Что такое развертка инструмент: назначение, устройство, характеристики и виды разверток
alexxlab | 09.01.2023 | 0 | Разное
виды, классификация, конструкция, составные рабочие части, особенности устройства машинных разверток по металлу, область применения
Развертка представляет собой режущий инструмент, который фиспользуется на завершающем этапе доводки отверстий после операций растачивания, зенкерования, сверления. После обработки разверткой точность достигает значения 6-8 квалитета. Шероховатость плоскости отверстий доходит до значений Ra = 0,32…1,25 мкм. Столь высокое качество при обработке достигается большим количеством режущих ножей, от 4 до 14. Они снимают с металла малый припуск.
Развертка функционирует вращаясь и одновременно выполняя поступательное движение вдоль отверстия. С высокой точностью снимается металлический слой, составляющий сотые доли миллиметра. Развертками конической формы обрабатываются отверстия под инструментальные конусы. Зенкер и развертка – разные инструменты. Зенкер представляет собой орудие по получению отверстий с невысокой точностью. У него намного меньшее количество режущих кромок и совсем другая заточка.
У него намного меньшее количество режущих кромок и совсем другая заточка.
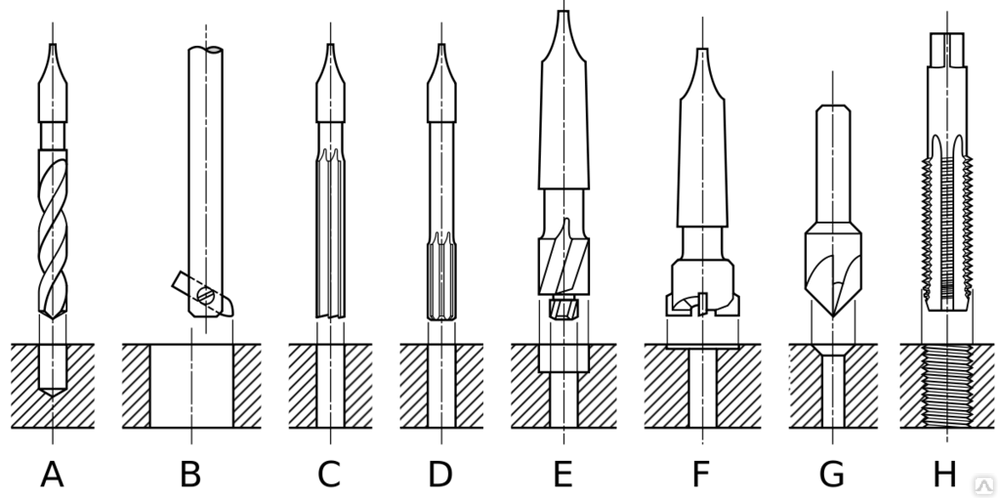
Рис. 1 Развертки
Разделение разверток по типам
По конфигурации отверстий:
- цилиндрические;
- конические, для обработки котельных (заклепочных), инструментальных, других конусов;
- ступенчатые.
По точности:
- С указанием квалитетов цилиндрических отверстий.
- С указанием качества конических отверстий – черновое, промежуточное, чистовое.
- №1…№6 – развертки цилиндрического профиля с калиброванным припуском. Предназначены для шлифовки инструментов требуемого размера.
- Развертки с регулировкой: шкворневые, разжимные, раздвижные.
Рис. 2 Развертки: а – коническая черновая; б – коническая промежуточная; в – коническая чистовая; г – цилиндрическая с прямыми зубьями; д – цилиндрическая регулируемая; е – цилиндрическая разжимная.
По методам зажима инструментов:
- ручные, под вороток, с квадратным хвостовиком;
- механизированные, цилиндрический хвостовик;
- механизированные, конический хвостовик;
- насадные машинные, устанавливаются в оправку, применяются для обработки больших инструментов.
По уникальным свойствам:
- канавки для отвода стружки – спиральные либо пряме;
- число кромок резания Z;
- металл для изготовления.
Конструктивные особенности
К основным элементам развертки принадлежат:
- зажимное устройство;
- конфигурация канавки;
- шаг зубцов;
- углы резания;
- направление и количество зубцов;
- калибрующее и режущее основание.
Рис. 3 Конструкция развертки
Режущее основание
- Конусный угол φ задает стружке форму.
 Он показывает отношение сил, составляющих усилие резания. Ручные развертки имеют угол φ = 12º…15º. При обработке хрупкого чугуна угол φ = 3º…5º.
Он показывает отношение сил, составляющих усилие резания. Ручные развертки имеют угол φ = 12º…15º. При обработке хрупкого чугуна угол φ = 3º…5º. - Развертки для стандартных операций изготавливаются с окружным неравномерным шагом. Такой способ предупреждает появление продольных полос в обрабатываемом отверстии. Поскольку структура металла неоднородная, нагрузка на зубья развертки периодически меняется. Они отжимаются и на плоскости обработки остаются следы в виде продольных полос.
 Он показывает отношение сил, составляющих усилие резания. Ручные развертки имеют угол φ = 12º…15º. При обработке хрупкого чугуна угол φ = 3º…5º.
Он показывает отношение сил, составляющих усилие резания. Ручные развертки имеют угол φ = 12º…15º. При обработке хрупкого чугуна угол φ = 3º…5º.Калибрующее основание состоит из двух частей: цилиндрической и части с обратной конусностью.
- Цилиндрическая часть имеет длину 75% от всего калибрующего основания. Она калибрует отверстие внутри, часть с обратной конусностью направляет развертку в момент работы.
- Обратная конусность уменьшает разбивку и трение по обрабатываемой поверхности. Ручная развертка имеет меньший угол обратной конусности, чем машинная, поскольку во время ручного развертывания меньше разбивка. Цилиндрический участок у них может отсутствовать.
 Цилиндрический участок у них может отсутствовать.
Цилиндрический участок у них может отсутствовать.На калибрующем основании предусмотрена цилиндрическая ленточка. Она выглаживает и калибрует отверстие. Из-за уменьшения ширины ленточки стойкость развертки снижается, но повышается точность обработки, уменьшается шероховатость, поскольку ослабляется трение. Оптимальная ее ширина F = 0,08…0,5 мм, зависит от сечения развертки.
Количество зубцов Z нарезается в соответствии с их жесткостью. Увеличивая Z, улучшают направление развертки, поскольку большее число направляющих ленточек. Повышается чистота, точность отверстия. Одновременно становится хуже отвод стружки, жесткость зуба. С целью облегчения контроля сечения развертки число Z всегда четное.
Для более легкого изготовления и возможности проверки канавки нарезают прямые. Чтобы обрабатывать прерывистые поверхности, лучше использовать развертки с винтовыми зубьями. Во избежание заедания развертки и ее самозатяжки, направление канавок выполняется противоположное направлению вращения.
Чтобы повысить стойкость развертки, задний угол изготавливается небольшой – 5º…8º. Остро затачивается режущая кромка. Для повышения размерной стойкости, лучшего направления при работе, на калибрующем основании выполняют цилиндрическую ленточку.
Передний угол считается равным нулю.
Все о развертках по металлу
Развертка – это инструмент для финишной обработки отверстий в металлическом основании. Данный инструмент доводит геометрические показатели поверхности отверстия до требуемого по тз уровня.
Сверло не может обеспечить отверстие достаточными параметрами, особенно если дело касается повышенной точности. Именно поэтому после идет обработка поверхности при помощи развертки по металлу. Начиная работу стоит учитывать, что в зависимости от условий применяются различные виды этого инструмент.
Принцип работы
Точность отверстия после развертки равняется квалитету в 6–9, а показатель шероховатости в 0,32–1,25 мкм (по шкале Ra). Такое качество обеспечивается, благодаря режущим кромкам в количестве от 4 до 14, из-за чего в процессе работы убирается небольшой припуск. Процесс обработки заключается во вращении и подачи развертки в направлении к оси отверстия.
Такое качество обеспечивается, благодаря режущим кромкам в количестве от 4 до 14, из-за чего в процессе работы убирается небольшой припуск. Процесс обработки заключается во вращении и подачи развертки в направлении к оси отверстия.
Применяя такую операцию с обрабатываемой поверхности можно снимать весьма тонкий слой металла равный десятым или сотым миллиметра.
Обработке могут подвергаться не только цилиндрические, но отверстия конического типа. Под каждый тип отверстия подбирается свой вид развертки.
Основные элементы инструмента:
- рабочая часть;
- шейка;
- хвостовик.
Конструкция рабочей части:
- режущая кромка;
- ленточка;
- передняя поверхность;
- затыловочое и заднее основание.
Также развертка включает в себя:
- заборная (режущая) часть;
- элемент ответственный за калибровку отверстий;
- задний конус.

Основные типы
Существуют ручные и машинные развертки, оба этих вида предназначены для доведения геометрических показателей отверстия до нужных величин с точностью до 10 класса. Качество работы и тем более точность находятся в зависимости от следующих факторов:
- особенности конструкции инструмента;
- острота заточки кромки и ее уровень доводки;
- режим, в котором происходит резание;
- размер припуска, снимаемый с обрабатываемого основания.
В зависимости от того какой слой металла надо снять используют грубые или чистовые развертки, отличие между которыми в типе и количестве зубьев.
Основными факторами при помощи котрых разделяют развертки на виды являются:
- тип отверстия;
- способ крепления;
- конструкция зубьев и их расположение;
- возможность регулировки;
- материал изготовления.
Самым универсальным видом развертки считаются регулируемые и цилиндрические типы.
Для более подробного знакомства с разветкой рекомендуем скачать документ ГОСТ по ссылке ниже
Скачать ГОСТ 1672-80
Машинные развертки регламентируются ГОСТ 1672-80 и подразделяются на:
- цилиндрические, коническим, с надсадными зубьями;
- со вставными зубьями;
- с напаянными пластинами из твердого сплава.
ГОСТ 1672-80 также распространяется на конический инструмент, который используется для следующих работ:
- обработка конусных штифтов;
- создание конусной резьбы;
- конус Морзе;
- метрических конусных;
- с конусностью 1:30 и др.
Среди машинных разверток выделяются мелкоразмерный инструмент с увеличенным хвостовиком, технические особенности которого прописаны в ГОСТ 1672-80 (также в документе регламентируются поля допусков обрабатываемых отверстий).
Основные различия между ручной и машинной разверткой
Рабочий элемент у ручного инструмента выполнен в форме цилиндра с режущими зубьями по всей длине. Диаметр здесь варьируется от 3 до 58 мм, с шагом 1 мм (шаг также может быть 3,5; 4,5; 6,5 и до 15,5). Профессионалы своего дела обычно располагают всем арсеналом разверток.
Развертка отверстия происходит при помощи самого инструмента и специального воротка. Заход у развертки имеет меньший диаметр, чем основная часть инструмента. Такая разница обеспечивает легкий заход рабочей части в отверстие.
Точность и качество обработки зависит от количества зубьев на рабочей поверхности. Однако большое количество режущих элементов значительно затрудняет отвод стружки.
В большинстве случаев зубья ручной развертки имеют прямую форму, но для обработки отверстия с прерывистой поверхностью используют инструмент с режущими элементами расположенными по винтовой линии.
Развертка отверстия машинным инструментом отличается в необходимости применения оборудования в зажиме которого фиксируется хвостовик оснастки. Хвостовики конусного типа стандартны и их геометрия зависит от диаметра развертки.
Машинные развертки изготавливаются из быстрорежущего металлического сплава, который способен выдерживать значительные механические нагрузки.
Регулируемая развертка применяется для обработки отверстий у которых диаметр равен не целому числу,а дробным значениям. Диаметр меняется при помощи гаечных ключей, которыми подкручивают регулировочные гайки у развертки.
9 типов разверток с приложениями
В этой статье вы узнаете что такое развертка? 9 различных типов развертки с изображениями, ее номенклатурой и применением.
Что такое развертка Развертка — это инструмент, используемый для расширения или чистовой обработки предварительно просверленных отверстий, рассверливания или забивки керна для получения хорошей отделки и точного размера.
Развертка — это многозубая фреза, которая режет относительно небольшое количество материала. Существуют различные классификации разверток в зависимости от операции, назначения и формы. Часто используемые детали расширителя в I.S. спецификации ниже.
Вам может понравиться: Сверлильный станок – Детали, типы, операции и прочее (Д).
Параллельная развертка, правого вращения с левыми винтовыми канавками, входящими в конец параллельной ручной развертки Элементы разверткиЭлементы развертки описаны ниже.
1. ОсьПродольная осевая линия развертки.
2. Задний конусУменьшение диаметра на 100 мм длины развертки от входного конца к хвостовику.
3. Скошенный наконечник Угловая режущая часть на конце входного отверстия для облегчения входа расширителя в отверстие. Он не обеспечен круглой землей.
Он не обеспечен круглой землей.
Часть развертки, простирающаяся от входного конца развертки до начала хвостовика.
5. Круглая площадкаЦилиндрическая шлифованная поверхность, прилегающая к режущей кромке, на передней кромке площадки.
6. Зазор- Первичный: Та часть площадки, которая удаляется для обеспечения зазора сразу за режущей кромкой.
- Второстепенная: Та часть земли, которая удалена для обеспечения расчистки за основной вырубкой или круговой землей.
Режущая кромка, полученная пересечением лицевой и круговой площадок или поверхности, оставшейся при обеспечении первичного зазора.
8. Торец Часть поверхности канавки, примыкающая к режущей кромке, на которую падает стружка при ее срезании с заготовки.
Канавки в корпусе развертки для создания режущих кромок, удаления стружки и обеспечения доступа жидкости к режущим кромкам.
10. ПяткаКромка, полученная пересечением поверхности, оставленной за счет вторичного зазора и канавки.
11. ЗемляТа часть тела с канавками, которая остается между канавками, поверхностью или поверхностями между режущей кромкой и пяткой.
12. ПилотЦилиндрически отшлифованная часть корпуса на входном конце расширителя, чтобы удерживать расширитель в соосности.
13. УглублениеДиаметр этой части корпуса уменьшен ниже диаметра режущих кромок, направляющей или направляющей.
14. ХвостовикХвостовик — это часть развертки, за которую он удерживается и приводится в движение.
15. Диаметр Максимальный диаметр резания расширителя на входном конце.
Ниже приведены основные типы разверток: 9Печата с параллельной или конусочной хвостовиком
- . Насадная развертка
- Коническая штифтовая ручная или машинная развертка
- Расширительная развертка
Развертка с зажимным патроном показана на рисунке. Он также известен как машинная развертка. Эти типы разверток состоят из коротких параллельных режущих кромок со скошенным шагом и длинной выемкой корпуса между хвостовиками. Режущие кромки объединены с параллельным или коническим хвостовиком для удержания развертки. Флейты все прямые, но хвостовик может быть прямым или конусообразным.
Патронная развертка с конусным или параллельным хвостовиком (канавки) Развертка предназначена для использования в сверлильном станке, токарно-револьверном станке или токарно-винторезном станке.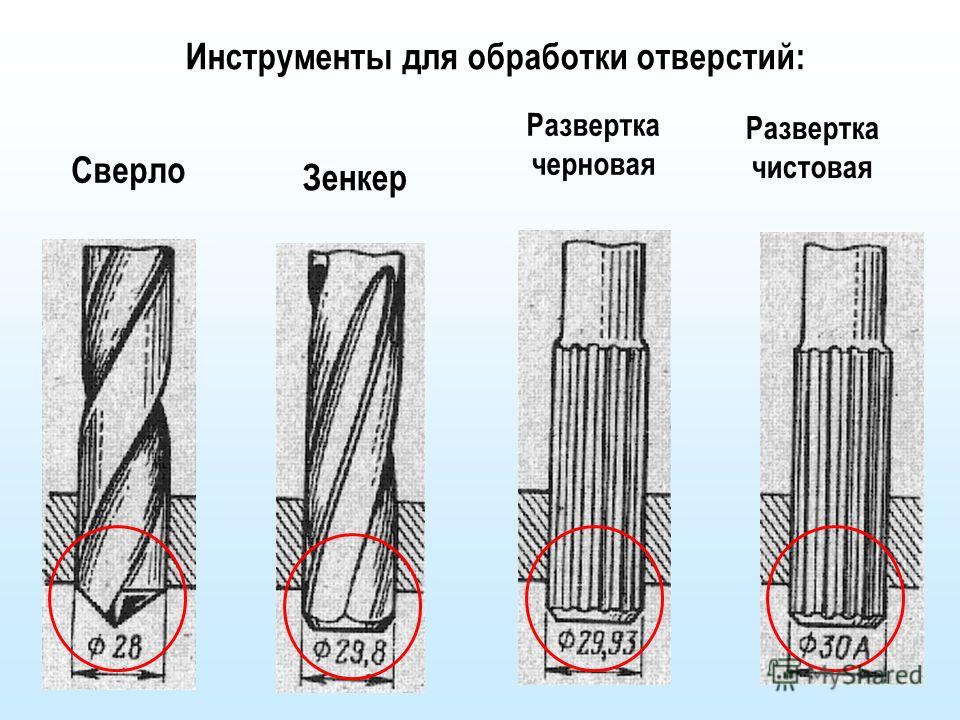 Он приводится в движение на малой скорости, и вся резка выполняется вместе с канавками. Канавки расположены неравномерно по окружности корпуса развертки.
Он приводится в движение на малой скорости, и вся резка выполняется вместе с канавками. Канавки расположены неравномерно по окружности корпуса развертки.
Уменьшает склонность к болтовне. Рифленая развертка используется для более точной работы. Диаметр патронной развертки с прямым хвостовиком варьируется от 1-5 до 32 мм, а с коническим хвостовиком от 5 до 32 мм.
2. Патронная развертка (розетка)Отличается от рифленого типа тем, что нарезка выполняется за счет скошенных кромок на конце. Скошенные режущие кромки образуют угол 45°. Рифленый корпус входит в рассверленное отверстие.
Чакинг Роуз РимерКорпус слегка сужается к хвостовику, чтобы предотвратить изгиб в отверстии. Этот тип развертки может удалить большее количество металла, чем рифленый. На рисунке показана развертка с зажимной розеткой.
3. Станочная мостовидная развертка Машинная мостовая развертка с прямыми канавками Машинная мостовая развертка, показанная на рисунках (A) и (B), используется в портативном электрическом или пневматическом инструменте для развертывания в судостроении, строительстве и производстве плит. .
.
Эти типы разверток имеют параллельные режущие кромки, длинный заходной элемент и конический хвостовик для удержания и привода развертки. Канавки могут быть прямыми или спиральными. Диаметр развертки варьируется от 6 4 до 37 мм.
Вам может понравиться: 15 различных типов фрезерных станков
4. Кондукционная разверткаКондукционная развертка состоит из коротких параллельных режущих кромок со скосом и направляющей между хвостовиком и режущими кромками, объединенными с конический хвостовик для удержания и вождения.
Станочная кондукторная разверткаСпиралевидные канавки. Гладкая часть корпуса входит во втулку приспособления и точно определяет положение расширителя. Диаметр расширителя варьируется от 7 до 50 мм. Ример показан на рисунке.
5. Параллельная ручная развертка с параллельным хвостовиком Эта развертка состоит из параллельных режущих кромок с конусным и скошенным шагом, объединенных с хвостовиком номинального диаметра режущих кромок, и с квадратом на конце.
Канавки могут быть прямыми или спиральными. Ручная развертка имеет квадратный хвостовик и предназначена для ручного привода для точного определения размеров отверстий.
Развертки предназначены для снятия минимального количества металла от 0,05 до 0,125 мм. Он слегка сужается к концу на расстояние, равное его диаметру, для облегчения запуска. Этот тип развертки показан на рисунке.
6. Развертка с конусом МорзеЭта развертка может быть с прямым или коническим хвостовиком, с ручным или механическим приводом. Развертки имеют конические режущие кромки, подходящие для конуса Морзе, объединенные с параллельным или коническим хвостовиком. Канавки могут быть прямыми или спиральными.
Развертка с внутренним конусом для конуса Морзе Развертки доступны в наборе из трех штук: черновая, предварительная и чистовая. Диаметр разверток доступен для чистовой обработки. Отверстия под конус Морзе с № 1 по 6. На рисунке показана торцевая развертка.
На рисунке показана торцевая развертка.
Насадная развертка, показанная на рисунке, имеет осевое отверстие для использования на оправке и практически параллельные режущие кромки с заостренным скосом. Эти типы разверток используются для чистовой обработки больших отверстий для экономии инструмента. На одной оправке можно менять насадки различных размеров.
Насадная разверткаВ каждом случае экономит стоимость цельного хвостовика. Развертка с кожухом может быть розового типа для правки отверстия или рифленого типа для чистовой обработки. Канавки могут быть прямыми или спиральными. Диаметр расширителя варьируется от 24 до 100 мм.
8. Развертка с коническим штифтом Развертка с коническим штифтом Развертка, показанная на рисунке, может быть ручной или с механическим приводом. Он имеет конические режущие кромки для отверстий, подходящие для штифтов с конусностью 1/50, и параллельный или конический хвостовик для удерживания и привода развертки. Канавки могут быть прямыми или спиральными.
Канавки могут быть прямыми или спиральными.
Развертка-расширитель устроена таким образом, что ее можно отрегулировать на очень небольшую величину, чтобы компенсировать износ или приспособиться к некоторому изменению размера отверстия. Как показано на рисунке, для расширения зажимная гайка ослабляется и заглушка 1 вдавливается внутрь. Это вызывает небольшое расширение лопастей.
Область применения разверткиОбласть применения развертки:
- Развертка — это тип вращающегося режущего инструмента, который в основном используется в металлообработке.
- Развертка — это инструмент, используемый для расширения или чистовой обработки предварительно просверленных, расточенных или забитых отверстий, чтобы обеспечить хорошую отделку и точный размер.
- Развертка предназначена для использования в сверлильном станке, токарно-револьверном станке.
- Развертка также используется в токарно-винторезном станке.

Заключение
Итак, теперь мы надеемся, что развеем все ваши сомнения по поводу типов разверток. Если у вас еще есть какие-то сомнения по поводу « Типы разверток » вы можете связаться с нами или спросить в комментариях.
У нас также есть сообщество Facebook для вас, ребята, если хотите, вы можете присоединиться к нашему сообществу, вот ссылка на нашу группу Facebook.
Вот и все, спасибо за прочтение. Если вам понравилась наша статья, поделитесь ею с друзьями. Если у вас есть какие-либо вопросы по какой-либо теме, вы можете задать их в разделе комментариев.
Подпишитесь на нашу рассылку, чтобы получать уведомления о наших последних сообщениях.
Введите адрес электронной почты
Возможно, вам будет интересно прочитать следующие статьи:
- Горизонтально-сверлильный станок: типы, инструменты и операции
- 6 типов операций на долбежном станке
- Долбежный станок: типы, детали и типы операций
14 типов разверток Инструменты, используемые при обработке
Развертка — это семейство широко используемых высокоточных инструментов. Они позволяют базовым станкам и даже ручной работе производить отверстия с допуском 0,0002 дюйма. Эта точность достигается за счет процесса шлифования с использованием режущего инструмента для удаления материала и расширения отверстия не более чем на 10% — обычно меньше. Целью требования такой точности является создание точных подгонок. Система допусков на основе отверстия (например, H7/g6), используемая для указания этой точности, позволяет регулировать размеры вала для различных целей. От «свободной посадки» для приблизительной посадки/местоположения до «малого зазора» для пар скольжения и подшипников и «принудительной посадки», позволяющей неподвижно закрепить приводные валы на нагретых шкивах (например), многие узлы нуждаются в такой высокой точности.
Они позволяют базовым станкам и даже ручной работе производить отверстия с допуском 0,0002 дюйма. Эта точность достигается за счет процесса шлифования с использованием режущего инструмента для удаления материала и расширения отверстия не более чем на 10% — обычно меньше. Целью требования такой точности является создание точных подгонок. Система допусков на основе отверстия (например, H7/g6), используемая для указания этой точности, позволяет регулировать размеры вала для различных целей. От «свободной посадки» для приблизительной посадки/местоположения до «малого зазора» для пар скольжения и подшипников и «принудительной посадки», позволяющей неподвижно закрепить приводные валы на нагретых шкивах (например), многие узлы нуждаются в такой высокой точности.
Развертки бывают разных стилей и предназначены для множества конкретных применений. Примеры: ручные развертки, регулируемые развертки и машинные развертки многих специализированных типов. Каждый с различными хвостовиками, формами и номерами канавок, типами наконечников и многим другим. Точность может со временем ухудшаться по разным причинам, таким как: точность станка, износ развёртки, выкрашивание, превышение скорости подачи или скорости вращения.
Точность может со временем ухудшаться по разным причинам, таким как: точность станка, износ развёртки, выкрашивание, превышение скорости подачи или скорости вращения.
В этой статье обсуждаются 14 типов разверток, используемых при механической обработке, их конкретные цели и способы их использования.
1. Твердосплавные развертки
Твердосплавные материалы (карбид вольфрама, карбид титана и карбид тантала) являются одними из самых твердых материалов, которые можно производить в больших масштабах. Инструменты для развертывания также являются основным применением керметов, семейства материалов, сочетающих металлы и керамику. Твердосплавные развертки, к сожалению, очень хрупкие, поэтому их необходимо монтировать и использовать с большой осторожностью, чтобы избежать растрескивания и сколов. Твердосплавные наконечники можно устанавливать на развертки из металлокерамики или инструментальной/быстрорежущей стали (HSS). В качестве альтернативы вся фреза может быть изготовлена из цельного куска карбида. Эта конструкция зависит от размера расширителя. На развертки большого диаметра надеваются напаянные наконечники, а мелкие приспособления вытачиваются из цельных твердосплавных валов.
Эта конструкция зависит от размера расширителя. На развертки большого диаметра надеваются напаянные наконечники, а мелкие приспособления вытачиваются из цельных твердосплавных валов.
2. Развертки с коническими штифтами
Развертки с коническими штифтами имеют конические канавки (режущие поверхности), позволяющие точно устанавливать конические штифты. Эти фрезы могут иметь прямые канавки, слегка скрученные (спиральные) канавки или сильно скрученные (спиральные) канавки. Они классифицируются по диаметру наконечника, диаметру основания и длине, а не по номинальному диаметру и углу. Развертки с коническими штифтами поставляются с целым рядом параллельных и конических хвостовиков, подходящих для различных цанг, патронов и конических замков. Они также обычно имеют квадратный верхний конец хвостовика, что позволяет использовать их вручную. Развертки с коническими штифтами обычно изготавливаются из стали HSS, но также доступны с твердосплавными наконечниками.
3. Ручные развертки
Ручные развертки представляют собой прецизионные режущие инструменты, используемые для расширения предварительно просверленных отверстий до точного диаметра вручную. Как правило, они имеют прямые или слегка изогнутые канавки, а также небольшой скос на конце и коническую входную часть. Скос и конус облегчают запуск развертки под точным углом, поскольку инструменты не выигрывают от блокировки в фиксированном обрабатывающем устройстве. Поскольку развертки сделаны из закаленного, хрупкого материала, их относительно легко сломать, поэтому необходимо соблюдать осторожность и следить за тем, чтобы развертка совпадала с осью отверстия. При ручном развертывании оператор должен удалять только небольшое количество материала за один раз. Инструмент с большей вероятностью сойдет с правильной оси, если он вгрызается в слишком много материала, что приведет к потере точности и риску поломки инструмента.
Как правило, они имеют прямые или слегка изогнутые канавки, а также небольшой скос на конце и коническую входную часть. Скос и конус облегчают запуск развертки под точным углом, поскольку инструменты не выигрывают от блокировки в фиксированном обрабатывающем устройстве. Поскольку развертки сделаны из закаленного, хрупкого материала, их относительно легко сломать, поэтому необходимо соблюдать осторожность и следить за тем, чтобы развертка совпадала с осью отверстия. При ручном развертывании оператор должен удалять только небольшое количество материала за один раз. Инструмент с большей вероятностью сойдет с правильной оси, если он вгрызается в слишком много материала, что приведет к потере точности и риску поломки инструмента.
4. Насадные развертки
Насадные развертки специально изготовлены для отверстий большего диаметра – обычно ¾” и больше. Это отдельные рифленые наконечники, предназначенные для установки на существующие хвостовики. Эта функция снижает их стоимость, поскольку они используют меньше материала и требуют меньше этапов производства. Насадные развертки можно найти в любом из стандартных типов канавок: прямых, витых и спиральных. Канавки, которые вращаются против часовой стрелки, предназначены для глухих отверстий, а по часовой стрелке более распространены.
Насадные развертки можно найти в любом из стандартных типов канавок: прямых, витых и спиральных. Канавки, которые вращаются против часовой стрелки, предназначены для глухих отверстий, а по часовой стрелке более распространены.
5. Расширяемые развертки
Расширяемые развертки — это именно то, на что они похожи; внешний диаметр их канавки можно отрегулировать, чтобы оператор мог расширить отверстие нестандартного размера. Они также могут быть полезны для машинистов, которые способны затачивать тупые лезвия для развертывания (хотя этот процесс требует высокой квалификации). После заточки расширяемый развертку можно снова отрегулировать, чтобы он снова соответствовал нужным размерам. Расширяемые развертки работают по тому же принципу, что и регулируемые развертки, за исключением того, что расширение нельзя обратить вспять. После того, как внутренний винт отогнул канавки наружу, они не вернутся к своим первоначальным размерам.
6. Развертки с прямыми канавками
Развертки с прямыми лезвиями имеют канавки, которые не закручиваются по длине вала. Примечательно, что развертки с прямым лезвием не идеальны для ручного использования, поскольку они не удаляют стружку так же хорошо, как развертки с изогнутыми канавками. Разрезные отверстия, например те, которые крепятся к валу или содержат шпоночный паз или продольный паз, нельзя развернуть с помощью развертки с прямой канавкой, потому что лезвия «упадут» в паз и зафиксируются.
Примечательно, что развертки с прямым лезвием не идеальны для ручного использования, поскольку они не удаляют стружку так же хорошо, как развертки с изогнутыми канавками. Разрезные отверстия, например те, которые крепятся к валу или содержат шпоночный паз или продольный паз, нельзя развернуть с помощью развертки с прямой канавкой, потому что лезвия «упадут» в паз и зафиксируются.
7. Плавающие расширители
Плавающий расширитель представляет собой обычный машинный расширитель любого типа, который крепится к плавающему держателю расширителя. Плавающая развертка — это устройство, которое несет цангу или патрон на независимой подшипниковой системе. Цанга позволяет ему «плавать» от оси привода станка и следовать траектории, определяемой существующим отверстием. Это конструктивное новшество устраняет один из источников машинной ошибки в процессе развертывания. Привод может быть эксцентричным по отношению к отверстию и при этом обеспечивать точный результат с точки зрения осевой линии отверстия.
8. Развертки Jobbers
Развертка Jobbers — это любой инструмент для развертки, хвостовик которого позволяет использовать его как в патроне станка, так и в воротке. Любая развертка, имеющая параллельный ИЛИ машинный конусный хвостовик И квадратный конец хвостовика, может считаться джобберской или джоббинговой разверткой.
9. Патронные развертки с прямыми канавками
В то время как у развертки с прямым срезом хвостовик имеет квадратный срез, у развертки с зажимным патроном только гладкий параллельный хвостовик без квадратного конца. Он предназначен для использования с цанговым или трехкулачковым патроном (отсюда и термин «зажим»). Чтобы быть разверткой с прямыми канавками, она также должна иметь прямые канавки, которые не поддаются ручному развёртыванию.
10. Развертки со спиральной канавкой
Развертки с зажимным патроном имеют круглое поперечное сечение, предназначенное для установки в цанговый или трехкулачковый патрон (в отличие от квадратного хвостовика, предназначенного для воротков). Чтобы развертка была спиральной, канавки должны хотя бы частично охватывать окружность инструмента, как правило, с наклоном более 30°.
Чтобы развертка была спиральной, канавки должны хотя бы частично охватывать окружность инструмента, как правило, с наклоном более 30°.
11. Машинные развертки с короткими винтами
Эта этикетка может быть нанесена на любой тип разверток, если они имеют поперечное отверстие для штифта в валу, что позволяет использовать их в плавающем держателе разверток. Эта функция доступна в большинстве стилей разверток, как правило, без квадратного наконечника, что указывает на возможность их использования в качестве ручных разверток.
12. Развертки Diemaker’s
Как правило, они имеют три канавки, нарезанные на многооборотной спирали. Они подходят для быстрой резки и развертывания отверстий со шпоночными канавками и масляными каналами, которые в противном случае могли бы заклинить инструменты с пологими или прямыми канавками.
13. Конструкционные развертки
Эти устройства очень похожи на другие развертки, за исключением того, что они обычно имеют хвостовик с конусом Морзе и больший диаметр. Они обычно используются для рассверливания заклепок и штифтовых отверстий в крупных конструкционных узлах, таких как корабли и мосты. Структурные развертки стали менее распространенными, поскольку заклепки вышли из моды.
Они обычно используются для рассверливания заклепок и штифтовых отверстий в крупных конструкционных узлах, таких как корабли и мосты. Структурные развертки стали менее распространенными, поскольку заклепки вышли из моды.
14. Спиральные (спиральные) развертки канавки
Развертки со спиральной канавкой — это те, в которых спиральный угол самой канавки ярко выражен. Их лучше всего использовать на твердых и упрочняемых материалах с твердостью по Бринеллю 200-400, таких как нержавеющая сталь и износостойкая сталь. Спиральные развертки имеют тенденцию царапать стенки в более мягких материалах, портя отверстие.
Что такое развертка?
Развертки представляют собой радиально-симметричные инструменты с прямыми, слегка изогнутыми или спиральными режущими поверхностями, отшлифованными до очень точного диаметра. Они используются для финишной обработки отверстий, которые были просверлены, фрезерованы или пробиты, что позволяет получить очень точные размеры. Инструменты для развертки предназначены только для удаления небольшого количества материала и корректировки отверстий с несовершенной округлостью или не совсем прямых.
Для чего нужна развертка?
Развертка предназначена для получения гладких и точно круглых отверстий очень высокой диаметральной точности. Они не могут создать дыру там, где ее нет; расширители могут расширить существующее отверстие только на 10%.
Как работает развертка?
Развертки имеют как минимум три прецизионно заточенных лезвия вдоль хвостовика. Они работают, вращаясь внутри существующего отверстия, поэтому лезвия могут соскребать материал со стены, увеличивая ее диаметр и сглаживая поверхность. Рассверленные отверстия можно использовать для следующих целей:
- Точно подогнанные установочные штифты (дюбели).
- Текущие посадки таких компонентов, как втулки, открытые для установки на прецизионно отшлифованные валы.
- Точная посадка деталей подшипников в машину.
- Горячая муфта вала с шестерней, образующая неподвижную пару.
Существует множество онлайн-руководств, которые дают советы по использованию разверток.
Подачи и скорости
Обороты фрезы и скорости врезной подачи высоки зависит от ряда факторов. Среди них: разрезаемый материал, материал развертки, требуемая точность и тепловое расширение. Как правило, наилучшие результаты дает машина хорошего качества с низкой скоростью подачи, малым числом оборотов в минуту и сильным охлаждением. Но когда производительность вызывает беспокойство, рекомендуется обратиться к рекомендациям производителя развёртки по подаче/об/мин для разрезаемого материала. Ручное развертывание представляет собой особый случай, поскольку трудно контролировать скорость резания, подачу и эксцентрическую силу. Однако опытная рука может добиться самых высоких допусков с инструментом хорошего качества.
Полезен ли инструмент для развертки?
Да, развертки полезны. Для такой простой технологии развертки могут достигать поразительной точности. И в качестве бонуса инструменты для развёртки, созданные для металла, также очень хорошо работают с твёрдыми пластиками. Они являются ключевыми инструментами в любой рабочей области точного машиностроения.
Они являются ключевыми инструментами в любой рабочей области точного машиностроения.
Резюме
В этой статье представлены различные типы разверток, объясняется, что они из себя представляют, и обсуждается, когда использовать каждый из них. Чтобы узнать больше об инструментах для разверток, свяжитесь с представителем Xometry.
Xometry предоставляет широкий спектр производственных возможностей, включая обработку с ЧПУ и другие дополнительные услуги для всех ваших потребностей в прототипировании и производстве. Посетите наш веб-сайт, чтобы узнать больше или запросить бесплатное предложение без каких-либо обязательств.
Заявление об отказе от ответственности
Содержание, представленное на этой веб-странице, предназначено только для информационных целей. Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry.