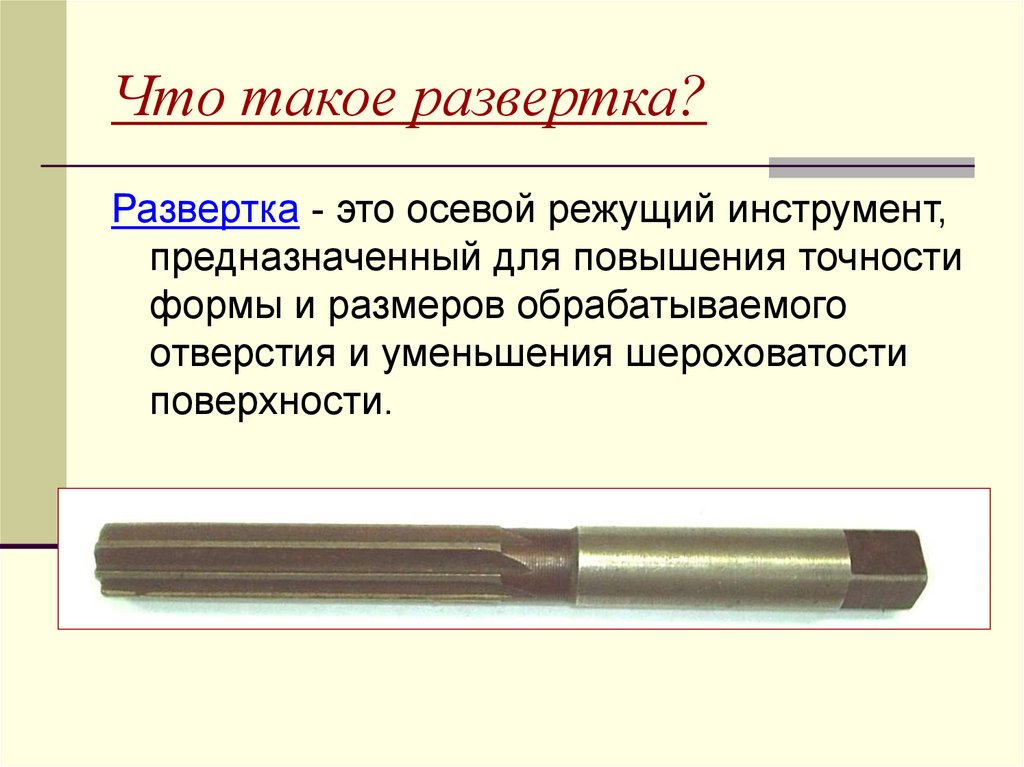
Что такое развертывание отверстий: виды, инструменты и особенности операции
alexxlab | 04.07.2023 | 0 | Разное
|
Развертывание отверстий Категория: Зенкерование и развертывание Развертывание отверстий Развертывание — это процесс чистовой обработки отверстий, обеспечивающей точность 7 —9-го квалитетов и шероховатость поверхности 7 —8-го классов. Инструмент для развертывания — развертки. Развертывание отверстий производят на сверлильных и токарных станках или вручную Развертки, применяемые для ручного развертывания, называются ручными, а для станочного развертывания — машинными. Машинные развертки имеют более короткую рабочую часть. По форме обрабатываемого отверстия развертки подразделяют на цилиндрические и конические. Ручные и машинные развертки состоят из трех основных частей: рабочей, шейки и хвостовика. Рабочая часть развертки, на которой имеются расположенные по окружности зубья, в свою очередь делится на режущую, или заборную, часть, калибрующую цилиндрическую часть и обратный конус. Режущая, или заборная, часть на конце имеет направляющий конус (скос под углом 45°), назначение которого состоит в снятии припуска на развертывание и предохранении вершины режущих кромок от забоин при развертывании. Режущие кромки заборной части образуют с осью развертки угол при вершине 2Ф (для ручных разверток 0,5 — 1,5°, а для машинных 3-5° ). Калибрующая часть предназначена для калибрования отверстия и направления развертки во время работы. Каждый зуб калибрующей части вдоль рабочей часта развертки заканчивается канавкой, благодаря которой образуются режущие кромки; кроме того, канавки служат для отвода стружки. Рис. 1. Зенковки: а — с постоянной направляющей и цилиндрическим хвостовиком, б — со сменной направляющей и коническим хвостовиком, в — углы зенковки, г — конические зенковки, д — цековка, е — державка с зенковкой и вращающимся ограничителем Обратный конус находится на калибрующей части ближе к хвостовику. Он служит для уменьшения грения развертки о поверхность отверстия и сохранения качества обрабатываемой поверхности при выходе развертки из отверстия. У ручных разверток величина обратного конуса от 0,05 до 0,10 мм, а у машинных — от 0,04 до 0,3 мм. Шейка развертки находится за обратным конусом и предназначена для выхода фрезы при фрезеровании (нарезании) на развертках зубьев, а также шлифовального круга при заточке. Рис. 2. Развертки: в — ручная, б — машинная, в — коническая Рис. 3. Ручная развертка Хвостовик ручных разверток имеет квадрат для воротка. Хвостовик машинных разверток диаметром от 10—12 мм выполняют цилиндрическим, более крупных разверток — коническим. Центровые отверстия служат для установки развертки при ее изготовлении, а также при заточке и переточке зубьев. Режущими элементами развертки являются зубья. Зубья развертки определяются задним углом (6 —15° ; большие значения берутся для разверток больших диаметров), углом заострения (3, передним углом у (для черновых разверток от 0 до 10° , для чистовых – 0° ). Углы заострения р и резания 5 определяют в зависимости от углов а и У. Развертки изготовляют с равномерным и неравномерным распределением зубьев по окружности. При ручном развертывании применяют зубья с неравномерным распределением зубьев по окружности, например, у развертки, имеющей восемь зубьев, углы между зубьями будут: 42, 44, 46 и 48°. Такое распределение обеспечивает получение в отверстии более чистой поверхности, а главное ограничивает возможность образования так называемой огранки, т. е. получения отверстий не цилиндрической, а многогранной формы. Если бы шаг развертки был равномерным, то при каждом повороте воротком развертки зубья останавливались в одном и том же месте, что неизбежно привело бы к получению волнистости (граненой) поверхности. Машинные развертки изготовляют с равномерным распределением зубьев по окружности. Число зубьев разверток четное: 6, 8, 10 и т. д. Чем больше зубьев, чем выше качество обработки. Ручные и машинные развертки выполняют с прямыми (прямозубые) и винтовыми (спиральные) канавками. По направлениям винтовых канавок они делятся на правые и левые. При работе разверткой со спиральным зубом поверхность получается более чистая, чем при обработке с прямым зубом. Однако изготовление и особенно заточка разверток со спиральным зубом очень сложны, и поэтому такие развертки применяют только при развертывании отверстий, в которых имеются пазы или канавки. Как конические, так и цилиндрические развертки изготовляют комплектами из двух или трех штук. В комплекте из двух штук одна развертка предварительная, а вторая чистовая. В комплекте из трех штук первая развертка черновая, или обдирочная, вторая получистовая и третья чистовая, придающая отверстию окончательные размеры и требуемую шероховатость. Конические развертки работают в более тяжелых условиях, чем цилиндрические, поэтому у конических разверток на прямолинейных зубьях делают поперечные прорези для снятия стружки не всей длиной зуба, что значительно уменьшает усилия при резании. Причем поскольку черновая развертка снимает большой припуск, ее делают ступенчатой, в виде отдельных зубьев, которые при работе дробят стружку на мелкие части. Рис. 4. Геометрия зубьев развертки: а, в — элементы геометрии, б — развертка с равномерным шагом, г — с неравномерным шагом Рис. 5. Винтовые развертки: а — правая, б — левая Рис. 6. Комплект ручных конических разверток Рис. 7. Развертки машинные: а — раздвижная, б — разжимная Рис. 8. Качающаяся оправка Ручные цилиндрические развертки применяют для развертывания отверстий диаметром от 3 до 60 мм. По степени точности они разделяются по номерам: 1,2 и 3. Развертки машинные с цилиндрическим хвостовиком изготовляют трех типов: I, II и III . Развертки применяют для обработки отверстий 6 —8-го квалитетов. Они изготовляются диаметром 3 — 50 мм. Развертки закрепляют в самоцентрирующих патронах станков. Развертки машинные с коническим хвостовиком типа II изготовляют диаметром от 10 до 18 мм и более короткой рабочей частью. Развертки машинные насадные типа III изготовляют диаметром 25 — 50 мм. Этими развертками обрабатывают отверстая 5 —6-го квалитетов. Развертки машинные с квадратной головкой изготовляют диаметром 10 — 32 мм, предназначены для обработки отверстий по 6 —7-му квалитетам, закрепляют в патронах, допускающих покачивание и самоцентрирование разверток в отверстиях. Развертки со вставными ножами типа I (насадные) имеют то же назначение, что и предыдущие, и изготовляют их диаметром 25—100 мм. Развертки машинные, оснащенные пластинками из твердого сплава Т15К6, служат для обработки отверстий больших диаметров с высокой скоростью и большой точностью. Кроме рассмотренных конструкций разверток широко применяют и другие развертки, повышающие точность и качество обработки отверстий. Раздвижные (регулируемые) развертки применяют при развертывании отверстий диаметром от 24 до 80 мм. Они допускают увеличение диаметра на 0,25 — 0,5 мм. Регулируемые развертки получили наибольшее распространение. Они состоят из корпуса, который служит довольно долго, и изготовляются из сравнительно недорогих конструкционных сталей и вставных ножей простой формы. Ножи делают из тонких пластинок, на них расходуется небольшое количество дорогостоящего металла. Их можно переставлять или раздвигать на больший диаметр, регулируя или затачивая до нужного размера. Когда ножи стачиваются и уже не обеспечивают надежного крепления, их заменяют новыми. Для развертывания сквозных отверстий широко применяют разжимные развертки, ножи в которых крепятся или винтами, или в точно пригнанных пазах прижимаются ко дну паза конусными выточками концевых гаек, или же винтами, разжимающими корпус. При работе развёрткой на станке часто бывают случаи, когда при жестко закрепленной развертке ось ее не совпадает с осью обрабатываемого отверстия, и поэтому развернутое отверстие получается неправильной формы. Это происходит при неисправном станке: ось вращения шпинделя не совпадает с осью отверстия (биение шпинделя). Для повышения качества обработки и во избежание брака при развертывании отверстой применяют качающиеся оправки. Качающаяся оправка закрепляется в шпинделе станка коническим хвостовиком. В отверстии корпуса крепится штифтом с зазором качающаяся часть оправки, которая упирается шариком в подпятник. Благодаря такому устройству качающаяся оправка с разверткой может легко принимать положение, совпадающее с осью развертываемого отверстия. Для получения высокой точности отверстия применяют плавающие развертки, представляющие собой пластины, вставленные в точно обработанные пазы цилиндрической оправки. Наружные ребра пластины заточены так же, как и у зуба развертки. Для обеспечения регулирования пластаны делают составными. При работе плавающими развертками не нужна точная соосность обрабатываемого отверстия и шпинделя станка и, кроме того, точное отверстие получается даже при биении шпинделя, так как пластина своими ленточками центрируется по стенкам отверстия, перемещаясь в пазу оправки в поперечном направлении. На некоторых машиностроительных заводах при развертывании конических отверстий на конусную часть развертки ставят ограничивающее стопорное кольцо, что исключает затрату. времени на измерение. Для уменьшения нагрузки на развертку в процессе работы увеличивают длину ее заборной части в два раза. Это позволяет отказаться от применения второй развертки и повысить производительность и точность обработки. Широко применяют комбинированный инструмент для одновременного сверления и зенкования отверстия. Сверло-зенкер, сверло-зенковка, сверло-развертка, зенкер-развертка позволяют совместить две операции и получить отверстие заданной формы, квалитета и шероховатости. — Назначение развертывания. Точность диаметра и чистота поверхности отверстий, обработанных зенкерованием, не удовлетворяют требованиям, предъявляемым к некоторым отверстиям. отверстий, к точности диаметра и чистоте поверхности которых предъявляются сравнительно высокие требования, производится развертками. Развертки. Развертка самой простой конструкции показана на рис. 9, а. Развертки больших диаметров изготовляются насадными. Принятые названия частей и элементов развертки указаны на рис. 10. Хвостовик развертки иногда делается коническим. По способу применения развертки бывают ручные и машинные. Рис. 9. Развертки: цельная (а) и насадная (6) Очень важное значение имеет величина угла конуса заборной части. Чем меньше этот угол, тем больше длина заборной части, тем точнее и чище получаются отверстия, обработанные разверткой. Наоборот, при слишком короткой заборной части развертки обработанное ею отверстие получается иногда не круглым, а граненым. Рис. 10. Части и элементы развертки Длинную заборную часть у разверток, применяемых при обработке отверстий в стальных деталях, делать, однако, нельзя, так как ширина среза при работе развертки получается очень большой. Сталь обладает большой вязкостью, поэтому при значительной ширине среза возникают значительные силы резания, в результате которых зубья развертки выкрашиваются. Поэтому у машинных разверток, используемых для обработки стальных деталей, заборная часть делается небольшой, но с большим углом конуса (около 15°). Срез при работе такой развертки получается со сравнительно большой толщиной, но узкий, и отделение стружки не требует такого большого усилия, которое может вызвать поломку развертки. У разверток, используемых при обработке отверстий в чугунных деталях, угол конуса заборной части делается около 4°. Стружка, снимаемая зубьями такой развертки, получается тонкой и широкой. Это, однако, в данном случае не вызывает вышеуказанных вредных явлений, так как усилие резания при обработке чугуна меньше, чем при обработке стали. Рис. 11. Заборные части машинных разверток для обработки стали (а) и чугуна (б) У ручных разверток длину заборной части делают значительно большей, чем у машинных, и с очень малым углом конуса (2—3°). Для облегчения ввода развертки в обрабатываемое отверстие на переднем конце ее имеется направляющий конус. Калибрующая часть развертки делается цилиндрической, она не участвует в резании, а лишь калибрует (зачищает) отверстие. Во время работы развертки зубья ее постепенно изнашиваются, длина заборной части при этом увеличивается. В результате развертка будет резать всей длиной зуба, и тогда поломка ее неизбежна. Этого, однако, не происходит, так как за цилиндрическим участком калибрующей части следует конус (диаметр правого конца рабочей части развертки делается на 0,04—0,06 мм меньше диаметра цилиндрического участка). Во время работы развертки зубья ее изнашиваются, она теряет размер и становится негодной для дальнейшей работы. Такую развертку обыкновенно переделывают (шлифованием) на следующий меньший размер. Развертки изготовляются из инструментальной углеродистой стали марок У10А и У12А и некоторых других инструментальных сталей. Вставные ножи раздвижных разверток изготовляются преимущественно из быстрорежущей стали Р9. В последнее время широкое распространение получили развертки, оснащенные пластинками металлокерамических сплавов. Закрепление разверток. Развертки с коническими хвостовиками закрепляются в пиноли задней бабки, а с цилиндрическими — так же, как и сверла больших диаметров. Для закрепления насадных разверток используются оправки, подобные применяемым для насадных зенкеров Если, однако, задняя бабка хотя бы немного смещена со своего среднего положения, ось развертки не будет совпадать с осью отверстия, подготовленного для развертывания. То же самое происходит при неисправной оправке, неправильной установке на ней разверток и т. д. Рис. 12. Шарнирная оправка для разверток Практика развертывания отверстий. Отверстия диаметром до 10 мм развертываются после сверления. При больших диаметрах просверленное отверстие обрабатывается зенкером или резцом и лишь после этого развертывается одной или двумя развертками. Подготовку отверстия растачиванием следует производить только в тех случаях, когда не имеется зенкера необходимого размера. Растачивание, однако, обязательно тогда, когда ось отверстия должна быть строго прямолинейной и требуется обеспечить ее определенное положение; расстояние от оси другого отверстия, параллельность к этой оси или к какой-либо плоской поверхности детали и т. д. Для сбережения дорогостоящих разверток часто производят двукратное развертывание — черновое (предварительное) и чистовое (окончательное). В качестве черновых часто используются износившиеся и перешлифованные на новый размер чистовые развертки. Торцовую поверхность обрабатываемой детали перед развертыванием следует обточить, чтобы развертка с самого начала работала равномерно всеми зубьями. Если торцовая поверхность, хотя и обработана при другой установке детали, но расположена не перпендикулярно к оси обрабатываемого отверстия, зубья развертки вступают в работу не все сразу, вследствие чего развертка не получает верного направления. Торцовые поверхности чугунных деталей, в особенности с твердой коркой, необходимо обтачивать и для предотвращения затупления зубьев развертки. При развертывании отверстий, имеющих продольные канавки (например, шпоночные), следует пользоваться развертками с винтовыми канавками, так как каждый раз, когда прямой зуб развертки попадает против канавки отверстия (т. е. выходит из работы), развертка смещается в сторону этой канавки, увеличивая тем самым диаметр отверстия. При винтовом расположении зубья перекрывают канавку в отверстии по диагонали, поэтому резких изменений в нагрузке на них не получается, и развертка не смещается в сторону канавки. При обычном правом вращении шпинделя станка зубья развертки должны быть левыми, чтобы развертка не увлекалась в отверстие давлением стружки. Припуски на развертывание. Для уменьшения износа разверток и получения чистой поверхности припуски на развертывание должны быть небольшими. При обработке отверстия одной разверткой припуски на развертывание должны быть несколько меньше указанных в таблице для черновой развертки. Режимы резания при развертывании. Подача при обработке отверстия разверткой осуществляется вручную и должна быть равномерной. Чем меньше подача, тем чище получается поверхность отверстия. Скорости резания при развертывании должны быть небольшими во избежание быстрого износа разверток. Величины подачи при развертывании отверстий диаметром от 10 до 50 мм должны быть при обработке стали 0,5—2 мм/об, а чугуна — 1—4 мм/об. Скорости резания при обработке стали средней твердости должны составлять 6—16 м/мин, а при обработке чугуна 4—14 м/мин. Чем больше диаметр отверстия, тем ниже при одной и той же подаче должны быть скорости резания. Точность диаметра отверстия и чистота его поверхности, достигаемая при развертывании. При развертывании отверстия достигается точность 2-го класса, а при особо тщательной работе даже высшая точность (до 1-го класса включительно). Однако достижение развертыванием точности выше 2-го класса обычно связано с увеличенными расходами на изготовление, заточку и г. д. разверток и экономически целесообразно не во всех случаях. Чистота поверхности, достигаемая развертыванием, лежит в пределах 7—9-го классов. Реклама:Читать далее:Измерение отверстий
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |



 На промежуточной развертке, которая снимает значительно меньшую стружку, прорези делают меньше и другого профиля. Чистовая развертка никаких стружколомных канавок не имеет.
На промежуточной развертке, которая снимает значительно меньшую стружку, прорези делают меньше и другого профиля. Чистовая развертка никаких стружколомных канавок не имеет.



 Обработка таких отверстий растачиванием хотя в некоторых случаях и возможна, но связана с трудностями установки резца на точный размер и с необходимостью (для получения чистой поверхности) работать с малой подачей, т. е. непроизводительно. Поэтому обработка
Обработка таких отверстий растачиванием хотя в некоторых случаях и возможна, но связана с трудностями установки резца на точный размер и с необходимостью (для получения чистой поверхности) работать с малой подачей, т. е. непроизводительно. Поэтому обработка
 Во избежание этого развертки часто делают регулируемыми, чтобы после износа зубьев можно было несколько увеличить их диаметр.
Во избежание этого развертки часто делают регулируемыми, чтобы после износа зубьев можно было несколько увеличить их диаметр. В результате развертка будет работать одной стороной, и диаметр развернутого отверстия получится больше требуемого. Этого не случится, если развертка будет направляться самим развертываемым отверстием, что обеспечивается закреплением ее в шарнирной оправке. Одна из таких оправок изображена на рис. 12. Основная деталь имеет конический хвостовик, который вставляется в пиноль задней бабки. В цилиндрическое отверстие, сделанное в утолщенной части детали, входит правый конец втулки. В этом конце втулки и в дне отверстия детали запрессованы стальные закаленные опоры, между которыми находится шарик. Последний удерживается кольцом — обоймой, прикрепленной к торцу втулки несколькими винтами. Стержень закреплен посредством винта в конце втулки и проходит через отверстие, сделанное в стенках утолщенной части детали. Развертка вставляется в коническое гнездо в левом конце втулки. Диаметры отверстий в детали для стержня больше диаметра стержня. Зазоры между деталями оправки, а также наличие шариковой опоры обеспечивает втулке возможность некоторой игры.
В результате развертка будет работать одной стороной, и диаметр развернутого отверстия получится больше требуемого. Этого не случится, если развертка будет направляться самим развертываемым отверстием, что обеспечивается закреплением ее в шарнирной оправке. Одна из таких оправок изображена на рис. 12. Основная деталь имеет конический хвостовик, который вставляется в пиноль задней бабки. В цилиндрическое отверстие, сделанное в утолщенной части детали, входит правый конец втулки. В этом конце втулки и в дне отверстия детали запрессованы стальные закаленные опоры, между которыми находится шарик. Последний удерживается кольцом — обоймой, прикрепленной к торцу втулки несколькими винтами. Стержень закреплен посредством винта в конце втулки и проходит через отверстие, сделанное в стенках утолщенной части детали. Развертка вставляется в коническое гнездо в левом конце втулки. Диаметры отверстий в детали для стержня больше диаметра стержня. Зазоры между деталями оправки, а также наличие шариковой опоры обеспечивает втулке возможность некоторой игры. Поэтому развертка, закрепленная в данной втулке, сама находит свое место и, направляемая отверстием, обрабатывает его точно, не разбивая.
Поэтому развертка, закрепленная в данной втулке, сама находит свое место и, направляемая отверстием, обрабатывает его точно, не разбивая.

 Чем больше подача при одном и том же диаметре отверстия, тем меньшую следует принимать скорость.
Чем больше подача при одном и том же диаметре отверстия, тем меньшую следует принимать скорость.Развертывание отверстий
Развертыванием называется операция по обработке готовых отверстий, полученных сверлением или зенкерованием, для придания им большей точности или лучшей чистоты поверхности.
Отверстия в деталях развертывают ручным и машинным способами. Развертывание обеспечивает получение отверстий 2—3-го класса точности.
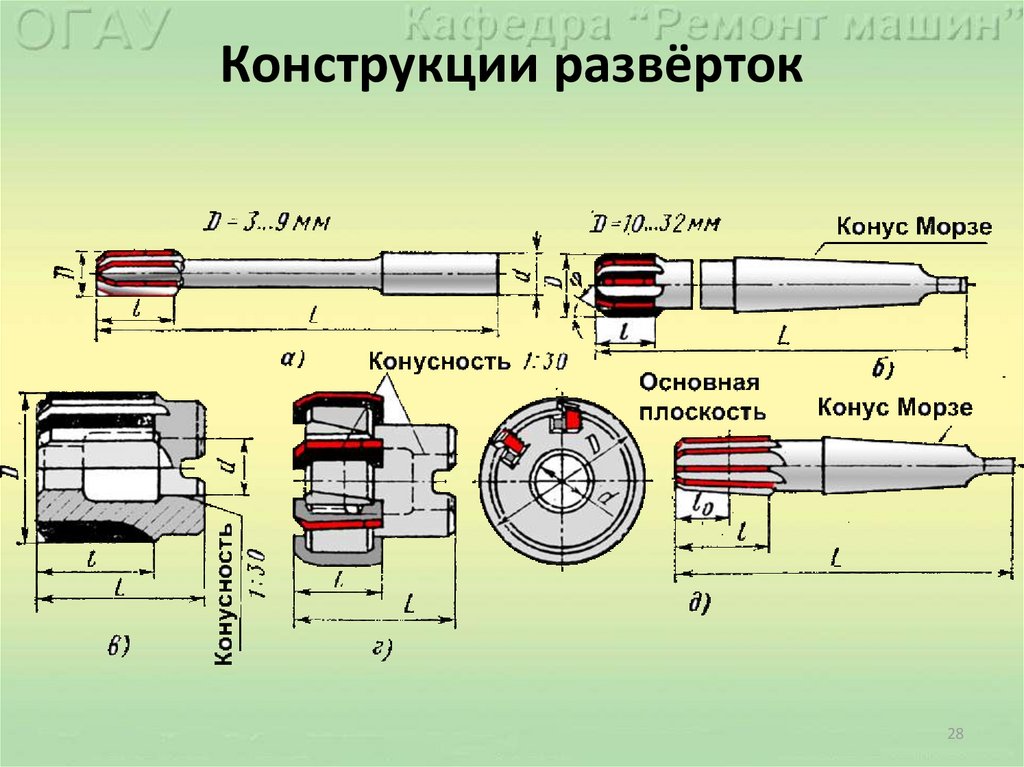
Ручные развертки, применяемые для развертывание отверстий в деталях, в зависимости от формы делятся на цилиндрические (рис. 83, а) и конические (рис. 83, б), а в зависимости от конструкции — на цельные и разжимные. Режущие зубья разверток выполняют с прямыми или с винтовыми канавками.
Рис. 83. Типы разверток и их элементы: а — цилиндрическая, б — коническая, в — элементы развертки, г — геометрия зуба заборной части, д — геометрия зуба калибрующей части
Ручная цилиндрическая развертка (рис. 83, в) состоит из трех частей: рабочей части, шейки и хвостовика. Рабочая часть развертки состоит из заборной и калибрующей частей и направляющего конуса. Заборная часть делается конусной, при развертывании она первая входит в отверстие и производит основную работу по снятию стружки.
Режущие кромки заборной части образуют с осью развертки угол при вершине 2φ. Любая режущая кромка образует с осью развертки главный угол в плане ф. Этот угол принимается для ручных разверток равным 0,5— 1,5°.
Калибрующая часть служит для направления развертки при развертывании, а также для калибрования отверстий. У ручных разверток калибрующая часть может быть или цилиндрической или с обратной конусностью в пределах 0,015 мм. В последнем случае на участке, прилегающем к заборной части, может быть сохранен цилиндрический участок.
Направляющим конусом называется короткая фаска, срезаемая по поверхности заборной части (обычно под углом 45° к переднему торцу развертки). Она служит для предохранения развертки от повреждения, а также для обеспечения лучшего вхождения ее в отверстие.
Заборная и калибрующая части развертки различаются формой зуба: на заборной части зуб всегда затачивают до остроты, а на калибрующей части зуб заточен таким образом, что он имеет на вершине ленточку шириной от 0,05 до 0,3 мм. Ленточку по всей длине заправляют оселком, что обеспечивает калибрование и заглаживание стенки развертываемого отверстия, придавая ему требуемую точность размера и чистоту поверхности.
Ленточку по всей длине заправляют оселком, что обеспечивает калибрование и заглаживание стенки развертываемого отверстия, придавая ему требуемую точность размера и чистоту поверхности.
Развертки изготовляют с равномерным и неравномерным шагом зубьев по окружности. Для развертывания отверстий вручную применяют развертки с неравномерным шагом, обеспечивающие получение отверстий с чистой поверхностью.
Геометрия зуба развертки (рис. 83, г, д) определяется задним углом α, углом заострения β, передним углом γ и углом резания δ. Задний угол зуба разверток берется равным 6—15°. Передний угол для чистовых разверток равен 0°, а для черновых разверток он берется от 0 до 10°.
Ручные цилиндрические развертки (ГОСТ 7722—65) применяют для развертывания отверстий диаметром от 3 до 50 мм. Они изготовляются с прямыми и винтовыми канавками.
Ручные цилиндрические развертки по степени точности их изготовления разделяются по номеру на № 1, 2 и 3.
Развертка № 1 предназначена для посадки А3 — С3. После доводки ее можно получить отверстия 2-го класса точности, т. е. для посадок Г, Т, Н и П.
После доводки ее можно получить отверстия 2-го класса точности, т. е. для посадок Г, Т, Н и П.
Развертка № 2 пригодная для посадки А3а — С3а, а после доводки — для посадки А — С.
Развертка № 3 предназначена для посадки А4 — С4, а после доводки пригодна для посадки А3 — С3.
Геометрия зуба ручных разверток определяется задним углом α=8°, передним углом γ = 0° и углом в плане φ=1°.
Ручные цилиндрические развертки изготовляют из инструментальной легированной стали 9ХС. Твердость рабочей части разверток диаметром от 3 до 8 мм HRC 61 — 63, а диаметром более 8 мм HRC 62—64. Твердость квадрата должна быть HRC 30—45.
Правильное развертывание | Cutting Tool Engineering
Соответствующие сценарии применения развертки при чистовой обработке отверстий.
Предоставлено Komet of America
Врезные кольца Komet имеют регулируемый диапазон диаметров и могут быть точно отрегулированы с помощью специальных держателей врезных колец. По словам компании, это компенсирует износ, обеспечивая правильную настройку на точный размер отверстия.
По словам компании, это компенсирует износ, обеспечивая правильную настройку на точный размер отверстия.
При обработке отверстия точно по размеру развёртывание часто является лучшим выбором для станочника. Как правило, его нельзя использовать для правки отверстий, и он может удалить только ограниченное количество припуска, но при правильном выполнении развертывание может быть быстрым и высокоточным процессом.
Однако правильное развертывание требует хорошей подготовки. Важные факторы включают в себя оставление точного количества припуска после бурения; зная, когда развернуть дважды, использовать многофункциональную развертку или полностью использовать другой инструмент; и указав правильный развертки для работы. Что касается последнего, доступно множество различных типов разверток, в том числе регулируемые развертки, развертки с патроном и спиральной канавкой, и во многих случаях специальный инструмент является лучшим инструментом для работы.
При развертывании самым важным является подготовка отверстия, по словам Райана Бистербуша, руководителя группы проектирования производителя инструментов Komet of America Inc. , Шаумбург, Иллинойс. количество запаса и не исправляет отверстие. «Развертка следует за отверстием», — сказал он, но отметил, что развертка помогает немного улучшить прямолинейность, если инструмент имеет возможность фронтального резания.
, Шаумбург, Иллинойс. количество запаса и не исправляет отверстие. «Развертка следует за отверстием», — сказал он, но отметил, что развертка помогает немного улучшить прямолинейность, если инструмент имеет возможность фронтального резания.
Предоставлено Alvord-Polk
Набор патронных разверток от Alvord-Polk, включая (вверху) развертку с прямым хвостовиком и прямой канавкой; (вверху посередине) инструмент с коническим хвостовиком, правосторонний, со спиральной канавкой; и (вверху внизу) развертка с прямым хвостовиком, правосторонняя, со спиральной канавкой, покрытая нитридом титана.
Джош Линберг, президент компании-поставщика инструментов Monster Tool Co., Виста, Калифорния, согласен с тем, что перед развертыванием необходимо отверстие «удовлетворительного качества». Например, он отметил, что при расширении отверстия диаметром 0,240 дюйма разверткой диаметром 0,250 дюйма отверстие не будет выпрямлено, если оно сужается на 0,005 дюйма или более. 0005
0005
Если форма или расположение отверстия нуждается в исправлении, Уилл Нестор, инженер по продажам приложений/проектов из Феникс-Сити, штат Алабама, для производителя инструмента Mapal Inc., Порт-Гурон, штат Мичиган, рекомендует расточку. «Однако развертывание, как правило, дает вам более короткое время цикла, чем растачивание», — сказал он, добавив, что развертка чаще применяется для достижения нужного размера отверстия, чем для придания шероховатости поверхности.
Чистота поверхности, получаемая при развертывании, обычно зависит от материала заготовки. Диапазон для чугуна составляет от 50 до 80 среднеквадратичных значений и от 30 до 60 среднеквадратичных значений для сталей, а развертка с ПКА может придать алюминию чистоту до 8 среднеквадратичных значений, согласно Bysterbusch.
Иногда отверстие растачивается перед развертыванием, но это не обязательно. «Любое отверстие, которое соответствует минимально необходимому количеству припуска для развернутого размера, не требует дополнительной подготовки перед развертыванием», — сказал Линберг. «Если готовое отверстие имеет чрезвычайно жесткий допуск, а станок, используемый для создания отверстия, не обладает достаточной точностью или жесткостью, расточенное отверстие помогает удерживать развертку на одном уровне с осью отверстия, помогая станку сохранять прямолинейность отверстия. ».
«Если готовое отверстие имеет чрезвычайно жесткий допуск, а станок, используемый для создания отверстия, не обладает достаточной точностью или жесткостью, расточенное отверстие помогает удерживать развертку на одном уровне с осью отверстия, помогая станку сохранять прямолинейность отверстия. ».
Проблемы с материалами
Количество припуска, остающегося для развертывания, зависит от качества и диаметра отверстия. Согласно эмпирическому правилу, после сверления для расширения должно оставаться от 0,010 до 0,015 дюйма, за исключением небольших диаметров, таких как 1/32 дюйма, в которых должно быть от 0,003 до 0,006 дюйма материала для развертывания, отметил Линберг. «Плохо просверленное отверстие может потребоваться немного больше материала, чтобы расширитель «очистил» стенки отверстия», — сказал он.”до 0,0098″ для разверток Mapal с направляющими и до 0,0394″ DOC для неподвижных разверток с паяным PCD, в зависимости от материала заготовки. стороны в отверстии», — сказал он, добавив, что больший DOC возможен для развертки с концевой режущей геометрией, встроенной в режущую кромку. , чугун, титан и суперсплавы на основе никеля, согласно Bysterbusch.Если стружка слишком толстая при развертывании последних материалов, слишком много тепла поступает в стружку, делая ее пластичной и трудно ломаемой, что создает проблему удаления стружки. «Лучше удалить как можно меньше».
, чугун, титан и суперсплавы на основе никеля, согласно Bysterbusch.Если стружка слишком толстая при развертывании последних материалов, слишком много тепла поступает в стружку, делая ее пластичной и трудно ломаемой, что создает проблему удаления стружки. «Лучше удалить как можно меньше».
Другие предоставляют больший диапазон размеров отверстий. Кевин Моррисон, главный инженер по инструментам Alvord-Polk Inc., указал, что производитель сплошных многолезвийных разверток из Миллерсбурга, штат Пенсильвания, рекомендует припуск от 0,003 до 0,006 дюйма для развертывания отверстий диаметром до 3⁄32 дюйма, 0,008 дюйма. “до 0,010″ для отверстий больше 3⁄32″ до ¼”, 0,012″ до 0,015″ для ¼” до ½”, 0,017″ до 0,020″ для ½” до 1″, 0,020″ до 0,025″ для 1″ до 2 “и от 0,030″ до 0,035″ для отверстий больше 2”. «Это скользящая шкала», — сказал он. «Это даже не работает в процентах».
Моррисон добавил, что для ручной развертки диапазон составляет от 0,002 до 0,004 дюйма. «Это все, на что способно человеческое тело, — сказал он. «У нас нет механического преимущества, чтобы взять больше материала».
«У нас нет механического преимущества, чтобы взять больше материала».
Хотя некоторые не считают упрочнение материала серьезной проблемой при развертывании, Нестор отметил, что это может создать проблемы. Желательно брать легкий DOC, например, при развёртывании титана. Легкий DOC удерживает стружку тонкой для облегчения эвакуации при обработке, например, отверстия малого диаметра. «Материализируемость играет большую роль в том, как вы расширяете», — сказал он.
Размер отверстия
Если после сверления остается слишком много припуска для развертывания, конечные пользователи могут выполнить развертывание дважды. Линберг из Monster Tool предлагает сначала применить меньшую развертку, а затем развертку необходимого размера. «Сверление для открытия отверстия обычно приводит к отказу сверла из-за неравномерного и неравномерного напряжения вдоль режущей кромки сверла и не рекомендуется», — сказал он. Линберг добавил, что плунжерное фрезерование также возможно при наличии концевой фрезы подходящего размера.
Кроме того, можно использовать ступенчатую развертку с черновым и чистовым диаметром. «Это зависит от материала», — сказал Бистербуш. «Как только вы доберетесь до некоторых из более прочных сталей, мы должны более подробно изучить область применения».
Нестор заметил, что еще одним вариантом является применение инструмента для чистового растачивания. Инструмент для чистового растачивания имеет не менее трех направляющих и способен обеспечить значительно больший DOC, чем развертка. Он добавил, что коррекция положения отверстия также может быть достигнута с помощью инструмента для тонкого растачивания с временем цикла, сравнимым с разверткой с направляющими.
Объем части также определяет приемлемое решение. «Вы должны помнить, что клиент всегда хочет сократить время цикла», — сказал Донато Пиньо, специалист по продуктам Komet. «Обычно он использует инструмент для черновой и чистовой обработки».
Моррисон из Alvord-Polk предположил, что кольцевое сверло, представляющее собой нечто среднее между разверткой и сверлом, может решить проблему, когда необходимо удалить значительно больше материала, чем рекомендуется. Колонковое сверло предназначено для удаления большого количества материала из отверстия, но само по себе оно не создаст отверстие. «Бывают случаи, когда корончатое сверло обеспечивает достаточно подходящую поверхность, чтобы конечные пользователи использовали его для обработки отверстия», — сказал он.
Колонковое сверло предназначено для удаления большого количества материала из отверстия, но само по себе оно не создаст отверстие. «Бывают случаи, когда корончатое сверло обеспечивает достаточно подходящую поверхность, чтобы конечные пользователи использовали его для обработки отверстия», — сказал он.
Рекомендации по инструменту
При выборе развертки конечный пользователь должен обращать внимание только на ее размер, если только он не расширяет необычно глубокое отверстие, для которого требуется дополнительная длина инструмента, для чего, по словам Линберга, требуется специальный инструмент. «Правильно изготовленная развертка будет выполнять свою работу независимо от разрезаемого материала».
Предоставлено Monster Tool
По данным Monster Tool, размер — это единственная характеристика, на которую должен обращать внимание конечный пользователь при выборе развертки.
Хотя Bysterbusch отметил, что «полномасштабные специальные» развертки составляют около 40 процентов продаж разверток Komet, фиксированные моноблочные стандарты компании являются «полуспециальными». Это связано с тем, что стандартные заготовки измельчаются по размеру для удовлетворения конкретных требований клиента, как только компания получает заказ. Стандартный диапазон составляет от 6 мм до 110 мм, но специальные предложения охватывают более широкий спектр. «Мы расширяем все от 1,5 мм до более 300 мм», — сказал он.
Это связано с тем, что стандартные заготовки измельчаются по размеру для удовлетворения конкретных требований клиента, как только компания получает заказ. Стандартный диапазон составляет от 6 мм до 110 мм, но специальные предложения охватывают более широкий спектр. «Мы расширяем все от 1,5 мм до более 300 мм», — сказал он.
По словам Нестора из Mapal, допуск по размеру играет роль при выборе типа развертки. В то время как фиксированный инструмент подходит для более широкого диапазона допусков, «всякий раз, когда у вас есть допуск ± 5 мкм или более на ваш диаметр, — сказал он, — вам нужна регулируемая развертка».
Нестор добавил, что патронные развертки можно использовать на сверлильном станке, токарном станке инструментального цеха или даже на фрезерном станке Бриджпорта, но для разверток с направляющими и других высокопроизводительных разверток требуется станок с механической подачей для обеспечения постоянной точности. Для высокопроизводительного развертывания также требуется адекватная подача охлаждающей жидкости. «Обычно растворимые масла и полусинтетика работают лучше, но мы добились успеха с синтетической охлаждающей жидкостью для инструментов с направляющими», — сказал он.
«Обычно растворимые масла и полусинтетика работают лучше, но мы добились успеха с синтетической охлаждающей жидкостью для инструментов с направляющими», — сказал он.
Прерывания отверстий, такие как шпоночные канавки или поперечные отверстия, также диктуют требования к инструменту для развертывания. Когда такая функция присутствует, Моррисон из Alvord-Polk рекомендует развертку со спиральной канавкой, чтобы спираль перекрывала зазор при вращении развертки, а инструмент постоянно поддерживался. «Если у вас прямая флейта, каждый раз, когда зуб появляется, он зацепляется и стучит, как ни в чем не бывало», — сказал он.
Независимо от применения развёртывания, некоторые утверждают, что только настоящая развёртка выполнит эту работу должным образом. «Опасно говорить, что вы просто хотите использовать сверло с качеством развертывания», — сказал Пиньо из Komet. «Ты никогда не получишь тот же результат». CTE
Об авторе: Алан Рихтер, редактор журнала Cutting Tool Engineering, присоединился к публикации в 2000 году. Свяжитесь с ним по телефону (847) 714-0175 или по электронной почте [email protected].
Свяжитесь с ним по телефону (847) 714-0175 или по электронной почте [email protected].
Предоставлено Komet of America
Стойкость инструмента увеличилась с 1200 отверстий до 50000 отверстий, когда компания Magna Powertrain USA перешла с твердосплавной развертки на развертку Dihart Monomax Solid с керметным наконечником от Komet of America при обработке небольшого отверстия на конце рычагов привода из стали 8620. .
Рассверливание «блестящего» покрытия Рассверливание отверстий в стали 8620 с твердостью 217 HB не обязательно является сложным процессом, если только вы не делаете около полумиллиона таких отверстий в год и не должны достигать поставленных целей. жесткие допуски, быстрое время цикла и низкая стоимость инструмента на деталь. Компания Magna Powertrain USA Inc., г. Манси, штат Индиана, оказалась в такой же ситуации при производстве приводных рычагов и необходимости расширить диаметр 0,388 дюйма на 0,39 дюйма. Отверстие глубиной 3 дюйма на горизонтальном обрабатывающем центре OKK HP500S.
Отверстие глубиной 3 дюйма на горизонтальном обрабатывающем центре OKK HP500S.
Дэвид Бокселл, инженер-технолог компании Magna, производителя компонентов для раздаточных коробок и трансмиссий, знает, что самая дешевая развертка не может обеспечить самую низкую стоимость «Я могу купить развёртку за 35-40 долларов со склада, но я получу только несколько сотен деталей, так что моя стоимость за единицу будет довольно высока», — сказал он. Развертки с наконечниками и чистовая обработка около 1200 деталей до того, как инструмент изнашивается. Затем компания перешла на изготовленные на заказ цельнотвердосплавные развертки, но с ограниченным успехом. «Они были очень дорогими и слишком быстро изнашивались», — сказал Бокселл.0005
Чтобы соответствовать требуемому размеру чистового отверстия от 0,3952 “до 0,3948”, Magna просверливает отверстие в твердом материале и оставляет около 0,013 “припуска для развертывания. Затем отверстия расширяются до размера, чтобы они сжимались до указанного размера при термообработке. Нет после термообработки требуются дальнейшие операции
Нет после термообработки требуются дальнейшие операции
Ранее компания Boxell производила другую линейку продуктов и в разговоре с другим специалистом по металлообработке узнала, как развертка Dihart производства Komet of America Inc. помогла сократить время изготовления детали из от нескольких дней до 1 дня, сохраняя прямолинейность 0,0002 дюйма в отверстиях толщиной 4 дюйма. Хотя Бокселл не был полностью убежден, он пригласил продавца Komet и дистрибьютора Haggard & Stocking, Индианаполис, протестировать развертку Dihart со стороны Magna. «Он был прав. на деньгах, — сказал Бокселл, — развертки сделали именно то, что он обещал». Магна начала их использовать.0005
Позже Бокселл поговорил с инженером-технологом Джоном Хершбергером, который отвечал за приводные рычаги, и предложил ему также попробовать развертку Komet. «Ему это понравилось, и он сразу же начал его использовать», — сказал Бокселл. «Затем я унаследовал эту работу и теперь у меня вся ячейка».
Развертка Dihart 525. 91.4030 Monomax Solid с металлокерамическим наконечником имеет геометрию, позволяющую выталкивать стружку вперед. Работая со скоростью шпинделя около 1800 об/мин, предыдущим разверткам требовалось от 3 до 4 секунд, чтобы закончить отверстие, в то время как время обработки нового инструмента составляет 0,14 секунды на отверстие при скорости 4385 об/мин, скорости резания 453 футов в минуту и 157 скорость подачи. Развертки с металлокерамическим наконечником имеют подачу СОЖ через инструмент, в то время как для твердосплавных разверток компания применила циркуляцию СОЖ.
91.4030 Monomax Solid с металлокерамическим наконечником имеет геометрию, позволяющую выталкивать стружку вперед. Работая со скоростью шпинделя около 1800 об/мин, предыдущим разверткам требовалось от 3 до 4 секунд, чтобы закончить отверстие, в то время как время обработки нового инструмента составляет 0,14 секунды на отверстие при скорости 4385 об/мин, скорости резания 453 футов в минуту и 157 скорость подачи. Развертки с металлокерамическим наконечником имеют подачу СОЖ через инструмент, в то время как для твердосплавных разверток компания применила циркуляцию СОЖ.
В дополнение к жесткому допуску на размер, развертка Monomax обеспечивает шероховатость поверхности 0,6 мкм Rz, когда в спецификации требуется только шероховатость 1,99 мкм Rz. «Отделка выглядит идеально, когда мы закончим с ней», — сказал Бокселл. «Это просто гладко, как свисток».
Стойкость инструмента также значительно увеличилась: с примерно 1200 отверстий на развертку до 30 000–50 000 штук до потери размера от 4 мкм до 5 мкм.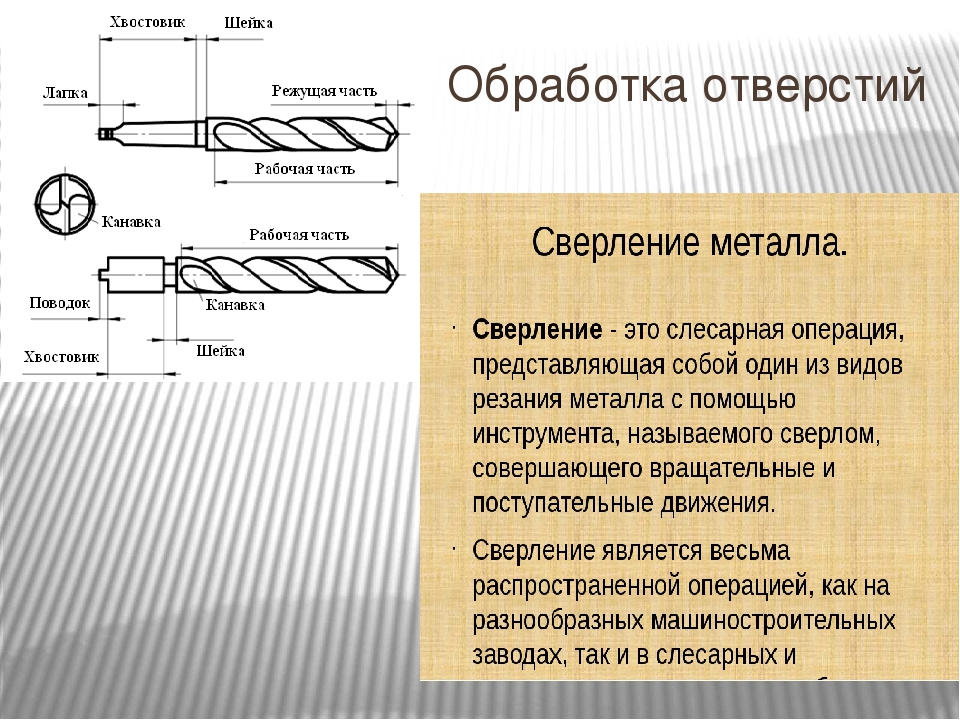 Бокселл отметил, что он мог бы применить более крупное сверло и увеличить срок службы развертки, оставив всего 0,008 дюйма припуска для развертывания, «но у меня на складе так много других сверл, что, вероятно, не стоит покупать 200 или 300 сверл, когда развертка работает так хорошо».
Бокселл отметил, что он мог бы применить более крупное сверло и увеличить срок службы развертки, оставив всего 0,008 дюйма припуска для развертывания, «но у меня на складе так много других сверл, что, вероятно, не стоит покупать 200 или 300 сверл, когда развертка работает так хорошо».
Несмотря на то, что новые нестандартные развертки входят в стандартную комплектацию и по-прежнему стоят около 400 долларов каждая, стоимость инструмента в расчете на одну деталь увеличилась с 0,018 до 0,009 долларов. По словам Бокселла, предполагаемая годовая экономия составляет 85 000 долларов США, не считая увеличения времени цикла и времени безотказной работы шпинделя. Кроме того, Magna реализует дополнительную экономию за счет замены бывших в употреблении разверток Komet retip примерно за треть стоимости новых. Согласно Komet, он может менять наконечник инструмента три или четыре раза. «Мы купили около 20 таких разверток и за последние 4 месяца использовали только четыре», — сказал Бокселл, добавив, что предполагаемое годовое использование инструмента сократилось с 1000 до 13 инструментов.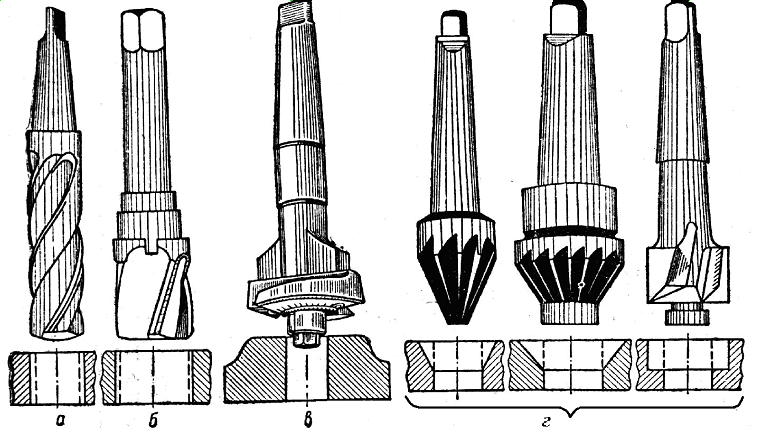 «Когда готовые инструменты готовы, они готовы».
«Когда готовые инструменты готовы, они готовы».
—А. Richter
Авторы
Alvord-Polk Inc.
www.reamers.com
(800) 441-2751
Komet of America Inc.
Магна Powertrain USA Inc.
(765) 245-9750
www.magnapowertrain.com
Mapal Inc.
www.mapal.us
(810) 364-8020
Monster Tool Co.
www.monstertool.com
(888) ) КАРБИД
YG-1 Tool Co.
(800) 765-8665
www.yg1usa.com
Предоставлено YG-1 Tool
Заточенная кромка сверла Dream Drill YG-1 Tool помогает укрепить кромку, кромки помогают обеспечить допуски и требования к чистоте поверхности, а также угол подъема спирали, вдоль с шириной канавки улучшает отвод стружки и удаление стружки.
Мечтаем о том, чтобы не развёртывать
При выполнении отверстий соблюдение требований к размеру и шероховатости поверхности, которые предоставляет развёртка с помощью всего одного инструмента, может повысить производительность и снизить затраты. Хотя производители инструментов уже давно продвигают различные сверла, чтобы исключить развертывание, YG-1 Tool Co., Вернон Хиллз, Иллинойс, говорит, что его Dream Drill также выполняет центральное сверление и позиционное растачивание.
Хотя производители инструментов уже давно продвигают различные сверла, чтобы исключить развертывание, YG-1 Tool Co., Вернон Хиллз, Иллинойс, говорит, что его Dream Drill также выполняет центральное сверление и позиционное растачивание.
Сверло с покрытием из нитрида титана-алюминия обеспечивает допуск на развертывание M7 в соответствии с YG-1 (см. Таблицу). Твердосплавные сверла со сквозной подачей СОЖ доступны от 0,039 до 0,787 дюйма, а сверла I Dream со сменными пластинами со сквозной подачей СОЖ доступны от 0,4724 до 1,250 дюйма. Сверла также доступны без отверстий для охлаждающей жидкости.
YG-1 предлагает две конструкции для обработки материалов твердостью до 50 HRC: стандартную для стали, чугуна и подобных сплавов и Inox для нержавеющей стали и более мягких и пластичных сплавов. «Целью всегда были мелкие завитки», — сказал Аль Зайтун, менеджер по продажам и маркетингу YG-1.
Изготовитель инструментов сообщает, что утончение вершины стенки Dream Drill в форме буквы «S» снижает осевую осевую нагрузку и стабилизирует вершину для получения точных отверстий, а угол вершины 140° немного утолщает поперечное сечение стружки, что помогает дробить стружку.
Zaitoon отметил, что скорость проходки Dream Drill в три-пять раз выше, чем у обычного сверла, а подача от 20,00 до 30,00 дюймов в минуту не является редкостью при сверлении отверстия диаметром 0,250 дюйма в низколегированной стали.
“ Как правило, чем выше скорость, тем более пластичным становится материал, что снижает усилие, необходимое для сверления, — сказал он, — а размер отверстий для охлаждающей жидкости рассчитан на максимальное давление и объем, чтобы уменьшить проблемы с нагревом».
Согласно Zaitoon, дрель Dream Drill подходит для замены от 50 до 70 процентов операций развертывания при сверлении из цельной заготовки. К ним относятся приложения, в которых требования к шероховатости поверхности указаны «как развёрнутые», а сверло может обеспечить допуск по размеру.
—А. Richter
Таблица: Допуски на диаметр сверла
Что такое развертка?
Развертка или развертка для бисера станет прекрасным дополнением к вашей коллекции украшений.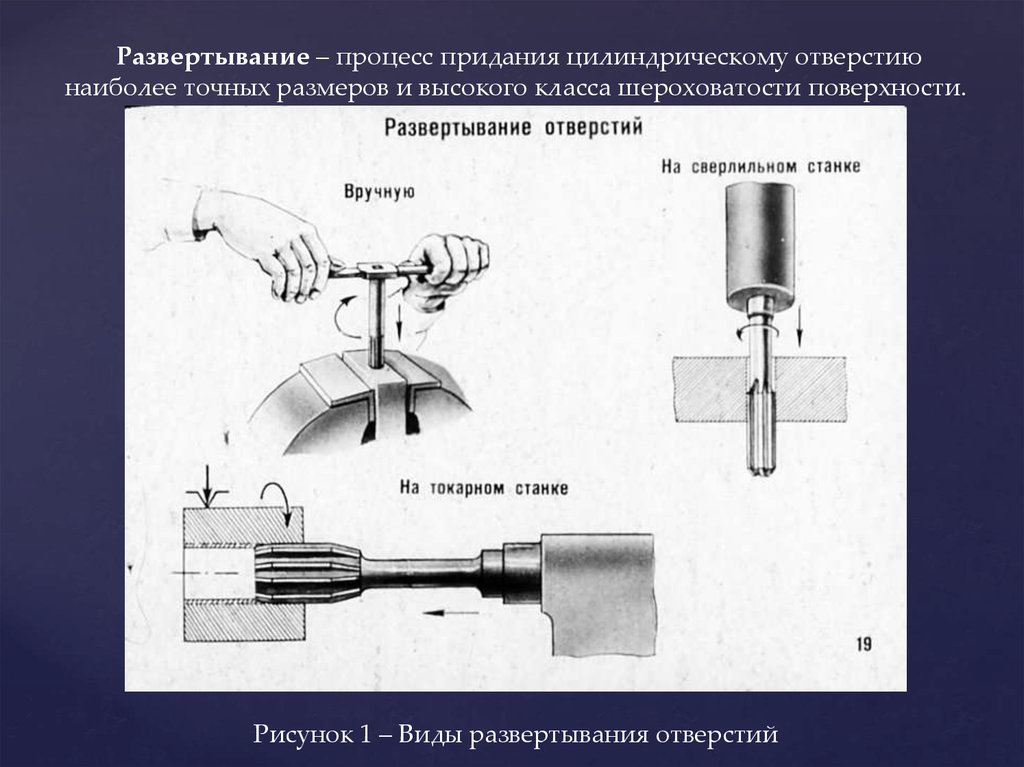 Но если вы никогда об этом не слышали, вам может быть интересно: что такое развертка? Ниже мы изложили некоторые основные сведения об инструментах для развертки и о том, как их можно использовать для улучшения вашего проекта по изготовлению ювелирных изделий.
Но если вы никогда об этом не слышали, вам может быть интересно: что такое развертка? Ниже мы изложили некоторые основные сведения об инструментах для развертки и о том, как их можно использовать для улучшения вашего проекта по изготовлению ювелирных изделий.
Что такое развертка и для чего она используется?
Развертка используется для небольшого увеличения размера уже существующего отверстия в металле, чтобы оставить гладкие стороны, удаляя любые заусенцы или шероховатые края. Это заостренный круглый напильник с наконечником, который обычно покрыт алмазной пылью для создания твердой и прочной поверхности, которая отлично подходит для опиливания. Развертки идеальны для тех, кто ищет более точное отверстие, так как они берут предварительно просверленное сверлом отверстие и делают его по-настоящему круглым и точного диаметра.
В чем разница между сверлением, расточкой и развертыванием?
Все три процесса преследуют одну и ту же цель, но как их отличить? Основные различия между сверлением, растачиванием и развертыванием заключаются в том, что каждый из них выполняет свою роль и использует разные инструменты:
- Сверление используется для формирования совершенно нового отверстия с помощью сверла.

- Растачивание используется для расширения отверстия на токарном станке.
- Развертка используется для совершенствования и сглаживания и использует инструмент развертки.
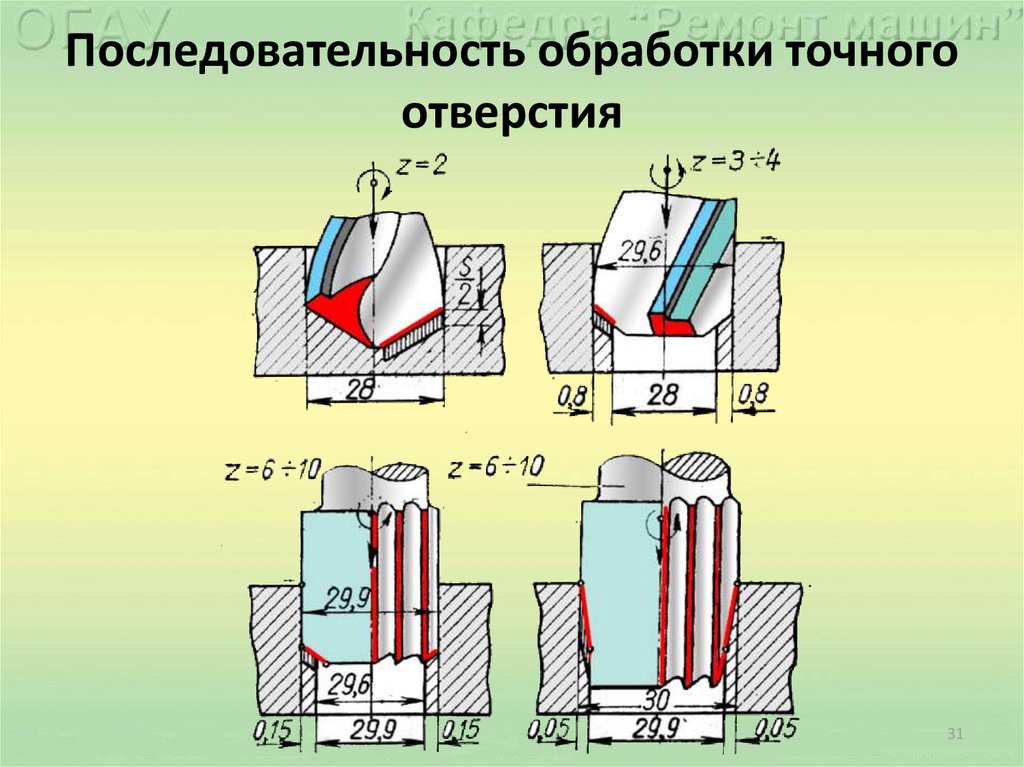
При создании отверстия процесс растачивания всегда должен идти после сверления, а развертывание должно быть последним – эта последовательность никогда не меняется, так как нельзя растачивать, пока не просверлишь, и нельзя разворачивать, пока При создании отверстия, процесс сверления всегда должен быть первым, затем расточкой и последним должно быть развертывание. Эта последовательность никогда не должна меняться. Сверление формирует отверстие, а два других процесса помогают сформировать точное или лучшее отверстие.
Итак, для чего в ювелирном деле используется развертка?
Обычно в металлообработке используется развертка. Но в ювелирном деле развертки отлично подходят для бисероплетения, поскольку они позволяют создавать точные отверстия для продевания цепочек разного размера. Вам может пригодиться развертка, когда у вас есть острые края, которые могут обрезать вашу нить для бисероплетения, когда ваши бусины не совсем правильно выровнены или отверстия слишком малы для вашей иглы или проволоки для бисероплетения. Инструмент для удаления заусенцев удобен для нанизывания бисера, так как он может аккуратно увеличить отверстия в стеклянных, каменных и керамических бусинах, а это означает, что вам не придется разочаровываться, когда ваша бусина не подходит к проволоке или нитке.
Вам может пригодиться развертка, когда у вас есть острые края, которые могут обрезать вашу нить для бисероплетения, когда ваши бусины не совсем правильно выровнены или отверстия слишком малы для вашей иглы или проволоки для бисероплетения. Инструмент для удаления заусенцев удобен для нанизывания бисера, так как он может аккуратно увеличить отверстия в стеклянных, каменных и керамических бусинах, а это означает, что вам не придется разочаровываться, когда ваша бусина не подходит к проволоке или нитке.
Итак, если вы нашли идеальную бусину для своего дизайна, но вам не нравится отделка, возьмите набор из 4 алмазных разверток, чтобы избавиться от ненужных остатков и увеличить отверстия для бисероплетения. С выбором из двух конических разверток, одной цилиндрической формы и одной конусной формы у вас есть все, что вам нужно.
Типы разверток: какой выбрать?
Как уже упоминалось, развертка представляет собой круглый напильник, который используется для увеличения, выравнивания или сглаживания отверстий, которые уже были просверлены с помощью сверла или режущего инструмента. Но что вы должны использовать для своего ювелирного проекта? Это будет зависеть от ваших требований и материалов, с которыми вы работаете. Мы составили список некоторых типов разверток, которые могут вам пригодиться при воплощении ваших украшений в жизнь:
Но что вы должны использовать для своего ювелирного проекта? Это будет зависеть от ваших требований и материалов, с которыми вы работаете. Мы составили список некоторых типов разверток, которые могут вам пригодиться при воплощении ваших украшений в жизнь:
- Ручная развертка — обычно наборы ручных разверток поставляются с наконечниками разного размера, подходящего для различных буртиков — от плоских напильников до остроконечных разверток.
- Развертка для жемчуга идеально подходит для тех, кто хочет создавать украшения из жемчуга.
- Эти наборы инструментов для разверток имеют узкие наконечники, которые могут поместиться в небольшие отверстия жемчуга.
- Развертка аккумуляторная: Они отлично подходят для тех, кто регулярно работает с развертками, или для тех, у кого могут возникнуть трудности с захватом инструментов руками. По сути, они делают всю регистрацию за вас и помогают ускорить производственный процесс.
 Они доступны с насадками разного размера, чтобы удовлетворить широкий спектр проектов и требований по бисероплетению.
Они доступны с насадками разного размера, чтобы удовлетворить широкий спектр проектов и требований по бисероплетению. - Наконечники для округления проволоки: Они часто доступны в качестве насадки для аккумуляторных инструментов для развёртки. Эти наконечники можно использовать для закругления концов проволоки и удаления любых острых краев, которые могут зацепиться или поцарапаться. Их можно использовать как для тонкой проволоки, так и для ушной проволоки ручной работы.
Независимо от того, какой тип развертки вы выберете, вы сможете воспользоваться преимуществами. От экономии денег за счет отсутствия необходимости выбрасывать непригодные бусины до защиты ваших ниток и цепочек от зацепления за грубые заусенцы в отверстиях бусинок.
Отправляйтесь в Cooksongold, чтобы найти все инструменты для бисероплетения , необходимые для совершенствования вашего следующего проекта по изготовлению украшений, – от инструментов для разверток до ковриков и досок для бисероплетения, чтобы убедиться, что ваши материалы остаются на месте во время работы.