет эти проблемы.
Пассивация и травление
В чем разница между пассивацией и травлением? При травлении используются кислоты, которые удаляют поверхность металла для обработки примесей на подуровне, при этом используются довольно сильные кислоты, такие как плавиковая кислота, которая является действительно сильной кислотой, травление оставляет большие изменения в металле, поэтому оно намного более агрессивно, в то время как для пассивации используется более мягкая азотная или лимонная кислота. Пассивация не является методом удаления оксидной окалины, которая возникает после сварки, для удаления оксидной окалины требуется травление. Пассивирование обычно не проникает ниже поверхности металла и не изменяет свойства металла, а оксидный слой очень тонкий.
Перед травлением
После травления
Как пассивировать нержавеющую сталь
Стандарты, определяющие процессы пассивирования нержавеющей стали, титана и других материалов, почти во всех спецификациях используют следующие шаги , вы очищаете компоненты, поэтому вы удаляете любые загрязнения с поверхности, такие как жир и масла, затем вы пассивируете, поэтому вы выполняете химическую обработку путем погружения в кислотную ванну, обычно азотную или лимонную кислоту, и в-третьих, вы проверяете компоненты на предмет обеспечить эффективность процесса.
В некоторых спецификациях по пассивации нержавеющей стали требуется добавление дихромата натрия в ванну с азотной кислотой, чтобы обеспечить более быстрое образование оксидного слоя или пассивирующей пленки. Однако дихромат натрия является высокотоксичным соединением шестивалентного хрома, поэтому в качестве альтернативы они включают использование ультразвуковых аппаратов и лимонной кислоты для стимулирования образования кислорода на поверхности металла, пока материал все еще погружен в кислотную ванну, поэтому комбинация лимонной кислоты а ультразвук представляет собой более безопасный и экологически чистый метод.
Резервуары для обработки обычно находятся в резервуаре с кислотой в течение 20–30 минут при температуре от комнатной до примерно 65 градусов Цельсия.
Процесс пассивации для предотвращения коррозии
Как правило, вы начинаете с щелочной очистки с помощью ультразвука, чтобы удалить все загрязнения, масла и другие посторонние материалы. Обезжиренный чистый компонент затем тщательно промывают деионизированной или обратноосмотической водой, затем иммерсионной ванной с азотной или лимонной кислотой для стадии пассивации, чтобы полностью растворить любое свободное железо и сульфиты и ускорить образование пассивной пленки или оксидного слоя, а затем деионизированной водой.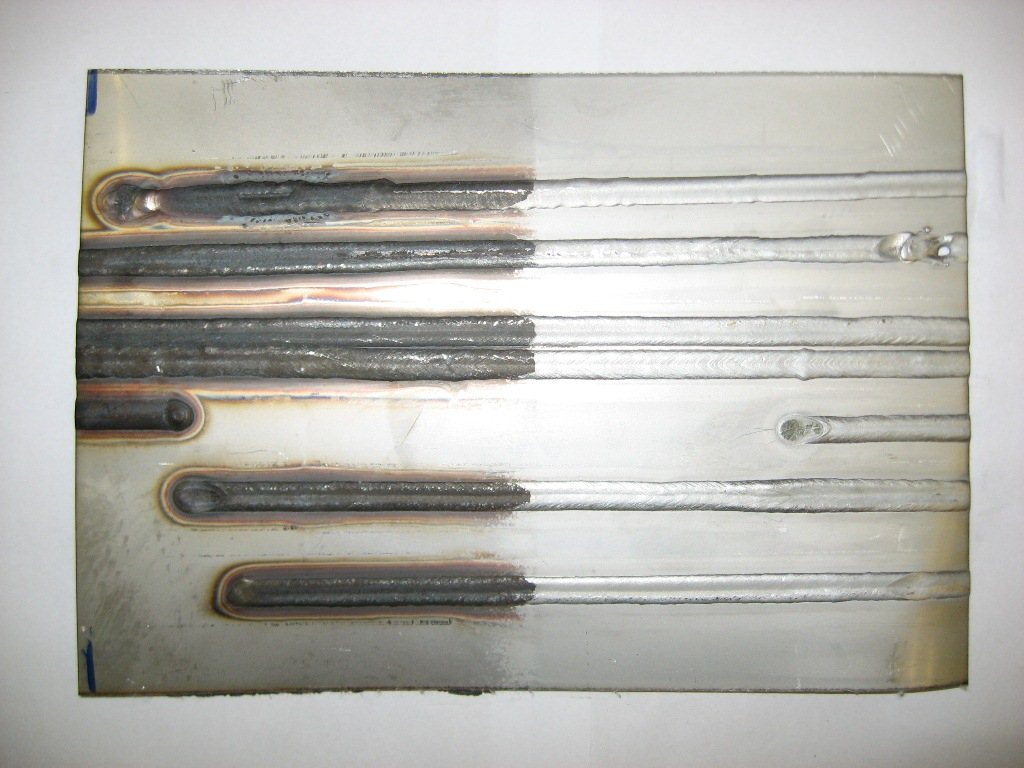 В высокоточных производствах обычно следует каскадная или двухступенчатая промывка, затем сушка, а затем тестирование результата пассивации с использованием соляного тумана, высокой влажности и т. д. или проверка процессов пассивации на желаемое качество.
В высокоточных производствах обычно следует каскадная или двухступенчатая промывка, затем сушка, а затем тестирование результата пассивации с использованием соляного тумана, высокой влажности и т. д. или проверка процессов пассивации на желаемое качество.
Важно, чтобы кислотный раствор не содержал загрязняющих веществ, так как возможно явление, называемое мгновенной атакой, которое портит внешний вид деталей. Также важно обеспечить чистую воду, RO или DI воду без хлоридов.
Тщательная очистка деталей перед кислотной ванной, ультразвуковая очистка является очень хорошим способом очистки деталей, поэтому наличие этапа ультразвуковой очистки с щелочным очистителем в начале гарантирует тщательную чистоту перед этапом пассивации и позволяет избежать многих проблем.
Избегайте смешивания разных марок стали в партии, обычно резервуары и корзины изготавливаются из 316 для обеспечения согласованности, чтобы было меньше различий между марками оборудования и обрабатываемых материалов.
Когда требуется пассивация?
Из-за нормативных требований, например, в аэрокосмической, медицинской и пищевой промышленности, у вас есть нормативные требования или оборудование, изготовленное из определенных материалов, которое должно быть пассивировано в соответствии с определенным стандартом и процессом. В аэрокосмической промышленности типы компонентов, которые могут потребовать пассивации;
- Детали из нержавеющей стали
- Приводы
- Гидравлические приводы
- Компоненты шасси.
- Ортопедические имплантаты
- Хирургические инструменты
- Минимально инвазивные устройства (например, искусственный сердечный клапан)
Ряду материалов, используемых в медицинской промышленности, потребуется пассивация, нержавеющая сталь, кобальт-хром и титан, и это лишь некоторые из них. Процесс пассивации нержавеющей стали обсуждался выше; кобальт-хромовый процесс очень похож на нержавеющую сталь. Титан также похож на тот дополнительный момент, что азотная кислота используется при пассивации, чтобы удалить любое железо или другие экзогенные материалы с поверхности, а оксидный слой на титане образуется очень быстро при воздействии воздуха, поэтому реакция немного отличается от реакции нержавеющей стали.
 Сталь, но процесс аналогичен.
Сталь, но процесс аналогичен.Как пассивировать детали из нержавеющей стали
Пассивирование остается важным шагом в обеспечении максимальной коррозионной стойкости деталей и компонентов, изготовленных из нержавеющей стали. Это может иметь значение между удовлетворительной производительностью и преждевременным отказом. Неправильно выполненная пассивация может вызвать коррозию.
Иногда неправильно понимают процесс пассивации. Это метод после изготовления, позволяющий максимально повысить внутреннюю коррозионную стойкость нержавеющего сплава, из которого была изготовлена заготовка. Это не средство для удаления накипи и не что-то вроде слоя краски.
Нет единого мнения о точной механике работы пассивации. Но несомненно, что защитная оксидная пленка присутствует на поверхности пассивной нержавеющей стали до ее изготовления. Эта невидимая пленка считается чрезвычайно тонкой, почти 0,0000001 дюйма толщиной, что примерно в 100 000 раз тоньше человеческого волоса!
Чистая, только что обработанная, полированная или протравленная деталь из нержавеющей стали автоматически приобретает эту оксидную пленку под воздействием кислорода в атмосфере.
 В идеальных условиях эта защитная оксидная пленка полностью покрывает все поверхности детали.
В идеальных условиях эта защитная оксидная пленка полностью покрывает все поверхности детали.Пассивация разработана для максимального повышения коррозионной стойкости деталей из нержавеющей стали после механической обработки.
Однако на практике загрязняющие вещества, такие как заводская грязь или частицы железа от режущих инструментов, могут переноситься на поверхность деталей из нержавеющей стали во время механической обработки. Если их не удалить, эти посторонние частицы могут снизить эффективность оригинальной защитной пленки. Когда это произойдет, может начаться коррозионная атака.
В процессе обработки микроскопическое количество свободного железа может стираться с режущего инструмента и переноситься на поверхность заготовки из нержавеющей стали. При определенных условиях на детали может появиться тонкий налет ржавчины. На самом деле это коррозия инструментальной стали, а не основного металла.
 Иногда щель на внедренной частице инструментальной стали или продукты ее коррозии могут вызвать коррозию самой детали.
Иногда щель на внедренной частице инструментальной стали или продукты ее коррозии могут вызвать коррозию самой детали.Точно так же мелкие частицы железосодержащей заводской грязи могут прилипать к поверхности детали из нержавеющей стали. Хотя металл может казаться блестящим в состоянии после механической обработки, невидимые частицы свободного железа могут привести к ржавчине на поверхности после воздействия атмосферы.
Открытые сульфиды также могут быть проблемой, если их не принимать во внимание. Они появляются в результате добавления серы в нержавеющие стали для улучшения обрабатываемости. Сульфиды улучшают способность сплава образовывать стружку, которая чисто отрывается от режущего инструмента в процессе обработки. Если деталь не пассивирована должным образом, сульфиды могут выступать в качестве инициаторов коррозии на поверхности изготовленного изделия.
В обоих случаях требуется пассивация, чтобы максимизировать естественную коррозионную стойкость нержавеющей стали.
 Он может удалять поверхностные загрязнения, такие как частицы железосодержащей заводской грязи и частицы железа от режущих инструментов, которые могут образовывать ржавчину или служить очагами коррозии. Кроме того, пассивация также может удалять сульфиды, находящиеся на поверхности легкообрабатываемых нержавеющих сплавов, которые также могут выступать в качестве инициаторов коррозии.
Он может удалять поверхностные загрязнения, такие как частицы железосодержащей заводской грязи и частицы железа от режущих инструментов, которые могут образовывать ржавчину или служить очагами коррозии. Кроме того, пассивация также может удалять сульфиды, находящиеся на поверхности легкообрабатываемых нержавеющих сплавов, которые также могут выступать в качестве инициаторов коррозии.Двухэтапная процедура может обеспечить наилучшую возможную коррозионную стойкость: (1) очистка, основная процедура, но иногда ею пренебрегают, и (2) кислотная ванна или пассивирующая обработка.
Первая очистка
Уборка всегда должна быть на первом месте. Смазка, охлаждающая жидкость или другой мусор должны быть тщательно удалены с поверхности для достижения наилучшей коррозионной стойкости. Стружку после механической обработки или другую заводскую грязь можно аккуратно стереть с детали. Для удаления механических масел или охлаждающих жидкостей можно использовать коммерческий обезжириватель или чистящее средство.
 Посторонние вещества, такие как термические оксиды, возможно, придется удалить измельчением или такими методами, как кислотное травление.
Посторонние вещества, такие как термические оксиды, возможно, придется удалить измельчением или такими методами, как кислотное травление.Иногда оператор станка может пропустить базовую очистку, ошибочно полагая, что простое погружение смазанной смазкой детали в кислотную ванну приведет к одновременной очистке и пассивации. Этого не происходит. Вместо этого загрязняющая смазка вступает в реакцию с кислотой с образованием пузырьков газа. Эти пузырьки собираются на поверхности заготовки и мешают пассивации.
Еще хуже то, что загрязнение пассивирующего раствора, иногда высоким содержанием хлоридов, может вызвать «вспышку», как показано на рис. 1. Вместо получения желаемой оксидной пленки с блестящей, чистой, коррозионно-стойкой поверхностью, вспышка Атака вызывает сильное травление или потемнение поверхности — ухудшение самой поверхности, для оптимизации которой предназначена пассивация.
Детали, изготовленные из мартенситных нержавеющих сталей (магнитных, с умеренной коррозионной стойкостью и пределом текучести примерно до 280 тыс.
 фунтов на кв. дюйм [1930 МПа]) закаливают при высокой температуре, а затем отпускают для обеспечения желаемой твердости и механических свойств. Дисперсионно-твердеющие сплавы (которые обеспечивают лучшее сочетание прочности и коррозионной стойкости, чем мартенситные марки) могут подвергаться обработке на твердый раствор, частичной механической обработке, старению при более низких температурах с последующей чистовой механической обработкой.
фунтов на кв. дюйм [1930 МПа]) закаливают при высокой температуре, а затем отпускают для обеспечения желаемой твердости и механических свойств. Дисперсионно-твердеющие сплавы (которые обеспечивают лучшее сочетание прочности и коррозионной стойкости, чем мартенситные марки) могут подвергаться обработке на твердый раствор, частичной механической обработке, старению при более низких температурах с последующей чистовой механической обработкой.Рис. 1 – Части слева имеют чистые, блестящие, устойчивые к коррозии поверхности после соответствующей пассивации. Детали справа демонстрируют «мгновенную атаку» после обработки в загрязненном пассивирующем растворе.
В таких случаях детали необходимо тщательно очистить обезжиривающим или чистящим средством, чтобы удалить любые следы смазочно-охлаждающей жидкости перед термообработкой. В противном случае смазочно-охлаждающая жидкость, оставшаяся на деталях, вызовет чрезмерное окисление.
 Это состояние может привести к тому, что после удаления окалины кислотными или абразивными методами детали меньшего размера будут покрыты ямками. Если смазочно-охлаждающие жидкости остаются на закаленных деталях, например, в вакуумной печи или в защитной атмосфере, может произойти науглероживание поверхности, что приведет к потере коррозионной стойкости.
Это состояние может привести к тому, что после удаления окалины кислотными или абразивными методами детали меньшего размера будут покрыты ямками. Если смазочно-охлаждающие жидкости остаются на закаленных деталях, например, в вакуумной печи или в защитной атмосфере, может произойти науглероживание поверхности, что приведет к потере коррозионной стойкости.Пассивирующие ванны
После тщательной очистки деталь или компонент из нержавеющей стали готов к погружению в ванну с пассивирующей кислотой. В современной практике можно использовать любой из трех подходов – пассивация азотной кислотой, пассивация азотной кислотой с бихроматом натрия и пассивация лимонной кислотой. Выбор ванны и состава зависит от марки нержавеющей стали и установленных критериев приемлемости.
Более стойкие хромоникелевые марки можно пассивировать в 20% об. азотнокислая ванна ( Рис. 2 ). Как указано в той же таблице, менее устойчивые марки нержавеющей стали можно пассивировать, добавляя бихромат натрия в ванну с азотной кислотой, чтобы сделать раствор более окисляющим и способным образовывать пассивирующую пленку на поверхности.
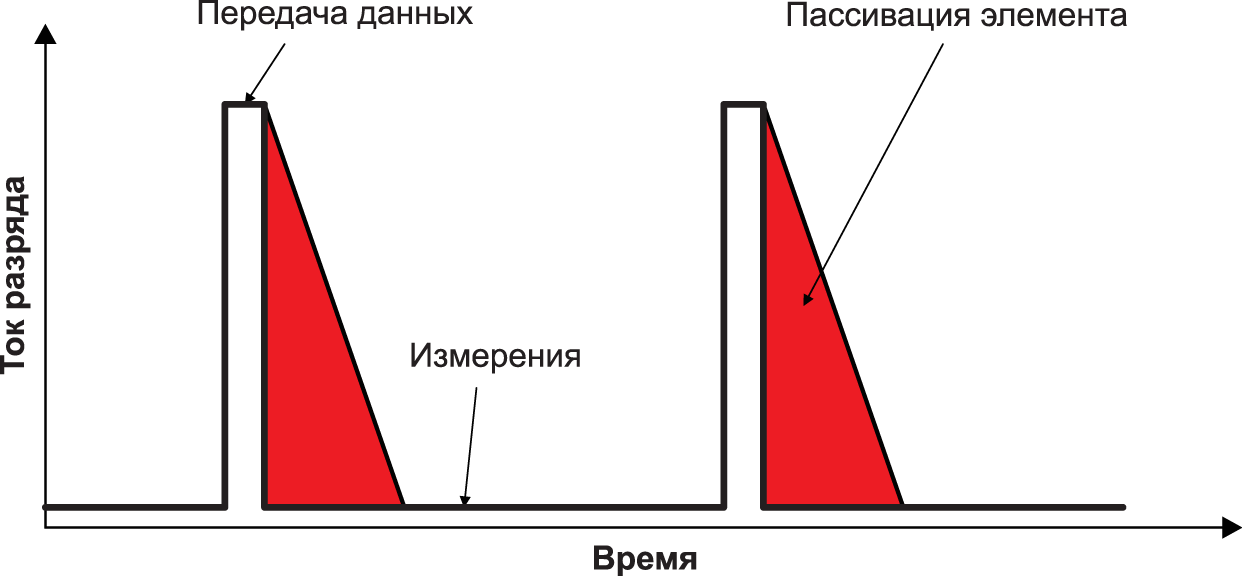 Другой вариант, используемый вместо азотной кислоты и дихромата натрия, заключается в увеличении концентрации азотной кислоты до 50% по объему. Добавление дихромата натрия и более высокая концентрация азотной кислоты снижают вероятность нежелательной внезапной атаки.
Другой вариант, используемый вместо азотной кислоты и дихромата натрия, заключается в увеличении концентрации азотной кислоты до 50% по объему. Добавление дихромата натрия и более высокая концентрация азотной кислоты снижают вероятность нежелательной внезапной атаки.Рисунок 2 – Процедуры пассивации деталей из нержавеющей стали в ваннах с азотной кислотой. Методы различаются в зависимости от содержания хрома в обрабатываемых сплавах, не поддающихся механической обработке, и в соответствии с характеристиками обрабатываемости конкретно определенных сплавов.
Пассивация нержавеющих сталей азотной кислотой
Классы
Практика пассивации
– хромоникелевые сплавы (серия 300)
– сплавы с содержанием хрома 17% или более (кроме серии 440)20% об.  азотная кислота при 120/140°F (49/60°C) в течение 30 минут
азотная кислота при 120/140°F (49/60°C) в течение 30 минут– Чистые марки хрома (12-14% хрома)
– Высокоуглеродистые марки с высоким содержанием хрома (серия 440)
– Нержавеющая сталь дисперсионного твердения20% об. азотная кислота + 3 унции. на галлон (22 г/литр) дихромата натрия при 120/140°F (49/60°C) в течение 30 минут
ИЛИ
50% об. азотная кислота при 120/140°F (49/60°C) в течение 30 минутПассивация для свободнообрабатываемых нержавеющих сталей, включая типы
AISI; CarTech 420F, 430F, 440F, 203, 182-FM и
CarTech 303 Project 70®+ и CarTech 416 Project 70®+- 5% масс. гидроксид натрия при 160/180°F (71/82°C) в течение 30 минут.
- Ополаскивание водой.
- 20% об. азотная кислота + 3 унции. на галлон (22 г/литр) дихромата натрия при 120/140°F (49/60°С) в течение 30 минут.

- Ополаскивание водой.
- 5% мас. Гидроксид натрия при 160/180°F (71/82°C) в течение 30 минут.
- Ополаскивание водой.
Процедура пассивации нержавеющих сталей, поддающихся механической обработке (также показана на рис. 2), несколько отличается от процедуры, используемой для нержавеющих сталей, не поддающихся механической обработке. Это связано с тем, что сульфиды серосодержащих марок, пригодных для свободной обработки, частично или полностью удаляются во время пассивации в типичной ванне с азотной кислотой, создавая микроскопические неоднородности на поверхности обрабатываемой детали.
Даже обычно эффективные промывки водой могут оставить остатки кислоты в этих разрывах после пассивации. Эта кислота может воздействовать на поверхность детали, если ее не нейтрализовать или не удалить.
Нержавеющие сплавы для свободной обработки
Для эффективной пассивации нержавеющей стали, подвергаемой механической обработке, компания Carpenter разработала процесс A-A-A (щелочной-кислотно-щелочной), который нейтрализует захваченную кислоту.
 Этот метод пассивации может быть выполнен менее чем за два часа. Вот пошаговая процедура:
Этот метод пассивации может быть выполнен менее чем за два часа. Вот пошаговая процедура:После обезжиривания замочите детали на 30 минут в 5% растворе гидроксида натрия при температуре от 160°F до 180°F (от 71°C до 82°C).
Затем тщательно промойте деталь водой.
Затем погрузите деталь на 30 минут в 20% об. раствор азотной кислоты, содержащий 3 унции на галлон (22 г/литр) дихромата натрия при температуре от 120°F до 140°F (от 49°C до 60°C).
После извлечения детали из этой ванны промойте ее водой, затем погрузите в раствор гидроксида натрия еще на 30 минут.
Снова промойте деталь водой и высушите, завершив пассивацию методом А-А-А.
Преимущества использования щелочно-кислотно-щелочного метода показаны на рис. 3. Левый тестовый конус ясно показывает улучшенную поверхность и сопротивление свободной механической обработке нержавеющей стали при пассивации методом А-А-А. Видимый результат обычной пассивации можно увидеть на правом тестовом конусе.

Пассивирование лимонной кислотой становится все более популярным среди производителей, которые хотят избежать использования минеральных кислот или растворов, содержащих дихромат натрия, наряду с проблемами утилизации и более серьезными проблемами безопасности, связанными с их использованием. Лимонная кислота считается экологически чистой во всех отношениях. Он входит в список GRAS (обычно считается безопасным), составленный FDA как материал, безопасный для людей.
Рис. 3. Тестовый конус слева показывает блестящую поверхность с улучшенной устойчивостью к механической обработке нержавеющей стали при пассивации по методу А-А-А. Результат обычной пассивации виден справа. Оба образца подвергались воздействию солевого тумана.
Хотя пассивация лимонной кислотой предлагает привлекательные экологические преимущества, магазины, добившиеся успеха с пассивацией минеральной кислотой и не испытывающие проблем с безопасностью, могут захотеть не сходить с курса.
 Может не быть реальной необходимости в изменениях, если у этих производителей чистый цех, оборудование в хорошем состоянии и чистое, охлаждающая жидкость не содержит железосодержащей заводской грязи и процесс, дающий хорошие результаты.
Может не быть реальной необходимости в изменениях, если у этих производителей чистый цех, оборудование в хорошем состоянии и чистое, охлаждающая жидкость не содержит железосодержащей заводской грязи и процесс, дающий хорошие результаты.Пассивация в ваннах с лимонной кислотой оказалась полезной для большого количества семейств нержавеющих сталей, включая несколько отдельных марок нержавеющей стали, как показано на рис. 4. Для удобства включены обычные методы пассивации азотной кислотой, показанные на рис. 3. Обратите внимание, что более старые рецептуры азотной кислоты указаны в объемных процентах, а новые концентрации лимонной кислоты указаны в массовых процентах. При выполнении этих процедур важно отметить, что тщательный баланс времени погружения, температуры ванны и концентрации имеет решающее значение, чтобы избежать описанной ранее «внезапной атаки».
(a) pH отрегулирован гидроксидом натрия. 
(b) См. Рисунок 5
(c) Na 2 Cr 2 O 7 означает добавление 3 унций/гал (22 г/л) бихромата натрия к 20% азотной кислоте. Альтернативой этой смеси является 50% азотная кислота без дихромата натрия.Пассивирующая обработка варьируется в зависимости от содержания хрома и характеристик обрабатываемости сплавов в каждом семействе. Обратите внимание на столбцы, относящиеся к Процессу 1 или Процессу 2. Как показано на Рис. 5 , Процесс 1 включает пять этапов – очистка и обезжиривание, промывка, пассивация, промывка и сушка. Процесс 2 включает семь этапов: очистка и обезжиривание, промывка, пассивация, промывка, нейтрализация, промывка и сушка.
Рис. 5 — Технологические линии с использованием пассивирующей обработки, показанные на рис. 4 (выше). Процесс 1
Процесс 2
- Очистить/обезжирить.

- Ополаскивание водой.
- Пассивировать как в Рисунок 4 .
- Ополаскивание водой.
- Сухой.
- Очистите/обезжирьте в 5% по весу гидроксида натрия при 160/180ºF (71/82ºC) в течение 30 минут.
- Ополаскивание водой.
- Пассивировать как в Рисунок 4 .
- Ополаскивание водой.
- Нейтрализовать в 5% по весу гидроксида натрия при 160/180ºF (71/82ºC) в течение 30 минут.
- Промывка водой.
- Сухой.
Лабораторные тесты показали, что процедуры пассивации лимонной кислотой были более склонны к «мгновенной атаке», чем процедуры азотной кислоты. Факторы, вызывающие эту атаку, включали чрезмерную температуру ванны, чрезмерное время погружения и загрязнение ванны. Продукты на основе лимонной кислоты, содержащие ингибиторы коррозии и другие добавки (например, смачивающие агенты), которые, как сообщается, снижают чувствительность к «мгновенной атаке», имеются в продаже.

Для пассивации фитингов для напитков из нержавеющей стали необходимы специальные процедуры. Критерии ASTM A967 могут быть неприменимы к нержавеющим сталям свободной механической обработки для таких применений. Магазину, которому требуется нержавеющий стержень свободной обработки для фитингов для напитков, может обратиться за технической помощью к своему поставщику нержавеющей стали.
Окончательный выбор пассивации будет зависеть от критериев приемлемости, установленных производителем, для которого должны быть изготовлены детали или компоненты. Для получения дополнительной информации см. ASTM A9.67 «Стандартные технические условия на химическую пассивацию деталей из нержавеющей стали». Спецификацию можно найти на www.astm.org.
Проверка пассивированных деталей
Часто проводятся испытания для оценки поверхности пассивированных деталей. Вопрос, на который необходимо ответить, звучит так: «Удалила ли пассивация свободное железо и оптимизировала ли коррозионную стойкость сплавов для свободной механической обработки?»
Важно, чтобы метод испытаний соответствовал оцениваемому классу.
 Слишком строгий тест провалит совершенно хороший материал, а слишком мягкий позволит пройти неудовлетворительные части.
Слишком строгий тест провалит совершенно хороший материал, а слишком мягкий позволит пройти неудовлетворительные части.Нержавеющие стали серии 400, подвергающиеся дисперсионному твердению и механической обработке, лучше всего исследовать в камере, способной поддерживать 100% влажность (образцы влажные) при температуре 95°F (35°C) в течение 24 часов. Поперечное сечение обычно является наиболее критической поверхностью, особенно для сплавов, поддающихся свободной обработке. Одной из причин этого является то, что сульфиды, вытянутые в направлении выработки, пересекают эту поверхность.
Критические поверхности должны быть расположены вверху, но под углом 15-20 градусов от вертикали, чтобы с них могла стекать влага. Материал, который был должным образом пассивирован, будет практически свободен от ржавчины, хотя на нем могут быть небольшие пятна.
Аустенитные марки нержавеющей стали, не поддающиеся механической обработке, также могут быть оценены с помощью испытания на влажность.

При таком испытании на поверхности образцов должны присутствовать жидкие капли воды, выявляющие свободное железо по наличию образования ржавчины.
Доступен более быстрый метод с использованием решения ASTM A380, «Стандартная рекомендуемая практика очистки и удаления накипи с деталей, оборудования и систем из нержавеющей стали». Этот тест состоит из смазывания детали раствором сульфата меди/серной кислоты, сохранения влаги в течение шести минут и наблюдения за наличием медного покрытия. В качестве альтернативы деталь можно погрузить в раствор на шесть минут. Меднение происходит, если железо растворено. Это испытание не следует применять к поверхностям деталей, используемых в пищевой промышленности. Кроме того, его не следует использовать для мартенситных или ферритных нержавеющих сталей с низким содержанием хрома серии 400, поскольку вероятны ложноположительные результаты.
Исторически сложилось так, что испытание в 5% солевом тумане при температуре 95°F (35°C) также использовалось для оценки пассивированных образцов.
 Это испытание, слишком жесткое для некоторых марок, обычно не требуется для подтверждения эффективности пассивации.
Это испытание, слишком жесткое для некоторых марок, обычно не требуется для подтверждения эффективности пассивации.Что можно и чего нельзя делать
Вот некоторые рекомендации, которые могут помочь вам успешно пройти пассивацию:
- Перед пассивированием НЕОБХОДИМО очистить, удалив все частицы оксида или теплового красителя.
- НЕОБХОДИМО избегать хлоридов, которые в избытке могут вызвать опасную вспышку. По возможности используйте только воду хорошего качества, содержащую менее 50 частей на миллион (ppm) хлоридов. Водопроводной воды обычно достаточно, а в некоторых случаях допустимо содержание хлоридов до нескольких сотен частей на миллион.
- НЕОБХОДИМО регулярно заменять ванны, чтобы избежать потери потенциала пассивации, которая может привести к мгновенному возгоранию и разрушению деталей. Ванны должны поддерживаться при надлежащей температуре, потому что неконтролируемая температура может привести к локализованной атаке.
- НЕОБХОДИМО поддерживать очень конкретные графики замены раствора во время больших производственных циклов, чтобы свести к минимуму возможность загрязнения.
 Используйте контрольный образец, чтобы проверить эффективность ванны. Если образец атакован, пора менять ванну.
Используйте контрольный образец, чтобы проверить эффективность ванны. Если образец атакован, пора менять ванну. - НЕОБХОДИМО назначать определенные машины только для изготовления нержавеющих сталей; оставайтесь с той же предпочтительной охлаждающей жидкостью для резки нержавеющей стали, исключая все другие металлы.
- Детали стойки DO по отдельности для обработки во избежание контакта металла с металлом. Это особенно важно для нержавеющих сталей, поддающихся механической обработке, где необходим свободный поток пассивирующих и промывочных растворов для удаления продуктов коррозии из сульфидов и предотвращения кислотных очагов.
- ЗАПРЕЩАЕТСЯ пассивировать детали из нержавеющей стали, подвергнутые цементации или азотированию. Детали, обработанные таким образом, могут понизить свою коррозионную стойкость до такой степени, что они будут подвержены агрессивному воздействию в пассивирующем резервуаре.
- ЗАПРЕЩАЕТСЯ использовать инструменты с содержанием железа в условиях цеха (пол, оборудование, охлаждающая жидкость и т.
 д.), которые не являются исключительно чистыми. Стальной крошки можно избежать, используя твердосплавные или керамические инструменты.
д.), которые не являются исключительно чистыми. Стальной крошки можно избежать, используя твердосплавные или керамические инструменты. - НЕ ЗАБЫВАЙТЕ, что коррозия может возникнуть в пассивирующей ванне, если детали подверглись неправильной термообработке. Высокоуглеродистые и высокохромистые мартенситные марки должны быть закалены, чтобы стать устойчивыми к коррозии. Пассивирование часто выполняется после последующего отпуска с использованием температуры, поддерживающей коррозионную стойкость.
- НЕ УБЕДИТЕСЬ за концентрацией азотной кислоты в пассивирующей ванне. Его следует периодически проверять с помощью простой процедуры титрования, показанной на рис. 6.
- ЗАПРЕЩАЕТСЯ пассивировать более одной нержавеющей стали одновременно. Эта дисциплина может предотвратить дорогостоящие путаницы и избежать гальванических реакций.
Рисунок 6. Простой тест титрования для проверки концентрации азотной кислоты в пассивирующей ванне.
 Этот тест следует проводить через равные промежутки времени.
Этот тест следует проводить через равные промежутки времени.Концентрация азотной кислоты (в процентах) в пассивирующей ванне может быть определена с помощью этого метода титрования при условии отсутствия чрезмерного загрязнения железом.
Принадлежности
1. 0,5 н. стандартный раствор гидроксида натрия (имеет ограниченный срок хранения).
2. Индикаторный раствор фенолфталеина.
3. Пипетки 1,0 мл, класс A.
4. Бюретка Шелбаха 25 мл с тефлоновым краном.
5. Опора бюретки и зажим.
6. Кастрюля для отбора проб кислоты.
7. Колбы Эрленмейера на 250 мл.
8. Бутыли для образцов на 4 унции.
Процедура
1. С помощью кастрюли перелейте кислоту из бака в бутыль для проб.
2. Отмерить 1,0 мл раствора азотной кислоты в колбу вместимостью 250 мл, содержащую 100-150 мл воды хорошего качества (достаточно питьевой воды) и несколько капель индикатора фенолфталеина.
3. Встряхните колбу и медленно добавляйте гидроксид натрия из бюретки, пока раствор не станет розовым в течение как минимум полминуты.

Расчет
мл титрования X 3,24 = объемный процент азотной кислоты
ПРИМЕЧАНИЕ: Если пассивирующий раствор содержит дихромат натрия, индикатор фенолфталеин следует исключить, а титрование следует постоянно контролировать (рН-метр) до тех пор, пока не будет достигнуто значение рН 7,0.
*******
Терри А. Дебольд и Джеймс В. Мартин
Carpenter Technology Corporation
Рединг, Пенсильвания, СШАКак пассивировать оборудование и приборы из нержавеющей стали
Новое оборудование из нержавеющей стали очищается от любых масел и смазок, использованных в процессе изготовления. Затем используется кислота (обычно азотная) для удаления свободного железа с поверхности. Медленно и естественно на поверхности стали образуется пассивный слой, поскольку хром на поверхности вступает в реакцию с кислородом воздуха с образованием оксида хрома. Термин «пассивный» относится к стали, которая теперь неактивна, что чрезвычайно полезно для оборудования, используемого в производстве продуктов питания, напитков, молочной, фармацевтической, косметической продукции и обработки каннабиса.

4Cr + 3O
2 → 2Cr 2 0 3Этот нереакционноспособный слой невидим и препятствует доступу кислорода к железу толщиной всего в несколько молекул. . Если бы кислород вступал в контакт с железом, железо окислялось бы или ржавело, вызывая нежелательный цвет от желтого до оранжевого или красного, ослабляя сталь, что могло бы привести к ее отслаиванию, что создает риск загрязнения и проблему безопасности.
Влияние повреждения поверхности на обрабатываемые материалы из нержавеющей стали
После установки и эксплуатации оборудования из нержавеющей стали пассивный слой может быть поврежден или удален путем физического истирания (сварка, чистка щеткой, шлифовка, соскабление) или химических реакций. Пассивный слой также может быть ослаблен физическим повреждением из-за расширения и сжатия, вызванного нагревом и охлаждением. Если это повреждение произойдет быстрее, чем пассивный слой сможет восстановиться естественным путем, это приведет к ржавчине.

Процессу естественной регенерации могут помешать обрабатываемые продукты или чистящие химикаты, постоянно контактирующие с поверхностью. Компании, работающие в сфере производства продуктов питания и напитков, а также в области медико-биологических наук, прекрасно осознают, что внутренние поверхности труб и сосудов могут быть повреждены из-за нагрузок, с которыми они контактируют, иногда в течение 24 часов в сутки. Более эффективный пассивный слой можно получить химическими методами.
Что такое химическая пассивация?
Химическая пассивация предназначена для обработки оборудования из нержавеющей стали с целью восстановления защитного пассивного оксидного слоя. Это трехэтапный процесс:
Первым этапом является очистка поверхности от всех органических жиров и минеральных или силиконовых масел. Для растворения этих примесей необходимо использовать специальные чистящие средства. Стандартные щелочные продукты, используемые для удаления органических масел и жиров, обычно не подходят для удаления минеральных и силиконовых масел и жиров.

Важно отметить, что поверхность нержавеющей стали, подлежащая пассивации, должна быть тщательно обезжирена. Это важно. Если смазка останется на поверхности металла, пассивирующая кислота не сможет достичь поверхности металла под смазкой, и эти детали не будут пассивированы.
Стадия обезжиривания должна быть подтверждена, как правило, тестом на камфору. Этот тест очень чувствителен к остаткам масла и смазки. Если остатки все еще присутствуют, этап обезжиривания необходимо повторить.
Вторым этапом является удаление любого свободного железа или соединений железа с поверхности оборудования. Крайне важно удалить примеси железа перед окислением хрома; в противном случае железо создаст локальный участок, где коррозия может продолжиться. Кислота используется для растворения железа и его соединений без нарушения целостности поверхности.
Наконец, окислитель используется для принудительного преобразования металлического хрома на поверхности в форму оксида для создания защитного пассивного слоя на поверхности.
Метод первичной пассивации – азотная кислота
Наиболее часто используемый химический метод пассивации поверхности из нержавеющей стали – это применение азотной кислоты. Азотная кислота является сильной минеральной кислотой и быстро растворяет все соединения железа и другие следы металлов на поверхности. Он также является сильным окислителем и одновременно активирует слой оксида хрома. Несмотря на то, что азотная кислота является сильным химическим веществом, для обеспечения эффективности и полноты реакции используются высокие температуры и длительное время.
Диапазон условий применения:
Время: 3–4 часа
Температура: до 80°C/175°F
Концентрация: 20–90 06 03 азотная кислотаПримечания
- В этих условиях азотная кислота очень агрессивна к прокладкам. После процедуры пассивации может потребоваться замена прокладок.
- Если поверхность имеет признаки коррозии (например, из-за контакта с морской водой), могут потребоваться более сильные пассивирующие средства на основе плавиковой кислоты.
Альтернативный метод пассивации – лимонная кислота
Лимонная кислота иногда используется для пассивирования нержавеющей стали. Помимо того, что он эффективен для удаления железа и его соединений с поверхностей, он более безопасен в использовании, чем азотная кислота, поддается биологическому разложению, вызывает меньше проблем со сточными водами, а также используется в качестве пищевого ингредиента. Но он не является окислителем и не достигает второго этапа классической пассивации и полагается на естественное окисление воздухом.
Диапазоны условий применения:
Время: 5 часов
Температура: Окружение до умеренного нагрева
Концентрация: 12% по весуПримечание:
9. мощный окислитель, который иногда добавляют для улучшения окисления хрома. Дихромат токсичен и не допускается к промышленным стокам, поэтому большинство компаний избегают его использования.
Когда пассивировать
Не существует простого правила, чтобы узнать, когда нужно пассивировать часть оборудования. Поверхности всегда следует пассивировать перед первым использованием или после любой модификации или ремонта оборудования. Текущая потребность будет варьироваться в зависимости от того, как используется оборудование и повреждена ли поверхность. Некоторые компании выбирают пассивацию технологического оборудования один раз в год в качестве плановой процедуры технического обслуживания. Другим компаниям необходимо делать это чаще, потому что они перерабатывают кислые продукты с высоким содержанием хлоридов и агрессивно воздействуют на нержавеющую сталь (сальса, томатный сок и т. д.).
На перерабатывающих предприятиях, использующих воду с естественным высоким содержанием хлоридов, может потребоваться более частая пассивация, поскольку хлорид разрушает защитный слой. Известно, что фармацевтические компании, использующие сверхчистую воду для инъекций, проводят пассивацию 4 раза в год, потому что вода высокой чистоты оказывает жесткое воздействие на поверхностный слой!
Компании часто прибегают к пассивации, когда замечают образование отложений железа на нержавеющей стали, а источником железа не является вода. Тестовые наборы можно приобрести в фирмах, поставляющих химические вещества, которые будут проверять железо на свободной поверхности. Если обнаружен высокий уровень, возможно, пришло время пассивировать.
Если вам нужна помощь по протоколу пассивации и химии от специалиста Diversey Sector, пожалуйста, свяжитесь с нами и предоставьте дополнительную информацию об объектах, подлежащих обработке, и кто-то свяжется с вами.
Пассивирование: важный фактор повышения коррозионной стойкости нержавеющей стали
Помимо базового технического обслуживания существуют передовые методы обработки и процедуры для повышения коррозионной стойкости нержавеющей стали, особенно в условиях механической обработки и производства.
В этом руководстве мы рассмотрим один из самых популярных методов — пассивацию.
Чаще всего эта обработка выполняется после изготовления или механической обработки деталей и перед сборкой или установкой.
Это связано с тем, что для получения наилучших результатов пассивации часто требуется погружение в раствор для обработки и полное покрытие поверхностей из нержавеющей стали.
Мы начнем с общего обзора и углубимся по ходу дела.
Когда вы закончите читать, у вас должно быть четкое представление о том, как работает пассивация, и если это что-то, что вы должны добавить в свои процедуры обслуживания и ремонта.
Что такое пассивация и как помогает лечение?Прежде чем говорить об обработке, важно понять, как работает пассивация.
Тонкий слой оксида хрома обеспечивает характерную устойчивость к пятнам и коррозии, которыми славится нержавеющая сталь. Этот слой образуется, когда поверхность стали подвергается воздействию кислорода. Однако если поверхность стали загрязнена или повреждена, это может препятствовать естественному образованию оксидного слоя.
Хотя пассивация способствует естественному образованию этого слоя, она также способствует повышению коррозионной стойкости за счет других средств.
Первый заключается в снижении количества свободного железа, попадающего в процессе механической обработки или из окружающей среды. Если ваша нержавеющая сталь содержит сульфиды — распространенные в марках, обычно используемых для механической обработки, — пассивация может помочь уменьшить любые открытые сульфиды на поверхности вашей стали.
Это важно, поскольку открытые сульфиды создают возможности для начала и распространения коррозии.
Методы и продукты пассивацииДля пассивации используются кислоты, преимущественно азотная и лимонная, при различных температурах и концентрациях.
Для менее стойких марок стали дихромат натрия может способствовать более быстрому окислению при одновременном снижении риска разрушения стали.
Для марок нержавеющей стали, поддающихся механической обработке, методы отличаются.
Вместо одной ванны и промывки пассивация достигается путем чередования щелочных ванн, таких как растворы гидроксида натрия, и кислотных ванн для обеспечения нейтрализации кислот, используемых при пассивации.
Это особенно важно для этих сталей, так как удаленные поверхностные сульфиды могут создавать крошечные разрывы, удерживающие кислоты даже после тщательной промывки. Если их не удалить, эти кислоты могут продолжать воздействовать на поверхность стали после обработки.
Погружение деталей в стеллажи, корзины или другие разделительные контейнеры поможет обеспечить полное и равномерное погружение деталей и избежать риска образования карманов кислоты или концентрации продуктов коррозии вблизи компонентов, находящихся в растворе.
Точные рекомендации зависят от марки стали и даже производителя. Однако Американское общество по испытаниям и материалам (ASTM) предлагает несколько стандартов, связанных с пассивацией:
A380 / A830M — Практика очистки, удаления накипи и пассивации деталей, оборудования и систем из нержавеющей стали
ASTM A967 / A967M – Стандартные технические условия для химической пассивации деталей из нержавеющей стали
ASTM B912 — Стандартные технические условия для пассивации нержавеющей стали с помощью электрополировки
Общее время, в течение которого вы должны погружать детали в воду, используемые температуры и даже используемые химикаты могут различаться. Однако эти базовые показатели дают общее представление о том, чего ожидать.
В соответствии с рекомендациями выше обязательно соблюдайте все меры предосторожности и обратитесь за помощью к специалисту для уточнения шагов и требований, если вы не уверены.
Стали с высоким содержанием хрома (марки с содержанием хрома 17 % и более)
Тщательно очистите и промойте сталь, используя обезжириватель или очиститель и теплую воду.
Погрузить сталь в ванну с азотной кислотой 20% по объему, удерживаемая между 120F и 140F (49C и 60C)
Тщательно промыть сталь, используя теплую воду
Сухой
5 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 2 . 12-14%), высокоуглеродистая/высокохромистая и дисперсионно-твердеющая сталь
Тщательно очистите и промойте сталь, используя обезжириватель или очиститель и теплую воду.
Погрузите сталь в ванну с 20 % по объему азотной кислоты с 3 унциями на галлон (22 грамма на литр) бихромата натрия при температуре от 120°F до 140°F (49°C и 60°C). раствор может быть использован на 50% по объему в течение 30 минут.
Тщательно промойте сталь теплой водой
Сухой
Легкообрабатываемые и высокосернистые стали
Тщательно очистить и обезжирить с помощью раствора, содержащего 5% по массе гидроксида натрия) в течение 160–1802°F (7 мин.)
Промойте сталь теплой водой
Пассивируйте 20% азотной кислотой при температуре от 110F до 200F (43C и 93C) с добавлением бихромата натрия из расчета 3 унции на галлон (22 грамма на литр) для марок с низким содержанием хрома
В качестве альтернативы можно использовать лимонную кислоту в концентрации 10 % по весу
Снова промыть сталь теплой водой в течение 30 минут, чтобы нейтрализовать предыдущую кислотную ванну
Тщательно промыть сталь теплой водой в последний раз
Высушить
Эти различные методы описывают краткий характер пассивации и диапазон переменных, которые следует учитывать перед попыткой пассивация.
Несоблюдение процедур и требований безопасности может привести к травмам или дальнейшему ухудшению качества стали.
Необходимо также соблюдать осторожность, чтобы пассивирующие растворы не содержали хлоридов. Пассивирование в растворах с повышенным содержанием хлоридов может вызвать обратную реакцию в оксидном слое.
Вместо того, чтобы ускорить образование оксидного слоя и блестящей гладкой поверхности, хлориды вызывают так называемую внезапную атаку. В результате получается потемневшая, протравленная поверхность с разрушенным оксидным слоем.
Это делает управление ваннами и химическими растворами неотъемлемой частью операций пассивации.
Отказ от ответственности: В этих обработках используются едкие химикаты. Это означает, что существуют риски личной безопасности, риски повреждения вашей стали и проблемы с утилизацией, которые необходимо учитывать. Данное руководство задумано как обобщенный источник информации.A Краткий обзор
Пассивация является отличным вариантом для улучшения коррозионной стойкости и оксидного слоя деталей и компонентов из нержавеющей стали.
Однако, если не подходить с осторожностью и аккуратностью, это может принести больше вреда, чем пользы.
Обязательно:
Всегда тщательно очищайте сталь перед пассивацией
Контролируйте кислотные ванны с помощью титрования, чтобы убедиться, что химические вещества имеют правильную концентрацию, а загрязняющие вещества находятся в допустимых пределах
Избегайте хлоридов в пассивированных ваннах
Внижение ванн с помощью процедуры замены
Избегайте смешанных классов стали.
Использование Cashsivation. Избегайте металла-контакта с использованием RACKSIVAITY
. Избегайте металла-контакты с использованием RACKSIVITION
. Избегайте металлических. профессионалу, если у вас есть вопросы, касающиеся химии и обработки, прежде чем продолжить
Всегда соблюдайте протоколы безопасности как при использовании, так и при утилизации химикатов, используемых для пассивации
Компания Unified Alloys специализируется на производстве нержавеющей стали для коммерческого и промышленного секторов. Обладая более чем 40-летним опытом работы в различных отраслях промышленности в Канаде и Северной Америке, наша опытная команда может помочь найти идеальное решение для вашего оборудования, изготовления, хранения или производственных нужд. Позвоните сегодня, чтобы обсудить варианты, которые помогут удовлетворить ваши предполагаемые потребности.
Что такое пассивация? Как работает процесс пассивации? Как пассивировать детали из нержавеющей стали? –
Пассивация может быть неэлектролитическим методом удаления свободного железа с поверхности, связанного образует инертный, защитный оксидный слой, который последовательно придает нержавеющей стали высокую устойчивость к ржавчине из-за отсутствия железа, способного реагировать с атмосферой с помощью азотной или лимонной кислоты. Здесь мы обсуждаем, что такое пассивация ? Как работает процесс пассивации ? Как пассивировать детали из нержавеющей стали ?
Другие статьи
- Откройте для себя новые возможности в области фармацевтики, приобретя квалификацию технического специалиста в Центральной организации по контролю за стандартами лекарственных средств CDSCO
- Что такое фумигация и туманообразование?
- Что такое количество жизнеспособных и нежизнеспособных частиц?
- Что такое целостность данных и ALCOA Plus?
Нержавеющая сталь является нержавеющей из-за наличия на поверхности защитных оксидов хрома. Если эти оксиды удалить полировкой или реакцией с отбеливателем, то железо в стали обнажится и может заржаветь. Пассивирование нержавеющей стали обычно выполняется в промышленности путем погружения детали в ванну с азотной или лимонной кислотой.
Азотная кислота растворяет любое свободное железо или альтернативные загрязнители с поверхности, что очищает металл и повторно окисляет хром; все примерно за 20 минут. Когда поверхностное железо удаляется и, следовательно, альтернативные элементы сплава (в первую очередь Cr, часто также никель) остаются в виде поверхностного слоя поверх нижележащей стали. При контакте с воздухом эти элементы вступают в реакцию с кислородом, образуя оксидный слой, защищающий остальную часть стали от коррозии.
Эта коррозионно-стойкая поверхность может быть повреждена механическими средствами, такими как тепловая или химическая травма. Азотная кислота обычно используется для пассивации нержавеющей стали , но недавно было введено более безопасное и эффективное средство с использованием лимонной кислоты. В отличие от азотной кислоты, лимонная кислота также пассивирует нержавеющую сталь .
Почему лимонная кислота безопаснее и лучше азотной кислоты для пассивации?
• Лимонная кислота не удаляет другие элементы из сплава, эффективно ограничивая глубину конечного слоя оксида хрома.
• Лимонная кислота не привносит в ванну тяжелые металлы (опасные отходы).
• Лимонная кислота удаляет только железо.
• Лимонная кислота намного безопаснее и экологичнее, поскольку не выделяет вредных паров оксида азота.
• Не требует специального оборудования для обработки.
• Также может очищать и придавать блеск металлу
Преимущества пассивации
• Повышенная коррозионная стойкость
• Однородный, гладкий вид • Удаление заусенцев (полированная поверхность)
• Чистота
• Улучшенный и увеличенный срок службы Продукта
• Удаляет загрязнения с поверхности
• Снижает вероятность загрязнения продукта
Процесс пассивации:
Пассивация оплачена в 2 этапа.
Стадия-1: Удаление свободного железа или соединения железа с внутренней поверхности, свободное железо или соединение железа создаст локальный участок, где будет продолжаться коррозия. Кислота растворит железо или соединение железа.
Стадия-2: Использование окислителя для принудительного превращения Cr в окисленный с образованием слоя на внутренней поверхности металла для защиты поверхности от окисления.
1. Приготовьте раствор азотной кислоты 5%-10% об./об. в воде в чистом резервуаре или приборе. Объем раствора должен быть таким, чтобы емкость или прибор не были пустыми на протяжении всей циркуляции раствора по трубному узлу.
2. Соедините каждый конец или один конец задействованного отрезка трубы с чистой трубой/трубами, совместимыми с кислотой.
3 . Один конец трубного узла подсоединить к выходу насоса, а другой конец опустить в емкость или прибор, во время которого готовится раствор азотной кислоты.
4. Запустите насос и подавайте раствор через узел трубы не более чем на 60 минут.
После завершения метода пассивации промойте элементы водой или раствором бихромата натрия (Na2Cr2O7), чтобы нейтрализовать оставшуюся кислоту на поверхности элементов, и высушите их. Следует проверять рН промывочной воды, а значение рН образца промывочной воды должно составлять от 5,0 до 7,0.
Поскольку при пассивации используются кислоты, ее должен выполнять только обученный персонал. Человек должен принять адекватные меры защиты, такие как защитные очки или защита лица, кислотостойкие перчатки, защитная обувь, защитный халат и альтернативные инструменты, чтобы поддерживать безопасность на протяжении всей операции.
Нержавеющая сталь Технические характеристики пассивации стали:
Процессы пассивации , как правило, контролируются отраслевыми стандартами, наиболее распространенными из них сегодня являются
| ASTM A 967-01 | Спецификация для химической пассивации деталей из нержавеющей стали (на основе стандарта Министерства обороны США QQ-P-35C) – одна из наиболее распространенных спецификаций пассивации | Пассивация коррозионностойких сталей |
| QQ-P-35 | Пассивация коррозионностойких сталей | |
| ASTM A 380-99 | Practice for Cleaning, Descalling and passivating os stainless steel parts, equipment and systems | |
| ASTM F86 | Standard Practice for surface Preparation and Marking of Metalic Surgical ImplantsAMS 2700 |
Pharma Jobs For You
- Ind-Swift-Laboratories Ltd (подразделение API) нанимает сотрудников в отдел исследований и разработок
- Syngene International Ltd нанимает магистров наук, магистров технологий, магистров фармацевтики
- Срочная вакансия для руководителя/менеджера по развитию бизнеса
- Компания Meyer Organics набирает сотрудников в отделы контроля качества, производства и склада.